

液压滑块比平常下降得更快——仅仅快了几分之一秒——但声音却毫无疑问地表明异常:一道刺耳的金属脆响,让车间里的所有操作员都瞬间僵住。等大脑反应过来耳朵听到的声音时,工件已经从模具上碎裂飞出。有人在走道另一侧猛地拍下急停按钮。原本固定好的钢板变成了一枚飞射的弹体。在折弯机上,“太快”与其说是速度问题,不如说是——失控,一个能瞬间输出数吨力的系统彻底脱缰。.

许多操作员以为危险区只在冲头与模具接触处——夹点。然而,几乎有一半的折弯伤害就发生在那个被认为“机器正常运转”的位置。安全与灾难之间的区别大约是14毫米——这是当光幕检测到动作后,一个不合规液压滑块额外下行的距离。这一点微小的偏移,足以让防护装置变成危险源。如果你从未用实际测量去验证制动器的停止距离,那么无论机器运行得多平稳,都不能算真正确认了安全。.
2023年,一名操作员在折弯高强度钢板时丧生——钢板在中途断裂,上冲的力量竟足以刺穿天花板。这种失效模式屡见不鲜,当滑块速度超过材料可承受范围时,储存的内应力会瞬间转化为致命动能,形成剧烈的“鞭击”反弹。即便在日常的空气折弯中,如果下降速度或停止时间超出规范,高强度合金也能变成动能导弹。.
疲劳会放大危险。疲惫的操作者反应时间可能减慢30%,让手在模具下多停留半秒,或伸过防护去“微调”位置。而在近九成被OSHA引用的违规案例中,安全装置被人为绕过的原因,都是出于一种错误观念:以为生产效率取决于此。这种心态忽视了真正关键的数字——美国劳工部每年记录的368起折弯机断肢事故——而这还很可能低估了真实的代价。.
这听起来也许违反直觉,但最注重安全的工厂反而折得更快——不是更慢。顶级生产线会持续测试停止距离,锁紧侧防护和后护板,并严格执行防绕过制度,在事故率接近零的同时实现超过90%的整体设备效率。他们的成功与运气无关,而是对物理规律的严控。当滑块以正确速度下行,车间的声音就是精密作业的乐章——不是警报。任何其他声音,都可能是你这辈子只会听到一次的警告。.
周二早晨走一圈车间,你几乎能在检查员打开文件夹前就发现他要记录的前三项违规。这些并非晦涩的技术条款——如果你懂得识别,它们几秒钟就能看见。每一个红色信号都指向同一条关键安全链的断裂:操作点控制、可靠的停止时间性能,以及无法被篡改的防护装置。.
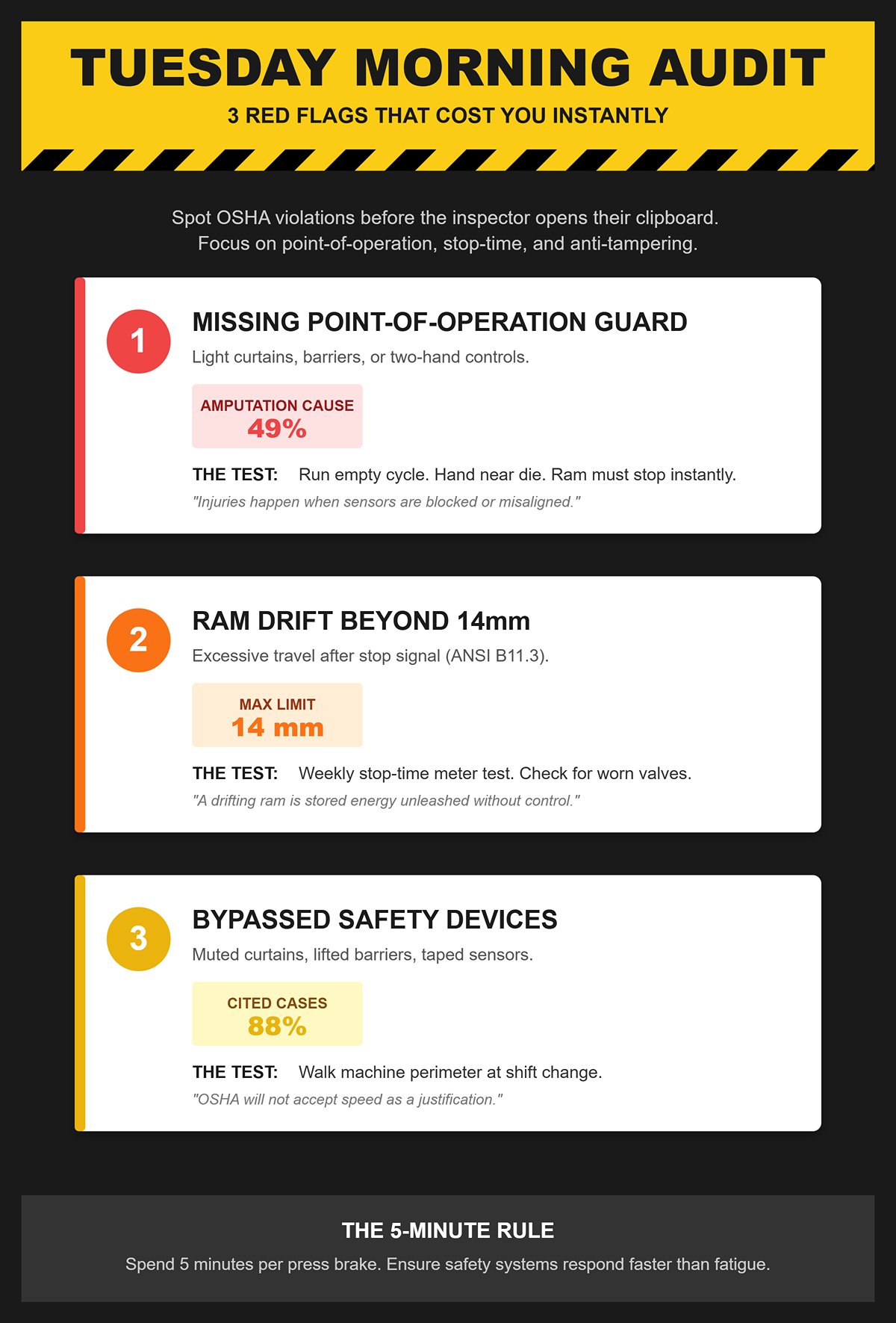
红色信号#1:缺失操作点防护装置
如果折弯机的光幕、安全屏障或双手启动装置无法在物理上或电子上阻止手进入冲头与模具之间的夹点,那么你就可以预期会收到罚单——通常是当场开具。美国劳工部数据显示,49%的折弯机断肢事故源于这一疏忽。检查员的检测方式与你应当采取的一样:空载运行一周期,将手放在靠近(但不进入)模具区的外侧。如果滑块未能立即停止,你就已违反规定。罚款固然难受,但危险更甚——当传感器被遮挡、错位或被方便地绕过时,事故随时发生。.
红色信号#2:在停止信号后滑块漂移超过14毫米
ANSI B11.3标准明确规定:一旦光幕或连锁装置触发,滑块剩余行程不得超过14毫米。老旧的液压设备因阀卡滞或控制组件磨损而常常不合格。审核员会用停止时间计,你的主管也应这样做。每周在空载循环中测试滑块运动——如果在停止信号后位移超过手指宽度,就该停机维修。忽视此项不仅会招致“严重”违规处罚,还可能导致致命喷射,因为漂移的滑块就是不受控的储能释放。.
红色信号#3:安全装置被绕过或禁用
在88%的相关违规案例中,机器防护被故意破坏——光幕被静音、侧屏障被抬起、脚踏开关暴露。此类问题常在周中疲劳与产量压力最高时出现。最简单的预防做法:每轮交班时沿机器周边仔细巡视,记录任何缺失的防护或被胶带覆盖的传感器。操作员的动机通常是效率,而非冒险,但OSHA绝不会接受“为了速度”的理由。系统越权记录足以换来一张即时罚单。.
一次有组织的“周二审查”能让潜在罚款化为乌有。每台折弯机花五分钟,做三项针对性检查,并遵循一个核心原则:每个安全系统的响应都必须快于疲劳侵蚀判断力的速度。领先工厂用硬数据支撑这一点——记录的停止时间测试、认证的防护核查,以及在检查员到来时毫无意外。.
折弯机操作中最危险的误区之一,是认为提升速度——尤其是在老款液压机上——是提高产能的简单办法。事实上,它可能比缩短周期更快地制造出危险。根据美国劳工部数据,每年约有368起折弯机相关断肢事故,其中近半源于操作员在折弯过程中伸手进入冲模区。若忽视机械的停止距离,这种所谓的“升级”很快就会沦为自毁行为。.

那些诞生于现行停止时间标准之前的液压折弯机,通常需要把光幕或基于激光的AOPD(主动光电防护装置)安装在距离操作点60至90厘米处。这并非过度谨慎,而是计算结果。ANSI B11.3和B11.19依据滑块减速率定义了安全接近距离。如果停止时间过长,传感器必须布置得更远,以保证滑块停止前无人能进入。若加快速度而不改进停止时间,操作者往往不得不使用静音或屏蔽模式来跟上节奏,从而破坏安全防护,导致OSHA违规。在88%的严重防护违规中,检查员都追溯到人为绕过装置以提升产量的根源。.
2023年3月的致命喷射事故再次警示:速度调整需要严谨的工程评估,而非几行新代码。那起事件中,一块10毫米厚的高强钢板在加速折弯周期中断裂,以致命速度飞射——与2005年一次类似的抛射死亡案惊人相似。这些都不是偶然的“意外”。提高冲程速率会放大储存在脆性或超强材料中的动能,实质上将折弯工位变成了发射装置。飞散碎片的风险与压伤不同,它需要额外的约束措施——如捕捉防护、侧屏障以及过程监控——远超绝大多数工厂为常规折弯配置的安全标准。.
尖端设施展示了一种更安全且经过验证的方法:将根据 OSHA 和 ANSI 防护开口图尺寸的物理隔栏,与实时跟踪的主动光电检测装置(AOPDs)结合,这些装置可持续监测滑块运动。集成自动冲程停止系统——如 Sentinel Plus 平台上的系统——在出现液压超行程时立即停止压力机,防止飞溅风险,同时允许操作员靠近到舒适的处理距离。数据说明一切:处于最高性能等级的工厂可实现约 90% 的整体设备有效性(OEE),几乎没有安全事故,仅因安全停顿牺牲 2% 的产能。相比之下,缺乏这些控制措施的操作通常会遭受约 14% 的停机时间,并且伤害率是前者的三倍。.
疲劳会加剧危险。长时间轮班的操作员认知性能可能下降多达 30%,在靠近夹点或快速移动的后挡料时,反应时间正好在关键时刻变慢。若在没有对策的情况下提升速度——例如加强防护、自动紧急停止和缓解疲劳的班次设计——就会将潜在的生产力提升变成风险放大的因素。.
结论非常明确:速度与安全并非不能兼得——前提是升级基于准确的停止时间测量、同步检测系统以及可靠的控制策略。若达不到这些要求,那么你并未真正驯服机器,只是制造了一个更快且更不容错的液压隐患。.
许多制造商急于安装防护罩、光幕或主动光电保护装置(AOPDs),认为这些装置本身就能让折弯机安全。关键的疏忽在于:如果机器的停止性能不够快,这些装置就必须放置在离模具很远的位置,导致操作员绕过或禁用它们。操作点上的真正安全始于确认 传感器激活后的停止行程 在你将用于生产的确切模具、运行速度和防护配置下进行测量。.
需要牢记的关键数值是 剩余行程 14 毫米. 。这是滑块在安全防护被触发的瞬间到完全停止所有具有挤压能力的向下运动之间的距离。如果该距离超过 14 毫米,那么感应式防护装置既不能合法,也不能有效地靠近模具放置。在此情况下,你需要改善机器的停止性能或采用其他安全防护方案。.
测量方法:
如果 停止距离超过 14 毫米, 除非进行修改,否则近距离存在感应不可行。以下是纠正行动的层级:
忽视停止距离测量会带来现实成本。较旧的液压折弯机在使用固定光幕时通常需要两到三英尺的安全间距——这些空隙会减慢工作流程并诱使操作员绕过安全保护。提升停止性能不仅可以预防伤害,还能减少防护距离,使现代安全措施与快速、高效的生产相兼容。.
两分钟安全胶带检查清单:
这样想吧:刹车比安全气囊更重要——如果没有快速、可靠的停止,即使是最先进的传感器也无法保护你的双手。.
在折弯机上工作不仅仅是控制金属——还需要把握时间、协调配合以及了解钢材在应力下的行为。“上甩”危险发生在长或重的板材在折弯线收紧时突然向上猛弹,释放储存的弹性能源,动作尖锐而猛烈。这并非不可预测的事故,而是当抗拉强度、模具选择和支撑设置不匹配时可预见的结果。如果工件沿长度未充分支撑,或折弯角度让材料超过安全极限,“上甩”几乎不可避免。.
在一次记录的事故中,一块10 毫米高强度钢板在空气折弯过程中断裂,朝操作员的躯干弹射。调查发现三个相关错误:工件支撑不均匀,液压停止响应稍有延迟,以及错误假设挠度会保持线性。操作员的双手和身体处于摆动半径内——这是由重复操作和保持节奏的本能形成的习惯。.
为了在不失去工作流程节奏的情况下防止“上甩”,稳定和跟进是关键。可调节的前支撑或伺服控制的后挡规可保持工件在稳定平面内,最大限度减少导致上甩的扭力。对于长板材,使用第二位操作员或动力随动臂有助于吸收回弹能量,保护手腕并消除伸手的冲动。这些辅助应与滑块同步移动,而不是保持静止;否则,力会在板材最柔软的瞬间传回到操作员身上。.
稳定的安全并不需要打乱流程——只需要精确。配备实时滑块位置传感器的液压折弯机,如果阻力偏离预期值,可在毫秒内停止运动。与传统的光幕不同——通常设置在数英尺外,迫使尴尬的姿势——这些集成系统允许操作员保持自然节奏和近距离,同时在潜在断裂暗示即将出现“上甩”时立即停止动作。.
最有效的车间将机械安全与明确、协调的团队合作结合起来。一位主操作员为多人折弯设定节奏,呼叫同步抬升和复位,同时确保所有人专注于夹点。这种有纪律的节奏可减少疲劳和反应延迟——这是近20%折弯机事故背后的隐藏因素。.
结论很简单:节奏不会削弱安全——它表明操作处于可控状态。当压机、工件和操作员稳步、可预测地同步移动时,折弯保持干净,传感器保持安静,“上甩”没有发生的机会。.
接下来的三天将决定安全是成为一种切实运行的体系,还是只是另一个口号。每台折弯机的作业现场都存在固有风险——去年发生的388例截肢事故就是证明——但你的72小时计划会在骨头受到威胁之前很久就重新塑造习惯。.
第0–8小时:冻结脚踏板。. 从运动的源头开始。检查每一个脚踏板是否缺少防护罩。标记并停用任何存疑设备——毫不例外。曾有一位操作员因为没人停下来安装一个20美元的防护罩而失去了双手。制定规则:没有防护罩,就不允许循环操作。拍下好与坏的示例照片,并张贴在打卡机旁。视觉证明比任何简报都持久。.
第8–24小时:测量你的停机时间。. ANSI B11.3要求在安全触发后,滑块的行程不得超过14毫米。任何更慢的反应都需要更宽的光幕间距——这就给越过防护提供了机会。使用经过认证的停机时间测试仪,记录每台折弯机的结果。如果设备无法足够快地停机,你就发现了OSHA将其归为严重违例的“静默故障”,发生概率高达88%。了解真实的停止距离,用硬数据取代侥幸心理。.
第24–48小时:将绕过行为作为指标追踪。. 为了跟上节奏,操作员会绕过传感器——几乎五分之一的循环隐藏着绕过行为。把它公开出来。每个团队在班次结束时简短检查:“今天我们有没有静音/绕过设备?” 每一次记录的绕过行为都是一个 领先指标, ,而不是认错。开始以每1,000操作小时为单位统计这些事件。像追踪废品率一样监控该比例。当绕过行为减少时,正常运行时间通常会在两周内提高——顶尖的团队每天都证明了这个悖论:安全驱动速度。.
第48–72小时:分配微小零件双人组。. 小零件会让手指危险地接近模具。给每个短周期工作分配两人团队——一人负责零件,另一人控制脚踏板。轮换可以防止疲劳,协作可以避免混乱。在周五下班前记录谁负责小零件的安全监督。.
在72小时结束时,你将落实四个关键要素:每个踏板都有防护,每次停机时间均已确认,每个绕过行为都被记录,每个小零件任务都有明确负责人。这些都不需要新设备——只需要承诺。.
你开始这段旅程是希望避免生产力停滞。如今很明确:系统的安全 不是因为 它减缓了工作——而是因为每一次动作、每一个数据点、每一次短暂停顿都经过有意的追踪和理解。在那安静的十四毫米暂停中,精准与谨慎终于达成同一步调。.


















