

Es ist 23:47 Uhr, und der Auftrag, der eigentlich schon vor einer Stunde fertig sein sollte, hat gerade das vierte untergebogene Teil produziert. Gleiches Programm. Gleiches Werkzeug. Neues Blechmaterial. Die Anzeige besteht darauf, dass die Y-Achse perfekt im Ziel liegt, dennoch misst Ihr 90°-Bogen immer 88°, manchmal sogar 87,8°. Sie haben den Hinteranschlag zweimal neu kalibriert, die Materialkompensation angepasst und sogar die Haltezeit verlängert – aber die letzten 2° wollen sich einfach nicht schließen. Irgendwo tief in der Maschine liefert eine mechanische Komponente falsche Werte an die Steuerung, und jede Korrektur, die Sie vornehmen, verstärkt nur die Täuschung.
Hier liegt das wahre Problem: Was wie ein Programmierfehler aussieht, ist fast nie einer. Wenn eine Abkantpresse ein paar Grad abweicht, liegt die Ursache in neun von zehn Fällen in der Physik, nicht im Code. Das ist es, was Bediener den “Mitternachts-Krümmungs”-Moment nennen – die Produktion drängt auf Lieferung, die Qualitätskontrolle meldet Ausschuss, und die Steuerung verleitet Sie zu einem weiteren Offset. Die echte Lösung kommt nicht durch Hochdrehen der Überbiegungszahl, sondern durch einen schnellen, methodischen Diagnosecheck von 7–10 Minuten, der die wahre Ursache findet, bevor Sie überhaupt das Tastenfeld berühren.
Wenn Biegewinkel konstant um denselben Betrag verfehlt werden, geben die meisten Bediener der Steuerungssoftware die Schuld. In Wahrheit zeigt die Steuerung nur das, was ihre Sensoren melden – und diese Eingangsdaten können abdriften. Positionsrückmeldungen von Encodern, Annahmen über Materialstärke und durch Temperatur beeinflusste Hydraulik tragen alle zur Abweichung bei, selbst wenn die Anzeige trügerisch präzise bleibt. Das ist der “Geist in der Maschine”, der sich als konstante ein- bis drei-Grad-Abweichung in jedem Zyklus bemerkbar macht.
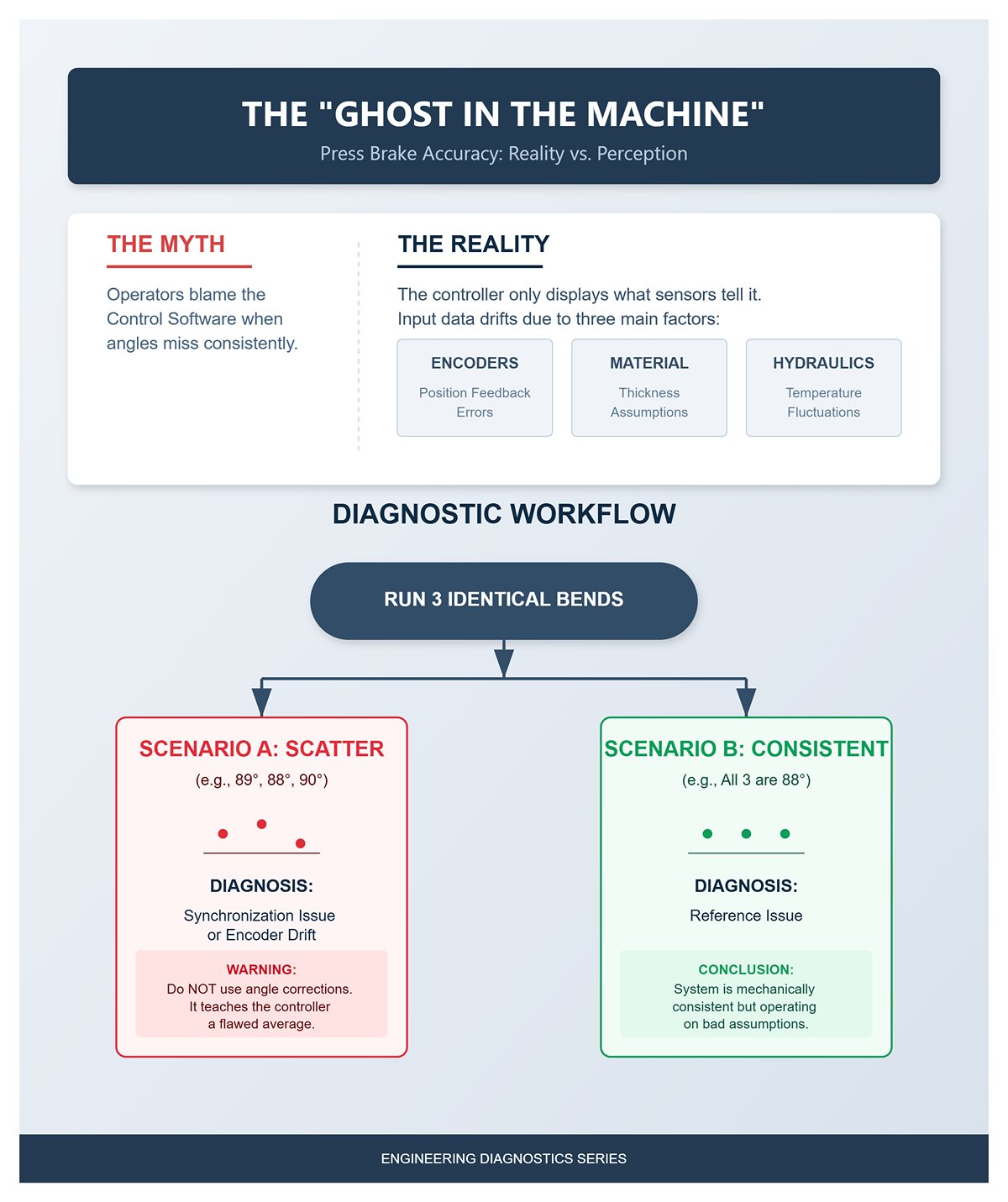
Beginnen Sie damit festzustellen, ob das Problem in der Wiederholgenauigkeit oder in der Referenz liegt. Führen Sie drei identische Biegungen mit demselben Programm aus. Wenn alle drei gleich untergebogen enden, ist das System mechanisch konsistent, arbeitet jedoch mit falschen Annahmen. Wenn die Ergebnisse jedoch streuen – zum Beispiel 89°, 88° und 90° –, haben Sie es wahrscheinlich mit Synchronisations- oder Encoderdrift zu tun. Dieses inkonsistente Verhalten mit Winkelkorrekturen zu bekämpfen, lehrt die Steuerung nur einen fehlerhaften Durchschnitt und garantiert, dass die nächste Charge auf eine andere Weise fehlschlägt.
Wenn Biegewinkel falsch herauskommen, wird der Hinteranschlag meist verantwortlich gemacht – hauptsächlich, weil er das sichtbarste Bauteil ist und sich leicht neu kalibrieren lässt. Ihn als Reaktion auf einen falschen Winkel zu verstellen, ist wie das Anpassen eines Lineals, um einen schiefen Schnitt zu korrigieren – es löst das eigentliche Problem nicht. Der Hinteranschlag bestimmt die Schenkellänge, nicht den Biegewinkel. Außer wenn der Anschlag physisch locker ist oder seinen Endpunkt überschreitet, wirkt sich das Neukalibrieren nicht auf die Schließtiefe des Stößels aus – und diese kontrolliert tatsächlich den Winkel.

Im klassischen Fall, bei dem Sie 88° bekommen, wenn Sie 90° wollten, ist das Neukalibrieren des Hinteranschlags nur verschwendete Mühe, während die wahren Übeltäter – verschlissenes Werkzeug, kalte Hydraulik oder subtile Materialabweichungen – weiter Schaden anrichten. Ein Verschleiß von nur 0,05 mm an der Spitze des Oberwerkzeugs oder an der Schulter der Matrize verändert die Kontaktgeometrie und den Rückfederungseffekt genug, um den Winkel um etwa 2° zu verändern. Ebenso verdickt kaltes Hydrauliköl zu Schichtbeginn und erhöht den Widerstand, verringert die Annäherungsgeschwindigkeit und begrenzt die volle Druckhaltezeit. Das Ergebnis: untergebogene Teile, bis das Öl warm ist. Keine Einstellung am Tastenfeld kann die Viskosität der Flüssigkeit ausgleichen.
Erfahrene Bediener kennen die Regel: Wenn die Abkantpresse sich auffällig verhält, prüfen Sie zuerst die Maschine selbst, bevor Sie die Programmierung beschuldigen. Eine kurze, systematische Triage hilft Ihnen dabei, die vier üblichen Verdächtigen – Werkzeugverschleiß, hydraulische Synchronisation, Materialinkonstanz sowie Drift des Hinteranschlags oder Encoders – zu identifizieren, die die meisten Abweichungen im Sub-Grad-Bereich verursachen.

1. Realitätscheck (2 Min.) – Führen Sie drei identische Biegungen aus und messen Sie jede mit einem Winkelmesser oder digitalen Protractor. Wenn der Fehler konsistent ist, ist das System wiederholbar, aber seine Referenz stimmt nicht. Wenn der Fehler variiert, vermuten Sie ein Hydraulik- oder Feedback-Synchronisationsproblem.
2. Physische Triage (3–4 Min.)
3. Schnelle Funktionstests (3–4 Min)
Sobald diese Prüfungen abgeschlossen sind, ist der nächste Schritt erfrischend einfach:
Bediener, die diesem Prozess folgen, beseitigen zuverlässig etwa 90 % dieser nächtlichen Winkel-Nachstellaktionen. Der Grund ist einfach: sie diagnostizieren statt zu raten. Controller-Anpassungen und Hinteranschlag-Neukalibrierungen kaschieren nur die zugrundeliegende mechanische Verschiebung. Wenn man die Abkantpresse wie die präzise Hydraulikmaschine behandelt, die sie wirklich ist – ein System definiert durch Bewegung, Rückmeldung und Stahl-auf-Stahl-Geometrie – ersetzt man das Raten durch Kontrolle. Der hartnäckige 88°-Bogen wird zu dem, was er sein sollte: eine schnelle Zwei-Minuten-Korrektur, nicht eine nächtelange Tortur.
Wenn sich ein Biegevorgang weich anfühlt, ist der Instinkt, sofort Korrekturen am Controller einzugeben – nicht tun. Jede digitale Anpassung verstärkt das Problem, wenn sich der physische Zustand der Abkantpresse bereits verändert hat. Konsistenz beim Formen beginnt mit mechanischer Genauigkeit: alles eben, ausgerichtet, eingesessen und sauber. Eine kurze physische Prüfung – mit Händen, Augen und einer einfachen Fühlerlehre – offenbart oft mehr als jeder Diagnoseschirm je könnte.
Beginnen Sie mit einem schnellen Zustandscheck – eine 90‑Sekunden‑Investition, die Ihnen Stunden an Fehlersuche sparen kann. Prüfen Sie auf Öllecks unter dem Stößel oder um Verteilerblöcke; Hydrauliksickerung führt zu ungleichmäßiger Druckreaktion. Hören Sie auf den Ton der Pumpe – wenn sie heult oder kavitiert, ist Luft eingeschlossen oder die Flüssigkeit niedrig. Fahren Sie den Stößel einmal im Leerlauf durch; jede Verzögerung weist auf Ventilverunreinigung oder Riefen hin. Bewegen Sie den Hinteranschlag – wenn er nicht gleitend läuft, haben Sie es wahrscheinlich mit Schienenverschmutzung oder eingetrocknetem Schmiermittel zu tun, beides Ursachen für ungenaue Referenzierung. Wenn irgendetwas ungewöhnlich erscheint, bleiben Sie vom Tastenfeld fern. Mechanische Fehler verstärken digitale Probleme nur.
Der erste Täuschungsfaktor in jeder Werkstatt ist nicht der Bediener – es ist der Materialstapel selbst. Controller nehmen an, dass jede Rückfederungsberechnung auf einer einzigen “nominellen” Dicke basiert, doch reale Chargen variieren. Eine ±0,1 mm‑Schwankung über die Bleche reicht aus, um die Rückfederung so zu verändern, dass aus einem perfekten 90°‑Bogen 88° oder 92° werden. Das Programm hat sich nicht geändert – das Metall schon.
Schnelltest: Nehmen Sie einen digitalen Messschieber und prüfen Sie fünf Bleche – drei Punkte pro Blech: am Rand, in der Mitte und nahe der Werkzeugreferenz. Wenn die Abweichung mehr als 0,1 mm beträgt, betrachten Sie die Charge als gemischt. Kein Messschieber verfügbar? Versuchen Sie stattdessen einen Dichtetest: Wiegen Sie ein Stück mit bekannter Fläche und vergleichen Sie sein Gramm-pro-Quadratzentimeter‑Ergebnis mit der Spezifikation. Jede Abweichung weist auf eine Legierungs- oder Härteänderung hin.
Sofortmaßnahme: Stapel in “dünn” und “dick” trennen. Zuerst die dünnsten verarbeiten; der längere Hub des Stößels macht die Rückfederung gleichmäßiger. Wenn Zeit knapp ist, wenden Sie ein kontrolliertes Überbiegen an – etwa +5 % für weiches Aluminium oder +2–3° für Baustahl – und bestätigen Sie mit drei schnellen Papier-Fühlerlehrenmessungen. Beschriften Sie die Charge immer klar; die Berechnungen des Controllers sind nur so genau wie die Materialdaten, die Sie ihm liefern.
Das Überspringen dieser Kontrolle führt dazu, dass während der Spätschicht gefertigte Teile zu wenig gebogen werden: Bereits ein 0,1 mm dickeres Blech in einer schmalen V‑Matrize lässt die Tonnage ansteigen und verzerrt den Biegeradius. Sobald Sie Ihr Programm mit dem tatsächlichen Material abstimmen, gewinnt jede Anpassung wieder an Bedeutung.
Ein einzelnes Blatt Standardpapier – etwa 0,1 mm dick – kann zeigen, ob das Problem in der Geometrie oder in der Hydraulik liegt. Schieben Sie es zwischen Stempel und Werkstück entlang der Biegelinie, führen Sie einen Probelauf durch und öffnen Sie anschließend. Wenn sich der Winkel um maximal ein halbes Grad strafft oder stabilisiert, liegt das eigentliche Problem in der Ausrichtung oder im Sitz, nicht im Programm selbst.
Führen Sie den Test an drei Punkten durch – in der Mitte, im linken Drittel und im rechten Drittel. Unterschiede zwischen diesen Bereichen deuten auf eine Neigung oder eine ungleichmäßige Synchronisation des Oberbalkens hin. Einheitliche Verbesserung an allen Stellen weist auf eine abgenutzte Stempelspitze oder Verunreinigung im Matrizensitz hin. In wenigen Minuten wissen Sie, ob der Fehler im gesamten System oder lokal begrenzt ist.
Prüfen Sie anschließend bei zurückgefahrenem Stempel die Spitze mit dem Finger. Eine abgeflachte Fläche von mehr als 0,05 mm verändert den effektiven Biegeradius. Achten Sie darauf, dass Spannschrauben oder Keile nicht gelockert sind; selbst ein einziges Staubkorn kann das Werkzeug anheben und Winkelverzerrungen verursachen. Reinigen Sie gründlich, ziehen Sie sicher fest, setzen Sie erneut ein und entfernen Sie jeglichen Ölfilm oder Schmutz.
Wenn erneutes Spannen das Problem nicht behebt, drehen Sie den Stempel oder setzen Sie ein Ersatzmatrizenset ein, um den Auftrag abzuschließen. Wiederholen Sie den Papier‑Shim‑Test – wenn sich der Winkel unter direktem Kontakt nicht mehr verändert, haben Sie bestätigt, dass das Geometrieproblem gelöst ist. Zehn Minuten Testzeit jetzt können später Stunden der Suche nach vermeintlichen Softwarefehlern sparen.
Jede Matrize entwickelt ihre eigene “Komfortzone” – einen kleinen Bereich, den der Bediener instinktiv bevorzugt. Mit jedem Biegevorgang wird dieser Bereich zu einer spiegelglatten Rille poliert. Sie mag harmlos erscheinen, doch sobald die Biegewinkel zu schwanken beginnen, zeigt sich das Problem. Die Rille verschiebt die Kontaktlinie, verändert die neutrale Achse und verursacht unvorhersehbare Änderungen im Rückfedern.
Eine schnelle Diagnose dauert nur Sekunden: Fahren Sie mit dem Fingernagel entlang der Stempelkante – bleibt er hängen, ist der Spitzenradius abgeflacht. Inspizieren Sie dann die untere V‑Matrize unter starkem Licht; ein glänzender Streifen, der länger als ein paar Millimeter ist, signalisiert konzentrierten Druck und ungleichmäßigen Verschleiß. Jede Vertiefung von mehr als 0,2 mm stört den Materialfluss und lässt Biegungen zu früh aufgehen.
Um die Produktion am Laufen zu halten, handeln Sie schnell: Falls Ersatzwerkzeuge verfügbar sind, tauschen Sie Stempel oder Matrize aus. Üben Sie Werkzeugwechsel, bis sie routinierte Fünf‑Minuten‑Arbeiten sind. Falls kein Ersatz vorhanden ist, verschieben Sie das Werkstück leicht seitlich, damit die Biegelinie einen unbenutzten Bereich nutzt, und markieren Sie diese neue Referenz, um die Konsistenz zwischen Bedienerschichten sicherzustellen.
Für eine dauerhafte Lösung schleifen oder ersetzen Sie das Werkzeug, sobald Sie eine Abflachung von mehr als 0,05 mm feststellen oder wenn der polierte Bereich die halbe Matrizenbreite erreicht. Protokollieren Sie die Werkzeuglebensdauer bei jedem Auftragsabschluss – so entsteht eine vorhersagbare Verschleißkurve und unerwartete Unterbrechungen mitten im Auftrag werden vermieden.
Die meisten Handbücher für Abkantpressen springen direkt zu Softwarekorrekturen und Kompensationstabellen und umgehen die grundlegende Physik‑Überprüfung. Aber keine Controller‑Magie kann eine verschmutzte Sitzfläche, eine inkonsistente Materialstärke oder eine gerillte Matrize ausgleichen. Diese anfängliche “physische Ersteinschätzung” legt die einzige verlässliche Grundlage, die die Software genau interpretieren kann: stabile Geometrie und vorhersehbares Materialverhalten. Erst wenn dies bestätigt ist – und nur dann – verdient das Bedienfeld Ihre Aufmerksamkeit. Überspringen Sie dies, und jede Programmänderung wird zu einer Jagd nach vermeintlichen Fehlern im Stahl.
Viele Bediener greifen zur naheliegendsten Lösung – die unabhängige Einstellung der Y1‑ und Y2‑Achsen, bis beide Seiten der Biegung korrekt erscheinen. Das mag vorübergehend funktionieren, doch die Konsistenz verschwindet bald wieder. Das Problem ist eindeutig: Die unabhängige Einstellung von Y1 und Y2 behebt nicht die eigentliche Ursache – sie kaschiert sie lediglich. Eine Abkantpresse ist darauf angewiesen, dass beide Zylinder perfekt synchron laufen. Beginnt man, eine Seite gegen die andere zu versetzen, verliert das Steuersystem seinen Basisreferenzpunkt. Das Teil mag heute akzeptabel aussehen, aber Drehmomentungleichgewicht, Verformung durch Bombierung und thermische Abweichung werden diesen Versatz morgen verstärken.
Die richtige Methode ist es, sich auf Controller‑gesteuerte Programm‑Offsets zu verlassen. Sowohl Cybelec‑ als auch Delem‑Systeme verfügen über adaptive Korrekturroutinen, die den Hub oder die Tiefe auf Grundlage gemessener Abweichungen im Biegewinkel feinabstimmen, anstatt willkürliche Positionsverschiebungen vorzunehmen. Da diese Anpassungen vom Controller berechnet werden, um beide Zylinder im Einklang zum Sollwinkel zu bewegen, erhalten sie die Symmetrie und sorgen für vollständige Synchronisierung.
Stellen Sie sich die “Global Correction” vor wie den Versuch, eine Gitarre zu stimmen, indem man eine Saite so lange biegt, bis sie ungefähr richtig klingt – das mag kurzfristig funktionieren, aber alles gerät aus der Stimmung, wenn Sie die Tonart wechseln. Wahre Kalibrierung bedeutet, dass die gesamte Maschine – hydraulisches Gleichgewicht, Oberbalken‑Flex, Bombierung und Feedback‑Sensoren – auf einen einheitlichen Nullpunkt referenziert werden muss. Programm‑Offsets müssen systemisch und nicht lokal sein. Sobald die mechanischen und hydraulischen Grundlagen überprüft sind, verwenden Sie die integrierten Korrekturwerkzeuge des Controllers: Sie liefern vorhersehbare Kompensation, erhalten die Synchronisationsstabilität und protokollieren automatisch jede Änderung im Auftragsgedächtnis zur Rückverfolgbarkeit.
Cybelec‑Controller – darunter ModEva, VisiTouch, CybTouch und die neueste Cybelec‑7‑Serie – bieten zwei Methoden zur Verfeinerung der Biegenauigkeit: Winkeleinstellung und Tiefenmodus. Das Verständnis des Unterschieds ist entscheidend, um den klassischen Programmierfehler zu vermeiden, beide gleichzeitig ohne präzise Messreferenz anzuwenden.
Winkeleinstellung basiert auf Rückmeldung. Sie führen einen Testbiegevorgang durch, messen den resultierenden Winkel und geben diesen Wert in den Controller ein. Die CNC berechnet dann den erforderlichen Hub erneut, um im nächsten Zyklus den programmierten Zielwinkel zu erreichen. Da diese Anpassung innerhalb der Programmlogik bleibt, bleiben Synchronisation und Bombierungskompensation erhalten. Verwenden Sie die Winkeleinstellung, wenn kleinere Abweichungen auftreten – wie Änderungen in der Materialcharge, Materialstärke oder Öltemperatur, die das Rückfedern beeinflussen – während die mechanische Ausrichtung konsistent bleibt.
Tiefenmodus arbeitet rein mit Positionssteuerung: Beide Zylinder fahren zu einer bestimmten Koordinate (zum Beispiel –75,35 mm von Maschinennull). Diese Methode gewährleistet perfekte Synchronisation zwischen links und rechts sowie wiederholbare Eindringtiefe des Werkzeugs, vorausgesetzt, die elastischen Eigenschaften des Materials sind bereits bekannt. Der Tiefenmodus eignet sich ideal für präzises Biegen auf Anschlag oder Prägebiegen, bei denen die perfekte parallele Bewegung des Stößels wichtiger ist als das Erreichen eines bestimmten Freiformwinkels.
Eine schnelle und zuverlässige Vorgehensweise kombiniert beide Methoden: Zuerst sicherstellen, dass die Synchronisation innerhalb von ±0,01 mm liegt (die meisten Maschinen zeigen Live‑Abweichungswerte an). Dann ein Teststück im Winkeleinstellungsmodus biegen, den erreichten Winkel notieren und dasselbe Stück im Tiefenmodus mit dem angepassten Hub erneut bearbeiten. Dies stellt die Verbindung zwischen Stößelhub und resultierendem Winkel her – im Wesentlichen Ihre “Materialmodulkarte” für diesen Aufbau. Vermeiden Sie es, ständig neue Winkeleinstellungspunkte hinzuzufügen, wenn sich die links‑ und rechtsseitigen Werte zu unterscheiden beginnen; das weist auf einen hydraulischen oder mechanischen Fehler hin, nicht auf einen Regelungsfehler.
Delem‑Controller – von DA‑52 bis DA‑69T – bestimmen den unteren Totpunkt (BDC) durch die Kombination aus bekannter Werkzeuggeometrie und programmierten Biegeparametern. Bediener überschreiben manchmal diesen BDC, um den Winkel fein abzustimmen, doch eine unkontrollierte Überschreibung kann den Stößel über seinen sicheren Hubbereich hinaustreiben und so Schäden an Sensoren oder Werkzeugen verursachen.
Das korrekte Vorgehen ist die Nutzung der Offset‑ oder Feineinstellungs‑ Parameterfelder. Jedes erlaubt kleine, kontrollierte Anpassungen relativ zum berechneten BDC – typischerweise in Schritten von 0,05 bis 0,10 mm. Geben Sie einen positiven Offset ein, um die Biegung zu verringern (für einen flacheren Winkel), oder einen negativen, um die Biegung zu verstärken (für einen engeren Winkel). Führen Sie stets einen Probelauf ohne Material durch, um ausreichenden Werkzeugabstand zu bestätigen. Deaktivieren Sie niemals die Synchronisation und umgehen Sie nicht die Hubbegrenzungs‑Sicherheitsfunktionen für Winkelkorrekturen – diese Schutzmaßnahmen verhindern ein Überfahren von Stößel und Werkzeug.
Wenn sich die Korrekturen auf etwa 0,3 mm summieren, sollten Sie stoppen und die Grunddaten überprüfen – Werkzeugmaße oder Materialstärke sind wahrscheinlich falsch. Falls verfügbar, kann die adaptive Biegefunktion von Delem den tatsächlichen BDC nach einem Kalibrierbiegen automatisch erlernen, wodurch manuelle Offsets weniger nötig werden. Dokumentieren Sie jeden Offset innerhalb des Auftragsrezepts, um Wiederholbarkeit für Nachbestellungen sicherzustellen.
Erfahrene Abkantpressen‑Bediener behandeln BDC‑Überschreibungen wie Präzisionsinstrumente: klein, bewusst und jedes Mal geprüft. Große Anpassungen verdecken Aufbaufehler und beeinträchtigen die Konsistenz zukünftiger Programme. Richtig eingesetzt schützt sorgfältiges Offsetten das Werkzeug, bewahrt die Maschinenpräzision und erhält die Wiederholgenauigkeit, für die das Delem‑System konzipiert ist.
Jede nicht synchronisierte Anpassung belastet das System mechanisch. Wenn Y1 tiefer fährt als Y2, um ein falsch ausgerichtetes Teil zu begradigen, verdreht das den Rahmen und macht die Bombierungseinstellung ungültig, sodass lange Biegungen in nachfolgenden Durchläufen zulaufen. Mit der Zeit verschiebt sich sogar die Referenzlinie des Stößels, wodurch immer größere Softwarekompensationen nötig werden und die Konsistenz der gefertigten Teile leidet.
Der richtige Ansatz ist eine strukturierte Korrektursequenz: Beginnen Sie mit mechanischer Neujustierung, fahren Sie fort mit globalen Offset‑Anpassungen und schließen Sie mit adaptiver Feineinstellung ab. Überprüfen Sie Öltemperatur und Druckausgleich, setzen Sie beide Y‑Achsen zurück, bestätigen Sie die Bombierungs‑Grundlinie und lassen Sie dann den Controller‑Algorithmus über mehrere Zyklen kleine verbleibende Winkelabweichungen statistisch korrigieren. Eine praktische Richtlinie: Wenn eine Korrektur 1,5° oder 0,2 mm überschreitet, deutet das auf ein mechanisches Problem hin, das untersucht werden muss.
Effektive Programmierung an der Abkantpresse erkennt, dass Präzision aus stabilen, wiederholbaren Verbindungen zwischen Datenpunkten entsteht – Werkzeuggeometrie, Bombierungsprofil, Materialelastizität – und Echtzeit‑Sensorfeedback. Systeme wie Cybelec und Delem beinhalten fortschrittliche Funktionen, um diese Beziehungen zu erhalten. Die Disziplin des erfahrenen Bedieners liegt darin, sie korrekt zu nutzen: systemische Korrekturen innerhalb der Steuerungslogik anzuwenden, anstatt spontane, nicht dokumentierte Anpassungen vorzunehmen, die die Synchronisation stören. Beherrschen Sie dieses Prinzip, und “Winkeldrift” ist ein einmal gelöstes Problem – kein fortlaufender Kampf.
Jeder erfahrene Abkantpressen‑Bediener steht irgendwann vor dem “Kanu‑Effekt”—einer subtilen, aber schädlichen Verformung, die beim Biegen langer Teile auftritt. Unter hoher Last biegen sich Oberbalken und Bett elastisch: Die Enden bleiben relativ starr, während die Mitte durchhängt. Bei Biegungen über einen Meter erhöht diese ungleichmäßige Spannungsverteilung die Kraft an den Enden um etwa 20–30%, wodurch sich die Mitte um zwei bis drei Grad “öffnet”. Ein nomineller 90°‑Winkel kann in der Mitte 92° messen und an den Kanten 88°—eine Abweichung, die während der Einrichtung unsichtbar ist, aber nach der Montage eindeutig auffällt.
Die zuverlässigste Methode, die Durchbiegung des Bettes zu bestätigen, ist ein einfacher Drei‑Punkt‑Test. Biegen Sie ein Probestück und messen Sie den Winkel an beiden Enden sowie in der Mitte. Wenn die Mitte um mehr als einen Grad von den Enden abweicht, haben Sie den Kanu‑Effekt nachgewiesen. Prüfen Sie das Werkstück unmittelbar nach dem Biegen mit einem Richtlineal, um die Mechanik dahinter zu erkennen: Ein Durchhang von mehr als 0,1 mm über die gesamte Bettlänge deutet auf unzureichende Kompensation hin. Diese kleine Durchbiegung summiert sich unter Last, multipliziert sich mit jeder gepressten Tonne und erzeugt einen Winkeldrift, den kein digitaler Controller vollständig korrigieren kann. Das Erkennen der Durchbiegung ist keine Intuition—it ist eine Form der Früherkennung. Die Kenntnis von Tiefe und Position der Durchbiegung verrät, ob das automatische Bombiersystem damit umgehen kann oder ob manuell eingegriffen werden muss.
Moderne hydraulische Bombiersysteme sind speziell dafür ausgelegt, das Durchbiegen der Abkantpresse zu neutralisieren, indem das Bett vor dem Biegevorgang in die entgegengesetzte Richtung der erwarteten Durchbiegung vorgewölbt wird. Bei korrekter Kalibrierung können sie die Winkelgenauigkeit um 80–90% verbessern und die Abweichung von ±3° auf enge ±0,25° reduzieren. Der Controller interpretiert Druckdaten und Materialeigenschaften und steuert präzise Keil‑Zylinder, die die Mitte des Bettes kurz bevor der Oberbalken den Formdruck erreicht anheben. Das Ergebnis ist gleichmäßiger Kontakt über die gesamte Länge—und gleichmäßige Biegewinkel.
An Cybelec -Steuerungen navigieren Sie zu Maschine > Kompensation > Winkelkorrektur um die Einstellung vorzunehmen. Geben Sie den gemessenen Unterschied zwischen Mitte und Enden ein, und das System kalibriert automatisch das Bombierverhältnis neu. Bei Maschinen mit struktureller Abnutzung erlaubt der manuelle Modus eine fein abgestimmte Mittenerhöhung um +0,5° über Schieberegler—eine schnelle, effektive Möglichkeit, die Genauigkeit ohne physische Reparaturen wiederherzustellen. Delem -Systeme verwalten dies unter Setup > Bombierung, wobei Live‑Rückmeldungen eines Winkelmessgeräts integriert werden, um den Hydraulikdruck kontinuierlich zu optimieren. Ihr adaptiver Algorithmus hält eine gleichbleibende Genauigkeit von ±0,25° auch nach zehn aufeinanderfolgenden Zyklen, während manuell eingestelltes Bombieren typischerweise um etwa ±1° driftet.
Nicht jede Abkantpresse profitiert von elektronischem Bombieren. Traditionelle mechanische Modelle verwenden Keilblöcke oder hydraulische Wagenheber unter dem Bett, um die gleiche kompensierende Wölbung zu erzeugen. Die Genauigkeit ist entscheidend—heben Sie die Bettmitte zwischen 0,002 und 0,005 Zoll an. Die Prüfung erfolgt von Hand: Schieben Sie Papierscheiben unter ein Richtlineal, bis kein Licht mehr in der Mitte durchscheint. Wenn die angehobene Mitte den natürlichen Durchhang perfekt ausgleicht, werden die Biegewinkel gleichmäßig. Aus konstruktiver Sicht leiden nach oben wirkende Pressen—häufig bei Amada‑Maschinen—kaum unter dem Kanu‑Effekt, da ihre symmetrische Lastaufnahme den Rahmen nach oben statt nach unten verformt und somit den Bedarf an Bombier‑Anpassungen reduziert oder eliminiert.
Bombiersysteme setzen eine intakte, gleichmäßige Bettoberfläche voraus. Sobald der Verschleiß oder Durchhang 0,2 mm überschreitet, verlieren elektronische und mechanische Kompensation an Präzision, und die Bediener gleichen Winkelabweichungen nur noch durch Ausprobieren aus. Wenn Wartungsstillstand einfach nicht möglich ist—während nächtlicher Läufe oder dringender Produktion—kann eine gezielte Shim‑Technik vorübergehend die Biegekonsistenz wiederherstellen.
Die praktische Lösung kostet etwa so viel wie ein bescheidenes Mittagessen. Verwenden Sie dünne Stahlschims von 0,010 Zoll, legen Sie diese unter die Matrize an Punkten je ein Viertel von jedem Ende, während die Mitte frei bleibt. Dieser geometrische Versatz gleicht die gemessene Bett‑Vertiefung aus und stellt effektiv die korrekte Wölbung unter dem Werkzeug wieder her. Führen Sie ein Testteil durch, um das Ergebnis zu bestätigen—wenn sich die Mitte um etwa 1–2° schließt, ist die Ausrichtung erreicht. Erwarten Sie zuverlässige Leistung für fünfzig bis hundert Zyklen, genug, um die meisten Eilaufträge vor der geplanten Wartung abzuschließen.
Zwei kleine Gewohnheiten unterscheiden erfahrene Profis von Schnellreparatur‑Experimentierern. Erstens, setzen Sie Shims vor die Aktivierung einer automatischen Crowning-Sequenz – die Steuersensoren gehen von einer perfekt flachen Auflage aus, und das Einführen einer falschen Basislinie führt zu übermäßiger Korrektur. Zweitens: Dicke und Positionen der Unterlegscheiben für die nächste Schicht dokumentieren. Nicht protokollierte Planheitsanpassungen verursachen fast siebzig Prozent der bei Produktionsprüfungen untersuchten Winkelabweichungen durch “Phantomkompensation”.
Unterlegscheiben sind kein Ersatz für präzises Flachschleifen, aber sie verstärken ein wichtiges Konzept: Effektive adaptive Steuerung beginnt mit einer mechanisch soliden Basis. Elektronische Kalibrierung kann die Genauigkeit nur verfeinern, wenn die physische Geometrie vorhersehbar funktioniert. In Fertigungsumgebungen mit hoher Variantenvielfalt hält die Beherrschung der Synergie zwischen Hardware und Software die Erstmusterfreigaben über 95% und reduziert die durch inkonsistente Biegewinkel verursachten Nacharbeiten um bis zu 25%.
Der Kanueffekt verwandelt prädiktives Programmieren in praktische Biegekunde. Bediener, die lernen, Durchbiegung zu interpretieren, Crowning richtig zu kalibrieren und praktische Zwischenlösungen anzuwenden, gehen vom Reagieren auf Winkelabweichungen zum vollständigen Verhindern über. Ab hier wird die Kalibrierungsprüfung und die Anwendung adaptiver Routinen von der Theorie zur Gewohnheit – und legt die Grundlage für kontinuierliche, wiederholbare Präzision.
Jeder einwandfreie Biegevorgang beginnt mit perfekt paralleler Bewegung. Wenn die Y1- und Y2‑Zylinder auch nur um ein Zehntel Millimeter auseinanderdriften, hört sich der Stößel auf, wie ein gleichmäßiger Balken zu wirken, und wird zu einem Hebel. Das Teil erzählt die Geschichte – Mittelflächen öffnen sich um 1–2°, während die Enden überbiegen. Bediener versuchen oft, Rückfederung oder Crowning zu korrigieren, aber in etwa 70 % der Fälle liegt der wahre Schuldige in der hydraulischen Synchronisationsverzögerung, nicht in der Programmierung.
Moderne Steuerungen zeigen das Problem, bevor es am Teil sichtbar wird. Öffnen Sie während eines Probelaufs den Feedback‑Bildschirm der Y‑Achse und beobachten Sie Y1/Y2‑Abweichung während der Stößel durch die Geschwindigkeitswechselzone läuft. Wenn die Abweichung über 0,1 mm, ansteigt, ist die Synchronisation aus der automatischen Korrektur gerutscht – die Servoventile konkurrieren, anstatt die Last zu teilen. Wenn beide Seiten bei 0,05 mm am unteren Totpunkt, halten, liegt die Ursache in der mechanischen Ausrichtung und nicht in der Hydraulik.
Um diagnostische Sicherheit zur Selbstverständlichkeit zu machen, hängen Sie diesen schnellen Zweiminutentest direkt am Bedienpult aus:
Entlüften Sie das System über die Ventilschrauben für etwa zwei Minuten bei mittlerem Hub, und stellen Sie sicher, dass die Öltemperatur unter 45 °C liegt, Dann den Check erneut durchführen. Wenn die Y-Achsen-Anzeige sich in gleichmäßigem, rhythmischem Gleichgewicht bewegt – so gleichmäßig wie ein Herzschlag – hast du die Symmetrie wiederhergestellt, auf die sich jeder Biegevorgang stützt.
Eine verlässliche Faustregel: Die Maschine flüstert, bevor sie schreit. Wenn der Stößel zögert, sich neigt oder stöhnt, ruft sie dich dazu auf, die Synchronisation zu korrigieren, bevor die Zylinder diese Verdrehung in jedes Teil einprägen, das während der Schicht produziert wird.
Wenn die Y-Achsen-Drift die Enden verzerrt, vernichtet die Tonnagen-Drift das Werkzeug. Die Anzeige liefert das erste ehrliche Signal: Berechnete Last bei 100 Tonnen, Spitzenwert bei 150. Das ist keine zusätzliche Leistung – das ist Metall, das über seine Streckgrenze hinausgeht, und Matrizen, die den Missbrauch ertragen müssen. Ein Tonnagenanstieg über 85 % des Entlastungs-Sollwerts bedeutet, dass der Hydraulikkreislauf für eine mechanische Blockade kompensiert, die nicht existieren sollte.
Ein scharfes Knirschen, eine doppelte Vibration am unteren Ende des Hubs oder ein plötzlicher Anstieg von 20–30 % über der Nennlast – all das sind die Arten, wie die Maschine ihre Not in Daten übersetzt. Der Schaden baut sich schnell auf: Zu starkes Aufsetzen verdreht den Stößel, bringt die Zylinder aus dem Gleichlauf und biegt das Bett so weit durch, dass die Winkel von Seite zu Seite um zwei Grad abweichen. Die nächste Schicht jagt dann einem Phantom-Rückfedern hinterher, das nie echtes Rückfedern war.
Betrachte das Tonnagendiagramm als eine Ampel, die du in Echtzeit während des Presslaufs ablesen kannst:
Nichts schreit lauter als ein Tonnagensprung – es ist die Art des Hydrauliksystems, um nach Ausgleich zu flehen.
Jeder Bediener hat diese Mitternachtsentscheidung schon erlebt – rechtfertigt dieses Problem einen Serviceeinsatz? Die Antwort passt auf eine behandschuhte Hand: Wenn drei oder mehr der fünf Prüfungen innerhalb von zehn Minuten grün bleiben, den Lauf beenden. Falls nicht, rufen Sie den Techniker bevor die Kosten eskalieren.
| Prüfen | 1‑Minuten‑Test | Starten / Produktion fortsetzen | Stopp / Techniker rufen |
|---|---|---|---|
| 1. Y‑Synchronisation | Drei Trockenzyklen ausführen; End‑ gegen Mittelwinkel vergleichen | Abweichung < 0,1 mm; gleichmäßige Bewegung | Neigung > 0,2 mm; hörbare Verzögerung |
| 2. Tonnage | Einen Testbiegevorgang mit Schrott durchführen | ≤ 85 % Entlastung; kein Knirschen | Spitze > 90 %; Sicherheitsabschaltung |
| 3. Öl / Druck | Manometer auf Stabilität und Pumpgeräusch prüfen | Normaler PSI; leise Pumpe | Niedriger Wert; Kavitation vorhanden |
| 4. Ventile | Bewegung in beide Richtungen beobachten | Gleichmäßige Geschwindigkeit, kein Zögern | Verklemmung oder Leckage; reinigen und erneut testen |
| 5. Rücklaufgeschwindigkeit | Zeit für kompletten Aufwärtshub | < 3 s | > 5 s unter Last |
Befolgen Sie dieses binäre System wie eine Schrift, und Sie vermeiden 80 % dieser “dringenden” Serviceeinsätze, die Wartungsbudgets belasten. Der versteckte Vorteil: Ihre Presse lernt Ihren Rhythmus. Konsequente, routinemäßige Kontrollen halten Servoventile reaktionsfähig – intermittierender Betrieb verwirrt sie nur.
Wenn sich ein Zylinderungleichgewicht nicht korrigieren lässt oder das Überdruckventil sich weigert, wieder zu schließen, ist das Ihr Wendepunkt – darüber hinaus riskieren Sie, das Bett zu verziehen oder Werkzeuge zu beschädigen, und verwandeln eine fünfminütige Diagnose in einen $5.000-Schaden, getarnt als Überstundeneinsparung.
Die entscheidende Erkenntnis ist diese: Wahres hydraulisches Verständnis liegt in Daten, nicht in Intuition. Die Gesenkbiegemaschine kommuniziert in Zahlen – minimale Y1/Y2‑Abweichungen, Tonnage‑Verhältnisse, Rücklauf‑Sekunden – und diejenigen, die diese numerische Sprache beherrschen, erreichen Konsistenz durch Meisterschaft statt durch Glück.
Ihr erster Schritt morgen früh? Bringen Sie die “Go/No‑Go”-Checkliste direkt neben dem Startknopf an. Behandeln Sie sie als verbindlichen Leitfaden für jede Einrichtung, unabhängig davon, wie routiniert die Aufgabe wirkt.
Stellen Sie sich das jetzt vor: der Stößel senkt sich in perfekter Ausrichtung, die Tonnagelinie stabil und grün – kein Krachen, kein Neigen – nur nahtloser, ausgewogener Druck, der Code in Kreation verwandelt. Das ist der Moment, in dem Maschine und Bediener eins werden.
Alles, was Sie bisher getan haben – Wölbung, Unterlegen, Kalibrierung – hat zu diesem präzisen Moment der Wahrheit geführt: werden die Hydrauliken treu bleiben oder werden Sie gleich Phantomfehler durch Stahl jagen?
Sobald Sie diese Frage mit Sicherheit beantworten können, sind Sie über das bloße Bedienen der Gesenkbiegemaschine hinaus – Sie beherrschen sie wirklich.


















