

الساعة 11:47 مساءً، والعمل الذي كان ينبغي أن ينتهي قبل ساعة أنتج للتو القطعة الرابعة ذات الثني الناقص. نفس البرنامج. نفس الأدوات. صفيحة معدنية جديدة. العرض على الشاشة يؤكد أن المحور Y على الهدف تماماً، ومع ذلك فإن ثني 90° لديك يظهر على القياس 88°، وأحياناً 87.8°. لقد أعدت معايرة مسطرة التوقف الخلفي مرتين، وعدلت تعويض المادة، وحتى زدت زمن التثبيت—لكن تلك الدرجة أو الدرجتان الأخيرتان ما زالتا ترفض الإغلاق. هناك، في عمق الماكينة، مكون ميكانيكي يمد وحدة التحكم بمعلومات خاطئة، وكل تعديل تقوم به لا يفعل سوى تعزيز هذا الوهم.
إليك المشكلة الحقيقية: ما يبدو أنه خطأ برمجي نادراً جداً ما يكون كذلك. عندما ينحرف مكابح الضغط عدة درجات، في تسع مرات من أصل عشر تكون المشكلة في الفيزياء، لا في الكود. هذه اللحظة يسميها المشغلون “ضغط منتصف الليل”—الإنتاج يضغط عليك لتسليم، وضبط الجودة يضع علامات رفض، ووحدة التحكم تغريك لتعديل قيمة أخرى من قيم التصحيح. الإصلاح الحقيقي لا يأتي من زيادة رقم الثني الزائد، بل من فحص تشخيصي سريع ومنهجي يستغرق 7–10 دقائق يحدد المصدر الفعلي قبل أن تلمس لوحة المفاتيح.
عندما تخطئ زوايا الثني بشكل ثابت بالمقدار نفسه، فإن أغلب المشغلين يلومون برنامج التحكم. في الحقيقة، وحدة التحكم تعرض فقط ما تخبرها به حسّاساتها—ويمكن أن تنحرف بيانات الإدخال تلك. تغذية الموقع من المشفرات، الافتراضات حول سماكة المادة، والهيدروليك المتأثر بدرجة الحرارة كلها تسهم في الانحراف، حتى بينما تظل الشاشة دقيقة على نحو مضلل. هذا هو “الشبح في الآلة”، يظهر نفسه كخطأ ثابت بمقدار درجة إلى ثلاث درجات في كل دورة.
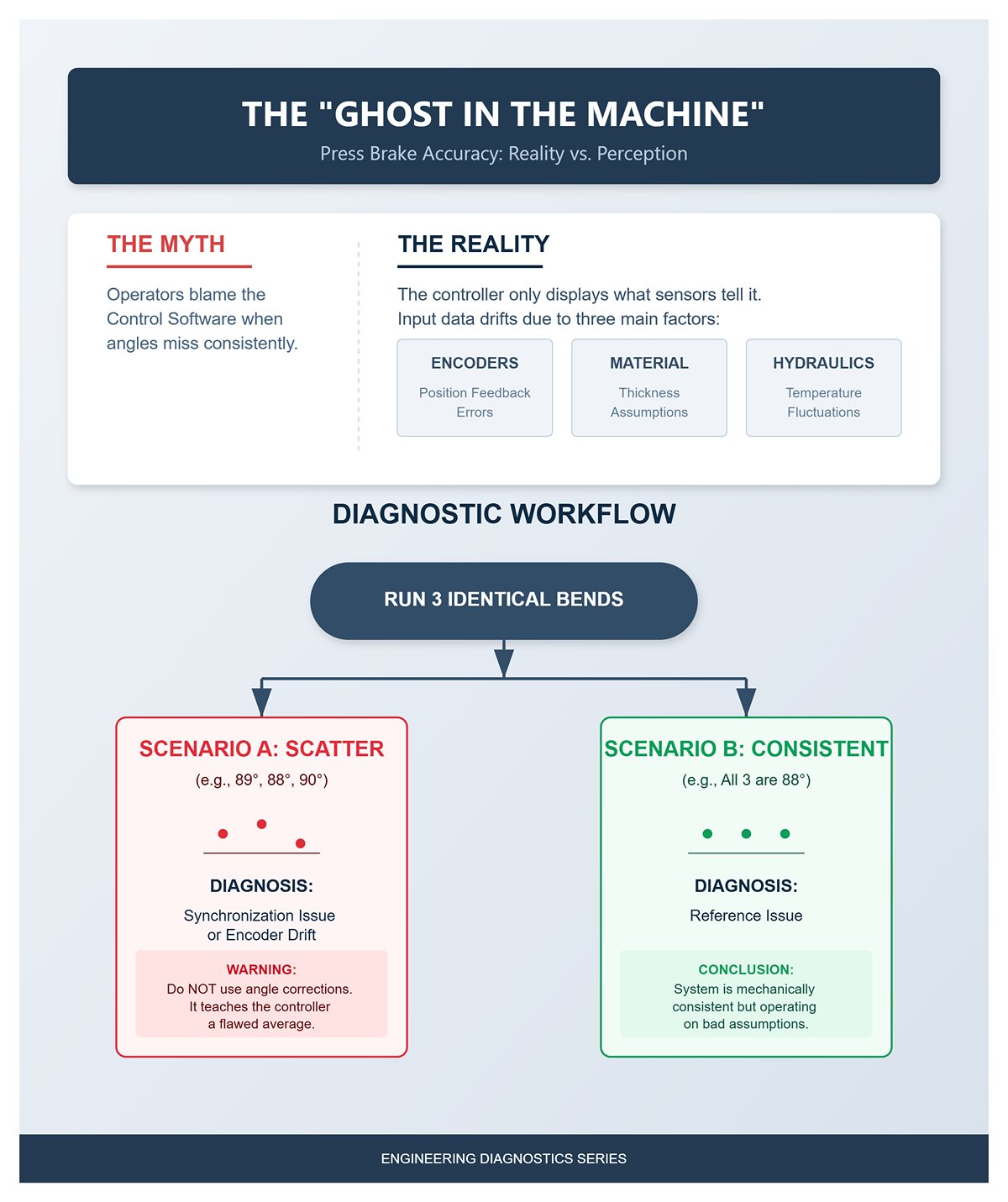
ابدأ بتحديد ما إذا كانت المشكلة في التكرارية أو في المرجعية. نفّذ ثلاث عمليات ثني متطابقة من نفس البرنامج. إذا انتهت الثلاثة بنفس مقدار النقص في الثني، فالمنظومة متسقة ميكانيكياً لكنها تعمل بناءً على افتراضات خاطئة. أما إذا تنوعت النتائج—فمثلاً تقيس قطعة واحدة 89°، والأخرى 88°، وأخرى 90°—فغالباً أنت تتعامل مع مشكلة مزامنة أو انحراف المشفرات. ملاحقة هذا التفاوت عن طريق تصحيحات الزوايا لا يفعل سوى تعليم وحدة التحكم متوسطاً معيباً، مما يضمن فشل الدفعة التالية بطريقة مختلفة.
عندما تبدأ زوايا الثني في الخروج بشكل خاطئ، عادةً ما تتحمل مسطرة التوقف الخلفي اللوم—خصوصاً لأنها أكثر الأجزاء وضوحاً ويبدو من السهل إعادة معايرتها. لكن تعديلها استجابةً لزاوية سيئة يشبه تعديل المسطرة لإصلاح قطع مائل—إنه لا يحل المشكلة الحقيقية. تحدد مسطرة التوقف الخلفي طول الحافة، لا زاوية الثني. ما لم تكن المسطرة مرتخية فعلياً أو تتجاوز نقطة التوقف الخاصة بها، فإن إعادة معايرتها لن تؤثر في عمق إغلاق المكبس، وهو الذي يتحكم فعلياً في الزاوية.

في الحالة الكلاسيكية للحصول على 88° عندما أردت 90°، فإن إعادة معايرة مسطرة التوقف الخلفي مجرد إهدار للجهد بينما يستمر الجناة الحقيقيون—تآكل الأدوات، برودة الهيدروليك، أو التغيرات الطفيفة في المادة—في إحداث الضرر. تآكل قدره 0.05 مم فقط في رأس الثاقب أو كتف القالب يمكن أن يغيّر هندسة التلامس وارتداد المادة بما يكفي لإزاحة زاويتك بمقدار 2° تقريباً. وبالمثل، فإن الزيت الهيدروليكي البارد في بداية وردية العمل يزداد لزوجة ويضيف مقاومة، مما يقلل سرعة الاقتراب ويحد من زمن التثبيت بكامل الضغط. النتيجة: قطع ناقصة الثني حتى يسخن الزيت. لا يمكن لأي تعديل على لوحة المفاتيح أن يعوض لزوجة السائل.
يعرف المشغلون المتمرسون القاعدة: عندما يسلك مكبح الضغط سلوكاً سيئاً، افحص الآلة نفسها قبل إلقاء اللوم على برمجتها. معاينة سريعة ومنهجية تساعدك على تحديد المشتبه بهم الأربعة المعتادين—تآكل الأدوات، عدم تزامن الهيدروليك، عدم تجانس المادة، وانحراف المسطرة الخلفية أو المشفر—التي تسبب معظم الأخطاء التي تقل عن درجة واحدة.

1. التحقق من الواقع (دقيقتان) – قم بثلاث عمليات ثني متطابقة وقس كل منها باستخدام مقياس أو منقلة رقمية. إذا كان الخطأ ثابتاً، فإن النظام قابل للتكرار لكن مرجعه غير صحيح. إذا كان الخطأ متغيراً، فاشك في مشكلة مزامنة في الهيدروليك أو التغذية الراجعة.
2. المعاينة الفيزيائية (3–4 دقائق)
3. اختبارات وظيفية سريعة (3–4 دقائق)
بمجرد اكتمال هذه الفحوصات، تكون الخطوة التالية بسيطة للغاية:
المشغلون الذين يتبعون هذه العملية يتخلصون بشكل موثوق من حوالي 90% من تلك الجلسات الليلية لمطاردة الزوايا. السبب واضح: إنهم يشخّصون بدلًا من التخمين. تعديلات وحدة التحكم وإعادة معايرة مقياس الرجوع تخفي فقط التحوّل الميكانيكي الأساسي. عندما تتعامل مع مكبس الثني باعتباره آلة هيدروليكية دقيقة بحق—نظامًا محددًا بالحركة والتغذية الراجعة والهندسة الفولاذية—فإنك تستبدل التخمين بالتحكم. ذلك الانحناء العنيد بزاوية 88° يصبح كما ينبغي أن يكون: إصلاحًا سريعًا في دقيقتين، لا معاناة طوال الليل.
عندما يبدو الانحناء خفيفًا، الغريزة تدفعك لإدخال تصحيحات عبر وحدة التحكم—لا تفعل ذلك. كل تعديل رقمي يزيد المشكلة إذا كانت الحالة الفيزيائية للمكبس قد تغيّرت. الاتساق في التشكيل يبدأ من الدقة الميكانيكية: كل شيء مسطّح، ومحاذي، ومثبت، ونظيف. فحص بسيط باليد والعين وقطعة من الشيم يكشف غالبًا أكثر مما تكشفه أي شاشة تشخيصية.
ابدأ بفحص سريع للحالة—استثمار دقيقة ونصف قد يوفر ساعات من استكشاف الأعطال. افحص وجود تسرب للزيت أسفل الكباس أو حول المشعبات؛ التسرب الهيدروليكي يؤدي إلى استجابة ضغط غير متساوية. استمع إلى صوت المضخة—إن سمعت صفيرًا أو تجويفًا فهي إشارة إلى وجود هواء محبوس أو انخفاض في مستوى السوائل. شغّل الكباس في شوط جاف واحد؛ أي تردد يدل على تلوث الصمامات أو خدوشها. حرّك مقياس الرجوع—إذا لم يتحرك بسلاسة، فغالبًا هناك بقايا على القضبان أو شحوم جافة، وكلاهما يسبب مرجعية غير دقيقة. إذا بدا أي شيء غير طبيعي، ابتعد عن لوحة المفاتيح. الأعطال الميكانيكية لا تؤدي إلا لتفاقم الأخطاء الرقمية.
أول من يخدع في أي ورشة ليس المشغل—بل كومة المواد نفسها. وحدات التحكم تفترض أن كل حسابات الارتداد المرن تستند إلى سُمك “اسمي” واحد، لكن الدُفعات الواقعية تتفاوت. انحراف ±0.1 مم عبر الصفائح يمكن أن يغيّر الارتداد المرن بما يكفي لتحويل انحناء مثالي 90° إلى 88° أو 92°. البرنامج لم يتغير—بل المعدن هو الذي تغيّر.
فحص سريع: استخدم القدمة الرقمية واختبر خمس صفائح—ثلاث نقاط لكل صفيحة: عند الحافة، في المنتصف، وبالقرب من مرجع الأداة. إذا تجاوز التفاوت 0.1 مم، فاعتبر الدفعة مختلطة. لا تملك قدمة؟ جرّب اختبار الكثافة: زن قطعة ذات مساحة معروفة وقارن غرام لكل سنتيمتر مربع بالمواصفات. أي اختلاف يكشف انحرافًا في السبيكة أو المعالجة الحرارية.
الإجراء الفوري: افصل الكومة إلى مجموعتين “رقيقة” و“سميكة”. شغّل الرقيقة أولًا؛ فشوطة الكباس الأطول تجعل الارتداد المرن أكثر اتساقًا. عند ضيق الوقت، استخدم انحناءً فائضًا مضبوطًا—حوالي +5 % للألمنيوم اللين أو +2–3° للفولاذ المعتدل—ثم تحقق بثلاث قراءات سريعة باستخدام مقياس ورقي. ضع دائمًا علامات واضحة على الدفعة؛ حسابات وحدة التحكم لا تكون أدق إلا بقدر دقة بيانات المادة التي تزودها بها.
تخطي هذا الفحص هو كيف تنتهي أجزاء المناوبة الليلية بانحناءات أقل من المطلوب: حتى لو كانت الورقة أكثر سمكًا بمقدار 0.1 مم على قالب V ضيق فإنها تزيد قوة الضغط وتشوه نصف قطر الانحناء. بمجرد أن تضمن توافق برنامجك مع المادة الفعلية، يصبح لكل تعديل معنى من جديد.
ورقة واحدة من الورق القياسي — بسماكة حوالي 0.1 مم — يمكنها كشف ما إذا كانت المشكلة مرتبطة بالهندسة أو بالأنظمة الهيدروليكية. ضعها بين المكبس وقطعة العمل على خط الانحناء، قم بإجراء انحناء تجريبي واحد، ثم افتح. إذا ضاق الزاوية أو استقر في حدود نصف درجة، فالمشكلة الحقيقية تكمن في المحاذاة أو التثبيت وليس في البرنامج نفسه.
نفذ الاختبار في ثلاث نقاط — المركز، الثلث الأيسر، والثلث الأيمن. الفروقات بين هذه المناطق تشير إلى ميل أو عدم تزامن متساوٍ لحركة الكباس. تحسّن موحد في جميع النقاط يشير إلى تآكل رأس المكبس أو وجود تلوث في قاعدة القالب. في دقائق ستعرف ما إذا كانت المشكلة على مستوى النظام بالكامل أو محلية.
بعد ذلك، ومع سحب المكبس للخلف، افحص الطرف بلمسه. مساحة مسطحة أوسع من 0.05 مم تغير نصف قطر الانحناء الفعّال. تأكد من أن براغي التثبيت أو الأوتاد لم ترتخِ؛ حتى ذرة واحدة من الحطام يمكن أن ترفع الأداة بما يكفي لتشويه الزوايا. نظّف جيدًا، شد بإحكام، أعد التثبيت، وأزل أي طبقة زيت أو حصى.
إذا لم يُصلح إعادة التثبيت المشكلة، قم بتدوير المكبس أو استبدله بمجموعة قوالب احتياطية لإكمال العمل. أعد اختبار الورقة الفاصلة — إذا لم تعد الزاوية تتغير عند التلامس المباشر، فقد تأكدت من حل مشكلة الهندسة. عشر دقائق من الاختبار الآن يمكن أن توفر ساعات من ملاحقة أخطاء برمجية وهمية لاحقًا.
كل قالب يطور منطقة مريحة خاصة به — جزء صغير يفضله المشغل تلقائيًا. مع كل انحناء تتحول هذه المنطقة إلى أخدود لامع كالمرآة. قد تبدو غير ضارة، لكن بمجرد أن تبدأ زوايا الانحناء في الاختلاف، تكشف المشكلة نفسها. الأخدود يغيّر خط التلامس، يبدل المحور المحايد، ويسبب تغييرات غير متوقعة في الارتداد الزنبركي.
اختبار تشخيصي سريع يستغرق ثوانٍ فقط: مرّر ظفر الإصبع على حافة المكبس — إذا علقت، فإن نصف قطر الطرف قد أصبح مسطحًا. ثم افحص قالب V السفلي تحت ضوء قوي؛ شريط لامع أطول من عدة مليمترات يشير إلى ضغط مركز وتآكل غير متساوٍ. أي انخفاض أعمق من 0.2 مم يعطل تدفق المادة ويجعل الانحناءات تنفتح قبل وقتها.
للحفاظ على سير الإنتاج، تصرّف بسرعة: إذا كانت هناك أدوات احتياطية، بدّل المكبس أو القالب. تدرب على عمليات التبديل حتى تصبح مهام روتينية تستغرق خمس دقائق. إذا لم يتوفر احتياطي، حرّك القطعة قليلًا نحو الجانب بحيث يلتقي خط الانحناء بجزء غير متآكل، وضع علامة على المرجع الجديد لضمان الاتساق بين مناوبات المشغلين.
لإصلاح دائم، أعد صقل أو استبدل الأداة بمجرد اكتشاف سطح مسطح أعرض من 0.05 مم أو عندما تصل المنطقة المصقولة إلى نصف عرض القالب. سجّل عمر الأداة عند إنهاء كل عمل — هذا يبني منحنى تآكل تنبؤي ويمنع المفاجآت أثناء التنفيذ.
معظم كتيبات المكابس الانحنائية تقفز مباشرة إلى تصحيحات البرمجيات وجداول التعويض، متجاوزة الفحص الفيزيائي الأساسي. لكن لا يمكن لأي قدر من السحر البرمجي تعويض سطح مقعد متسخ، أو سماكة مادة غير ثابتة، أو قالب مخدود. هذا “الفرز الفيزيائي” المبدئي يضع الأساس الموثوق الوحيد الذي يمكن للبرنامج تفسيره بدقة: هندسة مستقرة وسلوك مادة يمكن توقعه. بمجرد تأكيد ذلك، عندها — وفقط عندها — تستحق لوحة المفاتيح انتباهك. تخطاه، وسيصبح كل تعديل برمجي مجرد مطاردة وراء أخطاء وهمية في الفولاذ.
يلجأ العديد من المشغلين إلى الحل الأكثر وضوحًا — ضبط المحورين Y1 وY2 بشكل منفصل حتى يبدو كلا جانبي الانحناء صحيحين. قد ينجح الأمر مؤقتًا، لكن الاتساق يتلاشى سريعًا. المسألة واضحة: ضبط Y1 وY2 بشكل مستقل لا يصحّح السبب الجذري — بل يخفيه فقط. تعتمد المكبس الانحنائية على حركة متزامنة تمامًا لكلا الأسطوانتين. عندما تبدأ في تعويض أحد الجانبين مقابل الآخر، تفقد وحدة التحكم نقطة المرجع الأساسية. قد تبدو القطعة مقبولة اليوم، لكن عدم توازن العزم، وتشوه التاج، والانجراف الحراري سيتفاقم غدًا.
الطريقة الصحيحة هي الاعتماد على التعويضات البرامجية المُدارة من وحدة التحكم. كل من أنظمة Cybelec وDelem تحتوي على روتينات تصحيح تكيفية تُحسن المشوار أو العمق بناءً على الانحرافات المقاسة في زاوية الانحناء بدلاً من تغييرات الموضع العشوائية. نظرًا لأن هذه التعديلات تُحسب بواسطة وحدة التحكم لتحريك كلا الأسطوانتين بتناغم نحو الزاوية المطلوبة، فإنها تحافظ على التماثل وتضمن التزامن التام.
تخيّل “التصحيح العام” كأنه محاولة لضبط آلة وترية عن طريق شد وتر واحد حتى يبدو الصوت مقبولاً تقريبًا — قد ينجح للحظة، لكن كل شيء يخرج عن النغمة عندما تغيّر المقام. المعايرة الصحيحة تعني أن الجهاز بالكامل — التوازن الهيدروليكي، انثناء الكباس، التاج، وأجهزة الاستشعار الراجعة — يجب أن تشير إلى نقطة صفر موحدة. يجب أن تكون التعويضات المبرمجة منهجية وليست محلية. بمجرد التحقق من الأسس الميكانيكية والهيدروليكية، استخدم أدوات التصحيح المدمجة في وحدة التحكم: فهي تقدم تعويضات يمكن التنبؤ بها، وتحافظ على استقرار التزامن، وتسجل تلقائيًا كل تغيير في ذاكرة العمل للمتابعة.
وحدات تحكم Cybelec — بما في ذلك ModEva وVisiTouch وCybTouch وأحدث سلسلة Cybelec 7 — توفر طريقتين لتحسين دقة الانحناء: تصحيح الزاوية و وضع العمق. فهم الفرق أمر أساسي لتجنب الخطأ البرمجي الكلاسيكي المتمثل في تطبيق كلا الطريقتين معًا دون وجود مرجع قياس دقيق.
تصحيح الزاوية يعتمد على التغذية الراجعة. تقوم بتنفيذ عملية ثني اختبارية، وتقيس الزاوية الناتجة، وتدخل تلك القيمة إلى وحدة التحكم. يقوم الـ CNC بعد ذلك بإعادة حساب عمق الشوط اللازم لإنتاج زاوية الهدف المبرمجة في الدورة التالية. نظرًا لأن هذا التعديل يبقى ضمن منطق البرنامج، تظل المزامنة وتعويض التتويج سليمة. استخدم تصحيح الزاوية عند حدوث تغييرات صغيرة — مثل تغيّر دفعة المواد، أو السمك، أو درجة حرارة الزيت التي تؤثر على الارتداد — بينما يبقى المحاذاة الميكانيكية متسقة.
وضع العمق يعمل على التحكم الموضعي البحت: ينتقل كلا الأسطوانتين إلى إحداثية محددة (على سبيل المثال، –75.35 مم من الصفر الخاص بالماكينة). تضمن هذه الطريقة مزامنة مثالية بين اليمين واليسار وتكرار اختراق القالب، بافتراض أن الخصائص المرنة للمادة قد تمت معرفتها مسبقًا. وضع العمق مثالي لتطبيقات القاع الدقيق أو الطَرق حيث تكون المحافظة على حركة موازية مثالية للكبس أكثر أهمية من تحقيق زاوية انحناء هوائي محددة.
روتين سريع وموثوق يجمع بين الطريقتين: أولاً، تأكد أن المزامنة ضمن ±0.01 مم (تعرض معظم الآلات قيم الانحراف الحي). ثم، قم بثني قطعة اختبار في وضع تصحيح الزاوية، وسجل الزاوية المحققة، وأعد تشغيل نفس القطعة في وضع العمق باستخدام الشوط المعدل. يثبت هذا العلاقة بين شوط الكبس والزواية الناتجة — وهي في الأساس “خريطة معامل المادة” لهذا الإعداد. تجنب إضافة نقاط تصحيح زاوية جديدة باستمرار إذا بدأت قراءات اليمين واليسار في التباعد؛ فهذا يدل على عطل هيدروليكي أو ميكانيكي، وليس خللًا في التحكم.
تحدد وحدات تحكم ديليم — من DA‑52 إلى DA‑69T — مركز القاع الميت (BDC) من خلال دمج الهندسة المعروفة للأداة مع معلمات الثني المبرمجة. أحيانًا يقوم المشغلون بتجاوز هذا الـ BDC لضبط الزاوية بدقة، لكن التجاوز غير المراقب قد يدفع المكبس إلى تجاوز نطاق حركته الآمن، مما يعرض المستشعرات أو الأدوات للتلف.
الإجراء الصحيح هو استخدام الإزاحة أو الضبط الدقيق حقول المعاملات. كل منها يسمح بتعديلات صغيرة ومتحكم بها بالنسبة لـ BDC المحسوب — عادة بزيادات من 0.05 إلى 0.10 مم. أدخل إزاحة موجبة لتقليل الثني (لزاوية أقل حدة) أو إزاحة سالبة لزيادة الثني (لزاوية أكثر حدة). قم دائمًا بإجراء تشغيل جاف بدون مادة للتأكد من وجود خلوص كافٍ للأداة. لا تقم أبدًا بإلغاء تفعيل المزامنة أو تجاوز محددات الشوط من أجل تصحيح الزوايا — هذه الحمايات تمنع تجاوز المكبس والقالب.
إذا تجاوزت التصحيحات التراكمية حوالي 0.3 مم، توقف وأعد تقييم البيانات الأساسية — غالبًا ما تكون أبعاد الأداة أو سمك المادة غير صحيحة. عندما تكون وظيفة الثني التكيفية في ديليم متاحة، يمكنها تعلم مركز القاع الميت الحقيقي تلقائيًا بعد عملية ثني معايرة، مما يقلل الحاجة للتعديلات اليدوية. سجل كل إزاحة ضمن وصفة العمل لضمان الاتساق في الطلبات المتكررة.
يعامل مشغلو مكابس الثني المتمرسون تعديلات الـ BDC مثل أدوات دقيقة: صغيرة، مقصودة، ويتم التحقق منها كل مرة. التعديلات الكبيرة تخفي أخطاء الإعداد وتضعف اتساق البرامج المستقبلية. عند استخدامها بشكل صحيح، فإن الإزاحات الدقيقة تحمي الأدوات، وتحافظ على دقة الماكينة، وتبقي على قابلية التكرار التي صُمم نظام ديليم لتقديمها.
كل تعديل غير متزامن يضيف إجهادًا ميكانيكيًا إلى النظام. عندما يتحرك المحور Y1 أعمق من المحور Y2 لتصحيح قطعة غير محاذية، فإنه يلتوي الإطار ويفسد إعدادات التتويج، مما يؤدي إلى تضييق الانحناءات الطويلة في الدورات اللاحقة. مع مرور الوقت، حتى خط مرجعية المكبس يتغير، مما يجبر على تعويضات برمجية أكبر، ويضعف اتساق الأجزاء المنتجة.
النهج الصحيح هو تسلسل تصحيح منظم: ابدأ بإعادة المحاذاة الميكانيكية، ثم انتقل إلى تعديلات الإزاحة العامة، وأنهِ بالضبط التكيفي. تحقق من درجة حرارة الزيت وتوازن الضغط، أعد ضبط كلا المحورين Y، أكد خط الأساس للتتويج، ثم اسمح لخوارزمية وحدة التحكم بتصحيح أخطاء الزاوية الصغيرة المتبقية إحصائيًا على مدى عدة دورات. إرشاد عملي: إذا تجاوز التصحيح 1.5° أو 0.2 مم، فهذا يشير إلى مشكلة ميكانيكية تتطلب الفحص.
يُدرك إعداد برامج مكابس الثني الفعّال أن الدقة تأتي من روابط مستقرة وقابلة للتكرار بين نقاط البيانات — هندسة الأداة، ملف التتويج، مرونة المادة — وتغذية المستشعر في الوقت الفعلي. تتضمن أنظمة مثل Cybelec وDelem وظائف متقدمة للحفاظ على هذه العلاقات. تكمن مهارة المشغل المتمرس في استخدامها بشكل صحيح: تطبيق التصحيحات النظامية ضمن منطق التحكم بدلاً من إجراء تعديلات عشوائية غير مسجلة تُعطل المزامنة. إتقان هذا المبدأ يجعل “انجراف الزاوية” مشكلة تُحل مرة واحدة، وليست مطاردة مستمرة.
كل مشغل مكبس فرامل متمرس يواجه في النهاية “تأثير الزورق” — وهو تشوه طفيف ولكنه مضر يظهر عند ثني القطع الطويلة. تحت الحمل العالي، ينحني الكباس والسرير بشكل مرن: تبقى الأطراف ثابتة نسبيًا بينما يهبط الوسط. بالنسبة للثنيات التي تتجاوز مترًا واحدًا، يزيد هذا التوزيع غير المتساوي للإجهاد القوة عند الأطراف بحوالي 20–30%، مما يجعل الوسط “ينفتح” بزاوية تتراوح بين درجتين إلى ثلاث درجات. قد تقيس ثنية اسمية بزاوية 90° بقيمة 92° في المنتصف و88° بالقرب من الحواف—وهو تفاوت لا يُلاحظ أثناء الإعداد ولكنه يصبح واضحًا تمامًا عند التجميع.
أكثر الطرق موثوقية لتأكيد انحناء السرير هي بإجراء اختبار ثلاث نقاط بسيط. شكّل قطعة اختبار وقس الزاوية عند كلا الطرفين وكذلك عند الوسط. إذا اختلف الوسط بأكثر من درجة واحدة عن أي من الطرفين، فقد تأكدت من وجود تشوه الزورق. فحص قطعة العمل فورًا بعد الثني باستخدام مسطرة مستقيمة يكشف الميكانيكية خلف ذلك: انحناءة تتجاوز 0.1 مم عبر طول السرير تشير إلى نقص في التعويض. ذلك الانحناء الطفيف يتضاعف تحت الحمل، ويزداد مع كل طن ضغط، منتجًا انحرافًا زاويًا لا يستطيع أي جهاز تحكم رقمي تصحيحه بالكامل. قراءة الانحناء ليست مسألة حدس—إنها شكل من التشخيص المبكر. معرفة عمق ومكان الانحناء يخبرك ما إذا كان نظام التعويض التلقائي يستطيع التعامل معه أو إن كان التدخل اليدوي مطلوبًا.
أنظمة التعويض الهيدروليكي الحديثة مصممة خصيصًا لمعادلة انحناء مكابس الفرامل عن طريق تقويس السرير مسبقًا في الاتجاه المعاكس للانحناء المتوقع. عند معايرتها بشكل صحيح، يمكنها تحسين دقة الزوايا بنسبة 80–90%، وتقليل التفاوت من ±3° إلى ±0.25° محكمة. يقوم المتحكم بقراءة بيانات الضغط وخصائص المادة، ويوجه أسطوانات إسفين دقيقة ترفع وسط السرير قبل أن يصل الكباس إلى ضغط التشكيل. النتيجة هي تلامس متسق على طول القطعة—وزوايا ثني متطابقة في جميع المواضع.
على Cybelec أنظمة التحكم، انتقل إلى Machine > Compensation > Angle Correction لضبط الإعدادات. أدخل الفارق المقاس بين الوسط والأطراف، ليقوم النظام بإعادة معايرة نسبة التعويض تلقائيًا. بالنسبة للآلات التي تظهر عليها علامات تآكل هيكلي، يتيح الوضع اليدوي تعديلًا دقيقًا بزيادة +0.5° في الوسط عبر منزلقات التحكم—وهو طريقة سريعة وفعالة لاستعادة الدقة دون إصلاحات ميكانيكية. Delem تدير هذه العملية ضمن Setup > Crowning, ، حيث تدمج قراءة زاوية مباشرة من أجهزة القياس لضبط الضغط الهيدروليكي بشكل مستمر. يحافظ خوارزمهم التكيفي على دقة مستقرة ±0.25° حتى بعد عشر دورات متتالية، بينما يتعرض التعويض اليدوي لانحراف يقارب ±1°.
ليست كل مكابس الفرامل تستفيد من التعويض الإلكتروني. النماذج الميكانيكية التقليدية تعتمد على كتل إسفين أو روافع هيدروليكية تحت السرير لتشكيل نفس الانحناء المعاكس. الدقة هنا أمر حاسم—يجب رفع وسط السرير بين 0.002 و0.005 بوصة. الاختبار عملي: ضع شرائح ورقية تحت المسطرة حتى لا يظهر أي ضوء في منتصف الطول. عندما يقابل الوسط المرتفع الانحناء الطبيعي تمامًا، تستوي زوايا الثني. من منظور التصميم، فإن المكابس العاملة باتجاه الأعلى—الشائعة في آلات Amada—نادراً ما تعاني من تأثير الزورق لأن مسار الحمل المتماثل يجعل الإطار ينحني للأعلى بدلًا من الأسفل، مما يقلل أو يلغي الحاجة لضبط التعويض.
تفترض أنظمة التعويض وجود سطح سرير متماسك ومستوٍ. بمجرد أن يتجاوز التآكل أو الانحناء 0.2 مم، يفقد التعويض الإلكتروني والميكانيكي دقتهما، تاركًا المشغلين يلاحقون أخطاء الزوايا بالمحاولة والتصحيح. عندما يكون وقت الصيانة غير ممكن—كما في التشغيل الليلي أو الإنتاج الطارئ—يمكن لتقنية الشيم المضبوطة مؤقتًا استعادة ثبات الثني.
الحل العملي لا يكلف أكثر من وجبة غداء متواضعة. استخدم شرائح فولاذية رقيقة بسمك 0.010 بوصة، وضعها أسفل القالب عند نقاط ربع الطول من كل طرف مع ترك الوسط خاليًا. هذا الإزاحة الهندسية تعاكس الانحناء المقاس للسرير، مما يعيد تشكيل التقوس الصحيح تحت الأدوات. شغّل قطعة اختبار واحدة لتأكيد النتائج—إذا انغلقت زاوية الوسط بمقدار 1–2° تقريبًا، فقد تحقق الضبط. توقع أداءً موثوقًا لخمسين إلى مئة دورة، وهو ما يكفي لإتمام معظم الطلبات المستعجلة قبل الصيانة المجدولة.
يميز عادتان صغيرتان المحترفين المخضرمين عن المجربين السريعين. أولاً، قم بتركيب الشرائح قبل قبل تفعيل أي تسلسل تلقائي للتاج—تفترض حساسات التحكم وجود سطح مسطح تمامًا، وإدخال خط أساس خاطئ سيسبب تصحيحًا مفرطًا. ثانيًا، سجّل سماكات ومواقع الشرائح للفترة التالية. التعديلات غير المسجلة لتسطيح السطح تتسبب في ما يقارب 70٪ من فروق زاوية “التعويض الوهمي” التي تم التحقيق فيها في عمليات التدقيق الإنتاجية.
الشرائح ليست بديلًا عن الجلخ الدقيق للأسطح، لكنها تعزز مفهومًا رئيسيًا: يبدأ التحكم التكيفي الفعّال بقاعدة ميكانيكية سليمة. يمكن للمعايرة الإلكترونية تحسين الدقة فقط عندما يتصرف الهيكل الميكانيكي بشكل متوقع. في بيئات التصنيع ذات التشكيلة المتنوعة، فإن إتقان التآزر بين الأجهزة والبرمجيات يحافظ على الموافقات الأولية فوق 95٪ ويقلل من إعادة العمل الناتجة عن زوايا الثني غير المتسقة بنسبة تصل إلى 25٪.
يحوّل تأثير الزورق البرمجة التنبؤية إلى إتقان عملي لعمليات الثني. المشغّلون الذين يتعلمون تفسير الانحراف، ومعايرة التاج بشكل صحيح، وتطبيق الإصلاحات العملية المؤقتة ينتقلون من رد الفعل تجاه أخطاء الزوايا إلى منعها تمامًا. من هنا، تتحول التحقق من المعايرة والروتينات التكيفية من النظرية إلى العادة—مؤسسين بذلك أساسًا للدقة المستمرة والمتكررة.
كل عملية ثني مثالية تبدأ بحركة متوازية تمامًا. عندما تنحرف الأسطوانتان Y1 و Y2 حتى بمقدار عُشر المليمتر، يتوقف الكباس عن العمل كعارضة موحّدة ويتحول إلى رافعة. القطعة تحكي القصة—تنفتح الزوايا في الوسط بمقدار 1–2°، بينما الأطراف تُثنى بشكل زائد. غالبًا ما يحاول المشغّلون تصحيح الارتداد أو التاج، لكن في نحو 70٪ من الحالات، السبب الحقيقي هو تأخر تزامن النظام الهيدروليكي، وليس البرمجة.
تكشف أنظمة التحكم الحديثة عن المشكلة قبل أن تكشفها القطعة. أثناء التشغيل الجاف، افتح شاشة تغذية محور Y وشاهد انحراف Y1/Y2 بينما ينتقل الكباس عبر منطقة تغيير السرعة. إذا تجاوز الانحراف 0.1 مم, فقد خرج التزامن عن التصحيح التلقائي—الصمامات المؤازرة تتنافس بدلًا من مشاركة الحمل. إذا حافظ كلا الجانبين على 0.05 مم عند النقطة الميتة السفلى, فالسبب الجذري يكمن في المحاذاة الميكانيكية، وليس في النظام الهيدروليكي.
لجعل اليقين التشخيصي عادةً ثانية، ضع هذا الاختبار السريع لمدة دقيقتين على وحدة التحكم:
قم بتفريغ الهواء من النظام عبر براغي الصمامات لمدة نحو دقيقتين عند منتصف الشوط، مع ضمان أن تكون درجة حرارة الزيت أقل من 45 °م, ، ثم أعد تشغيل الفحص. عندما يتحرك مؤشر المحور Y بتوازن ثابت وإيقاع منتظم—متساوٍ كنبض القلب—فقد استعدت التناظر الذي يعتمد عليه كل انحناء.
قاعدة موثوقة: الآلة تهمس قبل أن تصرخ. إذا تردد الكباس، أو انحرف، أو أطلق أنينًا، فإنه يناديك لتصحح التزامن قبل أن تنقش الأسطوانات ذلك الالتواء في كل جزء يتم إنتاجه خلال الوردية.
عندما يتسبب انحراف المحور Y في تشويه الأطراف،, انحراف الحمولة يدمر أدوات التشكيل. يُعطي العرض الإشارة الصادقة الأولى: الحمولة المحسوبة عند 100 طن، والقراءة القصوى عند 150. هذا ليس مزيدًا من القوة—بل معدن تجاوز نقطة الخضوع والقوالب تتحمل الإساءة. ارتفاع مفاجئ في الحمولة يتجاوز 85 % من نقطة ضبط التفريغ يعني أن الدائرة الهيدروليكية تعوض عن عائق ميكانيكي لا ينبغي أن يكون موجودًا.
فرقعة حادة، اهتزاز مزدوج في أسفل المشوار، أو ارتفاع مفاجئ بنسبة 20–30 % فوق الحمولة الاسمية—كلها طرق الآلة لترجمة الضيق إلى بيانات. الضرر يتراكم بسرعة: الضغط الزائد في القاع يلوّي الكباس، ويخرج الأسطوانات عن التزامن، ويثني الطاولة حتى تنحرف الزوايا درجتين من جانب إلى آخر. الورديّة التالية ستطارد ارتدادًا وهميًا لم يكن ارتدادًا من الأساس.
فكر في مخطط الحمولة كمؤشر ضوء توقف يمكنك قراءته في الوقت الفعلي بينما تعمل المكبس:
لا شيء يصرخ أعلى من ارتفاع مفاجئ في الحمولة—إنه طريقة النظام الهيدروليكي للتوسل إلى إعادة التوازن.
كل مشغل واجه قرار منتصف الليل—هل هذه المشكلة تستحق مكالمة خدمة؟ الجواب يناسب كف يد مرتدية القفاز: إذا بقي ثلاثة أو أكثر من الفحوصات الخمسة باللون الأخضر خلال عشر دقائق،, أكمل التشغيل. إذا لم يكن كذلك،, اتصل بفني التقنية قبل أن تتصاعد التكاليف.
| تحقق | اختبار الدقيقة الواحدة | استمر / واصل الإنتاج | توقف / اتصل بفني التقنية |
|---|---|---|---|
| 1. تزامن Y | شغّل ثلاث دورات جافة؛ قارن الزاوية في الطرف مقابل المركز | الانحراف < 0.1 مم؛ حركة سلسة | الميل > 0.2 مم؛ تأخير مسموع |
| 2. الحمولة (التونّاج) | أجرِ اختبار ثني واحد على خردة | ≤ 85 % من الارتخاء؛ بدون صوت طحن | زيادة مفاجئة > 90 %؛ فصل أمان |
| 3. الزيت / الضغط | تحقق من ثبات المقياس وضوضاء المضخة | ضغط PSI طبيعي؛ مضخة هادئة | قراءة منخفضة؛ يوجد تجويف |
| 4. الصمامات | راقب الحركة في كلا الاتجاهين | سرعة متساوية، دون تردد | التصاق أو تسرب؛ نظف وأعد الاختبار |
| 5. سرعة العودة | قُم بتوقيت الضربة الكاملة للأعلى | < 3 ثانية | > 5 ثوانٍ تحت الحمل |
اتبع هذا النظام الثنائي كما لو كان كتابًا مقدسًا وستتجنب 80 % من تلك المكالمات “العاجلة” للصيانة التي تستنزف ميزانيات الصيانة. الميزة الخفية: مكبسك يتعلم إيقاعك. الفحوصات المنتظمة والمتسقة تبقي صمامات السيرفو مستجيبة—التشغيل المتقطع يربكها فقط.
إذا لم يتم تصحيح عدم توازن الأسطوانة أو رفض صمام التنفيس إعادة الإغلاق، فهذا هو نقطة التحول لديك—بعد ذلك، تخاطر بثني المنضدة أو إتلاف الأدوات، وتحويل التشخيص الذي يستغرق خمس دقائق إلى فشل بقيمة $5,000 متخفي كأنه إنقاذ عبر العمل الإضافي.
الإدراك الأساسي هو هذا: الفهم الحقيقي للهيدروليكيات يكمن في البيانات، لا في الحدس. مكبح الضغط يتواصل بالأرقام—اختلافات Y1/Y2 بالدقيقة، نسب الحمولة، ثواني زمن العودة—وأولئك المتمكنون من لغة الأرقام هذه يديرون الاتساق عبر الإتقان لا الحظ.
خطوتك الأولى صباح الغد؟ ثبّت قائمة التحقق “مسموح/غير مسموح” مباشرة بجانب زر البدء. تعامل معها كدليل حاسم لكل إعداد، بغض النظر عن مدى روتينية المهمة.
تخيل هذا الآن: الكباس ينخفض في محاذاة مثالية، خط الحمولة ثابت وأخضر—دون طقطقات، دون ميل—فقط ضغط سلس ومتوازن يحوّل الشيفرة إلى إبداع. هذه هي اللحظة التي يعمل فيها الجهاز والمشغل كواحد.
كل ما قمت به حتى الآن—التاج، التوسيد، المعايرة—قاد إلى لحظة الحقيقة هذه تحديدًا: هل ستظل الأنظمة الهيدروليكية وفية، أم أنك على وشك مطاردة أخطاء وهمية عبر الفولاذ؟
بمجرد أن تكون قادرًا على الإجابة عن هذا السؤال بيقين، تكون قد تجاوزت مجرد تشغيل مكبح الضغط—أنت تتحكم فيه بالفعل.


















