

Il est 23 h 47, et le travail qui aurait dû se terminer il y a une heure vient de produire sa quatrième pièce sous-pliée. Même programme. Même outillage. Nouvelle tôle. L’écran insiste sur le fait que l’axe Y est parfaitement dans la cible, mais votre pliage à 90° ressort toujours à 88°, parfois 87,8°. Vous avez recalibré la butée arrière deux fois, ajusté la compensation matière, même augmenté le temps de maintien — mais ces 2° restants refusent toujours de se fermer. Quelque part au cœur de la machine, un composant mécanique transmet une fausse vérité au contrôleur, et chaque ajustement que vous faites ne fait que renforcer la tromperie.
Voici le véritable problème : ce qui ressemble à une faute de programmation n’en est presque jamais une. Lorsqu’une plieuse dévie de quelques degrés, dans neuf cas sur dix, la cause réside dans la physique et non dans le code. C’est ce que les opérateurs appellent le moment “ midnight crunch ” — la production vous presse de livrer, le contrôle qualité signale les rejets, et le contrôleur vous incite à modifier encore un dernier réglage. La vraie solution ne vient pas de l’augmentation du nombre de sur‑pliage, mais d’un diagnostic rapide et méthodique de 7 à 10 minutes qui identifie la véritable source avant même que vous ne touchiez au clavier.
Lorsque les angles de pliage ratent systématiquement la cible de la même valeur, la plupart des opérateurs accusent le logiciel de contrôle. En vérité, le contrôleur ne montre que ce que ses capteurs lui indiquent — et ces données d’entrée peuvent dériver. Le retour de position des codeurs, les hypothèses sur l’épaisseur du matériau et les effets de la température sur l’hydraulique contribuent tous à la déviation, même lorsque l’affichage reste trompeusement précis. C’est le “ fantôme dans la machine ”, qui se révèle par une erreur régulière d’un à trois degrés à chaque cycle.
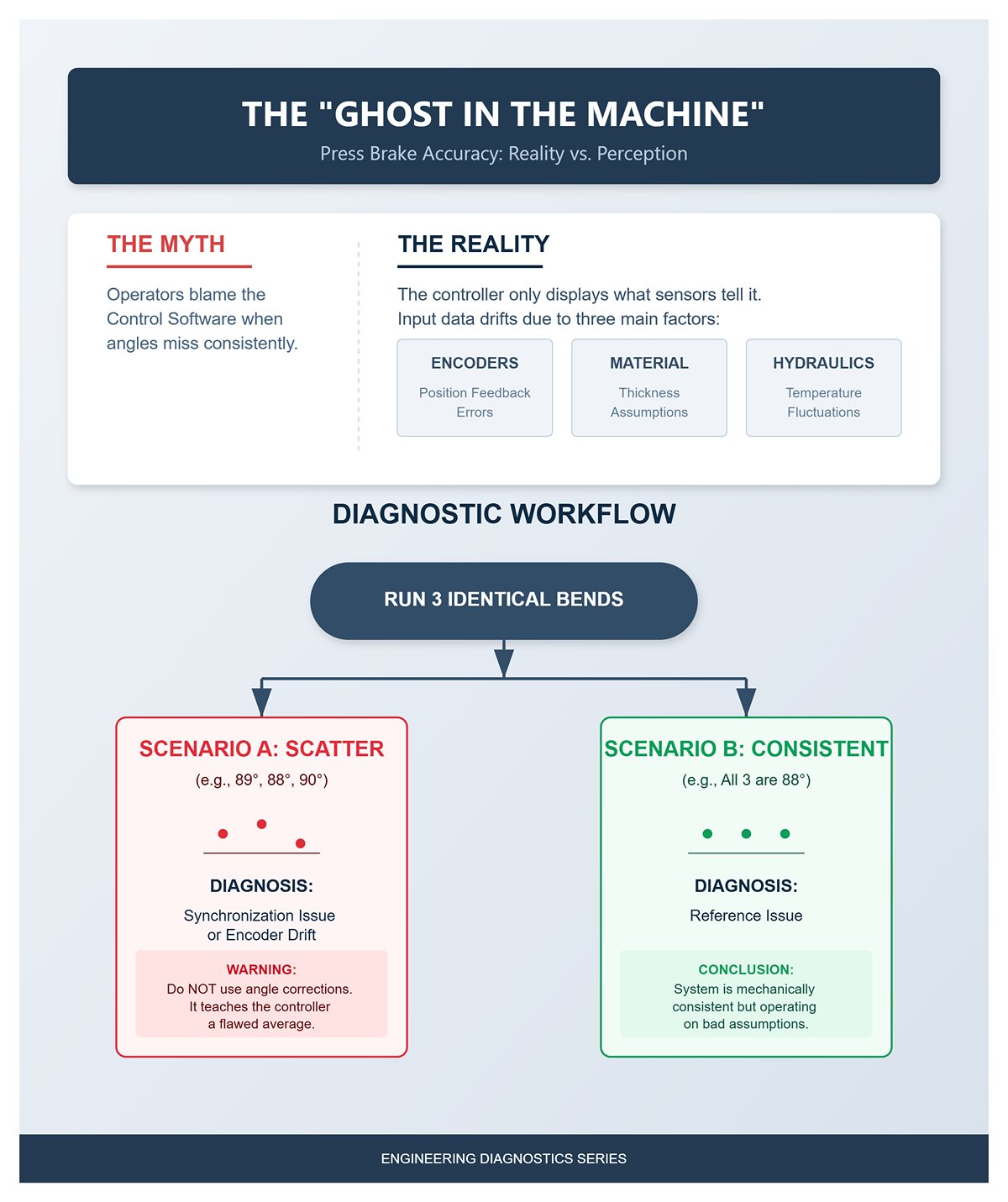
Commencez par déterminer si le problème vient de la répétabilité ou de la référence. Réalisez trois pliages identiques à partir du même programme. Si les trois se terminent avec le même sous‑pliage, le système est mécaniquement cohérent mais fonctionne sur de mauvaises hypothèses. En revanche, si les résultats varient — par exemple une pièce à 89°, la suivante à 88°, et une autre à 90° — vous êtes probablement confronté à un problème de synchronisation ou de dérive du codeur. Poursuivre cette incohérence par des corrections d’angle ne fait qu’enseigner au contrôleur une moyenne erronée, garantissant que le prochain lot échouera différemment.
Lorsque les angles de pliage commencent à être incorrects, on blâme souvent la butée arrière — principalement parce que c’est le composant le plus visible et qu’il semble facile à recalibrer. Mais la régler en réponse à un mauvais angle revient à modifier votre règle pour corriger une coupe de travers — cela ne résout pas le vrai problème. La butée arrière détermine la longueur du pli, pas l’angle. À moins que la butée ne soit physiquement desserrée ou dépasse son arrêt, la recalibrer n’aura aucun effet sur la profondeur de fermeture du coulisseau, qui est ce qui contrôle réellement l’angle.

Dans le cas classique d’obtention de 88° alors que vous vouliez 90°, recalibrer la butée arrière est simplement un gaspillage d’effort tandis que les véritables coupables — usure de l’outillage, hydraulique froide, ou variations subtiles de matériau — continuent leur travail de sabotage. Une usure aussi faible que 0,05 mm sur la pointe d’un poinçon ou l’épaulement d’une matrice modifie la géométrie de contact et le retour élastique suffisamment pour décaler l’angle d’environ 2°. De même, une huile hydraulique froide au début d’un poste s’épaissit et ajoute de la résistance, réduisant la vitesse d’approche et limitant le maintien à pleine pression. Résultat : des pièces sous‑pliées jusqu’à ce que l’huile chauffe. Aucun réglage via le clavier ne peut compenser la viscosité du fluide.
Les opérateurs expérimentés connaissent la règle : quand la plieuse se comporte mal, vérifier la machine elle‑même avant de blâmer la programmation. Un triage rapide et systématique permet d’identifier les quatre suspects habituels — usure de l’outillage, synchronisation hydraulique, incohérence du matériau, et dérive de la butée arrière ou du codeur — qui causent la majorité des erreurs inférieures au degré.

1. Contrôle de réalité (2 min) – Faites trois pliages identiques et mesurez chacun avec un rapporteur ou un rapporteur numérique. Si l’erreur est constante, le système est répétable mais sa référence est erronée. Si l’erreur varie, suspectez un problème de synchronisation hydraulique ou de retour de position.
2. Triage physique (3–4 min)
3. Tests fonctionnels rapides (3–4 min)
Une fois ces vérifications terminées, l’étape suivante est d’une simplicité rafraîchissante :
Les opérateurs qui suivent ce processus éliminent généralement environ 90% de ces séances nocturnes à courir après les angles. La raison est simple : ils diagnostiquent au lieu de deviner. Les ajustements de contrôleur et les recalibrages de butoir ne font que masquer le décalage mécanique sous‑jacent. Lorsque vous traitez la presse plieuse comme la machine hydraulique de précision qu’elle est réellement—un système défini par le mouvement, le retour d’information et la géométrie acier‑sur‑acier—vous remplacez la supposition par le contrôle. Ce pli récalcitrant à 88° devient ce qu’il devrait être : une simple correction de deux minutes, et non une épreuve nocturne.
Quand un pli semble mou, le réflexe est de commencer à saisir des corrections sur le contrôleur—ne le faites pas. Chaque ajustement numérique aggrave le problème si l’état physique de la presse a déjà dérivé. La constance du formage commence par la précision mécanique : tout doit être plat, aligné, en place et propre. Un bref contrôle physique—en utilisant vos mains, vos yeux et une simple cale—révèle souvent plus que n’importe quel écran de diagnostic.
Commencez par un contrôle rapide de l’état—une minute et demie d’investissement qui peut vous épargner des heures de dépannage. Inspectez les fuites d’huile sous le coulisseau ou autour des collecteurs ; une fuite hydraulique provoque une réponse de pression inégale. Écoutez le bruit de la pompe : si elle gémit ou cavite, c’est qu’il y a de l’air emprisonné ou que le fluide est bas. Faites un cycle du coulisseau à vide ; toute hésitation indique une contamination des soupapes ou une rayure. Faites bouger le butoir arrière : s’il ne glisse pas en douceur, il y a probablement des débris sur les rails ou un lubrifiant séché, deux causes de référence imprécise. Si quelque chose semble anormal, éloignez‑vous du clavier. Les défauts mécaniques ne font qu’amplifier les erreurs numériques.
Le premier trompeur dans tout atelier n’est pas l’opérateur—c’est la pile de matériau elle‑même. Les contrôleurs partent du principe que chaque calcul de retour élastique repose sur une seule épaisseur “ nominale ”, mais les lots réels varient. Une fluctuation de ±0,1 mm entre les feuilles peut modifier suffisamment le retour élastique pour transformer un pli parfait à 90° en 88° ou 92°. Le programme n’a pas changé—c’est le métal qui a changé.
Vérification rapide : prenez un pied à coulisse numérique et testez cinq feuilles—trois points par feuille : au bord, au centre et près de la référence d’outillage. Si la variation dépasse 0,1 mm, considérez le lot comme mélangé. Pas de pied à coulisse ? Essayez plutôt un test de densité : pesez un morceau d’une surface connue et comparez ses grammes par centimètre carré à la spécification. Tout écart révèle une différence d’alliage ou de trempe.
Remède immédiat : séparer la pile en groupes “ mince ” et “ épais ”. Traiter d’abord les plus minces ; la course plus longue du vérin rendra le retour élastique plus uniforme. En cas de manque de temps, appliquer une sur‑courbure contrôlée — environ +5 ° pour l’aluminium doux ou +2–3 ° pour l’acier doux — puis confirmer avec trois mesures rapides à la jauge papier. Étiquetez toujours clairement le lot ; les calculs du contrôleur ne sont précis qu’à la hauteur des données matière que vous lui fournissez.
Sauter cette vérification explique pourquoi certaines pièces de fin d’équipe se retrouvent sous‑pliées : même une feuille 0,1 mm plus épaisse sur une matrice en V étroite fait grimper la tonnage et déforme le rayon de pliage. Une fois votre programme aligné sur le matériau réel, chaque réglage retrouve son sens.
Une simple feuille de papier standard — environ 0,1 mm d’épaisseur — peut révéler si le problème vient de la géométrie ou de l’hydraulique. Glissez‑la entre le poinçon et la pièce le long de la ligne de pliage, faites un pli d’essai, puis ouvrez. Si l’angle se resserre ou se stabilise à moins d’un demi‑degré, le vrai problème est un alignement ou une assise, et non le programme lui‑même.
Effectuez le test à trois points — centre, tiers gauche, tiers droit. Des différences entre ces zones indiquent un basculement ou une synchronisation de vérin inégale. Une amélioration uniforme sur toutes les zones pointe vers une pointe de poinçon usée ou une contamination du siège de matrice. En quelques minutes, vous saurez si la faute est générale ou localisée.
Ensuite, avec le poinçon retiré, vérifiez la pointe au toucher. Une zone aplatie de plus de 0,05 mm modifie le rayon de pliage effectif. Assurez‑vous que les vis de serrage ou les cales ne se sont pas desserrées ; même une seule particule peut soulever l’outil et ainsi déformer les angles. Nettoyez soigneusement, serrez fermement, repositionnez, et retirez tout film d’huile ou grain.
Si un nouveau serrage ne résout pas le problème, faites pivoter le poinçon ou remplacez‑le par un jeu de matrices de rechange pour terminer le travail. Répétez le test de la cale papier — si l’angle ne change plus au contact direct, vous avez confirmé que le problème de géométrie est résolu. Dix minutes de test maintenant peuvent vous éviter des heures à traquer de faux bugs logiciels plus tard.
Chaque matrice développe sa propre “ zone de confort ” — une petite section que l’opérateur privilégie instinctivement. À chaque pli, cette zone se polit jusqu’à devenir une rainure brillante comme un miroir. Elle peut sembler inoffensive, mais dès que les angles de pliage commencent à varier, le problème se manifeste. La rainure déplace la ligne de contact, modifie l’axe neutre et provoque des changements imprévisibles du retour élastique.
Un diagnostic rapide prend seulement quelques secondes : passez un ongle le long de l’arête du poinçon — s’il accroche, le rayon de pointe s’est aplati. Inspectez ensuite la matrice en V inférieure sous une lumière forte ; une bande brillante de plus de quelques millimètres signale une pression concentrée et une usure inégale. Toute dépression de plus de 0,2 mm perturbe l’écoulement de matière et fait que les plis se rouvrent trop tôt.
Pour poursuivre la production, agissez vite : si des outils de rechange sont disponibles, remplacez le poinçon ou la matrice. Entraînez‑vous aux changements jusqu’à ce qu’ils deviennent des tâches de cinq minutes. Si aucun rechange n’existe, déplacez légèrement la pièce sur le côté afin que la ligne de pli engage une section non usée, et marquez cette nouvelle référence pour assurer la constance entre les équipes d’opérateurs.
Pour une solution durable, réaffûtez ou mettez au rebut l’outil dès que vous détectez un plat de plus de 0,05 mm ou lorsque la zone polie atteint la moitié de la largeur de la matrice. Enregistrez la durée de vie de l’outil à chaque clôture de travail — cela construit une courbe prédictive d’usure et évite les surprises en cours de commande.
La plupart des manuels de plieuse abordent directement les corrections logicielles et les tableaux de compensation, en évitant la vérification physique de base. Mais aucune magie de contrôleur ne peut compenser une surface d’assise sale, une épaisseur de matériau inconstante ou une matrice rainurée. Ce premier “ triage physique ” pose la seule base fiable que le logiciel puisse interpréter correctement : une géométrie stable et un comportement prévisible du matériau. Une fois cela confirmé, alors — et seulement alors — le clavier mérite votre attention. Ignorez‑le, et chaque ajustement de programme devient une chasse aux erreurs fantômes dans l’acier.
De nombreux opérateurs optent pour la solution la plus évidente : ajuster individuellement les axes Y1 et Y2 jusqu’à ce que les deux côtés du pli semblent corrects. Cela peut fonctionner temporairement, mais la constance disparaît rapidement. Le problème est simple : ajuster Y1 et Y2 indépendamment ne corrige pas la cause sous‑jacente — cela la masque simplement. Une plieuse dépend du mouvement parfaitement synchronisé des deux vérins. Lorsque vous commencez à décaler un côté par rapport à l’autre, le système de commande perd sa référence de base. La pièce peut sembler acceptable aujourd’hui, mais le déséquilibre de couple, la distorsion de compensation et la dérive thermique amplifieront ce décalage demain.
La bonne méthode est de s’appuyer sur les offsets de programme gérés par le contrôleur. Les systèmes Cybelec et Delem possèdent des routines de correction adaptative qui affinent la course ou la profondeur en fonction des écarts mesurés d’angle de pliage plutôt que par des décalages de position arbitraires. Ces ajustements étant calculés par le contrôleur pour déplacer les deux vérins en harmonie vers l’angle commandé, ils préservent la symétrie et garantissent une synchronisation complète.
Imaginez la “ correction globale ” comme si vous essayiez d’accorder une guitare en pliant une corde jusqu’à ce qu’elle paraisse à peu près juste — cela peut fonctionner momentanément, mais tout se désaccorde lorsque vous changez de tonalité. Un vrai calibrage signifie que toute la machine — équilibre hydraulique, flexion du vérin, compensation et capteurs de retour — doit se référer à un point zéro unifié. Les offsets programmés doivent être systémiques plutôt que locaux. Une fois les bases mécaniques et hydrauliques vérifiées, utilisez les outils de correction intégrés du contrôleur : ils offrent une compensation prévisible, maintiennent la stabilité de synchronisation et enregistrent automatiquement chaque changement dans la mémoire du travail pour la traçabilité.
Les contrôleurs Cybelec — y compris les séries ModEva, VisiTouch, CybTouch et la toute dernière série Cybelec 7 — offrent deux méthodes pour affiner la précision du pliage : Correction d’angle et Mode en profondeur. Comprendre la différence est essentiel pour éviter l’erreur de programmation classique consistant à appliquer les deux simultanément sans référence de mesure précise.
Correction d’angle s’appuie sur une rétroaction. Vous effectuez un pli test, mesurez l’angle obtenu et saisissez cette valeur dans le contrôleur. Le CNC recalcule ensuite la profondeur de course nécessaire pour produire l’angle cible programmé lors du cycle suivant. Comme cet ajustement reste intégré à la logique du programme, la synchronisation et la compensation de bombage demeurent intactes. Utilisez la Correction d’angle lorsque de petites variations se produisent — comme des changements de lot de matériau, d’épaisseur, ou de température d’huile influençant le retour élastique — tandis que l’alignement mécanique reste cohérent.
Mode en profondeur fonctionne uniquement sur un contrôle de position : les deux vérins se déplacent jusqu’à une coordonnée définie (par exemple, –75,35 mm à partir du zéro machine). Cette méthode garantit une synchronisation parfaite gauche‑droite et une pénétration de matrice reproductible, à condition que les propriétés élastiques du matériau soient déjà connues. Le Mode en profondeur est idéal pour les applications de pliage en butée ou en coïnage de haute précision, où le maintien d’un mouvement de coulisseau parfaitement parallèle prime sur l’obtention d’un angle spécifique en pliage à l’air.
Une routine rapide et fiable combine les deux méthodes : d’abord, confirmez que la synchronisation est dans ±0,01 mm (la plupart des machines affichent les valeurs de déviation en direct). Ensuite, pliez une pièce test en mode Correction d’angle, notez l’angle obtenu, puis repliez la même pièce en Mode en profondeur en utilisant la course ajustée. Cela établit la relation entre la course du coulisseau et l’angle résultant — essentiellement votre “ carte du module de matériau ” pour ce réglage. Évitez d’ajouter continuellement de nouveaux points de correction d’angle si les lectures gauche et droite commencent à diverger ; cela indique un défaut hydraulique ou mécanique, et non un écart de commande.
Les contrôleurs Delem — du DA‑52 au DA‑69T — déterminent le point mort bas (BDC) en combinant la géométrie connue des outils avec les paramètres de pliage programmés. Les opérateurs remplacent parfois ce BDC pour affiner l’angle, mais une modification non contrôlée peut pousser le coulisseau au‑delà de sa course de sécurité, risquant d’endommager les capteurs ou les outillages.
La procédure correcte consiste à utiliser les champs de paramètres Décalage ou Ajustement fin . Chacun permet de petits réglages contrôlés par rapport au BDC calculé — généralement par pas de 0,05 à 0,10 mm. Entrez un décalage positif pour réduire le pliage (angle plus ouvert) ou un décalage négatif pour l’augmenter (angle plus fermé). Effectuez toujours un essai à vide sans matériau afin de confirmer le dégagement adéquat des outils. Ne désactivez jamais la synchronisation ni ne contournez les verrous de limitation de course pour corriger les angles : ces sécurités empêchent les dépassements de course du coulisseau et de la matrice.
Si les corrections cumulées dépassent environ 0,3 mm, arrêtez‑vous et réévaluez les données de base — les dimensions des outils ou l’épaisseur du matériau sont probablement incorrectes. Lorsque la fonction de pliage adaptatif de Delem est disponible, elle peut automatiquement apprendre le vrai BDC après un pli de calibration, réduisant ainsi la nécessité de décalages manuels. Enregistrez chaque décalage dans la recette du travail afin d’assurer la cohérence lors des commandes répétées.
Les opérateurs de presses plieuses expérimentés traitent les corrections du BDC comme des instruments de précision : petites, intentionnelles et vérifiées à chaque fois. De grands ajustements dissimulent des erreurs de configuration et compromettent la cohérence des programmes futurs. Utilisées correctement, des corrections soigneuses protègent les outillages, préservent la précision de la machine et maintiennent la répétabilité pour laquelle le système Delem est conçu.
Chaque ajustement non synchronisé ajoute une contrainte mécanique au système. Lorsque Y1 descend plus profondément que Y2 pour redresser une pièce mal alignée, cela tord le bâti et invalide les réglages de bombage, amenant les longs plis à s’amincir lors des cycles suivants. Avec le temps, même la ligne de référence du coulisseau se décale, entraînant des compensations logicielles de plus en plus importantes et compromettant la constance des pièces produites.
La bonne approche consiste en une séquence de correction structurée : commencez par un réalignement mécanique, poursuivez par des ajustements de décalage global, et terminez par un affinement adaptatif. Vérifiez la température et la pression de l’huile, réinitialisez les deux axes Y, confirmez la base de bombage, puis laissez l’algorithme du contrôleur corriger statistiquement les petits écarts d’angle résiduels sur plusieurs cycles. Directive pratique : si une correction dépasse 1,5° ou 0,2 mm, cela indique un problème mécanique nécessitant une inspection.
Une programmation de presse plieuse efficace reconnaît que la précision découle de liens stables et reproductibles entre les points de données — géométrie des outils, profil de compensation, élasticité du matériau — et les retours des capteurs en temps réel. Des systèmes comme Cybelec et Delem intègrent des fonctions avancées pour maintenir ces relations. La discipline de l’opérateur qualifié réside dans leur utilisation correcte : appliquer des corrections systémiques dans la logique de commande plutôt que de faire des ajustements spontanés et non enregistrés qui perturbent la synchronisation. Maîtrisez ce principe, et la “ dérive d’angle ” devient un problème résolu une fois pour toutes, non une poursuite incessante.
Tout opérateur expérimenté de presse plieuse est tôt ou tard confronté à “ l’effet canoë ” — une distorsion subtile mais dommageable qui apparaît lors du pliage de pièces longues. Sous forte charge, le coulisseau et le banc se fléchissent de manière élastique : les extrémités restent relativement rigides tandis que le centre s’affaisse. Pour des plis dépassant un mètre, cette distribution inégale des contraintes augmente la force aux extrémités d’environ 20 à 30 %, faisant “ s’ouvrir ” le centre de deux à trois degrés. Un pli nominal de 90° peut mesurer 92° au milieu et 88° aux bords — une incohérence invisible lors du réglage mais évidente à l’assemblage.
Le moyen le plus fiable de confirmer la flexion du banc consiste en un simple test en trois points. Réalisez un pli d’essai et mesurez l’angle aux deux extrémités ainsi qu’au centre. Si l’écart du centre dépasse un degré par rapport à une extrémité, vous avez confirmé la présence d’une distorsion en forme de canoë. Vérifier la pièce immédiatement après le pliage à l’aide d’une règle droite révèle la mécanique sous-jacente : une flèche dépassant 0,1 mm sur la longueur du banc indique une sous‑compensation. Cette petite déflexion s’amplifie sous la charge, se multipliant à chaque tonne pressée et produisant une dérive angulaire qu’aucun contrôleur numérique ne peut complètement corriger. Lire la courbure n’est pas une question d’intuition — c’est une forme de diagnostic précoce. Connaître la profondeur et la position de la flexion indique si le système de compensation automatique peut la gérer ou si une intervention manuelle est nécessaire.
Les systèmes de compensation hydraulique modernes sont conçus précisément pour neutraliser la flèche de la presse plieuse en pré‑arquant le banc dans la direction opposée à la déflexion attendue. Lorsqu’ils sont correctement calibrés, ils peuvent améliorer la précision angulaire de 80 à 90 %, réduisant la variation de ±3° à un serré ±0,25°. Le contrôleur interprète les données de pression et les propriétés du matériau, dirigeant des vérins à coin de précision qui soulèvent le centre du banc juste avant que le coulisseau n’atteigne la pression de formage. Le résultat : un contact constant sur toute la longueur — et des angles de pliage uniformes partout.
Sur Cybelec commandes, allez dans Machine > Compensation > Correction d’angle pour effectuer le réglage. Entrez la différence mesurée entre le centre et les extrémités, et le système recalibre automatiquement le rapport de compensation. Pour les machines présentant une usure structurelle, le mode manuel permet un renforcement fin de +0,5° au centre via des curseurs d’ajustement — une méthode rapide et efficace pour retrouver la précision sans réparations physiques. Les systèmes Delem gèrent cela via, Réglage > Compensation.
, en intégrant un retour en temps réel des jauges d’angle pour optimiser en continu la pression hydraulique. Leur algorithme adaptatif maintient une précision stable de ±0,25° même après dix cycles consécutifs, tandis qu’une compensation réglée manuellement dérive généralement d’environ ±1°.
L’astuce de la cale 1T P4 T5 : sauver un travail urgent quand le banc est usé.
Les systèmes de compensation supposent une surface de banc plane et régulière. Dès que l’usure ou la flèche dépasse 0,2 mm, la précision de la compensation électronique comme mécanique diminue, obligeant les opérateurs à corriger les erreurs d’angle par essais et ajustements successifs. Lorsque l’entretien n’est tout simplement pas possible — pendant les quarts de nuit ou une production urgente — une technique contrôlée de calage peut temporairement rétablir la cohérence du pliage.
Deux petites habitudes distinguent les professionnels chevronnés des expérimentateurs de solutions rapides. Premièrement, installez des cales avant d’activer toute séquence d’auto-compensation — les capteurs de commande supposent une table parfaitement plane, et introduire une fausse référence entraînera une correction excessive. Deuxièmement, enregistrez les épaisseurs et positions des cales pour le prochain poste. Les ajustements de planéité non consignés causent près de soixante-dix pour cent des écarts d’angle de “ compensation fantôme ” identifiés lors des audits de production.
Les cales ne remplacent pas la rectification de surface de précision, mais elles renforcent un concept clé : un contrôle adaptatif efficace commence par une base mécaniquement saine. L’étalonnage électronique ne peut affiner la précision que lorsque la géométrie physique reste prévisible. Dans les environnements de fabrication à forte mixité, maîtriser la synergie entre le matériel et le logiciel maintient les validations du premier article au-dessus de 95 % et réduit les retouches causées par des angles de pliage incohérents jusqu’à 25 %.
L’effet de canot transforme la programmation prédictive en maîtrise pratique du pliage. Les opérateurs qui apprennent à interpréter la déflexion, à calibrer correctement la compensation et à appliquer des correctifs intermédiaires concrets passent de la réaction aux erreurs d’angle à leur prévention totale. À partir de là, la vérification de l’étalonnage et les routines adaptatives passent de la théorie à l’habitude — posant la base d’une précision continue et reproductible.
Chaque pliage impeccable commence par un mouvement parfaitement parallèle. Lorsque les vérins Y1 et Y2 dérivent même d’un dixième de millimètre, le vérin principal cesse d’agir comme une poutre uniforme et devient un levier. La pièce raconte l’histoire : les angles du centre s’ouvrent de 1 à 2°, tandis que les extrémités surplient. Les opérateurs tentent souvent de corriger le retour élastique ou la compensation, mais dans environ 70 % des cas, le véritable responsable est un décalage de synchronisation hydraulique, et non la programmation.
Les commandes modernes révèlent le problème avant que la pièce ne le fasse. Lors d’un essai à vide, ouvrez l’écran de retour de l’axe Y et observez la déviation Y1/Y2 lorsque le vérin traverse la zone de changement de vitesse. Si la déviation dépasse 0,1 mm, la synchronisation est sortie de la correction automatique — les servovalves se concurrencent plutôt que de partager la charge. Si les deux côtés se maintiennent dans 0,05 mm au point mort bas, la cause racine réside dans l’alignement mécanique, pas dans l’hydraulique.
Pour rendre le diagnostic certain presque instinctif, affichez ce test rapide de deux minutes directement sur la console :
Purge du système par les vis de valve pendant environ deux minutes à mi-course, en vous assurant que la température de l’huile est inférieure à 45 °C, puis relancez la vérification. Lorsque l’affichage de l’axe Y se déplace avec un équilibre régulier et rythmique — aussi uniforme qu’un battement de cœur — vous avez rétabli la symétrie dont dépend chaque pli.
Une règle empirique fiable : la machine chuchote avant de crier. Si le vérin hésite, penche ou gémit, elle vous demande de corriger la synchronisation avant que les cylindres n’impriment cette torsion sur chaque pièce produite pendant l’équipe.
Lorsque la dérive de l’axe Y déforme les extrémités, la dérive de tonnage détruit les outillages. L’affichage donne le premier signal honnête : charge calculée à 100 tonnes, lecture de pointe à 150. Ce n’est pas plus de puissance — c’est le métal au‑delà de sa limite d’élasticité et les matrices qui encaissent les coups. Une pointe de tonnage dépassant 85 % du point de consigne de décharge signifie que le circuit hydraulique compense un obstacle mécanique qui ne devrait pas exister.
Un craquement sec, une double vibration en bas de course ou une brusque pointe de 20–30 % au‑dessus de la charge nominale — tout cela constitue la façon dont la machine traduit la détresse en données. Les dégâts s’accumulent rapidement : un retour en butée trop fort tord le vérin, désynchronise les cylindres et fléchit le bâti jusqu’à ce que les angles dérivent de deux degrés d’un côté à l’autre. L’équipe suivante finit par poursuivre un faux “ressaut élastique” qui n’en était pas un au départ.
Considérez le graphique de tonnage comme un feu de signalisation que vous pouvez lire en temps réel pendant le fonctionnement de la presse :
Rien ne parle plus fort qu’une pointe de tonnage — c’est la manière qu’a le système hydraulique de supplier pour retrouver l’équilibre.
Chaque opérateur a déjà été confronté à cette décision de minuit — ce problème justifie‑t‑il un appel de service ? La réponse tient sur une main gantée : si trois ou plus des cinq vérifications restent vertes en moins de dix minutes, terminer la course. Sinon, appelez le technicien avant que les coûts n’augmentent.
| Vérifier | Test d’1 minute | Go / Poursuivre la production | No‑Go / Appeler le technicien |
|---|---|---|---|
| 1. Synchronisation Y | Effectuer trois cycles à vide ; comparer l’angle de fin et du centre | Écart < 0,1 mm ; mouvement fluide | Inclinaison > 0,2 mm ; décalage audible |
| 2. Tonnage | Effectuer un pliage d’essai sur une chute | ≤ 85 % de détente ; pas de craquement | Pic > 90 % ; arrêt de sécurité |
| 3. Huile / Pression | Vérifier la stabilité du manomètre et le bruit de la pompe | PSI normal ; pompe silencieuse | Lecture faible ; cavitation présente |
| 4. Vannes | Observer le mouvement dans les deux directions | Vitesse régulière, sans hésitation | Grippage ou fuite ; nettoyer et refaire le test |
| 5. Vitesse de retour | Chronométrer la course ascendante complète | < 3 s | > 5 s sous charge |
Suivez ce système binaire à la lettre et vous éviterez 80 % de ces appels de service “ urgents ” qui épuisent les budgets de maintenance. L’avantage caché : votre presse apprend votre rythme. Des contrôles cohérents et réguliers maintiennent la réactivité des servovalves — un fonctionnement intermittent ne fait que les dérouter.
Si un déséquilibre de vérin ne se corrige pas ou si la soupape de décharge refuse de se refermer, c’est votre point de bascule — au-delà de cela, vous risquez de déformer le bâti ou d’endommager les outils, transformant un diagnostic de cinq minutes en une panne de 5 000 masquée sous un « sauvetage » en heures supplémentaires.
La prise de conscience essentielle est celle‑ci : la véritable compréhension hydraulique réside dans les données, pas dans l’intuition. La presse plieuse s’exprime en chiffres — minuscules variations Y1/Y2, rapports de tonnage, secondes de retour — et ceux qui maîtrisent ce langage numérique assurent la constance par la maîtrise plutôt que par la chance.
Votre première action demain matin ? Fixez la checklist “ Go/No‑Go ” directement à côté du bouton de démarrage. Considérez‑la comme un guide définitif pour chaque configuration, peu importe à quel point la tâche semble routinière.
Imaginez maintenant ceci : le coulisseau qui descend dans un alignement parfait, la ligne de tonnage stable et verte — aucun craquement, aucune inclinaison — seulement une pression fluide et équilibrée traduisant le code en création. C’est le moment où la machine et l’opérateur ne font plus qu’un.
Tout ce que vous avez fait jusqu’ici — bombage, calage, étalonnage — a conduit à ce moment précis de vérité : les composants hydrauliques resteront‑ils fidèles, ou allez‑vous poursuivre des erreurs fantômes à travers l’acier ?
Une fois que vous pouvez répondre à cette question avec certitude, vous êtes passé au‑delà du simple pilotage de la presse plieuse — vous la commandez réellement.


















