

午後11時47分。本来なら1時間前に終わっているはずの作業が、4回目の曲げ不足の部品を生産してしまった。同じプログラム。同じ工具。新しい板材。表示はY軸が完全にターゲットを捉えていると示しているのに、90°のベンドがいつも88°、時には87.8°で測定される。バックゲージを2回再調整し、材質補正を調整し、ドウェルタイムも長くしたが、残りの2°がどうしても閉じてくれない。機械内部のどこかにある機械部品が制御装置に誤った情報を送り込み、行うすべての調整がその誤情報を強化してしまっている。.
真の問題はこうだ:見た目がプログラムの不具合のようでも、そのほとんどはそうではない。プレスブレーキが数度ずれる場合、10回中9回は原因はコードではなく物理的な要因にある。これが作業者が「ミッドナイト・クランチ」と呼ぶ瞬間だ—生産からの納期プレッシャー、不良品を指摘する品質管理、そしてもう一つオフセットを調整したくさせるコントローラー。本当の解決策は、オーバーベンドの数字を追加することではなく、キーを触る前に原因を特定するための迅速で体系的な7~10分の診断チェックにある。.
曲げ角度が毎回同じだけ外れる場合、ほとんどの作業者は制御ソフトウェアを疑う。実際には、コントローラーはセンサーが伝える情報を表示しているだけで、その入力データはずれることがある。エンコーダーからの位置フィードバック、素材厚みの仮定、温度による油圧の影響が、表示が正確に見えても誤差を生む。この「機械の中の幽霊」は、毎サイクル1~3度の安定したずれとして現れる。.
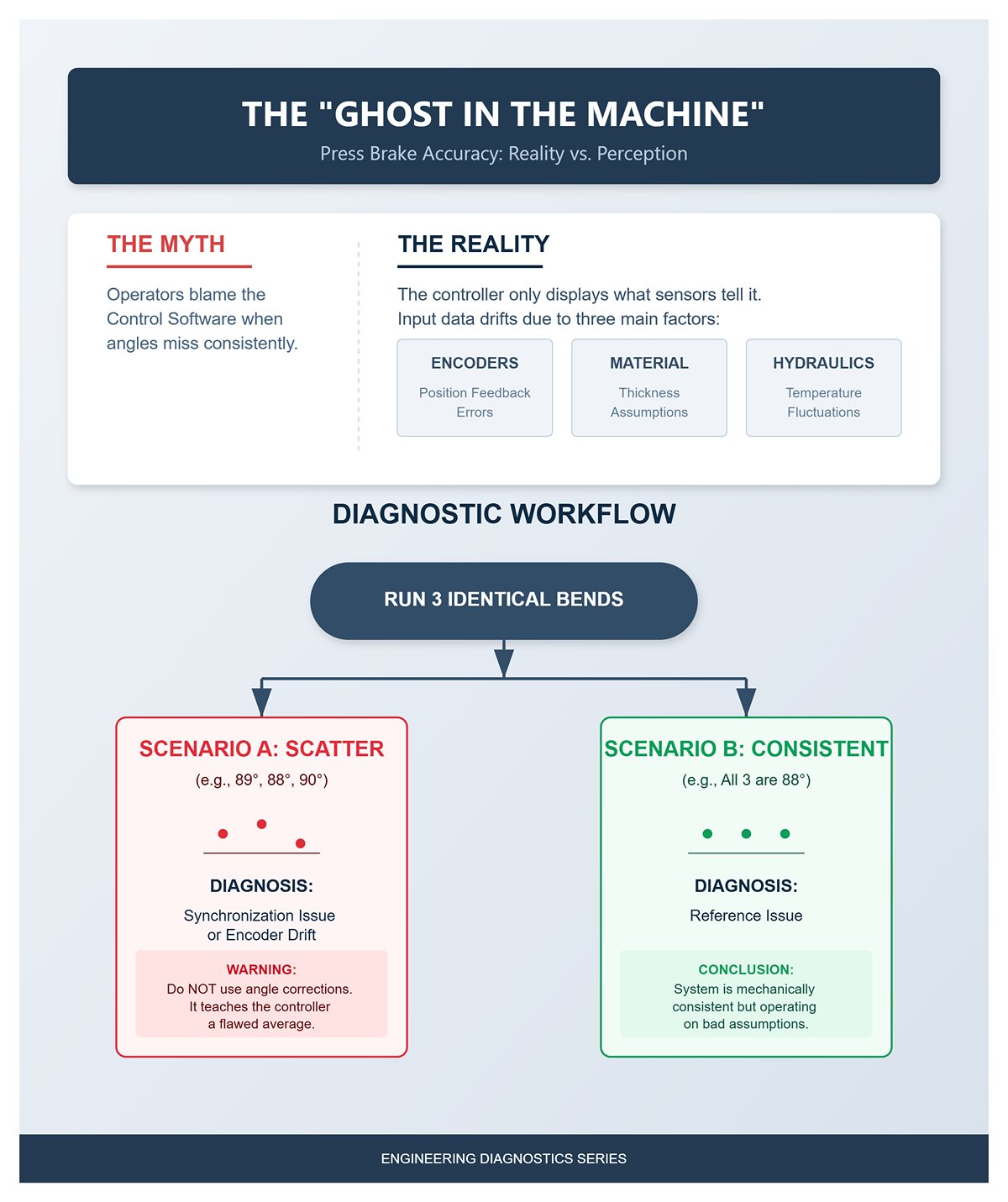
まず、問題が繰り返し精度にあるのか参照精度にあるのかを判断する。同じプログラムで同じ曲げを3回行う。全てが同じだけ曲げ不足なら、機械は機械的には安定しているが誤った前提で動作していることになる。しかし、結果がばらつく—例えば1つが89°、次が88°、もう一つが90°—なら同期やエンコーダードリフトの可能性が高い。この不安定性を角度補正で追いかけると、コントローラーに誤った平均値を学習させることになり、次のロットでは別の形で失敗が保証される。.
曲げ角度が狂い始めると、最も目に入りやすく簡単に再調整できそうなバックゲージが原因とされがちだ。しかし、曲がった切断面を直すために定規を調整するようなもので、根本的な問題は解決しない。バックゲージはフランジ長さを決定するものであり、曲げ角度を制御するわけではない。ゲージが物理的に緩んでいるか停止位置を超えて動く場合を除き、再調整してもラムの閉じ込み深さには影響せず、これこそが角度を決定する。.

90°を目指して88°になる典型的なケースでは、バックゲージの再調整は単なる無駄な作業であり、実際の原因—摩耗した工具、冷たい油圧、微妙な素材の差異—が損害を与え続ける。パンチ先端やダイ肩の摩耗がわずか0.05mmでも、接触の形状やスプリングバックが変化し、角度が約2°ずれる。同様に、作業開始時の冷たい油圧オイルは粘度が増し抵抗を加え、接近速度を遅らせて全トン数でのドウェルを妨げる。その結果、オイルが温まるまで曲げ不足の部品が出る。流体の粘性にキー入力で補正をかけることはできない。.
経験豊富な作業者は心得ている:プレスブレーキの調子が悪いときは、まずプログラムよりも機械自体を確認する。迅速で体系的なトリアージが、小角度誤差のほとんどの原因となる4つの常連犯—工具の摩耗、油圧同期不良、素材不均一、バックゲージまたはエンコーダードリフト—を特定するのに役立つ。.

1. 現実チェック(2分) – 同じ曲げを3回行い、ゲージやデジタルプロトラクターで測定する。誤差が一定なら、システムは繰り返し精度はあるが参照がずれている。誤差が変動するなら、油圧やフィードバック同期の問題を疑う。.
2. 物理的トリアージ(3~4分)
3. 迅速な機能テスト(3〜4分)
これらのチェックが済んだら、次のステップは驚くほど簡単です:
このプロセスに従うオペレーターは、深夜の角度追い込み作業の約90%を確実に排除します。その理由は単純です:推測ではなく診断を行うからです。コントローラーの微調整やバックゲージの再校正は、根本的な機械的ずれを隠すだけです。プレスブレーキを、本来あるべき精密油圧機械—動き、フィードバック、鋼と鋼の幾何を定義するシステム—として扱うことで、推測を制御に置き換えることができます。しぶとい88°曲げが、本来あるべき「迅速な2分間の修正」になり、徹夜の難行から解放されます。.
曲げが柔らかく感じられると、コントローラーで修正値を入力したくなりますが、やめましょう。プレスブレーキの物理的状態がすでに変化している場合、デジタル調整は問題を悪化させるだけです。成形の一貫性は機械的精度から始まります:すべてが平らで、整列し、固定され、清潔であること。手、目、そして簡単なシムを使った短時間の物理チェックは、診断画面よりも多くの情報を示すことがあります。.
90秒程度の迅速な状態確認から始めましょう―この投資が何時間ものトラブルシューティングを節約します。ラムやマニホールド周辺で油漏れがないか確認します;油圧の漏れは圧力反応の不均一を引き起こします。ポンプ音のトーンを聞き、唸り音やキャビテーションがあれば空気が混入しているか、または油量不足です。ラムを空打ちストロークで動かし、ためらいがあればバルブ内の汚染や傷つきの証拠です。バックゲージをジョグし、スムーズに動かない場合は、レールのゴミや乾いた潤滑剤が原因で、正確な参照を妨げます。何か異常を感じたら、キーパッドから手を離しましょう。機械的な不具合はデジタルの誤差を増幅するだけです。.
どんな工場でも最初の欺き手はオペレーターではなく、材料の積み重ねです。コントローラーは、すべての反発計算が単一の「公称」厚みに基づいていると仮定しますが、現実のバッチにはばらつきがあります。±0.1mmの変動がシート全体にあるだけで、90°の完璧な曲げが88°や92°になるほど反発が変わります。プログラムは変わっていません—金属が変わったのです。.
迅速チェック:デジタルノギスで5枚のシートをテストし、各シートの端、中央、工具基準付近の3か所を測定します。ばらつきが0.1mmを超える場合、そのバッチは混在していると考えましょう。ノギスがない?代わりに密度テストを試してください:既知の面積の一片を重量測定し、その平方センチメートルあたりのグラム数を仕様と比較します。どのずれも合金や焼き戻しの違いを示します。.
即時対応:スタックを「薄い」グループと「厚い」グループに分けます。薄い方を先に実行すると、ラムストロークが長くなり反発がより安定します。時間がない場合は、制御された過曲げを適用します—柔らかいアルミなら+5 %、軟鋼なら+2〜3°程度—その後、簡単な紙ゲージ測定を3回行って確認します。常にバッチを明確にラベル付けしてください;コントローラーの計算精度は、入力する材料データの精度次第です。.
このチェックを省略すると、夜勤の部品が曲げ不足になる原因になります。幅の狭いVダイでは、板厚がたった0.1mm厚くなるだけでトン数が急増し、曲げ半径が歪みます。実際の材料に合わせてプログラムを調整すれば、すべての修正が再び意味を持つようになります。.
標準的な紙一枚(約0.1mm厚)で、問題が形状なのか油圧なのかを判断できます。曲げ線に沿ってパンチとワークの間に紙を挟み、試験曲げを一回行ってから開きます。角度が0.5度以内で締まる、または安定する場合、真の問題はプログラムではなく位置合わせやシーティングにあります。.
中央、左の三分の一、右の三分の一の3か所でテストを行います。これらの領域間に差がある場合は、傾きやラムの非同期が疑われます。全ての箇所で均一な改善が見られる場合は、パンチ先端の摩耗やダイの座面への汚れが原因です。数分で、問題が全体的なものか局所的なものかがわかります。.
次に、パンチを引き下げて先端を触って確認します。0.05mm以上の平坦部があると、曲げ半径が実質的に変わります。クランプスクリューやウェッジが緩んでいないか確認します。ゴミ一粒でも工具が浮き、角度が歪む原因になります。徹底的に清掃し、しっかり締め直し、再装着し、油膜や砂粒を取り除きます。.
再クランプでも問題が解決しない場合、パンチを回転させるか予備のダイセットに交換して作業を完了します。再度紙シムテストを行い、直接接触で角度が変わらなくなれば、形状の問題が解決したことが確認できます。今この10分間のテストを行えば、後で架空のソフトウェアエラーを何時間も追いかける無駄を防げます。.
すべてのダイには独自の「快適ゾーン」が形成されます――オペレーターが本能的に好む小さな領域です。曲げを繰り返すうちに、その部分が鏡のように磨かれた溝になります。一見すると害はないように見えますが、曲げ角度が不安定になると問題が現れます。この溝が接触線をずらし、中立軸を変え、スプリングバックの予測不可能な変化を引き起こします。.
迅速な診断は数秒で済みます:パンチの縁に爪を走らせ、引っかかる場合は先端半径が平坦化しています。次に、強い光の下で下側のVダイを点検します。数ミリ以上の光沢のある帯は、圧力集中と不均一な摩耗を示しています。0.2mm以上の凹みは材料流れを妨げ、曲げが予定より早く開いてしまいます。.
生産を止めないためには迅速に対応します。予備工具がある場合は、パンチまたはダイを交換します。工具交換は日常的な5分作業になるまで練習しましょう。予備がない場合は、部品をわずかに横にずらし、曲げ線が摩耗していない部分に当たるようにし、その新しい基準をマーキングして、オペレーター間の一貫性を確保します。.
長期的な修正のためには、平坦部が0.05mm以上に達した場合や光沢部がダイ幅の半分に及んだ場合に工具を再研磨するか廃棄します。作業完了時には工具寿命を記録し、摩耗予測曲線を構築して注文途中での不意の故障を防ぎます。.
多くのベンダーのマニュアルは、基本的な物理チェックを飛ばしてすぐにソフトウェア修正や補正テーブルに進みます。しかし、どんな高度な制御でも、座面の汚れ、材厚の不均一、または溝付きのダイを補うことはできません。この初期の「物理トリアージ」が、ソフトが正確に解釈できる唯一の信頼できる基盤――安定した形状と予測可能な材料特性を提供します。それを確認して初めて、キーパッド調整が意味を持ちます。これを省略すると、すべてのプログラム修正は鋼材中の架空のエラーを追いかけるだけになります。.
多くのオペレーターはもっとも明白な修正に手を伸ばします――曲げの両側が正しく見えるまでY1とY2軸を個別に調整する方法です。一時的にはうまくいくかもしれませんが、一貫性はすぐに失われます。理由は明快です:Y1とY2を個別に調整しても根本原因は解決されず、単に隠しているだけです。プレスブレーキは両方のシリンダーが完全に同期して動くことに依存しています。一方を他方に対してずらし始めると、制御システムは基準点を失います。部品は今日見た目がよくても、トルクのアンバランス、クラウニングの歪み、熱による変化が翌日にはそのオフセットを悪化させます。.
正しい方法は、コントローラー管理のプログラムオフセットに依存することです。CybelecとDelemの両システムには、曲げ角度の測定偏差に基づき、ストロークや深さを微調整する適応補正ルーチンが備わっています。これらの調整は、両シリンダーをコマンド角度に向けて調和して動かすためにコントローラーによって計算されるので、対称性を保ち、完全な同期を確保します。.
「グローバル補正」を、1本の弦を曲げて一時的に音を合わせようとするギターの調律のように想像してください――一瞬はうまくいっても、キーを変えた途端すべてが音程外になります。本当のキャリブレーションとは、油圧バランス、ラムのたわみ、クラウニング、フィードバックセンサーまで含めた機械全体が単一の統一ゼロ点を参照することを意味します。プログラムオフセットは局所的ではなく体系的であるべきです。機械的・油圧的基盤が確認できたら、コントローラーの組み込み補正ツールを使用してください。それにより予測可能な補償が得られ、同期の安定性が維持され、ジョブメモリにすべての変更が自動記録されて追跡可能になります。.
ModEva、VisiTouch、CybTouch、そして最新のCybelec 7シリーズを含むCybelecコントローラーは、曲げ精度を改善するための2つの方法を提供しています。 角度補正 そして 深さモード. これらの違いを理解することは、正確な測定基準なしに両方を同時に適用してしまうという典型的なプログラムミスを避けるための鍵です。.
角度補正 フィードバックに依存します。テスト曲げを行い、結果の角度を測定し、その値をコントローラーに入力します。CNCは次のサイクルでプログラムされた目標角度を出すために必要なストローク深さを再計算します。この調整はプログラムのロジック内で行われるため、同期やクラウニング補正は維持されます。角度補正は、機械的な位置合わせが一貫している場合に、材料ロットの変化、板厚、油温などによりスプリングバックが変動するような軽微な変化が発生したときに使用します。.
深さモード 位置制御のみで動作します:両方のシリンダーが設定された座標(例えば、機械ゼロから–75.35mm)まで移動します。この方法は、材料の弾性特性がすでに把握されている場合に、左右の同期を完璧に保ち、金型の食い込みを再現性良く保証します。深さモードは、完璧な平行ラム動作の維持が特定のエアベンド角度達成よりも優先される、精密なボトミングやコイニングに最適です。.
迅速かつ信頼できる手順は次の通りです:まず、同期が±0.01mm以内であることを確認します(ほとんどの機械はリアルタイムの偏差値を表示します)。次に角度補正モードでテスト片を曲げ、得られた角度を記録し、調整したストロークで同じ片を深さモードで再実行します。こうしてラムストロークと生成角度の関係が確立され、実質的にはそのセットアップの「材料弾性マップ」が得られます。左右の読み値が分かれ始めた場合に角度補正ポイントを次々追加するのは避けてください。それは制御の不一致ではなく、油圧や機械的な故障の兆候です。.
DA‑52からDA‑69TまでのDelemコントローラーは、 下死点(BDC) を既知の工具形状とプログラムされた曲げパラメータを組み合わせることで決定します。オペレーターが角度を微調整するためにこのBDCを上書きすることがありますが、制限なしの上書きはラムを安全な動作範囲を超えて進ませ、センサーや工具を損傷する恐れがあります。.
正しい手順は、 オフセット または 微調整 パラメータ項目を使用することです。それぞれ、計算されたBDCに対して小さく制御された調整が可能で、通常は0.05〜0.10mmの増分で行います。ポジティブなオフセットを入力すると曲げが減少(浅い角度)し、ネガティブなオフセットでは曲げが増加(きつい角度)します。必ず材料なしで空運転を行い、工具のクリアランスが十分であることを確認してください。角度補正のために同期機能を無効化したりストローク制限のインターロックを迂回しないでください。これらの安全機構はラムや金型のオーバートラベルを防ぎます。.
累積補正が約0.3mmを超える場合は作業を中止し、基データ(工具寸法や材料厚)が誤っていないか再確認してください。利用可能な場合、Delemのアダプティブベンディング機能はキャリブレーション曲げ後に実際のBDCを自動的に学習し、手動オフセットの必要性を減らします。ジョブレシピ内にすべてのオフセットを記録し、リピート注文時の一貫性を確保してください。.
熟練したプレスブレーキオペレーターはBDCの上書きを精密機器のように扱います:小さく、意図的で、毎回検証済みであるべきです。大きな調整はセットアップミスを隠し、将来のプログラム一貫性を損ないます。正しく使用すれば、慎重なオフセット調整は工具を保護し、機械精度を維持し、Delemシステムが提供する再現性を保ちます。.
同期していない調整は、機械に機械的ストレスを加えます。Y1がY2より深く動いて、ずれた部品を真っ直ぐにしようとすると、フレームがねじれ、クラウニング設定が無効になり、長い曲げが次回以降の加工で先細りになります。長期的にはラムの基準ラインさえずれ、ソフトウェア補正がますます大きくなり、製品の一貫性が損なわれます。.
適切なアプローチは、構造化された補正シーケンスである。まず機械的な再調整から始め、続いて全体的なオフセット調整を行い、最後に適応的な微調整で仕上げる。オイル温度と圧力バランスを確認し、両方のY軸をリセットし、クラウニング基準線を確認した後、コントローラのアルゴリズムにより、数サイクルを通じて小さな残留角度誤差を統計的に補正させる。実用的な指針としては、補正値が1.5°または0.2 mmを超える場合、それは検査が必要な機械的問題の兆候である。.
効果的なプレスブレーキのプログラミングとは、精度がデータポイント――工具形状、クラウニングプロファイル、材料の弾性――とリアルタイムのセンサーフィードバックとの間にある安定した再現可能な関係から生まれることを理解することである。CybelecやDelemのようなシステムは、これらの関係を維持するための高度な機能を備えている。熟練オペレーターの技量は、即興的で記録されない調整によって同期を乱すことなく、制御ロジック内で体系的な補正を適用する正しい使い方にある。この原則を習得すれば、「角度ドリフト」は一度解決される問題であり、終わりのない追いかけではなくなる。.
熟練したプレスブレーキオペレーターなら誰もがいずれ直面するのが「カヌー効果」である。これは長尺部材を曲げる際に現れる微妙だが損傷を伴う変形である。高荷重下では、ラムとベッドが弾性的にたわみ、端部は比較的剛性を保つが中央が沈み込む。1メートルを超える曲げでは、この不均一な応力分布により端部の力が約20〜30 %増加し、中央が2〜3度「開く」結果となる。名目上90°の曲げが中央で92°、端で88°となる――セットアップ時には見えなくても、組み立て時には明確に現れる不整合である。.
ベッドのたわみを確認する最も確実な方法は、単純な三点テストである。サンプルを曲げ、両端と中央の角度を測定する。中央がいずれかの端部と1°以上異なっていれば、カヌー変形の存在が確認される。曲げ直後にストレートエッジを当ててワークを確認すると、そのメカニズムが明らかになる。ベッド全長で0.1 mmを超えるたわみがある場合、それは補償不足を意味する。この小さなたわみが荷重下で累積し、加圧するたびに増幅され、デジタル制御でも完全には補正できない角度ドリフトを生じる。「弓なり」を読むとは勘に頼ることではなく、早期診断の手段である。たわみの深さと位置を把握することで、自動クラウニングシステムで対応可能か、それとも手動介入が必要かが判断できる。.
最新の油圧式クラウニングシステムは、プレスブレーキのたわみを打ち消すために、予測されるたわみと逆方向にベッドを事前にアーチ状にするよう設計されている。適切に校正されていれば、角度精度を80〜90 %改善し、±3°のばらつきを±0.25°という高精度にまで低減できる。コントローラは圧力データや材料特性を解析し、ラムが成形圧力に達する直前にベッド中央を持ち上げる精密なくさびシリンダーを制御する。その結果、全長にわたり安定した接触と均一な曲げ角度が得られる。.
Cybelec コントローラの場合、次のメニューへ進む。 Machine > Compensation > Angle Correction ここで、中央と端部の測定差を入力すると、システムが自動的にクラウニング比率を再調整する。構造的摩耗が見られる機械では、手動モードでスライダー調整を用いて中央を+0.5°持ち上げる微調整が可能であり、物理的修理を行わなくても精度を迅速かつ効果的に回復できる。 Delem. システムでは次のメニュー下で制御する。 Setup > Crowning ライブ角度ゲージからのフィードバックを統合し、油圧圧力を継続的に最適化する。適応アルゴリズムは10回連続のサイクル後でも±0.25°の精度を維持する。一方、手動設定のクラウニングでは通常±1°程度のドリフトが発生する。, すべてのプレスブレーキが電子クラウニングによって恩恵を受けるわけではない。従来の機械式モデルでは、ベッド下のくさびブロックや油圧ジャッキを用いて同じ補償曲線を形成する。精度が重要であり、ベッド中央を0.002〜0.005 インチ持ち上げる。試験は手作業で行う。ストレートエッジの下に紙シムを差し込み、中央で光が漏れなくなるまで調整する。中央の持ち上げが自然なたわみを完全に相殺すれば、曲げ角度が均一になる。設計面では、上方向に作動するタイプのブレーキ(Amada機によく見られる)は、荷重経路が上下対称なため、構造体が下ではなく上にたわみ、クラウニング調整を減少または不要にする傾向がある。.
1 T P 4 T 5シム技法:ベッド摩耗時の緊急対処法.
Crowning systems assume a sound, even bed surface. Once wear or sag exceeds 0.2 mm, electronic and mechanical compensation both lose precision, leaving operators to chase angle errors by trial and correction. When maintenance downtime simply isn’t possible—during overnight runs or urgent production—a controlled shim technique can temporarily restore bending consistency.
実用的な修正は控えめな昼食程度の費用で済みます。厚さ0.010インチの薄いスチールシムを使用し、ダイの両端からそれぞれ4分の1の位置に置き、中央部分は空けておきます。この幾何学的なオフセットが測定されたベッドの凹みを打ち消し、工具の下に正しいカンバーを再構築します。1枚試験加工を行い、中央が約1〜2°締まれば整列完了です。50〜100回のサイクルにわたって安定して動作し、ほとんどの急ぎの注文を定期メンテナンス前に完了させられます。.
ベテランの職人が即席の試みをする人と一線を画すのは、二つの小さな習慣です。一つ目はシムを設置することです 前に 自動クラウニングシーケンスを作動させることです—制御センサーは完全に平らなベッドを前提としているため、誤った基準面を導入すると過剰補正が発生します。二つ目は次のシフトに向けてシムの厚さと位置を記録することです。記録されないフラット化調整は、生産監査で調査された「幽霊補償」角度の不一致のほぼ70%を引き起こします。.
シムは高精度な表面研削に代わるものではありませんが、重要な概念を補強します。つまり、効果的な適応制御は機械的に健全な基盤から始まるということです。電子的な校正は、物理的な形状が予測通りに動作する場合にのみ精度を向上させることができます。多品種製作環境では、ハードウェアとソフトウェアの相乗効果を習得することで、初品承認率を95%以上に維持し、不均一な曲げ角による手直しを最大25%減らせます。.
カヌー効果は予測プログラミングを実践的な曲げ技術に変えます。たわみを読み取り、クラウニングを適切に校正し、実用的な暫定修正を施すことを学んだオペレーターは、角度誤差に対処する段階から、それらを完全に防ぐ段階へと進みます。ここからは、校正確認と適応的ルーチンが理論から習慣へと移行し、持続的で再現可能な精度の基盤が築かれます。.
完璧な曲げは完全に平行な動きから始まります。Y1 と Y2 シリンダーが0.1mmでもずれると、ラムは均一な梁のように働かず、てこのように動きます。部品はその結果を語ります—中央角が1〜2°開き、両端が過剰に曲がります。オペレーターはしばしばスプリングバックやクラウニングで修正を試みますが、約70 %のケースでは、真の原因はプログラムではなく油圧同期遅れです。.
最新の制御では、部品が問題を顕在化する前にその兆候を示します。ドライラン中にY軸フィードバック画面を開き、速度変化ゾーンを通過するときの Y1/Y2偏差 を観察してください。偏差が 0.1 mm, を超えると、同期が自動補正範囲外になり、サーボバルブが負荷を分け合うのではなく競合している状態になります。両側が 下死点で0.05 mm以内, を維持している場合、根本原因は油圧ではなく機械的アライメントです。.
診断の確実性を習慣化するために、この2分間の簡単なテストをコンソールに掲示しましょう:
約2分間、ミッドストロークでバルブスクリューを通してシステムのエア抜きを行い、油温が下回っていることを確認してください 45 °C, 、その後再度チェックを実行します。Y軸の読み取り値が心臓の鼓動のように安定して、一定のリズムで動くようになれば、すべての曲げ作業が頼る対称性が復元されたということです。.
経験則として信頼できるのは、「機械は大声を上げる前にささやく」ということです。ラムがためらったり、傾いたり、うなり声を上げたりしたら、それはシリンダーが同期を失う前に補正しろ、という機械からの呼びかけです。同期が狂えば、シフト中に生産されるすべての部品にねじれが刻まれてしまいます。.
Y軸のドリフトが端部を歪ませると、, トン数のドリフト は工具を破壊します。表示は最初の正直なサインを示します:計算荷重が100トンなのに、ピークは150トン。これはパワーが増えたわけではなく、金属が降伏点を超えて金型がその負荷を受けている状態です。救済設定値の 85 %以上 のトン数スパイクは、存在すべきでない機械的な障害物を油圧回路が補償していることを意味します。.
ストロークの終わりで鋭い「バキッ」という音や二度の振動、または定格負荷より急に20〜30 %のスパイクが生じる現象——これらはすべて、機械がデータに変換して発している悲鳴です。損傷は急速に進行します:過度なボトムアウトはラムをねじり、シリンダーの同期を狂わせ、ベッドを曲げて左右で角度が2度ずれる原因になります。次のシフトでは、本来存在しない「スプリングバック」という幻を追いかけることになります。.
トン数チャートを、プレス稼働中にリアルタイムで読める信号機だと考えてください:
トン数のスパイクほど大きな警告はありません——それは油圧システムがバランスを求めて叫んでいるのです。.
すべてのオペレーターが直面したことのある真夜中の判断―この問題はサービスコールに値するのか?答えは手袋をした片手に収まる:5つのチェックのうち3つ以上が10分以内に緑のままであれば、, ランを完了する. 。そうでなければ、, 技術者に連絡する コストが膨らむ前に。.
| チェック | 1分テスト | 進める / 生産継続 | 進めない / 技術者に連絡 |
|---|---|---|---|
| 1. Y同期 | 3回の空運転を行い、終了位置と中央角度を比較する | 偏差 < 0.1 mm;スムーズな動き | 傾き > 0.2 mm;遅延音あり |
| 2. トン数 | 廃材で1回試し曲げを行う | 緩み ≤ 85 %;異音なし | 急上昇 > 90 %;安全装置作動 |
| 3. オイル / 圧力 | ゲージの安定性とポンプ音を確認 | 通常PSI;ポンプは静か | 低い読み取り値;キャビテーション発生 |
| 4. バルブ | 両方向の動きを観察 | 速度が均一で、ためらいなし | 固着または漏れ;清掃して再試験 |
| 5. リターンスピード | 完全な上昇ストロークの時間を測定 | < 3 秒 | 負荷時 > 5 秒 |
このバイナリー方式を経典のように守れば、メンテナンス予算を食いつぶす「緊急」サービスコールの80 %を回避できます。隠された利点:プレスはあなたのリズムを学びます。安定した定期点検はサーボバルブの応答性を保ち、断続的な運転はそれらを混乱させるだけです。.
シリンダーの不均衡が補正されない、またはリリーフバルブが再着座を拒む場合、それが転換点です—それを超えると、ベッドの歪みや工具の損傷を招き、5分の診断が$5,000の故障に変わり、残業による節約の仮面をかぶることになります。.
重要な認識はこれです:真の油圧理解は直感ではなくデータにあります。プレスブレーキは数字で語ります—Y1/Y2の微細な変動、トン数比率、戻り時間の秒数—その数値言語に精通する者は、運ではなく熟練によって安定性を管理します。.
明日の朝一番の行動は?「Go/No-Go」チェックリストをスタートボタンのすぐ横に貼り付けること。タスクがどんなにルーチンに見えても、全てのセットアップの決定的な指針として扱いましょう。.
想像してください:ラムが完全に整列して下降し、トン数表示が安定し緑色のまま—衝撃なし、傾きなし—ただ均衡した圧力がコードを作品に変えるだけ。その瞬間、機械とオペレーターが一体となるのです。.
これまでに行ってきた冠調整、シム調整、キャリブレーション—すべてがこの真実の瞬間に向けられています: 油圧は忠実さを保つのか、それとも幻のエラーを鋼の中で追いかけることになるのか?
その問いに確信を持って答えられるようになった時、あなたは単にプレスブレーキを操作するだけでなく、真に指揮しているのです。.


















