

Saat 23:47 ve bir saat önce bitmesi gereken iş, dördüncü kez eksik bükülmüş bir parça üretti. Aynı program. Aynı takımlar. Yeni sac stok. Ekran, Y ekseninin tam olarak hedefte olduğunu belirtiyor, ancak 90° büküm sürekli 88° çıkıyor, bazen 87,8°. Geri dayamayı iki kez yeniden kalibre ettiniz, malzeme telafisini ayarladınız, hatta bekleme süresini artırdınız—ama o son 2° bir türlü kapanmıyor. Makinenin derinlerinde bir mekanik bileşen, kontrol ünitesine yanlış bir doğruluk hissi veriyor ve yaptığınız her ayar sadece bu aldatmacayı pekiştiriyor.
Asıl sorun şu: Programlama hatası gibi görünen şey çoğu zaman öyle değildir. Bir abkant pres birkaç derece sapmaya başladığında, on durumda dokuzunda sorun fiziksel sebeplerden kaynaklanır, koddan değil. Operatörlerin “gece yarısı krizi” dediği an budur—üretim sizden ürün bekler, kalite kontrol reddedilen parçaları işaretler, ve kontrol ünitesi sizi bir ofset daha değiştirmeye teşvik eder. Gerçek çözüm, fazla bükme sayısını artırmak değil; tuş takımına dokunmadan önce sorunu belirleyen hızlı, sistematik ve 7–10 dakikalık bir teşhis kontrolüdür.
Büküm açıları sürekli aynı miktarda kaçıyorsa, çoğu operatör kontrol yazılımını suçlar. Gerçekte, kontrol ünitesi yalnızca sensörlerin ilettiğini gösterir—ve bu giriş verisi kayabilir. Enkoderlerden gelen konum geri bildirimi, malzeme kalınlığı hakkındaki varsayımlar ve sıcaklıktan etkilenen hidrolikler, ekran yanıltıcı bir şekilde hassas görünse bile sapmaya yol açar. Bu, her çevrimde sabit bir ila üç derece hata olarak kendini gösteren “makinedeki hayalet”tir.
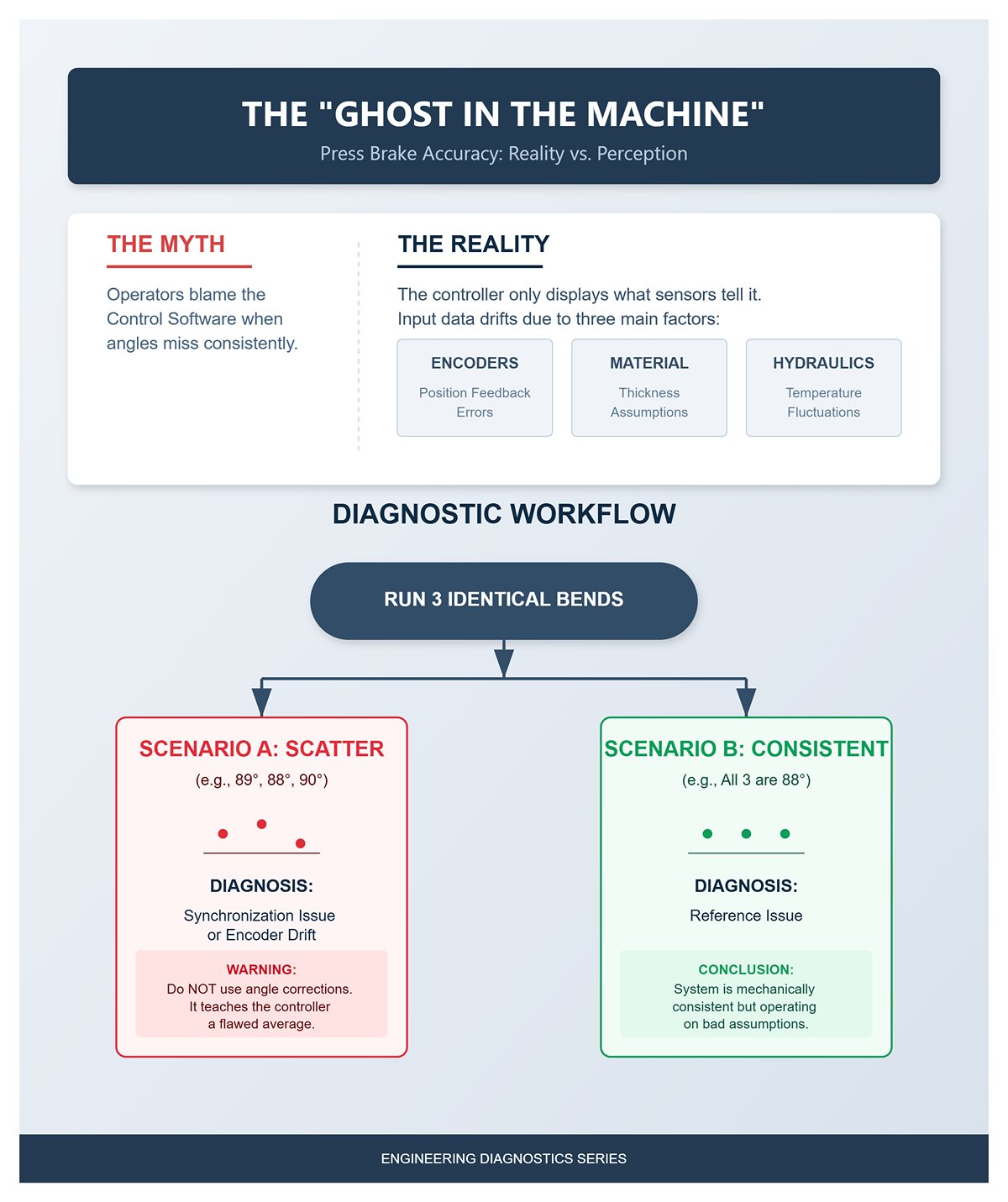
Sorunun tekrarlanabilirlikte mi yoksa referansta mı olduğunu belirleyerek başlayın. Aynı programdan üç aynı büküm yapın. Üçü de eşit şekilde eksik bükülmüş bitiyorsa, sistem mekanik olarak tutarlıdır ancak yanlış varsayımlarla çalışıyordur. Ancak, sonuçlar farklı çıkıyorsa—bir parça 89°, diğeri 88°, bir başkası 90° ölçüyorsa—muhtemelen senkronizasyon veya enkoder kaymasıyla uğraşıyorsunuzdur. Bu tutarsızlığı açı düzeltmeleriyle kovalamak, kontrol ünitesine hatalı bir ortalama öğretir ve bir sonraki partinin farklı bir şekilde başarısız olmasını garanti eder.
Büküm açıları yanlış çıkmaya başladığında, genellikle geri dayama suçlanır—esas olarak en görünür bileşen olduğu ve kolay kalibre edilebilir göründüğü için. Ancak hatalı açıya tepki olarak onu ayarlamak, eğri bir kesimi düzeltmek için cetveli değiştirmeye benzer—gerçek sorunu çözmez. Geri dayama flanş uzunluğunu belirler, büküm açısını değil. Dayama fiziksel olarak gevşek değilse veya durma noktasını aşmıyorsa, onu yeniden kalibre etmek, açıyı kontrol eden ram kapanma derinliğini etkilemez.

90° yerine 88° elde edilen klasik durumda, geri dayamayı yeniden kalibre etmek, gerçek suçlular—aşınmış takımlar, soğuk hidrolik, veya ince malzeme varyasyonları—zarar vermeye devam ederken boşa harcanan bir çabadır. Punç ucu veya kalıp omuzunda 0,05 mm kadar küçük bir aşınma bile temas geometrisini ve yaylanmayı yeterince değiştirerek açınızı yaklaşık 2° saptırabilir. Benzer şekilde, vardiya başında soğuk hidrolik yağı kalınlaşır ve sürtünmeyi artırır, yaklaşma hızını düşürür ve tam tonaj bekleme süresini sınırlar. Sonuç: yağ ısınana kadar eksik bükülmüş parçalar. Hiçbir tuş takımı ayarı, sıvı viskozitesini telafi edemez.
Deneyimli operatörler kuralı bilir: Abkant pres yanlış çalıştığında, programını suçlamadan önce makinenin kendisini kontrol edin. Hızlı, sistematik bir ön kontrol, çoğu alt derece hataya sebep olan dört ana şüpheliyi—takım aşınması, hidrolik senkronizasyon, malzeme tutarsızlığı ve geri dayama veya enkoder kayması—tespit etmenize yardımcı olur.

1. Gerçeklik Kontrolü (2 dk) – Aynı üç bükümü yapın ve her birini bir açı ölçer veya dijital açı ölçer ile ölçün. Hata tutarlıysa, sistem tekrarlanabilir ancak referansı yanlıştır. Hata değişiyorsa, hidrolik veya geri bildirim senkronizasyon sorunu olduğundan şüphelenin.
2. Fiziksel Ön Kontrol (3–4 dk)
3. Hızlı Fonksiyonel Testler (3–4 dk)
Bu kontroller tamamlandığında, sonraki adım hoş derecede basittir:
Bu süreci takip eden operatörler, o geç saatlerdeki açı arama seanslarının yaklaşık 90%’sini ortadan kaldırıyor. Sebep basit: tahmin yapmak yerine teşhis koyuyorlar. Kontrolör ayarlamaları ve arka mesnet yeniden kalibrasyonları sadece altta yatan mekanik kaymayı gizler. Pres freni gerçekten olduğu gibi değerlendirildiğinde—hareket, geri bildirim ve çelikten çeliğe geometrisiyle tanımlanan hassas bir hidrolik makine—tahmin yerine kontrol alırsınız. O inatçı 88° bükme olması gerektiği şeye dönüşür: hızlı, iki dakikalık bir düzeltme, tüm gece sürecek bir sıkıntı değil.
Bir bükme yumuşak hissedildiğinde, refleks olarak kontrolöre düzeltmeler girmek istenir—yapmayın. Pres frenin fiziksel durumu zaten değişmişse, her dijital ayar sorunu daha da büyütür. Şekil verme tutarlılığı, mekanik doğrulukla başlar: her şey düz, hizalanmış, yerine oturmuş ve temiz olmalıdır. Elleriniz, gözleriniz ve basit bir shim kullanarak yapılan kısa bir fiziksel kontrol, çoğu zaman herhangi bir teşhis ekranından daha fazla bilgi verir.
Hızlı bir durum kontrolüyle başlayın—size saatlerce arıza tespit süresini kazandırabilecek doksan saniyelik bir yatırım. Ram altında veya manifold etrafında yağ sızıntısı olup olmadığını kontrol edin; hidrolik sızıntı basınç tepkisini eşitsizleştirir. Pompanın sesini dinleyin—eğer uğultu yapıyor veya kavitasyon varsa hava sıkışmış ya da sıvı azalmış demektir. Rama bir kuru strok yaptırın; herhangi bir tereddüt valf kirlenmesi veya çizilmesine işaret eder. Arka mesneti joglayın—eğer düzgün kaymıyorsa muhtemelen raydaki kir veya kurumuş yağ ile uğraşıyorsunuzdur, bunlar referansın hatalı olmasına sebep olur. Herhangi bir sorun hissederseniz, tuş takımından uzak durun. Mekanik hatalar dijital hataları sadece güçlendirir.
Herhangi bir atölyedeki ilk yanıltıcı operatör değil—malzeme yığınıdır. Kontrolörler, her yaylanma hesaplamasını tek bir “nominal” kalınlığa göre varsayar ancak gerçek dünyadaki partiler farklılık gösterir. Saclar arasında ±0,1 mm’lik bir dalgalanma, mükemmel 90° bükmeyi 88° veya 92°’ye değiştirecek kadar yaylanmayı etkileyebilir. Program aynı—metal değişmiştir.
Hızlı kontrol: dijital kumpas alın ve beş sacı test edin—her sac için üç nokta: kenar, merkez ve takım referansı yakınında. Sapma 0,1 mm’yi aşarsa, partiyi karışık kabul edin. Kumpas yok mu? Bunun yerine yoğunluk testi deneyin: bilinen alanlı bir parçayı tartın ve gram/santimetrekare değerini spesifikasyon ile karşılaştırın. Herhangi bir uyumsuzluk, alaşım veya sertlik (temper) sapmasını ortaya çıkarır.
Anında çözüm: yığını “ince” ve “kalın” gruplara ayırın. Önce en ince olanları çalıştırın; daha uzun piston stroku, geri esnemeyi daha tutarlı hale getirecektir. Zaman daraldığında, kontrollü bir fazla bükme uygulayın — yumuşak alüminyum için yaklaşık +5 % veya yumuşak çelik için +2–3° — ardından üç hızlı kağıt mastar okumasıyla doğrulayın. Her zaman partiyi net bir şekilde etiketleyin; kontrol ünitesinin hesaplamaları, ona sağladığınız malzeme verileri kadar doğrudur.
Bu kontrolü atlamak, gece vardiyası parçalarının eksik bükülmesinin yoludur: dar bir V kalıbında 0,1 mm daha kalın bir sac bile tonajı artırır ve bükme yarıçapını bozar. Programınızı gerçek malzeme ile hizaladığınızda, her ayar yeniden anlam kazanır.
Standart bir tek kağıt sayfası — yaklaşık 0,1 mm kalınlığında — sorunun geometriden mi yoksa hidrolikten mi kaynaklandığını gösterebilir. Büküm hattı boyunca zımba ile iş parçası arasına yerleştirin, bir deneme bükümü yapın, ardından açın. Eğer açı yarım derece içinde sıkılaşır veya dengelenirse, gerçek sorun program değil, hizalama veya oturmada demektir.
Testi üç noktada yapın — merkez, sol üçte birlik ve sağ üçte birlik kısımlar. Bu bölgeler arasındaki farklar eğim veya piston senkronizasyonunda dengesizlik olduğunu gösterir. Tüm noktalarda eşit iyileşme, aşınmış zımba ucu veya kalıp yuvasında kirlenme olduğuna işaret eder. Dakikalar içinde, sorunun sistem genelinde mi yoksa yerel mi olduğunu öğrenebilirsiniz.
Sonra, zımba geri çekilmişken ucu elle kontrol edin. 0,05 mm’den geniş düzleşmiş bir alan, etkili bükme yarıçapını değiştirir. Sıkma vidalarının veya kamalarının gevşemediğinden emin olun; tek bir toz tanesi bile aleti yeterince kaldırarak açıları bozabilir. Tamamen temizleyin, güvenli şekilde sıkın, yeniden oturtun ve herhangi bir yağ tabakası veya kiri giderin.
Yeniden sıkma sorunu çözmezse, zımbayı döndürün veya işi bitirmek için yedek bir kalıp seti kullanın. Kağıt kaması testini tekrarlayın — açı artık doğrudan temas altında değişmiyorsa, geometri sorununun çözüldüğünü doğrulamış olursunuz. Şimdi yapılacak on dakikalık test, yazılım hatalarının peşinde saatlerce koşmaktan kurtarabilir.
Her kalıp kendi “konfor bölgesini” geliştirir — operatörün içgüdüsel olarak tercih ettiği küçük bir bölüm. Her bükümde, bu alan ayna parlaklığında bir yiv haline gelir. Zararsız görünebilir, ancak bükme açıları sapmaya başladığında sorun ortaya çıkar. Bu yiv temas hattını kaydırır, nötr ekseni değiştirir ve geri esneme üzerinde öngörülemez değişikliklere neden olur.
Hızlı bir teşhis yalnızca saniyeler sürer: Tırnağınızı zımba kenarı boyunca gezdirin — takılırsa, uç yarıçapı düzleşmiştir. Ardından alt V kalıbını güçlü ışık altında inceleyin; birkaç milimetreden daha uzun parlak şerit, baskının yoğunlaştığını ve aşınmanın düzensiz olduğunu gösterir. 0,2 mm’den derin herhangi bir çökme, malzeme akışını bozar ve bükümlerin olması gerekenden önce açılmasına neden olur.
Üretimi sürdürmek için hızlı davranın: yedek takım varsa, zımbayı veya kalıbı değiştirin. Değişim alıştırmasını rutin beş dakikalık işe dönüştürün. Yedek yoksa, parçayı hafifçe yan tarafa kaydırarak bükme hattını aşınmamış bir bölgeye getirin ve bu yeni referansı operatör vardiyaları arasında tutarlılık sağlamak için işaretleyin.
Kalıcı çözüm için, 0,05 mm’den geniş bir düzleşme veya parlak alan kalıp genişliğinin yarısına ulaştığında takımı yeniden taşlayın veya emekliye ayırın. Her iş kapanışında takım ömrünü kaydedin – bu, öngörücü bir aşınma eğrisi oluşturur ve sipariş ortasında sürprizleri önler.
Çoğu abkant pres kullanım kılavuzu, temel fizik kontrolünü atlayarak doğrudan yazılım düzeltmelerine ve telafi tablolarına geçer. Ancak kirli bir oturma yüzeyini, tutarsız malzeme kalınlığını veya yivlenmiş bir kalıbı hiçbir kontrol ünitesi sihri telafi edemez. Bu ilk “fiziksel triyaj”, yazılımın doğru yorumlayabileceği tek güvenilir temeli sağlar: kararlı geometri ve öngörülebilir malzeme davranışı. Bu doğrulandıktan sonra ve ancak o zaman, tuş takımı dikkatinizi hak eder. Bunu atlayın ve her program ayarı sadece çelikte hayali hataların peşinde bir kovalamaca haline gelir.
Birçok operatör en bariz çözüme yönelir — bükümün her iki tarafı doğru görünene kadar Y1 ve Y2 eksenlerini ayrı ayrı ayarlamak. Geçici olarak işe yarayabilir, ancak tutarlılık kısa süre sonra kaybolur. Sorun basittir: Y1 ve Y2’yi bağımsız olarak ayarlamak, temel nedeni düzeltmez — sadece gizler. Abkant pres, her iki silindir de mükemmel senkron içinde hareket ettiğinde çalışır. Bir tarafı diğerine karşı ofsetlemeye başladığınızda, kontrol sistemi temel referansını kaybeder. Parça bugün kabul edilebilir görünebilir, ancak tork dengesizliği, bombelenme bozulması ve termal kayma, bu ofseti yarın daha da artıracaktır.
Doğru yöntem, kontrol ünitesi yönetimli program ofsetlerine güvenmektir. Hem Cybelec hem de Delem sistemleri, bükme açısındaki ölçülen sapmalara göre strok veya derinliği ince ayar yapan uyarlamalı düzeltme rutinlerine sahiptir. Bu ayarlamalar, komut verilen açıya doğru her iki silindiri uyum içinde hareket ettirmek üzere kontrol ünitesi tarafından hesaplandığından, simetriyi korur ve tam senkronizasyon sağlar.
“Global düzeltmeyi”, bir gitarı tek bir teli eğerek yaklaşık olarak doğru ses verene kadar akort etmeye benzetin — kısa vadede işe yarayabilir, ancak ton değiştirildiğinde her şey uyumsuz hale gelir. Gerçek kalibrasyon, tüm makinenin — hidrolik denge, piston esnemesi, bombelenme ve geri bildirim sensörleri — tek bir birleşik sıfır noktasına referans vermesini gerektirir. Programlama ofsetleri yerel değil, sistemik olmalıdır. Mekanik ve hidrolik temeller doğrulandıktan sonra, kontrol ünitesinin yerleşik düzeltme araçlarını kullanın: bunlar öngörülebilir telafi sağlar, senkronizasyon kararlılığını korur ve her değişikliği iş hafızasına izlenebilirlik için otomatik olarak kaydeder.
Cybelec denetleyicileri—ModEva, VisiTouch, CybTouch ve en yeni Cybelec 7 serisi dahil—bükme doğruluğunu iyileştirmek için iki yöntem sunar: Açı Düzeltme ve Derinlik Modu. Aralarındaki farkı anlamak, her ikisini aynı anda kesin bir ölçüm referansı olmadan uygulama hatasından kaçınmanın anahtarıdır.
Açı Düzeltme geri bildirime dayanır. Bir deneme bükümü yaparsınız, oluşan açıyı ölçersiniz ve bu değeri kontrolöre girersiniz. CNC, bir sonraki çevrimde programlanan hedef açıyı elde etmek için gerekli strok derinliğini yeniden hesaplar. Bu ayarlama programın mantığı içinde kaldığı için senkronizasyon ve taçlama (crowning) telafisi korunur. Açı Düzeltmeyi, mekanik hizalama sabit kalırken malzeme partisi, kalınlık veya yağ sıcaklığı gibi etkenlerin geri yaylanmayı etkilediği küçük değişiklikler olduğunda kullanın.
Derinlik Modu tamamen konumsal kontrolle çalışır: iki silindir belirli bir koordinata (örneğin, makine sıfırından –75,35 mm) ilerler. Bu yöntem, malzemenin elastik özellikleri önceden karakterize edildiği sürece mükemmel sol‑sağ senkronizasyonu ve tekrarlanabilir kalıp nüfuzunu garanti eder. Derinlik Modu, belirli bir hava bükme açısına ulaşma ihtiyacından ziyade mükemmel paralel koç hareketinin öncelik taşıdığı hassas tabanlama veya parlatma (coining) uygulamaları için idealdir.
Hızlı ve güvenilir bir rutin, her iki yöntemi birleştirir: önce senkronizasyonun ±0,01 mm içinde olduğunu doğrulayın (çoğu makine canlı sapma değerlerini gösterir). Ardından bir test parçasını Açı Düzeltme modunda bükün, elde edilen açıyı kaydedin ve aynı parçayı ayarlanmış strok ile Derinlik Modunda tekrar çalıştırın. Bu, koç stroğu ile oluşan açı arasındaki bağlantıyı oluşturur—temelde o kurulum için “malzeme modülü haritanızdır”. Sol ve sağ okumalar sapmaya başlarsa sürekli yeni açı düzeltme noktaları eklemekten kaçının; bu bir kontrol tutarsızlığından değil, hidrolik veya mekanik bir arızadan kaynaklanır.
Delem denetleyicileri—DA‑52’den DA‑69T’ye kadar—şunu belirler: alt ölü nokta (BDC) bilinen takım geometrisini programlanan bükme parametreleriyle birleştirerek. Operatörler bazen açıyı hassas ayarlamak için bu BDC’yi manuel olarak değiştirir, ancak kontrolsüz bir geçersiz kılma, koçu güvenli hareket aralığının ötesine iterek sensörlere veya takımlara zarar verme riski taşır.
Doğru prosedür şudur: Ofset veya İnce Ayar parametre alanlarını kullanmaktır. Her biri, hesaplanan BDC’ye göre küçük, kontrollü ayarlamalara izin verir—genellikle 0,05 ile 0,10 mm aralıklarında. Daha az büküm (daha geniş açı) için pozitif, daha fazla büküm (daha dar açı) için negatif ofset girin. Yeterli takım boşluğunu doğrulamak için malzeme olmadan kuru bir deneme yapın. Senkronizasyonu devre dışı bırakmayın veya açı düzeltmeleri için strok sınırı kilitlemelerini atlamayın—bu güvenlik önlemleri koç ve kalıbın aşırı hareketini önler.
Toplam düzeltmeler yaklaşık 0,3 mm’yi aşarsa durun ve temel verileri yeniden değerlendirin—takım boyutları veya malzeme kalınlığı muhtemelen yanlıştır. Elverişli olduğunda, Delem’in adaptif bükme işlevi kalibrasyon bükümünden sonra gerçek BDC’yi otomatik olarak öğrenebilir, böylece manuel ofset ihtiyacını azaltır. Tutarlılığı sağlamak için her ofseti iş reçetesine kaydedin.
Deneyimli abkant operatörleri BDC geçersiz kılmalarına hassas aletler gibi davranır: küçük, kasıtlı ve her seferinde doğrulanmış. Büyük ayarlamalar kurulum hatalarını gizler ve gelecekteki program tutarlılığını bozar. Doğru kullanıldığında dikkatli ofsetleme, takım ömrünü korur, makine hassasiyetini sürdürür ve Delem sisteminin sağlaması için tasarlanmış tekrarlanabilirliği muhafaza eder.
Her senkronize olmayan ayar, sisteme mekanik stres ekler. Y1, yanlış hizalanmış bir parçayı düzeltmek için Y2’den daha derine indiğinde, çerçeveyi büker ve taçlama ayarlarını geçersiz kılar; bu da uzun bükümlerin sonraki çalışmalarda daralmasına yol açar. Zamanla, koçun referans hattı bile kayar, bu da giderek daha büyük yazılım telafilerini zorunlu kılar ve üretilen parçaların tutarlılığını zedeler.
Doğru yaklaşım, yapılandırılmış bir düzeltme sırasıdır: mekanik hizalamayla başlayın, genel ofset ayarlarına geçin ve adaptif ince ayarla bitirin. Yağ sıcaklığını ve basınç dengesini kontrol edin, her iki Y eksenini sıfırlayın, taçlama temelini doğrulayın ve ardından denetleyici algoritmanın istatistiksel olarak küçük kalan açı hatalarını birkaç çevrimde düzeltmesine izin verin. Pratik bir kılavuz: Bir düzeltme 1,5° veya 0,2 mm’yi aşıyorsa, bu incelenmesi gereken bir mekanik sorun olduğunu gösterir.
Etkili abkant pres programlama, hassasiyetin veri noktaları arasındaki kararlı, tekrarlanabilir bağlantılardan doğduğunu kabul eder—kalıp geometrisi, taçlama profili, malzeme elastikiyeti—ve gerçek zamanlı sensör geri bildirimi. Cybelec ve Delem gibi sistemler, bu ilişkileri korumak için gelişmiş işlevler barındırır. Yetkin operatörün disiplini, bunları doğru kullanmakta yatar: senkronizasyonu bozan ani, kayıtsız ayarlar yerine kontrol mantığında sistematik düzeltmeler uygulamak. Bu ilkeyi öğrenirseniz, “açı kayması” sürekli peşinden koşulan bir sorun değil, bir kez çözülmüş bir problem olur.
Tecrübeli her abkant pres operatörü eninde sonunda “kano etkisi”yle karşılaşır—uzun parçalar bükülürken ortaya çıkan hafif ama zararlı bir bozulma. Yüksek yük altında, koç ve tabla elastik olarak eğilir: uçlar nispeten sağlam kalırken orta kısım aşağı sarkar. Bir metreyi aşan bükümlerde bu düzensiz gerilme dağılımı uç kuvvetini yaklaşık –30 artırır ve orta kısmın iki ila üç derece “açılmasına” neden olur. Nominal 90°’lik bir büküm, ortada 92° ve kenarlara yakın 88° ölçülebilir—kurulum sırasında görünmez olan bu tutarsızlık, montajdan sonra fark edilir.
Tabla eğilmesini doğrulamanın en güvenilir yolu, basit bir üç noktalı testtir. Bir örnek büküm yapın ve açıları her iki uçta ve ortada ölçün. Orta kısımdaki değer, herhangi bir uca göre bir dereceden fazla farklıysa, kano bozulmasını tespit etmişsinizdir. Bükümden hemen sonra iş parçasını düz cetvelle kontrol etmek, mekanik sebebi ortaya çıkarır: tüm tabla boyunca 0,1 mm’den fazla sarkma, yetersiz telafiyi gösterir. Bu küçük eğilme yük altında artar, preslenen her tonla katlanır ve dijital kontrolörün tamamen düzeltemeyeceği açı kaymasına neden olur. Yayı okumak sezgiyle ilgili değildir—bu erken teşhisin bir biçimidir. Eğilmenin derinliğini ve konumunu bilmek, otomatik taçlama sisteminin bunu karşılayıp karşılayamayacağını ya da manuel müdahalenin gerekip gerekmediğini anlamanızı sağlar.
Modern hidrolik taçlama sistemleri, koç ve tabla eğilmesini, beklenen eğilmenin ters yönünde önceden kavis vererek nötralize etmek için özel olarak tasarlanmıştır. Doğru kalibre edildiğinde, açısal doğruluğu –90 oranında iyileştirebilir, değişimi ±3°’den dar ±0,25°’ye indirebilir. Kontrolör, basınç verilerini ve malzeme özelliklerini yorumlayarak, koç şekillendirme basıncına ulaşmadan hemen önce tablanın ortasını kaldıran hassas takoz silindirlerini yönlendirir. Sonuç; boy boyunca tutarlı temas ve tutarlı büküm açılarıdır.
Üzerinde Cybelec kontrolörlerde gezinme yolu Makine > Telafi > Açı Düzeltme olarak yapılır. Orta ve uçlar arasındaki ölçülen farkı girin, sistem taçlama oranını otomatik olarak yeniden kalibre eder. Yapısal aşınma gösteren makinelerde, manuel mod sürgü ayarları aracılığıyla +0,5° merkez artışı için ince ayar yapılmasına izin verir—bu, fiziksel onarımlar olmadan doğruluğu geri kazanmanın hızlı ve etkili bir yoludur. Delem sistemleri bunu Kurulum > Taçlama, altında yönetir ve hidrolik basıncı sürekli optimize etmek için canlı açı ölçer geri bildirimi entegre eder. Uyarlamalı algoritmaları, on ardışık döngüden sonra bile ±0,25°’lik sabit doğruluğu korur; manuel ayarlanan taçlama ise genellikle ±1° kadar sapar.
Her abkant pres elektronik taçlamadan fayda sağlamaz. Geleneksel mekanik modeller, aynı telafi edici eğriyi oluşturmak için tablanın altında takoz blokları veya hidrolik krikolar kullanır. Doğruluk kritiktir—tablanın ortasını 0,002 ila 0,005 inç kaldırın. Test elle yapılır: orta kısımda ışığın görünmemesi için düz cetvelin altına kâğıt pullar yerleştirin. Yükseltilmiş orta kısım, doğal sarkmayı mükemmel şekilde dengelerse büküm açıları eşit hale gelir. Tasarım açısından, Amada makinelerinde yaygın olan yukarıya doğru etkili presler, simetrik yük yolu çerçeveyi aşağı değil yukarıya doğru esnettiği için kano etkisinden nadiren muzdariptir ve taçlama ayarlarına ihtiyaç azalır veya ortadan kalkar.
Taçlama sistemleri sağlam ve düzgün bir yatak yüzeyini varsayar. Aşınma veya sarkma 0.2 mm’yi aştığında, elektronik ve mekanik telafi sistemleri hassasiyetini kaybeder; operatörler açı hatalarını deneme ve düzeltme yoluyla kovalamak zorunda kalır. Gece vardiyası veya acil üretim sırasında bakım için durmak mümkün olmadığında, kontrollü bir pul tekniği geçici olarak bükme tutarlılığını geri kazandırabilir.
Pratik çözüm mütevazı bir öğle yemeği kadar maliyetlidir. 0.010 inç kalınlığında ince çelik pullar kullanın; bunları kalıbın her iki ucundan dörtte bir uzaklıktaki noktalara yerleştirin ve ortayı boş bırakın. Bu geometrik ofset, ölçülmüş yatak çökmesini dengeleyerek, takım altındaki doğru kamburu yeniden oluşturur. Sonuçları doğrulamak için bir test parçası çalıştırın—merkez yaklaşık 1–2° sıkılaşırsa, hizalama sağlanmış demektir. Elli ila yüz çevrim boyunca güvenilir performans bekleyin; planlı bakımdan önce çoğu acil siparişi tamamlamaya yetecektir.
İki küçük alışkanlık, deneyimli profesyonelleri geçici çözüm denemecilerinden ayırır. Birincisi, pulları herhangi bir otomatik taçlama dizisini başlatmadan önce takın—kontrol sensörleri mükemmel düz bir yatak varsayar ve sahte bir referans tanıtmak aşırı düzeltmeye neden olur. İkincisi, sonraki vardiya için pul kalınlıklarını ve konumlarını kaydedin. Kaydedilmeyen düzleştirme ayarlamaları, üretim denetimlerinde incelenen “hayalet telafi” açı tutarsızlıklarının yaklaşık yüzde yetmişine yol açar.
Pullar hassas yüzey taşlamanın yerine geçmez, ancak önemli bir kavramı pekiştirir: etkili uyarlamalı kontrol mekanik olarak sağlam bir temelle başlar. Elektronik kalibrasyon yalnızca fiziksel geometrinin öngörülebilir davrandığı durumlarda doğruluğu iyileştirebilir. Yüksek çeşitlilikte üretim ortamlarında, donanım ve yazılım arasındaki uyumu iyi yönetmek, ilk parça onaylarını yüzde 95’in üzerinde tutar ve tutarsız bükülme açıları nedeniyle yeniden işleme oranını yüzde 25’e kadar azaltır.
Kano etkisi, öngörücü programlamayı uygulamalı bükme ustalığına dönüştürür. Sapmayı yorumlamayı, taçlamayı düzgün kalibre etmeyi ve pratik geçici düzeltmeler uygulamayı öğrenen operatörler, açı hatalarına tepki vermekten onları tamamen önlemeye geçer. Buradan itibaren kalibrasyon doğrulama ve uyarlamalı rutinler teoriden alışkanlığa dönüşür—sürekli, tekrarlanabilir hassasiyetin temelini atar.
Kusursuz her bükme, mükemmel paralel hareketle başlar. Y1 ve Y2 silindirleri ondalık milimetrenin onda biri kadar bile farklılaştığında, piston artık tek tip bir kiriş gibi davranmaz ve bir kol haline gelir. Parça hikâyeyi anlatır—merkez açıları 1–2° açılırken uçlar aşırı bükülür. Operatörler genellikle geri esnemeyi veya taçlamayı düzeltmeye çalışır, ancak vakaların yaklaşık yüzde 70’inde gerçek suçlu programlama değil, hidrolik senkronizasyon gecikmesidir.
Modern kontroller, parça bunu ortaya koymadan önce sorunu gösterir. Kuru çalıştırma sırasında Y ekseni geri besleme ekranını açın ve piston hız değiştirme bölgesinden geçerken Y1/Y2 sapmasını izleyin. Eğer sapma 0.1 mm'den, fazlaysa, senkronizasyon otomatik düzeltmenin dışına çıkmıştır—servo valfler yükü paylaşmak yerine birbiriyle rekabet etmektedir. Eğer her iki taraf da alt ölü noktada 0.05 mm içinde, tutuluyorsa, kök neden hidrolikte değil mekanik hizalamadadır.
Tanısal kesinliği ikinci doğa haline getirmek için, bu hızlı iki dakikalık testi doğrudan konsola yerleştirin:
Yağ sıcaklığının aşağıda olduğundan emin olarak, orta strokta yaklaşık iki dakika boyunca vana vidalarından sistemi havasını alın. 45 °C, ardından kontrolü yeniden çalıştırın. Y ekseni göstergesi kalp atışı kadar düzenli, ritmik dengeyle hareket ediyorsa, her bükme işleminin bağlı olduğu simetriyi yeniden sağlamışsınız demektir.
Güvenilir bir genel kural: Makine bağırmadan önce fısıldar. Koç tereddüt ederse, eğilirse veya inlerse, silindirler vardiya boyunca üretilen her parçaya o bükülmeyi kazımadan önce senkronizasyonu düzeltmen çağrısı yapıyordur.
Y ekseni sapması uçları bozduğunda, tonaj sapması takımları yok eder. Ekran ilk dürüst sinyali verir: hesaplanan yük 100 ton, tepe okuması 150. Bu daha fazla güç değil—bu, telafisi olmayan akma noktasını aşmış metal ve darbeyi yiyen kalıplardır. Tahliye ayar noktasının %’ini aşan bir tonaj artışı, hidrolik devrenin var olmaması gereken bir mekanik engeli telafi ettiğini gösterir.
Strokun altında keskin bir çatırtı, çift titreşim veya nominal yükün 20–30 % % üzerinde ani bir artış—bunların hepsi makinenin sıkıntısını veriye çevirmesinin yollarıdır. Hasar hızla oluşur: fazla alt vuruş koçu büker, silindirlerin senkronunu bozar ve açılar yanlardan iki dereceye kadar kayana dek tablası esnetir. Sonraki vardiya ise aslında hiç olmayan hayali geri yaylanmayı kovalamakla uğraşır.
Tonaj grafiğini, pres çalışırken gerçek zamanlı okuyabileceğin bir trafik ışığı gibi düşün:
Tonajdaki ani bir artıştan daha yüksek sesle bağıran hiçbir şey yoktur—bu, hidrolik sistemin dengeden yana yalvarmasının yoludur.
Her operatör o gece yarısı kararını yaşamıştır—bu sorun servis çağrısını hak ediyor mu? Cevap tek eldivenli elde sığar: beş kontrolden üç veya daha fazlası on dakika içinde yeşil kalıyorsa, çalışmayı bitir. Eğer değilse, teknisyeni ara maliyetler artmadan önce.
| Kontrol | 1 Dakikalık Test | Devam Et / Üretime Geç | Dur / Teknisyeni Ara |
|---|---|---|---|
| 1. Y Senkronizasyonu | Üç kuru çevrim çalıştır; uç açısını merkez açısıyla karşılaştır | Sapma < 0,1 mm; akıcı hareket | Eğim > 0,2 mm; duyulabilir gecikme |
| 2. Tonnaj | Hurda parça üzerinde bir test bükme yap | ≤ 85 % rahatlama; gürültü yok | Ani artış > 90 %; güvenlik kesmesi |
| 3. Yağ / Basınç | Gösterge kararlılığını ve pompa sesini kontrol et | Normal PSI; sessiz pompa | Düşük okuma; kavitasyon mevcut |
| 4. Vanalar | Her iki yönde hareketi gözlemle | Eşit hız, tereddütsüz | Takılma veya sızıntı; temizle ve yeniden test et |
| 5. Dönüş Hızı | Tam yukarı strok süresini ölç | < 3 sn | Yük altında > 5 sn |
Bu ikili sistemi kutsal kitap gibi takip edersen, bakım bütçelerini tüketen “acil” servis çağrılarının %’inden kaçınacaksın. Gizli avantaj: pres senin ritmini öğrenir. Tutarlı, rutin kontroller servo vanaları duyarlı tutar—aralıklı çalıştırma sadece onları şaşırtır.
Eğer silindir dengesi düzelmiyor ya da tahliye vanası yeniden oturmuyorsa, işte o nokta senin dönüm noktandır—bundan öteye geçersen tabla eğme ya da takımı hasarlama riski alırsın, beş dakikalık bir teşhisi fazla mesai tasarrufu gibi görünen $5.000’lik bir arızaya dönüştürürsün.
Kritik farkındalık şu: gerçek hidrolik anlayışı sezgide değil, veride yatıyor. Abkant pres rakamlarla konuşur—dakikalık Y1/Y2 varyasyonları, tonaj oranları, dönüş süresi saniyeleri—ve bu sayısal dile hâkim olanlar tutarlılığı şansla değil ustalıkla yönetir.
Yarın sabah ilk hamlen? “Git/Yapma” kontrol listesini doğrudan başlatma düğmesinin yanına as. Her kurulum için, iş ne kadar rutin görünürse görünsün, onu kesin bir rehber olarak kabul et.
Şimdi bunu hayal et: ram mükemmel hizalamada aşağı iniyor, tonaj çizgisi sabit ve yeşil—hiç gürültü yok, eğilme yok—yalnızca kusursuz, dengeli basınç, kodu yaratıma dönüştürüyor. İşte bu, makine ve operatörün bir olduğu an.
Şimdiye dek yaptığın her şey—bombesini verme, takozlama, kalibrasyon—tam olarak bu gerçek anına hazırladı: hidrolikler sadık mı kalacak, yoksa çelikte hayali hataların peşinden mi koşacaksın?
Bu soruyu kesinlikle yanıtlayabildiğinde, artık yalnızca abkant presi çalıştırmıyorsun—onu gerçekten yönetiyorsun.


















