

Sono le 23:47, e il lavoro che avrebbe dovuto concludersi un’ora fa ha appena prodotto il quarto pezzo piegato meno del previsto. Stesso programma. Stessa utensileria. Nuova lamiera. Il display insiste che l’asse Y è perfettamente a target, eppure la tua piega a 90° risulta sempre a 88°, a volte 87,8°. Hai ricalibrato il riscontro posteriore due volte, regolato la compensazione del materiale, persino aumentato il tempo di mantenimento—ma quegli ultimi 2° si rifiutano di chiudersi. Da qualche parte, in profondità nella macchina, un componente meccanico sta fornendo una verità falsa al controllore, e ogni regolazione che fai non fa che rafforzare l’inganno.
Ecco il vero problema: ciò che sembra un errore di programmazione quasi mai lo è. Quando una piegatrice scarta di qualche grado, nove volte su dieci la causa è nella fisica, non nel codice. Questo è ciò che gli operatori chiamano il momento “midnight crunch”: la produzione ti pressa per consegnare, il controllo qualità segnala scarti, e il controllore ti tenta con l’idea di regolare ancora un offset. La vera soluzione non deriva dall’aumentare il numero di soprappiega, ma da un rapido e metodico controllo diagnostico di 7–10 minuti che identifica la vera causa prima ancora di toccare la tastiera.
Quando gli angoli di piega mancano costantemente dello stesso valore, la maggior parte degli operatori incolpa il software di controllo. In realtà, il controllore mostra solo ciò che i sensori gli comunicano—e questi dati di input possono deviare. Il feedback di posizione da parte degli encoder, le ipotesi sullo spessore del materiale e le idrauliche influenzate dalla temperatura contribuiscono tutti alla deviazione, anche se il display resta falsamente preciso. Questo è il “fantasma nella macchina”, che si manifesta come un costante errore di uno-tre gradi in ogni ciclo.
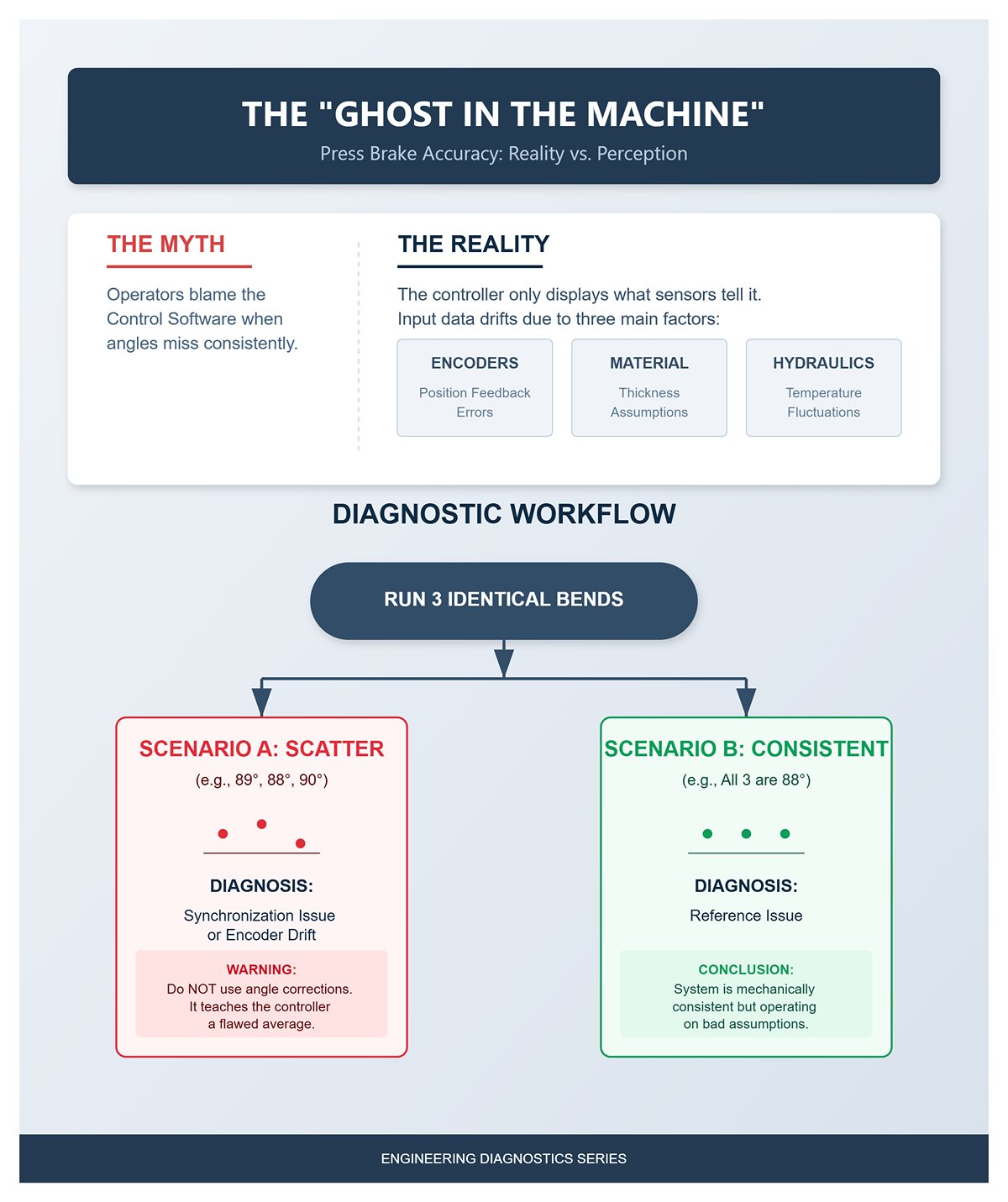
Inizia determinando se il problema risiede nella ripetibilità o nel riferimento. Esegui tre pieghe identiche dallo stesso programma. Se tutte e tre risultano ugualmente sotto piegate, il sistema è meccanicamente coerente ma opera basandosi su assunzioni errate. Se invece i risultati variano—ad esempio un pezzo misura 89°, il successivo 88° e un altro 90°—probabilmente stai affrontando un problema di sincronizzazione o di deriva dell’encoder. Cercare di correggere quell’incoerenza con modifiche dell’angolo insegna solo al controllore una media difettosa, garantendo che il prossimo lotto fallirà in modo diverso.
Quando gli angoli di piega iniziano a risultare errati, di solito si punta il dito contro il riscontro posteriore—principalmente perché è il componente più visibile e sembra facile da ricalibrare. Ma regolarlo in risposta a un angolo sbagliato è come aggiustare il righello per correggere un taglio storto—non risolve il vero problema. Il riscontro posteriore determina la lunghezza della flangia, non l’angolo di piega. A meno che il riscontro non sia fisicamente allentato o superi la sua battuta, ricalibrarlo non influirà sulla profondità di chiusura del punzone, che è ciò che effettivamente controlla l’angolo.

Nel classico caso di ottenere 88° quando volevi 90°, ricalibrare il riscontro posteriore è solo uno spreco di tempo mentre i veri colpevoli—utensili usurati, idraulica fredda o variazioni sottili del materiale—continuano a provocare danni. Un’usura di appena 0,05 mm sulla punta del punzone o sulla spalla della matrice altera la geometria di contatto e il ritorno elastico abbastanza da sfasare l’angolo di circa 2°. Allo stesso modo, l’olio idraulico freddo all’inizio di un turno si addensa e aumenta l’attrito, riducendo la velocità di avvicinamento e limitando il mantenimento a piena pressione. Il risultato: pezzi sotto piegati finché l’olio non si scalda. Nessuna regolazione da tastiera può compensare la viscosità del fluido.
Gli operatori esperti conoscono la regola: quando la pressa piegatrice si comporta in modo anomalo, controlla prima la macchina stessa prima di accusare la programmazione. Un rapido triage sistematico aiuta a identificare i quattro sospetti principali—usura degli utensili, sincronizzazione idraulica, incoerenza del materiale e deriva del riscontro o dell’encoder—che causano la maggior parte degli errori inferiori al grado.

1. Controllo di Realtà (2 min) – Esegui tre pieghe identiche e misura ciascuna con un calibro o un goniometro digitale. Se l’errore è consistente, il sistema è ripetibile ma il riferimento è errato. Se l’errore varia, sospetta un problema di sincronizzazione idraulica o di feedback.
2. Triage Fisico (3–4 min)
3. Test funzionali rapidi (3–4 min)
Una volta completati questi controlli, il passo successivo è sorprendentemente semplice:
Gli operatori che seguono questo processo eliminano affidabilmente circa 90% di quelle sessioni notturne di inseguimento dell’angolo. Il motivo è semplice: diagnosticano invece di indovinare. Le modifiche al controllore e le ricalibrazioni del riscontro posteriore mascherano soltanto lo spostamento meccanico sottostante. Quando tratti la pressa piegatrice come la macchina idraulica di precisione che davvero è—un sistema definito da movimento, feedback e geometria acciaio-su-acciaio—sostituisci le supposizioni con il controllo. Quella piega ostinata a 88° diventa ciò che dovrebbe essere: una rapida correzione di due minuti, non un lavoro estenuante tutta la notte.
Quando una piega sembra morbida, l’istinto è iniziare ad inserire correzioni sul controllore—non farlo. Ogni regolazione digitale complica il problema se lo stato fisico della pressa piegatrice è già cambiato. La coerenza nella piegatura inizia con la precisione meccanica: tutto piatto, allineato, posizionato e pulito. Un breve controllo fisico—usando mani, occhi e uno spessimetro semplice—rivela spesso più di qualsiasi schermata diagnostica.
Inizia con un rapido controllo di salute—un investimento di novanta secondi che può farti risparmiare ore di diagnosi. Ispeziona eventuali perdite di olio sotto il martinetto o attorno ai collettori; il trafilamento idraulico porta a una risposta di pressione irregolare. Ascolta il tono della pompa—se geme o cavita, c’è aria intrappolata o il fluido è scarso. Esegui una corsa a vuoto del martinetto; qualsiasi esitazione indica contaminazione delle valvole o rigature. Muovi il riscontro posteriore—se non scorre fluido, probabilmente si tratta di detriti sui binari o lubrificante secco, entrambi causa di referenziazione imprecisa. Se qualcosa sembra fuori posto, allontanati dal tastierino. I guasti meccanici amplificano solo gli errori digitali.
Il primo ingannatore in qualsiasi officina non è l’operatore—è la pila di materiale stessa. I controllori presumono che ogni calcolo di ritorno elastico sia basato su un singolo spessore “nominale”, ma i lotti reali variano. Una fluttuazione di ±0,1 mm tra i fogli può alterare abbastanza il ritorno elastico da trasformare una piega perfetta a 90° in 88° o 92°. Il programma non è cambiato—il metallo sì.
Controllo rapido: prendi un calibro digitale e prova cinque fogli—tre punti per foglio: al bordo, al centro e vicino al riferimento utensile. Se la variazione supera 0,1 mm, considera il lotto misto. Nessun calibro disponibile? Prova invece un test di densità: pesa un pezzo di area nota e confronta i suoi grammi per centimetro quadrato con la specifica. Qualsiasi discrepanza rivela una deviazione di lega o tempra.
Rimedio immediato: separare la pila in gruppi “sottili” e “spessi”. Lavorare prima i più sottili; la corsa più lunga del pistone renderà il ritorno elastico più uniforme. Quando si ha poco tempo, applicare una piegatura controllata in eccesso—circa +5 % per alluminio morbido o +2–3° per acciaio dolce—poi confermare con tre rapide misurazioni con calibro di carta. Etichettare sempre chiaramente il lotto; i calcoli del controllore sono precisi solo quanto i dati sul materiale che gli fornite.
Saltare questo controllo è il motivo per cui i pezzi del turno di notte finiscono piegati troppo poco: anche un foglio più spesso di 0,1 mm su una matrice a V stretta fa aumentare la tonnellata e distorce il raggio di piega. Una volta che il programma è allineato al materiale reale, ogni regolazione riacquista il proprio valore.
Un singolo foglio di carta standard—circa 0,1 mm di spessore—può rivelare se il problema riguarda la geometria o l’idraulica. Inserirlo tra punzone e pezzo lungo la linea di piega, effettuare una piegatura di prova, poi aprire. Se l’angolo si stringe o si stabilizza entro mezzo grado, il vero problema è l’allineamento o la sede, non il programma.
Eseguire il test in tre punti—centro, terzo sinistro e terzo destro. Differenze tra queste aree indicano inclinazione o sincronizzazione irregolare del pistone. Miglioramento uniforme in tutti i punti segnala un punzone usurato o contaminazione nella sede della matrice. In pochi minuti si saprà se il difetto è esteso al sistema o localizzato.
Successivamente, con il punzone retratto, controllare la punta al tatto. Un’area appiattita più larga di 0,05 mm altera il raggio di piega effettivo. Verificare che le viti di bloccaggio o le zeppe non si siano allentate; anche una singola particella di sporco può sollevare l’utensile abbastanza da distorcere gli angoli. Pulire accuratamente, serrare bene, risistemare e rimuovere eventuale film d’olio o granelli.
Se il riclamaggio non risolve il problema, ruotare il punzone o sostituire con un set di matrici di riserva per completare il lavoro. Ripetere il test con shim di carta—se l’angolo non cambia più sotto contatto diretto, si è verificato che il problema geometrico è risolto. Dieci minuti di test ora possono far risparmiare ore di inseguimento di errori software inesistenti più tardi.
Ogni matrice sviluppa la propria “zona di comfort”—una piccola sezione che l’operatore favorisce istintivamente. Con ogni piega, quell’area si lucida fino a diventare una scanalatura brillante a specchio. Può sembrare innocua, ma quando gli angoli di piega iniziano a variare, il problema si manifesta. La scanalatura sposta la linea di contatto, altera l’asse neutro e provoca cambiamenti imprevedibili nel ritorno elastico.
Una rapida diagnosi richiede solo pochi secondi: far scorrere un’unghia lungo il bordo del punzone—se si impiglia, il raggio della punta si è appiattito. Poi ispezionare la matrice a V inferiore sotto luce intensa; una striscia lucida più lunga di pochi millimetri segnala pressione concentrata e usura irregolare. Qualsiasi depressione più profonda di 0,2 mm interrompe il flusso del materiale e fa aprire la piega prima del previsto.
Per mantenere la produzione in corso, agire rapidamente: se sono disponibili utensili di ricambio, sostituire il punzone o la matrice. Esercitarsi nei cambi fino a renderli interventi di routine di cinque minuti. Se non ci sono ricambi, spostare leggermente il pezzo di lato in modo che la linea di piega usi una sezione non usurata, e segnare quel nuovo riferimento per garantire coerenza tra i turni degli operatori.
Per una soluzione duratura, riaffilare o ritirare l’utensile non appena si rileva un piatto più largo di 0,05 mm o quando l’area lucida raggiunge metà della larghezza della matrice. Registrare la vita utile dell’utensile ad ogni chiusura del lavoro—questo costruisce una curva predittiva di usura e previene sorprese a metà ordine.
La maggior parte dei manuali di piegatrici passa subito alle correzioni software e alle tabelle di compensazione, saltando la verifica della fisica di base. Ma nessuna magia del controllore può compensare una superficie di appoggio sporca, uno spessore materiale non uniforme o una matrice scanalata. Questo iniziale “triage fisico” crea l’unica base affidabile che il software può interpretare correttamente: geometria stabile e comportamento prevedibile del materiale. Una volta confermato, allora—e solo allora—il tastierino merita attenzione. Saltarlo trasforma ogni aggiustamento di programma in una caccia a errori inesistenti nell’acciaio.
Molti operatori scelgono la soluzione più ovvia—regolare indipendentemente gli assi Y1 e Y2 finché entrambi i lati della piega sembrano corretti. Può funzionare temporaneamente, ma la consistenza scompare presto. Il problema è semplice: regolare Y1 e Y2 indipendentemente non corregge la causa sottostante—la maschera soltanto. Una piegatrice dipende dal movimento perfettamente sincronizzato di entrambi i cilindri. Quando si inizia a compensare un lato rispetto all’altro, il sistema di controllo perde il proprio riferimento di base. Il pezzo può sembrare accettabile oggi, ma squilibrio di coppia, distorsione di bombatura e deriva termica amplificheranno domani quell’offset.
Il metodo corretto è affidarsi agli offset di programma gestiti dal controllore. Sia i sistemi Cybelec che Delem includono routine di correzione adattive che regolano corsa o profondità in base alle deviazioni misurate nell’angolo di piega anziché su spostamenti di posizione arbitrari. Poiché queste regolazioni vengono calcolate dal controllore per muovere entrambi i cilindri in armonia verso l’angolo comandato, esse preservano la simmetria e garantiscono piena sincronizzazione.
Immaginate la “correzione globale” come il tentativo di accordare una chitarra piegando una singola corda finché suona più o meno giusta—può funzionare momentaneamente, ma tutto va fuori tono quando si cambia tonalità. La vera calibrazione significa che l’intera macchina—bilanciamento idraulico, flessione del pistone, bombatura e sensori di feedback—deve fare riferimento a un unico punto zero unificato. Gli offset di programmazione devono essere sistemici piuttosto che locali. Una volta verificate le basi meccaniche e idrauliche, usare gli strumenti di correzione integrati del controllore: offrono compensazioni prevedibili, mantengono la stabilità della sincronizzazione e registrano automaticamente ogni cambiamento nella memoria lavoro per la tracciabilità.
I controllori Cybelec—tra cui ModEva, VisiTouch, CybTouch e l’ultima serie Cybelec 7—offrono due metodi per affinare la precisione di piega: Correzione dell’angolo e Modalità di profondità. Comprendere la differenza è fondamentale per evitare l’errore classico di programmazione di applicare entrambi simultaneamente senza un preciso riferimento di misurazione.
Correzione dell’angolo si basa sul feedback. Si esegue una piega di prova, si misura l’angolo risultante e si inserisce tale valore nel controllore. Il CNC ricalcola quindi la profondità di corsa necessaria per ottenere l’angolo target programmato nel ciclo successivo. Poiché questa regolazione rimane all’interno della logica del programma, la sincronizzazione e la compensazione del bombé restano inalterate. Utilizzare la Correzione dell’angolo quando si verificano variazioni minori—come cambiamenti nel lotto di materiale, nello spessore o nella temperatura dell’olio che influenzano il ritorno elastico—mentre l’allineamento meccanico rimane costante.
Modalità di profondità opera esclusivamente sul controllo di posizione: entrambi i cilindri si spostano fino a una coordinata definita (ad esempio, –75,35 mm dallo zero macchina). Questo metodo garantisce una sincronizzazione perfetta sinistra‑destra e una penetrazione della matrice ripetibile, assumendo che le proprietà elastiche del materiale siano già state determinate. La Modalità di profondità è ideale per applicazioni di imbutitura o coniatura di precisione, dove mantenere un movimento del martinetto perfettamente parallelo supera la necessità di raggiungere un angolo specifico a piega libera.
Una routine rapida e affidabile combina entrambi i metodi: innanzitutto, confermare che la sincronizzazione sia entro ±0,01 mm (la maggior parte delle macchine mostra i valori di deviazione in tempo reale). Poi, piegare un pezzo di prova in modalità Correzione dell’angolo, registrare l’angolo ottenuto, e ripiegare lo stesso pezzo in Modalità di profondità utilizzando la corsa regolata. Questo stabilisce il collegamento tra la corsa del martinetto e l’angolo risultante—essenzialmente la “mappa del modulo del materiale” per quella configurazione. Evitare di aggiungere continuamente nuovi punti di correzione dell’angolo se le letture sinistra e destra iniziano a divergere; ciò segnala un guasto idraulico o meccanico, non una discrepanza di controllo.
I controllori Delem—dal DA‑52 al DA‑69T—determinano il punto morto inferiore (BDC) combinando la geometria nota dell’utensile con i parametri di piega programmati. Gli operatori talvolta sovrascrivono questo BDC per affinare l’angolo, ma una sovrascrittura non controllata può spingere il martinetto oltre il suo raggio di corsa sicuro, rischiando danni ai sensori o agli utensili.
La procedura corretta è utilizzare i campi parametro Offset o Fine‑Tune . Ciascuno consente piccoli aggiustamenti controllati rispetto al BDC calcolato—tipicamente in incrementi di 0,05–0,10 mm. Inserire un offset positivo per ridurre la piega (per un angolo più aperto) o uno negativo per aumentare la piega (per un angolo più chiuso). Eseguire sempre una corsa a vuoto senza materiale per confermare un’adeguata distanza dell’utensile. Non disattivare mai la sincronizzazione o bypassare gli interblocchi di fine corsa per correzioni di angolo—queste protezioni impediscono al martinetto e alla matrice di oltrepassare i limiti.
Se le correzioni cumulative superano circa 0,3 mm, fermarsi e rivalutare i dati di base—le dimensioni dell’utensile o lo spessore del materiale sono probabilmente errati. Quando disponibile, la funzione di piegatura adattiva di Delem può apprendere automaticamente il vero BDC dopo una piega di calibrazione, riducendo la necessità di offset manuali. Registrare ogni offset all’interno della ricetta del lavoro per garantire la coerenza per ordini ripetuti.
Gli operatori di presse piegatrici esperti trattano le sovrascritture del BDC come strumenti di precisione: piccole, mirate e verificate ogni volta. Grandi regolazioni nascondono errori di configurazione e compromettono la coerenza futura del programma. Usato correttamente, un offset accurato protegge gli utensili, preserva la precisione della macchina e mantiene la ripetibilità per cui il sistema Delem è progettato.
Ogni regolazione non sincronizzata aggiunge stress meccanico al sistema. Quando Y1 si muove più in profondità di Y2 per raddrizzare una parte disallineata, deforma il telaio e invalida le impostazioni di bombatura, causando rastremature nelle piegature lunghe durante le lavorazioni successive. Con il tempo, anche la linea di riferimento del pistone si sposta, costringendo a compensazioni software sempre maggiori e compromettendo la coerenza dei pezzi prodotti.
L’approccio corretto è una sequenza di correzione strutturata: iniziare con l’allineamento meccanico, procedere con le regolazioni di offset globale e terminare con una messa a punto adattiva fine. Controllare la temperatura dell’olio e l’equilibrio della pressione, azzerare entrambi gli assi Y, confermare la linea di base della bombatura e quindi consentire all’algoritmo del controllore di correggere statisticamente i piccoli errori angolari residui in più cicli. Una linea guida pratica: se una correzione supera 1,5° o 0,2 mm, segnala un problema meccanico che richiede ispezione.
Una programmazione efficace della pressa piegatrice riconosce che la precisione nasce da collegamenti stabili e ripetibili tra punti dati—geometria dell’utensile, profilo di bombatura, elasticità del materiale—e feedback dei sensori in tempo reale. Sistemi come Cybelec e Delem incorporano funzioni avanzate per mantenere tali relazioni. La disciplina dell’operatore esperto consiste nell’usarle correttamente: applicare correzioni sistemiche all’interno della logica di controllo invece di effettuare regolazioni spontanee e non registrate che alterano la sincronizzazione. Una volta padroneggiato questo principio, la “deriva angolare” diventa un problema risolto una volta per tutte, non una caccia continua.
Ogni operatore esperto di pressa piegatrice si trova prima o poi ad affrontare l“”effetto canoa“, una distorsione sottile ma dannosa che compare durante la piegatura di pezzi lunghi. Sotto carichi elevati, il pistone e il banco si flettono elasticamente: le estremità restano relativamente rigide mentre il centro si abbassa. Per pieghe superiori a un metro, questa distribuzione irregolare dello sforzo aumenta la forza alle estremità di circa il 20–30 %, facendo ”aprire” il centro di due o tre gradi. Una piega nominale di 90° può misurare 92° nella parte centrale e 88° vicino ai bordi—un’incoerenza invisibile durante la preparazione ma inconfondibile una volta assemblati i pezzi.
Il modo più affidabile per confermare la flessione del banco è una semplice prova a tre punti. Formare una piega di campione e misurare l’angolo a entrambe le estremità e al centro. Se il centro differisce di più di un grado rispetto a una delle estremità, si è verificata la presenza della distorsione tipo canoa. Controllare il pezzo subito dopo la piegatura con una riga diritta rivela la meccanica alla base: un’inflessione superiore a 0,1 mm lungo la lunghezza del banco indica una compensazione insufficiente. Quella piccola flessione si amplifica sotto carico, moltiplicandosi con ogni tonnellata pressata e producendo una deriva angolare che nessun controllore digitale può correggere completamente. Leggere l’inflessione non è questione di intuito: è una forma di diagnosi precoce. Conoscere profondità e posizione della flessione indica se il sistema di bombatura automatica può gestirla o se serve un intervento manuale.
I moderni sistemi di bombatura idraulica sono progettati specificamente per neutralizzare la flessione della pressa piegatrice pre‑incurvando il banco in direzione opposta alla deflessione prevista. Quando sono calibrati correttamente, possono migliorare la precisione angolare dell’80–90 %, riducendo la variazione da ±3° a un preciso ±0,25°. Il controllore interpreta i dati di pressione e le proprietà del materiale, comandando cilindri a cuneo di precisione che sollevano il centro del banco poco prima che il pistone raggiunga la pressione di formatura. Il risultato è un contatto uniforme lungo tutta la lunghezza—e angoli di piega coerenti ovunque.
Su Cybelec andare su Machine > Compensation > Angle Correction per la regolazione. Inserire la differenza misurata tra centro ed estremità, e il sistema ricalibra automaticamente il rapporto di bombatura. Per macchine che mostrano usura strutturale, la modalità manuale consente un incremento fine di +0,5° al centro tramite slider—un modo rapido ed efficace per recuperare precisione senza interventi fisici. I sistemi Delem gestiscono questa funzione in, Setup > Crowning.
, integrando il feedback in tempo reale del misuratore d’angolo per ottimizzare continuamente la pressione idraulica. Il loro algoritmo adattivo mantiene una precisione costante di ±0,25° anche dopo dieci cicli consecutivi, mentre la bombatura impostata manualmente tende a variare di circa ±1°.
I sistemi di bombatura presuppongono una superficie del banco uniforme e in buone condizioni. Quando l’usura o l’abbassamento superano 0,2 mm, sia la compensazione elettronica sia quella meccanica perdono precisione, costringendo gli operatori a inseguire gli errori di angolo per tentativi e correzioni. Quando non è possibile fermare la macchina per la manutenzione — durante le lavorazioni notturne o la produzione urgente — una tecnica controllata con spessori può temporaneamente ripristinare la coerenza di piegatura.
La soluzione pratica costa quanto un pranzo modesto. Utilizzare sottili spessori in acciaio da 0,010 pollici, posizionandoli sotto la matrice a un quarto della lunghezza da ciascuna estremità, lasciando il centro scoperto. Questo offset geometrico controbilancia l’avvallamento misurato del banco, ricreando di fatto una corretta bombatura sotto l’attrezzatura. Eseguire un pezzo di prova per confermare i risultati: se il centro si chiude di circa 1–2°, l’allineamento è raggiunto. Si può contare su un funzionamento affidabile per cinquanta o cento cicli — abbastanza per completare la maggior parte degli ordini urgenti prima della manutenzione programmata.
Due piccole abitudini distinguono i professionisti esperti dagli sperimentatori di soluzioni rapide. Per prima cosa, installare gli spessori prima di attivare qualsiasi sequenza di bombatura automatica — i sensori di controllo presuppongono un banco perfettamente piano, e introdurre una falsa linea di base causerà correzioni eccessive. In secondo luogo, registrare spessori e posizioni per il turno successivo. Le regolazioni di planarità non annotate causano quasi il settanta percento delle discrepanze di angolo da “compensazione fantasma” riscontrate negli audit di produzione.
Gli spessori non sono un sostituto della rettifica di precisione delle superfici, ma rafforzano un concetto chiave: un controllo adattivo efficace inizia da una base meccanicamente solida. La calibrazione elettronica può affinare l’accuratezza solo quando la geometria fisica si comporta in modo prevedibile. Negli ambienti di produzione ad alta variabilità, padroneggiare la sinergia tra hardware e software mantiene le approvazioni dei primi pezzi sopra il 95 % e riduce i rilavori dovuti a angoli di piega incoerenti fino al 25 %.
L’effetto “canoa” trasforma la programmazione predittiva in una padronanza pratica della piegatura. Gli operatori che imparano a interpretare la flessione, a calibrare correttamente la bombatura e ad applicare soluzioni intermedie pratiche passano dal reagire agli errori di angolo al prevenirli del tutto. Da questo punto in poi, la verifica di calibrazione e le routine adattive passano dalla teoria all’abitudine — ponendo le basi per una precisione continua e ripetibile.
Ogni piegatura impeccabile inizia con un movimento perfettamente parallelo. Quando i cilindri Y1 e Y2 si discostano anche solo di un decimo di millimetro, il premistampo smette di comportarsi come una trave uniforme e si trasforma in una leva. Il pezzo racconta la storia: gli angoli centrali si aprono di 1–2°, mentre le estremità si piegano eccessivamente. Gli operatori spesso tentano di correggere il ritorno elastico o la bombatura, ma in circa il 70 % dei casi il vero colpevole è il ritardo nella sincronizzazione idraulica, non la programmazione.
I controlli moderni rivelano il problema prima che lo mostri il pezzo. Durante una prova a vuoto, aprire la schermata del feedback dell’asse Y e osservare la deviazione Y1/Y2 mentre il premistampo attraversa la zona di cambio velocità. Se la deviazione supera 0,1 mm, la sincronizzazione è uscita dalla correzione automatica — le valvole servo stanno competendo invece di condividere il carico. Se entrambi i lati si mantengono entro 0,05 mm al punto morto inferiore, la causa principale risiede nell’allineamento meccanico, non nell’idraulica.
Per rendere naturale la certezza diagnostica, posizionare questo rapido test di due minuti direttamente sulla console:
Spurga il sistema attraverso le viti delle valvole per circa due minuti a metà corsa, assicurandoti che la temperatura dell’olio sia inferiore a 45 °C, poi ripeti la verifica. Quando la lettura dell’asse Y si muove con equilibrio regolare e ritmico—uniforme come un battito cardiaco—hai ripristinato la simmetria su cui ogni piegatura si basa.
Una regola empirica affidabile: la macchina sussurra prima di urlare. Se il punzone esita, si inclina o geme, ti sta chiedendo di correggere la sincronizzazione prima che i cilindri imprimano quella torsione in ogni pezzo prodotto durante il turno.
Quando la deriva dell’asse Y deforma le estremità, la deriva del tonnellaggio distrugge l’attrezzatura. Il display dà il primo segnale sincero: carico calcolato a 100 tonnellate, lettura di picco a 150. Non è più potenza—è metallo oltre il punto di snervamento e matrici che subiscono l’abuso. Un picco di tonnellaggio superiore a 85 % del punto di taratura del limitatore significa che il circuito idraulico sta compensando un’ostruzione meccanica che non dovrebbe esistere.
Un rumore secco, una doppia vibrazione al fondo della corsa o un improvviso picco del 20–30 % sopra il carico nominale—tutti sono modi in cui la macchina traduce la sofferenza in dati. Il danno si accumula rapidamente: l’eccessivo fondo corsa torce il punzone, manda i cilindri fuori sincronia e flette il banco finché gli angoli non variano di due gradi da un lato all’altro. Il turno successivo finirà per inseguire un ritorno elastico fantasma che non era mai stato tale.
Considera il diagramma del tonnellaggio come un semaforo da leggere in tempo reale mentre la pressa è in funzione:
Niente urla più forte di un picco di tonnellaggio—è il modo in cui il sistema idraulico implora equilibrio.
Ogni operatore ha affrontato quella decisione a mezzanotte: questo problema giustifica una chiamata al servizio? La risposta sta in una mano guantata: se tre o più dei cinque controlli rimangono verdi entro dieci minuti, terminare il ciclo. In caso contrario, chiamare il tecnico prima che i costi aumentino.
| Controllo | Test di 1 minuto | Vai / Continua la produzione | No‑Vai / Chiama il tecnico |
|---|---|---|---|
| 1. Sincronizzazione Y | Eseguire tre cicli a vuoto; confrontare angolo finale vs. centrale | Deviazione < 0,1 mm; movimento fluido | Inclinazione > 0,2 mm; ritardo udibile |
| 2. Tonnaggio | Eseguire una prova di piega su scarto | ≤ 85 % di rilascio; nessun rumore di rottura | Picco > 90 %; arresto di sicurezza |
| 3. Olio / Pressione | Controllare la stabilità del manometro e il rumore della pompa | PSI normale; pompa silenziosa | Lettura bassa; cavitazione presente |
| 4. Valvole | Osservare il movimento in entrambe le direzioni | Velocità uniforme, nessuna esitazione | Bloccaggio o perdite; pulire e riprovare |
| 5. Velocità di ritorno | Cronometrare la corsa completa verso l’alto | < 3 s | > 5 s sotto carico |
Segui questo sistema binario come fosse una scrittura sacra e eviterai l“80 % di quelle chiamate di servizio ”urgenti” che drenano i budget di manutenzione. Il vantaggio nascosto: la tua pressa impara il tuo ritmo. Controlli costanti e regolari mantengono le valvole servo reattive—il funzionamento intermittente le confonde soltanto.
Se uno squilibrio del cilindro non si corregge o la valvola di scarico rifiuta di riposizionarsi, quello è il tuo punto di svolta—oltre questo, rischi di deformare il banco o danneggiare gli utensili, trasformando una diagnosi di cinque minuti in un guasto da $5.000 mascherato come un risparmio di straordinario.
La presa di coscienza fondamentale è questa: la vera comprensione dell’idraulica risiede nei dati, non nell’intuizione. La pressa piegatrice comunica in numeri—minime variazioni Y1/Y2, rapporti di tonnellaggio, secondi di tempo di ritorno—e chi è fluente in quel linguaggio numerico gestisce la coerenza attraverso la padronanza piuttosto che la fortuna.
La tua prima mossa domani mattina? Fissa la checklist “Go/No‑Go” direttamente accanto al pulsante di avvio. Trattala come una guida definitiva per ogni configurazione, indipendentemente da quanto il compito sembri di routine.
Ora immagina questo: il pistone che scende in perfetto allineamento, la linea di tonnellaggio stabile e verde—nessun rumore di rottura, nessuna inclinazione—solo pressione uniforme e bilanciata che traduce il codice in creazione. È il momento in cui la macchina e l’operatore agiscono come un’unica entità.
Tutto quello che hai fatto finora—bombatura, spessoramento, calibrazione—ha portato a questo preciso momento della verità: le parti idrauliche rimarranno fedeli o stai per inseguire errori fantasma attraverso l’acciaio?
Una volta che sai rispondere a questa domanda con certezza, sei andato oltre il semplice far funzionare la pressa piegatrice—la stai davvero comandando.


















