

Pukul 11:47 malam, dan pekerjaan yang seharusnya selesai satu jam lalu justru menghasilkan bagian keempat yang kurang tekukannya. Program sama. Perkakas sama. Lembaran logam baru. Tampilan menunjukkan bahwa sumbu Y tepat pada target, namun tekukan 90° Anda terus terbaca 88°, kadang 87,8°. Anda sudah dua kali mengkalibrasi ulang back gauge, menyesuaikan kompensasi material, bahkan menambah waktu jeda—tetapi 2° terakhir itu tetap tidak mau menutup. Di suatu tempat dalam mesin, sebuah komponen mekanis memberi “kebenaran palsu” kepada pengendali, dan setiap penyesuaian yang Anda buat hanya memperkuat kesalahan tersebut.
Inilah masalah sebenarnya: apa yang tampak seperti kesalahan pemrograman hampir tidak pernah benar-benar disebabkan oleh kode. Ketika sebuah press brake meleset beberapa derajat, sembilan dari sepuluh kasus sumber masalahnya terletak pada faktor fisika, bukan perangkat lunak. Inilah yang disebut operator sebagai momen “midnight crunch”—produksi menekan Anda untuk segera mengirim barang, pengendalian mutu menandai cacat, dan pengendali menggoda Anda untuk menyesuaikan satu offset lagi. Perbaikan nyata tidak datang dari menaikkan nilai overbend, tetapi dari pemeriksaan diagnostik cepat dan sistematis selama 7–10 menit yang mengidentifikasi sumber masalah sebenarnya bahkan sebelum Anda menyentuh papan tombol.
Ketika sudut tekukan terus meleset dengan jumlah yang sama, sebagian besar operator akan menyalahkan perangkat lunak kontrol. Padahal, pengendali hanya menampilkan apa yang dilaporkan sensornya—dan data masukan itu dapat bergeser. Umpan balik posisi dari encoder, asumsi ketebalan material, dan hidrolik yang terpengaruh suhu semuanya berkontribusi pada deviasi, bahkan ketika tampilan tampak sangat presisi. Inilah “hantu dalam mesin”, yang muncul sebagai penyimpangan tetap satu sampai tiga derajat di setiap siklus.
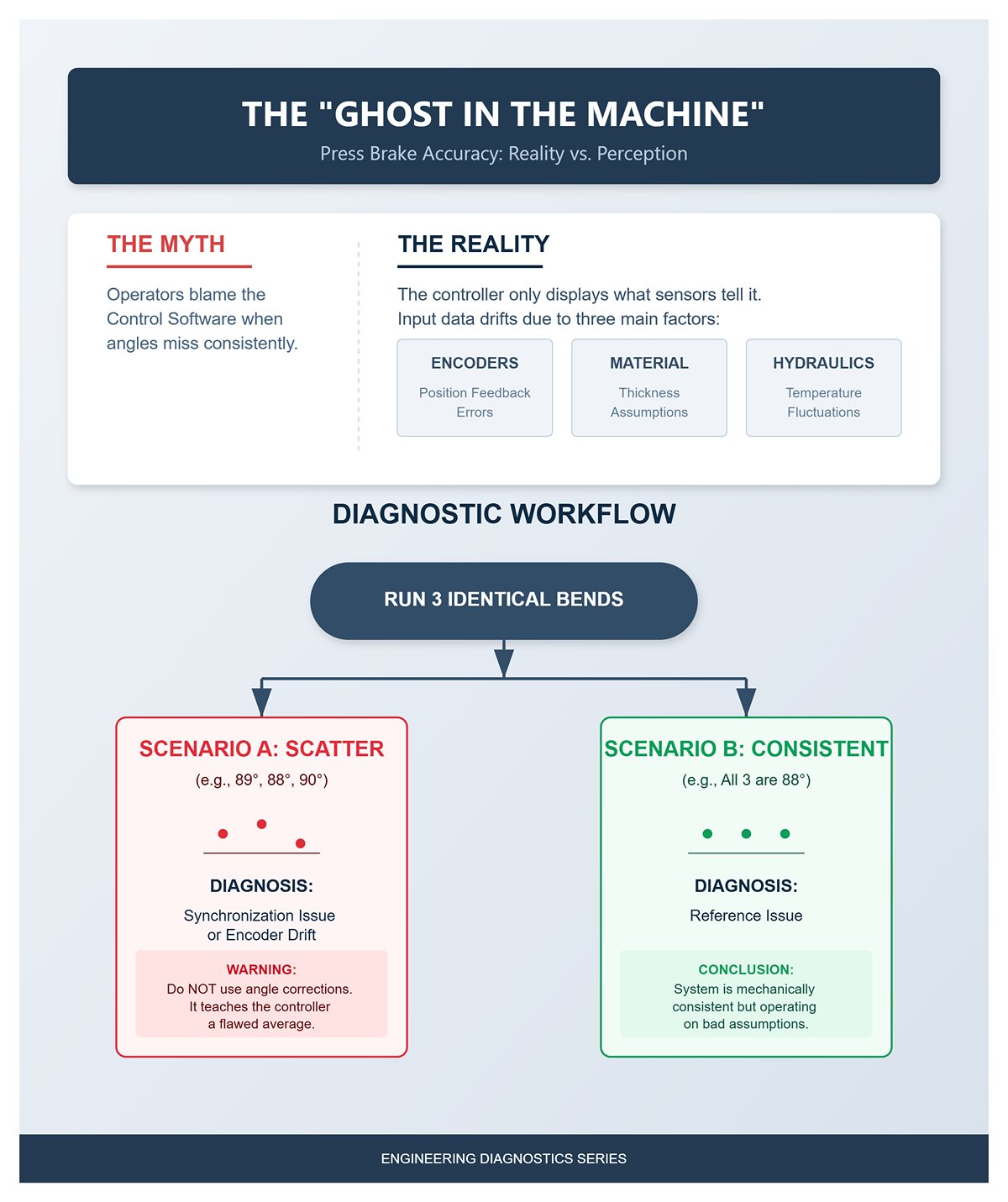
Mulailah dengan menentukan apakah masalahnya ada pada pengulangan (repeatability) atau pada acuan (reference). Jalankan tiga tekukan identik dari program yang sama. Jika ketiganya semua berakhir dengan kurang tekuk yang sama, berarti sistem ini konsisten secara mekanis namun bekerja dengan asumsi yang keliru. Namun, jika hasilnya bervariasi—misalnya satu bagian 89°, berikutnya 88°, dan yang lain 90°—kemungkinan Anda menghadapi masalah sinkronisasi atau drift pada encoder. Mengejar inkonsistensi itu dengan koreksi sudut hanya akan mengajari pengendali rata-rata yang salah, menjamin batch berikutnya akan gagal dengan cara yang berbeda.
Ketika sudut tekukan mulai meleset, back gauge biasanya menjadi kambing hitam—karena komponennya paling terlihat dan tampak mudah dikalibrasi ulang. Namun mengutak-atiknya sebagai respons terhadap sudut yang salah ibarat menyesuaikan penggaris untuk memperbaiki potongan yang miring—itu tidak menyelesaikan akar masalah. Back gauge menentukan panjang flensa, bukan sudut tekukan. Kecuali gauge itu benar-benar longgar atau melewati batas hentinya, kalibrasi ulang tidak akan memengaruhi kedalaman penutupan ram, yang sebenarnya menentukan sudut.

Dalam kasus klasik ketika Anda mendapatkan 88° padahal menginginkan 90°, kalibrasi ulang back gauge hanyalah pemborosan waktu sementara penyebab sesungguhnya—perkakas aus, hidrolik dingin, atau variasi halus pada material—terus membuat kerusakan. Keausan sekecil 0,05 mm pada ujung punch atau bahu die dapat mengubah geometri kontak dan springback cukup untuk menggeser sudut sekitar 2°. Demikian pula, oli hidrolik yang dingin di awal shift menjadi lebih kental dan menambah hambatan, mengurangi kecepatan pendekatan dan membatasi waktu tekan penuh. Hasilnya: bagian yang kurang tekuk hingga oli memanas. Tidak ada penyesuaian keypad yang bisa mengimbangi viskositas fluida.
Operator berpengalaman tahu aturannya: ketika press brake bermasalah, periksa dulu mesin sebelum menyalahkan programnya. Triage cepat dan sistematis membantu Anda menemukan empat tersangka utama—keausan perkakas, sinkronisasi hidrolik, ketidakkonsistenan material, dan drift pada back gauge atau encoder—yang menyebabkan sebagian besar kesalahan di bawah satu derajat.

1. Pemeriksaan Realitas (2 menit) – Lakukan tiga tekukan identik dan ukur masing-masing dengan pengukur atau busur digital. Jika kesalahannya konsisten, sistem dapat diulang tetapi acuannya salah. Jika kesalahannya bervariasi, curigai masalah sinkronisasi hidrolik atau umpan balik.
2. Triage Fisik (3–4 menit)
3. Tes Fungsional Cepat (3–4 menit)
Setelah pemeriksaan ini selesai, langkah selanjutnya sangat sederhana:
Operator yang mengikuti proses ini secara konsisten menghilangkan sekitar 90 % dari sesi mengejar sudut larut malam tersebut. Alasannya jelas: mereka mendiagnosis alih‑alih menebak. Penyesuaian kontroler dan kalibrasi kembali back‑gauge hanya menyamarkan pergeseran mekanis yang mendasar. Saat Anda memperlakukan press brake seperti mesin hidrolik presisi yang sebenarnya—sistem yang ditentukan oleh pergerakan, umpan balik, dan geometri baja‑ke‑baja—Anda mengganti tebak‑tebakan dengan kendali. Tekukan bandel 88° menjadi seperti seharusnya: perbaikan cepat dua menit, bukan pekerjaan semalaman.
Saat sebuah tekukan terasa lembut, nalurinya adalah mulai mengetik koreksi di kontroler—jangan. Setiap penyesuaian digital memperburuk masalah jika kondisi fisik press brake sudah bergeser. Konsistensi dalam pembentukan dimulai dari akurasi mekanis: semua rata, sejajar, terpasang, dan bersih. Pemeriksaan fisik singkat—menggunakan tangan, mata, dan shim sederhana—sering kali mengungkap lebih banyak daripada layar diagnostik mana pun.
Mulailah dengan pemeriksaan kesehatan cepat—investasi sembilan puluh detik yang dapat menghemat waktu berjam‑jam pemecahan masalah. Periksa kebocoran minyak di bawah ram atau di sekitar manifold; rembesan hidrolik menyebabkan respons tekanan tidak merata. Dengarkan nada pompa—jika mendengung tajam atau mengalami kavitasi, ada udara terperangkap atau cairan rendah. Sikluskan ram melalui satu stroke kering; setiap jeda menunjukkan kontaminasi katup atau goresan. Gerakkan back gauge—jika tidak bergerak mulus, kemungkinan Anda menghadapi kotoran rel atau pelumas kering, keduanya sumber referensi yang tidak akurat. Jika ada yang terasa janggal, menjauhlah dari keypad. Kerusakan mekanis hanya memperparah kesalahan digital.
Penipu pertama di setiap bengkel bukan operatornya—tetapi tumpukan material itu sendiri. Kontroler mengasumsikan setiap perhitungan springback didasarkan pada satu ketebalan “nominal”, tetapi dalam kenyataannya batch bervariasi. Fluktuasi ±0,1 mm di antara lembaran dapat mengubah springback cukup untuk mengubah tekukan sempurna 90° menjadi 88° atau 92°. Program tidak berubah—logamnya yang berubah.
Pemeriksaan cepat: ambil kaliper digital dan uji lima lembar—tiga titik per lembar: di tepi, tengah, dan dekat referensi perkakas. Jika varians melebihi 0,1 mm, anggap batch tersebut campuran. Tidak ada kaliper? Coba tes densitas sebagai gantinya: timbang potongan dengan luas tertentu dan bandingkan gram‑per‑sentimeter perseginya dengan spesifikasi. Setiap ketidaksesuaian menunjukkan deviasi paduan atau temper.
Solusi segera: pisahkan tumpukan menjadi kelompok “tipis” dan “tebal”. Jalankan yang paling tipis terlebih dahulu; langkah ram yang lebih panjang akan membuat pegas balik lebih konsisten. Ketika waktu terbatas, terapkan overbend terkontrol—sekitar +5 % untuk aluminium lunak atau +2–3° untuk baja ringan—lalu konfirmasi dengan tiga pembacaan cepat menggunakan pengukur kertas. Selalu beri label batch dengan jelas; perhitungan pengontrol hanya seakurat data material yang Anda masukkan.
Melewatkan pemeriksaan ini adalah alasan bagian yang dikerjakan pada shift malam menjadi kurang bengkok: bahkan lembaran yang 0,1 mm lebih tebal pada cetakan V sempit dapat meningkatkan tonase dan mengubah radius tekukan. Setelah program Anda selaras dengan material aktual, setiap penyesuaian kembali bermakna.
Satu lembar kertas standar—sekitar 0,1 mm tebalnya—dapat mengungkap apakah masalah terletak pada geometri atau hidrolik. Selipkan di antara punch dan benda kerja sepanjang garis tekukan, lakukan satu tekukan percobaan, lalu buka. Jika sudut mengencang atau stabil dalam setengah derajat, masalah sebenarnya adalah ketidaksejajaran atau pemasangan, bukan pada program itu sendiri.
Lakukan tes di tiga titik—tengah, sepertiga kiri, dan sepertiga kanan. Perbedaan di antara area ini menunjukkan kemiringan atau sinkronisasi ram yang tidak merata. Peningkatan yang seragam di semua titik menunjukkan ujung punch yang aus atau kontaminasi di dudukan cetakan. Dalam hitungan menit, Anda akan tahu apakah kesalahan bersifat sistem luas atau lokal.
Selanjutnya, dengan punch ditarik, periksa ujungnya dengan sentuhan. Area yang rata lebih lebar dari 0,05 mm akan mengubah radius tekukan yang efektif. Pastikan sekrup klem atau baji tidak kendur; bahkan satu butir debu dapat mengangkat alat secukupnya untuk mengubah sudut. Bersihkan secara menyeluruh, kencangkan dengan aman, pasang kembali, dan hilangkan residu minyak atau pasir.
Jika pengencangan ulang tidak menyelesaikan masalah, putar punch atau ganti dengan set cetakan cadangan untuk menyelesaikan pekerjaan. Ulangi tes shim kertas—jika sudut tidak berubah lagi saat kontak langsung, Anda telah memverifikasi masalah geometri telah teratasi. Sepuluh menit pengujian sekarang dapat menghemat berjam-jam mengejar kesalahan perangkat lunak yang semu.
Setiap cetakan mengembangkan “zona nyaman” sendiri—bagian kecil yang secara naluriah disukai operator. Dengan setiap tekukan, bagian itu menjadi mengkilap seperti cermin. Tampak tidak berbahaya, tetapi setelah sudut tekukan mulai berubah-ubah, masalahnya terungkap. Alur tersebut menggeser garis kontak, mengubah sumbu netral, dan menyebabkan perubahan pegas balik yang tak terduga.
Diagnosa cepat hanya memerlukan beberapa detik: jalankan ujung kuku sepanjang tepi punch—jika tersangkut, radius ujungnya telah menjadi rata. Lalu periksa cetakan V bawah di bawah cahaya kuat; strip mengkilap lebih panjang dari beberapa milimeter menandakan tekanan terpusat dan keausan tidak merata. Depresi lebih dalam dari 0,2 mm akan mengganggu aliran material dan membuat tekukan terbuka sebelum waktunya.
Untuk menjaga produksi tetap berjalan, bertindaklah cepat: jika ada perkakas cadangan, tukar punch atau cetakan. Latih pergantian hingga menjadi pekerjaan rutin lima menit. Jika tidak ada cadangan, geser bagian sedikit ke samping sehingga garis tekukan mengenai bagian yang belum aus, dan tandai referensi baru itu untuk memastikan konsistensi antar shift operator.
Untuk perbaikan permanen, giling kembali atau pensiunkan perkakas segera setelah Anda mendeteksi bagian rata lebih lebar dari 0,05 mm atau saat area mengkilap mencapai separuh lebar cetakan. Catat masa pakai alat di setiap penutupan pekerjaan—hal ini membangun kurva prediksi keausan dan mencegah kejutan di tengah pesanan.
Sebagian besar manual press brake langsung menuju koreksi perangkat lunak dan tabel kompensasi, melewatkan pemeriksaan fisika dasar. Namun tak ada trik pengontrol yang dapat mengatasi permukaan dudukan yang kotor, ketebalan material yang tidak konsisten, atau cetakan yang beralur. “Triage fisik” awal ini memberikan satu-satunya fondasi yang dapat ditafsirkan perangkat lunak secara akurat: geometri stabil dan perilaku material yang dapat diprediksi. Setelah itu dikonfirmasi, barulah—dan hanya pada saat itu—papan tombol layak mendapat perhatian Anda. Lewati tahap ini, dan setiap penyesuaian program hanya akan menjadi perburuan kesalahan semu pada baja.
Banyak operator memilih perbaikan yang paling jelas—mengatur sumbu Y1 dan Y2 secara individual sampai kedua sisi tekukan terlihat benar. Mungkin berhasil sementara, tetapi konsistensinya segera hilang. Masalahnya sederhana: mengatur Y1 dan Y2 secara independen tidak memperbaiki penyebab utama—itu hanya menyamarkannya. Press brake bergantung pada kedua silinder yang bergerak dalam sinkronisasi sempurna. Saat Anda mulai mengimbangi satu sisi terhadap yang lain, sistem kontrol kehilangan acuan dasarnya. Bagian mungkin terlihat dapat diterima hari ini, tetapi ketidakseimbangan torsi, distorsi crowning, dan pergeseran termal akan memperburuk offset tersebut besok.
Metode yang benar adalah mengandalkan offset program yang dikelola pengontrol. Sistem Cybelec dan Delem memiliki rutinitas koreksi adaptif yang menyempurnakan langkah atau kedalaman berdasarkan penyimpangan sudut tekukan yang terukur, bukan pergeseran posisi yang sembarangan. Karena penyesuaian ini dihitung oleh pengontrol untuk menggerakkan kedua silinder secara harmonis menuju sudut yang diperintahkan, mereka mempertahankan simetri dan memastikan sinkronisasi penuh.
Bayangkan “koreksi global” seperti mencoba menyetem gitar dengan menekuk satu senar sampai terdengar cukup benar—mungkin berhasil sesaat, tetapi semuanya akan false ketika Anda mengubah kunci. Kalibrasi sejati berarti seluruh mesin—keseimbangan hidrolik, kelenturan ram, crowning, dan sensor umpan balik—harus merujuk pada satu titik nol terpadu. Offset pemrograman harus bersifat sistemik, bukan lokal. Setelah fondasi mekanis dan hidrolik terverifikasi, gunakan alat koreksi bawaan pengontrol: mereka memberikan kompensasi yang dapat diprediksi, mempertahankan kestabilan sinkronisasi, dan secara otomatis mencatat setiap perubahan dalam memori pekerjaan untuk penelusuran.
Kontroler Cybelec—termasuk seri ModEva, VisiTouch, CybTouch, dan seri terbaru Cybelec 7—menyediakan dua metode untuk menyempurnakan akurasi pembengkokan: Koreksi Sudut dan Mode Kedalaman. Memahami perbedaannya sangat penting untuk menghindari kesalahan pemrograman klasik yaitu menerapkan keduanya secara bersamaan tanpa referensi pengukuran yang tepat.
Koreksi Sudut bergantung pada umpan balik. Anda melakukan pembengkokan uji, mengukur sudut yang dihasilkan, dan memasukkan nilai itu ke dalam pengendali. CNC kemudian menghitung ulang kedalaman langkah yang diperlukan untuk menghasilkan sudut target yang diprogram pada siklus berikutnya. Karena penyesuaian ini dilakukan di dalam logika program, sinkronisasi dan kompensasi crowning tetap terjaga. Gunakan Koreksi Sudut ketika terjadi variasi kecil—seperti pergeseran pada batch material, ketebalan, atau suhu oli yang memengaruhi springback—sementara keselarasan mekanis tetap konsisten.
Mode Kedalaman beroperasi sepenuhnya berdasarkan kontrol posisi: kedua silinder bergerak ke koordinat yang ditentukan (misalnya, –75,35 mm dari nol mesin). Metode ini menjamin sinkronisasi kiri‑kanan yang sempurna dan penetrasi cetakan yang berulang, dengan asumsi sifat elastis material sudah diketahui. Mode Kedalaman sangat ideal untuk aplikasi bottoming atau coining presisi, di mana menjaga gerakan ram yang benar‑benar paralel lebih diutamakan daripada mencapai sudut air‑bent tertentu.
Rutinitas cepat dan andal menggabungkan kedua metode tersebut: pertama, pastikan sinkronisasi berada dalam ±0,01 mm (kebanyakan mesin menampilkan nilai deviasi secara langsung). Lalu, tekuk benda uji dalam mode Koreksi Sudut, catat sudut yang dicapai, dan jalankan ulang benda yang sama dalam Mode Kedalaman menggunakan langkah yang telah disesuaikan. Ini menegakkan hubungan antara langkah ram dan sudut hasil—pada dasarnya merupakan “peta modulus material” untuk pengaturan tersebut. Hindari terus‑menerus menambahkan titik koreksi sudut baru jika pembacaan kiri dan kanan mulai berbeda; itu menandakan adanya kerusakan hidrolik atau mekanis, bukan ketidaksesuaian kontrol.
Kontroler Delem—mulai dari DA‑52 hingga DA‑69T—menentukan titik mati bawah (BDC) dengan menggabungkan geometri perkakas yang diketahui dengan parameter pembengkokan yang diprogram. Operator kadang menimpa nilai BDC ini untuk menyempurnakan sudut, tetapi penimpaan tanpa pengawasan dapat mendorong ram melampaui jangkauan gerak aman, sehingga berisiko merusak sensor atau perkakas.
Prosedur yang benar adalah menggunakan kolom parameter Offset atau Penyetelan Halus Masing‑masing memungkinkan penyesuaian kecil yang terkontrol terhadap BDC yang dihitung—biasanya dalam kenaikan 0,05 hingga 0,10 mm. Masukkan offset positif untuk mengurangi pembengkokan (agar sudut lebih landai) atau negatif untuk menambah pembengkokan (agar sudut lebih tajam). Selalu lakukan percobaan kering tanpa material untuk memastikan adanya jarak aman antarperkakas. Jangan pernah menonaktifkan sinkronisasi atau melewati pengunci batas langkah untuk koreksi sudut—pengaman ini mencegah ram dan cetakan bergerak berlebihan.
Jika koreksi kumulatif melebihi kira‑kira 0,3 mm, hentikan dan periksa ulang data dasar—dimensi perkakas atau ketebalan material kemungkinan salah. Jika tersedia, fungsi pembengkokan adaptif Delem dapat secara otomatis mempelajari BDC sebenarnya setelah pembengkokan kalibrasi, sehingga mengurangi kebutuhan akan offset manual. Catat setiap offset dalam resep pekerjaan untuk memastikan konsistensi pada pesanan ulang.
Operator mesin press‑brake berpengalaman memperlakukan penyesuaian BDC seperti instrumen presisi: kecil, disengaja, dan diverifikasi setiap kali. Penyesuaian besar menutupi kesalahan penyetelan dan mengurangi konsistensi program di masa depan. Jika digunakan dengan benar, pengaturan offset yang hati‑hati melindungi perkakas, menjaga akurasi mesin, dan mempertahankan keterulangan yang dirancang oleh sistem Delem.
Setiap penyesuaian yang tidak sinkron menambah tekanan mekanis pada sistem. Ketika Y1 bergerak lebih dalam daripada Y2 untuk meluruskan bagian yang tidak sejajar, hal itu memelintir rangka dan membatalkan pengaturan crowning, menyebabkan pembengkokan panjang menjadi meruncing pada proses berikutnya. Seiring waktu, bahkan garis referensi ram ikut bergeser, memaksa kompensasi lunak yang semakin besar dan mengorbankan konsistensi hasil produksi.
Pendekatan yang benar adalah urutan koreksi yang terstruktur: mulai dari penyelarasan mekanis, lanjutkan dengan penyesuaian offset global, dan akhiri dengan penyetelan adaptif yang halus. Periksa suhu oli dan keseimbangan tekanan, atur ulang kedua sumbu Y, konfirmasi dasar crowning, kemudian biarkan algoritma pengendali secara statistik mengoreksi kesalahan sudut kecil dalam beberapa siklus. Pedoman praktis: jika koreksi melebihi 1,5° atau 0,2 mm, itu menandakan adanya masalah mekanis yang memerlukan pemeriksaan.
Pemrograman press‑brake yang efektif memahami bahwa presisi muncul dari keterkaitan yang stabil dan dapat diulang antara titik data—geometri alat, profil crowning, elastisitas material—serta umpan balik sensor secara waktu nyata. Sistem seperti Cybelec dan Delem memasukkan fungsi-fungsi canggih untuk mempertahankan hubungan ini. Disiplin operator terampil terletak pada penggunaan yang benar: menerapkan koreksi sistemik di dalam logika kontrol alih-alih melakukan penyesuaian spontan yang tidak tercatat yang mengganggu sinkronisasi. Kuasai prinsip ini, dan “drift sudut” menjadi masalah yang diselesaikan sekali saja, bukan pengejaran berulang kali.
Setiap operator press‑brake berpengalaman akhirnya menghadapi “efek kano”—distorsi halus namun merusak yang muncul saat membengkokkan bagian panjang. Di bawah beban tinggi, ram dan bed membelok secara elastis: ujung tetap relatif kaku sementara bagian tengah melengkung ke bawah. Untuk tekukan yang melebihi satu meter, distribusi tegangan yang tidak merata ini meningkatkan gaya di ujung sekitar 20–30%, membuat bagian tengah “terbuka” sebesar dua hingga tiga derajat. Tekukan nominal 90° dapat terukur 92° di bagian tengah dan 88° di dekat tepi—ketidakonsistenan yang tak terlihat selama penyetelan tetapi jelas saat dirakit.
Cara paling andal untuk memastikan pembelokan bed adalah dengan uji tiga titik yang sederhana. Bentuk satu contoh tekukan dan ukur sudut di kedua ujung serta di bagian tengah. Jika bagian tengah berbeda lebih dari satu derajat dari salah satu ujung, Anda telah memverifikasi adanya distorsi kano. Memeriksa benda kerja segera setelah dibengkokkan dengan mistar lurus akan mengungkap mekanisme di baliknya: lengkungan lebih dari 0,1 mm di sepanjang bed menunjukkan kompensasi yang kurang memadai. Pembelokan kecil itu bertambah di bawah beban, berlipat ganda dengan setiap ton tekanan dan menghasilkan drift sudut yang tidak dapat dikoreksi sepenuhnya oleh pengontrol digital. Membaca lengkungan bukan soal intuisi—ini adalah bentuk diagnosis dini. Mengetahui kedalaman dan posisi pembelokan memberi tahu apakah sistem crowning otomatis dapat menanganinya atau apakah intervensi manual diperlukan.
Sistem crowning hidraulik modern dirancang khusus untuk menetralkan pembelokan press brake dengan melengkungkan bed terlebih dahulu ke arah berlawanan dari pembelokan yang diperkirakan. Saat dikalibrasi dengan benar, mereka dapat meningkatkan akurasi sudut hingga 80–90%, mengurangi variasi dari ±3° menjadi ketat ±0,25°. Pengontrol menafsirkan data tekanan dan sifat material, mengarahkan silinder wedge presisi yang mengangkat bagian tengah bed tepat sebelum ram mencapai tekanan pembentukan. Hasilnya adalah kontak yang konsisten sepanjang panjang—dan sudut tekukan yang seragam di seluruh bagian.
Pada Cybelec kontrol, arahkan ke Machine > Compensation > Angle Correction untuk menyesuaikan. Masukkan selisih yang terukur antara bagian tengah dan ujung, dan sistem secara otomatis mengkalibrasi ulang rasio crowning. Untuk mesin yang menunjukkan keausan struktural, mode manual memungkinkan peningkatan sudut +0,5° di tengah melalui penyesuaian slider—cara cepat dan efektif untuk memulihkan akurasi tanpa perbaikan fisik. Delem mengelola ini di bawah Setup > Crowning, mengintegrasikan umpan balik pengukur sudut langsung untuk terus mengoptimalkan tekanan hidrolik. Algoritma adaptif mereka mempertahankan akurasi ±0,25° yang stabil bahkan setelah sepuluh siklus berturut-turut, sementara crowning yang diatur manual biasanya melenceng sekitar ±1°.
Tidak semua press brake diuntungkan dari crowning elektronik. Model mekanis tradisional mengandalkan blok wedge atau dongkrak hidrolik di bawah bed untuk membentuk lengkungan kompensasi yang sama. Akurasi sangat penting—angkat bagian tengah bed antara 0,002 dan 0,005 inci. Pengujian dilakukan secara manual: selipkan shim kertas di bawah mistar lurus hingga tidak ada cahaya yang terlihat di bagian tengah. Ketika bagian tengah yang terangkat secara sempurna mengimbangi lengkungan alami, sudut tekukan menjadi rata. Dari sudut pandang desain, rem yang bertindak ke atas—umum pada mesin Amada—jarang mengalami efek kano karena jalur muat simetrisnya membengkokkan rangka ke atas daripada ke bawah, mengurangi atau menghilangkan kebutuhan penyesuaian crowning.
Sistem crowning mengasumsikan permukaan bed yang rata dan utuh. Setelah keausan atau lengkungan melebihi 0,2 mm, kompensasi elektronik dan mekanis kehilangan presisi, membuat operator harus mengejar kesalahan sudut dengan coba-coba. Ketika waktu perawatan benar-benar tidak memungkinkan—selama produksi semalam atau pekerjaan mendesak—teknik shim terkontrol dapat sementara mengembalikan konsistensi pembengkokan.
Perbaikan praktis ini biayanya sekitar sama dengan makan siang sederhana. Gunakan shim baja tipis 0,010‑inci, letakkan di bawah cetakan pada titik seperempat dari setiap ujung sambil membiarkan bagian tengah kosong. Offset geometris ini mengimbangi depresi bed yang terukur, secara efektif membentuk kembali camber yang benar di bawah peralatan. Jalankan satu potongan uji untuk mengonfirmasi hasil—jika bagian tengah mengencang sekitar 1–2°, keselarasan tercapai. Harapkan kinerja yang andal untuk lima puluh hingga seratus siklus, cukup untuk menyelesaikan sebagian besar pekerjaan mendesak sebelum perawatan terjadwal.
Dua kebiasaan kecil membedakan profesional berpengalaman dari eksperimen cepat. Pertama, pasang shim sebelum mengaktifkan urutan penyesuaian mahkota otomatis—sensor kontrol mengasumsikan meja yang benar-benar datar, dan memasukkan baseline palsu akan menyebabkan koreksi berlebihan. Kedua, catat ketebalan dan posisi shim untuk shift berikutnya. Penyesuaian perataan yang tidak tercatat menyebabkan hampir tujuh puluh persen ketidaksesuaian sudut “kompensasi hantu” yang diselidiki dalam audit produksi.
Shim bukan pengganti penggilingan permukaan presisi, tetapi mereka memperkuat konsep penting: kontrol adaptif yang efektif dimulai dari dasar mekanis yang kokoh. Kalibrasi elektronik hanya dapat memperbaiki akurasi jika geometri fisik berperilaku secara terprediksi. Dalam lingkungan fabrikasi dengan variasi tinggi, menguasai sinergi antara perangkat keras dan perangkat lunak menjaga persetujuan artikel pertama di atas 95% dan mengurangi pengerjaan ulang akibat sudut tekukan yang tidak konsisten hingga 25%.
Efek "canoe" mengubah pemrograman prediktif menjadi penguasaan tekukan langsung. Operator yang belajar menafsirkan defleksi, mengkalibrasi mahkota dengan benar, dan menerapkan perbaikan sementara yang praktis, beralih dari sekadar bereaksi terhadap kesalahan sudut menjadi mencegahnya sama sekali. Dari sini, verifikasi kalibrasi dan rutinitas adaptif bergeser dari teori menjadi kebiasaan—mendirikan fondasi untuk presisi yang berkelanjutan dan dapat diulang.
Setiap tekukan sempurna dimulai dengan gerakan yang benar-benar paralel. Ketika silinder Y1 dan Y2 bergeser bahkan sepersepuluh milimeter dari keselarasan, pelat tekan berhenti berfungsi seperti balok seragam dan berubah menjadi tuas. Bagian benda akan menceritakan masalahnya—sudut tengah terbuka 1–2°, sedangkan ujung‑ujungnya terlalu bengkok. Operator sering mencoba mengoreksi springback atau penyesuaian mahkota, tetapi dalam sekitar 70 % kasus, penyebab sebenarnya adalah keterlambatan sinkronisasi hidrolik, bukan pemrograman.
Kontrol modern mengungkap masalah sebelum bagian benda menunjukkannya. Selama uji coba kering, buka layar umpan balik sumbu Y dan perhatikan deviasi Y1/Y2 saat pelat tekan melewati zona perubahan kecepatan. Jika deviasi meningkat lebih dari 0,1 mm, sinkronisasi telah keluar dari koreksi otomatis—katup servo bersaing alih‑alih berbagi beban. Jika kedua sisi tetap dalam batas 0,05 mm di titik mati bawah, penyebab utama terletak pada penyelarasan mekanis, bukan hidrolik.
Untuk memastikan diagnosis menjadi kebiasaan alami, pasang uji cepat dua menit ini langsung di panel kontrol:
Buang udara dari sistem melalui sekrup katup selama sekitar dua menit pada langkah tengah, pastikan suhu oli di bawah 45 °C, lalu jalankan ulang pemeriksaan. Ketika pembacaan sumbu‑Y bergerak dengan keseimbangan yang mantap dan berirama—selaras seperti detak jantung—kamu telah memulihkan simetri yang menjadi dasar setiap tekukan.
Sebuah aturan praktis yang dapat diandalkan: mesin berbisik sebelum berteriak. Jika ram ragu‑ragu, miring, atau mengerang, itu adalah panggilan agar kamu menyesuaikan sinkronisasi sebelum silinder menggoreskan puntiran tersebut pada setiap bagian yang diproduksi selama shift berlangsung.
Ketika pergeseran sumbu‑Y mendistorsi bagian ujung, pergeseran tonase merusak perkakas. Tampilan memberikan sinyal jujur pertama: beban terhitung sebesar 100 ton, pembacaan puncak 150. Itu bukan tenaga tambahan—itu logam melampaui titik luluhnya dan cetakan menerima tekanan berlebihan. Lonjakan tonase yang melebihi 85 % dari titik pelepas tekanan yang ditetapkan berarti sirkuit hidrolik sedang mengompensasi hambatan mekanis yang seharusnya tidak ada.
Benturan tajam, getaran ganda di bagian bawah langkah, atau lonjakan mendadak sebesar 20–30 % di atas beban nominal—semuanya merupakan cara mesin menerjemahkan tekanan menjadi data. Kerusakan menumpuk dengan cepat: tekanan berlebih memutar ram, membuat silinder tidak sinkron, dan menekuk meja hingga sudut bergeser dua derajat dari sisi ke sisi. Shift berikutnya akan mengejar apa yang tampak seperti springback semu yang sebenarnya bukan springback sama sekali.
Anggap grafik tonase seperti lampu lalu lintas yang bisa kamu baca secara langsung saat mesin press beroperasi:
Tidak ada yang berteriak lebih keras daripada lonjakan tonase—itulah cara sistem hidrolik memohon keseimbangan.
Setiap operator pernah menghadapi keputusan tengah malam itu—apakah masalah ini pantas memanggil layanan? Jawabannya cukup dengan satu tangan bersarung: jika tiga atau lebih dari lima pemeriksaan tetap hijau dalam sepuluh menit, selesaikan proses. Jika tidak, hubungi teknisi sebelum biaya meningkat.
| Periksa | Tes 1‑Menit | Lanjut / Teruskan Produksi | Tidak Lanjut / Hubungi Teknisi |
|---|---|---|---|
| 1. Sinkronisasi Y | Jalankan tiga siklus kering; bandingkan sudut ujung vs. tengah | Deviasi < 0,1 mm; gerakan halus | Kemiringan > 0,2 mm; jeda terdengar |
| 2. Tonnase | Lakukan satu tekukan uji pada sisa bahan | ≤ 85 % pelepasan; tidak ada suara 'krek' | Lonjakan > 90 %; pengaman aktif |
| 3. Minyak / Tekanan | Periksa kestabilan pengukur dan kebisingan pompa | PSI normal; pompa tenang | Bacaan rendah; terjadi kavitasi |
| 4. Katup | Amati pergerakan ke dua arah | Kecepatan rata, tanpa keraguan | Macet atau bocor; bersihkan dan uji ulang |
| 5. Kecepatan Kembali | Catat waktu langkah naik penuh | < 3 dtk | > 5 dtk saat berbeban |
Ikuti sistem biner ini seperti kitab suci dan Anda akan terhindar dari 80 % panggilan servis “mendesak” yang menguras anggaran perawatan. Keuntungan tersembunyi: mesin press Anda belajar mengikuti ritme Anda. Pemeriksaan rutin yang konsisten membuat katup servo tetap responsif—pengoperasian yang terselang hanya membuatnya bingung.
Jika ketidakseimbangan silinder tidak bisa diperbaiki atau katup pelepas menolak untuk tertutup kembali, itulah titik balik Anda—melangkah lebih jauh dari situ, Anda berisiko melengkungkan meja atau merusak alat, mengubah diagnosis lima menit menjadi kegagalan senilai $5.000 yang tersamarkan sebagai lembur yang seolah menyelamatkan.
Kesadaran pentingnya adalah ini: pemahaman hidrolik sejati terletak pada data, bukan intuisi. Press brake berkomunikasi melalui angka—variasi Y1/Y2 per menit, rasio tonase, detik waktu kembali—dan mereka yang fasih dalam bahasa numerik itu mengelola konsistensi melalui penguasaan, bukan keberuntungan.
Langkah pertama Anda besok pagi? Tempelkan daftar periksa “Go/No‑Go” tepat di samping tombol start. Perlakukan itu sebagai panduan mutlak untuk setiap pengaturan, apa pun rutinitas pekerjaannya.
Sekarang bayangkan ini: ram turun dengan kesejajaran sempurna, garis tonase stabil dan hijau—tanpa benturan, tanpa miring—hanya tekanan seimbang yang mulus menerjemahkan kode menjadi hasil. Itulah momen ketika mesin dan operator bertindak sebagai satu kesatuan.
Semua yang telah Anda lakukan sejauh ini—pengaturan crowning, shimming, kalibrasi—telah membawa Anda ke momen kebenaran yang tepat ini: apakah sistem hidrolik akan tetap setia, atau Anda akan mengejar kesalahan semu di dalam baja?
Setelah Anda bisa menjawab pertanyaan itu dengan pasti, Anda telah melangkah lebih jauh dari sekadar mengoperasikan press brake—Anda benar-benar menguasainya.


















