

Ihre Abkantpresse kommt mitten in einer Schicht zum Stillstand. Bediener versammeln sich, die Produktion steht still, und jede vergehende Minute kostet mehr Geld als Material durch einen Laser‑Schneider läuft. Es ist verlockend, sofort Teile zu demontieren – doch in etwa 80 % der Fälle erfordert die Lösung überhaupt keine Werkzeuge. Entscheidend ist zunächst ein fokussierter fünfminütiger Diagnose‑Durchgang, um zwischen einer kleinen Störung und einem potentiell tödlichen Maschinenschaden zu unterscheiden. Wird dieser Schritt übersprungen, kann sich eine einfache 10‑Minuten‑Reparatur in einen mehrtägigen Stillstand ausweiten.
Bei CNC‑ und hybriden hydraulischen Abkantpressen kann eingefrorene Steuerlogik wie ein mechanischer Defekt erscheinen. Bediener verschwenden oft Stunden mit der Suche nach nicht vorhandenen Sensorproblemen, wenn der eigentliche Übeltäter ein Software‑Lock‑up ist. Daten aus mehreren Werkstätten zeigen, dass ein vollständiges Herunterfahren – statt nur den Not‑Aus zu drücken – bis zu 40 % unerwarteter Stillstände bei Maschinen von Herstellern wie Amada, Trumpf und Bystronic behebt.
Das Verfahren ist einfach, muss aber präzise durchgeführt werden: Hauptschalter für mindestens 45 Sekunden ausschalten, um Kondensatoren vollständig zu entladen, dann im manuellen Modus neu starten. Den Stößel drei unbelastete Zyklen durchlaufen lassen und dabei auf gleichmäßigen Abstieg und korrekte Ausrichtung achten. Bleibt der Fehler bestehen – insbesondere bei Fehlercodes wie E101 Synchronisationsfehler – ein scharfes, gut beleuchtetes Foto des Steuerbildschirms machen, bevor weitere Maßnahmen erfolgen. Dies dokumentiert den Problemzustand exakt und ermöglicht Ihrem OEM‑Techniker eine schnelle Diagnose, was potenziell Tausende an Servicekosten spart.
Das Ignorieren dieses Schritts führt oft zu unnötigen Hydraulikarbeiten. In einem dokumentierten Fall verbrachte ein Techniker einen halben Tag damit, Ventile neu zu abdichten, nur damit der angeblich “tote” Stößel perfekt funktionierte, sobald der Hauptschalter betätigt wurde.
Der Zustand eines Hydrauliksystems ist sofort an seinen Druckwerten ablesbar – vorausgesetzt, man weiß, wie normale Werte aussehen. Bei einer typischen 100‑Tonnen‑Presse sollte der Leerlaufdruck zwischen 20 und 50 PSI liegen. Werte unter 15 PSI deuten häufig auf Pumpenmangel hin, während Drücke, die die Spezifikation um mehr als 10 % überschreiten, auf ein klemmendes Überdruckventil hindeuten können.
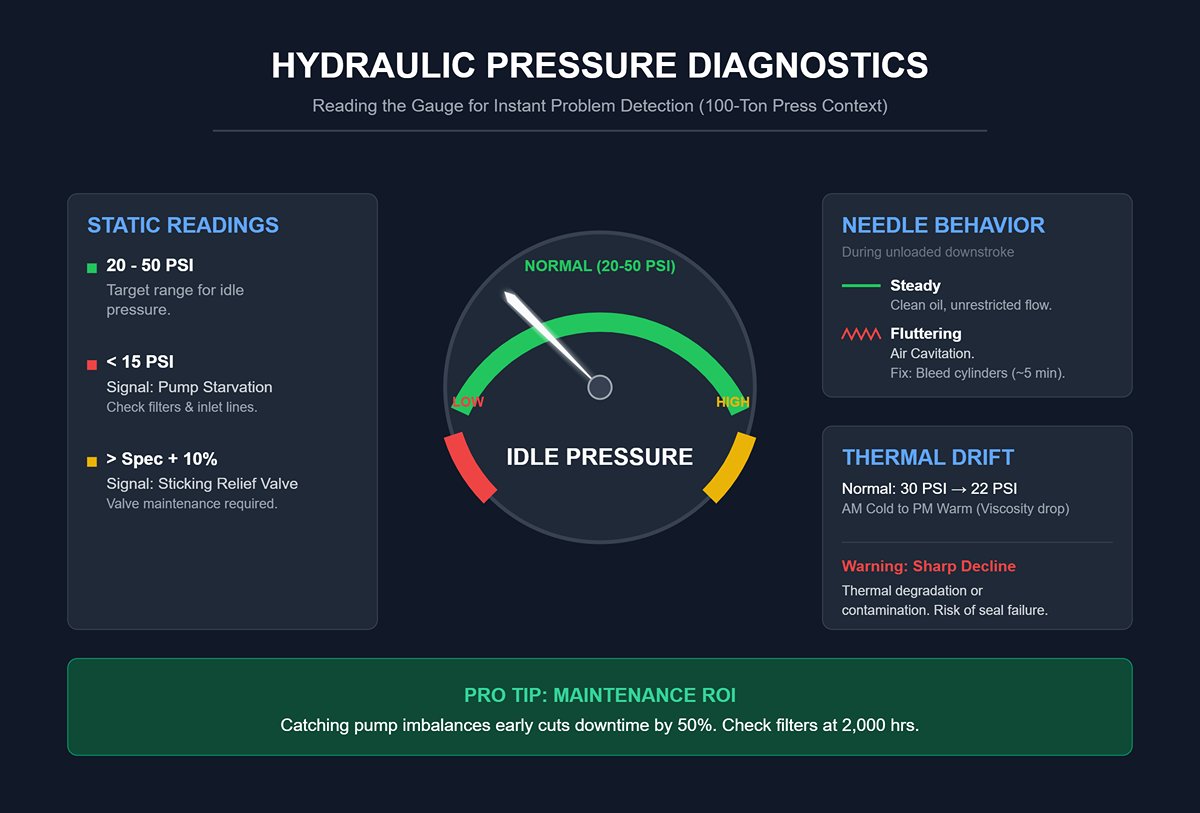
Um nützliche Informationen zu gewinnen, das Messgerät während eines unbelasteten Abwärtshubs der Presse überprüfen. Ein stetiger, gleichmäßiger Zeiger weist auf sauberes Öl und ungehinderten Durchfluss hin. Wenn der Zeiger unregelmäßig flattert, ist dies oft ein Anzeichen für Luftkavitation – üblicherweise in etwa fünf Minuten durch Entlüften der Zylinder von oben nach unten zu beheben. Aufzeichnungen aus Fertigungsbetrieben zeigen, dass das frühzeitige Erkennen von Pumpenungleichgewichten die Ausfallzeit halbieren kann, insbesondere wenn Filter sich dem Ende ihrer erwarteten Lebensdauer (ca. 2.000 Betriebsstunden) nähern.
Für ein vollständigeres Bild die Messwerte eines Kaltstarts am Morgen mit denen vergleichen, die spät am Tag nach Erwärmung des Systems aufgenommen wurden. Ein Wert von 30 PSI um 8 Uhr ist normal, wenn er bis zum Nachmittag auf etwa 22 PSI sinkt – aufgrund von Veränderungen der Ölviskosität. Ein stärkerer Rückgang kann jedoch auf thermische Zersetzung oder Verunreinigung hindeuten – Zustände, die das Risiko eines Dichtungsversagens erhöhen. Eingreifen, sobald diese Symptome auf dem Messgerät auftauchen, kann schwerere und teurere Ausfälle verhindern.
Geschlossene Hydrauliksysteme entwickeln oft ein leichtes, harmloses “Schwitzen” – ein feiner Film von weniger als einem Teelöffel pro Stunde, der während Wärmezylus an Dichtungen erscheint. Ist der Rückstand sauber und glatt, besteht kein Grund zur Sorge. Einfach abwischen und beobachten, unnötige Demontage vermeiden.
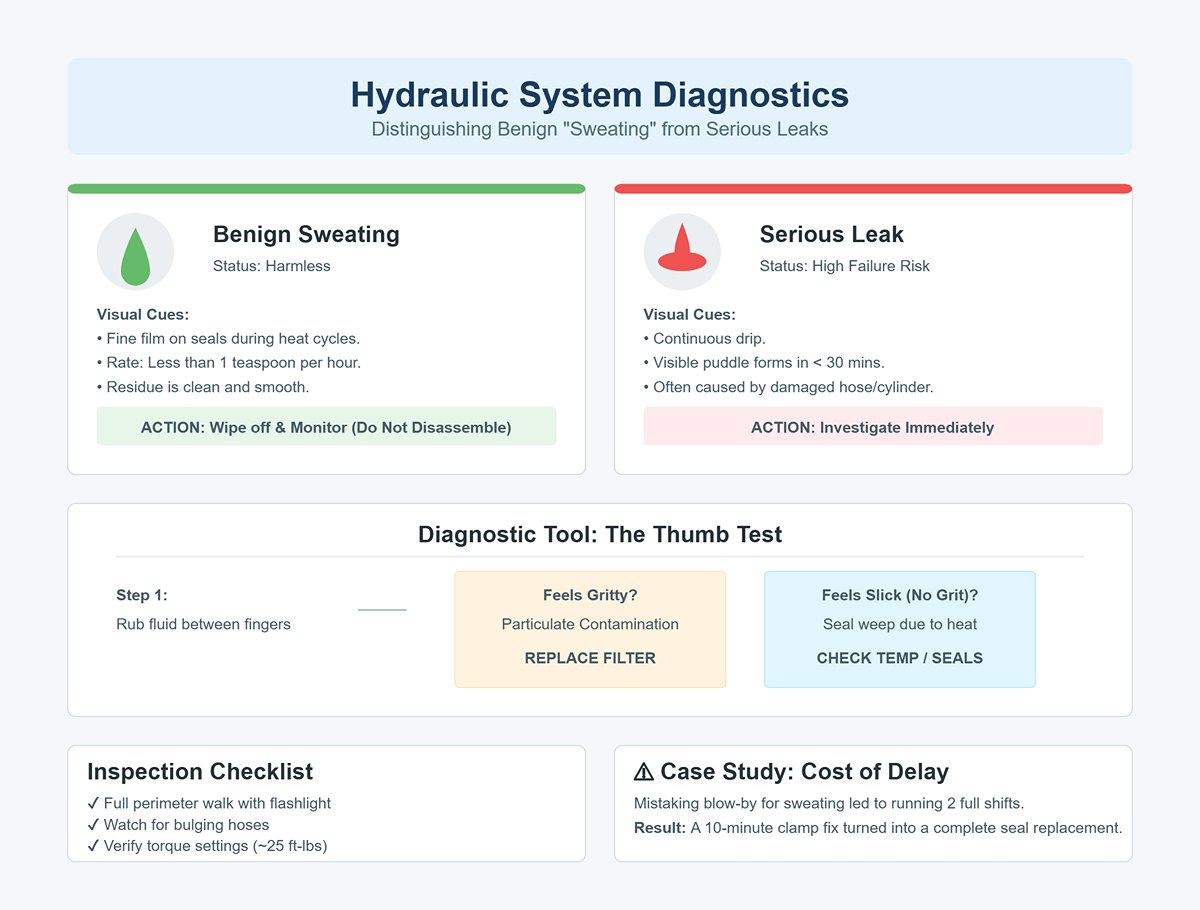
Erhebliche Lecks sind eine andere Sache. Ein kontinuierlicher Tropfen, der innerhalb von weniger als einer halben Stunde eine sichtbare Pfütze bildet, weist auf eine hohe Wahrscheinlichkeit eines Ausfalls hin – oft verursacht durch einen beschädigten Schlauch oder Zylinder. Den Daumentest als erste Prüfung einsetzen: Flüssigkeit zwischen den Fingern reiben. Fühlt sie sich körnig an, ist Partikelverunreinigung vorhanden, und der Filter sollte sofort ersetzt werden, um die Pumpe vor abrasivem Verschleiß zu schützen. Fühlt sie sich glatt ohne Körnung an, kann das Problem ein Dichtungsweeps durch übermäßige Hitze sein.
Schnelligkeit bei der Leckerkennung ist entscheidend. In einem Fall hielt ein Bediener einer Fertigungswerkstatt einen Zylinder‑Durchlass für leichtes Schwitzen und ließ die Maschine zwei volle Schichten weiterlaufen. Das verwandelte eine mögliche schnelle 10‑Minuten‑Schlauchklammer‑Reparatur in einen vollständigen Dichtungsaustausch – Verschwendung von Zeit und Geld. Ihre Inspektion sollte einen vollständigen Rundgang mit Taschenlampe umfassen, dabei auf aufgetriebene Schläuche achten und Drehmomente von rund 25 ft‑lbs dort prüfen, wo angegeben.
In vielen hydraulischen Presssystemen bleiben Tische und Werkzeugaufbauten nicht in Position, sobald die Stromversorgung unterbrochen wird. Bei etwa 60 % der Abkantpressen führt das Ausschalten der Hauptversorgung ohne das richtige Abschaltprotokoll dazu, dass der Stößel frei unter seinem Eigengewicht fällt – eine gefährliche, unkontrollierte Bewegung mit ernstem Quetschrisiko.
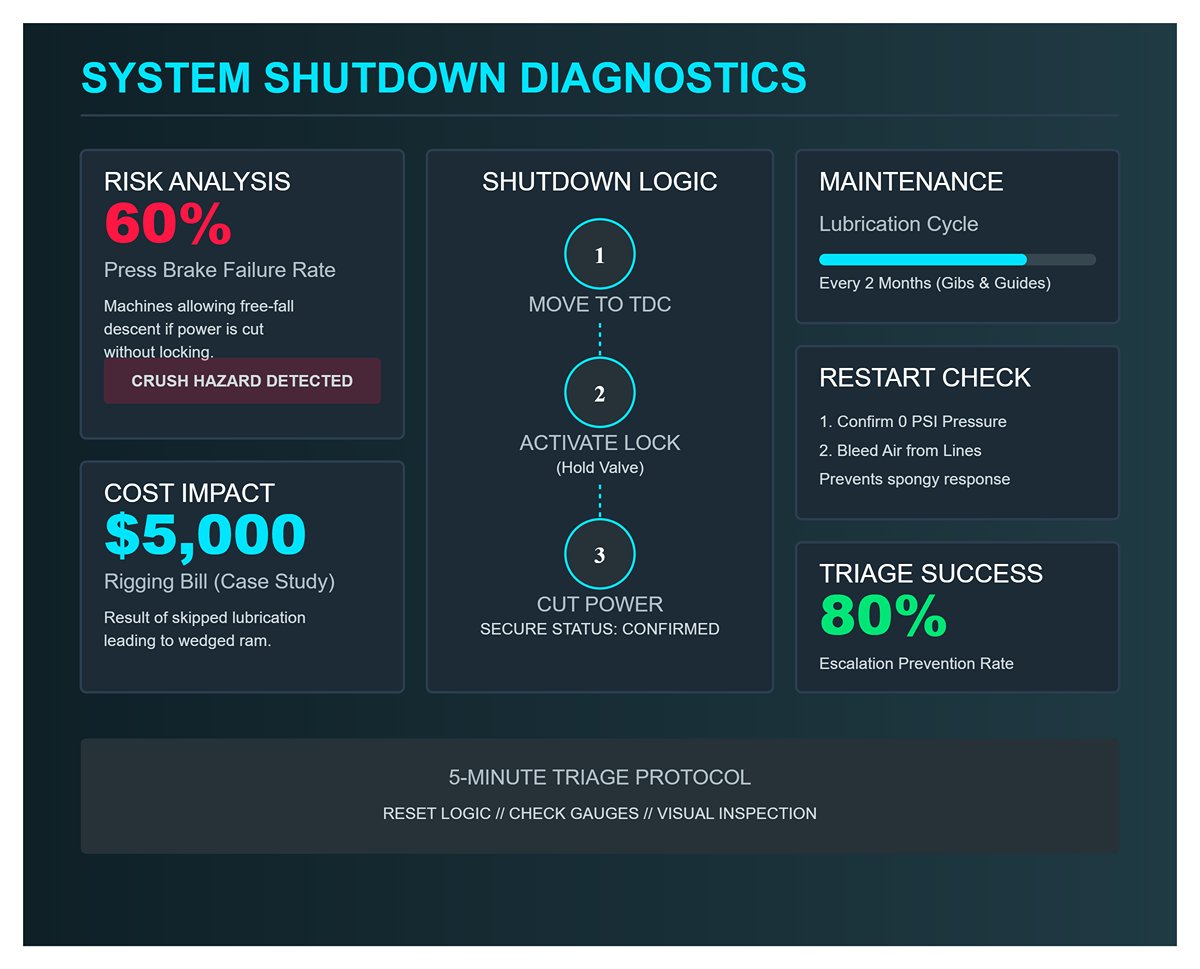
Vor dem Abschalten den Stößel in die obere Totpunktposition (TDC) bringen. Das Halteventil – in Handbüchern oft als “zusätzliche Hydrauliksperre” bezeichnet – betätigen, um den Stößel sicher in Position zu halten. Erst nach dem Verriegeln die Hauptversorgung unterbrechen. Diese Sequenz stellt sicher, dass der Stößel während Not‑Stops, Wartungsarbeiten oder unerwarteten Störungen stabil bleibt.
Regelmäßige vorbeugende Wartung bietet zusätzlichen Schutz. Das Schmieren von Führungen alle zwei Monate verhindert Verklemmen – ein Problem, das den Stößel im Arbeitshub blockieren kann und manchmal teure Kranunterstützung erfordert. Eine Werkstatt im Mittleren Westen übersprang diesen Plan und endete mit einem verkeilten Stößel, was zu einer 15.000‑Dollar‑Kranrechnung führte, um die Einheit zu befreien.
Nach dem Ausschalten prüfen, ob der Hydraulikdruck auf null gefallen ist. Dann Luft aus den Leitungen ablassen, bevor neu gestartet wird. Dieser Schritt beseitigt die träge, schwammige Reaktion typischerweise im ersten Zyklus und schützt sowohl Ausrichtung als auch Wiederholgenauigkeit.
Eine fokussierte fünfminütige Triage kann Reparaturergebnisse radikal verbessern. Das Zurücksetzen der Steuerlogik vermeidet unnötige mechanische Demontage, Messgeräteprüfungen decken Pumpen‑ oder Dichtungsprobleme frühzeitig auf, Sichtprüfungen helfen, Reparaturprioritäten bei Lecks zu setzen, und das Befolgen von Sicherheitsprotokollen verhindert sowohl Stillstand als auch Verletzungen. Werkstattdaten zeigen, dass die konsequente Anwendung dieser Methode Probleme in 80 % der Ausfälle am Eskalieren hinderte – und so die Produktion aufrechterhielt und Bediener schützte.
Ein Stößel, der nicht zurückkehrt oder dies nur träge tut, kann die Produktion vollständig zum Stillstand bringen. Die eigentliche Ursache ist jedoch oft eine einfache Lösung und kein katastrophaler Defekt. Beginnen Sie mit dem schnellsten Test: Überprüfen Sie den Hydraulikölstand anhand der Maschinenspezifikationen. Ein niedriger Ölstand senkt den Systemdruck und lässt Luft in die Leitungen, was beides die Reaktionszeit verlangsamt.
Sind die Ölstände korrekt, prüfen Sie auf Verunreinigungen. Hydrauliksysteme in Abkantpressen sind äußerst empfindlich gegenüber Fremdstoffen – Staub, feine Metallspäne und Feuchtigkeit im Öl wirken wie Schleifmittel in Pumpen und Ventilen. Dies erhöht die Reibung an den Zylinderwänden und stört die gleichmäßige Bewegung. Viele Werkstätten übersehen den Ölwechsel bei der 500‑Stunden‑Marke, ab der Verunreinigungen die Leistung meist spürbar beeinträchtigen.
Luft, die im Hydrauliköl eingeschlossen ist – ein oft übersehener Faktor – kann Druckungleichgewichte erzeugen, die den Rückhub des Stößels stark verlangsamen oder ganz stoppen. Das Entlüften des Hydraulikkreises ist eine unkomplizierte hausinterne Aufgabe, die sofort die volle Betriebsgeschwindigkeit wiederherstellen kann, ohne dass externe Serviceeinsätze nötig sind.
Ein deutliches akustisches Anzeichen kann bei der Diagnose helfen: Ein markantes “Knall”-Geräusch, wenn der Stößel den unteren Totpunkt erreicht, deutet häufig darauf hin, dass das proportionale Druckventil um mehr als 80 Millisekunden verzögert reagiert. In solchen Fällen ist der Stößel selbst nicht defekt – die Feinabstimmung der Ventilzeit sorgt normalerweise für die Wiederherstellung der normalen Zyklusgeschwindigkeit. Führen Sie diese Prüfungen zuerst durch, da sie den Großteil der Probleme mit langsamem Rückhub ausmachen, bevor Sie schwerwiegende mechanische Defekte vermuten.
Ungleichmäßige Biegungen weisen auf lokale Kräfte hin. Während mechanischer Verschleiß eine Rolle spielen kann, sind in den meisten Fällen instabiler Hydraulikdruck oder Positionierungsfehler die Ursache. Schwankt der Druck während des Biegezyklus um mehr als ±1,5 MPa, verändert dies die Biegewinkel und beschleunigt den Stempelverschleiß über die zulässige Radiusabweichung von 0,1 mm hinaus – letztlich auf Kosten der Genauigkeit.
Der Hinteranschlag ist ebenso entscheidend, da er als Referenz für die Materialpositionierung dient. Eine einzige fehljustierte Achse kann dazu führen, dass eine Kante des Werkstücks die Biegezone vor der anderen erreicht. Überprüfen Sie, ob die X‑Achsenanzeige stets dem tatsächlichen Abstand entspricht, mit Kalibrierblöcken oder Präzisionsschieblehren. Wöchentliche Prüfungen der Wiederholgenauigkeit helfen, subtile Fehlstellungen zu verhindern, die oft unbemerkt bleiben, bis fehlerhafte Teile sich häufen.
Auch Materialunterschiede beeinflussen die Genauigkeit. Eine Abweichung von mehr als 2 Punkten in der Vickershärte zwischen gegenüberliegenden Enden eines Blechs kann die Biegung verzerren – selbst bei perfektem Werkzeug und stabiler Hydraulik. Zwar können Bediener die Materialhärte meist nicht beeinflussen, doch eine frühzeitige Erkennung durch Härteprüfung hilft zu klären, ob das Problem vom Material und nicht von der Maschine ausgeht.
Ein monatliches Ziel, die Variation des Biegewinkels innerhalb von ±0,1° zu halten, ist eine wirksame vorbeugende Maßnahme. Das Einhalten dieser Toleranz kann die Lebensdauer des Stempels um mehr als 30 % verlängern und die Stillstandszeit um die Hälfte reduzieren – und damit ungleichmäßige Biegungen von einem Dauerproblem zu einer seltenen Erscheinung machen.
Sich ansammelndes Hydrauliköl unter oder nahe der Abkantpresse sollte sofortige Inspektion auslösen. Beginnen Sie mit der Untersuchung der Schläuche auf sichtbaren Verschleiß – Abschürfungen, Risse, Aufblähungen oder Ölspuren um die Anschlüsse herum. Äußere Lecks erfordern schnellen Austausch, um das Risiko eines vollständigen Bruchs abzuwenden.
Sind alle Schläuche intakt, richten Sie Ihre Aufmerksamkeit auf interne Komponenten. Abgenutzte Dichtungen in Zylindern oder Steuerventilen können Hydrauliköl auf unerwünschtem Weg passieren lassen – ein Fehler, der als internes Blow‑By bekannt ist. Diese Lecks bleiben oft unbemerkt, bis die Ölansammlung erheblich wird. Verunreinigtes Öl beschleunigt den Dichtungsverschleiß, sodass selbst brandneue Dichtungen schnell versagen, wenn die Ölqualität vernachlässigt wird. Um wiederholte Probleme zu vermeiden, ersetzen Sie Öl und Filter, reinigen Sie den Tank gründlich und montieren Sie anschließend neue Dichtungen.
Die Überwachung des Systemdrucks kann Ihre Diagnose schärfen. Ventileinstellungen des Überdruckventils, die über den Spezifikationen liegen, treiben Öl stärker an geschwächten Dichtungen vorbei und verschlimmern Lecks. Die Reduzierung des Drucks auf den vom Hersteller empfohlenen Grenzwert mindert sofort die mechanische Belastung und verlangsamt den Verschleiß.
Liegt der Druck innerhalb der Spezifikationen, aber Leckagen bestehen weiter, untersuchen Sie den Zylinderlauf und den Dichtring sorgfältig. Tiefe Riefen oder Kerben weisen auf mechanische Schäden hin, die nicht in der Werkstatt repariert werden können – solche Fälle sollten direkt an den OEM oder einen Spezialisten weitergeleitet werden.
Unerwartete Zyklusunterbrechungen werfen oft den Verdacht auf hydraulische oder mechanische Defekte auf, doch unregelmäßige Stopps sind häufiger mit den elektrischen Sicherheitssystemen verbunden. Lichtschranken und Verriegelungsschalter sind so konstruiert, dass sie den Betrieb sofort stoppen, sobald sie eine Blockade oder einen Fehler erkennen. Wenn diese Systeme ohne Grund auslösen, stoppt die Abkantpresse mitten im Zyklus, obwohl kein mechanischer Defekt vorliegt.
Umwelteinflüsse sind die Hauptverdächtigen. Staubansammlungen auf den Lichtschrankensensoren oder eine Fehljustierung zwischen Sender und Empfänger können falsche Sicherheitssignale auslösen. Das regelmäßige Reinigen der Sensorlinsen und Sicherstellen einer korrekten optischen Ausrichtung verhindert in der Regel diese unbegründeten Abschaltungen.
Zugangsklappen‑Verriegelungsschalter können mit der Zeit verschlissene Kontakte entwickeln oder sich lockern. Selbst minimale Vibration kann kurzzeitig den Stromkreis unterbrechen und einen Sicherheitsstopp auslösen. Das Befestigen der Halterungen und der Austausch verschlissener Schalter stellt einen konsistenten, zuverlässigen Betrieb wieder her.
Die elektrische Fehlersuche sollte beinhalten, zu überprüfen, ob die Sensordrift innerhalb der Toleranz bleibt – typischerweise ±0,02 mm. Selbst geringfügige Abweichungen können das Steuerungssystem dazu verleiten, falsche Sicherheitsbedingungen zu registrieren. Elektrische Probleme vor der Untersuchung der Hydraulik zu beheben spart Zeit und vermeidet unnötige mechanische Arbeiten.
Eine Abkantpresse “spricht” oft durch ihre Geräusche lange bevor ein ernsthafter Ausfall auftritt. Bediener, die lernen, diese akustischen Hinweise zu interpretieren, können Probleme genau lokalisieren und gezielte Maßnahmen mit größerer Präzision ergreifen.
Ein scharfes, metallisches Knallen am unteren Totpunkt weist normalerweise auf eine Verzögerung des Proportionalventils hin, statt auf einen mechanischen Bruch. Durch Feineinstellung der Reaktionsfähigkeit des Ventils, sodass es in unter 80 ms reagiert, werden in der Regel sowohl das Geräusch als auch Unregelmäßigkeiten in der Zykluszeit beseitigt.
Ein anhaltendes hochfrequentes Heulen ist ein Kennzeichen von Pumpenkavitation, die meist durch Luft im Hydrauliköl verursacht wird. Die Lösung ist ein gründliches Entlüften des Systems, wodurch das normale Klangprofil der Pumpe wiederhergestellt wird und gleichzeitig Verschleiß durch unregelmäßige Druckstöße verhindert wird.
Mahlgeräusche hingegen entstehen durch mechanische Beeinträchtigungen. Trockene Führungsleisten, falsch ausgerichtete Stempel oder lose Befestigungselemente können alle solche Geräusche erzeugen. Immer zuerst die Schmierung prüfen – trockene Leisten erzeugen hörbares Mahlen, beschleunigen den Verschleiß und verursachen Kraftschwankungen beim Biegen.
Wenn der Stößel beim Abwärtsfahren ungleichmäßig läuft und Geräusche macht, haben Sie möglicherweise mehrere Probleme gleichzeitig – wie Lecks, falsche Ventiltiming oder Zylinderabnutzung. Dieses Szenario erfordert eine vollständige Systemprüfung, da jede mögliche Ursache einen anderen Reparaturweg verlangt. Das Erkennen unterschiedlicher Klangmuster verkürzt die Diagnosezeit erheblich.
Indem Symptome schnell den wahrscheinlichen Ursachen zugeordnet werden, können Bediener von reaktiven Reparaturen zu proaktiver Wartung übergehen. Jeder häufige Fehler hat seine eigene Diagnose-Reihenfolge, und ein systematisches Vorgehen stellt die Leistung schneller wieder her und trägt dazu bei, wiederkehrende Probleme zu verhindern, die die Produktivität beeinträchtigen können.
| Problem | Symptome | Wahrscheinliche Ursachen | Diagnoseschritte | Empfohlene Lösungen |
|---|---|---|---|---|
| Der Stößel kehrt nicht zurück – oder bewegt sich quälend langsam zurück | Stößel kehrt nicht zurück oder bewegt sich träge, Produktion gestoppt | Niedriger Hydraulikölstand, Verunreinigung, Luft im System, Proportionalventilverzögerung | Hydraulikölstand prüfen, auf Verunreinigung kontrollieren, Hydraulikkreislauf spülen/entlüften, auf “Knall” am unteren Totpunkt achten | Hydrauliköl auffüllen, verunreinigtes Öl nach 500 Betriebsstunden ersetzen, System entlüften, Ventiltiming fein einstellen |
| Uneinheitliche Biegequalität: Präzise an einem Ende, ungenau am anderen | Ungleichmäßige Biegungen, Genauigkeit nur auf einer Seite gut | Instabiler Hydraulikdruck, Fehljustierung des Hinteranschlags, Materialhärteunterschiede | Druckschwankungen messen (±1,5 MPa Grenze), X‑Achsen‑Kalibrierung mit Präzisionswerkzeugen überprüfen, Vickers‑Härteunterschied testen | Den Druck stabilisieren, die Achsen des Hinteranschlags ausrichten, Härteprüfung vor dem Biegen durchführen, monatliche ±0,1° Winkeltoleranz einhalten |
| Hydraulikölansammlung: Unterschied zwischen Schlauchlecks und internem Blow‑By erkennen | Hydraulikflüssigkeit sammelt sich in der Nähe der Abkantpresse | Beschädigte Schläuche, abgenutzte Dichtungen, interner Blow‑by, zu hoher Druck am Überdruckventil, Zylinderschaden | Schläuche auf Verschleiß prüfen, Dichtungen testen, Einstellungen des Überdruckventils überprüfen, Zylinderrohr und Dichtring untersuchen | Beschädigte Schläuche ersetzen, Dichtungen austauschen, Behälter reinigen, Öl und Filter wechseln, Druck gemäß Spezifikationen einstellen, schweren Zylinderschaden an den OEM weiterleiten |
| Elektrisch: Zufällige Zyklusstopps durch Lichtschranken oder Verriegelungen | Unerwartete Zyklusunterbrechungen | Staub oder Fehljustierung in Lichtvorhängen, abgenutzte Kontakte des Sicherheitsschalters, Sensorsignalabweichung | Sensorlinsen reinigen, optische Ausrichtung prüfen, Montage und Kontakte des Sicherheitsschalters inspizieren, Sensorsignalabweichung messen (±0,02 mm) | Sensoren reinigen und ausrichten, Sicherheitsschalter sichern/ersetzen, Sensorabweichung korrigieren |
| Neue Geräusche: Erkennen von Pumpenheulen im Vergleich zu mechanischem Mahlen | Metallischer Knall, Pumpenheulen, Schleifgeräusche | Ventilverzögerung, Pumpenkavitation, trockene Führungsschienen, falsch ausgerichtete Stempel, lose Befestigungen, Lecks oder Verschleiß | Geräuschtyp anhören, Ventilreaktionszeit messen (<80 ms), auf Luft im Hydrauliköl prüfen, Schmierung, Ausrichtung und Befestigungen inspizieren | Ventilzeit feinjustieren, System entlüften, Führungsschienen schmieren, Stempel ausrichten, Befestigungen festziehen, vollständige Systemprüfung bei mehreren Problemen durchführen |
Wenn eine CNC‑Abkantpresse einen Y1/Y2‑Fehler meldet, weist dies auf einen Positionsunterschied zwischen dem linken (Y1) und dem rechten (Y2) Hydraulikzylinder hin. Während Bediener oft vermuten, dass der Stößel physisch geneigt ist, zeigen Feldprüfungen, dass etwa 70 % dieser Warnmeldungen auf verschmutzte oder ungenaue lineare Positionsmesssysteme zurückzuführen sind – und nicht auf eine tatsächliche mechanische Fehlstellung.
Überprüfen Sie die tatsächliche Geometrie des Stößels, bevor Sie die Hydraulik einstellen. Bewegen Sie den Stößel ohne Last auf den unteren Totpunkt und legen Sie dann ein ein Meter langes Präzisionslineal über seine gesamte Länge. Abweichungen von mehr als 0,1 mm von einem Ende zum anderen weisen auf eine mechanische Neigung hin; geringere Werte deuten auf Sensorabweichung hin. Staub vom Walzhaut kann Messwerte um bis zu 0,5 mm pro Fuß verfälschen – genug, um konische Biegungen zu verursachen, ohne dass eine sichtbare Neigung vorhanden ist.
Das Abwischen der linearen Skalen mit Isopropylalkohol, das Durchfahren von zehn vollständigen Hüben ohne Last und die Neukalibrierung der Koordinaten beheben mehr als 80 % der sensorbedingten Fehler. Dieser kostengünstige Wartungsschritt kann verfrühte Zylinderabdichtungswechsel verhindern und die Maschine vor unnötigen Ausfallzeiten bewahren. Untersuchen Sie erst dann Gleitführungen oder Hydraulikkomponenten, wenn Sie bestätigt haben, dass die Skalen korrekt messen.
Crowning‑Systeme – ob mechanische Keile oder CNC‑gesteuerte Aktuatoren – kompensieren Bett‑ und Stößeldurchbiegung unter Last, um die Biegewinkel über das gesamte Werkstück gleichmäßig zu halten. Auch wenn diese Systeme effektiv sind, kann das Anwenden von Crowning‑Einstellungen ohne vorherige Bestätigung einer konsistenten Wiederholgenauigkeit des Stößels ernsthaftere zugrunde liegende Probleme verdecken.
In einer 100‑Tonnen‑Presse beträgt die typische Durchbiegung bei voller Kapazität etwa 0,1–0,3 mm pro Meter. Abgenutzte Kolbenführungen können jedoch dazu führen, dass eine Seite um 0,2 mm klemmt, was die wahrgenommene Durchbiegung effektiv verdreifacht. Wenn Sie den Kolbenfall bei 50% der maximalen Last unter Verwendung eines Musterflansches testen, können Sie feststellen, ob die seitliche Variation innerhalb von 0,1 mm bleibt. Falls dies überschritten wird, beheben Sie den Führungsverschleiß, bevor Sie Ausgleichsanpassungen (Crowning) vornehmen.
Für echten Durchbiegungsausgleich justieren Sie den Ausgleichskeil (Crowning Wedge) in Schritten von 0,05 mm und messen Sie die Ergebnisse mit einem Winkelmesser – oder für höhere Präzision mit einem Laser‑Parallelitätswerkzeug mit einer Genauigkeit unter 0,1 mm. Übermäßiges Crowning “zur Sicherheit” kann die Zykluszeiten um bis zu 15% verlängern, aufgrund der Bewegungsverzögerung des Crowning‑Mechanismus. Wenn Sie mit genauen Ausgangsmessungen beginnen, sinkt die Ausschussrate, und Crowning behebt tatsächlich die Durchbiegung statt mechanischen Verschleiß zu verdecken.
Die Hinteranschlag‑Einheit (Backgauge) bestimmt sowohl die Flanschlänge als auch die Biegeposition. Jegliche Drift in der X‑Achse (Links‑Rechts‑Positionierung) oder R‑Achse (Vertikale Höhe) kann schnell zu inkonsistenten Teilen führen, selbst wenn der Kolben perfekt arbeitet. Betriebsprüfungen ergaben, dass lose Hinteranschlagfinger etwa 80% der X‑Achsen‑Drift verursachten, während R‑Achsen‑Ungenauigkeiten häufig auf verschlissene Kugelgewindespindeln zurückzuführen waren.
Um die Hinteranschlagfinger zu überprüfen, schalten Sie den Strom aus und üben Sie Druck durch Drücken und Ziehen aus; jede Bewegung über 0,1 mm erfordert eine Anpassung. Ziehen Sie die Fingerklammern bei trockenen Bedingungen mit 22 Nm fest – mit Kühlmittel verunreinigte Gewinde können die Klemmkraft um die Hälfte reduzieren. Ziehen Sie nach etwa 500 Betriebszyklen erneut nach, um frühes Lockern durch Vibration zu erkennen.
Um R‑Achsen‑Spiel zu erkennen, lassen Sie den Kolben über seinen gesamten Hub laufen, während Sie auf Mahlgeräusche achten oder ein Klemmen ertasten. Bei oberflächlicher Beobachtung wird oft ein Kugelgewinde‑Spiel über 0,15 mm übersehen – ab diesem Punkt treten jedoch unvermeidlich Unterschiede in der Flanschenhöhe auf. Der Austausch der Kugelgewindemutter, der typischerweise etwa $800 kostet, kann wiederkehrende Fehler durch inkonsistente vertikale Positionierung beseitigen.
Eine konsequente Aufzeichnung des Backgauge‑Drifts zusammen mit den Wartungsintervallen ermöglicht es Ihnen, den Austausch von Komponenten vorherzusagen und zu planen, bevor er Produktionsläufe unterbricht.
Gibs – Lagerpads aus Bronze oder Verbundmaterial, die den vertikalen Lauf des Kolbens führen – müssen ein präzises Spiel behalten, um den Kolben unter Last ausgerichtet zu halten. Übermäßiges Spiel (über 0,15 mm, gemessen mit einer Fühlerlehre an mehreren Punkten auf jeder Seite) kann den Kolben kippen lassen, wodurch ein Ende gegen seine Führungen klemmt und ungleichmäßige Biegungen entstehen.
Entfernen Sie Schutzvorrichtungen, um Zugang zu den Führungen (Gibs) zu erhalten, und messen Sie das Spiel an vier gleichmäßig verteilten Punkten pro Seite. Wenn das Spiel zu groß ist, setzen Sie 0,05 mm‑Messing‑Shims ein, anstatt die Gib‑Oberflächen abzuschleifen. Schleifen entfernt ihre gehärteten Schichten, beschleunigt den Verschleiß und erhöht die Wärmeentwicklung bei zukünftigem Betrieb. Ideales Spiel nach dem Shimmen liegt bei 0,10–0,12 mm, was Schmiermittelrückhalt mit präziser Führung ausbalanciert.
Nach der Einstellung tragen Sie NLGI‑Fett der Klasse 2 auf, lassen die Presse zwanzig Zyklen unter Last laufen und prüfen die Kolbenausrichtung. Ein zuverlässiger Test ist, einen 1 mm‑Shim unter ein Ende des Werkstücks zu legen – korrekt eingestellte Führungen korrigieren sich selbst innerhalb von ein oder zwei Zyklen. Falls während dieses Tests Riefen auftreten, wenden Sie sich vor weiterer Arbeit an den Hersteller.
Die meisten Fehlerbehebungsanleitungen für Abkantpressen behandeln jedes Problem separat – Waage säubern zur Beseitigung von Y‑Achsenfehlern, Crowning für Biegeverlauf feinjustieren, Backgauge‑Finger fixieren zur Driftbeseitigung. In der Praxis zeigen Feldstudien, dass 73% der Szenarien mit mehreren Fehlern überlappende mechanische und elektronische Ursachen haben. Wenn man diese außer Reihenfolge behandelt, können Fehlersignale verstärkt, irreführende Diagnosen ausgelöst und Stunden für unnötige Nacharbeit verschwendet werden.
Eine effektive Reihenfolge schützt die Betriebszeit: Zuerst Führungen prüfen und shimmen, um zugrunde liegende Kolbenfehlstellungen zu beheben. Danach Crowning erst anpassen, wenn die Führungsgenauigkeit bestätigt ist, dann Backgauge‑Finger sichern und Kugelgewindespindeln prüfen. Zum Schluss Sensoren reinigen und neu nullen, damit die Messwerte die vorgenommenen physischen Anpassungen widerspiegeln.
Ein dokumentierter Fall: Eine 150‑Tonnen‑Presse produzierte 1,5 mm nach links verzogene Biegungen und löste Y1/Y2‑Fehler aus, obwohl die Zylinderdrucke übereinstimmten. Die Lösung bestand darin, die Führungen zu shimmen, die Backgauge‑Finger nach Herstellervorgabe zu re‑torquieren und eine einzige inkrementelle Crowning‑Anpassung vorzunehmen. Diese Schritte brachten die Leistung bei den nächsten 2.000 Teilen auf null Ausschuss zurück, bei einer Gesamtstillstandszeit von unter einer Stunde – die zuvor vorgeschlagene $15.000‑Überholung konnte vermieden werden.
Indem Sie einer logischen Reihenfolge folgen – von der Korrektur der grundlegenden mechanischen Ausrichtung bis zur Feinjustierung der Ausgleichssysteme – stellen Sie nicht nur die Biegepräzision wieder her, sondern stoppen auch die Entwicklung miteinander verknüpfter Fehler, bevor diese eskalieren. Das Ergebnis ist mehr als eine technische Reparatur: Es ist gesteigerte Betriebssicherheit und gleichmäßiger Output, was die Rentabilität in der Serienfertigung direkt erhöht.
Hydraulische Kolben sind auf Flüssigkeiten angewiesen, die sich nicht komprimieren lassen, um gleichmäßige, präzise Kraft zu liefern. Gelangt Luft in die Zylinderleitungen, wird diese Eigenschaft beeinträchtigt – Luft komprimiert sich unter Druck, wirkt wie ein Schwamm und erzeugt träge Reaktionen. Der Kolben kann zögerlich oder “schwammig” wirken, statt eine klare Bewegung auszuführen. Dieses Problem tritt oft nach schnellen Flüssigkeitsnachfüllungen auf oder wenn verschlissene Dichtungen mikroskopische Lecks zulassen. In vielen Werkstätten führen fast die Hälfte aller ungeplanten Nachfüllungen Luft ins System ein.
Um die scharfe Reaktion wiederherzustellen, verwenden Sie einen gezielten Entlüftungsprozess. Bewegen Sie den Kolben langsam 10–15 Mal bei niedrigem Druck ohne Werkstück an Ort und Stelle, wodurch eingeschlossene Luft zu den höchsten Punkten im Hydrauliksystem gedrückt wird. An den Entlüftungsventilen der Zylinder – typischerweise an den oberen Enden angebracht – öffnen Sie jedes Ventil nur etwa eine Vierteldrehung, während Sie die langsame Kolbenbewegung beibehalten. Achten Sie auf Öl, das in einem gleichmäßigen, blasenfreien Strom fließt; Spritzer oder Schäumen deuten auf verbleibende Lufttaschen hin. Etwa zur Hälfte des Verfahrens den Vorratsbehälter mit Öl derselben Viskosität wie das Original nachfüllen, um ein Wiedereinschleppen von Luft zu vermeiden.
Widerstehen Sie der Versuchung, Hochdruckzyklen vor dem Entlüften durchzuführen, da Turbulenzen die Luft tiefer ins System treiben und die Entfernung erschweren. Eine Produktionslinie reduzierte den Ausschuss über Nacht um 25 % allein durch Niederdruckentlüftung anstelle der Fehlersuche an nicht vorhandenen Ventilen. Wenn die Pumpe danach weiterhin ein heulendes Geräusch erzeugt, liegt vermutlich Kavitation vor – durch Luft, die am Pumpeneinlass angesaugt wird. Prüfen Sie in diesem Fall die Dichtheit der Saugleitung und stellen Sie sicher, dass der Flüssigkeitsstand ausreichend ist.
Hydraulikpumpen sind stark auf ein konstantes Flüssigkeitsvolumen angewiesen – wird der Durchfluss eingeschränkt, sinken sowohl Effizienz als auch Lebensdauer drastisch. Ein verstopfter Filter – ob auf der Saug-, Druck- oder Rücklaufseite – kann den Durchfluss um mehr als die Hälfte reduzieren, was zu rascher Wärmeentwicklung, trägen Zykluszeiten und einem erhöhten Risiko von Dichtungsplatzern führt. Eines der ersten Anzeichen ist ein scharfes, hohes Pumpenheulen beim Start, oft gefolgt von einem ungewöhnlich schnellen Temperaturanstieg unter Last. Vernachlässigte Filtration ist die Hauptursache bei über 80 % der Ausfälle von Abkantpressenpumpen, meist durch Schmutzpartikel, die durch internen Dichtungsverschleiß oder Verunreinigungen wie Zunder entstehen.
Lokalisiere die Blockierung durch taktile Prüfung und Bypass-Tests. Fühlt sich die Leitung, die das Öl vom Kühler zurück in den Behälter führt, warm an, deutet das auf einen verstopften Rücklauffilter hin; eine kühle Leitung weist in der Regel auf ungehinderten Durchfluss hin. Der Saugfilter im Inneren des Behälters ist der häufigste Übeltäter und sollte zuerst überprüft werden. Falls vorhanden, verwenden Sie das Differenzdruckmanometer des Druckfilters – Werte über der Spezifikation bestätigen eine Verengung. Umgehen Sie nacheinander jeden Filter über Serviceventile und beobachten Sie, ob Durchfluss und Temperatur wieder normal werden, und ersetzen Sie jedes Filterelement, das eine deutliche Verstopfung zeigt.
Bleiben Sie bei vom Hersteller zugelassenen Ersatzteilen, um Fehlanpassungen der Partikelgröße und unnötigen Verschleiß zu vermeiden. Ein einfaches optisches Restriktionssignal – etwa ein Farbstreifen, der sich ändert, sobald ein bestimmter Widerstand erreicht ist – kann tägliche Kontrollen auf einen Sekundenblick verkürzen und Pumpenverhungern erheblich reduzieren. Einige kostengünstige Filterelemente sind weit billiger als die Reparaturen, die durch ausgelassene Wartung entstehen – wöchentliche Filterinspektionen sind daher Pflicht.
Die Dicke – oder Viskosität – der Hydraulikflüssigkeit beeinflusst direkt, wie effizient das Öl durch Ventile und Kanäle fließt. Wenn das Öl kalt ist, wird es deutlich zähflüssiger, was die Reaktionsgeschwindigkeit der Aktuatoren verlangsamt und die Kolbengeschwindigkeit reduziert. Am frühen Morgen zeigt sich das oft als “klebrige” Biegungen mit ungenauen Winkeln, bis das System mindestens 38 °C erreicht hat. Im entgegengesetzten Extrem wird überhitztes Öl zu dünn, reduziert die Tragfähigkeit und lässt Dichtungen aufquellen; am Nachmittag kann man dann Winkeldrift und geringere Tonnage bemerken. Die falsche Wahl der Viskositätsklasse verschärft diese Probleme – das Mischen von ISO 32- und ISO 46-Ölen kann beispielsweise Winkelabweichungen um bis zu 40 % vergrößern.
Beginnen Sie jede Schicht mit einer kurzen Aufwärmroutine. Lassen Sie den Kolben etwa fünf Minuten lang ohne Last laufen und beobachten Sie dabei das Öltemperaturmessgerät, bis der optimale Bereich von 43–55 °C erreicht ist. Testen Sie die Biegewinkel an identischen Stahlteilen vor und nach dem Aufwärmen; liegt der Unterschied über einem Grad, deutet das auf Viskositätsinstabilität hin. In diesem Fall eine Probe ablassen und im Labor mit einem Viskosimeterstreifen die Ölklasse und mögliche Verunreinigungen prüfen.
Für langfristige Zuverlässigkeit verwenden Sie das ganze Jahr über Öl gemäß den Herstellerspezifikationen. Verschleißschutz-Öl ISO 46 liefert in den meisten Bedingungen eine konstante Leistung, besonders in Kombination mit wöchentlichen Ölstandskontrollen. Vermeiden Sie Vollbelastung bei kalten Bedingungen – das beschleunigt den Dichtungsverschleiß um bis zum Fünffachen. Der Betrieb mit zu kaltem oder zu heißem Öl beeinträchtigt nicht nur die Qualität, sondern führt direkt zu vorzeitigem Hydraulikausfall.
Langsame Abkantpresszyklen werden nicht immer durch hydraulische Probleme verursacht. Elektrische Positionsverfolgungsgeräte – wie induktive Näherungssensoren und mechanische Endschalter – können Verzögerungen verursachen, wenn sie verschmutzt, falsch ausgerichtet oder wärmebeeinflusst sind. Diese Sensoren signalisieren dem Steuerungssystem, dass der Kolbenweg erreicht ist. Wenn diese Signale sich verschlechtern, interpretiert die Maschine die Kolbenposition falsch und stoppt oder pausiert mitten im Hub. In staubigen Fertigungsumgebungen kann Schmutz die Signalstärke innerhalb weniger Wochen um 50 % reduzieren, und lose oder korrodierte Verkabelung verschlimmert das Problem.
Um diese Probleme zu diagnostizieren, beobachten Sie sie im Betrieb. Bei geöffneten Schutzvorrichtungen die Presse laufen lassen und auf flackernde Sensor-LEDs achten – das weist oft auf Ausrichtungsprobleme hin. Stellen Sie induktive Sensoren auf den vom Hersteller empfohlenen Abstand von 2–4 mm ein und stellen Sie sicher, dass der Bereich vor dem Sensor frei von Metall ist. Entfernen Sie Staub mit einem rückstandsfreien Elektronikreiniger und prüfen Sie anschließend die Durchgängigkeit mit einem Multimeter; ein geschlossener Schalter sollte unter 5 Ohm anzeigen. Bewegen Sie zur Kabelprüfung die Leitungsbäume am Steuerpult während des Betriebs leicht. Wenn die Spannungsabfälle 2 V überschreiten, muss die Verkabelung repariert werden.
Wärmebilder zeigen oft, dass viele “langsame Zyklus”-Probleme von Sensoranschlüssen stammen, die nur leicht überhitzt sind – manchmal nur etwa 5–6 °C über der Umgebungstemperatur –, aber dennoch genug, um den elektrischen Widerstand zu erhöhen und Signale zu verzögern. Eine gute Erdung und feste Anschlüsse verhindern dies. Bevor Sie komplexere Reparaturen angehen, versuchen Sie einen vollständigen Neustart: Schalten Sie die Maschine vollständig für 30 Sekunden aus. Dieser Hard-Reset behebt fast die Hälfte aller intermittierenden Sensorfehler. Wenn weiterhin Endschalterfehler auftreten, könnte ein verschobener Encoder die Ursache sein, der sich typischerweise durch den Teach- oder Kalibriermodus der Abkantpresse neu einstellen lässt.
Einer der häufigsten Fehler bei der Fehlersuche an Abkantpressen ist die Annahme, hydraulische und elektrische Probleme seien völlig getrennt. Bediener konzentrieren sich oft auf nur ein System – sei es das Entlüften der Hydraulikleitungen oder der Austausch von Sensoren – ohne zu erkennen, wie eng diese Systeme zusammenarbeiten. Ein Kolbenstopp könnte ebenso gut durch leichte Hydraulikunterversorgung wie durch ein schwaches Sensorsignal verursacht werden, und die Symptome sehen oft identisch aus.
Übernehmen Sie eine hybride Diagnosestrategie. Wenn ein Zyklusproblem auftritt, planen Sie Prüfungen über beide Systeme hinweg: Entlüftungsventile zusammen mit Sensortests, Überprüfung des Filterzustands beim Kontrollieren der Verkabelung. Diese gestaffelte Vorgehensweise hilft, nicht existente Einzelsystemfehler zu vermeiden, reduziert Ausfallzeiten und deckt kombinierte Probleme auf, die ein isolierter Ansatz übersehen würde. Werkstätten, die hydraulische und elektrische Inspektionen im selben Diagnoseschritt integrieren, berichten von bis zu 40 % schnelleren Reparaturen und deutlich weniger Wiederholungsausfällen. Der entscheidende Wandel besteht darin zu erkennen, dass die Leistung einer Abkantpresse aus einem integrierten System stammt – nicht aus getrennten Teilen – und so die Produktion stabil und die Reparaturkosten gering bleiben.
Starke Riefen im Hydraulikzylinder einer Abkantpresse sind mehr als nur ein optischer Makel – sie markieren einen Punkt ohne Wiederkehr. Rillen, die tiefer als 0,1 mm sind, bilden Kanäle für abrasiven Schmutz und für das Umgehen der Hydraulikflüssigkeit, was die Dichtungen schnell verschleißen lässt und dem Stößel den stabilen Druck entzieht. Was als einfacher $500‑Dichtungstausch beginnen mag, kann sich zu einer $20.000‑Zylinderüberholung auswachsen, bei der OEM‑gesteuertes Präzisionshonen und Neubeschichten unerlässlich sind. Eigenhändiges Honen oder abrasive Reparaturen betten häufig feine Verunreinigungen wie Zunder in die Chromoberfläche ein, was unregelmäßige Flächen erzeugt, die Flüssigkeit zurückhalten, den Druck destabilisieren und unter Last ein langsames, schleichendes Nachgeben des Stößels verursachen.
In Automobilfertigungswerken mit über einer halben Million Betriebszyklen zeigte sich, dass angeriebene Hydraulikzylinder dreimal so viel Blow‑by aufwiesen wie makellose Zylinder. Zusätzlich scheiterten 73% improvisierter “Werkstatt”-Reparaturen bei Biegeoperationen mit hoher Tonnage. Eine schnelle Diagnose – das Überstreifen der Oberfläche mit dem Fingernagel während der Inspektion; bleibt dieser in der Rille hängen – kombiniert mit einer hydraulischen Verzögerung von mehr als 0,5 Sekunden, kennzeichnet eindeutig den Punkt ohne Wiederkehr. Darüber hinaus wird weiteres manuelles Herumbasteln zur Ressourcenverschwendung. Zu diesem Zeitpunkt sollten der Defekt dokumentiert, klare Fotos mit Maßstab zur Referenz aufgenommen und der Zylinder an den OEM gesendet werden, bevor Ausschussraten steigen und Stillstandszeiten explodieren.
In vielen Werkstätten bedeutet die Diagnose von Antriebsproblemen, ein Multimeter zu nutzen, um offensichtliche Fehler zu erkennen – offene Stromkreise, kurzgeschlossene Wicklungen oder falsche Verdrahtung. Während solche Prüfungen etwa 40% der häufigsten Ausfälle abdecken, stammen die übrigen 60% aus subtileren elektrischen Problemen: intermittierende Servoinstabilität, Spannungsspitzen, Oberschwingungsverzerrung bei Frequenzumrichtern (VFDs) und Isolationsdurchschläge unter Last. Deren Behebung erfordert dynamische Tests – etwa den Einsatz eines Oszilloskops, um Stromverläufe während des Biegeprozesses der Abkantpresse aufzuzeichnen – um das aufzudecken, was statische Messungen übersehen.
Das Übersehen dieser weiterführenden Tests kann Phasenungleichgewichte in CNC‑Antrieben unentdeckt lassen, was zu einem Y1/Y2‑Achsenversatz und bis zu 2 mm Abweichung über die gesamte Biegelänge führt. Viele Werkstätten halten dies fälschlicherweise für ein Kalibrierungsproblem, bis der Antrieb einen katastrophalen Ausfall erleidet und $10.000 an Notfall‑Ersatzkosten verursacht. Langzeitanalysen zeigen, dass CNC‑Antriebe in der mittleren Lebensphase – etwa 12 bis 18 Jahre – stärker durch Oberschwingungsverzerrung als durch Verdrahtungsverschleiß beeinträchtigt werden. Eine vorausschauende Drehmomentabweichungsprüfung, bei der Abweichungen über 5% gemeldet werden, kann drohende Probleme Monate vor einem tatsächlichen Ausfall aufdecken.
Sobald elektrische Unregelmäßigkeiten kritische Schwellen überschreiten – etwa erhöhter Leerlaufstrom, wiederkehrende Zyklusfehlercodes über den zulässigen Grenzwerten oder Drehmomentspitzen von 15% über Soll bei 80% Stößelgeschwindigkeit – ist es Zeit, OEM‑Diagnosewerkzeuge einzusetzen. Das Protokollieren dieser genauen Messwerte vor dem Support‑Anruf kann die Vor‑Ort‑Zeit des OEM‑Technikers halbieren im Vergleich zu vagen Meldungen wie “die Maschine ist langsam”, was kürzere Ausfallzeiten und geringere Arbeitskosten bedeutet.
Der Wechsel von der Fehlersuche vor Ort zur OEM‑Unterstützung bedeutet mehr als nur einen Anruf – es hängt davon ab, wie effektiv Sie die Symptomhistorie der Maschine übermitteln. Der Detailgrad Ihrer Angaben wirkt sich direkt auf die Reparaturgeschwindigkeit und die Endkosten aus. Werkstätten, die präzise, gut strukturierte Berichte liefern – mit datierten Fehlercodes, Aufzeichnungen von Messwerten an Schlüssellastpunkten und kurzen Videos mit auffälligem Stößelverhalten – sparen regelmäßig 2–4 verrechenbare Stunden auf den OEM‑Serviceabrechnungen.
Betrachten Sie den Unterschied: “E‑405‑Synchronisationsfehler trat in Zyklus 247.892 auf; Stößelrücklauf beträgt 4,2 Sekunden statt 2,8 Sekunden laut Spezifikation; hörbares hochfrequentes Pfeifen bei 2.500 PSI” ermöglicht es dem OEM‑Techniker, mit den richtigen Ersatzteilen und einem gezielten Prüfplan anzureisen. Dagegen lässt die Aussage “die Maschine ist langsam” ihn raten, was die Diagnose verlängert. Das konsequente Protokollieren von Leistungsabweichungen – etwa Biegewinkeländerungen um mehr als das Doppelte der Toleranz über drei Monate oder Spiel am Hinteranschlag über 0,2 mm – liefert den OEM‑Mitarbeitern genügend Informationen, um die Arbeit als vorbeugend statt als dringend einzustufen, sodass Reparaturen in geplante Wartungsintervalle integriert werden können.
Eine erprobte und zuverlässige Dokumentations‑Checkliste:
Das Einbeziehen von Zyklusprotokollen mit Überlastereignissen und die zweimonatliche Sicherung der CNC‑Programme macht nicht nur die OEM‑Übergabe effizienter, sondern hilft auch, schwer fassbare Antriebsfehler aufgrund von Firmware‑Korruption zu vermeiden – Probleme, die herkömmliche Multimeterprüfungen nicht erkennen.
Die Abkantpresse innerhalb sicherer Grenzen zu halten, ist eine Frage der Disziplin – zu wissen, wann man aufhören muss, bevor mechanischer Verschleiß oder elektrische Anomalien das übersteigen, was sich mit Werkstattmitteln beheben lässt. Eine Verzögerung bei der OEM‑Einbindung führt zu höheren Kosten, längeren Stillständen und potenziellen Werkzeugschäden. Frühe Warnzeichen zu erkennen und sie gründlich zu dokumentieren, verwandelt einen Notruf in eine koordinierte Serviceintervention – was sowohl Unterbrechungen als auch Kosten reduziert.
Hydrauliköl ist das lebenswichtige „Blut“ einer Abkantpresse und muss, ähnlich wie menschliches Blut, mit der richtigen Viskosität fließen, um ordnungsgemäß zu funktionieren. An einem kalten Morgen zu Beginn einer Schicht verdickt und verlangsamt sich das Öl, was die Pumpen belastet und die Dichtungen höheren Drücken aussetzt, bevor sie sich zu ihren vorgesehenen Abständen ausgedehnt haben. Das führt nicht nur zu träger Leistung – es kann mikroskopische Risse in den Dichtlippen und bleibende Kompressionsschäden an kalten, spröden Elastomeren verursachen. Ist dieser Verschleiß einmal begonnen, lässt er sich nicht rückgängig machen: Dichtungen verlieren ihre Fähigkeit, Druck zu halten, interne Leckagen nehmen zu und der Hub bewegt sich unregelmäßig.
Das Aufwärmen zu überspringen ist einfach keine Option. Nur zwei bis fünf Minuten, in denen man die Abkantpresse bei niedrigem Druck ohne Last durchläuft, erhöhen die Öltemperatur in einen Bereich, in dem es effektiv schmiert, statt abrasiven Verschleiß zu verursachen. Diesen Schritt zu vernachlässigen, kann die Lebensdauer der Dichtungen um Monate verkürzen und kostspielige Reparaturen nach sich ziehen, die sowohl Ersatzteilbudgets als auch Produktionszeit belasten. Behandeln Sie Ihre Abkantpresse im Winter so, wie Sie einen Sportler behandeln würden – Sie würden auch nicht ohne vorheriges Dehnen losrennen, und Ihr Hydrauliksystem verdient dieselbe Pflege.
Beginnen Sie jede Schicht damit, die Maschine sanft “aufzuwecken”: Fahren Sie den Hub durch seinen vollen Weg, lassen Sie das Öl gleichmäßig erwärmen und beobachten Sie, wie die Bewegung flüssiger wird. Das ist der Punkt, an dem Ihre Dichtungen aufhören, zu widerstehen, und im Einklang mit dem System arbeiten.
Die meisten Werkstätten bestehen darauf, dass sie ihre Schmierarbeiten im Griff haben, doch viele Bediener könnten ohne Handbuch nicht alle Schmiernippel an ihrer Abkantpresse finden. Das Problem ist keine absichtliche Vernachlässigung – vielmehr werden versteckte Schmierstellen oft nicht beachtet, weil sie hinter Schutzabdeckungen versteckt, schwer zu sehen oder von offensichtlicheren Schmierpunkten überschattet sind. Führungsbuchsen der Hinteranschlags-Spindeln, seitliche Führungsschienen älterer Modelle und Drehpunkte des unteren Balkens sind häufige Opfer dieser Nachlässigkeit.
Die Lösung ist ein Schmierplan: ein langlebiges, laminiertes Diagramm, das auf Ihr konkretes Modell zugeschnitten ist und jeden Schmiernippel und jede Schmierstelle klar kennzeichnet. Bringen Sie ihn direkt an der Maschine an. Vergeben Sie ID-Nummern für jeden Punkt zusammen mit der richtigen Schmiermittelspezifikation. Legen Sie diese Schichtbeginn-Aufgabe in die Hände eines Bedieners, der befugt ist, die Produktion anzuhalten, wenn ein Schmiernippel nicht zugänglich oder nicht gewartet werden kann. Keine Annahmen, keine Verzögerungen – nur konsequente, präzise Schmierung.
Stellen Sie sicher, dass jeder Schmiernippel gewartet wird, besonders jene, die von der vorherigen Schicht übersehen wurden. Selbst das Auslassen nur eines Punktes startet eine Kettenreaktion aus abrasivem Verschleiß: trockenes Metall klemmt und verkratzt, erzeugt Partikel, die dann in andere bewegliche Baugruppen gelangen. Ein fehlender Schmierpunkt kann Ihre Reparaturkosten leicht verdoppeln, da der Verschleiß sich durch das System ausbreitet. Ein Schmierplan verwandelt Schmierung von einer hoffnungsvollen Gewohnheit in eine messbare tägliche Leistung.
Walzzunder ist eine harte, spröde Oxidschicht, die beim Biegen von Stahl abblättert. Jeder Span, der auf den Schienen oder Führungen Ihrer Abkantpresse landet, ist der Ausgangspunkt für möglichen Schaden. Unbeachtet werden diese Fragmente durch Vibration zu feinen Partikeln zerrieben, die sich mit Restöl oder Fett vermischen – und so eine abrasive Mischung bilden. Diese Mischung wandert bei jeder Schienenbewegung mit, ritzt mikroskopische Rillen in Präzisionsoberflächen, beeinträchtigt die Genauigkeit des Hinteranschlags und gefährdet den Sitz der Werkzeuge.
Die Lösung ist ein trockenes Abwischen vor der ersten Arbeit des Tages. Mit sauberen Handschuhen, einem Lappen bereit – fahren Sie mit den Fingerspitzen entlang der Schienen, Führungen und Werkzeugauflagen. Spüren Sie jedes Körnchen. Entfernen Sie es, bevor Wärme und Bewegung es ins Metall einbetten. Diese Praxis dient nicht der “Optik” der Maschine, sondern blockiert abrasive Partikel daran, in Ihre Gleitflächen einzudringen.
Bediener, die dies als Teil ihrer Schichtbeginnroutine übernehmen, erzielen messbare Ergebnisse: Die Genauigkeit des Anschlags bleibt Monat für Monat konstant, Zykluszeiten bleiben zuverlässig, und durch Schienenverschleiß bedingte Ausfälle sinken praktisch auf null. Sobald Sie einmal gespürt haben, wie eine Schiene sich von rau zu vollkommen glatt unter Ihren Fingerspitzen verwandelt, werden Sie den Vorgang nie wieder auslassen.
In jeder Werkstatt beginnt Stillstand oft unbemerkt – eine kalte Dichtung wird beim Start steif, ein versteckter Schmiernippel trocknet aus oder Schmutz sammelt sich leise auf einer Schiene. Das Schichtbeginn-Ritual deckt diese Probleme auf, solange sie noch leicht zu verhindern sind. Gehen Sie sie heute an, und Sie haben schon die Produktion von morgen gesichert.


















