

La tua piegatrice si ferma bruscamente a metà turno. Gli operatori si radunano, la produzione si blocca e ogni minuto che passa prosciuga denaro più velocemente del materiale che attraversa un taglio laser. È allettante iniziare subito a smontare i componenti, ma in circa l’80% dei casi la soluzione non richiede affatto strumenti. Ciò che è cruciale, prima di tutto, è un controllo diagnostico mirato di cinque minuti per distinguere un’interruzione minore da un guasto potenzialmente fatale alla macchina. Saltare questo passaggio può trasformare una semplice riparazione di 10 minuti in un fermo di più giorni.
Su piegatrici CNC e ibride idrauliche, la logica di controllo bloccata può sembrare un guasto meccanico. Gli operatori spesso sprecano ore inseguendo problemi inesistenti ai sensori, quando il vero colpevole è un blocco software. I dati raccolti da più officine mostrano che un arresto completo dell’alimentazione—piuttosto che premere semplicemente il pulsante di emergenza—risolve fino al 40% delle interruzioni improvvise su macchine di produttori come Amada, Trumpf e Bystronic.
La procedura è semplice ma deve essere eseguita con precisione: spegnere l’interruttore principale per almeno 45 secondi per consentire ai condensatori di scaricarsi completamente, quindi riavviare in modalità manuale. Far compiere al pistone tre cicli senza carico, osservando la discesa fluida e il corretto allineamento. Se il guasto persiste—specialmente con codici di errore come E101 sync fault—scattare una foto nitida e ben illuminata dello schermo di controllo prima di tentare qualsiasi altra operazione. Questo cattura accuratamente lo stato del problema, consentendo al tecnico OEM di diagnosticare rapidamente e potenzialmente risparmiare migliaia di euro in costi di assistenza.
Trascurare questo passaggio porta spesso a inutili interventi idraulici. In un caso documentato, un tecnico ha impiegato mezza giornata per sostituire le guarnizioni delle valvole, solo per scoprire che il pistone “morto” funzionava perfettamente una volta cicliato l’interruttore.
Lo stato di un impianto idraulico è visibile immediatamente dalle letture di pressione—purché si sappia cosa è normale. Su una piegatrice tipica da 100 tonnellate, la pressione a vuoto dovrebbe essere compresa tra 20 e 50 PSI. Letture inferiori a 15 PSI indicano spesso carenza di alimentazione della pompa, mentre pressioni superiori alla specifica di oltre il 10% suggeriscono una valvola di scarico che potrebbe essere bloccata.
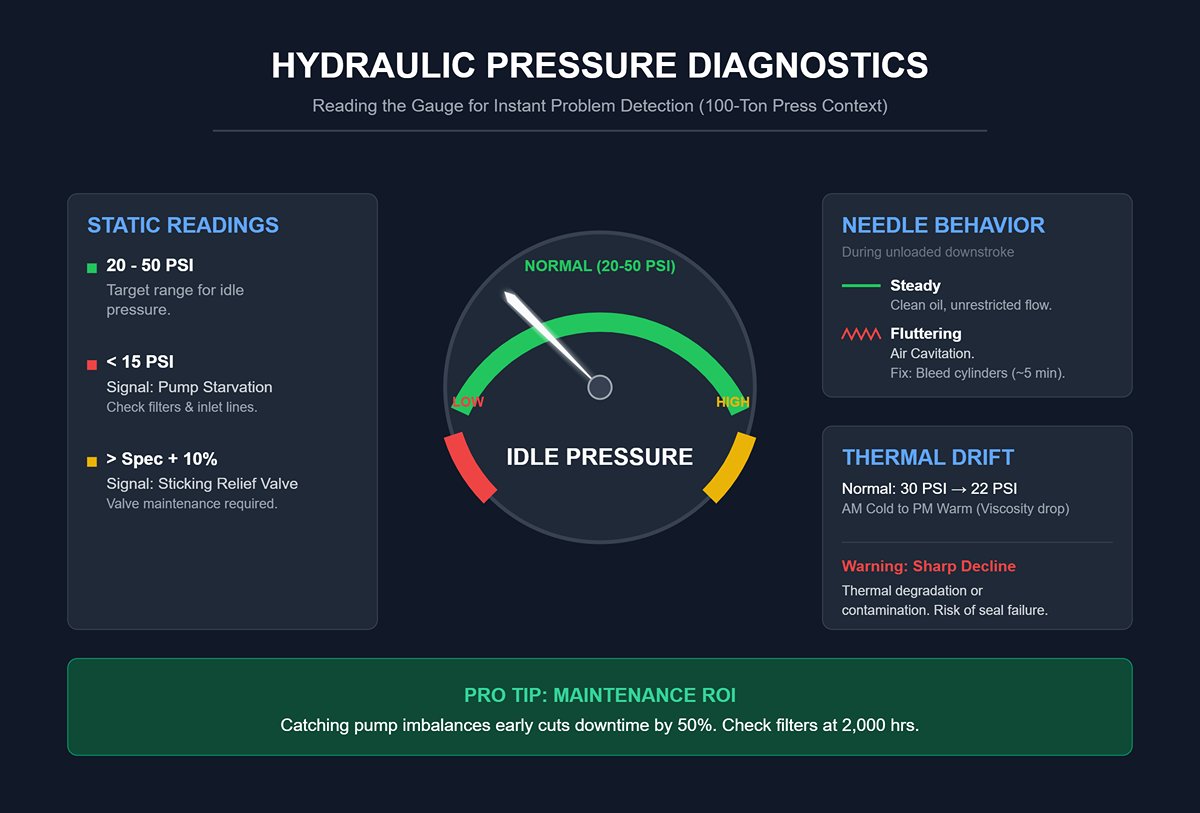
Per ottenere informazioni utili, controllare il manometro mentre la pressa esegue una corsa di discesa senza carico. Una lancetta stabile e costante indica olio pulito e flusso non ostruito. Se la lancetta vibra in modo irregolare, è spesso segno di cavitazione d’aria—tipicamente risolta in circa cinque minuti spurgando i cilindri dall’alto verso il basso. I dati provenienti da impianti di fabbricazione mostrano che individuare squilibri della pompa in anticipo può ridurre i tempi di fermo della metà, soprattutto quando i filtri sono vicini alla fine della loro vita utile prevista (circa 2.000 ore di funzionamento).
Per un quadro più completo, confrontare le letture del manometro da un avvio a freddo al mattino con quelle prese a fine giornata dopo che il sistema si è riscaldato. È normale che una lettura di 30 PSI alle 8 del mattino scenda a circa 22 PSI entro metà pomeriggio a causa dei cambiamenti di viscosità dell’olio. Un calo più marcato, tuttavia, può indicare degrado termico o contaminazione—condizioni che aumentano il rischio di guasti alle guarnizioni. Intervenire non appena questi sintomi appaiono sul manometro può prevenire guasti più gravi e costosi.
I sistemi idraulici chiusi sviluppano spesso una leggera e innocua “sudorazione”—un sottile film inferiore a un cucchiaino all’ora che appare intorno alle guarnizioni durante i cicli di riscaldamento. Se il residuo è pulito e uniforme, non è motivo di preoccupazione. Basta pulirlo e monitorarlo, evitando smontaggi inutili.
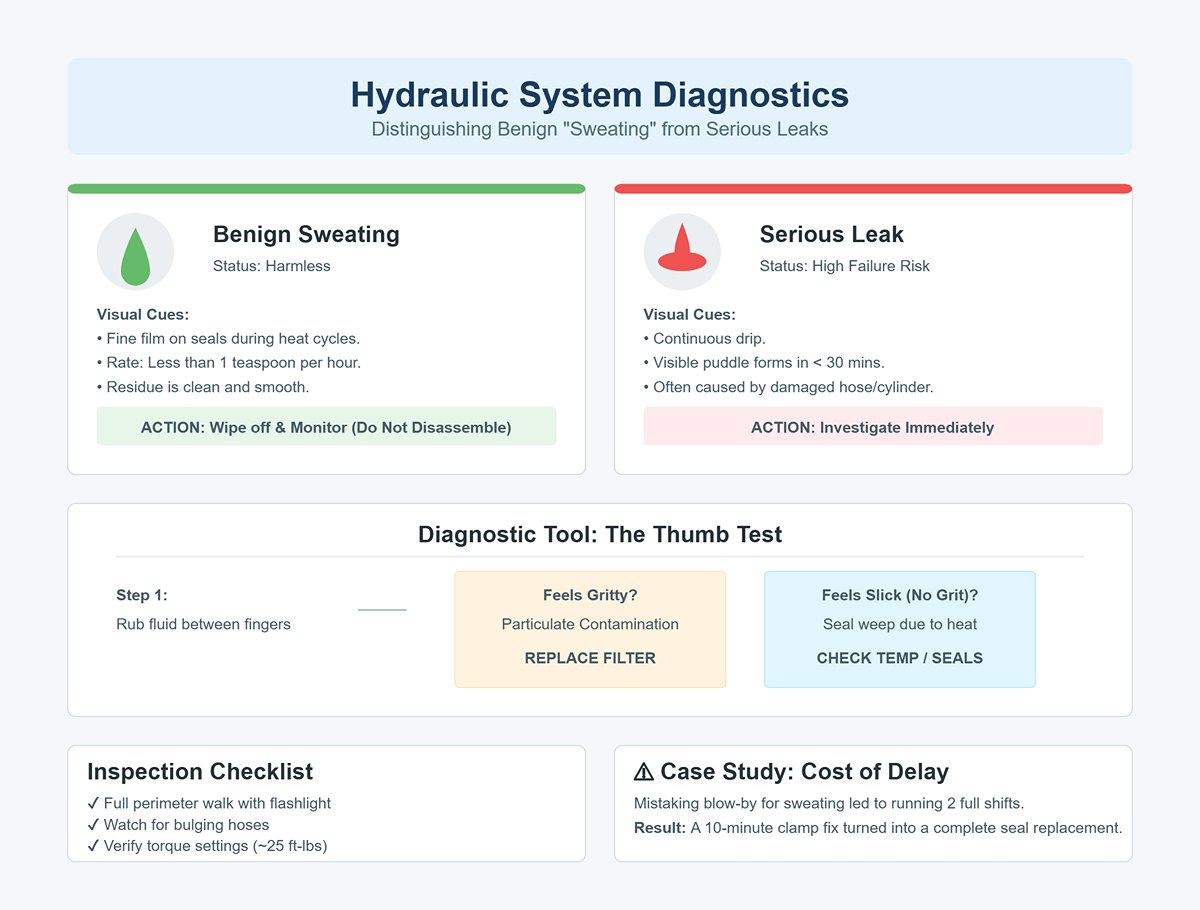
Le perdite significative sono un’altra storia. Un gocciolamento continuo che forma una pozzanghera visibile in meno di mezz’ora indica un’alta probabilità di guasto—spesso causato da un tubo o cilindro danneggiato. Utilizzare il test del pollice come controllo iniziale: strofinare il fluido tra le dita. Se risulta granuloso, è presente contaminazione particolata e il filtro deve essere sostituito immediatamente per proteggere la pompa dall’usura abrasiva. Se risulta liscio senza granuli, il problema potrebbe essere una trafilatura delle guarnizioni dovuta a calore eccessivo.
La rapidità nell’identificare le perdite è cruciale. In un caso, un operatore di officina ha scambiato il blow‑by del cilindro per una sudorazione minore e ha continuato a far funzionare la macchina per due turni completi. Questo ha trasformato quella che poteva essere una rapida riparazione di 10 minuti con una fascetta per tubo in una sostituzione completa delle guarnizioni—sprecando tempo e denaro. L’ispezione dovrebbe includere un giro completo del perimetro con una torcia, osservando eventuali tubi rigonfi e verificando le impostazioni di coppia a circa 25 ft‑lbs dove specificato.
In molti sistemi di presse idrauliche, tavoli e assemblaggi di utensili non rimangono in posizione una volta tolta l’alimentazione. Su circa il 60% delle piegatrici, spegnere l’alimentazione principale senza seguire la corretta sequenza di arresto consente al pistone di cadere liberamente sotto il proprio peso—creando una discesa pericolosa e incontrollata con gravi rischi di schiacciamento.
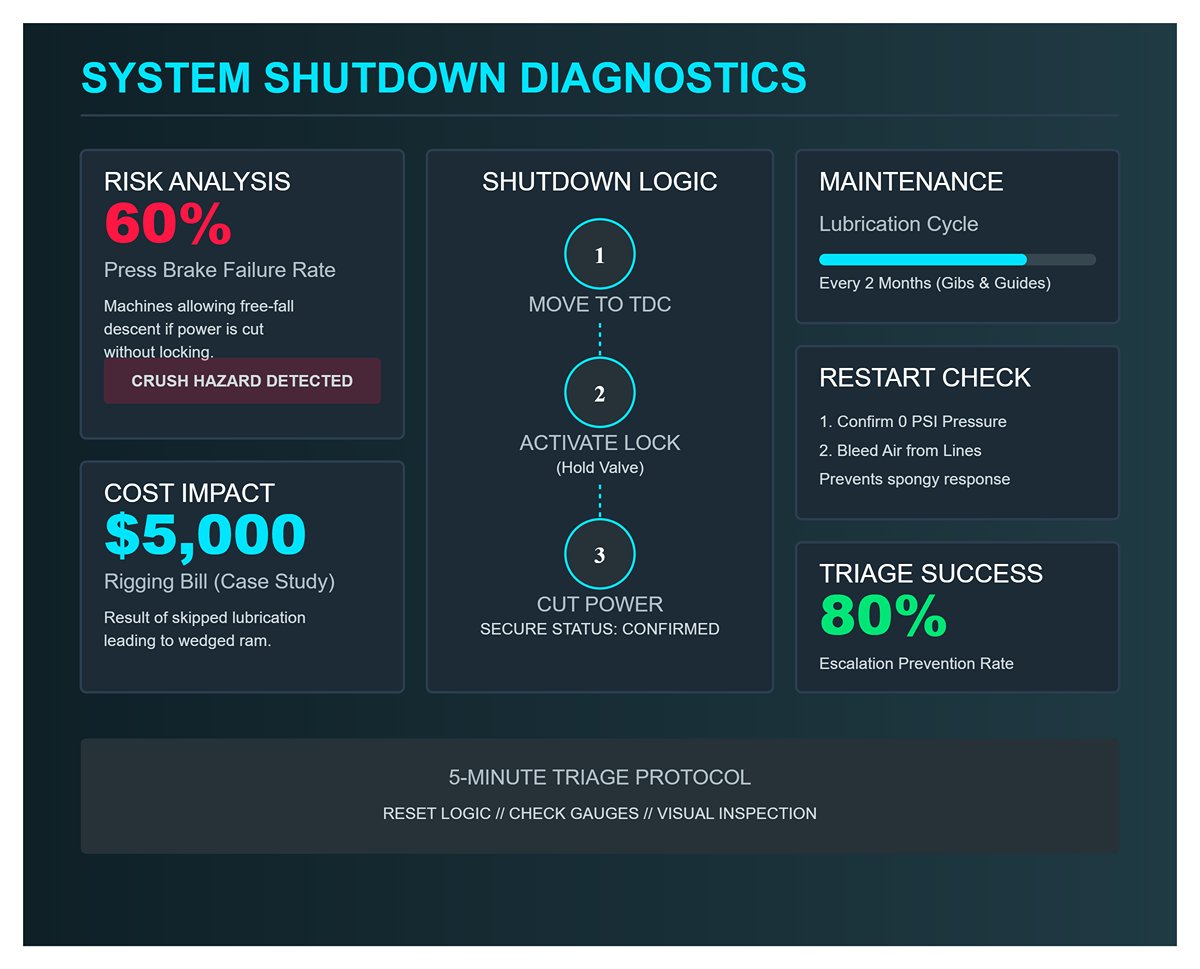
Prima di spegnere, portare il pistone nella posizione di punto morto superiore (TDC). Attivare la valvola di tenuta—spesso indicata nei manuali come “blocco idraulico ausiliario”—per mantenere il pistone saldamente in posizione. Solo dopo averlo bloccato si può scollegare l’alimentazione principale. Questa sequenza garantisce che il pistone rimanga stabile durante arresti di emergenza, lavori di manutenzione o qualsiasi interruzione imprevista.
La manutenzione preventiva regolare offre una protezione aggiuntiva. Lubrificare le guide e le slitte ogni due mesi aiuta a prevenire l’incollaggio—un problema che può bloccare il pistone a metà corsa e talvolta richiedere costosi interventi con gru. Un’officina del Midwest ha saltato questa manutenzione e si è ritrovata con un pistone incastrato, con conseguente fattura di 15.000 dollari per liberare l’unità.
Una volta tolta l’alimentazione, confermare sui manometri che la pressione idraulica sia scesa a zero. Quindi spurgare l’aria dalle linee prima di riavviare. Questo passaggio elimina la risposta lenta e spugnosa comune al primo ciclo, salvaguardando sia l’allineamento sia la ripetibilità.
Un triage mirato di cinque minuti può migliorare radicalmente i risultati delle riparazioni. Il ripristino della logica di controllo evita inutili smontaggi meccanici, i controlli dei manometri rivelano precocemente problemi alla pompa o alle guarnizioni, le ispezioni visive aiutano a dare priorità alle riparazioni delle perdite e seguire i protocolli di sicurezza previene sia i tempi di fermo che gli infortuni. I dati di officina mostrano che applicare costantemente questo metodo ha impedito l’aggravarsi dei problemi nell’80 % delle rotture—mantenendo la produzione in corso e proteggendo gli operatori.
Un pistone che non ritorna, o lo fa lentamente, può bloccare completamente la produzione. Tuttavia, la causa principale è spesso una soluzione semplice piuttosto che un guasto catastrofico. Inizia con il test più rapido: controlla il livello del fluido idraulico rispetto alle specifiche della macchina. Un livello basso riduce la pressione del sistema e permette l’ingresso di aria nelle linee, entrambe cause di rallentamento della risposta.
Se i livelli del fluido sono corretti, indaga per eventuali contaminazioni. I sistemi idraulici delle presse piegatrici sono estremamente sensibili ai detriti—polvere, trucioli metallici fini e umidità sospesa nell’olio agiscono come abrasivi all’interno di pompe e valvole. Questo aumenta l’attrito nelle pareti del cilindro e interrompe il movimento fluido. Molte officine trascurano la sostituzione dell’olio al traguardo delle 500 ore, momento in cui la contaminazione inizia tipicamente a influire in modo evidente sulle prestazioni.
L’aria intrappolata nell’olio idraulico—un fattore spesso trascurato—può produrre squilibri di pressione abbastanza forti da rallentare o fermare completamente la corsa di ritorno del pistone. Lo spurgo, o sfiato, del circuito idraulico è un’operazione semplice da eseguire internamente che può ripristinare immediatamente la piena velocità operativa, senza bisogno di chiamate di assistenza esterne.
Un chiaro indizio uditivo può aiutare la diagnosi: un “bang” netto quando il pistone raggiunge il punto morto inferiore indica frequentemente che la valvola di pressione proporzionale è in ritardo di oltre 80 millisecondi. In tali casi, il pistone stesso non è difettoso—una messa a punto fine della temporizzazione della valvola di solito ripristina la velocità normale del ciclo. Esegui prima questi controlli, poiché rappresentano la maggior parte dei problemi di ritorno lento, prima di sospettare guasti meccanici più gravi.
Pieghe irregolari indicano forze localizzate in gioco. Sebbene l’usura meccanica possa essere un fattore, nella maggior parte dei casi i colpevoli sono pressione idraulica instabile o errori di posizionamento. Se la pressione oscilla di oltre ±1,5 MPa durante il ciclo di piegatura, modifica gli angoli di piega e accelera l’usura della punzonatura oltre la variazione di raggio accettabile di 0,1 mm—compromettendo infine la precisione.
Il riscontro posteriore è altrettanto critico, fungendo da riferimento di posizionamento del materiale. Un singolo asse disallineato può far sì che un bordo del pezzo raggiunga la zona di piega prima dell’altro. Verifica che la lettura dell’asse X corrisponda costantemente alla distanza reale, utilizzando blocchi di calibrazione o calibri di precisione. Controlli settimanali della precisione di riposizionamento aiutano a prevenire disallineamenti sottili che potrebbero passare inosservati fino a quando i pezzi difettosi diventano frequenti.
Le differenze di materiale influenzano anche la precisione. Una discrepanza di oltre 2 punti nella durezza Vickers tra estremità opposte di un foglio può distorcere le pieghe, anche con utensili perfetti e idraulica stabile. Sebbene gli operatori non possano di solito controllare la durezza del materiale, una rilevazione precoce tramite test di durezza aiuta a chiarire se il problema proviene dal materiale piuttosto che dalla macchina.
Stabilire un obiettivo mensile per mantenere la variazione dell’angolo di piega entro ±0,1° è una misura preventiva efficace. Mantenere questa tolleranza può prolungare la vita della punzonatura di oltre il 30 % e ridurre i tempi di fermo della metà—trasformando le pieghe incoerenti da problema persistente a evento raro.
Il ristagno di fluido idraulico sotto o vicino alla pressa piegatrice dovrebbe indurre un’ispezione immediata. Inizia esaminando i tubi per segni visibili di usura—abrasioni, crepe, rigonfiamenti o tracce di olio attorno ai raccordi. Le perdite esterne richiedono una sostituzione rapida per evitare il rischio di una rottura completa.
Se tutti i tubi sono integri, concentra l’attenzione sui componenti interni. Guarnizioni usurate all’interno di cilindri o valvole di controllo possono consentire al fluido idraulico di bypassare il percorso previsto—un difetto noto come blow‑by interno. Queste perdite spesso rimangono nascoste fino a quando il ristagno di fluido diventa significativo. L’olio contaminato accelera il deterioramento delle guarnizioni, il che significa che anche guarnizioni nuove si guasteranno rapidamente se la qualità del fluido viene trascurata. Per prevenire problemi ricorrenti, sostituire olio e filtri, pulire accuratamente il serbatoio e quindi installare nuove guarnizioni.
Monitorare la pressione del sistema può affinare la diagnosi. Impostazioni della valvola di scarico che superano le specifiche spingono il fluido oltre guarnizioni indebolite con maggiore forza, peggiorando le perdite. Ridurre la pressione al limite raccomandato dal produttore allevia immediatamente lo stress meccanico e rallenta il tasso di guasto.
Quando i livelli di pressione sono entro le specifiche ma la perdita continua, ispezionare attentamente il cilindro e l’anello di tenuta. Scanalature profonde o rigature indicano danni meccanici che non possono essere riparati in officina—tali casi dovrebbero essere inviati direttamente all’OEM o a uno specialista.
Interruzioni improvvise del ciclo spesso sollevano preoccupazioni su guasti idraulici o meccanici, ma arresti irregolari sono più probabilmente legati ai sistemi di sicurezza elettrici. Le barriere fotoelettriche e gli interruttori di interblocco sono progettati per fermare immediatamente l’operazione al rilevamento di un’ostruzione o di un guasto. Quando questi sistemi si attivano senza motivo, la pressa piegatrice si fermerà a metà ciclo nonostante l’assenza di problemi meccanici.
I fattori ambientali sono i principali sospettati. L’accumulo di polvere sui sensori delle barriere fotoelettriche o un disallineamento tra emettitore e ricevitore può inviare falsi segnali di sicurezza. Pulire regolarmente le lenti dei sensori e garantire un corretto allineamento ottico di solito elimina questi arresti ingiustificati.
Gli interruttori di interblocco del pannello di accesso possono sviluppare contatti usurati o allentarsi nel tempo. Anche una vibrazione minima può interrompere momentaneamente il circuito, provocando un arresto di sicurezza. Fissare l’hardware di montaggio e sostituire gli interruttori usurati ripristina un funzionamento costante e affidabile.
La ricerca guasti elettrica dovrebbe includere la verifica che la deriva del sensore rimanga entro la tolleranza—tipicamente ±0,02 mm. Anche deviazioni minime possono indurre il sistema di controllo a registrare false condizioni di sicurezza. Affrontare i problemi elettrici prima di indagare sull’impianto idraulico fa risparmiare tempo ed evita inutili lavori meccanici.
Una piegatrice spesso “parla” attraverso i suoi suoni molto prima che si verifichi un guasto grave. Gli operatori che imparano a interpretare questi indizi sonori possono individuare i problemi e agire in modo mirato con maggiore precisione.
Un forte colpo metallico al punto morto inferiore di solito indica un ritardo della valvola proporzionale piuttosto che una frattura meccanica. Regolare finemente la reattività della valvola in modo che reagisca in meno di 80 ms eliminerà tipicamente sia il rumore sia eventuali irregolarità nel tempo di ciclo.
Un sibilo persistente ad alta frequenza è il segno distintivo della cavitazione della pompa, causata il più delle volte da aria intrappolata nel fluido idraulico. La soluzione è uno spurgo completo del sistema, che ripristina il normale profilo sonoro della pompa e protegge dall’usura dovuta a improvvisi sbalzi di pressione.
I rumori di macinazione, invece, derivano da interferenze meccaniche. Guide asciutte, punzoni disallineati o elementi di fissaggio allentati possono tutti generare tali suoni. Intervenire sempre prima sulla lubrificazione—guide asciutte producono rumori di macinazione udibili, accelerano l’usura e introducono variazioni di forza durante le operazioni di piegatura.
Se il pistone scende in modo irregolare mentre produce rumore, si potrebbero avere più problemi contemporaneamente—come perdite, tempi di valvola errati o usura del cilindro. Questo scenario richiede un controllo completo del sistema, poiché ogni possibile causa richiede un percorso di riparazione diverso. Riconoscere schemi sonori distinti riduce drasticamente il tempo di diagnosi.
Abbinando rapidamente i sintomi alle cause probabili, gli operatori possono passare da interventi reattivi a manutenzione proattiva. Ogni guasto comune ha il proprio ordine diagnostico e seguirlo sistematicamente ripristina le prestazioni più rapidamente, contribuendo a prevenire problemi ricorrenti che possono ridurre la produttività.
| Problema | Sintomi | Cause probabili | Passi diagnostici | Soluzioni raccomandate |
|---|---|---|---|---|
| Il pistone non ritorna—o rientra a un ritmo dolorosamente lento | Il pistone non ritorna o si muove lentamente, produzione ferma | Basso livello di fluido idraulico, contaminazione, aria nel sistema, ritardo della valvola proporzionale | Controllare il livello del fluido idraulico, ispezionare per contaminazione, spurgare il circuito idraulico, ascoltare il “colpo” al punto morto inferiore | Rabboccare il fluido idraulico, sostituire l’olio contaminato ogni 500 ore, spurgare il sistema, regolare finemente il tempo della valvola |
| Qualità di piega incoerente: precisa a un’estremità, fuori tolleranza all’altra | Piegature irregolari, precisione buona solo da un lato | Pressione idraulica instabile, disallineamento della battuta posteriore, variazione della durezza del materiale | Misurare la fluttuazione di pressione (limite ±1,5 MPa), verificare la calibrazione dell’asse X con strumenti di precisione, testare la differenza di durezza Vickers | Stabilizzare la pressione, allineare gli assi della battuta posteriore, test di durezza prima della piegatura, mantenere la tolleranza angolare mensile ±0,1° |
| Accumulo di fluido idraulico: distinguere perdite dai tubi da blow‑by interno | Accumulo di fluido idraulico vicino alla pressa piegatrice | Tubi danneggiati, guarnizioni usurate, trafilamento interno, pressione della valvola di scarico oltre specifica, danni al cilindro | Ispezionare i tubi per usura, testare le guarnizioni, controllare le impostazioni della valvola di scarico, esaminare il cilindro e l’anello di tenuta | Sostituire i tubi danneggiati, sostituire le guarnizioni, pulire il serbatoio, sostituire olio e filtri, regolare la pressione secondo le specifiche, in caso di gravi danni al cilindro rivolgersi al produttore OEM |
| Elettrico: arresti casuali del ciclo causati da barriere fotoelettriche o interblocchi | Interruzioni di ciclo impreviste | Polvere o disallineamento nelle barriere fotoelettriche, contatti dell’interruttore di interblocco usurati, deriva del sensore | Pulire le lenti dei sensori, controllare l’allineamento ottico, ispezionare il montaggio e i contatti dell’interruttore di interblocco, misurare la deriva del sensore (±0,02 mm) | Pulire e allineare i sensori, fissare/sostituire gli interruttori di interblocco, correggere la deriva del sensore |
| Rumori emergenti: identificare il sibilo della pompa rispetto al rumore di macinazione meccanica | Colpo metallico, sibilo della pompa, rumori di sfregamento | Ritardo della valvola, cavitazione della pompa, guide asciutte, punzoni disallineati, elementi di fissaggio allentati, perdite o usura | Ascoltare il tipo di rumore, misurare la reattività della valvola (<80 ms), controllare la presenza di aria nell’olio idraulico, ispezionare la lubrificazione, l’allineamento, gli elementi di fissaggio | Regolare finemente il tempo della valvola, spurgare il sistema, lubrificare le guide, allineare i punzoni, serrare gli elementi di fissaggio, controllo completo del sistema per problemi multipli |
Quando una pressa piegatrice CNC segnala un errore Y1/Y2, indica una differenza di posizione tra il cilindro idraulico sinistro (Y1) e quello destro (Y2). Sebbene gli operatori sospettino spesso che il martinetto si sia inclinato fisicamente, le verifiche sul campo mostrano che circa il 70 % di questi avvisi deriva da scale di posizione lineare contaminate o imprecise piuttosto che da un reale disallineamento meccanico.
Verificare la geometria reale del martinetto prima di regolare l’idraulica. Portare il martinetto al punto morto inferiore senza carico, quindi posizionare una riga di precisione di un metro lungo tutta la sua lunghezza. Variazioni superiori a 0,1 mm da un’estremità all’altra indicano un’inclinazione meccanica; valori inferiori suggeriscono una deriva del sensore. La polvere derivante dalla calamina può alterare le letture fino a 0,5 mm per piede — sufficiente a causare pieghe conico‑taper senza alcuna inclinazione visibile.
Pulire le scale lineari con alcool isopropilico, far compiere al martinetto scarico dieci corse complete e ricalibrare le sue coordinate risolve oltre l’80 % degli errori legati ai sensori. Questo intervento di manutenzione economico può evitare sostituzioni premature delle guarnizioni del cilindro e risparmiare alla macchina inutili tempi di fermo. Procedere all’ispezione della slitta o dei componenti idraulici solo dopo aver confermato che le scale leggano correttamente.
Sistemi di compensazione—che siano cunei meccanici o attuatori controllati da CNC—contrastano la flessione del banco e del punzone sotto carico per mantenere angoli di piega uniformi su tutto il pezzo. Sebbene questi sistemi siano efficaci, applicare regolazioni di compensazione senza prima confermare che il punzone operi con ripetibilità costante può nascondere problemi più gravi alla base.
In una pressa da 100 tonnellate, la flessione tipica a piena capacità è di circa 0,1–0,3 mm per metro. Tuttavia, guide del punzone usurate possono causare un bloccaggio su un lato di 0,2 mm, triplicando di fatto la flessione percepita. Testare la discesa del punzone al 50% del carico massimo utilizzando una flangia campione permette di determinare se la variazione da lato a lato rimane entro 0,1 mm. Se supera tale valore, occorre intervenire sull’usura delle guide prima di effettuare regolazioni di compensazione.
Per una compensazione reale della flessione, regolare finemente il cuneo di compensazione in passi da 0,05 mm e misurare i risultati con un goniometro—o, per maggiore precisione, con uno strumento laser di parallelismo capace di accuratezza sotto 0,1 mm. Un eccesso di compensazione “per sicurezza” può aumentare i tempi ciclo fino al 15% a causa del ritardo di movimento del meccanismo di compensazione. Partire da misurazioni di base accurate riduce gli scarti, assicurando che la compensazione affronti la flessione reale invece di nascondere l’usura meccanica.
Il riscontro posteriore determina sia la lunghezza della flangia sia la posizione della piega. Qualsiasi deriva sull’asse X (posizionamento sinistra-destra) o sull’asse R (altezza verticale) può rapidamente portare a pezzi incoerenti, anche quando il punzone è perfettamente regolato. Audit di officina hanno rilevato che dita del riscontro allentate erano responsabili di circa l’80% della deriva sull’asse X, mentre le imprecisioni dell’asse R erano spesso dovute a viti a ricircolo di sfere usurate.
Per controllare le dita del riscontro, spegnere l’alimentazione e applicare una pressione di spinta e trazione; qualsiasi movimento oltre 0,1 mm richiede regolazione. Stringere i morsetti delle dita a 22 Nm quando asciutti—filettature contaminate da refrigerante possono dimezzare la forza di serraggio. Ri‑serrare dopo circa 500 cicli operativi per rilevare precocemente allentamenti causati da vibrazioni.
Per rilevare giochi sull’asse R, far percorrere al punzone l’intera corsa in altezza ascoltando eventuali rumori di sfregamento o percependo bloccaggi. Un’osservazione superficiale spesso non rileva giochi della vite a ricircolo superiori a 0,15 mm—ma è proprio a quel punto che si verificano inevitabilmente variazioni di altezza della flangia. Sostituire il dado della vite a ricircolo, che tipicamente costa circa $800, può eliminare difetti ricorrenti causati da posizionamento verticale incoerente.
Mantenere un registro costante della deriva del riscontro insieme agli intervalli di manutenzione consente di prevedere e programmare la sostituzione dei componenti prima che interrompano le produzioni.
Le guide—pastiglie di bronzo o composito che guidano il movimento verticale del punzone—devono mantenere un gioco preciso per mantenere l’allineamento sotto carico. Un gioco eccessivo (oltre 0,15 mm, misurato con uno spessimetro in più punti su ciascun lato) può far inclinare il punzone, causando il bloccaggio di un’estremità contro le guide e producendo pieghe non uniformi.
Rimuovere le protezioni per accedere alle guide, quindi misurare il gioco in quattro punti equidistanti per lato. Se il gioco è eccessivo, inserire spessori in ottone da 0,05 mm invece di rettificare le superfici delle guide. La rettifica rimuove gli strati temprati, accelerando l’usura e aumentando l’accumulo di calore nelle operazioni future. Il gioco ideale dopo l’inserimento degli spessori è di 0,10–0,12 mm, che bilancia la ritenzione della lubrificazione con una guida precisa.
Una volta regolato, applicare grasso NLGI grado 2, far funzionare la pressa sotto carico per venti cicli e valutare il livellamento del punzone. Un test affidabile consiste nel posizionare uno spessore da 1 mm sotto un’estremità del pezzo—guide correttamente regolate si auto‑correggeranno entro uno o due cicli. Se durante questo test compaiono rigature, consultare il produttore prima di continuare l’operazione.
La maggior parte delle guide di risoluzione dei problemi per presse piegatrici affronta ogni problema separatamente—pulire una scala per errori sull’asse Y, regolare finemente la compensazione per il conicità della piega, stringere le dita del riscontro per correggere la deriva. In pratica, studi sul campo mostrano che il 73% degli scenari con guasti multipli hanno cause meccaniche ed elettroniche sovrapposte. Affrontarli fuori sequenza può amplificare i segnali di errore, generare risultati diagnostici fuorvianti e far perdere ore in rilavorazioni inutili.
Un ordine di operazioni efficace protegge la produttività: prima, controllare e inserire spessori nelle guide per risolvere disallineamenti del punzone. Poi, regolare la compensazione solo dopo aver confermato la precisione delle guide, quindi fissare le dita del riscontro e ispezionare le viti a ricircolo. Infine, pulire i sensori e reimpostarli affinché le letture riflettano le regolazioni fisiche effettuate.
Prendiamo, ad esempio, un caso documentato riguardante una pressa da 150 tonnellate che produceva pieghe di 1,5 mm inclinate a sinistra e generava errori Y1/Y2, nonostante le pressioni dei cilindri fossero abbinate. La soluzione ha comportato l’inserimento di spessori nelle guide, il ri‑serraggio delle dita del riscontro secondo specifica e l’applicazione di un’unica regolazione incrementale alla compensazione. Questi passaggi hanno riportato le prestazioni a zero scarti nei successivi 2.000 pezzi, mantenendo il fermo macchina sotto un’ora—evitando la revisione da $15.000 inizialmente proposta.
Seguendo una sequenza logica—dalla correzione dell’allineamento meccanico di base alla regolazione fine dei sistemi di compensazione—non solo si ripristina la precisione di piega, ma si arresta anche la progressione di guasti interconnessi prima che si aggravino. Il risultato è più di una soluzione tecnica: è un’affidabilità operativa migliorata e una produzione costante, aumentando direttamente la redditività nelle lavorazioni ad alto volume.
I punzoni idraulici dipendono da un fluido incomprimibile per fornire una forza costante e precisa. Quando l’aria entra nelle linee dei cilindri, questa caratteristica viene compromessa—l’aria si comprime sotto pressione, agendo come una spugna e creando una risposta lenta. Il punzone può sembrare esitante o “molle” invece di fornire un movimento netto. Questo problema spesso segue rabbocchi rapidi di fluido o si verifica quando guarnizioni usurate permettono micro‑perdite. In molte officine, quasi la metà di tutti i rabbocchi non programmati introduce aria nel sistema.
Per ripristinare una risposta pronta, utilizza un processo di spurgo deliberato. Aziona lentamente il pistone per 10–15 cicli a bassa pressione senza alcun pezzo in lavorazione, il che spinge l'aria intrappolata verso i punti più alti del sistema idraulico. Alle valvole di spurgo del cilindro—tipicamente situate alle estremità superiori—apri ogni valvola solo di circa un quarto di giro mantenendo il movimento lento del pistone. Osserva che l’olio fluisca in un flusso uniforme e privo di bolle; getti irregolari o schiuma indicano la presenza di sacche d’aria. Circa a metà della procedura, rabbocca il serbatoio con olio della stessa viscosità originale per evitare di reintrodurre aria.
Resisti alla tentazione di effettuare cicli ad alta pressione prima dello spurgo, poiché la turbolenza spingerà l’aria più in profondità nel sistema, rendendola più difficile da rimuovere. Una linea di produzione ha ridotto il tasso di scarti del 25% in una sola notte semplicemente usando lo spurgo a bassa pressione invece di inseguire inesistenti guasti alle valvole. Se la pompa continua a produrre un rumore stridulo dopo lo spurgo, sospetta la cavitazione—aria aspirata all’ingresso della pompa—che richiede di verificare l’integrità della linea di aspirazione e assicurare adeguati livelli di fluido.
Le pompe idrauliche si basano pesantemente su un volume di fluido costante—limita il loro flusso e vedrai crollare sia l’efficienza che la durata operativa. Un filtro bloccato—sia sul lato di aspirazione, di pressione o di ritorno—può ridurre il flusso di oltre la metà, provocando rapido accumulo di calore, tempi di ciclo lenti e un rischio maggiore di rottura delle guarnizioni. Uno dei primi segni è un forte fischio acuto della pompa all’avviamento, spesso seguito da un aumento della temperatura più rapido del solito sotto carico. La filtrazione trascurata è la causa principale di oltre l’80% dei guasti delle pompe delle presse piegatrici, tipicamente dovuti a detriti generati dall’usura interna delle guarnizioni o contaminanti come la calamina.
Individua l’ostruzione tramite ispezione tattile e test di bypass. Se la linea che restituisce l’olio dal refrigeratore al serbatoio appare calda, sospetta un filtro di ritorno ostruito; una linea fredda indica generalmente un flusso non ostruito. Il filtro a cestello di aspirazione all’interno del serbatoio è il colpevole più frequente e va controllato per primo. Quando presente, usa il manometro differenziale del filtro di pressione—valori oltre le specifiche confermano una restrizione. Bypassare metodicamente ogni filtro utilizzando le valvole di servizio, notando se flusso e temperatura tornano alla norma, e sostituire qualsiasi elemento filtrante con ostruzioni significative.
Attieniti ai ricambi approvati dal produttore per evitare discrepanze nella dimensione delle particelle e usura inutile. Installare un semplice allarme visivo di restrizione—come una striscia colorata che cambia una volta raggiunto un certo punto di resistenza—può trasformare i controlli giornalieri in un rapido colpo d’occhio di un secondo, riducendo drasticamente gli episodi di fame di pompa. Alcuni elementi filtranti economici costano molto meno delle riparazioni causate dal saltare la manutenzione di routine, rendendo i controlli settimanali dei filtri indispensabili.
Lo spessore—o viscosità—del fluido idraulico influisce direttamente sull’efficienza con cui l’olio attraversa valvole e condotti. Da freddo, l’olio diventa molto più denso, rallentando la risposta degli attuatori e riducendo la velocità del pistone. Al mattino, questo spesso si manifesta con piegature “appiccicose” e angoli fuori target finché il sistema non si riscalda almeno a 100°F. All’opposto, l’olio surriscaldato diventa eccessivamente fluido, riducendo la capacità di carico e causando rigonfiamento delle guarnizioni; a metà pomeriggio potresti notare deriva degli angoli e minor tonnellaggio. La scelta errata del grado di viscosità intensifica questi problemi—mescolare fluidi ISO 32 e ISO 46, ad esempio, può aumentare le variazioni di angolo fino al 40%.
Inizia ogni turno con una rapida routine di riscaldamento. Lascia che il pistone si muova a vuoto per circa cinque minuti, controllando il termometro dell’olio finché non raggiunge l’intervallo ottimale di 110–130°F. Prova gli angoli di piega su pezzi identici di acciaio sia prima che dopo il riscaldamento; se la differenza è maggiore di un grado, è segno di instabilità della viscosità. In tal caso, preleva un campione e utilizza una striscia viscometrica in laboratorio per confermare il grado dell’olio e verificare eventuali contaminazioni.
Per un’affidabilità a lungo termine, utilizza sempre olio che rispetti le specifiche del produttore durante tutto l’anno. Il fluido antiusura ISO 46 garantisce generalmente prestazioni costanti nella maggior parte delle condizioni, soprattutto se abbinato a controlli settimanali del livello dell’olio. Evita di lavorare a pieno carico in condizioni fredde—causa rapida usura delle guarnizioni, riducendo la vita utile fino a cinque volte. Operare con olio troppo freddo o troppo caldo non compromette solo la qualità; è una via diretta verso un guasto idraulico prematuro.
Cicli lenti nella pressa piegatrice non sono sempre dovuti a problemi idraulici. Dispositivi elettrici di tracciamento della posizione—come sensori induttivi di prossimità e interruttori meccanici di finecorsa—possono introdurre ritardi se sono sporchi, disallineati o influenzati dal calore. Questi sensori segnalano al sistema di controllo che il pistone ha raggiunto i suoi limiti di corsa. Se tali segnali si degradano, la macchina può interpretare erroneamente la posizione del pistone, fermandosi o pause a metà corsa. In ambienti di fabbricazione polverosi, la contaminazione può ridurre la forza del segnale del 50% in poche settimane, e cablaggi allentati o corrosi peggiorano il problema.
Diagnosticare questi problemi richiede osservarli in azione. Con le protezioni di sicurezza aperte, aziona la pressa e controlla la presenza di LED dei sensori che lampeggiano—questo indica spesso problemi di allineamento. Regola i sensori induttivi al gap di 2–4 mm raccomandato dal produttore, assicurandoti che l’area davanti al sensore sia libera da metallo. Pulisci la polvere con un detergente elettrico privo di residui, quindi verifica la continuità con un multimetro; un interruttore chiuso dovrebbe leggere meno di 5 ohm. Per il cablaggio, muovi delicatamente i fasci presso il pannello di controllo durante il funzionamento. Se le cadute di tensione superano i 2V, il cablaggio necessita di riparazione.
L’imaging termico mostra spesso che molti problemi di “ciclo lento” derivano da morsetti dei sensori leggermente caldi—anche solo 10°F sopra la temperatura circostante—ma sufficienti a aumentare la resistenza elettrica e ritardare la trasmissione del segnale. Mantenere una messa a terra solida e connessioni sicure può prevenire questo fenomeno. Prima di passare a riparazioni più complesse, prova un arresto completo: spegni completamente la macchina per 30 secondi. Questo reset hardware risolve quasi la metà dei problemi intermittenti dei sensori. Se gli errori di finecorsa persistono, potresti avere a che fare con un encoder fuori posizione, che in genere può essere corretto eseguendo la modalità di apprendimento o calibrazione della pressa piegatrice.
Uno degli errori più frequenti nella diagnosi delle presse piegatrici è presumere che i problemi idraulici ed elettrici siano mondi separati e non correlati. Gli operatori si concentrano spesso su un solo sistema—che si tratti di spurgo delle linee idrauliche o sostituzione dei sensori—senza riconoscere quanto strettamente questi sistemi lavorino insieme. Ad esempio, una pausa del pistone potrebbe essere causata tanto da una lieve carenza idraulica quanto da un segnale debole di un sensore, e in molti casi i sintomi sono identici.
Adotta un metodo diagnostico ibrido. Quando si manifesta un problema di ciclo, programma controlli che coprano entrambi i sistemi: valvole di spurgo insieme a test dei sensori, revisione dello stato dei filtri mentre si ispeziona il cablaggio. Questa strategia a più livelli aiuta a evitare di inseguire inesistenti guasti di un singolo sistema, riduce i tempi di fermo e mette in evidenza problemi combinati che un approccio isolato non rileverebbe. Le officine che integrano proattivamente ispezioni idrauliche ed elettriche nello stesso passo diagnostico segnalano tempi di riparazione fino al 40% più rapidi e molti meno guasti ricorrenti. Il cambiamento chiave è riconoscere che le prestazioni della pressa piegatrice derivano da un sistema unificato, non da parti scollegate—mantenendo stabile la produzione e contenendo i costi di riparazione.
Scanalature gravi all’interno del cilindro idraulico di una piegatrice non sono solo un difetto estetico: rappresentano un punto di non ritorno. Solchi più profondi di 0,1 mm diventano percorsi per detriti abrasivi e bypass del fluido idraulico, consumando rapidamente le guarnizioni e privando il pistone di una pressione stabile. Ciò che potrebbe iniziare come una sostituzione della guarnizione $500 può trasformarsi in una ricostruzione del cilindro da $20.000, dove sono essenziali la levigatura di precisione e il ri‑rivestimento gestiti dall’OEM. La levigatura fai‑da‑te o le riparazioni abrasive spesso incorporano contaminanti fini come la calamina nella finitura cromata, causando superfici irregolari che intrappolano il fluido, destabilizzano la pressione e creano un pistone lento e strisciante sotto carico.
Negli impianti di produzione automobilistica che monitorano più di mezzo milione di cicli operativi, i dati hanno rivelato che i cilindri idraulici con scanalature producevano tre volte più blow‑by rispetto ai cilindri perfetti. Inoltre, il 73% delle riparazioni improvvisate “in officina” è fallito durante operazioni di piegatura ad alta tonnellata. Una diagnosi rapida—passare un’unghia sulla superficie durante l’ispezione e sentire che si incastra nel solco—combinata con un ritardo di risposta idraulica superiore a 0,5 secondi, segna chiaramente il punto di non ritorno. Oltre tale limite, ulteriori interventi manuali diventano uno spreco di risorse. A quel punto, registra il difetto, scatta foto chiare con una scala di riferimento e invia il cilindro all’OEM prima che i tassi di scarto aumentino e i tempi di fermo si moltiplichino.
In molte officine, diagnosticare problemi alla trasmissione significa tirare fuori un multimetro per individuare guasti evidenti—circuiti aperti, avvolgimenti in corto o cablaggi errati. Sebbene tali controlli coprano circa il 40% dei guasti comuni, il restante 60% deriva da problemi elettrici più sottili: instabilità intermittente del servo, picchi di tensione, distorsione armonica nei variatori di frequenza (VFD) e degradazione dell’isolamento sotto carico. Affrontarli richiede test dinamici—come utilizzare un oscilloscopio per catturare le forme d’onda della corrente mentre la piegatrice è in funzione—per scoprire ciò che le misurazioni statiche non rilevano.
Ignorare questi test avanzati può permettere che squilibri di fase nei drive CNC passino inosservati, causando deriva degli assi Y1/Y2 e piegature con errori fino a 2 mm lungo la loro lunghezza. Molte officine trattano erroneamente questo problema come una semplice questione di calibrazione finché il drive non subisce un guasto catastrofico, provocando sostituzioni di emergenza da $10.000. Analisi a lungo termine mostrano che i drive CNC a metà vita—circa 12‑18 anni—tendono a deteriorarsi più per distorsione armonica che per usura dei cablaggi. Test predittivi di deviazione della coppia, che segnalano variazioni superiori al 5%, possono rivelare problemi imminenti mesi prima di un guasto effettivo.
Una volta che le irregolarità elettriche superano soglie critiche—come assorbimento di corrente a vuoto elevato, codici di errore ciclici ricorrenti oltre i limiti accettabili o picchi di coppia che raggiungono il 15% oltre le specifiche a velocità pistone di 80%—è il momento di utilizzare strumenti diagnostici di livello OEM. Registrare queste letture precise prima di chiamare l’assistenza può ridurre della metà il tempo in loco del tecnico OEM rispetto a segnalazioni vaghe come “la macchina è lenta”, traducendosi in interruzioni più brevi e costi di manodopera inferiori.
Passare dalla risoluzione dei problemi in loco al supporto OEM non significa solo fare una telefonata—conta molto l’efficacia con cui si trasferisce la storia dei sintomi della macchina. Il livello di dettaglio fornito influisce direttamente sia sulla velocità di riparazione che sul costo finale. Le officine che consegnano rapporti precisi e ben organizzati—completi di codici di errore con timestamp, istantanee delle letture degli strumenti in punti di carico chiave e brevi video che mostrano comportamenti anomali del pistone—risparmiano costantemente 2–4 ore fatturabili sulle fatture di servizio OEM.
Considera la differenza: “Errore di sincronizzazione E‑405 verificato al ciclo 247.892; il pistone rientra in 4,2 secondi contro i 2,8 secondi previsti; fischio acuto udibile a 2.500 PSI” permette al tecnico OEM di arrivare con le parti giuste e un piano di test mirato. Al contrario, dire semplicemente “la macchina è lenta” li lascia a indovinare, rallentando la diagnosi. Registrare costantemente la deriva delle prestazioni—come angoli di piega che cambiano di oltre il doppio della tolleranza in tre mesi, o gioco del registro posteriore superiore a 0,2 mm—fornisce al personale OEM informazioni sufficienti per classificare il lavoro come preventivo piuttosto che urgente, consentendo di inserire le riparazioni nei programmi di manutenzione pianificata.
Lista di controllo testata e affidabile per la documentazione:
Includere registri dei cicli che annotano eventi di sovraccarico e mantenere backup bimestrali dei programmi CNC non solo rende più efficiente il passaggio all’OEM, ma aiuta anche a evitare guasti sfuggenti alla trasmissione derivanti da corruzione del firmware—problemi che i controlli tradizionali con multimetro non rileveranno.
Mantenere la piegatrice entro limiti di sicurezza è una questione di disciplina: sapere quando fermarsi prima che l’usura meccanica o le anomalie elettriche si aggravino oltre ciò che gli strumenti della tua officina possono risolvere. Ritardare il coinvolgimento dell’OEM si traduce in costi più elevati, tempi di fermo prolungati e potenziali danni agli utensili. Rilevare i primi segnali di avviso e documentarli accuratamente trasforma una chiamata d’emergenza all’ultimo minuto in un intervento di assistenza coordinato, riducendo sia le interruzioni che le spese.
L’olio idraulico è la linfa vitale della piegatrice e, proprio come il sangue umano, deve fluire alla giusta viscosità per funzionare correttamente. In una mattina fredda all’inizio del turno, quell’olio si ispessisce e rallenta, costringendo le pompe a sforzarsi e le guarnizioni a sopportare pressioni più elevate prima di avere il tempo di espandersi fino alle tolleranze di progetto. Questo non provoca solo prestazioni lente—può causare micro‑lacerazioni alle labbra delle guarnizioni e danni da compressione permanente agli elastomeri freddi e fragili. Una volta iniziato il deterioramento, non si può invertire: le guarnizioni perdono la capacità di mantenere la pressione, le perdite interne aumentano e il movimento del punzone diventa irregolare.
Saltare il riscaldamento semplicemente non è un’opzione. Bastano da due a cinque minuti di cicli a bassa pressione senza carico per portare la temperatura dell’olio in un intervallo in cui può lubrificare efficacemente invece di causare usura abrasiva. Trascurare questo passaggio può ridurre la vita delle guarnizioni di mesi, costringendo a riparazioni costose che prosciugano sia il budget dei ricambi sia il tempo di produzione. Tratta la tua piegatrice in inverno come tratteresti un atleta—non ti lanceresti in uno sprint senza prima fare stretching, e il tuo sistema idraulico merita la stessa cura.
Inizia ogni turno “risvegliando” delicatamente la macchina: fai compiere al punzone la sua corsa completa, permetti all’olio di riscaldarsi uniformemente e nota come il movimento diventa più fluido. È in quel momento che le guarnizioni smettono di opporsi e iniziano a lavorare in armonia con il sistema.
La maggior parte delle officine sostiene di seguire rigorosamente la manutenzione della lubrificazione, eppure molti operatori non saprebbero individuare ogni nipple di ingrassaggio (Zerk) della piegatrice senza consultare il manuale. Il problema non è una negligenza deliberata—è che i nipples nascosti spesso rimangono non lubrificati perché si trovano dietro protezioni, fuori dalla vista, o passano inosservati rispetto ai punti di lubrificazione più evidenti. Le boccole delle viti di guida del controvano, le rotaie laterali su unità più vecchie e i punti di rotazione della trave inferiore sono vittime frequenti di questa dimenticanza.
La soluzione è una mappa della lubrificazione: un diagramma durevole e laminato, adattato al tuo modello specifico, che indichi chiaramente ogni nipple e ogni porta di lubrificazione. Appendila direttamente sulla macchina. Assegna numeri identificativi a ciascun punto insieme alla specifica corretta del grasso. Affida questo compito di inizio turno a un operatore con l’autorità di fermare la produzione se un nipple non può essere raggiunto o lubrificato. Niente supposizioni, niente ritardi—solo lubrificazione costante e precisa.
Assicurati che ogni nipple venga lubrificato, soprattutto quelli trascurati dal turno precedente. Saltare anche un solo punto avvia una reazione a catena di usura abrasiva: metallo asciutto che si blocca e si graffia, generando particelle che poi viaggiano verso altri componenti in movimento. Un solo punto di lubrificazione mancato può facilmente raddoppiare i costi di riparazione man mano che l’usura si diffonde nel sistema. Una mappa della lubrificazione trasforma la lubrificazione da abitudine sperata in risultato quotidiano misurabile.
La calamina è uno strato duro e fragile di ossido che si stacca dall’acciaio durante le operazioni di piegatura. Ogni frammento che cade sulle rotaie o sulle guide della tua piegatrice è il punto di partenza di un potenziale danno. Se lasciati lì, questi frammenti vengono polverizzati dalle vibrazioni in particelle fini che si mescolano con l’olio o il grasso residui—creando una pasta abrasiva. Questa miscela viaggia con ogni movimento delle rotaie, incidendo micro‑solchi sulle superfici di precisione, alterando la precisione del controvano e compromettendo il posizionamento degli utensili.
La soluzione è una pulizia a secco prima del primo lavoro della giornata. Mani nude dentro guanti puliti, straccio a portata—passa le dita lungo le rotaie, le guide e le sedi degli utensili. Individua qualsiasi granello. Rimuovilo prima che calore e movimento lo incorporino nel metallo. Questa pratica non serve a rendere la macchina “presentabile”; serve a impedire che particelle abrasive penetrino nelle superfici di scorrimento.
Gli operatori che adottano questa routine di inizio turno vedono risultati tangibili: la precisione di misura rimane costante mese dopo mese, i tempi ciclo restano affidabili e i guasti legati all’usura delle rotaie si riducono praticamente a zero. Una volta che avrai sentito una rotaia trasformarsi da ruvida a perfettamente liscia sotto le dita, non salterai mai più questo processo.
In qualsiasi officina, il fermo macchina spesso inizia senza essere notato—una guarnizione fredda si irrigidisce all’avvio, un nipple nascosto si secca, o della polvere si accumula silenziosamente su una rotaia. Il rituale di inizio turno mette in evidenza questi problemi quando sono ancora facili da prevenire. Affrontali oggi, e avrai già protetto la produzione di domani.


















