

Votre presse plieuse s’arrête net au milieu d’un poste. Les opérateurs se rassemblent, la production est interrompue, et chaque minute qui passe vide la caisse plus vite que la matière ne passe dans une découpe laser. Il est tentant de commencer immédiatement à démonter des pièces — mais dans environ 80 % des cas, la solution ne nécessite aucun outil. Ce qui est crucial en premier lieu, c’est un diagnostic ciblé de cinq minutes pour distinguer une perturbation mineure d’une panne potentiellement fatale. Sauter cette étape peut transformer une simple réparation de 10 minutes en un arrêt de plusieurs jours.
Sur les presses plieuses CNC et hydrauliques hybrides, une logique de commande figée peut se faire passer pour une panne mécanique. Les opérateurs perdent souvent des heures à traquer des problèmes de capteurs inexistants alors que le véritable coupable est un blocage logiciel. Les données recueillies auprès de plusieurs ateliers montrent qu’une extinction complète — plutôt que d’appuyer simplement sur l’arrêt d’urgence — résout jusqu’à 40 % des arrêts inattendus sur des machines de fabricants tels qu’Amada, Trumpf et Bystronic.
La procédure est simple mais doit être exécutée avec précision : couper le disjoncteur principal pendant au moins 45 secondes pour permettre la décharge complète des condensateurs, puis redémarrer en mode manuel. Faire descendre le coulisseau sur trois cycles à vide, en observant une descente fluide et un alignement correct. Si le défaut persiste — en particulier avec des codes d’erreur comme E101 défaut de synchronisation — prendre une photo nette et bien éclairée de l’écran de commande avant toute autre intervention. Cela capture fidèlement l’état du problème, permettant à votre technicien OEM de diagnostiquer rapidement et de potentiellement économiser des milliers sur les coûts de service.
Négliger cette étape conduit souvent à des travaux hydrauliques inutiles. Dans un exemple documenté, un technicien a passé une demi‑journée à re‑jointer des valves, pour que le coulisseau soi‑disant “ mort ” fonctionne parfaitement une fois le disjoncteur réarmé.
L’état d’un système hydraulique est immédiatement visible dans ses relevés de pression — à condition de savoir à quoi ressemble la normale. Sur une presse typique de 100 tonnes, la pression à vide doit être comprise entre 20 et 50 PSI. Des relevés inférieurs à 15 PSI signalent souvent une alimentation insuffisante de la pompe, tandis que des pressions dépassant la spécification de plus de 10 % suggèrent une soupape de décharge qui pourrait être bloquée.
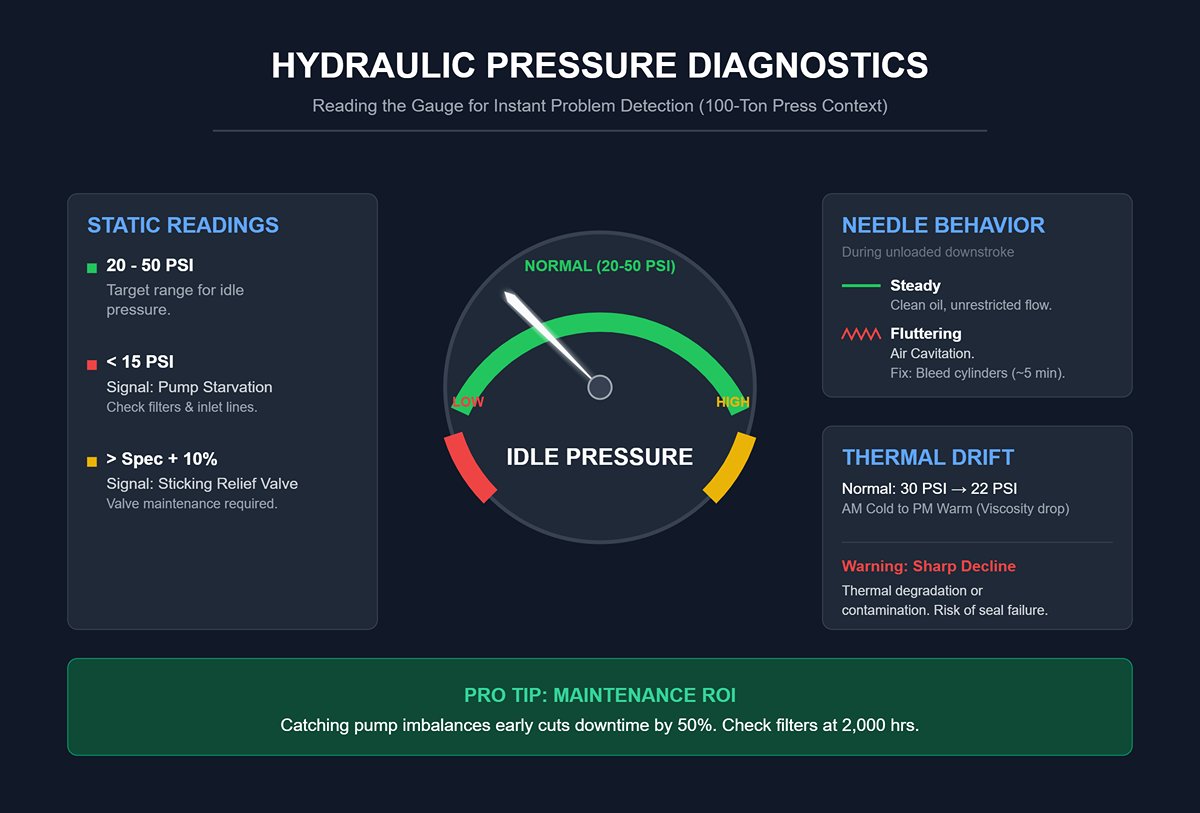
Pour obtenir des informations utiles, vérifier le manomètre pendant que la presse effectue une descente à vide. Une aiguille stable et régulière indique une huile propre et un débit non obstrué. Si l’aiguille oscille de façon erratique, c’est souvent le signe d’une cavitation d’air — généralement résolue en environ cinq minutes en purgeant les vérins de haut en bas. Les relevés provenant d’installations de fabrication montrent que détecter tôt les déséquilibres de pompe peut réduire de moitié les temps d’arrêt, en particulier lorsque les filtres approchent de la fin de leur durée de vie prévue (environ 2 000 heures de fonctionnement).
Pour une vision plus complète, comparer les relevés du manomètre lors d’un démarrage à froid le matin à ceux pris en fin de journée après que le système a chauffé. Il est normal qu’un relevé de 30 PSI à 8 h baisse à environ 22 PSI vers le milieu de l’après‑midi en raison des changements de viscosité de l’huile. Une baisse plus prononcée peut toutefois signaler une dégradation thermique ou une contamination — conditions qui augmentent le risque de défaillance des joints. Intervenir dès que ces symptômes apparaissent sur le manomètre peut éviter des pannes plus graves et coûteuses.
Les systèmes hydrauliques fermés développent souvent une légère “ transpiration ” inoffensive — un film fin inférieur à une cuillère à café par heure qui apparaît autour des joints pendant les cycles thermiques. Si le résidu est propre et lisse, il n’y a pas lieu de s’inquiéter. Essuyez‑le simplement et surveillez‑le, en évitant un démontage inutile.
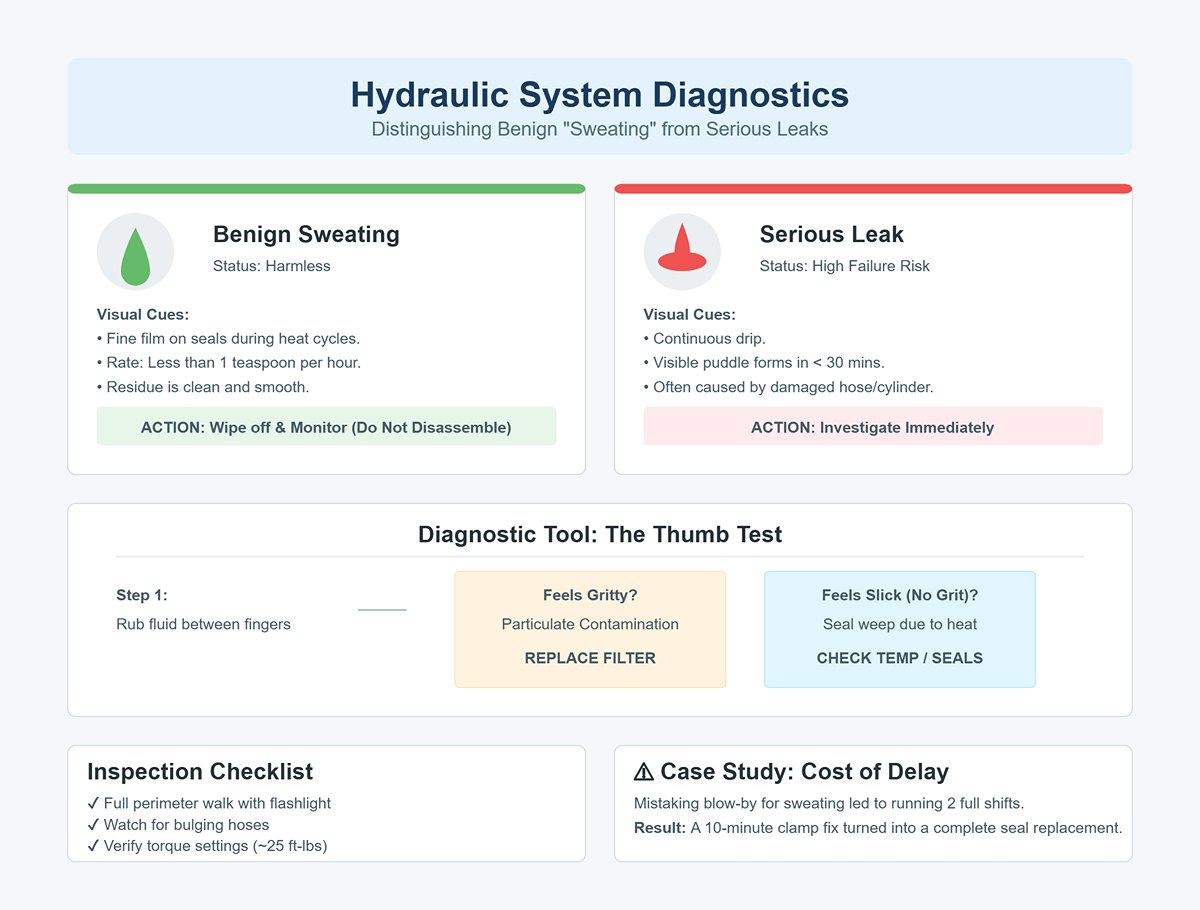
Les fuites importantes sont une autre affaire. Un goutte‑à‑goutte continu qui forme une flaque visible en moins d’une demi‑heure indique une forte probabilité de défaillance — souvent causée par un tuyau ou un vérin endommagé. Utilisez le test du pouce comme vérification initiale : frottez le fluide entre vos doigts. S’il est granuleux, une contamination particulaire est présente et le filtre doit être remplacé immédiatement pour protéger la pompe contre l’usure abrasive. S’il est lisse sans granules, le problème peut être un suintement de joint dû à une chaleur excessive.
La rapidité dans l’identification des fuites est cruciale. Dans un cas, un opérateur d’atelier de fabrication a pris un soufflage de vérin pour une transpiration mineure et a continué à faire fonctionner la machine pendant deux postes complets. Cela a transformé ce qui aurait pu être une simple réparation de collier de tuyau de 10 minutes en un remplacement complet de joint — gaspillant temps et argent. Votre inspection doit inclure un tour complet du périmètre avec une lampe de poche, en surveillant les tuyaux bombés et en vérifiant les réglages de couple à environ 25 ft‑lbs là où c’est spécifié.
Dans de nombreux systèmes de presse hydraulique, les tables et ensembles d’outils ne restent pas en position une fois l’alimentation coupée. Sur environ 60 % des presses plieuses, couper l’alimentation principale sans suivre la séquence d’arrêt appropriée permet au coulisseau de tomber librement sous son propre poids — créant une descente incontrôlée dangereuse avec de sérieux risques d’écrasement.
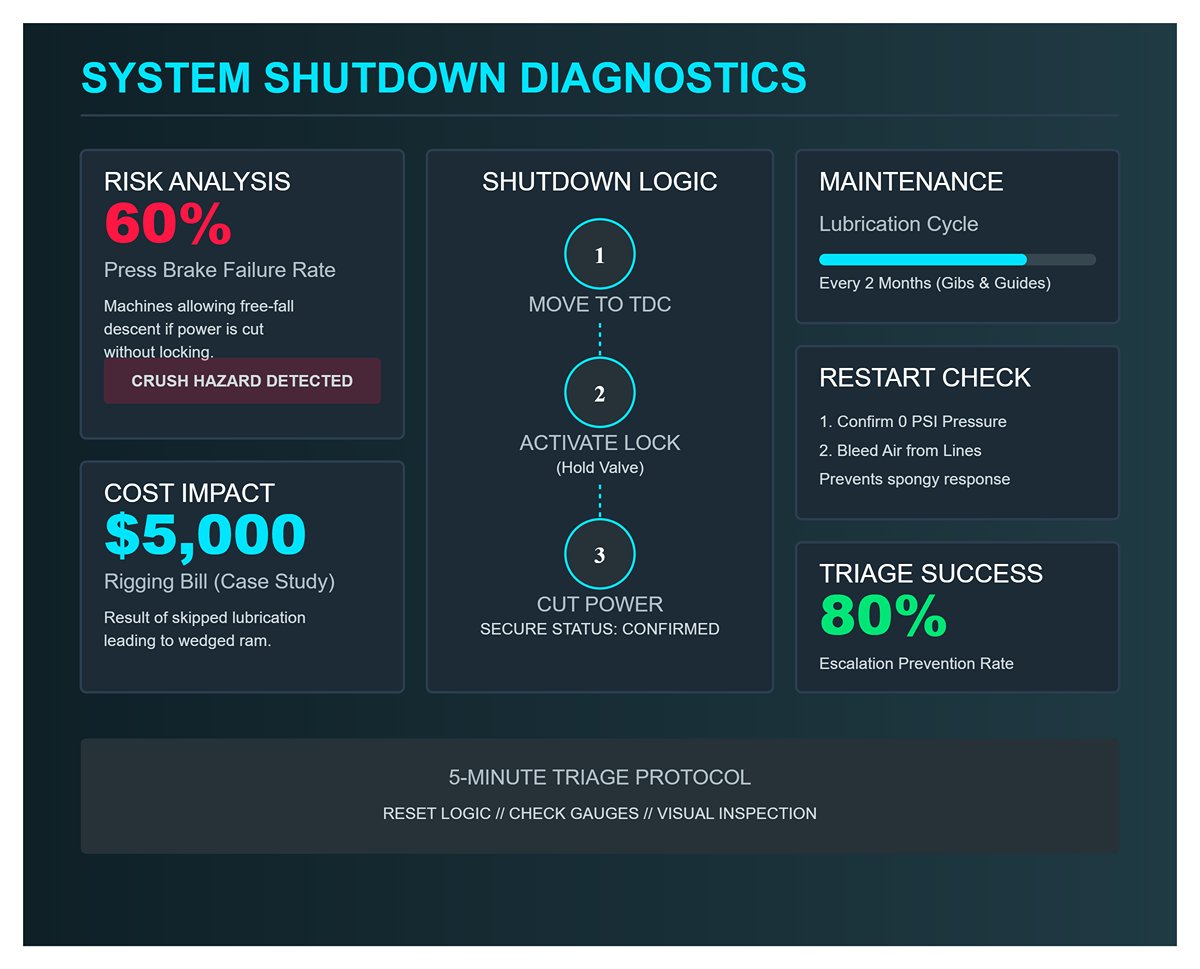
Avant de couper l’alimentation, amener le coulisseau en position de point mort haut (PMH). Activer la vanne de maintien — souvent appelée dans les manuels “ verrou hydraulique auxiliaire ” — pour maintenir le coulisseau fermement en place. Ce n’est qu’après l’avoir verrouillé que vous devez déconnecter l’alimentation principale. Cette séquence garantit que le coulisseau reste stable lors des arrêts d’urgence, des travaux de maintenance ou de toute perturbation imprévue.
Un entretien préventif régulier offre une protection supplémentaire. Lubrifier les glissières et les guides tous les deux mois aide à éviter le grippage — un problème qui peut coincer le coulisseau en milieu de course et parfois nécessiter l’assistance coûteuse d’une grue. Un atelier du Midwest ayant sauté cette étape s’est retrouvé avec un coulisseau coincé, entraînant une facture de levage de 15 000 $ pour libérer l’unité.
Une fois l’alimentation coupée, confirmer sur les manomètres que la pression hydraulique est tombée à zéro. Puis purger l’air des conduites avant de redémarrer. Cette étape élimine la réponse lente et spongieuse courante lors du premier cycle, préservant à la fois l’alignement et la répétabilité.
Un triage ciblé de cinq minutes peut radicalement améliorer les résultats des réparations. La réinitialisation de la logique de commande évite un démontage mécanique inutile, les vérifications des manomètres révèlent tôt les problèmes de pompe ou de joints, les inspections visuelles aident à hiérarchiser les réparations de fuites, et le respect des protocoles de sécurité prévient à la fois les temps d’arrêt et les blessures. Les données d’atelier montrent que l’application constante de cette méthode a empêché l’aggravation des problèmes dans 80 % des pannes — maintenant la production sur la bonne voie tout en protégeant les opérateurs.
Un vérin qui ne revient pas, ou qui le fait avec lenteur, peut arrêter complètement la production. Pourtant, la cause profonde est souvent une réparation simple plutôt qu’une défaillance catastrophique. Commencez par le test le plus rapide : vérifiez le niveau de fluide hydraulique par rapport aux spécifications de la machine. Un fluide bas réduit la pression du système et laisse entrer de l’air dans les conduites, ce qui ralentit le temps de réponse.
Si les niveaux de fluide sont corrects, recherchez une contamination. Les systèmes hydrauliques des presses plieuses sont extrêmement sensibles aux impuretés : poussière, fines particules métalliques et humidité en suspension dans l’huile agissent comme des abrasifs à l’intérieur des pompes et des valves. Cela augmente la friction dans les parois du cylindre et perturbe le mouvement fluide. De nombreux ateliers négligent le remplacement de l’huile au cap des 500 heures, moment où la contamination commence généralement à affecter sensiblement les performances.
L’air emprisonné dans l’huile hydraulique — un facteur souvent négligé — peut provoquer des déséquilibres de pression suffisamment importants pour ralentir ou arrêter complètement la course de retour du vérin. La purge du circuit hydraulique est une tâche interne simple qui peut rétablir immédiatement la vitesse opérationnelle complète, sans nécessiter d’intervention externe.
Un indice auditif clair peut aider au diagnostic : un “ bang ” distinct lorsque le vérin atteint le point mort bas indique fréquemment que la valve de pression proportionnelle accuse un retard de plus de 80 millisecondes. Dans ce cas, le vérin lui‑même n’est pas défectueux — un réglage fin du timing de la valve rétablit généralement la vitesse normale du cycle. Effectuez ces vérifications en premier, car elles expliquent la majorité des problèmes de retour lent, avant de suspecter des défauts mécaniques plus graves.
Des plis irréguliers indiquent des forces localisées en jeu. Bien que l’usure mécanique puisse être un facteur, dans la plupart des cas, les coupables sont une pression hydraulique instable ou des erreurs de positionnement. Si la pression fluctue de plus de ±1,5 MPa pendant le cycle de pliage, cela modifie les angles de pliage et accélère l’usure de la matrice au‑delà de la variation de rayon acceptable de 0,1 mm — compromettant finalement la précision.
Le butée arrière est tout aussi critique, servant de référence de positionnement du matériau. Un seul axe mal aligné peut amener un bord de la pièce à atteindre la zone de pliage avant l’autre. Vérifiez que l’affichage de l’axe X correspond toujours à la distance réelle, en utilisant des blocs de calibration ou des pieds à coulisse de précision. Des vérifications hebdomadaires de la précision de repositionnement permettent d’éviter des désalignements subtils qui peuvent passer inaperçus jusqu’à ce que les pièces défectueuses deviennent fréquentes.
Les différences de matériau influencent également la précision. Un écart de plus de 2 points de dureté Vickers entre les extrémités opposées d’une tôle peut déformer les plis, même avec un outillage parfait et une hydraulique stable. Bien que les opérateurs ne puissent généralement pas contrôler la dureté du matériau, une détection précoce par un test de dureté permet de déterminer si le problème provient du matériau plutôt que de la machine.
Fixer un objectif mensuel visant à maintenir la variation de l’angle de pliage dans ±0,1° est une mesure préventive efficace. Maintenir cette tolérance peut prolonger la durée de vie de la matrice de plus de 30 % et réduire les temps d’arrêt de moitié — transformant les plis incohérents d’un problème persistant en un événement rare.
Une accumulation de fluide hydraulique sous ou près de la presse plieuse doit inciter à une inspection immédiate. Commencez par examiner les tuyaux pour détecter une usure visible — abrasions, fissures, gonflement ou traces d’huile autour des raccords. Les fuites externes nécessitent un remplacement rapide pour éviter le risque de rupture complète.
Si tous les tuyaux sont intacts, concentrez‑vous sur les composants internes. Des joints usés à l’intérieur des cylindres ou des valves de commande peuvent permettre au fluide hydraulique de contourner son trajet prévu — une défaillance connue sous le nom de fuite interne. Ces fuites restent souvent invisibles jusqu’à ce que l’accumulation de fluide devienne importante. Une huile contaminée accélère la détérioration des joints, ce qui signifie que même des joints neufs échoueront rapidement si la qualité du fluide est négligée. Pour éviter les problèmes récurrents, remplacez l’huile et les filtres, nettoyez soigneusement le réservoir, puis installez de nouveaux joints.
La surveillance de la pression du système peut affiner votre diagnostic. Des réglages de soupape de décharge dépassant les spécifications pousseront le fluide à travers des joints affaiblis plus fortement, aggravant les fuites. Réduire la pression à la limite recommandée par le fabricant réduit immédiatement le stress mécanique et ralentit le rythme de la défaillance.
Lorsque les niveaux de pression sont conformes aux spécifications mais que la fuite persiste, inspectez soigneusement le fût du cylindre et la bague d’étanchéité. Des rayures profondes ou des rainures signalent des dommages mécaniques qui ne peuvent pas être réparés en atelier — ces cas doivent être directement confiés au fabricant ou à un spécialiste.
Des interruptions de cycle inattendues suscitent souvent des inquiétudes concernant des défauts hydrauliques ou mécaniques, mais les arrêts irréguliers sont plus probablement liés aux systèmes de sécurité électriques. Les rideaux lumineux et les interrupteurs d’interverrouillage sont conçus pour arrêter immédiatement le fonctionnement en cas de détection d’un obstacle ou d’une défaillance. Lorsque ces systèmes se déclenchent sans raison, la presse plieuse s’arrête en milieu de cycle malgré l’absence de problème mécanique.
Les facteurs environnementaux sont les principaux suspects. L’accumulation de poussière sur les capteurs des rideaux lumineux ou un désalignement entre l’émetteur et le récepteur peuvent envoyer de faux signaux de sécurité. Le nettoyage régulier des lentilles des capteurs et le maintien d’un alignement optique correct éliminent généralement ces arrêts injustifiés.
Les interrupteurs d’interverrouillage des panneaux d’accès peuvent développer des contacts usés ou se desserrer avec le temps. Même une vibration minimale peut momentanément rompre le circuit, déclenchant un arrêt de sécurité. Fixer le matériel de montage et remplacer les interrupteurs usés rétablit un fonctionnement constant et fiable.
Le dépannage électrique doit inclure la vérification que la dérive du capteur reste dans la tolérance — généralement ±0,02 mm. Même de légères déviations peuvent induire le système de contrôle en erreur et lui faire enregistrer de fausses conditions de sécurité. Traiter les problèmes électriques avant d’examiner l’hydraulique permet de gagner du temps et d’éviter un travail mécanique inutile.
Une presse plieuse “parle” souvent par ses sons bien avant qu’une panne grave ne survienne. Les opérateurs qui apprennent à interpréter ces indices sonores peuvent localiser les problèmes et agir de manière ciblée avec plus de précision.
Un bruit métallique sec au point mort bas indique généralement un retard de la vanne proportionnelle plutôt qu’une fracture mécanique. Ajuster finement la réactivité de la vanne pour qu’elle réagisse en moins de 80 ms éliminera généralement à la fois le bruit et toute irrégularité dans le cycle.
Un sifflement aigu et persistant est caractéristique de la cavitation de la pompe, le plus souvent causée par de l’air emprisonné dans le fluide hydraulique. La solution consiste en une purge complète du système, ce qui rétablit le profil sonore normal de la pompe et protège contre l’usure due aux surpressions irrégulières.
Les bruits de grincement, en revanche, proviennent d’interférences mécaniques. Des rails de guidage secs, des poinçons mal alignés ou des fixations desserrées peuvent tous produire de tels sons. Traitez toujours la lubrification en premier — des rails secs provoquent un grincement audible, accélèrent l’usure et introduisent des variations de force lors des opérations de pliage.
Si le coulisseau descend de manière irrégulière tout en produisant du bruit, il se peut que vous soyez confronté à plusieurs problèmes à la fois — tels que des fuites, un mauvais calage de la vanne ou une usure du vérin. Ce scénario nécessite un contrôle complet du système, car chaque cause possible exige une voie de réparation différente. Reconnaître des schémas sonores distincts réduit considérablement le temps de diagnostic.
En associant rapidement les symptômes aux causes probables, les opérateurs peuvent passer de réparations réactives à une maintenance proactive. Chaque panne courante a son propre ordre de diagnostic, et les suivre méthodiquement permet de rétablir les performances plus rapidement tout en aidant à prévenir les problèmes récurrents qui peuvent réduire la productivité.
| Problème | Symptômes | Causes probables | Étapes de diagnostic | Solutions recommandées |
|---|---|---|---|---|
| Le vérin ne revient pas — ou revient à un rythme douloureusement lent | Le coulisseau ne revient pas ou se déplace lentement, production arrêtée | Niveau de fluide hydraulique bas, contamination, air dans le système, retard de la vanne proportionnelle | Vérifier le niveau de fluide hydraulique, inspecter la contamination, purger le circuit hydraulique, écouter le “bang” au point mort bas | Compléter le fluide hydraulique, remplacer l’huile contaminée à 500 heures, purger le système, ajuster finement le calage de la vanne |
| Qualité de pliage incohérente : précise à une extrémité, incorrecte à l’autre | Pliages irréguliers, précision bonne d’un seul côté | Pression hydraulique instable, mauvais alignement du butoir arrière, variation de dureté du matériau | Mesurer la fluctuation de pression (limite ±1,5 MPa), vérifier l’étalonnage de l’axe X avec des outils de précision, tester la différence de dureté Vickers | Stabiliser la pression, aligner les axes de la butée arrière, tester la dureté avant le pliage, maintenir une tolérance d’angle mensuelle de ±0,1° |
| Accumulation de fluide hydraulique : distinguer les fuites de tuyaux des fuites internes | Accumulation de fluide hydraulique près de la presse plieuse | Tuyaux endommagés, joints usés, fuite interne, pression de soupape de décharge supérieure aux spécifications, dommages au cylindre | Inspecter les tuyaux pour détecter l’usure, tester les joints, vérifier les réglages de la soupape de décharge, examiner le fût du cylindre et la bague d’étanchéité | Remplacer les tuyaux endommagés, remplacer les joints, nettoyer le réservoir, remplacer l’huile et les filtres, ajuster la pression selon les spécifications, confier les dommages graves du cylindre au fabricant OEM |
| Électrique : arrêts de cycle aléatoires causés par des rideaux lumineux ou des interverrouillages | Interruptions de cycle inattendues | Poussière ou désalignement dans les rideaux lumineux, contacts de l’interrupteur d’interverrouillage usés, dérive du capteur | Nettoyer les lentilles des capteurs, vérifier l’alignement optique, inspecter le montage et les contacts de l’interrupteur d’interverrouillage, mesurer la dérive du capteur (±0,02 mm) | Nettoyer et aligner les capteurs, sécuriser/remplacer les interrupteurs d’interverrouillage, corriger la dérive du capteur |
| Bruits émergents : identifier le sifflement de la pompe par rapport au grincement mécanique | Bruit métallique sec, gémissement de la pompe, bruits de grincement | Retard de la soupape, cavitation de la pompe, rails de guidage secs, poinçons désalignés, fixations desserrées, fuites ou usure | Écouter le type de bruit, mesurer la réactivité de la soupape (<80 ms), vérifier la présence d’air dans l’huile hydraulique, inspecter la lubrification, l’alignement, les fixations | Ajuster finement le calage de la soupape, purger le système, lubrifier les rails de guidage, aligner les poinçons, serrer les fixations, vérifier entièrement le système pour détecter plusieurs problèmes |
Lorsqu’une presse plieuse CNC signale une erreur Y1/Y2, elle indique une différence de position entre le cylindre hydraulique gauche (Y1) et droit (Y2). Bien que les opérateurs soupçonnent souvent que le coulisseau s’est physiquement incliné, les audits sur site montrent qu’environ 70 % de ces alertes proviennent d’échelles de position linéaires contaminées ou inexactes plutôt que d’un véritable désalignement mécanique.
Vérifiez la géométrie réelle du coulisseau avant d’ajuster l’hydraulique. Amenez le coulisseau au point mort bas sans charge, puis placez une règle de précision d’un mètre sur toute sa longueur. Des variations supérieures à 0,1 mm d’une extrémité à l’autre indiquent une inclinaison mécanique ; toute valeur inférieure suggère une dérive du capteur. La poussière provenant de la calamine peut fausser les mesures jusqu’à 0,5 mm par pied — suffisamment pour provoquer des plis en biais sans inclinaison visible.
Essuyer les échelles linéaires avec de l’alcool isopropylique, faire effectuer au coulisseau déchargé dix courses complètes, et recalibrer ses coordonnées résout plus de 80 % des erreurs liées aux capteurs. Cette opération de maintenance peu coûteuse peut éviter le remplacement prématuré des joints de cylindre et épargner à la machine des arrêts inutiles. Ne passez à l’inspection des glissières ou des composants hydrauliques qu’après avoir confirmé que les échelles donnent des mesures précises.
Les systèmes de bombage — qu’il s’agisse de cales mécaniques ou d’actionneurs commandés par CNC — compensent la flexion du banc et du coulisseau sous charge pour maintenir des angles de pliage uniformes sur toute la pièce. Bien que ces dispositifs soient efficaces, appliquer des réglages de bombage sans d’abord confirmer que le coulisseau fonctionne avec une répétabilité constante peut masquer des problèmes sous-jacents plus graves.
Dans une presse de 100 tonnes, la flèche typique à pleine capacité est d’environ 0,1–0,3 mm par mètre. Cependant, des guides de coulisseau usés peuvent provoquer un blocage d’un côté de 0,2 mm, ce qui triple effectivement la flèche perçue. Tester la descente du coulisseau à 50% de la charge maximale à l’aide d’une bride d’échantillon permet de déterminer si la variation latérale reste dans les 0,1 mm. Si elle dépasse cette valeur, corrigez l’usure des guides avant de procéder aux réglages de compensation de flèche.
Pour une compensation réelle de la flèche, affinez le coin de compensation en incréments de 0,05 mm et mesurez les résultats avec un rapporteur d’angle — ou, pour plus de précision, un outil laser de parallélisme capable d’une précision inférieure à 0,1 mm. Un excès de compensation “ par précaution ” peut rallonger les cycles jusqu’à 15% en raison du temps de réponse du mécanisme de compensation. Partir de mesures de référence précises réduit le taux de rebut, garantissant que la compensation corrige la flèche réelle plutôt que de masquer une usure mécanique.
La butée arrière définit à la fois la longueur de la bride et l’emplacement du pli. Toute dérive sur l’axe X (positionnement gauche‑droite) ou sur l’axe R (hauteur verticale) peut rapidement entraîner des pièces incohérentes, même si le coulisseau est parfaitement réglé. Les audits d’atelier ont révélé que des doigts de butée arrière desserrés représentaient environ 80% des dérives de l’axe X, tandis que les inexactitudes de l’axe R étaient souvent dues à des vis à billes usées.
Pour vérifier les doigts de la butée arrière, coupez l’alimentation et appliquez une pression en poussant‑tirant ; tout mouvement supérieur à 0,1 mm nécessite un réglage. Serrez les brides des doigts à 22 Nm à sec — des filetages contaminés par du liquide de refroidissement peuvent réduire la force de serrage de moitié. Re‑serrez après environ 500 cycles de fonctionnement pour détecter un desserrage précoce causé par les vibrations.
Pour détecter un jeu sur l’axe R, faites parcourir au coulisseau toute sa course en hauteur tout en écoutant les bruits de grincement ou en détectant un blocage. Une observation superficielle manque souvent un jeu de vis à billes supérieur à 0,15 mm — c’est pourtant à ce point que des variations de hauteur de bride apparaissent inévitablement. Remplacer l’écrou de la vis à billes, ce qui coûte généralement autour de $800, peut éliminer les défauts récurrents dus à un positionnement vertical incohérent.
Tenir un registre cohérent de la dérive de la butée arrière ainsi que des intervalles de maintenance vous permet de prévoir et de planifier le remplacement des composants avant qu’ils ne perturbent les séries de production.
Les glissières — patins de guidage en bronze ou en matériau composite qui orientent le déplacement vertical du coulisseau — doivent conserver un jeu précis pour maintenir l’alignement du coulisseau sous charge. Un jeu excessif (supérieur à 0,15 mm, mesuré avec une jauge d’épaisseur à plusieurs points de chaque côté) peut incliner le coulisseau, provoquant un blocage d’un côté contre ses guides et produisant des plis irréguliers.
Retirez les protections pour accéder aux glissières, puis mesurez le jeu à quatre points équidistants par côté. Si le jeu est excessif, insérez des cales en laiton de 0,05 mm plutôt que de rectifier les surfaces des glissières. La rectification enlève leur couche durcie, accélérant l’usure et augmentant l’accumulation de chaleur lors des opérations futures. Le jeu idéal après calage est de 0,10–0,12 mm, ce qui équilibre la rétention de lubrification et la précision du guidage.
Une fois réglé, appliquez une graisse NLGI grade 2, faites fonctionner la presse sous charge pendant vingt cycles, et évaluez le nivellement du coulisseau. Un test fiable consiste à placer une cale de 1 mm sous une extrémité de la pièce — des glissières correctement réglées se corrigeront d’elles‑mêmes en un ou deux cycles. Si des rayures apparaissent lors de ce test, consultez le fabricant avant de poursuivre l’exploitation.
La plupart des guides de dépannage pour presses plieuses traitent chaque problème séparément — éliminer une incrustation pour corriger les erreurs de l’axe Y, affiner la compensation pour corriger le cône de pliage, serrer les doigts de butée arrière pour corriger la dérive. En pratique, des études de terrain montrent que 73% des scénarios multi‑pannes ont des causes mécaniques et électroniques qui se chevauchent. Les traiter dans le désordre peut amplifier les signaux d’erreur, déclencher des résultats de diagnostic trompeurs et gaspiller des heures en retouches inutiles.
Un ordre d’opérations efficace protège la disponibilité : d’abord, vérifiez et calez les glissières pour résoudre le désalignement sous‑jacent du coulisseau. Ensuite, ajustez la compensation uniquement après avoir confirmé la précision des guides, puis fixez les doigts de butée arrière et inspectez les vis à billes. Enfin, terminez par le nettoyage des capteurs et leur remise à zéro afin que les relevés reflètent les ajustements physiques effectués.
Prenons, par exemple, un cas documenté impliquant une presse de 150 tonnes qui produisait des plis de 1,5 mm inclinés vers la gauche et déclenchait des erreurs Y1/Y2, alors même que les pressions des vérins étaient équilibrées. La solution a consisté à caler les glissières, à re‑serrer les doigts de butée arrière selon les spécifications, et à appliquer un seul ajustement incrémental à la compensation. Ces étapes ont permis de revenir à zéro rebut sur les 2 000 pièces suivantes, avec un temps d’arrêt total inférieur à une heure — évitant la révision de $15 000 initialement proposée.
En suivant une séquence logique — de la correction de l’alignement mécanique de base au réglage fin des systèmes de compensation — vous restaurez non seulement la précision de pliage, mais vous stoppez aussi la progression des défauts interconnectés avant qu’ils ne s’aggravent. Le résultat dépasse la simple réparation technique : c’est une fiabilité opérationnelle accrue et une production régulière, augmentant directement la rentabilité dans les environnements de fabrication à grand volume.
Les vérins hydrauliques dépendent d’un fluide incompressible pour fournir une force constante et précise. Lorsque de l’air pénètre dans les conduites du vérin, cette propriété est compromise — l’air se comprime sous pression, agissant comme une éponge et créant une réponse lente. Le coulisseau peut sembler hésitant ou “ flottant ” au lieu de fournir un mouvement net. Ce problème survient souvent après des remplissages rapides de fluide ou lorsque des joints usés permettent des fuites microscopiques. Dans de nombreux ateliers, près de la moitié des remplissages non planifiés introduisent de l’air dans le système.
Pour retrouver une réponse nette, utilisez un processus de purge délibéré. Faites fonctionner le coulisseau lentement 10–15 fois à basse pression sans pièce en place, ce qui pousse l’air emprisonné vers les points les plus hauts du système hydraulique. Aux purgeurs de vérin — généralement situés aux extrémités supérieures — ouvrez chaque purgeur d’environ un quart de tour seulement tout en maintenant un mouvement lent du vérin. Surveillez l’écoulement de l’huile en un flux régulier et sans bulles ; des jets ou une mousse indiquent que des poches d’air subsistent. À mi‑chemin de la procédure, complétez le réservoir avec une huile correspondant à la viscosité d’origine afin d’éviter de réintroduire de l’air.
Résistez à la tentation d’effectuer des cycles à haute pression avant la purge, car la turbulence poussera l’air plus profondément dans le système, rendant son élimination plus difficile. Une ligne de production a réduit ses taux de rebut de 25% en une seule nuit simplement en utilisant une purge à basse pression au lieu de rechercher des défauts de valve inexistants. Si la pompe émet encore un bruit aigu après coup, suspectez une cavitation — de l’air aspiré à l’entrée de la pompe — ce qui nécessite de vérifier l’intégrité de la ligne d’aspiration et de s’assurer que les niveaux de fluide sont adéquats.
Les pompes hydrauliques dépendent fortement d’un volume de fluide constant — restreignez leur débit et vous verrez à la fois l’efficacité et la longévité chuter. Un filtre obstrué — qu’il soit côté aspiration, pression ou retour — peut réduire le débit de plus de moitié, entraînant une montée rapide de la chaleur, des cycles lents et un risque accru d’éclatement des joints. L’un des premiers signes est un sifflement aigu de la pompe au démarrage, souvent suivi d’une montée en température plus rapide que la normale sous charge. Un entretien négligé de la filtration est la cause principale de plus de 80% des pannes de pompe de plieuse, généralement dues à des débris issus de l’usure interne des joints ou à des contaminants tels que la calamine.
Identifiez l’obstruction par inspection tactile et tests de dérivation. Si la ligne ramenant l’huile du refroidisseur au réservoir est chaude au toucher, suspectez un filtre de retour bouché ; une ligne froide signifie généralement un flux non obstrué. La crépine d’aspiration à l’intérieur du réservoir est le coupable le plus fréquent et doit être vérifiée en premier. Lorsque présent, utilisez le manomètre différentiel du filtre à pression — des valeurs supérieures aux spécifications confirment une restriction. Bypassez méthodiquement chaque filtre à l’aide des vannes de service, en notant si le débit et la température reviennent à la normale, et remplacez tout élément filtrant présentant une obstruction importante.
Utilisez uniquement des remplacements approuvés par le fabricant pour éviter les incompatibilités de taille de particules et l’usure inutile. Installer une alerte visuelle simple de restriction — comme une bande de couleur qui change une fois la résistance atteinte à un seuil défini — peut transformer les vérifications quotidiennes en un coup d’œil d’une seconde, réduisant drastiquement les incidents de famine de pompe. Quelques éléments filtrants peu coûteux sont bien moins chers que les réparations causées par le manque d’entretien, rendant les inspections hebdomadaires des filtres indispensables.
L’épaisseur — ou viscosité — du fluide hydraulique impacte directement l’efficacité avec laquelle l’huile circule dans les valves et les canaux. À froid, l’huile devient beaucoup plus épaisse, ralentissant la réponse des actionneurs et réduisant la vitesse du vérin. Tôt dans la journée, cela se traduit souvent par des pliages “ collants ” avec des angles incorrects jusqu’à ce que le système atteigne au moins 100°F. À l’inverse, une huile surchauffée s’amincit excessivement, réduisant la capacité de charge et provoquant le gonflement des joints ; en milieu d’après‑midi, vous pouvez constater une dérive des angles et une réduction du tonnage. Choisir un grade de viscosité incorrect accentue ces problèmes — mélanger des fluides ISO 32 et ISO 46, par exemple, peut augmenter les variations d’angle jusqu’à 40%.
Commencez chaque poste par une courte routine de préchauffage. Laissez le vérin effectuer des cycles à vide pendant environ cinq minutes, en surveillant le thermomètre d’huile jusqu’à ce qu’il atteigne la plage optimale de 110–130°F. Testez les angles de pliage sur des pièces d’acier identiques avant et après le préchauffage ; si la différence dépasse un degré, c’est un signe d’instabilité de viscosité. Dans ce cas, prélevez un échantillon et utilisez une bande viscomètre en laboratoire pour confirmer le grade de l’huile et vérifier toute contamination.
Pour une fiabilité à long terme, utilisez toujours une huile conforme aux spécifications du fabricant tout au long de l’année. Un fluide anti‑usure ISO 46 offre généralement des performances constantes dans la plupart des conditions, surtout lorsqu’il est associé à des inspections hebdomadaires du niveau d’huile. Évitez de travailler en pleine charge par temps froid — cela provoque une usure rapide des joints, réduisant la durée de vie jusqu’à cinq fois. Utiliser une huile trop froide ou trop chaude ne compromet pas seulement la qualité ; c’est un chemin direct vers une défaillance hydraulique prématurée.
Les cycles lents de plieuse ne sont pas toujours causés par des problèmes hydrauliques. Les dispositifs de suivi de position électrique — tels que les capteurs de proximité inductifs et les interrupteurs de fin de course mécaniques — peuvent introduire des délais lorsqu’ils sont sales, mal alignés ou affectés par la chaleur. Ces capteurs signalent au système de commande que le vérin a atteint ses limites de course. Si ces signaux se dégradent, la machine peut mal interpréter la position du vérin, s’arrêtant ou s’interrompant en milieu de course. Dans les environnements poussiéreux de fabrication, la contamination peut réduire la force du signal de 50% en seulement quelques semaines, et un câblage lâche ou corrodé aggrave le problème.
Diagnostiquer ces problèmes nécessite de les observer en fonctionnement. Avec les protections ouvertes, faites fonctionner la plieuse et vérifiez si les voyants LED des capteurs clignotent — cela signifie souvent un problème d’alignement. Réglez les capteurs inductifs selon l’écart recommandé par le fabricant de 2 à 4 mm, en vous assurant que la zone devant le capteur est dégagée de tout métal. Nettoyez la poussière avec un nettoyant électrique sans résidu, puis vérifiez la continuité avec un multimètre ; un interrupteur fermé doit afficher moins de 5 ohms. Pour le câblage, bougez doucement les faisceaux au niveau du panneau de commande pendant le fonctionnement. Si les chutes de tension dépassent 2V, le câblage doit être réparé.
L’imagerie thermique montre souvent que de nombreux problèmes de “ cycle lent ” proviennent de bornes de capteurs légèrement chaudes — parfois seulement 10°F au‑dessus des températures environnantes — mais suffisamment pour augmenter la résistance électrique et retarder la transmission du signal. Maintenir une mise à la terre solide et des connexions sécurisées peut éviter cela. Avant de passer à des réparations plus complexes, essayez un arrêt complet : éteignez complètement la machine pendant 30 secondes. Ce redémarrage forcé résout près de la moitié des dysfonctionnements intermittents des capteurs. Si les erreurs de fin de course persistent, il se peut que vous soyez confronté à un encodeur qui a glissé, ce qui peut généralement être corrigé en lançant le mode d’apprentissage ou de calibration de la plieuse.
L’une des erreurs les plus fréquentes lors du dépannage des plieuses est de supposer que les problèmes hydrauliques et électriques existent dans des mondes séparés et sans lien. Les opérateurs se concentrent souvent sur un seul système — qu’il s’agisse de purger les lignes hydrauliques ou de remplacer des capteurs — sans reconnaître à quel point ces systèmes fonctionnent ensemble. Par exemple, une pause du vérin pourrait être causée aussi bien par une légère famine hydraulique que par un signal de capteur faible, et dans de nombreux cas, les symptômes sont identiques.
Adoptez une méthode de diagnostic hybride. Lorsqu’un problème de cycle apparaît, planifiez des vérifications couvrant les deux systèmes : purge des valves en même temps que tests des capteurs, contrôle de l’état des filtres tout en inspectant le câblage. Cette stratégie en couches permet d’éviter de rechercher des défauts inexistants dans un seul système, réduit les temps d’arrêt et révèle des problèmes combinés qu’une approche cloisonnée manquerait. Les ateliers qui intègrent de manière proactive les inspections hydrauliques et électriques dans la même étape de diagnostic rapportent des réparations jusqu’à 40% plus rapides et beaucoup moins de pannes répétées. Le changement clé est de reconnaître que les performances d’une plieuse proviennent d’un système unifié, et non de pièces isolées — ce qui maintient la production stable et les coûts de réparation contenus.
Des rayures profondes à l’intérieur du vérin hydraulique d’une presse plieuse ne sont pas qu’un défaut esthétique — c’est un point de non‑retour. Des rainures de plus de 0,1 mm deviennent des voies pour les débris abrasifs et le contournement du fluide hydraulique, usant rapidement les joints et privant le vérin d’une pression stable. Ce qui peut commencer par un remplacement de joint $500 peut se transformer en une reconstruction de vérin à $20 000, où un rodage de précision et un re‑revêtement gérés par le fabricant OEM sont essentiels. Le rodage bricolé ou les réparations abrasives intègrent souvent des contaminants fins comme la calamine dans la finition chromée, provoquant des surfaces irrégulières qui piègent le fluide, déstabilisent la pression et créent un mouvement lent et progressif du vérin sous charge.
Dans les usines de fabrication automobile suivant plus d’un demi‑million de cycles de fonctionnement, les données ont révélé que les vérins hydrauliques rayés présentaient trois fois plus de fuite interne que les vérins impeccables. De plus, 73% des réparations improvisées “ en atelier ” ont échoué lors d’opérations de pliage à forte tonnage. Un diagnostic rapide — passer un ongle sur la surface lors de l’inspection et sentir qu’il accroche dans la rainure — combiné à un retard de réponse hydraulique dépassant 0,5 seconde, marque un point de non‑retour clair. Au‑delà, toute intervention manuelle supplémentaire devient une perte de ressources. À ce stade, consignez le défaut, prenez des photos nettes avec une échelle pour référence, et envoyez le vérin à l’OEM avant que les taux de rebut n’explosent et que les arrêts ne s’accumulent.
Dans de nombreux ateliers, diagnostiquer les problèmes de transmission consiste à sortir un multimètre pour repérer les défauts évidents — circuits ouverts, bobinages en court‑circuit ou câblage incorrect. Bien que ces vérifications couvrent environ 40% des pannes courantes, les 60% restantes proviennent de problèmes électriques plus subtils : instabilité intermittente du servo, pics de tension, distorsion harmonique dans les variateurs de fréquence (VFD) et dégradation de l’isolation sous charge. Les traiter nécessite des tests dynamiques — comme utiliser un oscilloscope pour capturer les formes d’onde du courant pendant que la presse plieuse plie — afin de révéler ce que les mesures statiques ne détectent pas.
Ignorer ces tests avancés peut laisser passer des déséquilibres de phase dans les entraînements CNC, entraînant une dérive des axes Y1/Y2 et des plis pouvant présenter un écart de 2 mm sur toute leur longueur. De nombreux ateliers considèrent à tort cela comme un simple problème de calibration jusqu’à ce que la transmission subisse une panne catastrophique, entraînant $10 000 de remplacements d’urgence. Les analyses à long terme montrent que les entraînements CNC à mi‑vie — environ 12 à 18 ans — se détériorent davantage à cause de la distorsion harmonique que de l’usure du câblage. Les tests prédictifs de déviation de couple, signalant des variations supérieures à 5%, peuvent révéler des problèmes imminents des mois avant une panne réelle.
Une fois que les irrégularités électriques franchissent des seuils critiques — comme une consommation de courant à vide élevée, des codes d’erreur cycliques récurrents au‑delà des limites acceptables, ou des pics de couple atteignant 15% au‑dessus des spécifications à une vitesse de vérin de 80% — il est temps d’utiliser des outils de diagnostic de qualité OEM. Enregistrer ces mesures précises avant d’appeler le support peut réduire de moitié le temps sur site du technicien OEM par rapport à des rapports vagues comme “ la machine est lente ”, ce qui se traduit par des arrêts plus courts et des coûts de main‑d’œuvre réduits.
Passer du dépannage sur site au support OEM ne se résume pas à passer un coup de téléphone — c’est la manière dont vous transmettez efficacement l’historique des symptômes de la machine. Le niveau de détail que vous fournissez impacte directement la rapidité de la réparation et le coût final. Les ateliers qui livrent des rapports précis et bien organisés — avec des codes d’erreur horodatés, des relevés de jauges aux points de charge clés, et de courtes vidéos montrant un comportement anormal du vérin — économisent systématiquement 2 à 4 heures facturables sur les factures de service OEM.
Considérez la différence : “ Défaut de synchronisation E‑405 survenu au cycle 247 892 ; retour du vérin en 4,2 secondes contre 2,8 secondes selon les spécifications ; sifflement aigu audible à 2 500 PSI ” permet au technicien OEM d’arriver avec les bonnes pièces et un plan de test ciblé. En revanche, dire simplement “ la machine est lente ” le laisse deviner, ce qui rallonge le diagnostic. En enregistrant systématiquement les dérives de performance — comme des angles de pliage variant de plus du double de la tolérance sur trois mois, ou un jeu du butoir arrière dépassant 0,2 mm — vous donnez au personnel OEM assez d’informations pour classer le travail comme préventif plutôt qu’urgent, permettant d’intégrer les réparations dans les créneaux de maintenance planifiée.
Une liste de contrôle testée et fiable pour la documentation :
Inclure des journaux de cycles enregistrant les surcharges et conserver des sauvegardes bimensuelles des programmes CNC rend non seulement le transfert à l’OEM plus efficace, mais aide aussi à éviter des pannes de transmission difficiles à détecter dues à une corruption du firmware — des problèmes que les vérifications traditionnelles au multimètre ne détecteront pas.
Maintenir la presse plieuse dans des limites sûres est une question de discipline — savoir quand s’arrêter avant que l’usure mécanique ou les anomalies électriques ne dépassent ce que vos outils d’atelier peuvent réparer. Retarder l’intervention de l’OEM se traduit par des coûts plus élevés, des arrêts prolongés et des dommages potentiels aux outils. Repérer les signes avant‑coureurs et les documenter soigneusement transforme un appel d’urgence de dernière minute en une intervention coordonnée, réduisant à la fois les perturbations et les dépenses.
L’huile hydraulique est le fluide vital essentiel de la presse plieuse et, tout comme le sang humain, elle doit circuler à la bonne viscosité pour fonctionner correctement. Par une matinée froide au début d’un poste, cette huile s’épaissit et ralentit, ce qui oblige les pompes à forcer et pousse les joints à supporter des pressions plus élevées avant d’avoir eu le temps de se dilater jusqu’aux tolérances prévues. Cela ne se traduit pas seulement par des performances ralenties — cela peut provoquer des micro-déchirures dans les lèvres des joints et des dommages de compression permanents aux élastomères froids et cassants. Une fois cette détérioration amorcée, elle ne peut être inversée : les joints perdent leur capacité à maintenir la pression, les fuites internes augmentent et le mouvement du vérin devient irrégulier.
Sauter l’étape de préchauffage n’est tout simplement pas une option. Consacrer seulement deux à cinq minutes à faire fonctionner la presse plieuse à basse pression sans charge élève la température de l’huile dans une plage où elle peut lubrifier efficacement au lieu de provoquer une usure abrasive. Négliger cette étape peut réduire la durée de vie des joints de plusieurs mois, entraînant des réparations coûteuses qui épuisent à la fois le budget pièces et le temps de production. Traitez votre presse plieuse en hiver comme vous traiteriez un athlète — vous ne vous lanceriez pas dans un sprint sans vous échauffer, et votre système hydraulique mérite la même attention.
Commencez chaque poste en “réveillant” doucement la machine : faites parcourir au vérin toute sa course, laissez l’huile se réchauffer uniformément et remarquez comment le mouvement devient plus fluide. C’est à ce moment que vos joints cessent de résister et commencent à fonctionner en harmonie avec le système.
La plupart des ateliers affirment qu’ils restent attentifs à la maintenance de graissage, pourtant beaucoup d’opérateurs ne pourraient pas localiser tous les graisseurs de leur presse plieuse sans consulter le manuel. Le problème n’est pas une négligence volontaire — c’est que les graisseurs cachés restent souvent non entretenus car ils sont dissimulés derrière des protections, hors de vue ou éclipsés par des points de lubrification plus évidents. Les bagues de vis du système de butée arrière, les rails de guidage latéraux sur les modèles plus anciens et les points de pivot de la poutre inférieure sont des victimes fréquentes de cet oubli.
La solution est une carte de graissage : un schéma durable et plastifié adapté à votre modèle spécifique qui indique clairement chaque graisseur et chaque orifice de lubrification. Affichez-la directement sur la machine. Attribuez un numéro d’identification à chaque point avec la spécification de graisse correcte. Confiez cette tâche de début de poste à un opérateur ayant l’autorité d’arrêter la production si un graisseur ne peut pas être atteint ou entretenu. Pas d’hypothèses, pas de retards — juste une lubrification constante et précise.
Assurez-vous que chaque graisseur soit entretenu, en particulier ceux oubliés par le poste précédent. Sauter ne serait-ce qu’un seul point déclenche une réaction en chaîne d’usure abrasive : le métal sec se bloque et se raye, générant des particules qui se déplacent ensuite vers d’autres ensembles mobiles. Un seul point de lubrification manqué peut facilement doubler vos coûts de réparation à mesure que l’usure se propage dans le système. Une carte de graissage transforme la lubrification d’une habitude incertaine en un accomplissement quotidien mesurable.
La calamine est une couche dure et cassante d’oxyde qui se détache de l’acier lors des opérations de pliage. Chaque éclat qui tombe sur les rails ou les guides de votre presse plieuse devient le point de départ d’un dommage potentiel. Si on les laisse, ces fragments sont pulvérisés par les vibrations en fines particules qui se mélangent à l’huile ou à la graisse résiduelle — créant un composé abrasif. Ce composé circule avec chaque mouvement des rails, gravant des rainures microscopiques dans les surfaces de précision, faussant la précision de la butée arrière et compromettant l’assise des outils.
La solution est un essuyage à sec avant le premier travail de la journée. Mains nues dans des gants propres, chiffon prêt — passez vos doigts le long des rails, des guides et des sièges d’outillage. Détectez toute particule. Retirez-la avant que la chaleur et le mouvement ne l’incrustent dans le métal. Cette pratique n’a pas pour but de rendre la machine “présentable” ; il s’agit de bloquer les particules abrasives pour qu’elles ne pénètrent pas dans vos surfaces de glissement.
Les opérateurs qui adoptent cette routine de début de poste constatent des résultats tangibles : la précision de la butée reste constante mois après mois, les temps de cycle restent fiables et les pannes liées à l’usure des rails chutent pratiquement à zéro. Une fois que vous aurez senti un rail passer de rugueux à parfaitement lisse sous vos doigts, vous ne sauterez plus jamais cette étape.
Dans tout atelier, les arrêts commencent souvent sans être remarqués — un joint froid se rigidifie au démarrage, un graisseur caché se dessèche ou des particules s’accumulent silencieusement sur un rail. Le rituel de début de poste met en lumière ces problèmes alors qu’ils sont encore faciles à prévenir. Les traiter aujourd’hui, c’est déjà protéger la production de demain.


















