

Ваш листогиб останавливается посреди смены. Операторы собираются, производство замирает, и каждая минута уносит деньги быстрее, чем материал проходит через лазерный резак. Возникает соблазн сразу начать разбирать детали — но примерно в 80 % случаев решение не требует инструментов вовсе. Первое, что важно сделать — провести сосредоточенную пятиминутную диагностику, чтобы отличить небольшое нарушение от потенциально смертельной неисправности машины. Пропустите этот шаг — и простой 10‑минутный ремонт может превратиться в многодневный простой.
На ЧПУ и гибридных гидравлических листогибах зависшая логика управления может маскироваться под механическую неисправность. Операторы часто тратят часы на поиск несуществующих проблем с датчиками, когда настоящая причина — программный сбой. Данные, собранные на нескольких предприятиях, показывают, что полный отключение питания — а не просто нажатие кнопки аварийной остановки — устраняет до 40 % неожиданных остановок на машинах таких производителей, как Amada, Trumpf и Bystronic.
Процедура проста, но должна выполняться точно: выключите главный автомат минимум на 45 секунд, чтобы конденсаторы полностью разрядились, затем перезапустите в ручном режиме. Пропустите ползун через три холостых цикла, наблюдая за плавным опусканием и правильным выравниванием. Если неисправность остаётся — особенно при кодах ошибок вроде E101 sync fault — сделайте чёткое, хорошо освещённое фото экрана управления, прежде чем предпринимать что‑то ещё. Это точно фиксирует состояние проблемы, позволяя вашему OEM‑технику быстро диагностировать и потенциально сэкономить тысячи на сервисных расходах.
Игнорирование этого шага часто приводит к ненужным работам по гидравлике. В одном документированном случае техник потратил полдня на повторное уплотнение клапанов, а “мертвый” ползун заработал идеально сразу после отключения и включения автомата.
Состояние гидравлической системы видно сразу по её показаниям давления — при условии, что вы знаете, каким должно быть нормальное значение. На типичном 100‑тонном листогибе давление на холостом ходу должно быть в пределах 20–50 PSI. Показания ниже 15 PSI часто сигнализируют о голодании насоса, а превышение спецификации более чем на 10 % указывает на возможное заедание предохранительного клапана.
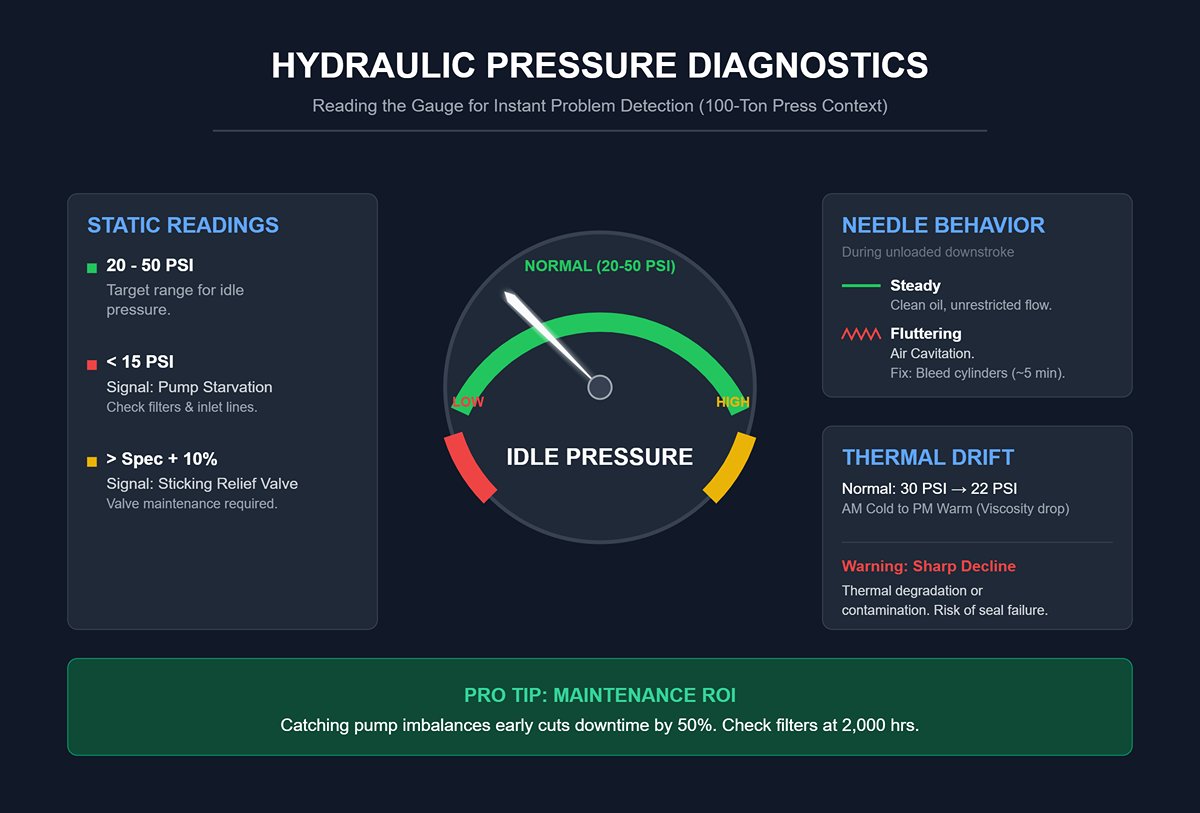
Чтобы получить полезную информацию, проверяйте манометр во время холостого хода вниз. Стабильная, ровная стрелка указывает на чистое масло и свободный поток. Если стрелка дрожит, это часто признак кавитации воздуха — обычно устраняется примерно за пять минут прокачкой цилиндров сверху вниз. Записи с производственных предприятий показывают, что раннее обнаружение дисбаланса насоса может сократить простой вдвое, особенно когда фильтры близки к окончанию срока службы (около 2 000 часов работы).
Для более полной картины сравните показания манометра при холодном запуске утром с показаниями поздно днём, когда система прогрелась. Нормально, если показание 30 PSI в 8 утра падает примерно до 22 PSI к середине дня из‑за изменения вязкости масла. Более резкое падение может сигнализировать о термическом разложении или загрязнении — условиях, повышающих риск разрушения уплотнений. Вмешательство сразу после появления этих симптомов на манометре может предотвратить более серьёзные и дорогие поломки.
Закрытые гидросистемы часто развивают лёгкое, безвредное “потоотделение” — тонкую плёнку менее чайной ложки в час, появляющуюся вокруг уплотнений во время тепловых циклов. Если остаток чистый и гладкий, беспокоиться не о чем. Просто вытрите и наблюдайте, избегая ненужной разборки.
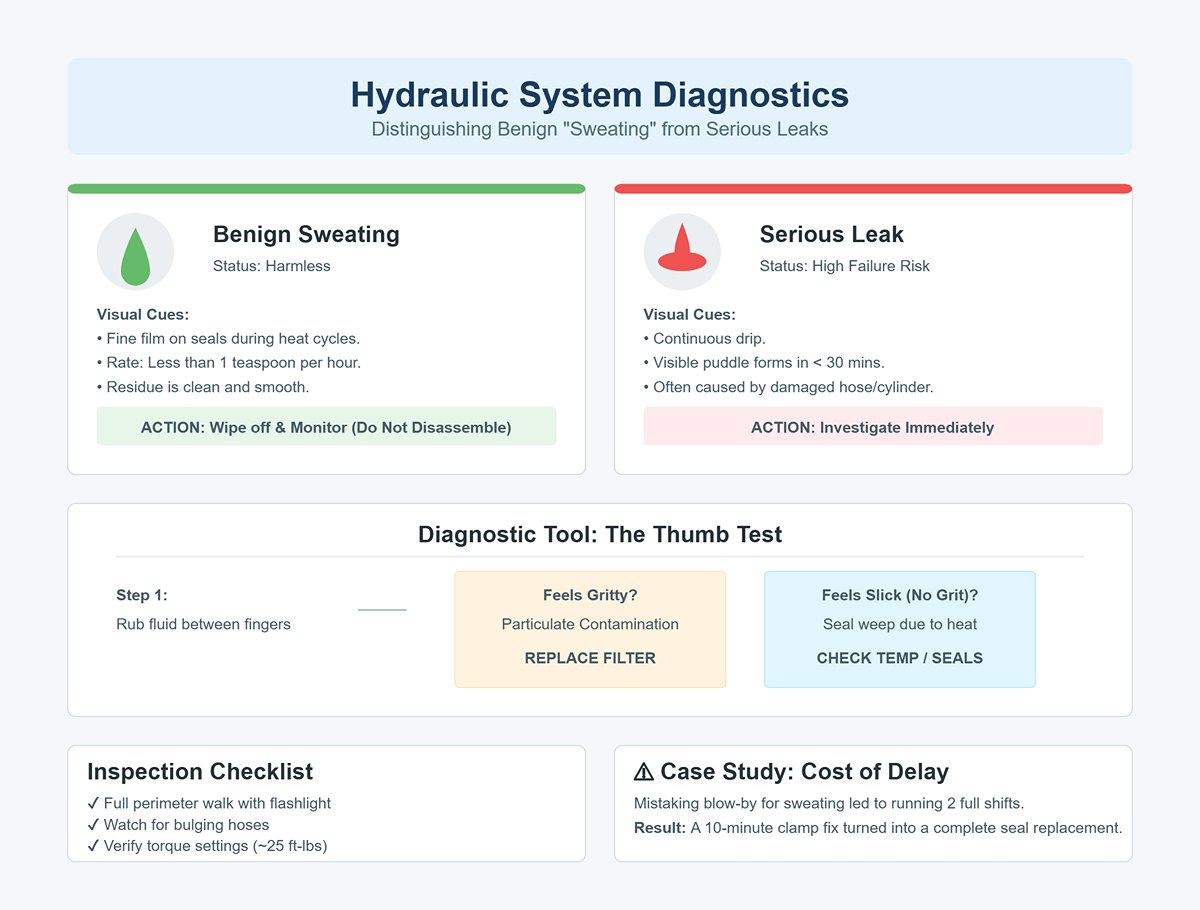
Существенные утечки — другое дело. Непрерывная капля, образующая видимую лужу менее чем за полчаса, указывает на высокую вероятность отказа — часто из‑за повреждённого шланга или цилиндра. Используйте тест большим пальцем как первичную проверку: потрите жидкость между пальцами. Если она ощущается как с песчинками — присутствует загрязнение частицами, и фильтр следует заменить немедленно, чтобы защитить насос от абразивного износа. Если она скользкая без песчинок — проблема может быть в просачивании уплотнения из‑за чрезмерного нагрева.
Скорость выявления утечек критична. В одном случае оператор цеха ошибочно принял прорыв цилиндра за лёгкое потоотделение и продолжал работу машины две полные смены. Это превратило быстрый 10‑минутный ремонт хомутом шланга в полную замену уплотнения — потеря времени и денег. Ваш осмотр должен включать полный обход периметра с фонариком, наблюдение за вздутием шлангов и проверку момента затяжки примерно 25 фунт‑футов там, где это указано.
Во многих гидравлических прессах столы и инструментальные сборки не остаются на месте после отключения питания. На примерно 60 % листогибов выключение основного питания без соблюдения правильной последовательности остановки позволяет ползуну свободно падать под собственным весом — создавая опасное неконтролируемое опускание с серьёзной угрозой раздавливания.
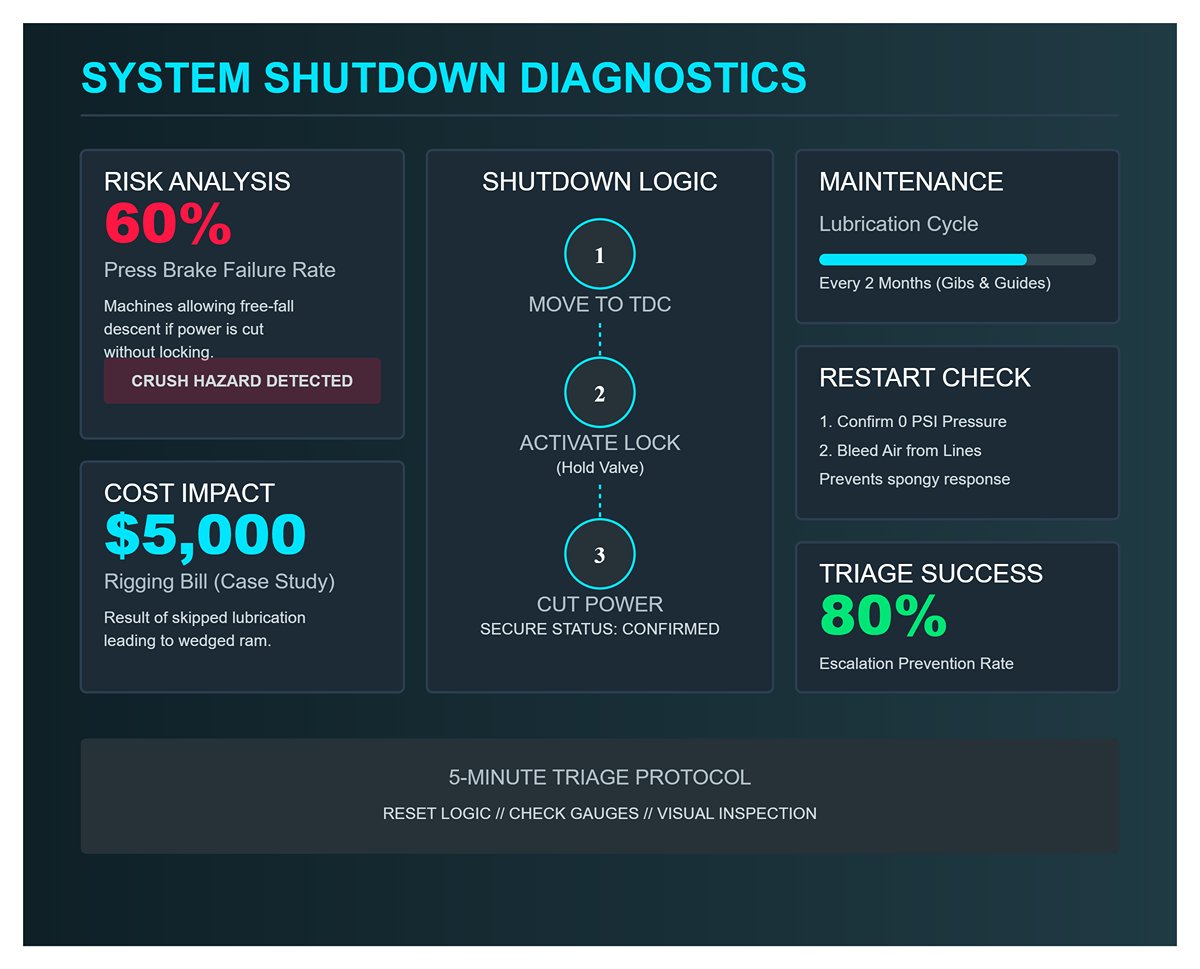
Перед отключением переместите ползун в положение верхней мёртвой точки (TDC). Активируйте удерживающий клапан — часто называемый в руководствах “вспомогательным гидравлическим замком” — чтобы удерживать ползун в безопасном положении. Только после блокировки отключайте основное питание. Эта последовательность гарантирует, что ползун останется стабильным во время аварийных остановок, технического обслуживания или любых неожиданных сбоев.
Регулярное профилактическое обслуживание обеспечивает дополнительную защиту. Смазка направляющих и салазок каждые два месяца помогает предотвратить заедание — проблему, которая может застрять ползун в середине хода и иногда требовать дорогостоящей помощи крана. Один цех на Среднем Западе пропустил этот график и получил заклинивший ползун, что привело к счёту за такелаж в размере 15 000 долларов для освобождения узла.
После отключения питания убедитесь по манометрам, что гидравлическое давление упало до нуля. Затем удалите воздух из линий перед повторным запуском. Этот шаг устраняет медленную, «губчатую» реакцию, часто встречающуюся в первом цикле, защищая как выравнивание, так и повторяемость.
Сосредоточенная пятиминутная диагностика может радикально улучшить результаты ремонта. Сброс логики управления предотвращает ненужную механическую разборку, проверка манометров позволяет рано выявить проблемы с насосом или уплотнениями, визуальный осмотр помогает расставить приоритеты в ремонте утечек, а соблюдение протоколов безопасности предотвращает как простой, так и травмы. Данные цехов показывают, что последовательное применение этого метода остановило развитие проблем в 80 % случаев поломок — сохраняя производство на ходу и защищая операторов.
Шток, который не возвращается или делает это вяло, может полностью остановить производство. Однако коренная причина часто является простой неисправностью, а не катастрофическим отказом. Начните с самого быстрого теста: проверьте уровень гидравлической жидкости в соответствии с техническими характеристиками станка. Низкий уровень жидкости снижает давление в системе и позволяет воздуху попасть в магистрали, что в обоих случаях замедляет время отклика.
Если уровень жидкости правильный, проверьте наличие загрязнений. Гидравлические системы листогибов крайне чувствительны к мусору — пыль, мелкая металлическая стружка и влага, находящаяся в масле, действуют как абразив внутри насосов и клапанов. Это увеличивает трение в стенках цилиндра и нарушает плавность движения. Многие мастерские упускают момент замены масла на отметке 500 часов, что обычно является временем, когда загрязнение начинает заметно влиять на производительность.
Воздух, находящийся в гидравлическом масле — фактор, который часто упускают из виду — может вызвать дисбаланс давления, достаточно сильный, чтобы замедлить или полностью остановить возвратный ход штока. Прокачка или удаление воздуха из гидравлического контура — простая внутренняя процедура, которая может сразу восстановить полную рабочую скорость без необходимости вызова внешних специалистов.
Чёткий звуковой сигнал может помочь в диагностике: характерный “удар”, когда шток достигает нижней мёртвой точки, часто указывает на то, что пропорциональный клапан давления запаздывает более чем на 80 миллисекунд. В таких случаях сам шток не неисправен — тонкая настройка времени работы клапана обычно восстанавливает нормальную скорость цикла. Проведите эти проверки в первую очередь, так как они объясняют большинство проблем с медленным возвратом, прежде чем подозревать более серьёзные механические неисправности.
Неравномерные изгибы указывают на локализованные силы. Хотя механический износ может быть фактором, в большинстве случаев виновниками являются нестабильное гидравлическое давление или ошибки позиционирования. Если давление колеблется более чем на ±1,5 МПа во время цикла гибки, это изменяет углы изгиба и ускоряет износ пуансона сверх допустимого отклонения радиуса 0,1 мм — в итоге ухудшая точность.
Задний упор столь же критичен, так как он служит ориентиром для позиционирования материала. Один неправильно выровненный ось может привести к тому, что один край заготовки попадёт в зону гиба раньше другого. Проверьте, чтобы показания по оси X всегда соответствовали фактическому расстоянию, используя калибровочные блоки или точные штангенциркули. Еженедельная проверка точности повторного позиционирования помогает предотвратить незаметные смещения, которые могут остаться без внимания до тех пор, пока дефектные детали не станут частыми.
Различия в материале также влияют на точность. Разница более чем на 2 пункта по шкале твёрдости Виккерса между противоположными концами листа может исказить изгибы, даже при идеальном инструменте и стабильной гидравлике. Хотя операторы обычно не могут контролировать твёрдость материала, раннее выявление с помощью тестирования твёрдости помогает понять, связано ли происхождение проблемы с материалом, а не со станком.
Установка ежемесячной цели — удерживать вариацию угла гиба в пределах ±0,1° — является эффективной профилактической мерой. Соблюдение этого допуска может продлить срок службы пуансона более чем на 30 % и сократить время простоя вдвое — превращая непостоянные изгибы из постоянной проблемы в редкое явление.
Скопление гидравлической жидкости под или рядом с листогибом должно вызвать немедленную проверку. Начните с осмотра шлангов на наличие видимого износа — потертостей, трещин, вздутия или следов масла вокруг фитингов. Внешние утечки требуют быстрой замены, чтобы предотвратить риск полного разрыва.
Если все шланги целы, обратите внимание на внутренние компоненты. Изношенные уплотнения внутри цилиндров или управляющих клапанов могут позволить гидравлической жидкости обойти свой предназначенный путь — неисправность, известная как внутренний прорыв. Такие утечки часто остаются незаметными, пока скопление жидкости не станет значительным. Загрязнённое масло ускоряет разрушение уплотнений, что означает, что даже совершенно новые уплотнения быстро выйдут из строя, если качество жидкости игнорируется. Чтобы предотвратить повторение проблемы, замените масло и фильтры, тщательно очистите резервуар, а затем установите новые уплотнения.
Контроль давления в системе может помочь в более точной диагностике. Настройки предохранительного клапана, превышающие спецификации, будут прогонять жидкость через ослабленные уплотнения с большей силой, усугубляя утечки. Снижение давления до рекомендованного производителем предела сразу уменьшает механическую нагрузку и замедляет темпы разрушения.
Когда уровни давления находятся в пределах нормы, но утечка продолжается, внимательно осмотрите цилиндровую гильзу и уплотнительное кольцо. Глубокие царапины или канавки сигнализируют о механическом повреждении, которое невозможно устранить в условиях мастерской — такие случаи следует направлять напрямую производителю оборудования или специалисту.
Неожиданные прерывания цикла часто вызывают опасения по поводу гидравлических или механических неисправностей, но нерегулярные остановки чаще связаны с электрическими системами безопасности. Световые завесы и блокировочные выключатели разработаны для мгновенной остановки работы при обнаружении препятствия или неисправности. Когда эти системы срабатывают без причины, листогиб останавливается в середине цикла, несмотря на отсутствие механической проблемы.
Основными подозреваемыми являются факторы окружающей среды. Скопление пыли на датчиках световой завесы или несоосность между излучателем и приёмником могут отправлять ложные сигналы безопасности. Регулярная очистка линз датчиков и обеспечение правильной оптической соосности обычно устраняют эти необоснованные остановки.
Блокировочные выключатели на панелях доступа могут со временем изнашивать контакты или ослабевать. Даже минимальная вибрация может на мгновение разорвать цепь, вызывая остановку по безопасности. Закрепление крепёжных элементов и замена изношенных выключателей восстанавливают стабильную и надёжную работу.
Электрическая диагностика должна включать проверку того, что дрейф датчика остаётся в пределах допуска — обычно ±0,02 мм. Даже небольшие отклонения могут ввести систему управления в заблуждение, регистрируя ложные условия безопасности. Устранение электрических проблем до проверки гидравлики экономит время и предотвращает ненужные механические работы.
Листогибочный пресс часто “говорит” через свои звуки задолго до серьёзной поломки. Операторы, которые научатся интерпретировать эти аудиоподсказки, смогут точнее выявлять проблемы и предпринимать целенаправленные действия.
Резкий металлический удар в нижней мёртвой точке обычно указывает на задержку пропорционального клапана, а не на механический разлом. Точная настройка отзывчивости клапана, чтобы он реагировал менее чем за 80 мс, обычно устраняет и звук, и любые нарушения в цикле работы.
Постоянный высокочастотный писк — признак кавитации насоса, чаще всего вызванной воздухом, захваченным в гидравлической жидкости. Решение — тщательная прокачка системы, которая восстанавливает нормальный звуковой профиль насоса и защищает от износа, вызванного скачками давления.
Скрежет, напротив, возникает из-за механического взаимодействия. Сухие направляющие, смещённые пуансоны или ослабленные крепежи могут создавать такие звуки. Всегда сначала устраняйте проблемы с смазкой — сухие направляющие вызывают слышимый скрежет, ускоряют износ и приводят к изменению усилия при гибке.
Если ползун опускается неравномерно и при этом издаёт шум, возможно, вы имеете дело с несколькими проблемами одновременно — такими как утечки, неправильная настройка клапанов или износ цилиндра. В этой ситуации необходима полная проверка системы, так как каждая возможная причина требует своего пути ремонта. Распознавание различных звуковых паттернов значительно сокращает время диагностики.
Быстро сопоставляя симптомы с вероятными причинами, операторы могут перейти от реактивных исправлений к профилактическому обслуживанию. У каждой распространённой неисправности есть свой порядок диагностики, и систематическая работа по нему быстрее восстанавливает работоспособность, а также помогает предотвратить повторяющиеся проблемы, которые снижают производительность.
| Проблема | Симптомы | Вероятные причины | Диагностические шаги | Рекомендованные решения |
|---|---|---|---|---|
| Шток не возвращается — или ползёт обратно с мучительно медленной скоростью | Ползун не возвращается или движется медленно, производство остановлено | Низкий уровень гидравлической жидкости, загрязнение, воздух в системе, задержка пропорционального клапана | Проверить уровень гидравлической жидкости, осмотреть на наличие загрязнений, прокачать/продуть гидравлический контур, прислушаться к “удару” в нижней мёртвой точке | Долить гидравлическую жидкость, заменить загрязнённое масло на отметке 500 часов, прокачать систему, точно настроить время срабатывания клапана |
| Непостоянное качество гиба: точный с одного конца, неточный с другого | Неравномерные изгибы, точность хороша только с одной стороны | Нестабильное гидравлическое давление, смещение заднего упора, различие в твёрдости материала | Измерить колебания давления (предел ±1,5 МПа), проверить калибровку оси X с помощью точных инструментов, протестировать разницу по твёрдости по Виккерсу | Стабилизируйте давление, выровняйте оси заднего упора, проведите тест на твердость перед гибкой, поддерживайте ежемесячную точность угла ±0,1° |
| Скопление гидравлической жидкости: различаем утечки в шлангах и внутренний прорыв | Скопление гидравлической жидкости возле листогибочного пресса | Поврежденные шланги, изношенные уплотнения, внутренний прорыв, давление предохранительного клапана выше спецификации, повреждение цилиндра | Проверьте шланги на износ, протестируйте уплотнения, проверьте настройки предохранительного клапана, осмотрите цилиндровую гильзу и уплотнительное кольцо | Замените поврежденные шланги, замените уплотнения, очистите резервуар, замените масло и фильтры, отрегулируйте давление по спецификации, при серьезном повреждении цилиндра обратитесь к производителю |
| Электрика: случайные остановки цикла из-за световых завес или блокировок | Неожиданные прерывания цикла | Пыль или несоосность в световых завесах, изношенные контакты блокировочного выключателя, дрейф датчика | Очистите линзы датчиков, проверьте оптическое выравнивание, осмотрите крепление и контакты блокировочного выключателя, измерьте дрейф датчика (±0,02 мм) | Очистите и выровняйте датчики, закрепите или замените блокировочные выключатели, исправьте дрейф датчика |
| Появляющиеся шумы: различение писка насоса и механического скрежета | Металлический удар, вой насоса, скрежет | Задержка клапана, кавитация насоса, сухие направляющие, несоосные пуансоны, ослабленные крепежи, утечки или износ | Прислушайтесь к типу звука, измерьте время отклика клапана (<80 мс), проверьте наличие воздуха в гидравлическом масле, осмотрите смазку, выравнивание, крепежи | Точно настройте время работы клапана, удалите воздух из системы, смажьте направляющие, выровняйте пуансоны, затяните крепежи, проведите полную проверку системы на наличие нескольких проблем |
Когда ЧПУ листогибочный пресс выдает ошибку Y1/Y2, это означает разницу в положении между левым (Y1) и правым (Y2) гидравлическими цилиндрами. Хотя операторы часто подозревают, что рамка физически наклонилась, полевые проверки показывают, что примерно 70 % таких предупреждений связаны с загрязненными или неточными линейными шкалами положения, а не с реальным механическим несоответствием.
Проверьте фактическую геометрию рамки перед регулировкой гидравлики. Переместите рамку в нижнюю мертвую точку без нагрузки, затем положите метровую прецизионную линейку вдоль ее длины. Отклонения более чем на 0,1 мм от одного конца до другого указывают на механический наклон; меньшие значения намекают на дрейф датчика. Пыль от окалины может исказить показания до 0,5 мм на фут — этого достаточно, чтобы вызвать конусообразные изгибы без видимого наклона.
Протирание линейных шкал изопропиловым спиртом, прогон рамки без нагрузки через десять полных циклов и перекалибровка координат устраняют более 80 % ошибок, связанных с датчиками. Этот недорогой шаг обслуживания может предотвратить преждевременную замену уплотнений цилиндра и избавить машину от ненужного простоя. Переходите к осмотру направляющих или гидравлических компонентов только после того, как убедитесь, что шкалы дают точные показания.
Системы компенсации прогиба — будь то механические клинья или управляемые ЧПУ приводы — компенсируют изгиб станины и рамки под нагрузкой, чтобы сохранить одинаковые углы гибки по всей длине заготовки. Хотя такие системы эффективны, применение регулировки прогиба без предварительного подтверждения, что рамка работает с постоянной повторяемостью, может скрыть более серьезные скрытые проблемы.
В 100‑тонном прессе типичное прогибание на полной нагрузке составляет примерно 0,1–0,3 мм на метр. Однако изношенные направляющие ползуна могут вызвать заедание одной стороны на 0,2 мм, что фактически утроит воспринимаемое прогибание. Проверка опускания ползуна при 50% от максимальной нагрузки с использованием образца фланца позволяет определить, сохраняется ли вариация от стороны к стороне в пределах 0,1 мм. Если она превышает этот предел, устраните износ направляющих до внесения корректировок в систему компенсации прогиба.
Для настоящей компенсации прогиба тонко настраивайте клин компенсации в шагах по 0,05 мм и измеряйте результаты с помощью угломера — или для большей точности используйте лазерный инструмент параллельности с точностью менее 0,1 мм. Чрезмерная компенсация “на всякий случай” может увеличить время цикла до 15% из‑за задержки движения механизма компенсации. Начав с точных базовых измерений, можно снизить уровень брака, обеспечив, что компенсация устраняет реальный прогиб, а не скрывает механический износ.
Задний упор задаёт как длину фланца, так и место изгиба. Любое смещение по оси X (позиционирование влево‑вправо) или по оси R (вертикальная высота) быстро приведёт к несогласованности деталей, даже если ползун настроен идеально. Аудиты в мастерских показали, что ослабленные пальцы заднего упора составляли около 80% смещения по оси X, тогда как неточности по оси R часто были связаны с изношенными шариковыми винтами.
Чтобы проверить пальцы заднего упора, отключите питание и приложите усилие на толкание‑тянущее движение; любое перемещение более 0,1 мм требует регулировки. Затяните зажимы пальцев до 22 Н·м в сухом состоянии — резьбы, загрязнённые охлаждающей жидкостью, могут снизить силу зажима вдвое. Проведите повторную затяжку примерно после 500 рабочих циклов, чтобы выявить раннее ослабление, вызванное вибрацией.
Для выявления люфта по оси R прогоните ползун по всей высоте хода, прислушиваясь к скрежету или ощущая заедание. При поверхностном наблюдении часто не замечают люфт шарикового винта более 0,15 мм — а именно при таком люфте неизбежно возникают вариации высоты фланца. Замена гайки шарикового винта, которая обычно стоит около $800, может устранить повторяющиеся дефекты, вызванные несогласованным вертикальным позиционированием.
Ведение постоянного журнала смещения заднего упора вместе с интервалами обслуживания позволяет прогнозировать и планировать замену компонентов до того, как они нарушат производственные циклы.
Направляющие — бронзовые или композитные опорные пластины, которые направляют вертикальное движение ползуна — должны иметь точный зазор, чтобы ползун оставался выровненным под нагрузкой. Чрезмерный зазор (более 0,15 мм, измеренный щупом в нескольких точках с каждой стороны) может привести к наклону ползуна, из‑за чего один конец будет заедать в направляющих и создавать неравномерные изгибы.
Снимите защитные кожухи, чтобы получить доступ к направляющим, затем измерьте зазор в четырёх равномерно расположенных точках с каждой стороны. Если зазор чрезмерный, вставьте латунные прокладки толщиной 0,05 мм вместо шлифовки поверхностей направляющих. Шлифовка удаляет их закалённый слой, ускоряя износ и увеличивая нагрев при дальнейшей эксплуатации. Идеальный зазор после установки прокладок составляет 0,10–0,12 мм, что обеспечивает баланс между удержанием смазки и точным направлением.
После регулировки нанесите смазку класса NLGI Grade 2, прогоните пресс под нагрузкой двадцать циклов и оцените выравнивание ползуна. Надёжный тест — поместить прокладку толщиной 1 мм под один конец заготовки: правильно установленные направляющие самокорректируются за один‑два цикла. Если при этом тесте появляются задиры, обратитесь к производителю перед продолжением работы.
Большинство руководств по устранению неисправностей пресс‑гибов рассматривают каждую проблему отдельно — очистка шкалы для ошибок по оси Y, тонкая настройка компенсации прогиба для устранения конусности изгиба, затяжка пальцев заднего упора для устранения смещения. На практике полевые исследования показывают, что 73% сценариев с несколькими неисправностями имеют пересекающиеся механические и электронные причины. Решение их вне последовательности может усилить сигналы ошибок, вызвать вводящие в заблуждение диагностические результаты и потратить часы на ненужную переделку.
Эффективный порядок действий защищает время работы: сначала проверьте и установите прокладки в направляющих, чтобы устранить основное несоответствие ползуна. Затем регулируйте компенсацию прогиба только после подтверждения точности направляющих, потом закрепите пальцы заднего упора и проверьте шариковые винты. В завершение очистите датчики и обнулите их, чтобы показания отражали внесённые физические корректировки.
Возьмём, например, задокументированный случай с 150‑тонным прессом, который выдавал изгибы на 1,5 мм влево и вызывал ошибки Y1/Y2, хотя давление в цилиндрах было одинаковым. Решение включало установку прокладок в направляющих, повторную затяжку пальцев заднего упора по спецификации и одну пошаговую корректировку компенсации прогиба. Эти действия вернули работу к нулевому браку на следующих 2000 деталях, при этом общее время простоя составило менее часа — удалось избежать предложенного капитального ремонта на $15 000.
Следуя логической последовательности — от исправления базового механического выравнивания до тонкой настройки систем компенсации — вы не только восстанавливаете точность гибки, но и предотвращаете развитие взаимосвязанных неисправностей до их усугубления. Результат — это не просто техническое исправление: это повышенная надёжность работы и стабильный выпуск продукции, напрямую увеличивающий прибыльность в условиях массового производства.
Гидравлические ползуны зависят от жидкости, которая не сжимается, чтобы обеспечивать стабильное и точное усилие. Когда воздух попадает в линии цилиндра, это свойство нарушается — воздух сжимается под давлением, действуя как губка и создавая вялый отклик. Ползун может казаться нерешительным или “плавающим” вместо чётких движений. Эта проблема часто возникает после быстрого долива жидкости или когда изношенные уплотнения допускают микроскопические утечки. Во многих мастерских почти половина всех внеплановых доливов приводит к попаданию воздуха в систему.
Чтобы восстановить чёткий отклик, используйте целенаправленный процесс удаления воздуха. Медленно прокачайте ползун 10–15 раз при низком давлении без установленной заготовки, что выталкивает захваченный воздух к самым высоким точкам в гидравлической системе. У клапанов выпуска воздуха на цилиндре — обычно расположенных в верхних концах — откройте каждый клапан всего на четверть оборота, поддерживая медленное движение штока. Следите за тем, чтобы масло текло ровной, без пузырьков струёй; рывки или пенообразование указывают на наличие воздушных карманов. Примерно на середине процедуры долейте масло в резервуар, соответствующее исходной вязкости, чтобы избежать повторного попадания воздуха.
Сдержите желание проводить циклы с высоким давлением до удаления воздуха, так как турбулентность загонит воздух глубже в систему, усложняя его удаление. На одной производственной линии уровень брака снизился на 25% за одну ночь просто благодаря использованию низкого давления при удалении воздуха вместо поиска несуществующих неисправностей клапанов. Если после этого насос всё ещё издаёт визжащий звук, подозревайте кавитацию — засасывание воздуха на входе насоса — что требует проверки целостности всасывающей линии и обеспечения достаточного уровня жидкости.
Гидравлические насосы сильно зависят от стабильного объёма жидкости — ограничьте поток, и вы увидите, как падают и эффективность, и срок службы. Засорённый фильтр — будь то на всасывающей, нагнетательной или обратной линии — может снизить поток более чем наполовину, что приводит к быстрому нагреву, замедленным циклам и повышенному риску разрушения уплотнений. Одним из первых признаков является резкий, высокий визг насоса при запуске, часто сопровождаемый более быстрым, чем обычно, ростом температуры под нагрузкой. Пренебрежение фильтрацией является причиной более чем 80% отказов насосов листогибов, обычно из-за мусора, образующегося при износе внутренних уплотнений, или загрязнений, таких как окалина.
Определите засор с помощью тактильной проверки и тестирования с обходом фильтра. Если линия, возвращающая масло из охладителя в резервуар, тёплая, подозревайте засорённый обратный фильтр; прохладная линия обычно означает свободный поток. Всасывающий сетчатый фильтр внутри резервуара — наиболее частый виновник, его следует проверять первым. При наличии используйте дифференциальный манометр напорного фильтра — показатели выше нормы подтверждают наличие ограничения. Методично обходите каждый фильтр с помощью сервисных клапанов, отмечая, возвращаются ли поток и температура к норме, и заменяйте любой элемент фильтра с существенным засором.
Используйте только одобренные производителем замены, чтобы избежать несоответствия размеров частиц и лишнего износа. Установка простого визуального индикатора засора — например, цветной полосы, меняющей цвет при достижении определённого сопротивления — может превратить ежедневную проверку в быстрый взгляд на одну секунду, резко снижая случаи голодания насоса. Несколько недорогих фильтрующих элементов стоят гораздо дешевле, чем ремонт, вызванный пропуском планового обслуживания, поэтому еженедельная проверка фильтров обязательна.
Толщина — или вязкость — гидравлической жидкости напрямую влияет на то, насколько эффективно масло проходит через клапаны и каналы. При холоде масло становится гораздо гуще, замедляя реакцию исполнительных механизмов и снижая скорость штока. Рано утром это часто проявляется как “липкие” изгибы с неточными углами до тех пор, пока система не прогреется минимум до 100°F. В противоположной ситуации перегретое масло чрезмерно разжижается, снижая грузоподъёмность и вызывая набухание уплотнений; к середине дня вы можете заметить дрейф угла и снижение тоннажа. Выбор неправильного класса вязкости усиливает эти проблемы — смешивание масел ISO 32 и ISO 46, например, может увеличить вариацию углов до 40%.
Начинайте каждую смену с быстрой процедуры прогрева. Дайте штоку пройти цикл без нагрузки около пяти минут, следя за показаниями термометра масла, пока температура не достигнет оптимального диапазона 110–130°F. Проверьте углы изгиба на одинаковых стальных заготовках до и после прогрева; если разница превышает один градус, это признак нестабильности вязкости. В таком случае слейте образец и используйте полоску‑вискозиметр в лаборатории, чтобы подтвердить класс масла и проверить наличие загрязнений.
Для долгосрочной надёжности всегда используйте масло, соответствующее спецификациям производителя, круглый год. Анти‑износная жидкость ISO 46 обычно обеспечивает стабильную работу в большинстве условий, особенно при еженедельной проверке уровня масла. Избегайте работы с полной нагрузкой в холодных условиях — это вызывает быстрый износ уплотнений, сокращая срок службы до пяти раз. Работа с маслом, которое слишком холодное или слишком горячее, не только ухудшает качество, но и ведёт прямо к преждевременному отказу гидравлики.
Медленные циклы листогиба не всегда вызваны гидравлическими проблемами. Электрические устройства отслеживания положения — такие как индуктивные датчики приближения и механические концевые выключатели — могут вносить задержки, если они загрязнены, смещены или подвержены воздействию тепла. Эти датчики подают сигнал в систему управления, что шток достиг пределов хода. Если эти сигналы ухудшаются, машина может неправильно интерпретировать положение штока, делая паузы или останавливаясь в середине хода. В пыльных условиях производства загрязнение может снизить силу сигнала на 50% всего за несколько недель, а ослабленные или корродированные провода усугубляют проблему.
Диагностика этих проблем требует наблюдения за их работой. При открытых защитных ограждениях запустите пресс и проверьте, не мигают ли светодиоды датчиков — это часто означает проблемы с выравниванием. Настройте индуктивные датчики на рекомендуемый производителем зазор 2–4 мм, убедившись, что зона перед датчиком свободна от металла. Очистите пыль с помощью электрического очистителя без остатка, затем проверьте проводимость мультиметром; замкнутый выключатель должен показывать менее 5 Ом. Для проверки проводки аккуратно пошевелите жгуты у панели управления во время работы. Если падение напряжения превышает 2 В, проводка нуждается в ремонте.
Тепловизионное обследование часто показывает, что многие проблемы “медленного цикла” связаны с клеммами датчиков, нагретыми всего на 10°F выше окружающей температуры — но этого достаточно, чтобы увеличить электрическое сопротивление и задержать передачу сигнала. Поддержание надёжного заземления и прочных соединений может предотвратить это. Перед тем как приступать к более сложному ремонту, попробуйте полное отключение питания: выключите машину полностью на 30 секунд. Такой жёсткий сброс устраняет почти половину случайных сбоев датчиков. Если ошибки пределов сохраняются, возможно, вы имеете дело с энкодером, который сместился, что обычно можно исправить, запустив режим обучения или калибровки листогиба.
Одной из самых частых ошибок при диагностике листогибов является предположение, что гидравлические и электрические проблемы существуют в отдельных, не связанных между собой мирах. Операторы часто сосредотачиваются только на одной системе — будь то удаление воздуха из гидролиний или замена датчиков — не понимая, насколько тесно эти системы взаимодействуют. Например, пауза штока может быть вызвана лёгким гидравлическим голоданием так же легко, как и слабым сигналом датчика, и во многих случаях симптомы выглядят одинаково.
Используйте гибридный метод диагностики. Когда появляется проблема с циклом, планируйте проверки, охватывающие обе системы: выпускные клапаны вместе с тестами датчиков, проверку состояния фильтров при осмотре проводки. Такая многослойная стратегия помогает избежать поиска несуществующих неисправностей одной системы, сокращает время простоя и выявляет комбинированные проблемы, которые изолированный подход упустил бы. Мастерские, которые проактивно интегрируют гидравлические и электрические проверки в один диагностический шаг, сообщают о до 40% более быстрых ремонтах и гораздо меньшем количестве повторных отказов. Ключевое изменение — понимание, что работа листогиба зависит от единой системы, а не от разрозненных частей — что позволяет сохранять стабильный выпуск и контролировать затраты на ремонт.
Серьёзные повреждения внутренней поверхности гидроцилиндра листогибочного пресса — это не просто косметический дефект, а точка невозврата. Канавки глубиной более 0,1 мм становятся путями для абразивного мусора и обхода гидравлической жидкости, быстро изнашивая уплотнения и лишая поршень стабильного давления. То, что может начаться как замена уплотнения $500, легко перерастает в восстановление цилиндра за $20 000, где необходимы прецизионное хонингование и повторное покрытие, выполняемые производителем. Самодельное хонингование или абразивный ремонт часто внедряют мелкие загрязнения, такие как окалина, в хромовое покрытие, создавая неровную поверхность, которая удерживает жидкость, дестабилизирует давление и вызывает медленное, ползучее движение поршня под нагрузкой.
На автомобильных заводах, отслеживающих более полумиллиона рабочих циклов, данные показали, что повреждённые гидроцилиндры давали в три раза больше утечки, чем безупречные. Кроме того, 73% импровизированных “цеховых” ремонтов провалились при высокотоннажных операциях гибки. Быстрая диагностика — проведение ногтем по поверхности во время осмотра и ощущение зацепа в канавке — в сочетании с задержкой гидравлической реакции более 0,5 секунды, является явной точкой невозврата. После этого дальнейшее ручное вмешательство становится пустой тратой ресурсов. На этом этапе зафиксируйте дефект, сделайте чёткие фотографии с масштабом для ориентира и отправьте цилиндр производителю, прежде чем уровень брака и простои начнут стремительно расти.
Во многих мастерских диагностика проблем с приводом сводится к использованию мультиметра для выявления очевидных неисправностей — обрывов цепи, замыканий обмоток или неправильной проводки. Хотя такие проверки охватывают около 40% распространённых отказов, оставшиеся 60% связаны с более тонкими электрическими проблемами: периодической нестабильностью сервопривода, скачками напряжения, гармоническими искажениями в преобразователях частоты (VFD) и разрушением изоляции под нагрузкой. Для их устранения требуется динамическое тестирование — например, использование осциллографа для записи форм токовых сигналов во время гибки на листогибочном прессе — чтобы выявить то, что статические измерения упускают.
Игнорирование этих расширенных тестов может привести к незамеченным дисбалансам фаз в приводах ЧПУ, что вызывает дрейф осей Y1/Y2 и отклонение гибов до 2 мм по всей длине. Многие мастерские ошибочно считают это мелкой проблемой калибровки, пока привод не выходит из строя катастрофически, вызывая экстренные замены на сумму $10 000. Долгосрочные аналитические данные показывают, что приводы ЧПУ в среднем возрасте — около 12–18 лет — чаще деградируют из-за гармонических искажений, чем из-за износа проводки. Прогнозирующее тестирование отклонений крутящего момента, фиксирующее вариации выше 5%, может выявить надвигающиеся проблемы за месяцы до фактического отказа.
Как только электрические аномалии превышают критические пороги — такие как повышенный ток холостого хода, повторяющиеся коды ошибок цикла сверх допустимых значений или скачки крутящего момента на 15% выше нормы при скорости поршня 80% — пора использовать диагностические инструменты уровня OEM. Запись этих точных показаний перед вызовом поддержки может сократить время работы техника OEM на месте вдвое по сравнению с расплывчатыми сообщениями вроде “машина медленная”, что приводит к более коротким простоям и меньшим затратам на оплату труда.
Переход от поиска неисправностей на месте к поддержке OEM — это не просто звонок, а то, насколько эффективно вы передадите историю симптомов машины. Уровень детализации, который вы предоставите, напрямую влияет как на скорость ремонта, так и на итоговую стоимость. Мастерские, которые предоставляют точные, хорошо организованные отчёты — с отметками времени ошибок, снимками показаний приборов в ключевых точках нагрузки и короткими видео, демонстрирующими аномальное поведение поршня — стабильно экономят 2–4 оплачиваемых часа в счетах за услуги OEM.
Сравните: “Ошибка E‑405 синхронизации произошла на цикле 247 892; возврат поршня занимает 4,2 секунды против 2,8 секунды по спецификации; слышен высокий свист на 2 500 PSI” позволяет технику OEM прибыть с нужными деталями и целенаправленным планом тестирования. В то время как простое “машина медленная” оставляет его гадать, что затягивает диагностику. Постоянная фиксация отклонений производительности — например, изменение углов гибки более чем вдвое от допуска за три месяца или люфт заднего упора более 0,2 мм — даёт сотрудникам OEM достаточно информации, чтобы классифицировать работу как профилактическую, а не срочную, позволяя включить ремонт в плановое обслуживание.
Проверенный и надёжный список для документирования:
Включение журналов циклов, фиксирующих события перегрузки, и сохранение резервных копий программ ЧПУ каждые два месяца не только делает передачу информации OEM более эффективной, но и помогает избежать трудноуловимых неисправностей привода, вызванных повреждением прошивки — проблем, которые обычные проверки мультиметром не выявят.
Поддержание листогибочного пресса в безопасных пределах — это вопрос дисциплины: умение вовремя остановиться, прежде чем механический износ или электрические аномалии выйдут за рамки того, что можно устранить инструментами вашей мастерской. Задержка в привлечении OEM приводит к более высоким затратам, длительным простоям и возможному повреждению оснастки. Выявление ранних признаков и их тщательная фиксация превращает срочный вызов в согласованное сервисное взаимодействие, сокращая как сбои, так и расходы.
Гидравлическое масло — жизненно важная кровь листогибочного пресса, и, как человеческая кровь, оно должно течь при правильной вязкости, чтобы функционировать должным образом. В холодное утро в начале смены масло густеет и замедляется, что заставляет насосы работать с нагрузкой и вынуждает уплотнения выдерживать повышенное давление, прежде чем они успеют расшириться до расчетных зазоров. Это приводит не только к вялой работе — могут появиться микроскопические разрывы кромок уплотнений и необратимые повреждения от сжатия холодных, хрупких эластомеров. Как только начинается этот процесс разрушения, его уже нельзя остановить: уплотнения теряют способность удерживать давление, внутренние утечки увеличиваются, и движение ползуна становится нестабильным.
Пропуск прогрева просто недопустим. Потратив всего две-пять минут на циклирование листогибочного пресса при низком давлении без нагрузки, вы поднимете температуру масла до диапазона, в котором оно сможет эффективно смазывать, вместо того чтобы вызывать абразивный износ. Игнорирование этого шага может сократить срок службы уплотнений на месяцы, что приведет к дорогостоящему ремонту, который истощает бюджет на запчасти и время производства. Относитесь к прессу зимой так же, как к спортсмену — вы ведь не начнете спринт без разминки, и ваша гидравлическая система заслуживает такой же заботы.
Начинайте каждую смену с бережного “пробуждения” машины: прокрутите ползун по всей длине хода, дайте маслу прогреться равномерно и обратите внимание, как движение становится более плавным. В этот момент ваши уплотнения перестают сопротивляться и начинают работать в гармонии с системой.
Большинство цехов уверены, что они контролируют обслуживание смазки, но многие операторы не смогли бы найти все пресс-масленки на своем листогибочном прессе без обращения к инструкции. Проблема не в намеренном пренебрежении — скрытые масленки часто остаются без внимания, потому что они спрятаны за защитными кожухами, скрыты из виду или затенены более очевидными точками смазки. Втулки ходового винта заднего упора, боковые направляющие на старых моделях и точки поворота нижней балки часто становятся жертвами такого упущения.
Решение — карта смазки: прочная ламинированная схема, адаптированная к вашей конкретной модели, которая четко отмечает каждую пресс-масленку и порт для смазки. Разместите её прямо на машине. Присвойте каждой точке идентификационный номер вместе с правильной спецификацией смазки. Передайте эту задачу начала смены оператору, который имеет полномочия остановить производство, если к масленке нельзя получить доступ или её нельзя обслужить. Никаких предположений, никаких задержек — только последовательная, точная смазка.
Убедитесь, что каждая масленка обслужена, особенно те, которые были пропущены предыдущей сменой. Пропуск даже одной точки запускает цепную реакцию абразивного износа: сухой металл заедает и царапается, создавая частицы, которые затем попадают в другие движущиеся узлы. Одна пропущенная точка смазки может легко удвоить ваши расходы на ремонт, так как износ распространяется по системе. Карта смазки превращает смазку из привычки «на удачу» в измеряемое ежедневное достижение.
Окалина — это твердый, хрупкий слой оксида, который отслаивается от стали во время операций гибки. Каждая щепка, попавшая на направляющие или рейки вашего листогибочного пресса, становится началом потенциального повреждения. Если её не убрать, эти фрагменты под воздействием вибрации дробятся в мелкие частицы, которые смешиваются с остатками масла или смазки, создавая абразивную пасту. Эта паста перемещается вместе с каждым движением направляющих, оставляя микроскопические бороздки на точных поверхностях, сбивая точность заднего упора и нарушая посадку инструмента.
Решение — сухая протирка перед первым заданием дня. Чистые перчатки на руках, тряпка наготове — проведите пальцами по направляющим, рейкам и посадочным местам инструмента. Обнаружьте любую грязь. Удалите её до того, как тепло и движение внедрят её в металл. Эта практика не о том, чтобы машина выглядела “опрятно”; она о том, чтобы блокировать проникновение абразивных частиц в скользящие поверхности.
Операторы, которые включают это в свой ритуал начала смены, видят реальные результаты: точность упора остаётся стабильной месяц за месяцем, время циклов остаётся надёжным, а поломки, связанные с износом направляющих, практически исчезают. Как только вы почувствуете, как направляющая превращается из шероховатой в идеально гладкую под вашими пальцами, вы никогда больше не пропустите этот процесс.
В любом цехе простой часто начинается незаметно — холодное уплотнение становится жёстким при запуске, скрытая пресс-масленка высыхает или на направляющей тихо накапливается грязь. Ритуал начала смены выявляет эти проблемы, пока их ещё легко предотвратить. Решите их сегодня — и вы уже защитили завтрашнее производство.


















