

Su prensa plegadora se detiene a mitad de un turno. Los operadores se reúnen, la producción se paraliza y cada minuto que pasa drena dinero más rápido que el material a través de un cortador láser. Es tentador comenzar a desmontar piezas de inmediato, pero en aproximadamente el 80 % de los casos, la solución no implica herramientas en absoluto. Lo crucial primero es una revisión diagnóstica enfocada de cinco minutos para distinguir una interrupción menor de una posible falla fatal de la máquina. Saltarse este paso puede convertir una simple reparación de 10 minutos en una parada de varios días.
En prensas plegadoras CNC e hidráulicas híbridas, la lógica de control congelada puede simular una falla mecánica. Los operadores a menudo pierden horas persiguiendo problemas inexistentes de sensores cuando el verdadero culpable es un bloqueo de software. Los datos recopilados de múltiples talleres muestran que un apagado completo —en lugar de simplemente presionar el botón de parada de emergencia— resuelve hasta el 40 % de las paradas inesperadas en máquinas de fabricantes como Amada, Trumpf y Bystronic.
El procedimiento es sencillo pero debe hacerse con precisión: apague el interruptor principal durante al menos 45 segundos para permitir que los condensadores se descarguen por completo, luego reinicie en modo manual. Haga funcionar el ariete en tres ciclos sin carga, observando un descenso suave y una alineación correcta. Si la falla persiste —especialmente con códigos de error como E101 fallo de sincronización— tome una foto nítida y bien iluminada de la pantalla de control antes de intentar cualquier otra cosa. Esto captura con precisión el estado del problema, permitiendo que su técnico del fabricante lo diagnostique rápidamente y potencialmente ahorre miles en costos de servicio.
Omitir este paso a menudo conduce a trabajos hidráulicos innecesarios. En un ejemplo documentado, un técnico pasó medio día volviendo a sellar válvulas, solo para que el ariete supuestamente “muerto” funcionara perfectamente una vez que se cicló el interruptor principal.
El estado de un sistema hidráulico es visible de inmediato en sus lecturas de presión, siempre que sepa cómo es lo normal. En una prensa típica de 100 toneladas, la presión en reposo debe estar entre 20 y 50 PSI. Lecturas por debajo de 15 PSI suelen indicar falta de alimentación de la bomba, mientras que presiones que exceden la especificación en más del 10 % sugieren una válvula de alivio que podría estar atascada.
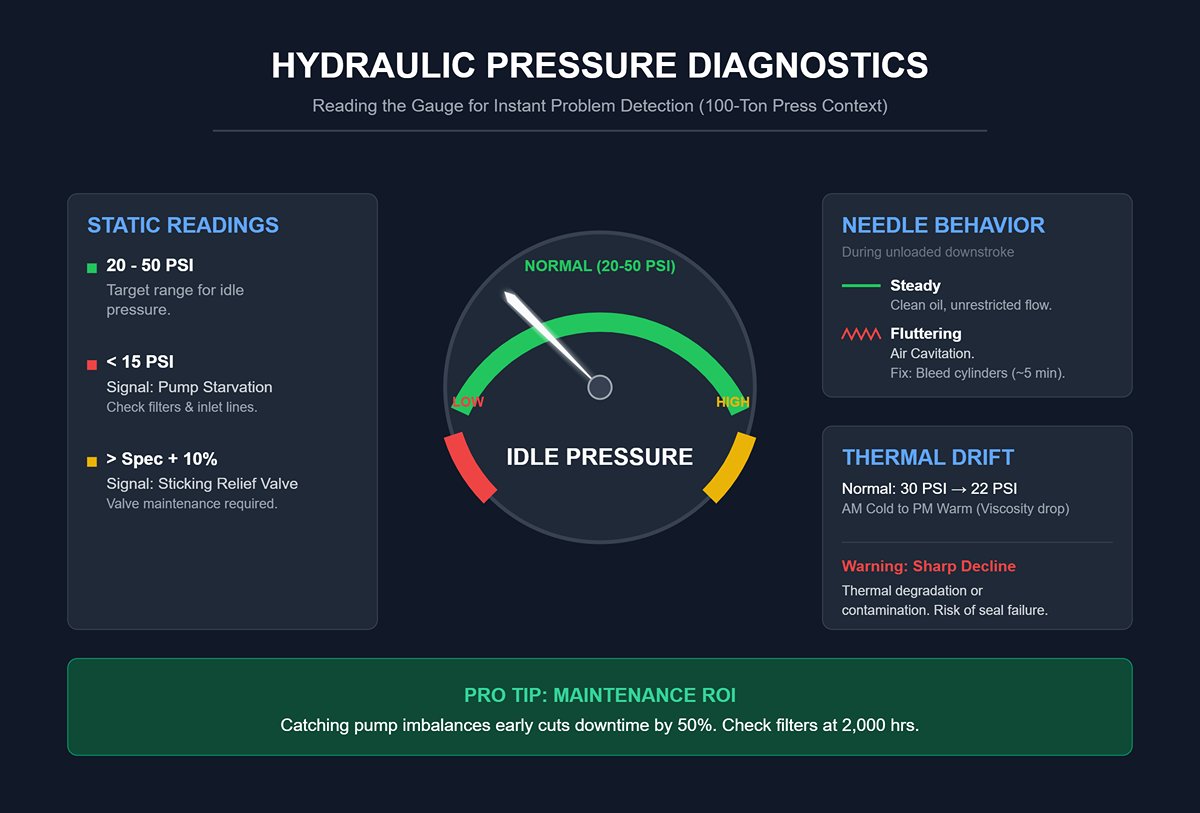
Para obtener información útil, verifique el manómetro mientras la prensa realiza una carrera descendente sin carga. Una aguja estable y consistente indica aceite limpio y flujo sin obstrucciones. Si la aguja fluctúa de forma errática, suele ser señal de cavitación por aire, que normalmente se resuelve en unos cinco minutos purgando los cilindros de arriba hacia abajo. Los registros de instalaciones de fabricación muestran que detectar desequilibrios de la bomba temprano puede reducir el tiempo de inactividad a la mitad, especialmente cuando los filtros están cerca del final de su vida útil esperada (alrededor de 2.000 horas de funcionamiento).
Para una imagen más completa, compare las lecturas del manómetro desde un arranque en frío por la mañana con las tomadas al final del día después de que el sistema se haya calentado. Es normal que una lectura como 30 PSI a las 8 AM baje a alrededor de 22 PSI a media tarde debido a cambios en la viscosidad del aceite. Sin embargo, una caída más pronunciada puede indicar degradación térmica o contaminación, condiciones que aumentan el riesgo de fallo de los sellos. Intervenir tan pronto como estos síntomas aparezcan en el manómetro puede prevenir averías más graves y costosas.
Los sistemas hidráulicos cerrados suelen desarrollar un ligero y benigno “sudor”: una fina película de menos de una cucharadita por hora que aparece alrededor de los sellos durante los ciclos de calor. Si el residuo es limpio y liso, no es motivo de preocupación. Simplemente límpielo y vigílelo, evitando desmontajes innecesarios.
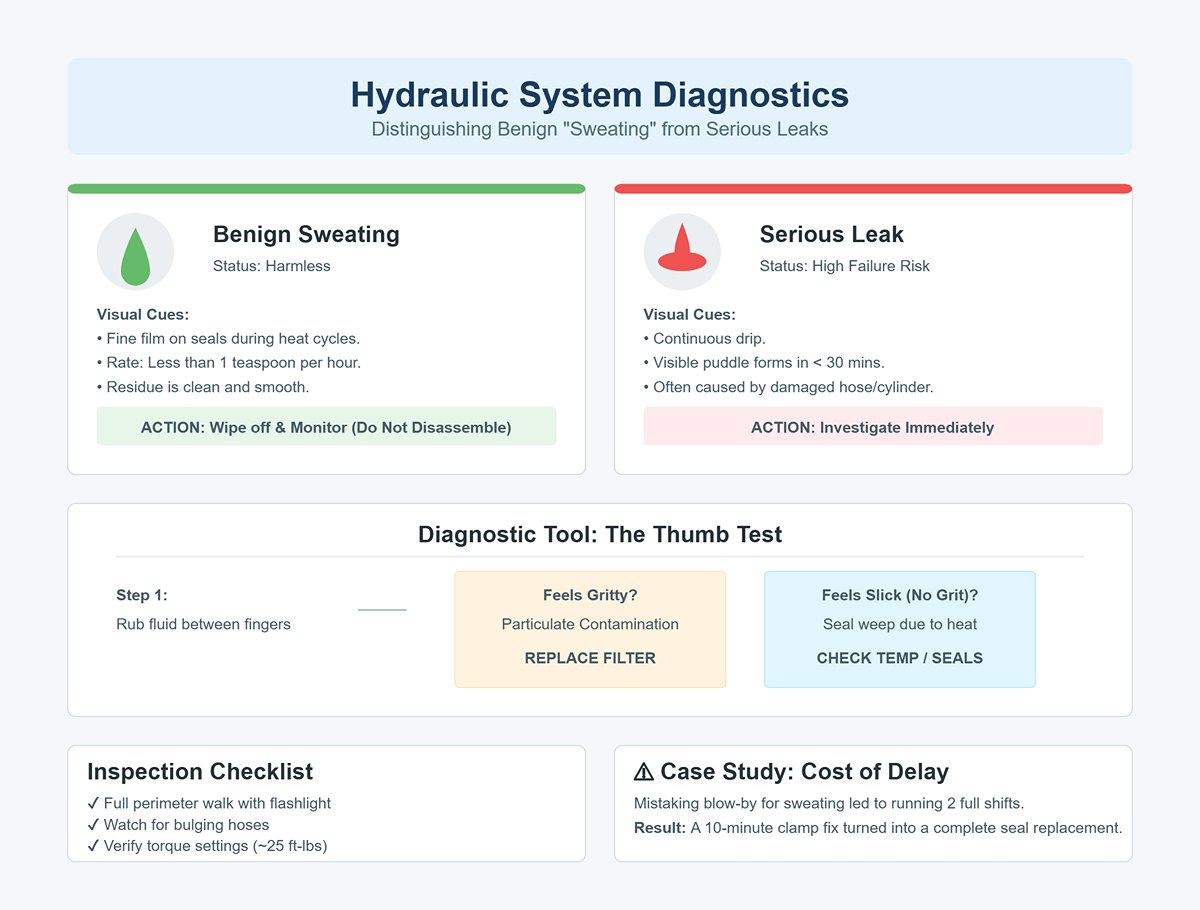
Las fugas significativas son otra historia. Un goteo continuo que forma un charco visible en menos de media hora indica una alta probabilidad de fallo, a menudo causado por una manguera o cilindro dañado. Utilice la prueba del pulgar como verificación inicial: frote el fluido entre los dedos. Si se siente arenoso, hay contaminación por partículas y el filtro debe reemplazarse de inmediato para proteger la bomba del desgaste abrasivo. Si se siente suave y sin arenosidad, el problema puede ser filtración de sellos debido a calor excesivo.
La rapidez en identificar fugas es crucial. En un caso, un operador de un taller de fabricación confundió el paso de aceite por el cilindro con un sudor menor y mantuvo la máquina funcionando durante dos turnos completos. Esto convirtió lo que podría haber sido una rápida reparación de 10 minutos con una abrazadera de manguera en un reemplazo completo de sellos, desperdiciando tiempo y dinero. Su inspección debe incluir una caminata completa alrededor del perímetro con una linterna, buscando mangueras abultadas y verificando ajustes de torque de aproximadamente 25 lb‑pie donde se especifique.
En muchos sistemas de prensas hidráulicas, las mesas y conjuntos de herramientas no permanecen en posición una vez que se corta la energía. En aproximadamente el 60 % de las prensas plegadoras, apagar la energía principal sin seguir la secuencia de apagado adecuada permite que el ariete caiga libremente por su propio peso, creando un descenso peligroso y sin control con graves riesgos de aplastamiento.
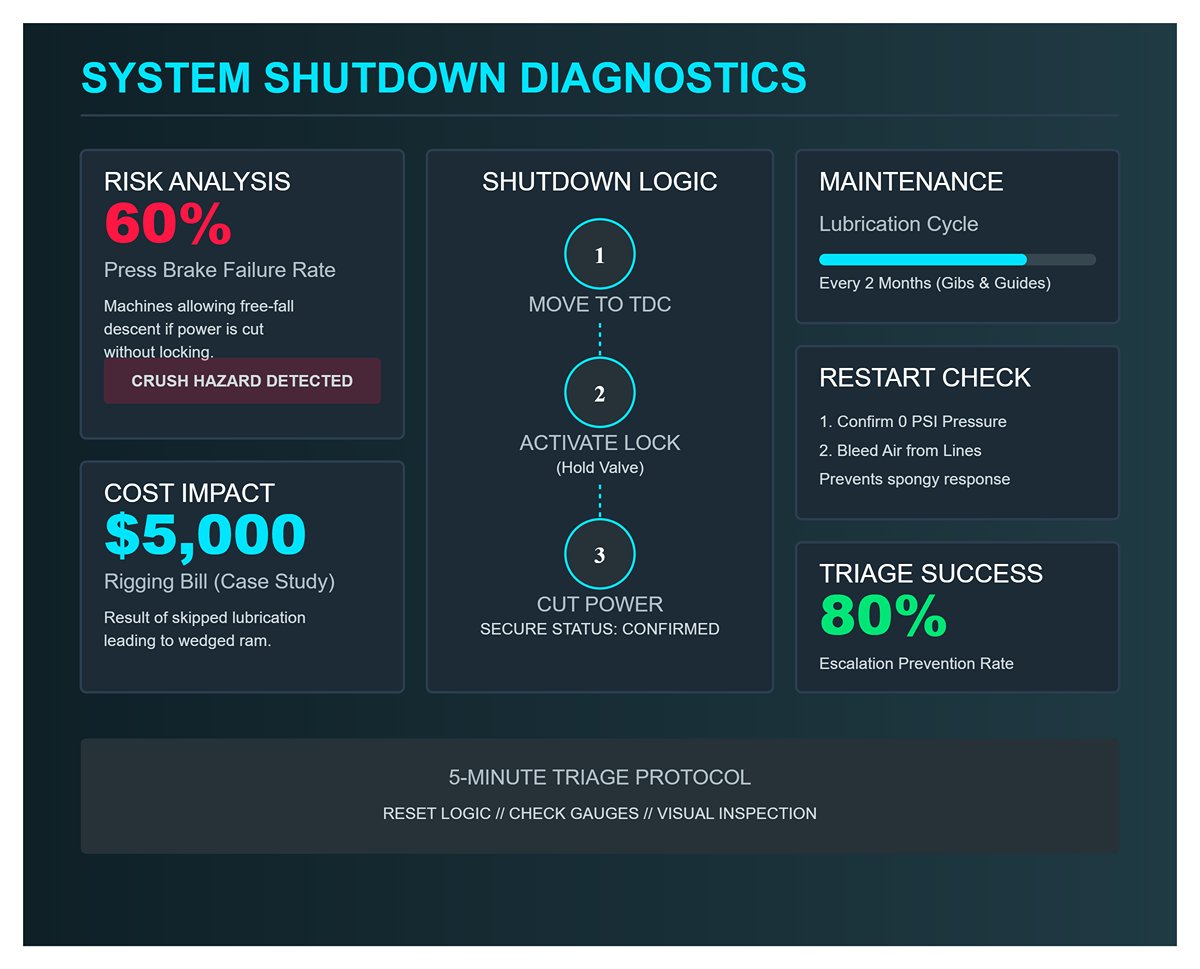
Antes de apagar, mueva el ariete a la posición de punto muerto superior (TDC). Active la válvula de retención —a menudo denominada en los manuales como “bloqueo hidráulico auxiliar”— para mantener el ariete firmemente en su lugar. Solo después de bloquearlo debe desconectar la energía principal. Esta secuencia garantiza que el ariete permanezca estable durante paradas de emergencia, trabajos de mantenimiento o cualquier interrupción inesperada.
El mantenimiento preventivo regular proporciona protección adicional. Lubricar las guías y carriles cada dos meses ayuda a prevenir bloqueos, un problema que puede atrapar el ariete a mitad de carrera y a veces requerir costosa asistencia con grúa. Un taller del Medio Oeste omitió este programa y terminó con un ariete atascado, lo que provocó una factura de izado de 15.000 $ para liberar la unidad.
Una vez que la energía esté apagada, confirme en los manómetros que la presión hidráulica ha bajado a cero. Luego purgue cualquier aire de las líneas antes de reiniciar. Este paso elimina la respuesta lenta y esponjosa común en el primer ciclo, protegiendo tanto la alineación como la repetibilidad.
Un triaje enfocado de cinco minutos puede mejorar radicalmente los resultados de las reparaciones. Restablecer la lógica de control evita desmontajes mecánicos innecesarios, las comprobaciones de indicadores revelan problemas de bomba o sellado de forma temprana, las inspecciones visuales ayudan a priorizar las reparaciones de fugas y seguir los protocolos de seguridad previene tanto el tiempo de inactividad como las lesiones. Los datos del taller muestran que aplicar este método de forma constante detuvo la escalada de problemas en el 80 % de las averías, manteniendo la producción en marcha mientras se protegía a los operarios.
Un pistón que no regresa, o lo hace con lentitud, puede detener la producción por completo. Sin embargo, la causa raíz suele ser una solución sencilla más que una falla catastrófica. Comience con la prueba más rápida: verifique el nivel de fluido hidráulico según las especificaciones de la máquina. Un nivel bajo reduce la presión del sistema y permite la entrada de aire en las líneas, lo que ralentiza el tiempo de respuesta.
Si los niveles de fluido son correctos, investigue la posible contaminación. Los sistemas hidráulicos en las prensas plegadoras son extremadamente sensibles a los residuos: polvo, virutas finas de metal y humedad suspendida en el aceite actúan como abrasivos dentro de bombas y válvulas. Esto aumenta la fricción en las paredes del cilindro y dificulta el movimiento suave. Muchos talleres pasan por alto el reemplazo del aceite en la marca de las 500 horas, que es normalmente cuando la contaminación empieza a afectar notablemente el rendimiento.
El aire atrapado dentro del aceite hidráulico —un factor a menudo ignorado— puede producir desequilibrios de presión lo suficientemente fuertes como para ralentizar o detener por completo el retorno del pistón. Purgar, o sangrar, el circuito hidráulico es una tarea interna sencilla que puede restaurar inmediatamente la velocidad operativa completa, sin necesidad de llamadas de servicio externas.
Una pista auditiva clara puede ayudar al diagnóstico: un “golpe” distintivo cuando el pistón alcanza el punto muerto inferior indica con frecuencia que la válvula de presión proporcional está retrasada más de 80 milisegundos. En tales casos, el pistón en sí no está defectuoso: ajustar finamente el tiempo de la válvula normalmente restaura la velocidad de ciclo normal. Realice estas comprobaciones primero, ya que representan la mayoría de los problemas de retorno lento, antes de sospechar fallas mecánicas más graves.
Los dobleces desiguales apuntan a fuerzas localizadas en juego. Aunque el desgaste mecánico puede ser un factor, en la mayoría de los casos los culpables son la presión hidráulica inestable o errores de posicionamiento. Si la presión fluctúa más de ±1,5 MPa durante el ciclo de doblado, cambia los ángulos de doblado y acelera el desgaste del punzón más allá de la variación aceptable de radio de 0,1 mm, comprometiendo finalmente la precisión.
El tope trasero es igualmente crítico, actuando como referencia de posicionamiento del material. Un solo eje desalineado puede hacer que un borde de la pieza llegue a la zona de doblado antes que el otro. Verifique que la lectura del eje X coincida constantemente con la distancia real, utilizando bloques de calibración o calibradores de precisión. Las comprobaciones semanales de la precisión de posicionamiento repetido ayudan a prevenir desalineaciones sutiles que pueden pasar desapercibidas hasta que las piezas defectuosas se vuelven frecuentes.
Las diferencias de material también influyen en la precisión. Una disparidad de más de 2 puntos en la dureza Vickers entre extremos opuestos de una chapa puede distorsionar los dobleces, incluso con herramientas impecables e hidráulica estable. Aunque los operarios normalmente no pueden controlar la dureza del material, la detección temprana mediante pruebas de dureza ayuda a aclarar si el problema se origina en el material y no en la máquina.
Establecer un objetivo mensual para mantener la variación del ángulo de doblado dentro de ±0,1° es una medida preventiva eficaz. Mantener esta tolerancia puede prolongar la vida útil del punzón en más de un 30 % y reducir el tiempo de inactividad a la mitad, convirtiendo los dobleces inconsistentes de un problema persistente en un evento poco común.
La acumulación de fluido hidráulico debajo o cerca de la prensa plegadora debe provocar una inspección inmediata. Comience examinando las mangueras en busca de desgaste visible: abrasiones, grietas, hinchazón o rastros de aceite alrededor de las conexiones. Las fugas externas requieren un reemplazo rápido para evitar el riesgo de una rotura completa.
Si todas las mangueras están intactas, dirija su atención a los componentes internos. Los sellos desgastados dentro de los cilindros o válvulas de control pueden permitir que el fluido hidráulico se desvíe de su ruta prevista, una falla conocida como fuga interna. Estas fugas suelen permanecer ocultas hasta que la acumulación de fluido es significativa. El aceite contaminado acelera el deterioro de los sellos, lo que significa que incluso los sellos nuevos fallarán rápidamente si se ignora la calidad del fluido. Para prevenir problemas recurrentes, reemplace el aceite y los filtros, limpie a fondo el depósito y luego instale sellos nuevos.
Monitorear la presión del sistema puede afinar su diagnóstico. Los ajustes de la válvula de alivio que superan las especificaciones harán que el fluido pase con más fuerza por los sellos debilitados, empeorando las fugas. Reducir la presión al límite recomendado por el fabricante alivia inmediatamente el estrés mecánico y ralentiza la tasa de fallo.
Cuando los niveles de presión están dentro de las especificaciones pero la fuga continúa, inspeccione cuidadosamente el cilindro y el anillo de sellado. Las marcas profundas o ranuras indican daños mecánicos que no pueden repararse en el taller; tales casos deben remitirse directamente al fabricante original o a un especialista.
Las interrupciones inesperadas del ciclo suelen generar preocupaciones sobre fallas hidráulicas o mecánicas, pero las paradas irregulares están más relacionadas con los sistemas eléctricos de seguridad. Las cortinas de luz y los interruptores de enclavamiento están diseñados para detener la operación instantáneamente al detectar una obstrucción o falla. Cuando estos sistemas se activan sin motivo, la prensa plegadora se detendrá a mitad de ciclo a pesar de no existir un problema mecánico.
Los factores ambientales son los principales sospechosos. La acumulación de polvo en los sensores de las cortinas de luz o una desalineación entre el emisor y el receptor pueden enviar señales de seguridad falsas. Limpiar regularmente las lentes de los sensores y garantizar una alineación óptica adecuada suele eliminar estas paradas injustificadas.
Los interruptores de enclavamiento del panel de acceso pueden desarrollar contactos desgastados o aflojarse con el tiempo. Incluso una vibración mínima puede interrumpir momentáneamente el circuito, provocando una parada de seguridad. Asegurar el hardware de montaje y reemplazar los interruptores desgastados restaura un funcionamiento constante y fiable.
La resolución de problemas eléctricos debe incluir la verificación de que la deriva del sensor se mantenga dentro de la tolerancia—normalmente ±0,02 mm. Incluso desviaciones menores pueden inducir al sistema de control a registrar condiciones de seguridad falsas. Abordar los problemas eléctricos antes de investigar la hidráulica ahorra tiempo y evita trabajo mecánico innecesario.
Una prensa plegadora a menudo “habla” a través de sus sonidos mucho antes de que ocurra una avería grave. Los operadores que aprenden a interpretar estas pistas auditivas pueden localizar problemas y actuar de forma más precisa.
Un golpe metálico agudo en el punto muerto inferior suele indicar un retraso en la válvula proporcional más que una fractura mecánica. Ajustar finamente la capacidad de respuesta de la válvula para que reaccione en menos de 80 ms normalmente eliminará tanto el sonido como cualquier irregularidad en el tiempo del ciclo.
Un zumbido persistente y agudo es característico de la cavitación de la bomba, causada con mayor frecuencia por aire atrapado en el fluido hidráulico. La solución es una purga completa del sistema, que restaura el perfil sonoro normal de la bomba y protege contra el desgaste provocado por picos de presión irregulares.
Los ruidos de rechinamiento, por otro lado, provienen de interferencias mecánicas. Guías secas, punzones desalineados o sujetadores sueltos pueden generar tales sonidos. Siempre aborde primero la lubricación: las guías secas producen un rechinamiento audible, aceleran el desgaste e introducen variaciones de fuerza durante las operaciones de doblado.
Si el ariete desciende de manera desigual mientras produce ruido, puede que esté lidiando con múltiples problemas a la vez, como fugas, sincronización incorrecta de la válvula o desgaste del cilindro. Este escenario requiere una revisión completa del sistema, ya que cada posible causa exige un camino de reparación diferente. Reconocer patrones de sonido distintos reduce drásticamente el tiempo de diagnóstico.
Al asociar rápidamente los síntomas con las causas probables, los operadores pueden pasar de reparaciones reactivas a un mantenimiento proactivo. Cada fallo común tiene su propio orden de diagnóstico, y trabajar sistemáticamente en ellos restaura el rendimiento más rápido mientras ayuda a prevenir problemas recurrentes que pueden mermar la productividad.
| Problema | Síntomas | Causas probables | Pasos de diagnóstico | Soluciones recomendadas |
|---|---|---|---|---|
| El pistón no regresa —o vuelve a un ritmo dolorosamente lento | El ariete no regresa o se mueve lentamente, producción detenida | Bajo nivel de fluido hidráulico, contaminación, aire en el sistema, retraso de la válvula proporcional | Verificar nivel de fluido hidráulico, inspeccionar contaminación, purgar el circuito hidráulico, escuchar “golpe” en el punto muerto inferior | Rellenar fluido hidráulico, reemplazar aceite contaminado a las 500 horas, purgar el sistema, ajustar finamente la sincronización de la válvula |
| Calidad de doblado inconsistente: precisa en un extremo, incorrecta en el otro | Dobles desiguales, precisión buena solo en un lado | Presión hidráulica inestable, desalineación del tope trasero, variación en la dureza del material | Medir fluctuación de presión (límite ±1,5 MPa), verificar la calibración del eje X con herramientas de precisión, probar diferencia de dureza Vickers | Estabilizar la presión, alinear los ejes del tope trasero, prueba de dureza antes de doblar, mantener tolerancia de ángulo mensual ±0,1° |
| Acumulación de fluido hidráulico: distinguir fugas de manguera de fugas internas | Acumulación de fluido hidráulico cerca de la prensa plegadora | Mangueras dañadas, sellos desgastados, fugas internas, presión de la válvula de alivio fuera de especificaciones, daño en el cilindro | Inspeccionar mangueras por desgaste, probar sellos, verificar ajustes de la válvula de alivio, examinar el barril del cilindro y el anillo de sellado | Reemplazar mangueras dañadas, reemplazar sellos, limpiar el depósito, reemplazar aceite y filtros, ajustar la presión a las especificaciones, remitir daños graves del cilindro al fabricante original |
| Eléctrico: paradas aleatorias de ciclo causadas por cortinas de luz o enclavamientos | Interrupciones inesperadas del ciclo | Polvo o desalineación en cortinas de luz, contactos de interruptor de enclavamiento desgastados, deriva del sensor | Limpiar lentes de sensores, verificar alineación óptica, inspeccionar montaje y contactos del interruptor de enclavamiento, medir deriva del sensor (±0,02 mm) | Limpiar y alinear sensores, asegurar/reemplazar interruptores de enclavamiento, corregir deriva del sensor |
| Ruidos emergentes: identificar el zumbido de la bomba frente al rechinamiento mecánico | Golpe metálico, zumbido de bomba, ruidos de molienda | Retraso de válvula, cavitación de bomba, guías secas, punzones desalineados, sujetadores flojos, fugas o desgaste | Escuchar el tipo de sonido, medir la respuesta de la válvula (<80 ms), comprobar aire en el aceite hidráulico, inspeccionar lubricación, alineación, sujetadores | Ajustar finamente el tiempo de la válvula, purgar el sistema, lubricar guías, alinear punzones, apretar sujetadores, revisión completa del sistema por múltiples problemas |
Cuando una prensa plegadora CNC indica un error Y1/Y2, está señalando una diferencia de posición entre los cilindros hidráulicos izquierdo (Y1) y derecho (Y2). Aunque los operadores suelen sospechar que el carro se ha inclinado físicamente, las auditorías de campo muestran que aproximadamente el 70 % de estas alertas provienen de escalas lineales contaminadas o inexactas, más que de una desalineación mecánica real.
Verifique la geometría real del carro antes de ajustar la hidráulica. Mueva el carro al punto muerto inferior sin carga y coloque una regla de precisión de un metro a lo largo de su longitud. Variaciones mayores a 0,1 mm de un extremo al otro indican inclinación mecánica; cualquier valor menor sugiere deriva del sensor. El polvo de la cascarilla de laminación puede sesgar las lecturas hasta 0,5 mm por pie, suficiente para provocar dobleces en forma de cuña sin inclinación visible.
Limpiar las escalas lineales con alcohol isopropílico, accionar el carro sin carga en diez ciclos completos y recalibrar sus coordenadas resuelve más del 80 % de los errores relacionados con sensores. Este paso de mantenimiento económico puede evitar reemplazos prematuros de sellos de cilindro y ahorrar a la máquina tiempos de inactividad innecesarios. Solo pase a inspeccionar la guía o los componentes hidráulicos después de confirmar que las escalas están leyendo con precisión.
Sistemas de compensación—ya sean cuñas mecánicas o actuadores controlados por CNC—contrarrestan la flexión de la cama y el ariete bajo carga para mantener ángulos de doblado uniformes en toda la pieza de trabajo. Aunque estos sistemas son efectivos, aplicar ajustes de compensación sin antes confirmar que el ariete funciona con repetibilidad constante puede ocultar problemas subyacentes más graves.
En una prensa de 100 toneladas, la deflexión típica a plena capacidad es de aproximadamente 0,1–0,3 mm por metro. Sin embargo, las guías de ariete desgastadas pueden hacer que un lado se atasque 0,2 mm, lo que triplica efectivamente la deflexión percibida. Probar la caída del ariete al 50 % de la carga máxima usando una pestaña de muestra permite determinar si la variación de lado a lado se mantiene dentro de 0,1 mm. Si la supera, aborde el desgaste de las guías antes de realizar ajustes de compensación.
Para una compensación genuina de la deflexión, ajuste la cuña de compensación en pasos de 0,05 mm y mida los resultados con un medidor de ángulo—o para mayor precisión, con una herramienta láser de paralelismo capaz de una exactitud inferior a 0,1 mm. Una compensación excesiva “por seguridad” puede aumentar los tiempos de ciclo hasta un 15 % debido al retraso de movimiento del mecanismo de compensación. Comenzar con mediciones de referencia precisas reduce la tasa de desperdicio, asegurando que la compensación aborde la deflexión real en lugar de ocultar el desgaste mecánico.
El tope trasero establece tanto la longitud de la pestaña como la ubicación del doblado. Cualquier deriva en el eje X (posicionamiento izquierda‑derecha) o en el eje R (altura vertical) puede llevar rápidamente a piezas inconsistentes, incluso cuando el ariete está perfectamente ajustado. Auditorías en talleres encontraron que los dedos sueltos del tope trasero representaban alrededor del 80 % de la deriva del eje X, mientras que las imprecisiones del eje R a menudo se rastreaban hasta husillos de bolas desgastados.
Para revisar los dedos del tope trasero, apague la máquina y aplique presión de empuje‑tirón; cualquier movimiento superior a 0,1 mm requiere ajuste. Apriete las abrazaderas de los dedos a 22 Nm en seco—las roscas contaminadas con refrigerante pueden reducir la fuerza de sujeción a la mitad. Vuelva a aplicar el par después de aproximadamente 500 ciclos operativos para detectar aflojamientos tempranos causados por vibraciones.
Para detectar juego en el eje R, haga funcionar el ariete a lo largo de todo su recorrido de altura mientras escucha ruidos de molienda o siente atascos. La observación casual a menudo pasa por alto el retroceso del husillo de bolas superior a 0,15 mm—y ese es el punto en el que inevitablemente ocurren variaciones en la altura de la pestaña. Reemplazar la tuerca del husillo de bolas, que normalmente cuesta alrededor de 1 800, puede eliminar defectos recurrentes causados por posicionamiento vertical inconsistente.
Mantener un registro constante de la deriva del tope trasero junto con los intervalos de servicio le permite pronosticar y programar reemplazos de componentes antes de que interrumpan las corridas de producción.
Las guías—placas de bronce o compuestas que dirigen el recorrido vertical del ariete—deben mantener una holgura precisa para mantener el ariete alineado bajo carga. Una holgura excesiva (más de 0,15 mm, medida con una galga de espesores en varios puntos de cada lado) puede permitir que el ariete se incline, haciendo que un extremo se atasque contra sus guías y produzca doblados desiguales.
Retire las protecciones para acceder a las guías, luego mida la holgura en cuatro puntos equidistantes por lado. Si la holgura es excesiva, inserte calzas de latón de 0,05 mm en lugar de rectificar las superficies de las guías. Rectificar elimina sus capas endurecidas, acelerando el desgaste y aumentando la acumulación de calor en operaciones futuras. La holgura ideal después de colocar calzas es de 0,10–0,12 mm, lo que equilibra la retención de lubricación con una guía precisa.
Una vez ajustado, aplique grasa NLGI Grado 2, haga funcionar la prensa bajo carga durante veinte ciclos y evalúe el nivelado del ariete. Una prueba confiable es colocar una calza de 1 mm bajo un extremo de la pieza de trabajo—unas guías correctamente ajustadas se auto‑corregirán en uno o dos ciclos. Si aparece rayado durante esta prueba, consulte al fabricante antes de continuar la operación.
La mayoría de las guías de solución de problemas de prensas plegadoras abordan cada problema por separado—limpiar una escala para errores en el eje Y, ajustar la compensación para el estrechamiento del doblado, apretar los dedos del tope trasero para corregir la deriva. En la práctica, estudios de campo muestran que el 73 % de los escenarios con múltiples fallos tienen causas mecánicas y electrónicas superpuestas. Abordarlos fuera de secuencia puede amplificar las señales de error, generar resultados de diagnóstico engañosos y desperdiciar horas en retrabajos innecesarios.
Un orden de operaciones efectivo protege el tiempo de actividad: primero, revise y calce las guías para resolver la desalineación subyacente del ariete. Luego, ajuste la compensación solo después de confirmar la precisión de las guías, después asegure los dedos del tope trasero e inspeccione los husillos de bolas. Finalmente, termine limpiando los sensores y re‑poniéndolos a cero para que las lecturas reflejen los ajustes físicos realizados.
Tome, por ejemplo, un caso documentado que involucraba una prensa de 150 toneladas que producía doblados de 1,5 mm inclinados hacia la izquierda y generaba errores Y1/Y2, aunque las presiones de los cilindros coincidían. La solución implicó calzar las guías, volver a aplicar el par a los dedos del tope trasero según especificación y realizar un único ajuste incremental a la compensación. Estos pasos devolvieron el rendimiento a cero desperdicio en las siguientes 2 000 piezas, con un tiempo total de inactividad inferior a una hora—evitando la revisión de 15 000 inicialmente propuesta.
Siguiendo una secuencia lógica—desde corregir la alineación mecánica central hasta afinar los sistemas de compensación—no solo restaura la precisión de doblado, sino que también detiene la progresión de fallos interrelacionados antes de que escalen. El resultado es más que una solución técnica: es una mayor fiabilidad operativa y una producción constante, lo que impulsa directamente la rentabilidad en entornos de fabricación de alto volumen.
Los arietes hidráulicos dependen de un fluido que no pueda comprimirse para entregar fuerza constante y precisa. Cuando entra aire en las líneas del cilindro, esa propiedad se ve comprometida—el aire se comprime bajo presión, actuando como una esponja y creando una respuesta lenta. El ariete puede sentirse vacilante o “flotante” en lugar de ofrecer un movimiento nítido. Este problema a menudo sigue a rellenados rápidos de fluido o ocurre cuando sellos desgastados permiten fugas microscópicas. En muchos talleres, casi la mitad de todos los rellenados no programados introducen aire en el sistema.
Para restaurar una respuesta precisa, utilice un proceso de purga deliberado. Ciclo el émbolo lentamente de 10 a 15 veces a baja presión sin pieza de trabajo colocada, lo que empuja el aire atrapado hacia los puntos más altos del sistema hidráulico. En las válvulas de purga del cilindro—normalmente ubicadas en los extremos superiores—abra cada válvula solo un cuarto de vuelta mientras mantiene el movimiento lento del émbolo. Observe que el aceite fluya en una corriente suave y sin burbujas; los chorros o la formación de espuma indican que aún quedan bolsas de aire. Aproximadamente a mitad del procedimiento, rellene el depósito con aceite que coincida con la viscosidad original para evitar reintroducir aire.
Resista la tentación de realizar ciclos a alta presión antes de purgar, ya que la turbulencia hará que el aire se adentre más en el sistema, dificultando su eliminación. Una línea de producción redujo las tasas de desperdicio en un 25% en una sola noche simplemente usando purga a baja presión en lugar de perseguir fallos inexistentes en las válvulas. Si la bomba aún produce un sonido agudo después, sospeche cavitación—aire siendo aspirado en la entrada de la bomba—lo que requiere revisar la integridad de la línea de succión y asegurar que los niveles de fluido sean adecuados.
Las bombas hidráulicas dependen en gran medida de un volumen de fluido constante—restrinja su flujo y verá cómo tanto la eficiencia como la vida útil se desploman. Un filtro bloqueado—ya sea en el lado de succión, presión o retorno—puede reducir el flujo a más de la mitad, provocando una rápida acumulación de calor, ciclos lentos y un mayor riesgo de reventar sellos. Uno de los primeros signos es un agudo zumbido de la bomba al arrancar, seguido a menudo por un aumento de temperatura más rápido de lo habitual bajo carga. La filtración descuidada es la causa raíz en más del 80% de las fallas de bombas de prensas plegadoras, típicamente por residuos generados por desgaste interno de sellos o contaminantes como cascarilla de laminación.
Localice la obstrucción mediante inspección táctil y pruebas de derivación. Si la línea que devuelve el aceite del enfriador al depósito se siente caliente, sospeche un filtro de retorno obstruido; una línea fría generalmente significa flujo sin obstrucciones. El colador de succión dentro del depósito es el infractor más frecuente y debe revisarse primero. Cuando esté presente, utilice el medidor diferencial del filtro de presión—números por encima de la especificación confirman una restricción. Derive metódicamente cada filtro usando válvulas de servicio, observando si el flujo y la temperatura vuelven a la normalidad, y reemplace cualquier elemento filtrante que muestre una obstrucción significativa.
Manténgase con repuestos aprobados por el fabricante para evitar desajustes en el tamaño de partículas y desgaste innecesario. Instalar una simple alerta visual de restricción—como una tira de color que cambia una vez que la resistencia alcanza un punto establecido—puede transformar las revisiones diarias en una rápida mirada de un segundo, reduciendo drásticamente los incidentes de falta de fluido en la bomba. Unos pocos elementos filtrantes económicos son mucho más baratos que las reparaciones causadas por omitir el mantenimiento rutinario, lo que hace que las inspecciones semanales de filtros sean imprescindibles.
El grosor—o viscosidad—del fluido hidráulico impacta directamente en la eficiencia con la que el aceite se mueve a través de válvulas y canales. Cuando está frío, el aceite se vuelve mucho más espeso, ralentizando la respuesta del actuador y reduciendo la velocidad del émbolo. A primera hora del día, esto suele manifestarse como dobleces “pegajosos” con ángulos fuera de objetivo hasta que el sistema se calienta al menos a 100°F. En el extremo opuesto, el aceite sobrecalentado se adelgaza en exceso, reduciendo la capacidad de carga y causando que los sellos se hinchen; a media tarde puede notar deriva de ángulo y menor tonelaje. Seleccionar el grado de viscosidad incorrecto intensifica estos problemas—mezclar fluidos ISO 32 e ISO 46, por ejemplo, puede aumentar las variaciones de ángulo hasta en un 40%.
Comience cada turno con una rápida rutina de calentamiento. Deje que el émbolo ciclé sin carga durante unos cinco minutos, observando el indicador de temperatura del aceite hasta que alcance el rango óptimo de 110–130°F. Pruebe los ángulos de doblado en piezas idénticas de acero antes y después del calentamiento; si la diferencia es mayor a un grado, es señal de inestabilidad de viscosidad. En ese caso, drene una muestra y utilice una tira viscométrica en el laboratorio para confirmar el grado de aceite y verificar cualquier contaminación.
Para una fiabilidad a largo plazo, utilice siempre aceite que coincida con las especificaciones del fabricante durante todo el año. El fluido anti-desgaste ISO 46 suele ofrecer un rendimiento constante en la mayoría de las condiciones, especialmente cuando se combina con inspecciones semanales del nivel de aceite. Evite trabajar con cargas completas en condiciones frías—provoca un rápido desgaste de los sellos, reduciendo la vida útil hasta cinco veces. Operar con aceite demasiado frío o demasiado caliente no solo compromete la calidad; es un camino directo hacia una falla hidráulica prematura.
Los ciclos lentos de la prensa plegadora no siempre son causados por problemas hidráulicos. Los dispositivos eléctricos de seguimiento de posición—como sensores inductivos de proximidad y finales de carrera mecánicos—pueden introducir retrasos cuando están sucios, desalineados o afectados por el calor. Estos sensores indican al sistema de control que el émbolo ha alcanzado sus límites de recorrido. Si esas señales se degradan, la máquina puede interpretar mal la posición del émbolo, pausando o deteniéndose a mitad de carrera. En entornos de fabricación polvorientos, la contaminación puede reducir la fuerza de la señal en un 50% en solo unas semanas, y el cableado suelto o corroído empeora el problema.
Diagnosticar estos problemas requiere observarlos en acción. Con las protecciones de seguridad abiertas, haga funcionar la prensa y verifique si los LED de los sensores parpadean—esto a menudo significa problemas de alineación. Ajuste los sensores inductivos a la separación recomendada por el fabricante de 2–4 mm, asegurándose de que el área frente al sensor esté libre de metal. Limpie el polvo con un limpiador eléctrico sin residuos, luego verifique la continuidad con un multímetro; un interruptor cerrado debe marcar menos de 5 ohmios. Para el cableado, mueva suavemente los arneses en el panel de control durante la operación. Si las caídas de voltaje superan los 2V, el cableado necesita reparación.
La imagen térmica a menudo muestra que muchos problemas de “ciclo lento” provienen de terminales de sensores que funcionan solo ligeramente calientes—a veces tan solo 10°F por encima de las temperaturas circundantes—pero lo suficiente para aumentar la resistencia eléctrica y retrasar la transmisión de la señal. Mantener una buena conexión a tierra y conexiones seguras puede prevenir esto. Antes de emprender reparaciones más complejas, pruebe un apagado completo: apague la máquina completamente durante 30 segundos. Este reinicio completo resuelve casi la mitad de los fallos intermitentes de sensores. Si los errores de límite persisten, puede estar tratando con un codificador que se ha desplazado, lo que normalmente se corrige ejecutando el modo de enseñanza o calibración de la prensa plegadora.
Uno de los errores más frecuentes al diagnosticar prensas plegadoras es asumir que los problemas hidráulicos y eléctricos existen en mundos separados y sin relación. Los operadores a menudo se enfocan solo en un sistema—ya sea purgar las líneas hidráulicas o reemplazar sensores—sin reconocer lo estrechamente que estos sistemas trabajan juntos. Por ejemplo, una pausa del émbolo podría ser causada por una ligera falta de fluido hidráulico tan fácilmente como por una señal débil del sensor, y en muchos casos, los síntomas parecen idénticos.
Adopte un método de diagnóstico híbrido. Cuando aparezca un problema de ciclo, programe revisiones que abarquen ambos sistemas: válvulas de purga junto con pruebas de sensores, revisión del estado de los filtros mientras inspecciona el cableado. Esta estrategia en capas ayuda a evitar perseguir fallos inexistentes de un solo sistema, reduce el tiempo de inactividad y expone problemas combinados que un enfoque aislado pasaría por alto. Los talleres que integran proactivamente inspecciones hidráulicas y eléctricas en el mismo paso de diagnóstico informan hasta un 40% de reparaciones más rápidas y muchas menos fallas repetidas. El cambio clave es reconocer que el rendimiento de la prensa plegadora proviene de un sistema unificado, no de partes desconectadas—manteniendo la producción estable y los costos de reparación controlados.
El rayado severo dentro del cilindro hidráulico de una prensa plegadora es más que un defecto estético: es un punto sin retorno. Las ranuras de más de 0,1 mm se convierten en vías para residuos abrasivos y el bypass del fluido hidráulico, desgastando rápidamente los sellos y privando al émbolo de una presión estable. Lo que podría comenzar como un cambio de sello $500 puede escalar a una reconstrucción de cilindro $20,000, donde el bruñido de precisión y el recubrimiento gestionados por el fabricante original (OEM) son esenciales. El bruñido o reparaciones abrasivas hechas por cuenta propia suelen incrustar contaminantes finos como cascarilla de laminación en el acabado cromado, provocando superficies irregulares que atrapan fluido, desestabilizan la presión y generan un émbolo lento y progresivo bajo carga.
En plantas de fabricación de automóviles que registran más de medio millón de ciclos de operación, los datos revelaron que los cilindros hidráulicos rayados producían tres veces más blow‑by en comparación con cilindros impecables. Además, el 73% de reparaciones improvisadas “en el taller” fallaron durante operaciones de doblado de alto tonelaje. Un diagnóstico rápido —pasar una uña por la superficie durante la inspección y sentir que se engancha en la ranura— combinado con un retraso en la respuesta hidráulica superior a 0,5 segundos, marca un claro punto sin retorno. Más allá de eso, seguir manipulando manualmente se convierte en una pérdida de recursos. En ese momento, registre el defecto, capture fotos claras con una escala de referencia y envíe el cilindro al OEM antes de que aumenten las tasas de rechazo y el tiempo de inactividad se dispare.
En muchos talleres, diagnosticar problemas de accionamiento significa sacar el multímetro para detectar fallos evidentes: circuitos abiertos, bobinados en cortocircuito o cableado incorrecto. Aunque estas comprobaciones cubren alrededor del 40% de las fallas comunes, el 60% restante proviene de problemas eléctricos más sutiles: inestabilidad intermitente del servomotor, picos de voltaje, distorsión armónica en variadores de frecuencia (VFD) y degradación del aislamiento bajo carga. Abordarlos requiere pruebas dinámicas, como usar un osciloscopio para capturar formas de onda de corriente mientras la prensa plegadora está doblando, para descubrir lo que las mediciones estáticas no muestran.
Pasar por alto estas pruebas avanzadas puede permitir que desequilibrios de fase en los accionamientos CNC pasen desapercibidos, provocando deriva en los ejes Y1/Y2 y doblados que pueden desviarse hasta 2 mm a lo largo de su longitud. Muchos talleres tratan erróneamente esto como un problema menor de calibración hasta que el accionamiento sufre una falla catastrófica, desencadenando $10,000 en reemplazos de emergencia. Los análisis a largo plazo muestran que los accionamientos CNC en su vida media —alrededor de 12 a 18 años— tienden a deteriorarse más por distorsión armónica que por desgaste del cableado. Las pruebas predictivas de desviación de par, que señalan variaciones superiores al 5%, pueden revelar problemas inminentes meses antes de una avería real.
Una vez que las irregularidades eléctricas superan umbrales críticos —como un consumo de amperios sin carga elevado, códigos de error recurrentes por ciclo más allá de los límites aceptables, o picos de par que alcanzan el 15% por encima de la especificación a una velocidad de émbolo de 80%— es momento de usar herramientas de diagnóstico de calidad OEM. Registrar estas lecturas precisas antes de llamar al servicio técnico puede reducir a la mitad el tiempo en sitio del técnico del OEM en comparación con informes vagos como “la máquina está lenta”, lo que se traduce en interrupciones más cortas y menores costos de mano de obra.
Pasar de la resolución de problemas en el sitio al soporte del OEM no se trata solo de hacer una llamada telefónica, sino de qué tan eficazmente se transfiere el historial de síntomas de la máquina. El nivel de detalle que se proporcione impacta directamente tanto en la velocidad de reparación como en el costo final. Los talleres que entregan informes precisos y bien organizados —con códigos de error con marca de tiempo, capturas de lecturas de medidores en puntos clave de carga y breves videos que muestren un comportamiento anormal del émbolo— ahorran sistemáticamente entre 2 y 4 horas facturables en las facturas de servicio del OEM.
Considere la diferencia: “Fallo de sincronización E‑405 ocurrido en el ciclo 247,892; el émbolo retorna en 4,2 segundos frente a 2,8 segundos según especificación; silbido agudo audible a 2,500 PSI” permite que el técnico del OEM llegue con las piezas correctas y un plan de prueba enfocado. En cambio, decir simplemente “la máquina está lenta” los deja adivinando, lo que alarga el diagnóstico. Registrar sistemáticamente la deriva de rendimiento —como ángulos de doblado que cambian más del doble de la tolerancia en tres meses, o juego en el tope trasero superior a 0,2 mm— da al personal del OEM suficiente información para clasificar el trabajo como preventivo en lugar de urgente, permitiendo que las reparaciones se integren en las paradas de mantenimiento programadas.
Lista de verificación probada y fiable de documentación:
Incluir registros de ciclos que documenten eventos de sobrecarga y mantener copias de seguridad bimensuales de programas CNC no solo hace que la transferencia al OEM sea más eficiente, sino que también ayuda a evitar fallos de accionamiento difíciles de detectar derivados de corrupción de firmware, problemas que las comprobaciones tradicionales con multímetro no detectarán.
Mantener la plegadora dentro de límites seguros es una cuestión de disciplina: saber cuándo detenerse antes de que el desgaste mecánico o las anomalías eléctricas se agraven más allá de lo que las herramientas de tu taller pueden remediar. Retrasar la intervención del fabricante original (OEM) se traduce en mayores costos, más tiempo de inactividad y posibles daños en las herramientas. Detectar señales de advertencia tempranas y documentarlas minuciosamente convierte una llamada de emergencia de último minuto en una intervención de servicio coordinada, reduciendo tanto la interrupción como el gasto.
El aceite hidráulico es la sangre vital esencial de la plegadora y, al igual que la sangre humana, necesita fluir con la viscosidad correcta para funcionar adecuadamente. En una mañana fría al inicio de un turno, ese aceite se espesa y se ralentiza, lo que obliga a las bombas a esforzarse y hace que los sellos soporten presiones más altas antes de que hayan tenido oportunidad de expandirse a sus tolerancias de diseño. Esto no solo provoca un rendimiento lento: puede causar desgarros microscópicos en los labios de los sellos y daños permanentes por compresión en elastómeros fríos y quebradizos. Una vez que comienza ese deterioro, no se puede revertir: los sellos pierden su capacidad de mantener la presión, aumenta la fuga interna y el movimiento del pistón se vuelve errático.
Omitir el calentamiento simplemente no es una opción. Dedicar solo de dos a cinco minutos a ciclar la plegadora a baja presión sin carga eleva la temperatura del aceite a un rango en el que puede lubricar eficazmente en lugar de provocar desgaste abrasivo. Descuidar este paso puede acortar la vida útil de los sellos en meses, llevándote a reparaciones costosas que consumen tanto el presupuesto de piezas como el tiempo de producción. Trata tu plegadora en invierno como tratarías a un atleta: no empezarías a correr a toda velocidad sin estirarte antes, y tu sistema hidráulico merece el mismo cuidado.
Comienza cada turno “despertando” suavemente la máquina: cicla el pistón a lo largo de todo su recorrido, permite que el aceite se caliente de manera uniforme y observa cómo el movimiento se vuelve más fluido. Ese es el punto en el que los sellos dejan de resistir y comienzan a trabajar en armonía con el sistema.
La mayoría de los talleres insisten en que mantienen al día el engrase, pero muchos operadores no podrían localizar todos los engrasadores de su plegadora sin consultar el manual. El problema no es la negligencia deliberada: es que los engrasadores ocultos a menudo quedan sin atender porque están detrás de protecciones, fuera de la vista o eclipsados por puntos de lubricación más obvios. Los bujes de los husillos del tope trasero, los rieles guía laterales en unidades antiguas y los puntos de pivote de la viga inferior son víctimas frecuentes de este descuido.
La solución es un mapa de engrase: un diagrama duradero y plastificado adaptado a tu modelo específico que marque claramente cada engrasador y puerto de lubricación. Colócalo directamente en la máquina. Asigna números de identificación a cada punto junto con la especificación correcta de grasa. Pon esta tarea de inicio de turno en manos de un operador con autoridad para detener la producción si un engrasador no puede ser accedido o lubricado. Sin suposiciones, sin demoras: solo lubricación constante y precisa.
Asegúrate de que cada engrasador reciba servicio, especialmente los que fueron pasados por alto por el turno anterior. Saltarse incluso un solo punto inicia una reacción en cadena de desgaste abrasivo: el metal seco se atasca y se raya, generando partículas que luego viajan a otros conjuntos móviles. Un punto de lubricación omitido puede fácilmente duplicar tus costos de reparación a medida que ese desgaste se propaga por el sistema. Un mapa de engrase transforma la lubricación de un hábito esperanzado en un logro diario cuantificable.
La cascarilla es una capa dura y quebradiza de óxido que se desprende del acero durante las operaciones de doblado. Cada fragmento que cae sobre los rieles o guías de tu plegadora se convierte en el punto de partida de un posible daño. Si no se retira, estas partículas son pulverizadas por la vibración en finos polvos que se mezclan con el aceite o grasa residual, creando un compuesto abrasivo. Este compuesto viaja con cada movimiento del riel, grabando surcos microscópicos en superficies de precisión, afectando la precisión del tope trasero y comprometiendo el asiento de las herramientas.
La solución es una limpieza en seco antes del primer trabajo del día. Manos desnudas dentro de guantes limpios, trapo listo: recorre con los dedos los rieles, guías y asientos de herramientas. Detecta cualquier arenilla. Elimínala antes de que el calor y el movimiento la incrusten en el metal. Esta práctica no se trata de mantener la máquina “presentable”; se trata de impedir que las partículas abrasivas se infiltren en tus superficies deslizantes.
Los operadores que adoptan esto como parte de su rutina de inicio de turno ven resultados tangibles: la precisión del tope se mantiene constante mes tras mes, los tiempos de ciclo permanecen fiables y las averías relacionadas con el desgaste de rieles se reducen prácticamente a cero. Una vez que hayas sentido un riel transformarse de arenoso a perfectamente liso bajo tus dedos, nunca volverás a saltarte el proceso.
En cualquier taller, el tiempo de inactividad a menudo comienza sin ser notado: un sello frío se endurece durante el arranque, un engrasador oculto se seca o la arenilla se acumula silenciosamente en un riel. El ritual de inicio de turno expone estos problemas mientras aún son fáciles de prevenir. Atiéndelos hoy y ya habrás protegido la producción de mañana.


















