

A sua quinadeira hidráulica pára a meio de um turno. Os operadores juntam-se, a produção estagna e, a cada minuto que passa, o dinheiro escoa-se mais depressa do que o material numa cortadora a laser. É tentador começar logo a desmontar peças — mas em cerca de 80% dos casos, a solução não envolve ferramentas. O mais importante, primeiro, é fazer uma avaliação diagnóstica focada de cinco minutos para distinguir uma pequena interrupção de uma possível avaria grave da máquina. Ignorar este passo pode transformar uma simples reparação de 10 minutos numa paragem de vários dias.
Em quinadeiras CNC e híbridas hidráulicas, a lógica de controlo bloqueada pode disfarçar-se de falha mecânica. Os operadores perdem frequentemente horas a procurar problemas inexistentes em sensores, quando o verdadeiro culpado é um bloqueio de software. Dados recolhidos de várias oficinas mostram que um desligar completo da alimentação — em vez de simplesmente carregar no botão de paragem de emergência — resolve até 40% das paragens inesperadas em máquinas de fabricantes como Amada, Trumpf e Bystronic.
O procedimento é simples mas deve ser feito com precisão: desligue o disjuntor principal durante pelo menos 45 segundos para permitir a descarga total dos condensadores e, depois, reinicie em modo manual. Faça o curso do martelo três vezes sem carga, observando a descida suave e o alinhamento correto. Se a falha persistir — especialmente com códigos de erro como E101 sync fault — tire uma fotografia nítida e bem iluminada do ecrã de controlo antes de tentar qualquer outra coisa. Isto regista com precisão o estado do problema, permitindo ao técnico do fabricante diagnosticar rapidamente e potencialmente poupar milhares em custos de assistência.
Negligenciar este passo leva muitas vezes a trabalhos hidráulicos desnecessários. Num exemplo documentado, um técnico passou meio dia a substituir vedantes de válvulas, apenas para o martelo supostamente “morto” funcionar perfeitamente assim que o disjuntor foi ciclado.
O estado de um sistema hidráulico é visível de imediato nas leituras de pressão — desde que se saiba como é o valor normal. Numa quinadeira típica de 100 toneladas, a pressão em vazio deve situar-se entre 20 e 50 PSI. Leituras abaixo de 15 PSI indicam frequentemente falta de alimentação da bomba, enquanto pressões que excedam a especificação em mais de 10% sugerem que a válvula de alívio pode estar presa.
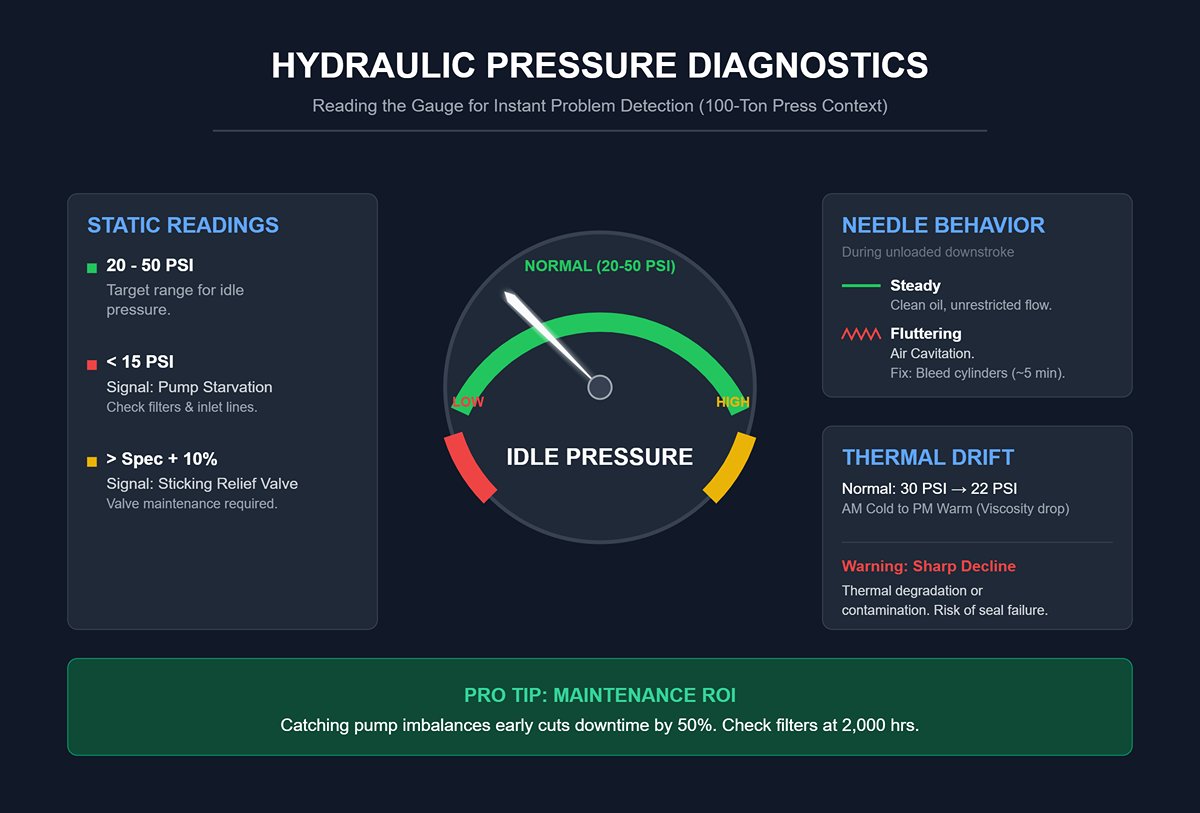
Para obter informações úteis, verifique o manómetro enquanto a prensa executa uma descida sem carga. Um ponteiro estável e consistente indica óleo limpo e fluxo sem restrições. Se o ponteiro oscilar de forma irregular, é muitas vezes sinal de cavitação de ar — normalmente resolvida em cerca de cinco minutos, purgando os cilindros de cima para baixo. Registos de fábricas de metalomecânica mostram que detetar desequilíbrios na bomba cedo pode reduzir o tempo de paragem para metade, especialmente quando os filtros estão a aproximar-se do fim da sua vida útil prevista (cerca de 2.000 horas de funcionamento).
Para uma visão mais completa, compare as leituras do manómetro a frio, de manhã, com as obtidas no final do dia, após o sistema aquecer. É normal que uma leitura de 30 PSI às 8h desça para cerca de 22 PSI a meio da tarde devido a alterações na viscosidade do óleo. Uma descida mais acentuada, no entanto, pode indicar degradação térmica ou contaminação — condições que aumentam o risco de falha das vedações. Intervir assim que estes sintomas aparecem no manómetro pode evitar avarias mais graves e dispendiosas.
Sistemas hidráulicos fechados desenvolvem frequentemente um ligeiro e inofensivo “suor” — uma película fina, inferior a uma colher de chá por hora, que aparece à volta das vedações durante os ciclos de aquecimento. Se o resíduo for limpo e uniforme, não há motivo de preocupação. Basta limpá-lo e manter a vigilância, evitando desmontagens desnecessárias.
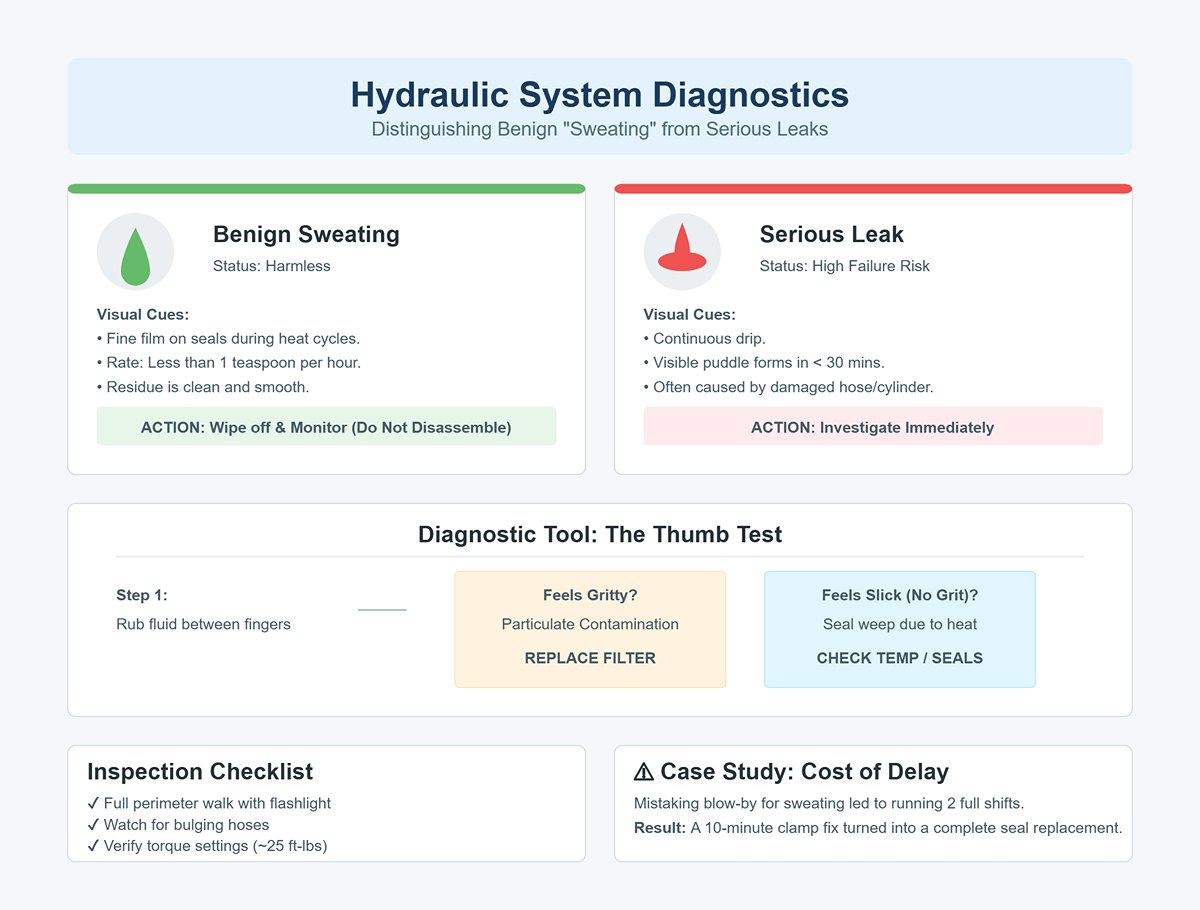
Fugas significativas são outra história. Um gotejar contínuo que forma uma poça visível em menos de meia hora indica uma elevada probabilidade de falha — muitas vezes causada por uma mangueira ou cilindro danificado. Utilize o teste do polegar como verificação inicial: esfregue o fluido entre os dedos. Se sentir partículas, há contaminação sólida e o filtro deve ser substituído imediatamente para proteger a bomba do desgaste abrasivo. Se sentir apenas oleosidade sem partículas, o problema pode ser infiltração por vedação devido a calor excessivo.
A rapidez na identificação de fugas é crucial. Num caso, um operador de oficina de metalomecânica confundiu passagem de óleo no cilindro com suor ligeiro e manteve a máquina a funcionar durante dois turnos completos. Isto transformou o que poderia ter sido uma rápida reparação de 10 minutos com uma braçadeira de mangueira numa substituição completa de vedação — desperdiçando tempo e dinheiro. A sua inspeção deve incluir uma volta completa à máquina com uma lanterna, procurando mangueiras inchadas e verificando os binários de aperto a cerca de 25 ft‑lbs onde especificado.
Em muitos sistemas de prensa hidráulica, as mesas e conjuntos de ferramentas não permanecem na posição quando a energia é cortada. Em cerca de 60% das quinadeiras, desligar a alimentação principal sem seguir a sequência correta de paragem permite que o martelo desça livremente pelo seu próprio peso — criando uma descida perigosa e descontrolada com risco grave de esmagamento.
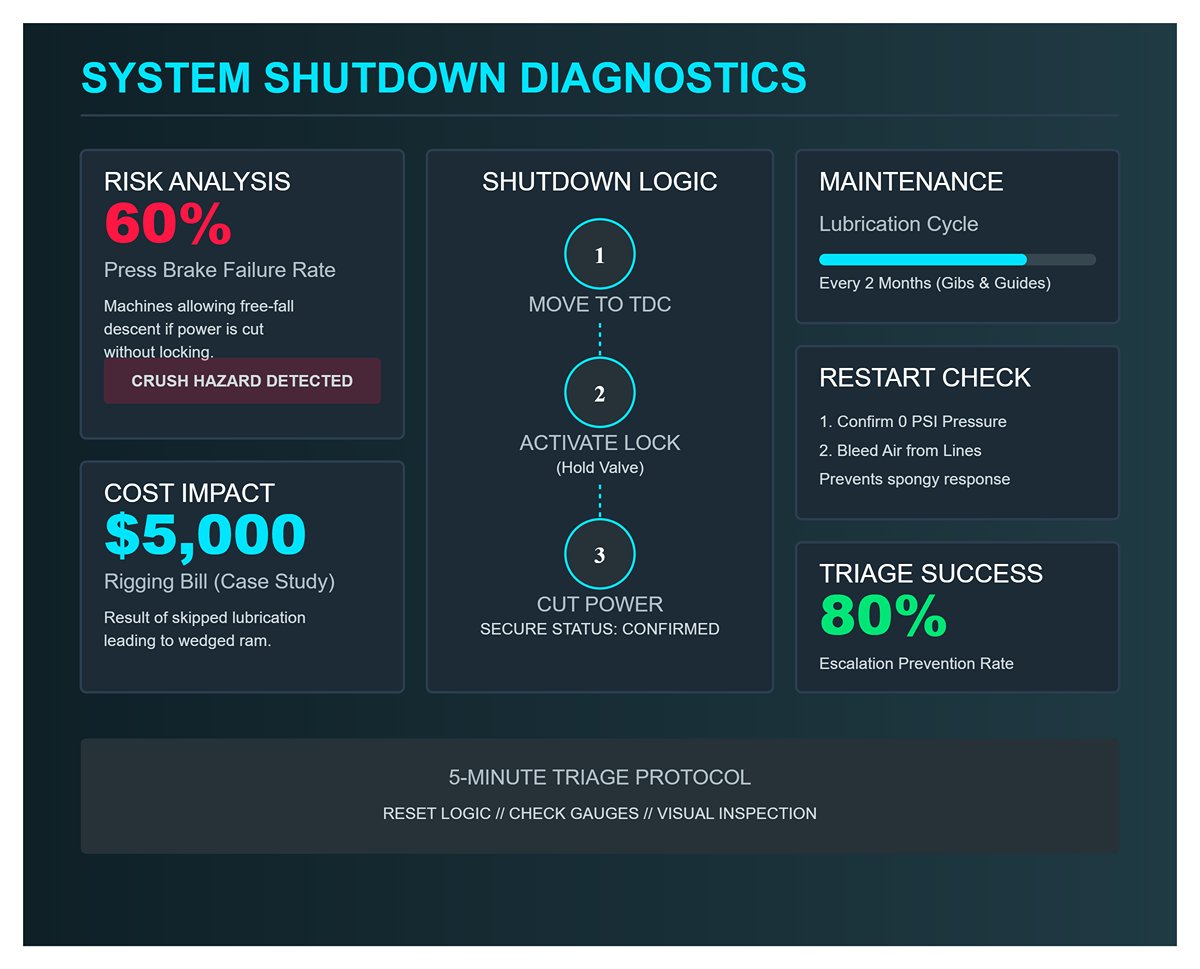
Antes de desligar, mova o martelo para a posição de ponto morto superior (TDC). Ative a válvula de retenção — muitas vezes referida nos manuais como “bloqueio hidráulico auxiliar” — para manter o martelo firmemente no lugar. Só depois de o bloquear deve desligar a alimentação principal. Esta sequência garante que o martelo permanece estável durante paragens de emergência, trabalhos de manutenção ou quaisquer interrupções inesperadas.
A manutenção preventiva regular oferece proteção adicional. Lubrificar as guias e calços a cada dois meses ajuda a evitar encravamentos — um problema que pode prender o martelo a meio curso e, por vezes, exigir assistência dispendiosa com grua. Uma oficina no Midwest ignorou este calendário e acabou com um martelo preso, resultando numa fatura de içamento de 15.000 dólares para libertar a unidade.
Depois de cortar a energia, confirme nos manómetros que a pressão hidráulica caiu para zero. Em seguida, purgue todo o ar das linhas antes de reiniciar. Este passo elimina a resposta lenta e esponjosa comum no primeiro ciclo, protegendo tanto o alinhamento como a repetibilidade.
Uma triagem focada de cinco minutos pode melhorar radicalmente os resultados das reparações. Reiniciar a lógica de controlo evita desmontagens mecânicas desnecessárias, as verificações de manómetros revelam cedo problemas na bomba ou nas vedações, as inspeções visuais ajudam a priorizar reparações de fugas e seguir os protocolos de segurança previne tanto paragens como lesões. Dados de oficinas mostram que aplicar este método de forma consistente impediu a escalada de problemas em 80% das avarias — mantendo a produção no rumo certo e protegendo os operadores.
Um êmbolo que não retorna, ou o faz de forma lenta, pode parar completamente a produção. No entanto, a causa raiz é muitas vezes uma solução simples e não uma avaria catastrófica. Comece pelo teste mais rápido: verifique o nível do fluido hidráulico em relação às especificações da máquina. Um nível baixo de fluido reduz a pressão do sistema e permite a entrada de ar nas tubagens, ambos fatores que diminuem o tempo de resposta.
Se os níveis de fluido estiverem corretos, investigue a possibilidade de contaminação. Os sistemas hidráulicos em quinadoras são extremamente sensíveis a detritos — pó, limalhas finas de metal e humidade suspensa no óleo atuam como abrasivos dentro das bombas e válvulas. Isto aumenta o atrito nas paredes do cilindro e perturba o movimento suave. Muitas oficinas negligenciam a substituição do óleo às 500 horas de utilização, altura em que a contaminação começa normalmente a afetar visivelmente o desempenho.
O ar preso no óleo hidráulico — um fator frequentemente ignorado — pode provocar desequilíbrios de pressão suficientemente fortes para abrandar ou parar completamente o curso de retorno do êmbolo. A purga, ou sangria, do circuito hidráulico é uma tarefa interna simples que pode restaurar imediatamente a velocidade operacional total, sem necessidade de chamadas de assistência externa.
Uma pista auditiva clara pode ajudar no diagnóstico: um “estrondo” distinto quando o êmbolo atinge o ponto morto inferior indica frequentemente que a válvula de pressão proporcional está com um atraso superior a 80 milissegundos. Nestes casos, o próprio êmbolo não está defeituoso — afinar o tempo da válvula normalmente restaura a velocidade normal do ciclo. Faça estas verificações primeiro, pois representam a maioria dos problemas de retorno lento, antes de suspeitar de falhas mecânicas mais graves.
Dobras irregulares indicam forças localizadas em ação. Embora o desgaste mecânico possa ser um fator, na maioria dos casos os culpados são pressão hidráulica instável ou erros de posicionamento. Se a pressão oscilar mais de ±1,5 MPa durante o ciclo de dobra, altera os ângulos de dobra e acelera o desgaste da punção para além da variação aceitável de raio de 0,1 mm — comprometendo, em última análise, a precisão.
O batente traseiro é igualmente crítico, funcionando como referência de posicionamento do material. Um único eixo desalinhado pode fazer com que uma extremidade da peça chegue à zona de dobra antes da outra. Verifique se a leitura do eixo X corresponde consistentemente à distância real, utilizando blocos de calibração ou paquímetros de precisão. Verificações semanais da precisão de posicionamento repetitivo ajudam a evitar desalinhamentos subtis que podem passar despercebidos até que as peças defeituosas se tornem frequentes.
As diferenças de material também influenciam a precisão. Uma disparidade superior a 2 pontos na dureza Vickers entre extremidades opostas de uma chapa pode distorcer as dobras, mesmo com ferramentas impecáveis e hidráulica estável. Embora os operadores normalmente não possam controlar a dureza do material, a deteção precoce através de testes de dureza ajuda a esclarecer se o problema tem origem no material e não na máquina.
Definir um objetivo mensal para manter a variação do ângulo de dobra dentro de ±0,1° é uma medida preventiva eficaz. Manter esta tolerância pode prolongar a vida útil da punção em mais de 30 % e reduzir o tempo de inatividade para metade — transformando as dobras inconsistentes de um problema persistente num evento raro.
Acumulação de fluido hidráulico por baixo ou perto da quinadora deve motivar inspeção imediata. Comece por examinar as mangueiras para sinais visíveis de desgaste — abrasões, fissuras, inchaço ou vestígios de óleo em redor das uniões. Fugas externas exigem substituição rápida para evitar o risco de rutura total.
Se todas as mangueiras estiverem intactas, concentre-se nos componentes internos. Vedantes gastos dentro dos cilindros ou válvulas de controlo podem permitir que o fluido hidráulico siga por uma rota não prevista — uma falha conhecida como blow‑by interno. Estas fugas permanecem muitas vezes ocultas até que a acumulação de fluido seja significativa. O óleo contaminado acelera a deterioração dos vedantes, o que significa que mesmo vedantes novos falharão rapidamente se a qualidade do fluido for ignorada. Para evitar problemas recorrentes, substitua o óleo e os filtros, limpe completamente o reservatório e instale novos vedantes.
Monitorizar a pressão do sistema pode melhorar o diagnóstico. Configurações da válvula de alívio acima das especificações irão forçar o fluido a passar por vedantes enfraquecidos com mais intensidade, agravando as fugas. Reduzir a pressão para o limite recomendado pelo fabricante alivia imediatamente o esforço mecânico e abranda a taxa de falha.
Quando os níveis de pressão estão dentro das especificações mas a fuga continua, inspecione cuidadosamente o corpo do cilindro e o anel de vedação. Ranhuras profundas ou sulcos indicam danos mecânicos que não podem ser reparados na oficina — estes casos devem ser encaminhados diretamente para o fabricante (OEM) ou para um especialista.
Interrupções inesperadas do ciclo levantam frequentemente preocupações sobre falhas hidráulicas ou mecânicas, mas paragens irregulares estão mais provavelmente ligadas aos sistemas elétricos de segurança. Cortinas de luz e interruptores de intertravamento são concebidos para parar a operação instantaneamente ao detetar uma obstrução ou falha. Quando estes sistemas disparam sem motivo, a quinadora irá parar a meio do ciclo apesar de não haver problema mecânico.
Os fatores ambientais são os principais suspeitos. Acumulação de pó nos sensores das cortinas de luz ou desalinhamento entre emissor e recetor podem enviar sinais de segurança falsos. Limpar regularmente as lentes dos sensores e garantir o alinhamento ótico correto normalmente elimina estas paragens injustificadas.
Os interruptores de intertravamento dos painéis de acesso podem desenvolver contactos gastos ou soltar-se com o tempo. Mesmo uma vibração mínima pode momentaneamente interromper o circuito, acionando uma paragem de segurança. Fixar o hardware de montagem e substituir interruptores gastos restaura um funcionamento consistente e fiável.
A resolução de problemas elétricos deve incluir a verificação de que a deriva do sensor permanece dentro da tolerância — tipicamente ±0,02 mm. Mesmo desvios ligeiros podem induzir o sistema de controlo a registar falsas condições de segurança. Resolver problemas elétricos antes de investigar a hidráulica poupa tempo e evita trabalho mecânico desnecessário.
Uma quinadeira muitas vezes “fala” através dos seus sons muito antes de ocorrer uma avaria grave. Operadores que aprendem a interpretar estas pistas sonoras conseguem identificar problemas e agir de forma direcionada com maior precisão.
Um estalido metálico e agudo no ponto morto inferior geralmente indica atraso da válvula proporcional, e não uma fratura mecânica. Ajustar finamente a capacidade de resposta da válvula para que reaja em menos de 80 ms normalmente elimina tanto o som como quaisquer irregularidades no tempo do ciclo.
Um zumbido agudo persistente é característico de cavitação da bomba, causada na maioria das vezes por ar preso no fluido hidráulico. A solução é uma purga completa do sistema, que restaura o perfil sonoro normal da bomba e protege contra desgaste devido a picos de pressão irregulares.
Os ruídos de ranger, por outro lado, resultam de interferência mecânica. Guias secas, punções desalinhados ou fixadores soltos podem todos gerar este tipo de som. Deve-se sempre tratar primeiro da lubrificação — guias secas criam ruído audível de fricção, aceleram o desgaste e introduzem variação de força durante as operações de dobra.
Se o êmbolo descer de forma desigual enquanto produz ruído, pode estar a lidar com vários problemas em simultâneo — como fugas, temporização incorreta da válvula ou desgaste do cilindro. Este cenário exige uma verificação completa do sistema, já que cada causa possível requer um caminho de reparação diferente. Reconhecer padrões sonoros distintos reduz drasticamente o tempo de diagnóstico.
Ao associar rapidamente sintomas a causas prováveis, os operadores podem passar de reparações reativas para manutenção proativa. Cada falha comum tem a sua própria ordem de diagnóstico, e seguir estes passos de forma sistemática restaura o desempenho mais rapidamente e ajuda a prevenir problemas recorrentes que podem prejudicar a produtividade.
| Problema | Sintomas | Causas Prováveis | Passos de Diagnóstico | Soluções Recomendadas |
|---|---|---|---|---|
| O êmbolo não retorna — ou regressa a um ritmo dolorosamente lento | O êmbolo não retorna ou move-se lentamente, produção parada | Baixo nível de fluido hidráulico, contaminação, ar no sistema, atraso da válvula proporcional | Verificar nível do fluido hidráulico, inspecionar contaminação, purgar o circuito hidráulico, ouvir “estalido” no ponto morto inferior | Repor fluido hidráulico, substituir óleo contaminado a cada 500 horas, purgar o sistema, ajustar finamente a temporização da válvula |
| Qualidade de Dobra Inconsistente: Precisa numa Extremidade, Errada na Outra | Dobras irregulares, precisão boa apenas de um lado | Pressão hidráulica instável, desalinhamento do batente traseiro, variação na dureza do material | Medir flutuação da pressão (limite ±1,5 MPa), verificar calibração do eixo X com ferramentas de precisão, testar diferença de dureza Vickers | Estabilizar a pressão, alinhar os eixos da régua traseira, testar a dureza antes da curvatura, manter tolerância de ângulo mensal de ±0,1° |
| Acumulação de Fluido Hidráulico: Distinguir Fugas nas Mangueiras de Blow‑By Interno | Acumulação de fluido hidráulico junto à quinadora | Mangueiras danificadas, vedantes gastos, fuga interna, pressão da válvula de alívio acima das especificações, danos no cilindro | Inspecionar mangueiras quanto a desgaste, testar vedantes, verificar definições da válvula de alívio, examinar o corpo do cilindro e o anel de vedação | Substituir mangueiras danificadas, substituir vedantes, limpar o reservatório, substituir óleo e filtros, ajustar a pressão conforme especificações, remeter danos graves no cilindro ao fabricante original (OEM) |
| Elétrica: Paragens Aleatórias do Ciclo Causadas por Cortinas de Luz ou Intertravamentos | Interrupções inesperadas do ciclo | Poeira ou desalinhamento nas cortinas de luz, contactos gastos no interruptor de intertravamento, deriva do sensor | Limpar lentes dos sensores, verificar alinhamento ótico, inspecionar montagem e contactos do interruptor de intertravamento, medir deriva do sensor (±0,02 mm) | Limpar e alinhar sensores, fixar/substituir interruptores de intertravamento, corrigir deriva do sensor |
| Ruídos Emergentes: Identificar o Zumbido da Bomba Versus o Ranger Mecânico | Estalido metálico, zumbido da bomba, ruídos de fricção | Atraso da válvula, cavitação da bomba, guias secas, punções desalinhados, fixadores soltos, fugas ou desgaste | Ouvir para identificar o tipo de som, medir tempo de resposta da válvula (<80 ms), verificar presença de ar no óleo hidráulico, inspecionar lubrificação, alinhamento, fixadores | Ajustar finamente o tempo da válvula, purgar o sistema, lubrificar guias, alinhar punções, apertar fixadores, verificar todo o sistema para múltiplos problemas |
Quando uma quinadora CNC sinaliza um erro Y1/Y2, está a indicar uma diferença de posição entre os cilindros hidráulicos esquerdo (Y1) e direito (Y2). Embora os operadores frequentemente suspeitem que o martelo se inclinou fisicamente, auditorias de campo mostram que cerca de 70 % destes alertas resultam de escalas lineares de posição contaminadas ou imprecisas, e não de um desalinhamento mecânico genuíno.
Verificar a geometria real do martelo antes de ajustar a hidráulica. Mover o martelo para o ponto morto inferior sem carga e colocar uma régua de precisão de um metro ao longo do seu comprimento. Variações superiores a 0,1 mm de uma extremidade à outra indicam inclinação mecânica; qualquer valor inferior sugere deriva do sensor. Poeira proveniente de carepas pode distorcer as leituras até 0,5 mm por pé — suficiente para provocar curvaturas em cunha sem inclinação visível.
Limpar as escalas lineares com álcool isopropílico, ciclar o martelo sem carga através de dez cursos completos e recalibrar as suas coordenadas resolve mais de 80 % dos erros relacionados com sensores. Este passo de manutenção de baixo custo pode evitar substituições prematuras de vedantes dos cilindros e poupar a máquina de paragens desnecessárias. Só deve avançar para inspecionar o guia ou componentes hidráulicos depois de confirmar que as escalas estão a ler corretamente.
Os sistemas de crowning — sejam cunhas mecânicas ou atuadores controlados por CNC — compensam a flexão da mesa e do martelo sob carga para manter ângulos de curvatura uniformes em toda a peça. Embora estes sistemas sejam eficazes, aplicar ajustes de crowning sem primeiro confirmar que o martelo opera com repetibilidade consistente pode ocultar problemas subjacentes mais graves.
Numa prensa de 100 toneladas, a deflexão típica à capacidade máxima é de cerca de 0,1–0,3 mm por metro. No entanto, guias de êmbolo desgastadas podem fazer com que um lado fique preso em 0,2 mm, triplicando efetivamente a deflexão percebida. Testar a descida do êmbolo a 50% da carga máxima usando uma flange de amostra permite determinar se a variação de lado a lado se mantém dentro de 0,1 mm. Se exceder esse valor, resolva o desgaste das guias antes de fazer ajustes de arqueamento.
Para compensação genuína da deflexão, ajuste finamente a cunha de arqueamento em passos de 0,05 mm e meça os resultados com um medidor de ângulo — ou, para maior precisão, uma ferramenta de paralelismo a laser capaz de precisão inferior a 0,1 mm. Arqueamento excessivo “por precaução” pode aumentar os tempos de ciclo até 15% devido ao atraso de movimento do mecanismo de arqueamento. Começar com medições de referência precisas reduz as taxas de refugo, garantindo que o arqueamento compense a deflexão real em vez de ocultar desgaste mecânico.
O batente traseiro define tanto o comprimento da flange como a localização da dobra. Qualquer desvio no eixo X (posicionamento esquerda-direita) ou no eixo R (altura vertical) pode rapidamente levar a peças inconsistentes, mesmo quando o êmbolo está correto. Auditorias de oficina descobriram que dedos soltos do batente traseiro eram responsáveis por cerca de 80% do desvio no eixo X, enquanto imprecisões no eixo R eram frequentemente atribuídas a fusos de esferas gastos.
Para verificar os dedos do batente traseiro, desligue a energia e aplique pressão de empurrar-puxar; qualquer movimento superior a 0,1 mm requer ajuste. Aperte as braçadeiras dos dedos a 22 Nm quando secos — roscas contaminadas com líquido de refrigeração podem reduzir a força de aperto para metade. Reaperte após aproximadamente 500 ciclos operacionais para detetar afrouxamento precoce causado por vibração.
Para detetar folga no eixo R, faça o êmbolo percorrer todo o curso de altura enquanto ouve ruídos de fricção ou sente travamento. A observação casual muitas vezes não deteta folga no fuso de esferas superior a 0,15 mm — e é nesse ponto que inevitavelmente ocorrem variações na altura da flange. Substituir a porca do fuso de esferas, que normalmente custa cerca de $800, pode eliminar defeitos recorrentes causados por posicionamento vertical inconsistente.
Manter um registo consistente do desvio do batente traseiro juntamente com os intervalos de manutenção permite prever e agendar substituições de componentes antes que interrompam as séries de produção.
As guias — almofadas de rolamento em bronze ou compósito que orientam o movimento vertical do êmbolo — devem manter uma folga precisa para manter o alinhamento do êmbolo sob carga. Folga excessiva (superior a 0,15 mm, medida com um calibrador de lâminas em vários pontos de cada lado) pode permitir que o êmbolo incline, fazendo com que uma extremidade se prenda nas guias e produza dobras irregulares.
Remova as proteções para aceder às guias, depois meça a folga em quatro pontos uniformemente espaçados por lado. Se a folga for excessiva, insira calços de latão de 0,05 mm em vez de retificar as superfícies das guias. A retificação remove as camadas endurecidas, acelerando o desgaste e aumentando a acumulação de calor em futuras operações. A folga ideal após o calçamento é de 0,10–0,12 mm, equilibrando a retenção de lubrificação com orientação precisa.
Uma vez ajustado, aplique massa lubrificante NLGI Grau 2, opere a prensa sob carga durante vinte ciclos e avalie o nivelamento do êmbolo. Um teste fiável é colocar um calço de 1 mm sob uma extremidade da peça — guias devidamente ajustadas irão autocorrigir em um ou dois ciclos. Se ocorrerem marcas durante este teste, consulte o fabricante antes de continuar a operação.
A maioria dos guias de resolução de problemas de quinadeiras aborda cada questão separadamente — limpar a escala para erros no eixo Y, ajustar o arqueamento para corrigir a conicidade da dobra, apertar os dedos do batente traseiro para corrigir o desvio. Na prática, estudos de campo mostram que 73% dos cenários de falhas múltiplas têm causas mecânicas e eletrónicas sobrepostas. Abordá-las fora de sequência pode amplificar sinais de erro, gerar resultados de diagnóstico enganadores e desperdiçar horas em retrabalho desnecessário.
Uma ordem de operações eficaz protege o tempo de atividade: primeiro, verificar e calçar as guias para resolver o desalinhamento subjacente do êmbolo. Em seguida, ajustar o arqueamento apenas após confirmar a precisão das guias, depois fixar os dedos do batente traseiro e inspecionar os fusos de esferas. Finalmente, terminar limpando os sensores e voltando a zerá-los para que as leituras reflitam os ajustes físicos realizados.
Considere, por exemplo, um caso documentado envolvendo uma prensa de 150 toneladas que produzia dobras de 1,5 mm inclinadas para a esquerda e gerava erros Y1/Y2, mesmo com pressões dos cilindros equilibradas. A solução envolveu calçar as guias, reapertar os dedos do batente traseiro conforme especificação e aplicar um único ajuste incremental ao arqueamento. Estes passos restauraram o desempenho para zero refugo nas 2.000 peças seguintes, com o tempo total de paragem mantido abaixo de uma hora — evitando a revisão de $15.000 inicialmente proposta.
Ao seguir uma sequência lógica — desde a correção do alinhamento mecânico central até ao ajuste fino dos sistemas de compensação — não só restaura a precisão da dobra como também interrompe a progressão de falhas inter-relacionadas antes que se agravem. O resultado é mais do que uma solução técnica: é uma fiabilidade operacional melhorada e produção constante, aumentando diretamente a rentabilidade em ambientes de fabrico de alto volume.
Os êmbolos hidráulicos dependem de um fluido que não possa ser comprimido para fornecer força consistente e precisa. Quando o ar entra nas linhas do cilindro, essa propriedade é comprometida — o ar comprime-se sob pressão, atuando como uma esponja e criando uma resposta lenta. O êmbolo pode parecer hesitante ou “flutuante” em vez de fornecer um movimento firme. Este problema ocorre frequentemente após reabastecimentos rápidos de fluido ou quando vedantes gastos permitem fugas microscópicas. Em muitas oficinas, quase metade de todos os reabastecimentos não programados introduzem ar no sistema.
Para restaurar uma resposta precisa, utilize um processo de purga deliberado. Ciclar o êmbolo lentamente 10–15 vezes a baixa pressão sem nenhuma peça de trabalho no lugar, o que empurra o ar preso para os pontos mais altos do sistema hidráulico. Nas válvulas de purga do cilindro — normalmente localizadas nas extremidades superiores — abra cada válvula apenas cerca de um quarto de volta enquanto mantém o movimento lento do êmbolo. Observe o óleo fluir num jato suave, sem bolhas; jatos irregulares ou espuma indicam que ainda existem bolsas de ar. Cerca de meio caminho no procedimento, complete o reservatório com óleo que corresponda à viscosidade original para evitar reintroduzir ar.
Resista à tentação de realizar ciclos de alta pressão antes da purga, pois a turbulência fará com que o ar se infiltre mais profundamente no sistema, dificultando a sua remoção. Uma linha de produção reduziu as taxas de sucata em 25% numa única noite apenas por usar purga de baixa pressão em vez de procurar falhas inexistentes nas válvulas. Se a bomba ainda produzir um som agudo depois, suspeite de cavitação — ar a ser aspirado na entrada da bomba — o que exige verificar a integridade da linha de sucção e garantir que os níveis de fluido sejam adequados.
As bombas hidráulicas dependem muito de um volume constante de fluido — restrinja o seu fluxo e verá tanto a eficiência como a durabilidade caírem drasticamente. Um filtro bloqueado — seja no lado de sucção, pressão ou retorno — pode reduzir o fluxo para menos de metade, levando a um rápido aumento de temperatura, tempos de ciclo lentos e maior risco de rebentamento de vedantes. Um dos primeiros sinais é um zumbido agudo da bomba ao arranque, frequentemente seguido por um aumento mais rápido do que o normal da temperatura sob carga. Filtragem negligenciada é a causa raiz em mais de 80% das falhas de bombas de quinadeira, tipicamente devido a detritos gerados pelo desgaste interno dos vedantes ou contaminantes como carepa de laminação.
Identifique a obstrução através de inspeção tátil e testes de bypass. Se a linha que retorna o óleo do refrigerador para o reservatório estiver quente, suspeite de um filtro de retorno entupido; uma linha fria geralmente significa fluxo desobstruído. O crivo de sucção dentro do reservatório é o infrator mais frequente e deve ser verificado primeiro. Quando presente, use o manómetro diferencial do filtro de pressão — valores acima da especificação confirmam uma restrição. Contorne cuidadosamente cada filtro usando válvulas de serviço, verificando se o fluxo e a temperatura regressam ao normal, e substitua qualquer elemento filtrante com bloqueio significativo.
Mantenha-se fiel às peças de substituição aprovadas pelo fabricante para evitar incompatibilidades no tamanho das partículas e desgaste desnecessário. Instalar um simples alerta visual de restrição — como uma faixa de cor que muda quando a resistência atinge um ponto definido — pode transformar uma verificação diária num olhar de um segundo, reduzindo drasticamente os incidentes de privação da bomba. Alguns elementos filtrantes baratos custam muito menos do que as reparações causadas por ignorar a manutenção de rotina, tornando as inspeções semanais dos filtros indispensáveis.
A espessura — ou viscosidade — do fluido hidráulico afeta diretamente a eficiência com que o óleo se move através de válvulas e canais. Quando frio, o óleo torna-se muito mais espesso, atrasando a resposta dos atuadores e reduzindo a velocidade do êmbolo. No início do dia, isto manifesta-se frequentemente como curvaturas “pegajosas” com ângulos incorretos até o sistema aquecer até pelo menos 38 °C. No extremo oposto, o óleo sobreaquecido torna-se excessivamente fino, reduzindo a capacidade de carga e provocando o inchaço dos vedantes; a meio da tarde poderá notar desvios de ângulo e menor tonelagem. Selecionar o grau de viscosidade errado intensifica estes problemas — misturar fluidos ISO 32 e ISO 46, por exemplo, pode aumentar as variações de ângulo em até 40%.
Comece cada turno com uma rápida rotina de aquecimento. Deixe o êmbolo ciclar sem carga durante cerca de cinco minutos, vigiando o manómetro de temperatura do óleo até atingir a faixa ideal de 43–54 °C. Teste ângulos de dobra em peças de aço idênticas antes e depois do aquecimento; se a diferença for superior a um grau, é sinal de instabilidade de viscosidade. Nesse caso, drene uma amostra e utilize uma tira de viscosímetro no laboratório para confirmar o grau do óleo e verificar qualquer contaminação.
Para garantir fiabilidade a longo prazo, use sempre óleo que corresponda às especificações do fabricante durante todo o ano. O fluido anti‑desgaste ISO 46 normalmente proporciona desempenho consistente na maioria das condições, especialmente quando combinado com inspeções semanais do nível de óleo. Evite trabalhar com cargas máximas a frio — provoca desgaste rápido dos vedantes, reduzindo a vida útil até cinco vezes. Trabalhar com óleo demasiado frio ou demasiado quente não compromete apenas a qualidade; é um caminho direto para uma falha hidráulica prematura.
Os ciclos lentos da quinadeira nem sempre são causados por problemas hidráulicos. Dispositivos elétricos de rastreamento de posição — como sensores indutivos de proximidade e fins de curso mecânicos — podem introduzir atrasos quando estão sujos, desalinhados ou afetados pelo calor. Estes sensores sinalizam ao sistema de controlo que o êmbolo atingiu os limites de deslocamento. Se esses sinais se degradarem, a máquina pode interpretar mal a posição do êmbolo, pausando ou parando a meio curso. Em ambientes fabris com pó, a contaminação pode reduzir a força do sinal em 50% em apenas algumas semanas, e fiação solta ou corroída agrava o problema.
Diagnosticar estes problemas requer observá‑los em ação. Com as proteções de segurança abertas, opere a prensa e verifique se os LEDs dos sensores piscam — isto normalmente significa problemas de alinhamento. Ajuste os sensores indutivos para a folga recomendada pelo fabricante de 2–4 mm, assegurando que a área em frente ao sensor esteja livre de metal. Limpe o pó com um limpador elétrico sem resíduos e depois verifique a continuidade com um multímetro; um interruptor fechado deve indicar menos de 5 ohms. Para a cablagem, mexa suavemente nos chicotes no painel de controlo durante a operação. Se as quedas de tensão excederem 2 V, é necessário reparar a fiação.
Imagens térmicas frequentemente mostram que muitos problemas de “ciclo lento” derivam de terminais de sensores ligeiramente quentes — por vezes apenas 6 °C acima da temperatura ambiente — mas ainda assim suficientes para aumentar a resistência elétrica e atrasar a transmissão do sinal. Manter um bom aterramento e conexões firmes pode prevenir isto. Antes de avançar para reparações mais complexas, tente um desligamento total: desligue completamente a máquina durante 30 segundos. Este reset duro resolve quase metade das falhas intermitentes dos sensores. Se os erros de limite persistirem, poderá estar a lidar com um codificador que se deslocou, o que normalmente pode ser corrigido executando o modo de ensino ou calibração da quinadeira.
Um dos erros mais frequentes ao diagnosticar quinadeiras é assumir que problemas hidráulicos e elétricos existem em mundos separados e não relacionados. Os operadores concentram-se muitas vezes apenas num sistema — seja a purgar linhas hidráulicas ou a substituir sensores — sem reconhecer o quão estreitamente estes sistemas trabalham em conjunto. Por exemplo, uma pausa do êmbolo pode ser causada tanto por ligeira privação hidráulica como por um sinal fraco de sensor e, em muitos casos, os sintomas são idênticos.
Adote um método de diagnóstico híbrido. Quando surgir um problema de ciclo, agende verificações que abranjam ambos os sistemas: purgar válvulas juntamente com testes de sensores, rever o estado dos filtros enquanto inspeciona a fiação. Esta estratégia em camadas ajuda a evitar a perseguição de falhas inexistentes num único sistema, reduz o tempo de inatividade e revela problemas combinados que uma abordagem isolada não detetaria. Oficinas que integram proactivamente inspeções hidráulicas e elétricas na mesma etapa de diagnóstico relatam até 40% reparações mais rápidas e muito menos falhas repetidas. A mudança fundamental é reconhecer que o desempenho da quinadeira vem de um sistema unificado, não de partes desconectadas — mantendo a produção estável e os custos de reparação controlados.
Marcas profundas no interior do cilindro hidráulico de uma quinadora não são apenas um defeito estético — representam um ponto sem retorno. Ranhuras com mais de 0,1 mm tornam-se vias para detritos abrasivos e fuga de fluido hidráulico, desgastando rapidamente as vedações e privando o êmbolo de pressão estável. O que pode começar como uma simples substituição de vedante $500 pode escalar para uma reconstrução de cilindro de $20.000, onde o brunimento e o revestimento de precisão geridos pelo fabricante (OEM) são essenciais. Brunir ou reparar com abrasivos de forma caseira frequentemente incorpora contaminantes finos, como carepas de laminação, no acabamento cromado, causando superfícies irregulares que retêm fluido, desestabilizam a pressão e criam um avanço lento e irregular do êmbolo sob carga.
Em fábricas de produção automóvel que monitorizam mais de meio milhão de ciclos de operação, os dados revelaram que cilindros hidráulicos com marcas profundas apresentaram três vezes mais fuga interna (“blow‑by”) do que cilindros impecáveis. Além disso, 73% das reparações improvisadas “na oficina” falharam durante operações de quinagem de alta tonelagem. Um diagnóstico rápido — passar a unha pela superfície durante a inspeção e sentir que prende na ranhura — combinado com um atraso de resposta hidráulica superior a 0,5 segundos, marca um claro ponto sem retorno. A partir daí, mais ajustes manuais tornam-se um desperdício de recursos. Nessa fase, registe o defeito, capture fotos nítidas com escala para referência e envie o cilindro para o OEM antes que as taxas de refugo aumentem e o tempo de paragem se agrave.
Em muitas oficinas, diagnosticar problemas de acionamento significa recorrer a um multímetro para detetar falhas óbvias — circuitos abertos, enrolamentos em curto-circuito ou ligações incorretas. Embora estas verificações cubram cerca de 40% das falhas comuns, os restantes 60% resultam de problemas elétricos mais subtis: instabilidade intermitente do servo, picos de tensão, distorção harmónica em variadores de frequência (VFDs) e degradação do isolamento sob carga. Lidar com estes problemas requer testes dinâmicos — como utilizar um osciloscópio para captar formas de onda de corrente enquanto a quinadora está a trabalhar — para detetar o que as medições estáticas não revelam.
Ignorar estes testes avançados pode permitir que desequilíbrios de fase nos acionamentos CNC passem despercebidos, resultando em deriva dos eixos Y1/Y2 e dobras com desvios de até 2 mm ao longo do comprimento. Muitas oficinas tratam isto erroneamente como um simples problema de calibração até que o acionamento sofra uma falha catastrófica, originando substituições de emergência de $10.000. Análises a longo prazo mostram que acionamentos CNC na sua meia‑vida — cerca de 12 a 18 anos — tendem a deteriorar-se mais devido à distorção harmónica do que ao desgaste da cablagem. Testes preditivos de desvio de binário, sinalizando variações acima de 5%, podem revelar problemas iminentes meses antes de uma avaria real.
Quando as irregularidades elétricas ultrapassam limites críticos — como consumo de corrente em vazio elevado, códigos de erro recorrentes por ciclo acima dos limites aceitáveis ou picos de binário que atinjam 15% acima da especificação a 80% de velocidade do êmbolo — é altura de usar ferramentas de diagnóstico de nível OEM. Registar estas leituras precisas antes de pedir assistência pode reduzir para metade o tempo de intervenção no local de um técnico OEM, em comparação com relatórios vagos como “a máquina está lenta”, traduzindo-se em paragens mais curtas e custos de mão de obra mais baixos.
Passar da resolução de problemas no local para o apoio do OEM não é apenas fazer um telefonema — trata-se de quão eficazmente transmite o histórico de sintomas da máquina. O nível de detalhe fornecido impacta diretamente tanto a velocidade da reparação como o custo final. Oficinas que entregam relatórios precisos e bem organizados — completos com códigos de erro com carimbo de data/hora, registos de leituras de manómetros em pontos de carga chave e breves vídeos mostrando comportamento anormal do êmbolo — poupam consistentemente 2–4 horas faturáveis nas faturas de serviço do OEM.
Considere a diferença: “Falha de sincronização E‑405 ocorreu no ciclo 247.892; retorno do êmbolo em 4,2 segundos versus 2,8 segundos conforme especificação; ruído agudo audível a 2.500 PSI” permite ao técnico OEM chegar munido das peças certas e de um plano de teste focado. Em contraste, afirmar simplesmente “a máquina está lenta” deixa-o a adivinhar, prolongando o diagnóstico. Registar consistentemente a deriva de desempenho — como ângulos de dobra a variar mais do que o dobro da tolerância ao longo de três meses, ou folga no batente traseiro superior a 0,2 mm — dá ao pessoal do OEM informação suficiente para classificar o trabalho como preventivo em vez de urgente, permitindo que as reparações sejam integradas nas paragens de manutenção programadas.
Uma lista de verificação testada e fiável para documentação:
Incluir registos de ciclos que assinalem eventos de sobrecarga e manter cópias de segurança bimestrais dos programas CNC não só torna a transferência para o OEM mais eficiente, como também ajuda a evitar falhas de acionamento difíceis de detetar resultantes de corrupção de firmware — problemas que as verificações tradicionais com multímetro não detetam.
Manter a quinadora dentro dos limites seguros é uma questão de disciplina — saber quando parar antes que o desgaste mecânico ou as anomalias elétricas ultrapassem o que as ferramentas da sua oficina conseguem resolver. Atrasar o envolvimento do OEM traduz-se em custos mais elevados, maior tempo de paragem e possíveis danos nas ferramentas. Detetar sinais de alerta precoces e documentá-los de forma completa transforma uma chamada de emergência de última hora num serviço coordenado, reduzindo tanto a interrupção como a despesa.
O óleo hidráulico é o elemento vital essencial da quinadeira, e, tal como o sangue humano, precisa de fluir com a viscosidade correta para funcionar adequadamente. Numa manhã fria, no início de um turno, esse óleo engrossa e desacelera, o que obriga as bombas a esforçarem-se e força as vedações a suportarem pressões mais elevadas antes de terem oportunidade de expandir para as folgas previstas no projeto. Isto não resulta apenas em desempenho lento — pode provocar rasgos microscópicos nos lábios das vedações e danos permanentes de compressão em elastómeros frios e frágeis. Uma vez iniciado esse processo de deterioração, não há retorno: as vedações perdem a capacidade de manter a pressão, aumenta a fuga interna e o movimento do êmbolo torna-se irregular.
Ignorar o aquecimento simplesmente não é opção. Bastam dois a cinco minutos a ciclar a quinadeira a baixa pressão, sem carga, para elevar a temperatura do óleo a um intervalo em que possa lubrificar eficazmente em vez de provocar desgaste abrasivo. Negligenciar este passo pode encurtar a vida das vedações em meses, levando a reparações dispendiosas que consomem tanto o orçamento de peças como o tempo de produção. Trate a sua quinadeira no inverno como trataria um atleta — não começaria a sprintar sem primeiro alongar, e o seu sistema hidráulico merece o mesmo cuidado.
Comece cada turno “acordando” suavemente a máquina: faça o êmbolo percorrer todo o seu curso, permita que o óleo aqueça de forma uniforme e repare como o movimento se torna mais suave. É nesse momento que as vedações deixam de resistir e começam a trabalhar em harmonia com o sistema.
A maioria das oficinas afirma que mantém a manutenção da lubrificação em dia, mas muitos operadores não conseguiriam localizar todos os pontos de engraxamento (Zerk fittings) na sua quinadeira sem consultar o manual. O problema não é negligência deliberada — é que os pontos escondidos muitas vezes ficam por lubrificar porque estão atrás de proteções, fora de vista ou ofuscados por pontos de lubrificação mais óbvios. Buchas de fusos sem-fim do batente traseiro, carris guia laterais em unidades mais antigas e pontos de pivô da viga inferior são vítimas frequentes desta omissão.
A solução é um mapa de lubrificação: um diagrama durável e plastificado, adaptado ao seu modelo específico, que assinale claramente todos os pontos de engraxamento e portas de lubrificação. Coloque-o diretamente na máquina. Atribua números de identificação a cada ponto juntamente com a especificação correta da massa lubrificante. Coloque esta tarefa de início de turno nas mãos de um operador com autoridade para parar a produção se um ponto não puder ser acedido ou lubrificado. Sem suposições, sem atrasos — apenas lubrificação consistente e precisa.
Certifique-se de que todos os pontos são lubrificados, especialmente os que foram ignorados pelo turno anterior. Saltar mesmo um único ponto inicia uma reação em cadeia de desgaste abrasivo: metal seco agarra e risca, gerando partículas que depois se deslocam para outros conjuntos móveis. Um ponto de lubrificação em falta pode facilmente duplicar os custos de reparação à medida que esse desgaste se propaga pelo sistema. Um mapa de lubrificação transforma a lubrificação de um hábito incerto numa conquista diária quantificável.
A incrustação de óxido (mill scale) é uma camada dura e quebradiça de óxido que se solta do aço durante operações de quinagem. Cada lasca que cai nos carris ou guias da sua quinadeira torna-se o ponto de partida para potenciais danos. Se não for removida, estas partículas são pulverizadas pela vibração em partículas finas que se misturam com o óleo ou massa lubrificante residual — criando um composto abrasivo. Este composto desloca-se com cada movimento dos carris, gravando ranhuras microscópicas nas superfícies de precisão, comprometendo a precisão do batente traseiro e a fixação das ferramentas.
A solução é uma limpeza a seco antes do primeiro trabalho do dia. Mãos nuas dentro de luvas limpas, pano pronto — passe os dedos ao longo dos carris, guias e assentos das ferramentas. Detete qualquer grão. Remova-o antes que o calor e o movimento o incrustem no metal. Esta prática não se trata de manter a máquina “apresentável”; trata-se de impedir que partículas abrasivas penetrem nas superfícies de deslize.
Os operadores que adotam isto como parte da sua rotina de início de turno veem resultados tangíveis: a precisão do batente mantém-se consistente mês após mês, os tempos de ciclo permanecem fiáveis e as avarias relacionadas com desgaste dos carris reduzem-se praticamente a zero. Depois de sentir um carril transformar-se de áspero para perfeitamente liso sob os seus dedos, nunca mais vai saltar este processo.
Em qualquer oficina, a paragem muitas vezes começa sem ser notada — uma vedação fria endurece durante o arranque, um ponto de engraxamento escondido seca ou o pó acumula-se silenciosamente num carril. O ritual de início de turno expõe estes problemas enquanto ainda são fáceis de prevenir. Resolva-os hoje e já terá protegido a produção de amanhã.


















