

Pres freni vardiyanın ortasında duruyor. Operatörler toplanıyor, üretim duruyor ve geçen her dakika, malzemenin lazer kesici üzerinden geçmesinden daha hızlı bir şekilde kasadan para çekiyor. Parçaları hemen sökmeye başlamak cazip gelebilir—ancak vakaların yaklaşık ’inde çözüm hiç alet gerektirmez. Öncelikle önemli olan, küçük bir aksaklık ile potansiyel olarak ölümcül bir makine arızasını ayırmak için odaklı bir beş dakikalık teşhis turudur. Bu adımı atlamak, basit bir 10 dakikalık onarımın çok günlük bir duruşa dönüşmesine neden olabilir.
CNC ve hibrit hidrolik pres frenlerde donmuş kontrol mantığı, mekanik arıza gibi görünebilir. Operatörler genellikle gerçek sorun yazılım kilitlenmesi olduğu halde, var olmayan sensör sorunlarının peşinde saatler harcar. Birden fazla atölyeden toplanan veriler, acil durdurma düğmesine basmak yerine tam bir kapatma işleminin, Amada, Trumpf ve Bystronic gibi üreticilerin makinelerinde beklenmedik duruşların ’ını çözdüğünü gösteriyor.
Prosedür basittir ancak tam olarak uygulanmalıdır: Ana şalteri en az 45 saniye kapatın, böylece kapasitörler tamamen boşalsın, ardından manuel modda yeniden başlatın. Pistonu yük olmadan üç çevrim çalıştırın, düzgün iniş ve doğru hizalamayı izleyin. Hata devam ederse—özellikle E101 senkronizasyon hatası gibi hata kodlarıyla—başka bir şey denemeden önce kontrol ekranının net, iyi aydınlatılmış bir fotoğrafını çekin. Bu, sorunun durumunu doğru şekilde yakalar ve OEM teknisyeninizin hızlı teşhis yapmasını sağlayarak potansiyel olarak binlerce servis maliyetinden tasarruf ettirir.
Bu adımı ihmal etmek genellikle gereksiz hidrolik çalışmalara yol açar. Belgelenmiş bir örnekte, bir teknisyen yarım gününü valfleri yeniden mühürlemekle geçirdi, ancak sözde “ölü” piston, şalter çevrildikten sonra mükemmel şekilde çalıştı.
Bir hidrolik sistemin durumu, normalin neye benzediğini bildiğiniz sürece basınç okumalarında hemen görülebilir. Tipik bir 100 tonluk presde, boşta basınç 20 ile 50 PSI arasında olmalıdır. 15 PSI’ın altındaki okumalar genellikle pompa açlığına işaret ederken, spesifikasyonu ’dan fazla aşan basınçlar, takılma ihtimali olan bir tahliye valfini gösterir.
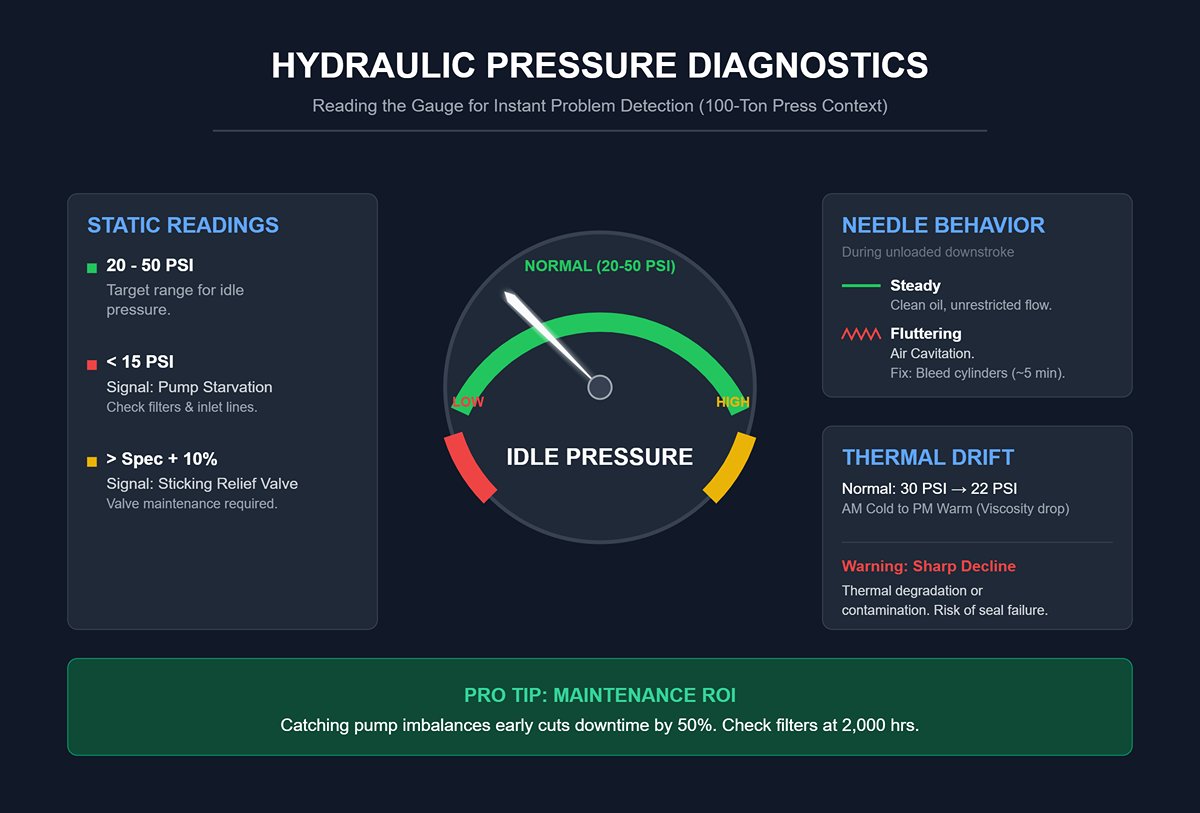
Faydalı bilgi almak için, pres boş bir iniş çalıştırırken göstergeleri kontrol edin. Sabit ve tutarlı bir ibre, temiz yağ ve engelsiz akışı gösterir. İbre düzensiz şekilde titriyorsa, bu genellikle hava kabarcığı oluşumunun işaretidir—silindirleri yukarıdan aşağıya tahliye ederek yaklaşık beş dakikada çözülür. Üretim tesislerinden alınan kayıtlar, pompa dengesizliklerini erken yakalamanın, özellikle filtreler beklenen hizmet ömrünün sonuna yaklaşırken (yaklaşık 2.000 çalışma saati), duruş süresini yarıya indirebildiğini gösteriyor.
Daha eksiksiz bir tablo için, sabah soğuk başlangıçta alınan gösterge okumalarını, sistemin ısındığı günün ilerleyen saatlerinde alınanlarla karşılaştırın. 8’de 30 PSI gibi bir okumanın, yağ viskozitesindeki değişiklikler nedeniyle öğleden sonra yaklaşık 22 PSI’a düşmesi normaldir. Ancak daha keskin bir düşüş, termal bozulma veya kontaminasyon sinyali olabilir—bu koşullar conta arızası riskini artırır. Bu belirtiler göstergede ortaya çıkar çıkmaz müdahale etmek, daha ciddi ve maliyetli arızaları önleyebilir.
Kapalı hidrolik sistemler, ısı döngüleri sırasında contaların etrafında saatte bir çay kaşığından az ince bir film şeklinde hafif, zararsız bir “terleme” geliştirebilir. Kalıntı temiz ve pürüzsüzse, endişe nedeni yoktur. Sadece silin ve gereksiz sökme işlemlerinden kaçınarak gözlemlemeye devam edin.
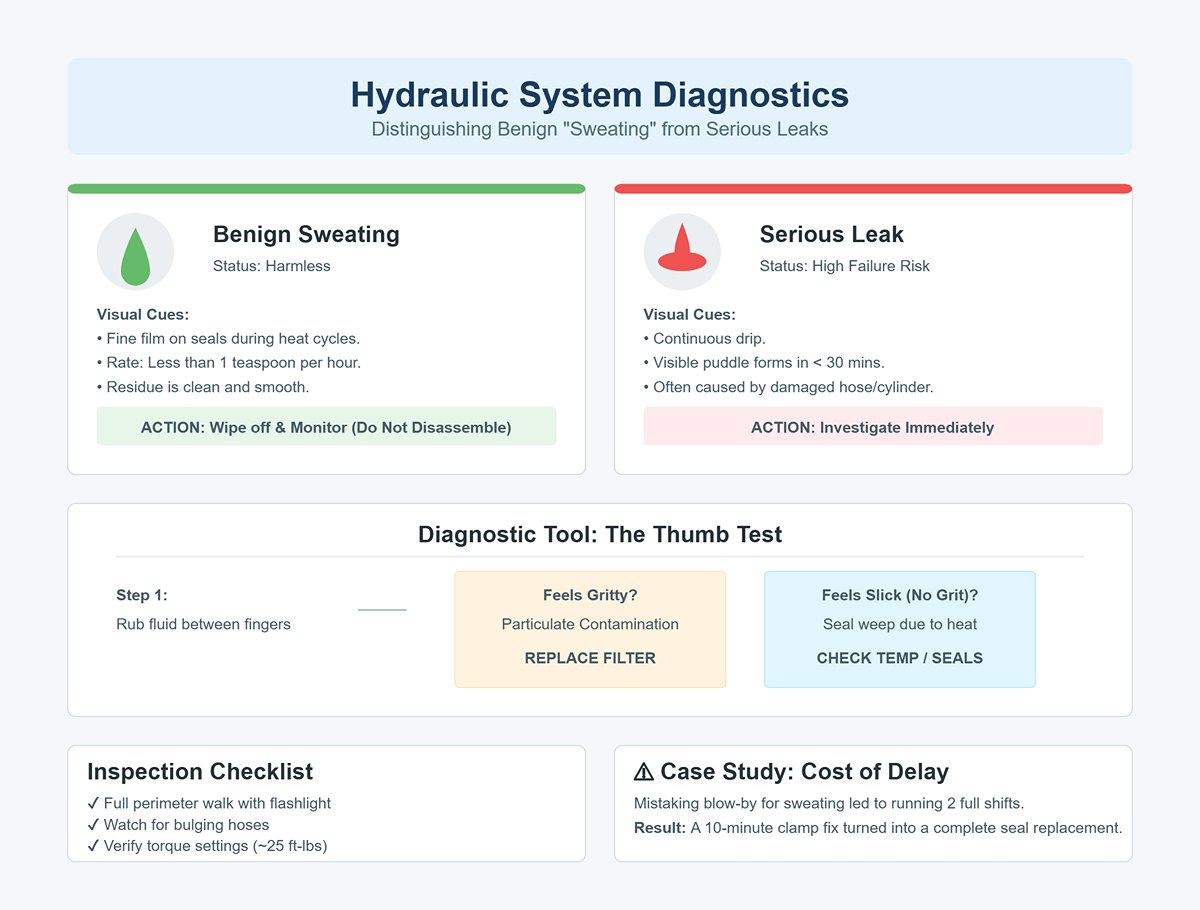
Önemli sızıntılar farklıdır. Yarım saatten kısa sürede görünür bir su birikintisi oluşturan sürekli damlama, genellikle hasarlı bir hortum veya silindirden kaynaklanan yüksek arıza olasılığını gösterir. Başlangıç kontrolü olarak başparmak testini kullanın: sıvıyı parmaklarınız arasında ovalayın. Pütürlü hissediliyorsa, partikül kontaminasyonu vardır ve pompayı aşındırıcı aşınmadan korumak için filtre hemen değiştirilmelidir. Pütürsüz ve kaygan hissediliyorsa, sorun aşırı ısıdan kaynaklanan conta sızıntısı olabilir.
Sızıntıları hızlı tespit etmek çok önemlidir. Bir vakada, bir üretim atölyesi operatörü silindir blow‑by’ı küçük terleme sanarak makineyi iki vardiya boyunca çalıştırmaya devam etti. Bu, hızlı bir 10 dakikalık hortum kelepçe onarımını komple conta değişimine dönüştürdü—hem zaman hem para kaybına neden oldu. Kontrolünüz, el feneri ile tam çevre yürüyüşünü, şişmiş hortumları izlemeyi ve belirtilen yerlerde yaklaşık 25 ft‑lbs tork ayarlarını doğrulamayı içermelidir.
Birçok hidrolik pres sisteminde, tablalar ve takım montajları güç kesildiğinde yerinde kalmaz. Pres frenlerin yaklaşık ’ında, ana gücü uygun kapatma sırasını izlemeksizin kapatmak, pistonu kendi ağırlığıyla serbestçe düşmesine izin verir—bu da ciddi ezilme tehlikeleriyle tehlikeli, kontrolsüz bir iniş yaratır.
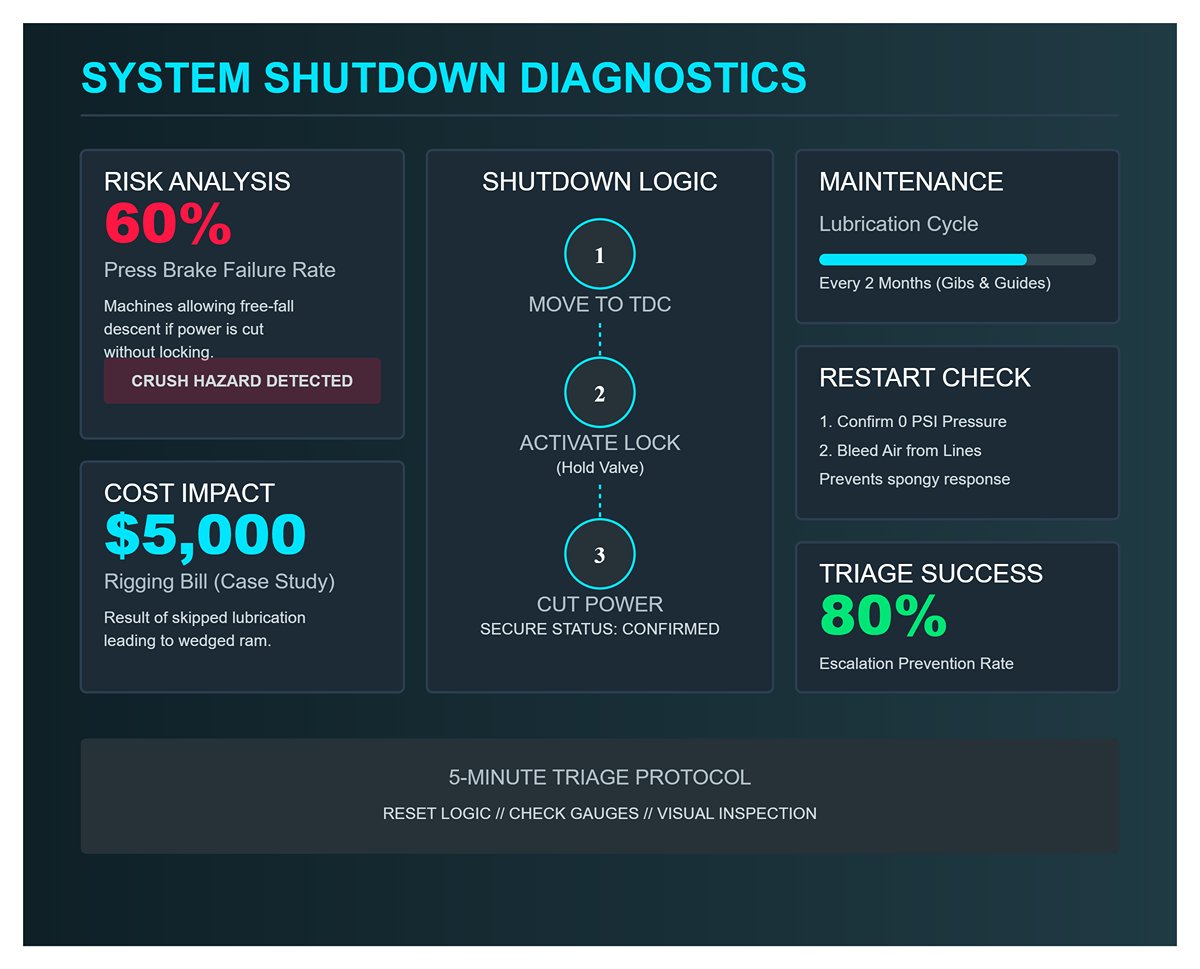
Kapatmadan önce pistonu üst ölü nokta (TDC) konumuna getirin. Pistonu güvenli şekilde yerinde tutmak için, kılavuzlarda genellikle “yardımcı hidrolik kilit” olarak geçen tutma valfini etkinleştirin. Ana gücü yalnızca kilitledikten sonra kapatın. Bu sıra, acil durdurmalar, bakım çalışmaları veya beklenmedik kesintiler sırasında pistonun sabit kalmasını garanti eder.
Düzenli önleyici bakım ek koruma sağlar. Kılavuz ve kızakları iki ayda bir yağlamak, pistonu strok ortasında sıkıştırabilecek ve bazen pahalı vinç desteği gerektirebilecek bağlanmayı önler. Orta Batı’daki bir atölye bu programı atladı ve sıkışmış pistonla karşılaştı, ünitenin serbest bırakılması için 15.000 dolarlık bir taşıma faturasıyla karşılaştı.
Güç kapandıktan sonra, hidrolik basıncın sıfıra düştüğünü göstergelerden doğrulayın. Ardından yeniden başlatmadan önce hatlardaki havayı tahliye edin. Bu adım, ilk çevrimde yaygın olan yavaş, süngerimsi tepkiyi ortadan kaldırarak hem hizalamayı hem tekrarlanabilirliği korur.
Odaklı bir beş dakikalık triage, onarım sonuçlarını radikal şekilde iyileştirebilir. Kontrol mantığını sıfırlamak gereksiz mekanik sökme işlemlerinden kaçınır, gösterge kontrolleri pompa veya conta sorunlarını erken ortaya çıkarır, görsel incelemeler sızıntı onarımlarına öncelik verir ve güvenlik protokollerini izlemek hem duruşu hem yaralanmaları önler. Atölye verileri, bu yöntemi tutarlı şekilde uygulamanın arızaların ’inde sorunların büyümesini durdurduğunu gösteriyor—üretimi rayında tutarken operatörleri korur.
Geri dönmeyen veya yavaş dönen bir koç, üretimi tamamen durdurabilir. Ancak kök neden genellikle felaket bir arıza değil, basit bir çözümdür. En hızlı testle başlayın: hidrolik sıvı seviyesini makinenin teknik özelliklerine göre kontrol edin. Düşük sıvı seviyesi sistem basıncını azaltır ve hatlara hava girmesine izin verir; her ikisi de tepki süresini yavaşlatır.
Sıvı seviyeleri doğruysa, kirlenme olup olmadığını araştırın. Abkant preslerdeki hidrolik sistemler, toz, ince metal talaşları ve yağ içinde asılı nem gibi parçacıklara karşı son derece hassastır—bunlar pompalar ve valfler içinde aşındırıcı gibi davranır. Bu durum silindir duvarlarında sürtünmeyi artırır ve düzgün hareketi bozar. Birçok atölye, genellikle kirlenmenin performansı fark edilir şekilde etkilemeye başladığı 500 saatlik kullanım süresinde yağ değişimini göz ardı eder.
Hidrolik yağ içinde hapsolmuş hava—çoğu zaman gözden kaçan bir faktör—koçun geri dönüş strokunu yavaşlatacak veya tamamen durduracak kadar güçlü basınç dengesizlikleri yaratabilir. Hidrolik devreyi boşaltmak veya purj yapmak, dış servis çağrısına gerek kalmadan tam çalışma hızını hemen geri kazandırabilecek basit bir atölye içi işlemdir.
Teşhise yardımcı olabilecek net bir işitsel ipucu: koç alt ölü noktaya ulaştığında belirgin bir “pat” sesi, oransal basınç valfinin 80 milisaniyeden fazla geciktiğini sıklıkla gösterir. Bu gibi durumlarda koçun kendisi arızalı değildir—valfin zamanlamasını ince ayarlamak genellikle normal çevrim hızını geri kazandırır. Daha ciddi mekanik arızalardan şüphelenmeden önce, yavaş geri dönüş sorunlarının çoğunu oluşturan bu kontrolleri önce gerçekleştirin.
Düzensiz bükmeler, yerel kuvvetlerin etkili olduğunu gösterir. Mekanik aşınma bir faktör olabilirken, çoğu durumda suçlular istikrarsız hidrolik basınç veya konumlandırma hatalarıdır. Bükme döngüsü sırasında basınç ±1,5 MPa’dan fazla dalgalanırsa, bükme açılarını değiştirir ve zımba aşınmasını kabul edilebilir 0,1 mm yarıçap varyasyonunun ötesinde hızlandırır—sonuçta doğruluğu bozar.
Arka dayama da aynı derecede kritiktir ve malzemenin konumlandırma referansı olarak görev yapar. Tek bir hizalanmamış eksen, iş parçasının bir kenarının diğerinden önce bükme bölgesine ulaşmasına neden olabilir. X ekseni göstergesinin kalibrasyon blokları veya hassas kumpaslar kullanılarak gerçek mesafeyle tutarlı olduğunu doğrulayın. Tekrarlayan konumlandırma doğruluğunun haftalık kontrolleri, kusurlu parçalar sıklaşmadan fark edilmeyen ince hizalanma hatalarını önlemeye yardımcı olur.
Malzeme farklılıkları da doğruluğu etkiler. Bir levhanın karşı uçları arasında Vickers sertliğinde 2 puandan fazla bir fark, kusursuz takım ve stabil hidroliklerle bile bükmeleri bozabilir. Operatörler genellikle malzeme sertliğini kontrol edemez, ancak sertlik testiyle erken tespit, sorunun malzemeden mi yoksa makinadan mı kaynaklandığını netleştirmeye yardımcı olur.
Bükme açı varyasyonunu ±0,1° içinde tutmak için aylık hedef belirlemek etkili bir önleyici tedbirdir. Bu toleransı korumak, zımba ömrünü ’dan fazla uzatabilir ve duruş süresini yarıya indirebilir—düzensiz bükmeleri sürekli bir sorun olmaktan çıkarıp nadir bir olaya dönüştürür.
Abkant presin altında veya yakınında hidrolik sıvı birikmesi, derhal inceleme yapılmasını gerektirir. Öncelikle hortumları görünür aşınma açısından kontrol edin—aşınmalar, çatlaklar, şişme veya bağlantı parçalarının etrafında yağ izleri. Dış sızıntılar, tam bir kopma riskini önlemek için hızlı değişim gerektirir.
Tüm hortumlar sağlamsa, dikkatinizi iç bileşenlere çevirin. Silindirler veya kontrol valfleri içindeki aşınmış contalar, hidrolik sıvının hedeflenen yolunu atlamasına izin verebilir—bu arıza içten geçiş olarak bilinir. Bu sızıntılar genellikle sıvı birikmesi belirgin hale gelene kadar gizli kalır. Kirlenmiş yağ, conta bozulmasını hızlandırır; bu, sıvı kalitesi göz ardı edilirse yepyeni contaların bile hızla arızalanacağı anlamına gelir. Tekrarlayan sorunları önlemek için yağı ve filtreleri değiştirin, hazneyi iyice temizleyin ve ardından yeni contaları takın.
Sistem basıncını izlemek teşhisinizi keskinleştirebilir. Teknik özellikleri aşan tahliye valfi ayarları, sıvıyı zayıflamış contaların üzerinden daha güçlü şekilde iter ve sızıntıları kötüleştirir. Basıncı üretici tarafından önerilen sınıra düşürmek, mekanik stresi hemen azaltır ve arıza hızını yavaşlatır.
Basınç seviyeleri teknik özellikler dahilinde olduğunda ancak sızıntı devam ediyorsa, silindir gövdesini ve conta halkasını dikkatle inceleyin. Derin çizikler veya oluklar, atölyede onarılamayacak mekanik hasarı gösterir—bu tür durumlar doğrudan OEM’e veya bir uzmana yönlendirilmelidir.
Beklenmedik çevrim kesintileri genellikle hidrolik veya mekanik arızalarla ilgili endişeleri artırır, ancak düzensiz duruşlar daha çok elektrikli güvenlik sistemleriyle bağlantılıdır. Işık perdeleri ve kilit anahtarları, bir engel veya arıza algıladığında çalışmayı anında durduracak şekilde tasarlanmıştır. Bu sistemler sebepsiz tetiklendiğinde, abkant pres herhangi bir mekanik sorun olmamasına rağmen çevrim ortasında durur.
Çevresel faktörler başlıca şüphelilerdir. Işık perdesi sensörlerinde toz birikmesi veya verici ile alıcı arasındaki hizalanma bozukluğu, yanlış güvenlik sinyalleri gönderebilir. Sensör lenslerini düzenli olarak temizlemek ve doğru optik hizalamayı sağlamak, genellikle bu gereksiz duruşları ortadan kaldırır.
Erişim paneli kilit anahtarları zamanla aşınmış kontaklar geliştirebilir veya gevşeyebilir. En az titreşim bile devreyi anlık olarak kesebilir ve güvenlik duruşunu tetikleyebilir. Montaj donanımını sabitlemek ve aşınmış anahtarları değiştirmek, tutarlı ve güvenilir çalışmayı geri kazandırır.
Elektrik arızalarının giderilmesi, sensör kaymasının tolerans içinde kaldığını doğrulamayı içermelidir—genellikle ±0,02 mm. Küçük sapmalar bile kontrol sisteminin yanlış güvenlik koşulları algılamasına neden olabilir. Hidrolikleri incelemeden önce elektrik sorunlarını çözmek zaman kazandırır ve gereksiz mekanik çalışmadan kaçınılmasını sağlar.
Bir abkant pres, ciddi bir arıza oluşmadan çok önce “sesleriyle konuşur”. Bu ses ipuçlarını yorumlamayı öğrenen operatörler, sorunları tespit edip daha yüksek doğrulukla odaklı aksiyon alabilir.
Alt ölü noktada keskin, metalik bir patlama genellikle mekanik bir kırılmadan ziyade oransal valf gecikmesini gösterir. Valfin tepkisini 80 ms’nin altında olacak şekilde ince ayarlamak, hem sesi hem de çevrim zamanındaki düzensizlikleri genellikle ortadan kaldırır.
Sürekli yüksek frekanslı bir vızıltı, çoğunlukla hidrolik sıvıya karışmış hava nedeniyle oluşan pompa kavitasyonunun tipik göstergesidir. Çözüm, pompanın normal ses profilini geri kazandıran ve düzensiz basınç dalgalanmalarından kaynaklanan aşınmaya karşı koruyan kapsamlı bir sistem havasını alma işlemidir.
Öğütme sesleri ise mekanik sürtüşmeden kaynaklanır. Kuru kılavuz raylar, hizası bozulmuş zımbalar veya gevşek bağlantı elemanları bu tür sesleri üretebilir. Her zaman önce yağlamayı ele alın—kuru raylar duyulabilir öğütme sesi yaratır, aşınmayı hızlandırır ve bükme işlemleri sırasında kuvvet değişkenliği ortaya çıkarır.
Makas aşağı inerken eşit olmayan hareket ve ses varsa, birden fazla sorunla karşı karşıya olabilirsiniz—örneğin kaçaklar, yanlış valf zamanlaması veya silindir aşınması. Bu durumda olası her neden farklı bir onarım yolu gerektirdiğinden, tam bir sistem kontrolü yapılmalıdır. Farklı ses desenlerini tanımak teşhis süresini önemli ölçüde kısaltır.
Belirtileri olası nedenlerle hızlıca eşleştirmek, operatörlerin reaktif onarımlardan proaktif bakıma geçmesini sağlar. Her yaygın arızanın kendi teşhis sırası vardır ve bunları sistematik olarak uygulamak performansı daha hızlı geri kazandırır, üretkenliği düşüren tekrar eden sorunların önlenmesine yardımcı olur.
| Sorun | Belirtiler | Olası Nedenler | Teşhis Adımları | Önerilen Çözümler |
|---|---|---|---|---|
| Koç Geri Dönmüyor—Ya da Acı Verecek Kadar Yavaş Geri Sürüyor | Makas geri dönmüyor veya yavaş hareket ediyor, üretim durdu | Düşük hidrolik sıvı, kirlilik, sistemde hava, oransal valf gecikmesi | Hidrolik sıvı seviyesini kontrol edin, kirlilik olup olmadığını inceleyin, hidrolik devreyi temizleyin/havasını alın, alt ölü noktada “patlama” sesi dinleyin | Hidrolik sıvıyı tamamlayın, kirlenmiş yağı 500 saatlik kullanımda değiştirin, sistemi temizleyin, valf zamanlamasını ince ayarlayın |
| Tutarsız Bükme Kalitesi: Bir Uçta Doğru, Diğer Uçta Hatalı | Eşit olmayan bükmeler, yalnızca bir tarafta doğruluk iyi | Dengesiz hidrolik basınç, arka dayama hizasızlığı, malzeme sertlik farkı | Basınç dalgalanmasını ölçün (±1,5 MPa sınırı), hassas aletlerle X ekseni kalibrasyonunu doğrulayın, Vickers sertlik farkını test edin | Basıncı stabilize edin, arka dayama eksenlerini hizalayın, bükmeden önce sertlik testi yapın, aylık ±0,1° açı toleransını koruyun |
| Hidrolik Sıvı Birikmesi: Hortum Sızıntılarını İçten Geçişten Ayırmak | Pres freni yakınında hidrolik sıvı birikmesi | Hasarlı hortumlar, aşınmış contalar, içten kaçak, spesifikasyon üstü tahliye valfi basıncı, silindir hasarı | Hortumları aşınma açısından inceleyin, contaları test edin, tahliye valfi ayarlarını kontrol edin, silindir gövdesi ve conta halkasını inceleyin | Hasarlı hortumları değiştirin, contaları değiştirin, hazneyi temizleyin, yağı ve filtreleri değiştirin, basıncı spesifikasyonlara göre ayarlayın, ciddi silindir hasarını OEM’e yönlendirin |
| Elektrik: Işık Perdeleri veya Kilitler Nedeniyle Rastgele Çevrim Duruşları | Beklenmedik çevrim kesintileri | Işık perdelerinde toz veya hizasızlık, aşınmış kilit anahtarı kontakları, sensör kayması | Sensör merceklerini temizleyin, optik hizalamayı kontrol edin, kilit anahtarı montajını ve kontaklarını inceleyin, sensör kaymasını ölçün (±0,02 mm) | Sensörleri temizleyin ve hizalayın, kilit anahtarlarını sabitleyin/değiştirin, sensör kaymasını düzeltin |
| Ortaya Çıkan Sesler: Pompa Vızıltısı ile Mekanik Öğütme Sesini Ayırt Etme | Metal çarpma sesi, pompa uğultusu, sürtünme sesleri | Valf gecikmesi, pompa kavitasyonu, kuru kılavuz raylar, hizasız zımbalar, gevşek bağlantı elemanları, kaçak veya aşınma | Ses türünü dinleyin, valf tepki süresini ölçün (<80 ms), hidrolik yağda hava olup olmadığını kontrol edin, yağlama, hizalama, bağlantı elemanlarını inceleyin | Valf zamanlamasını ince ayarlayın, sistemi hava tahliyesi yapın, kılavuz rayları yağlayın, zımbaları hizalayın, bağlantı elemanlarını sıkın, birden fazla sorun için tam sistem kontrolü yapın |
Bir CNC pres freni Y1/Y2 hatası verdiğinde, sol (Y1) ve sağ (Y2) hidrolik silindirler arasında konum farkı olduğunu belirtir. Operatörler genellikle koçun fiziksel olarak eğildiğini düşünse de, saha denetimleri bu uyarıların yaklaşık ’inin gerçek mekanik hizasızlıktan ziyade kirlenmiş veya hatalı doğrusal konum ölçeklerinden kaynaklandığını göstermektedir.
Hidrolikleri ayarlamadan önce koçun gerçek geometrisini doğrulayın. Koçu yük olmadan alt ölü noktaya getirin, ardından uzunluğu boyunca bir metre hassas cetvel yerleştirin. Bir uçtan diğerine 0,1 mm’den fazla değişim mekanik eğime işaret eder; daha azı sensör kaymasına işaret eder. Hadde pullarından gelen toz, ayak başına 0,5 mm’ye kadar ölçüm sapmasına neden olabilir—bu da görünür eğim olmadan konik bükmelere yol açar.
Doğrusal ölçekleri izopropil alkol ile silmek, yük olmadan koçu on tam strok boyunca çalıştırmak ve koordinatlarını yeniden kalibre etmek, sensör kaynaklı hataların ’inden fazlasını çözer. Bu düşük maliyetli bakım adımı, erken silindir conta değişimlerini önleyebilir ve makineyi gereksiz duruşlardan kurtarabilir. Ölçeklerin doğru okuduğunu doğruladıktan sonra ancak gıb veya hidrolik bileşenleri incelemeye geçin.
Taçlama sistemleri—mekanik takozlar veya CNC kontrollü aktüatörler olsun—yük altında tabla ve koç esnemesini dengeleyerek iş parçası boyunca bükme açılarını uniform tutar. Bu sistemler etkili olsa da, koçun tutarlı tekrarlanabilirlik ile çalıştığını doğrulamadan taçlama ayarlarını uygulamak, daha ciddi temel sorunları gizleyebilir.
100 tonluk bir presde, tipik tam kapasite sapması metre başına yaklaşık 0,1–0,3 mm’dir. Ancak aşınmış koç kılavuzları, bir tarafın 0,2 mm sıkışmasına neden olabilir ve bu da algılanan sapmayı fiilen üç katına çıkarır. Maksimum yükün 50%’sinde bir numune flanş kullanarak koç düşüşünü test etmek, yanlar arası değişimin 0,1 mm içinde kalıp kalmadığını belirlemenizi sağlar. Bu değeri aşarsa, taçlama ayarlarına geçmeden önce kılavuz aşınmasını giderin.
Gerçek sapma telafisi için, taçlama kamasını 0,05 mm adımlarla ince ayarlayın ve sonuçları bir açı ölçer ile ölçün—veya daha yüksek hassasiyet için, 0,1 mm altı doğruluk sağlayabilen bir lazer paralellik aracı kullanın. “Güvenli olsun” diye aşırı taçlama yapmak, taçlama mekanizmasının hareket gecikmesi nedeniyle çevrim sürelerini %’ye kadar uzatabilir. Doğru başlangıç ölçümleriyle başlamak, hurda oranını düşürür ve taçlamanın mekanik aşınmayı gizlemek yerine gerçek sapmayı giderdiğinden emin olur.
Geri ölçer hem flanş uzunluğunu hem de bükme konumunu belirler. X ekseninde (sağ-sol konumlandırma) veya R ekseninde (dikey yükseklik) herhangi bir sapma, koç tam doğru olsa bile parçaların tutarsız olmasına hızla yol açabilir. Atölye denetimleri, gevşek geri ölçer parmaklarının X ekseni sapmasının yaklaşık %’sinden sorumlu olduğunu, R ekseni hatalarının ise genellikle aşınmış bilyalı vidalara dayandığını ortaya koymuştur.
Geri ölçer parmaklarını kontrol etmek için gücü kapatın ve itme-çekme basıncı uygulayın; 0,1 mm’den fazla hareket ayar gerektirir. Parmak kelepçelerini kuru iken 22 Nm’ye sıkın—soğutma sıvısıyla kirlenmiş dişler sıkma kuvvetini yarıya indirebilir. Yaklaşık 500 çalışma çevriminden sonra, titreşimin neden olduğu erken gevşemeyi yakalamak için yeniden torklayın.
R ekseni boşluğunu tespit etmek için, koçu tüm yükseklik strokundan geçirirken öğütme seslerini dinleyin veya sıkışma hissini kontrol edin. Gözle yapılan sıradan gözlem, 0,15 mm’den büyük bilyalı vida boşluğunu çoğu zaman kaçırır—o noktada flanş yüksekliği değişimleri kaçınılmaz hale gelir. Tipik olarak yaklaşık $800 maliyetli bilyalı vida somununun değiştirilmesi, tutarsız dikey konumlandırmadan kaynaklanan tekrar eden hataları ortadan kaldırabilir.
Geri ölçer sapmasının ve bakım aralıklarının tutarlı bir kaydını tutmak, üretim akışını bozmadan önce bileşen değişimlerini tahmin etmenizi ve planlamanızı sağlar.
Koçun dikey hareketini yönlendiren bronz veya kompozit yatak pedleri olan gib’ler, yük altında koçu hizalı tutmak için hassas boşluğu korumalıdır. Aşırı boşluk (her iki tarafta birkaç noktada yaprak ölçer ile ölçülen 0,15 mm’den fazla), koçun eğilmesine, bir ucun kılavuzlarına karşı sıkışmasına ve düzensiz bükmelere neden olabilir.
Gib’lere erişmek için korumaları çıkarın, ardından her iki tarafta dört eşit aralıklı noktada boşluğu ölçün. Boşluk aşırı ise, gib yüzeylerini taşlamak yerine 0,05 mm pirinç takozlar ekleyin. Taşlama, sertleştirilmiş katmanlarını kaldırır, aşınmayı hızlandırır ve gelecekteki çalışmada ısı birikimini artırır. Takoz sonrası ideal boşluk 0,10–0,12 mm’dir; bu, yağlama tutma ile hassas yönlendirme arasında denge sağlar.
Ayarlama tamamlandıktan sonra NLGI Grade 2 gres uygulayın, presi yüklü olarak yirmi çevrim çalıştırın ve koç seviyesini değerlendirin. Güvenilir bir test, iş parçasının bir ucunun altına 1 mm’lik bir takoz koymaktır—doğru ayarlanmış gib’ler bir veya iki çevrim içinde kendi kendine düzelir. Bu test sırasında çizilme oluşursa, devam etmeden önce OEM ile görüşün.
Çoğu abkant pres sorun giderme kılavuzu her konuyu ayrı ayrı ele alır—Y ekseni hataları için ölçeği temizleyin, bükme konikliği için taçlamayı ince ayarlayın, sapmayı düzeltmek için geri ölçer parmaklarını sıkın. Uygulamada, saha çalışmaları çoklu arıza senaryolarının %’sinin hem mekanik hem elektronik nedenlere sahip olduğunu göstermektedir. Bunları yanlış sırada ele almak, hata sinyallerini artırabilir, yanıltıcı teşhis sonuçlarını tetikleyebilir ve gereksiz yeniden işleme saatlerini boşa harcayabilir.
Etkili bir işlem sırası çalışma süresini korur: önce, temel koç hizasızlığını çözmek için gib’leri kontrol edip takozlayın. Ardından, kılavuz doğruluğu onaylandıktan sonra yalnızca taçlamayı ayarlayın, sonra geri ölçer parmaklarını sabitleyin ve bilyalı vidaları inceleyin. Son olarak, sensörleri temizleyip sıfırlayın ki ölçümler yapılan fiziksel ayarlamaları yansıtsın.
Örneğin, sol tarafa 1,5 mm eğik bükmeler üreten ve silindir basınçları eşit olmasına rağmen Y1/Y2 hatalarını tetikleyen 150 tonluk bir pres vakası belgelenmiştir. Çözüm, gib’lerin takozlanmasını, geri ölçer parmaklarının spesifikasyona göre yeniden torklanmasını ve taçlamaya tek bir artımlı ayar uygulanmasını içeriyordu. Bu adımlar, sonraki 2.000 parçada performansı sıfır hurdaya geri getirdi ve toplam duruş süresi bir saatten az tutuldu—başlangıçta önerilen $15.000’lik revizyonun önüne geçildi.
Mantıklı bir sıralamayı izleyerek—temel mekanik hizalamayı düzeltmekten telafi sistemlerini ince ayarlamaya kadar—yalnızca bükme hassasiyetini geri kazanmakla kalmaz, aynı zamanda birbirine bağlı arızaların ilerlemesini de durdurursunuz. Sonuç yalnızca teknik bir çözüm değil: yüksek hacimli üretim ortamlarında doğrudan karlılığı artıran gelişmiş operasyonel güvenilirlik ve istikrarlı çıktı.
Hidrolik koçlar, tutarlı ve hassas kuvvet sağlamak için sıkıştırılamayan sıvıya dayanır. Silindir hatlarına hava girdiğinde bu özellik bozulur—hava basınç altında sıkışır, sünger gibi davranır ve tepkide yavaşlama yaratır. Koç, net hareket yerine tereddütlü veya “yüzer” hissedebilir. Bu sorun genellikle hızlı sıvı takviyelerinden sonra veya aşınmış contalar mikroskobik kaçaklara izin verdiğinde ortaya çıkar. Birçok atölyede, plansız dolumların neredeyse yarısı sisteme hava sokar.
Keskin tepkiyi geri kazanmak için bilinçli bir hava alma süreci kullanın. Koçu düşük basınçta yavaşça 10–15 kez döngüden geçirin iş parçası olmadan, bu sıkışmış havayı hidrolik sistemin en yüksek noktalarına doğru iter. Silindir hava tahliye valflerinde—genellikle üst uçlarda bulunur—her valfi yalnızca yaklaşık çeyrek tur açın ve yavaş piston hareketini sürdürün. Yağın pürüzsüz, kabarcıksız bir akışla aktığını izleyin; sıçramalar veya köpürme hava ceplerinin kaldığını gösterir. İşlemin yarısında, hava girişini yeniden önlemek için orijinal viskoziteye uygun yağ ile hazneyi doldurun.
Hava tahliyesinden önce yüksek basınç döngüleri yapma isteğine karşı koyun, çünkü türbülans havayı sisteme daha derinlemesine iter ve çıkarmayı zorlaştırır. Bir üretim hattı, hayali valf arızalarının peşinden gitmek yerine düşük basınçlı hava tahliyesi kullanarak tek gecede hurda oranını % düşürdü. Pompa sonrasında hâlâ uğultulu bir ses çıkarıyorsa, pompa girişinde hava çekilmesi anlamına gelen kavitasyonu şüphe edin—emme hattı bütünlüğünü kontrol edin ve sıvı seviyelerinin yeterli olduğundan emin olun.
Hidrolik pompalar tutarlı sıvı hacmine büyük ölçüde güvenir—akışı kısıtlayın ve hem verimlilik hem de ömür hızla düşer. Tıkanmış bir filtre—emme, basınç veya dönüş tarafında olsun—akışı yarıdan fazla kesebilir, bu da hızlı ısı birikimine, yavaş döngü sürelerine ve conta patlaması riskinin artmasına yol açar. En erken belirtilerden biri, başlatma sırasında keskin, tiz bir pompa uğultusudur; genellikle yük altında normalden daha hızlı sıcaklık artışı izler. İhmal edilen filtrasyon, pres freni pompa arızalarının %’inden fazlasının kök nedenidir; genellikle iç conta aşınmasından kaynaklanan kalıntılar veya hadde pulları gibi kirleticilerden olur.
Tıkanıklığı dokunsal inceleme ve bypass testi ile belirleyin. Soğutucudan hazneye yağ döndüren hat sıcaksa, tıkanmış bir dönüş filtresinden şüphelenin; soğuk bir hat genellikle akışın engellenmediğini gösterir. Hazne içindeki emme süzgeci en sık suçludur ve önce kontrol edilmelidir. Mevcut olduğunda, basınç filtresinin diferansiyel göstergesini kullanın—spesifikasyonun üzerindeki değerler bir kısıtlamayı doğrular. Akış ve sıcaklığın normale dönüp dönmediğini not ederek her filtreyi servis valfleriyle sistematik olarak bypass edin ve belirgin tıkanıklık gösteren filtre elemanlarını değiştirin.
Parçacık boyutu uyumsuzluklarını ve gereksiz aşınmayı önlemek için üretici onaylı yedeklerle devam edin. Direnç belirli bir noktaya ulaştığında renk değiştiren bir şerit gibi basit bir görsel kısıtlama uyarısı takmak, günlük kontrolleri bir saniyelik hızlı bakışa dönüştürebilir ve pompa aç kalma olaylarını büyük ölçüde azaltabilir. Birkaç ucuz filtre elemanı, rutin bakımı atlamaktan kaynaklanan onarımlardan çok daha ucuzdur; bu nedenle haftalık filtre kontrolleri şarttır.
Hidrolik sıvının kalınlığı—veya viskozitesi—yağın valfler ve kanallar boyunca ne kadar verimli hareket ettiğini doğrudan etkiler. Soğukken, yağ çok daha kalın hale gelir, aktüatör tepkisini yavaşlatır ve piston hızını düşürür. Günün erken saatlerinde, bu genellikle sistem en az 100°F’ye ısınana kadar hedef dışı açılara sahip “yapışkan” bükümler olarak ortaya çıkar. Aşırı ısınmış yağ ise aşırı incelir, yük kapasitesini düşürür ve contaların şişmesine neden olur; öğleden sonra açı kayması ve tonaj düşüşü fark edebilirsiniz. Yanlış viskozite derecesi seçmek bu sorunları şiddetlendirir—örneğin ISO 32 ve ISO 46 sıvılarını karıştırmak açı değişimlerini %’e kadar artırabilir.
Her vardiyaya hızlı bir ısınma rutini ile başlayın. Pistonun yük olmadan yaklaşık beş dakika çalışmasına izin verin, yağ sıcaklığı göstergesini optimal 110–130°F aralığına ulaşana kadar izleyin. Isınma öncesi ve sonrası aynı çelik parçalar üzerinde bükme açılarını test edin; fark bir dereceden fazlaysa, bu viskozite kararsızlığının işaretidir. Bu durumda, bir numune boşaltın ve laboratuvarda viskozimetre şeridi kullanarak yağ derecesini doğrulayın ve herhangi bir kirlenme olup olmadığını kontrol edin.
Uzun vadeli güvenilirlik için yıl boyunca üretici spesifikasyonlarına uygun yağ kullanın. Anti-aşınma ISO 46 sıvısı, özellikle haftalık yağ seviyesi kontrolleri ile birlikte çoğu koşulda tutarlı performans sağlar. Soğuk koşullarda tam yük çalıştırmaktan kaçının—bu hızlı conta aşınmasına neden olur ve servis ömrünü beş kata kadar kısaltır. Çok soğuk veya çok sıcak yağ ile çalışmak yalnızca kaliteyi tehlikeye atmaz; bu, erken hidrolik arızaya giden düz bir yoldur.
Yavaş pres freni döngüleri her zaman hidrolik sorunlardan kaynaklanmaz. Endüktif yakınlık sensörleri ve mekanik limit anahtarları gibi elektriksel konum izleme cihazları, kirli, hizasız veya ısıdan etkilenmiş olduklarında gecikmeler yaratabilir. Bu sensörler kontrol sistemine pistonun hareket sınırlarına ulaştığını bildirir. Bu sinyaller bozulursa, makine pistonun konumunu yanlış yorumlayabilir, vuruş ortasında duraklayabilir veya durabilir. Tozlu üretim ortamlarında, kirlenme sinyal gücünü birkaç hafta içinde % azaltabilir ve gevşek veya korozyona uğramış kablolama sorunu daha da kötüleştirir.
Bu sorunları teşhis etmek, onları çalışırken izlemeyi gerektirir. Güvenlik korumaları açıkken presi çalıştırın ve sensör LED’lerinde titreme olup olmadığını kontrol edin—bu genellikle hizalama sorunları anlamına gelir. Endüktif sensörleri üretici tarafından önerilen 2–4 mm boşluğa ayarlayın, sensörün önündeki alanın metalden temiz olduğundan emin olun. Tozu kalıntı bırakmayan bir elektrik temizleyici ile temizleyin, ardından bir multimetre ile sürekliliği kontrol edin; kapalı bir anahtar 5 ohm’un altında okumalıdır. Kablolama için, çalışırken kontrol panelindeki kablo demetlerini hafifçe sallayın. Voltaj düşüşleri 2V’yi aşarsa, kablolama onarım gerektirir.
Termal görüntüleme, birçok “yavaş döngü” sorununun sensör terminallerinin çevre sıcaklıklarının yalnızca 10°F kadar üzerinde çalışmasından kaynaklandığını—yine de elektrik direncini artırmaya ve sinyal iletimini geciktirmeye yetecek kadar—gösterir. Sağlam topraklama ve güvenli bağlantılar bunu önleyebilir. Daha karmaşık onarımlara girişmeden önce tam bir kapatma deneyin: makineyi tamamen kapatın ve 30 saniye bekleyin. Bu sert sıfırlama, geçici sensör hatalarının neredeyse yarısını çözer. Limit hataları devam ederse, genellikle pres freni öğretme veya kalibrasyon modunu çalıştırarak düzeltilebilen kaymış bir kodlayıcıyla uğraşıyor olabilirsiniz.
Pres freni sorunlarını giderirken en sık yapılan hatalardan biri, hidrolik ve elektrik sorunlarının ayrı, ilgisiz dünyalarda var olduğunu varsaymaktır. Operatörler genellikle yalnızca bir sisteme odaklanır—hidrolik hatları hava tahliye etmek veya sensörleri değiştirmek—bu sistemlerin ne kadar yakın çalıştığını fark etmeden. Örneğin, piston duraklaması, zayıf bir sensör sinyali kadar kolayca hafif hidrolik açlık nedeniyle de olabilir ve çoğu durumda belirtiler aynıdır.
Hibrit bir teşhis yöntemi benimseyin. Bir döngü sorunu ortaya çıktığında, her iki sistemi kapsayan kontroller planlayın: sensör testleriyle birlikte tahliye valflerini, kablolamayı incelerken filtre durumunu gözden geçirin. Bu katmanlı strateji, var olmayan tek sistem hatalarının peşinden gitmeyi önler, duruş süresini azaltır ve silo yaklaşımının kaçıracağı birleşik sorunları ortaya çıkarır. Hidrolik ve elektrik kontrollerini aynı teşhis adımında proaktif olarak entegre eden atölyeler, %’e kadar daha hızlı onarımlar ve çok daha az tekrar eden arızalar bildirir. Temel değişim, pres freni performansının ayrı parçalar değil, birleşik bir sistemden geldiğini fark etmektir—çıktıyı sabit tutar ve onarım maliyetlerini sınırlar.
Bir abkant presin hidrolik silindirindeki ciddi çizikler sadece kozmetik bir kusur değildir—bu geri dönüşü olmayan bir noktadır. 0,1 mm’den daha derin oluklar, aşındırıcı parçacıklar ve hidrolik sıvı kaçağı için yollar haline gelir, contaları hızla aşındırır ve pistonu sabit basınçtan mahrum bırakır. Başlangıçta $500’lük bir conta değişimi olarak görünen durum, OEM yönetiminde hassas honlama ve yeniden kaplama gerektiren $20.000’lik bir silindir yenilemesine dönüşebilir. Kendin yap honlama veya aşındırıcı onarımlar, mil pulları gibi ince kirleri krom kaplamaya gömebilir; bu da sıvı tutan, basıncı istikrarsızlaştıran ve yük altında yavaş, sürünen bir piston yaratan düzensiz yüzeylere neden olur.
Yarım milyondan fazla çalışma döngüsünü takip eden otomotiv üretim tesislerinde, veriler çizikli hidrolik silindirlerin kusursuz silindirlere göre üç kat daha fazla blow‑by ürettiğini ortaya koydu. Ayrıca, doğaçlama “atölye içi” onarımların %’si yüksek tonajlı bükme operasyonlarında başarısız oldu. Hızlı bir teşhis—muayene sırasında yüzeye tırnağınızı sürüp oluğa takıldığını hissetmek—ve hidrolik tepki gecikmesinin 0,5 saniyeyi aşması, geri dönüşü olmayan bir noktayı işaret eder. Bu noktadan sonra, daha fazla manuel uğraş kaynak israfına dönüşür. Bu aşamada, kusuru kaydedin, referans ölçekli net fotoğraflar çekin ve hurda oranları artmadan ve duruş süreleri katlanmadan önce silindiri OEM’e gönderin.
Birçok atölyede, tahrik sorunlarını teşhis etmek, açık devreleri, kısa devreli sargıları veya yanlış kablolamayı tespit etmek için bir multimetre kullanmak anlamına gelir. Bu tür kontroller yaygın arızaların yaklaşık %’sini kapsarken, kalan % daha ince elektrik sorunlarından kaynaklanır: aralıklı servo kararsızlığı, voltaj dalgalanmaları, değişken frekanslı sürücülerde (VFD) harmonik bozulma ve yük altında yalıtım bozulması. Bunlarla başa çıkmak, pres bükme sırasında akım dalga formlarını yakalamak için bir osiloskop çalıştırmak gibi dinamik testler gerektirir; bu da statik ölçümlerin kaçırdığı sorunları ortaya çıkarır.
Bu ileri testlerin göz ardı edilmesi, CNC tahriklerinde faz dengesizliklerinin fark edilmeden kalmasına izin verebilir; bu da Y1/Y2 eksen kaymasına ve uzunluğu boyunca 2 mm’ye kadar hatalı bükmelere yol açar. Birçok atölye bunu küçük bir kalibrasyon sorunu olarak görür, ta ki tahrik büyük bir arıza yaşayıp $10.000’lik acil yedek parça ihtiyacını tetikleyene kadar. Uzun vadeli analizler, orta ömür dönemindeki CNC tahriklerinin—yaklaşık 12 ila 18 yıl—kablolama aşınmasından çok harmonik bozulma nedeniyle daha fazla bozulduğunu gösterir. %5%’nin üzerindeki sapmaları işaretleyen öngörücü tork sapma testleri, gerçek arıza yaşanmadan aylar önce yaklaşan sorunları ortaya çıkarabilir.
Elektriksel düzensizlikler kritik eşikleri aştığında—yükselmiş yükte olmayan amper çekişi, kabul edilebilir sınırların ötesinde tekrarlayan döngü hata kodları veya 80% piston hızında spesifikasyonun % üzerine çıkan tork dalgalanmaları—OEM seviyesinde teşhis araçlarını kullanma zamanı gelmiştir. Destek çağrısından önce bu hassas ölçümleri kaydetmek, OEM teknisyeninin sahada geçirdiği süreyi “makine yavaş” gibi belirsiz raporlara kıyasla yarıya indirebilir; bu da daha kısa duruş süreleri ve daha düşük işçilik faturaları anlamına gelir.
Sahada sorun giderme sürecinden OEM desteğine geçmek sadece telefon etmek değildir—bu, makinenin semptom geçmişini ne kadar etkili aktardığınızla ilgilidir. Sağladığınız detay seviyesi, hem onarım hızını hem de nihai maliyeti doğrudan etkiler. Zaman damgalı hata kodları, kilit yük noktalarındaki gösterge okumalarının fotoğrafları ve anormal piston davranışını gösteren kısa videolarla eksiksiz, iyi organize edilmiş raporlar sunan atölyeler, OEM servis faturalarında tutarlı olarak 2–4 faturalandırılabilir saat tasarruf eder.
Farkı düşünün: “E‑405 senkronizasyon hatası döngü 247.892”de meydana geldi; piston spesifikasyona göre 2,8 saniye yerine 4,2 saniyede geri dönüyor; 2.500 PSI’de duyulabilir yüksek frekanslı bir uğultu“ OEM teknisyeninin doğru parçalar ve odaklı bir test planıyla gelmesini sağlar. Buna karşılık, sadece ”makine yavaş” demek onları tahmin yürütmeye iter ve teşhisi uzatır. Üç ay içinde toleransın iki katından fazla değişen bükme açıları veya arka dayama boşluğunun 0,2 mm’yi aşması gibi performans sapmalarını sürekli kaydetmek, OEM personeline işi acil değil önleyici olarak sınıflandırma imkânı verir; böylece onarımlar planlı bakım aralıklarına dahil edilebilir.
Test edilmiş ve güvenilir bir dokümantasyon kontrol listesi:
Aşırı yük olaylarını kaydeden döngü kayıtlarını dahil etmek ve CNC programlarının iki ayda bir yedeklerini tutmak, OEM devretme sürecini daha verimli hale getirir ve geleneksel multimetre kontrollerinin yakalayamayacağı, donanım yazılımı bozulmasından kaynaklanan zor tahrik arızalarını önlemeye yardımcı olur.
Abkant presi güvenli sınırlar içinde tutmak disiplin meselesidir—mekanik aşınma veya elektriksel anomaliler atölye araçlarınızın çözemeyeceği seviyeye ulaşmadan durmayı bilmek. OEM’i devreye sokmadaki gecikme daha yüksek maliyetlere, uzun duruş sürelerine ve olası takım hasarına dönüşür. Erken uyarı işaretlerini fark etmek ve bunları ayrıntılı şekilde belgelemek, son dakika acil çağrısını koordineli bir servis sürecine dönüştürerek hem kesintiyi hem de masrafı azaltır.
Hidrolik yağ, abkant presin hayati kanıdır ve tıpkı insan kanı gibi, doğru viskozitede akması gerekir ki düzgün çalışabilsin. Soğuk bir sabah vardiya başında, bu yağ koyulaşır ve yavaşlar; bu da pompaların zorlanmasına ve contaların tasarlanmış açıklıklarına genişlemeden önce daha yüksek basınçlara maruz kalmasına neden olur. Bu sadece yavaş performansla sonuçlanmaz—aynı zamanda conta dudaklarında mikroskobik yırtıklara ve soğuk, kırılgan elastomerlerde kalıcı sıkışma hasarına yol açabilir. Bu bozulma başladığında geri dönüşü yoktur: contalar basıncı koruma yeteneklerini kaybeder, iç sızıntı artar ve koç hareketi düzensiz hale gelir.
Isınma adımını atlamak kesinlikle bir seçenek değildir. Yük olmadan düşük basınçta abkant presi iki ila beş dakika döndürmek, yağ sıcaklığını aşındırıcı aşınmaya neden olmak yerine etkili şekilde yağlama yapabileceği bir aralığa yükseltir. Bu adımı ihmal etmek, conta ömrünü aylarca kısaltabilir ve hem parça bütçenizi hem de üretim sürenizi tüketen pahalı onarımlara sürükleyebilir. Kışın abkant presinize bir atlet gibi davranın—önce esnemeden sprint atmazsınız, hidrolik sisteminiz de aynı özeni hak eder.
Her vardiyaya makineyi nazikçe “uyandırarak” başlayın: koçu tam hareket mesafesi boyunca döndürün, yağın eşit şekilde ısınmasına izin verin ve hareketin nasıl daha pürüzsüz hale geldiğini fark edin. İşte o noktada contalarınız direnmekten vazgeçer ve sistemle uyum içinde çalışmaya başlar.
Çoğu atölye gres bakımını düzenli yaptığını söyler, ancak birçok operatör, kullanım kılavuzuna bakmadan abkant presindeki tüm gres nipellerini bulamaz. Sorun kasıtlı ihmal değil—gizli nipeller genellikle koruyucu kapakların arkasında saklandıkları, görünmez oldukları veya daha belirgin yağlama noktalarının gölgesinde kaldıkları için dokunulmaz. Arka dayama vida burçları, eski ünitelerdeki yan kılavuz rayları ve alt kiriş pivot noktaları bu ihmalin sık kurbanlarıdır.
Çözüm bir yağlama haritasıdır: modelinize özel, dayanıklı ve lamine edilmiş bir diyagram, tüm gres nipellerini ve yağlama portlarını açıkça işaretler. Bunu doğrudan makineye asın. Her noktaya kimlik numarası verin ve doğru gres spesifikasyonunu ekleyin. Bu vardiya başlangıcı görevini, bir nipel erişilemez veya servis edilemezse üretimi durdurma yetkisine sahip bir operatöre verin. Varsayım yok, gecikme yok—sadece tutarlı ve hassas yağlama.
Özellikle önceki vardiyada gözden kaçan nipellerin servis edildiğinden emin olun. Tek bir noktayı atlamak bile aşındırıcı aşınma zincirini başlatır: kuru metal sıkışır ve çizilir, ardından diğer hareketli parçalara taşınan parçacıklar üretir. Kaçırılmış tek bir yağlama noktası, bu aşınma sistemin geneline yayıldıkça onarım maliyetinizi kolayca ikiye katlayabilir. Bir yağlama haritası, yağlamayı umutlu bir alışkanlıktan ölçülebilir, günlük bir başarıya dönüştürür.
Hadde kabuğu, bükme işlemleri sırasında çelikten kopan sert, kırılgan bir oksit tabakasıdır. Abkant presinizin raylarına veya kılavuzlarına düşen her parça, potansiyel hasarın başlangıç noktası olur. Müdahale edilmezse, bu parçalar titreşimle ince partiküllere öğütülür ve kalan yağ veya gresle karışarak aşındırıcı bir bileşik oluşturur. Bu bileşik, her ray hareketiyle birlikte ilerler, hassas yüzeylere mikroskobik çizikler açar, arka dayama doğruluğunu bozar ve takım oturmasını zayıflatır.
Çözüm, günün ilk işinden önce kuru bir silme işlemidir. Temiz eldiven içinde çıplak eller, hazır bir bez—parmaklarınızı raylar, kılavuzlar ve takım yuvaları boyunca gezdirin. Herhangi bir kum veya parçacık tespit edin. Isı ve hareket bunları metale gömmeden önce çıkarın. Bu uygulama, makineyi “görsel olarak temiz” tutmak için değil; aşındırıcı parçacıkların kayma yüzeylerinize sızmasını engellemek içindir.
Bu uygulamayı vardiya başlangıcı rutinine dahil eden operatörler somut sonuçlar görür: dayama doğruluğu aylar boyunca tutarlı kalır, çevrim süreleri güvenilir olur ve ray aşınmasına bağlı arızalar neredeyse tamamen ortadan kalkar. Parmaklarınızın altında rayın pürüzlü halden mükemmel pürüzsüz hale dönüşünü hissettiğinizde, bu işlemi bir daha asla atlamazsınız.
Herhangi bir atölyede duruş genellikle fark edilmeden başlar—başlangıçta soğuk bir conta sertleşir, gizli bir gres nipeli kurur veya ray üzerinde sessizce kum birikir. Vardiya başlangıcı ritüeli, bu sorunları hâlâ kolayca önlenebilirken ortaya çıkarır. Bugün çözerseniz, yarının üretimini şimdiden güvence altına almış olursunuz.


















