

In dem Moment, in dem die Abkantpresse mitten in der Schicht stoppt, ist die Stille lauter als jedes Krachen von Metall. Die Bediener blicken auf den stillstehenden Balken, der Bildschirm zeigt einen kryptischen Fehlercode, und die Produktion fällt auf null. Es ist nicht nur Stillstand – es ist ein verpasster Termin, ein zweifelnder Kunde, ein schwindender Markenwert. Bei aller Tonnage und allen technischen Daten wird eine unzuverlässige Abkantpresse zu einem sechsstelligen Briefbeschwerer. Das ist der wahre Test für den Wert eines Herstellers: nicht das, was auf einem Prospekt steht, sondern das, was in dieser Stunde der Stille passiert.
Jede Werkstatt kennt die Mathematik – aber nur wenige kalkulieren die versteckten Zinsen des Stillstands. Die mittlere Laufzeit für Abkantpressen liegt bei etwa 12,9%, während Spitzenmodelle 34,3% erreichen. Das bedeutet, dass die meisten Maschinen fast 87 % der Zeit stillstehen. Multiplizieren Sie das mit Löhnen der Bediener, Vertragsstrafen und Überstundensätzen, und ein Wochenende Produktionsausfall kann die bescheidene “Ersparnis” durch den Kauf einer günstigeren Maschine vollständig verschlingen.
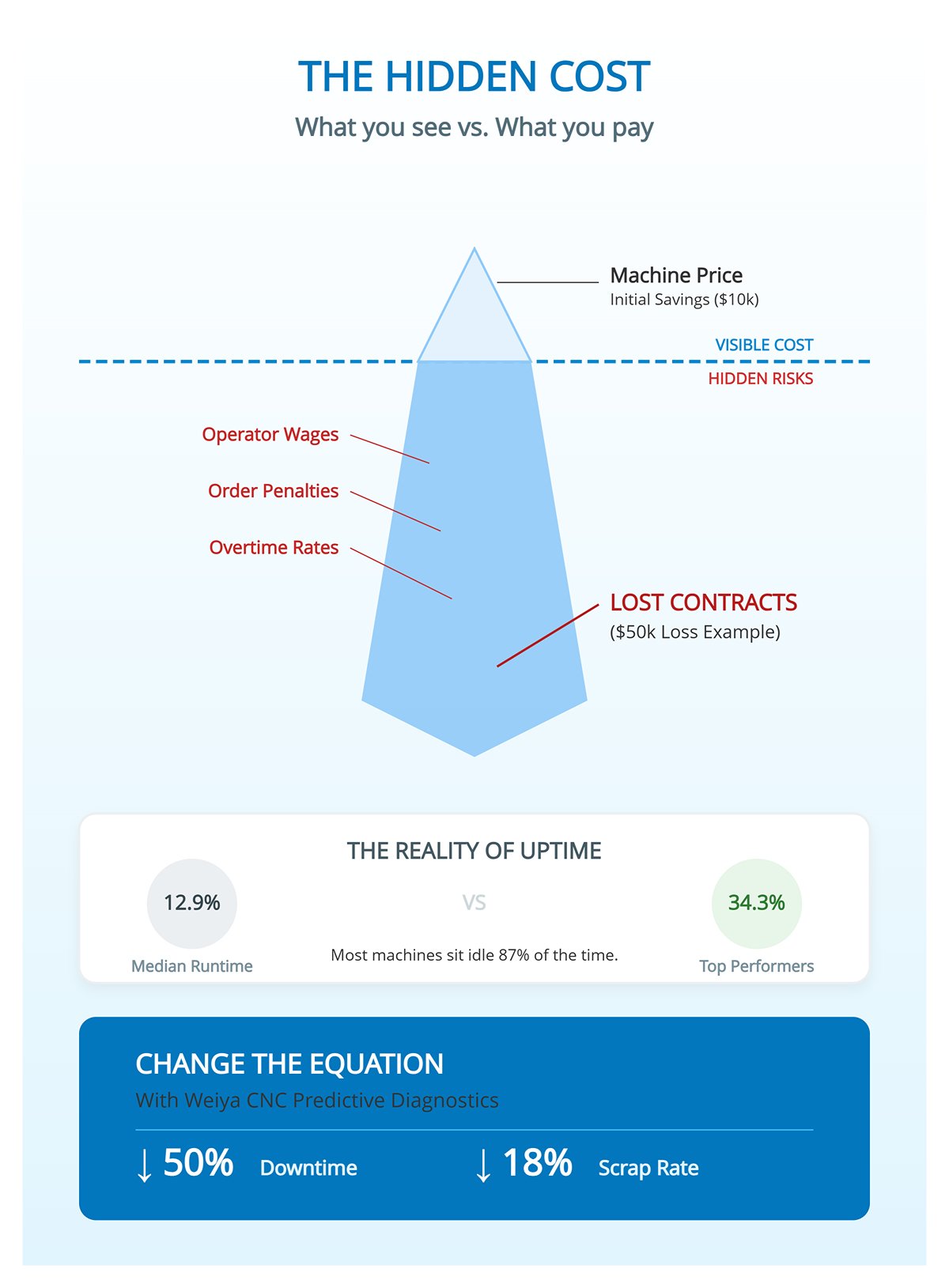
Ein Fertigungsbetrieb im Mittleren Westen lernte diese Lektion auf die harte Tour. Die Ersparnis von $10.000 bei einem Importmodell bedeutete drei Monate Wartezeit auf Ersatzservos, nachdem eine Hydraulikdichtung geplatzt war. Diese Verzögerung kostete sie einen $50.000-Autovertrag. Im Gegensatz dazu ersetzte ein Wettbewerber mit einer Premium-US-Marke und lokalem Support ein Ventil innerhalb von 48 Stunden und hielt jede Lieferung im Zeitplan. Die Lektion ist brutal einfach: Stillstand kumuliert schneller als Zinsen, und in der Fertigung wird Liquidität in Arbeitsstunden gemessen.
Prädiktive Diagnosen und intelligente Steuerungen haben die Gleichung verändert. Als ein Weiya-CNC-Kunde seinen Maschinenpark aufrüstete, halbierten prädiktive Wartungswarnungen und einfachere Kalibrierung die Ausfallzeiten und den Ausschuss um 18 %. Die neue Maschine zahlte sich nicht dadurch aus, dass sie mehr Tonnen bog, sondern dadurch, dass sie ohne Unterbrechung bog.
Rohe Kapazität beeindruckt auf dem Papier, aber Steuerungspräzision treibt den Gewinn. Eine 200-Tonnen-Abkantpresse ist nutzlos, wenn ihre Benutzeroberfläche die Bediener in ein Labyrinth aus Codes, Menüs und inkonsistenter Winkelrückmeldung sperrt. Werkstätten verlieren keine Stunden wegen schwacher Hydraulik; sie verlieren sie, weil sie Bediener lehren müssen, umständliche Steuerungen zu überlisten. In einer Branche, die bereits unter Fachkräftemangel leidet, ist Komplexität ein als Fähigkeit getarnter Misserfolg.
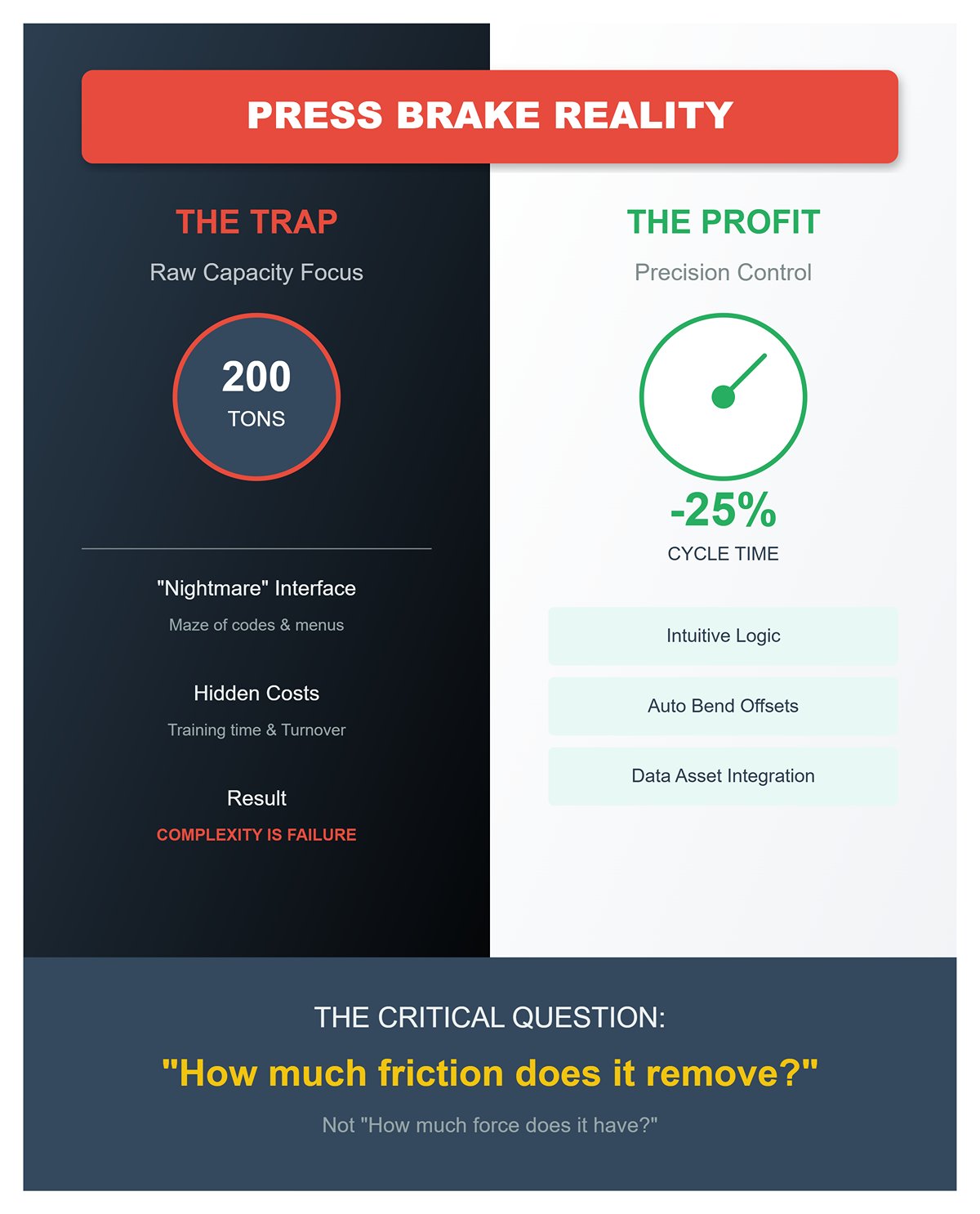
Leistungsstarke Hersteller behandeln Benutzerfreundlichkeit inzwischen als Leistungskennzahl. Intuitive Steuerungen verkürzen die Rüstzeit, erfassen Biegeversätze automatisch und speichern Werkzeugdaten, um Aufträge sofort zu reproduzieren. Ein Zulieferer der Automobilindustrie reduzierte die Zykluszeiten um 25 % – nicht durch mehr Tonnage, sondern durch die direkte Integration von Metrik-Tracking in die Steuerungslogik. Jeder Parameter, von der Stempelausrichtung bis zur Bewegung des Hinteranschlags, wurde zu einem Datenwert statt zu einer Vermutung.
Wenn Sie also Abkantpressen-Marken bewerten, lautet die eigentliche Frage nicht “Wie viel Kraft hat sie?”, sondern “Wie viel Reibung nimmt sie weg?” Denn eine Maschine, die Bediener frustriert, verdient kein Geld – sie erzeugt Fluktuation.
Eine hochwertige Abkantpresse vervielfacht still den Wert im gesamten Unternehmen. Sie hält die Betriebszeit aufrecht, unterstützt geschulte Bediener und skaliert mit digitaler Infrastruktur. Eine schlechte bestraft Sie auf drei Arten: durch Produktionsstillstand, steigende Servicekosten und verlorene Reputation. Überlastete Billigrahmen können Jahre früher einknicken und hydraulische Ausfälle verdreifachen – wie eine Autoteilefabrik erlebte, nachdem sie 500.000 Zyklen erreicht hatte. Sobald das passiert, ist die Maschine kein Vermögenswert mehr – sondern Inventar, das am Boden festgekettet ist.
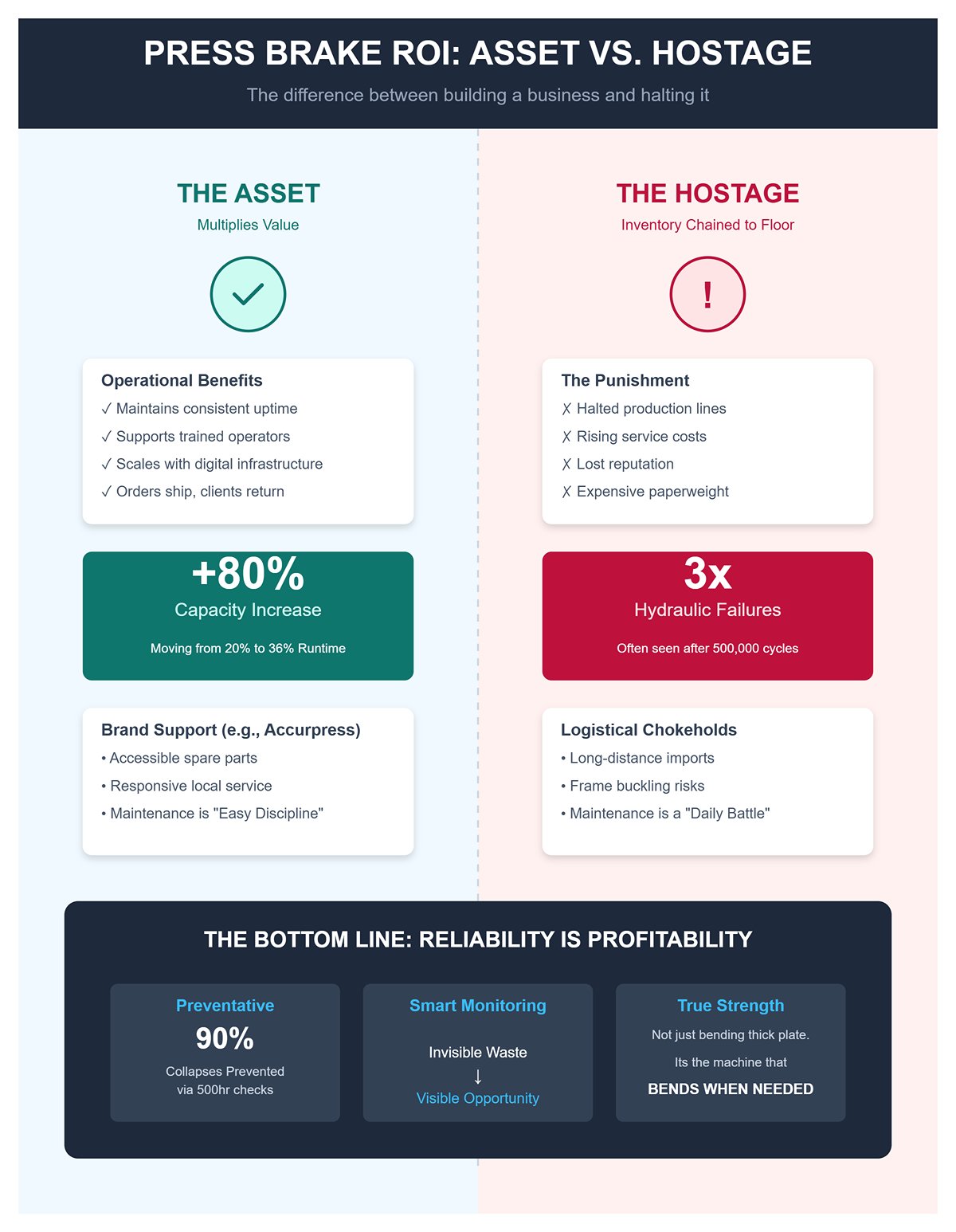
Regelmäßige Kontrollen alle 500 Stunden – Reinigung, Schmierung, Inspektion – verhindern 90 % dieser Ausfälle. Aber die Markenunterstützung entscheidet darüber, ob dieser Zeitplan eine einfache Routine oder ein täglicher Kampf ist. Mittelklasse-US-Modelle wie Accurpress setzen auf leicht zugängliche Ersatzteile und reaktionsschnellen Service und umgehen so die logistischen Engpässe von weit entfernten Importen. Dieser Unterschied ist kein Prestige – es ist Kontinuität. Es bedeutet, dass Aufträge versendet werden, Kunden zurückkehren und Ihre Betriebszeitkennzahl zukünftige Angebotszuversicht antreibt.
Verbessern Sie die Kennzahl, und die Rechnung dreht sich sofort. Steigen Sie von der mittleren Laufzeit von 20 % auf das obere Viertel mit 36 %, und Sie erschließen 80 % mehr Kapazität, ohne eine weitere Tonne Kraft zu kaufen. Fügen Sie intelligente Überwachung hinzu, und Leerlaufmaschinen werden in Echtzeit sichtbar, wodurch unsichtige Verschwendung zu sichtbarer Chance wird. Das ist kein Marketing – das ist operativer Hebel.
Am Ende ist die stärkste Abkantpresse nicht die, die die dickste Platte biegt – sondern die, die biegt, wenn Sie es brauchen. Die Marke ist wichtig, weil Zuverlässigkeit nicht optional ist; sie ist Gewinn in Bewegung. Wenn Ihre Maschine wie ein Uhrwerk läuft, ziehen Margen, Reputation und Wachstum gemeinsam nach vorne. Wenn nicht, starren Sie auf den teuersten Briefbeschwerer, den Sie je besessen haben.
An der Spitze der CNC-Abkantpressenwelt stehen die Maschinen, die die Präzisionsfertigung definieren. TRUMPF, AMADA und Bystronic konkurrieren nicht mit Tonnage oder Preis – sie konkurrieren mit Betriebszeit, Automatisierungsfähigkeit und der Intelligenz ihrer Biege-Ökosysteme.
TRUMPF, mit Hauptsitz in Deutschland, führt mit tief integrierten CNC-fähigen Systemen und IoT-bereiten Biegezellen, die für kontinuierliche Produktionsumgebungen gebaut sind. Ihre Maschinen glänzen in Branchen, in denen Mikrometer-genaue Konsistenz wichtiger ist als Geschwindigkeit – Automobil-Teilrahmen, Luft- und Raumfahrtpaneele, komplexe medizinische Gehäuse. Der Wert von TRUMPF liegt nicht allein in der Maschine, sondern in der vorhersehbaren Effizienz eines überwachten Systems, das nahezu nie aus der Toleranz driftet.
AMADA übersetzt japanische Präzision in ein flexibles, energieeffizientes Paket. Ihre Hybrid- und Elektropressen sind nicht nur leiser und sauberer, sondern reduzieren auch den hydraulischen Wartungsaufwand erheblich. Fortschrittliche Biegesimulationssoftware, auf HMI-Ebene integriert, führt Bediener zu einem „First-Part-Right“-Durchsatz – ein subtiles, aber entscheidendes Merkmal, wenn die Arbeitskosten die Gewinnmargen in Lohnfertigungsbetrieben dominieren.
Bystronic fügt dieser Klasse eine Schweizer Schicht an Perfektion hinzu. Ihre Xpert Pro-Serie, die KI-unterstütztes Biegen mit Echtzeit-Lernalgorithmen kombiniert, verdeutlicht einen klaren Trend: die Abkantpresse als Datenquelle. Die Maschinen von Bystronic optimieren den Energieverbrauch und passen die Werkzeugkompensation im Hintergrund an, wodurch jeder Auftrag zu einem aufgezeichneten Benchmark wird. Der langfristige Reiz liegt nicht nur im Biegen von Teilen, sondern im Sammeln von Prozessintelligenz.
Die “Ferraris” verlangen Premiumpreise und Händlerbindung, aber der Ausgleich ist ein vorhersehbarer Lebenszykluskostenrahmen. Servicenetzwerke sind dicht, Reaktionszeiten kurz und der Restwert ungewöhnlich hoch. Für Hersteller, die 98%+ Betriebszeit anstreben, eliminiert diese Klasse einfach die Unsicherheit aus der Gleichung.
Eine Stufe tiefer verschieben sich die Prioritäten von Automatisierungs-Finesse zu Haltbarkeit und zugänglicher Steuerung. Die “Panzer” halten den Metallfluss in Fertigungsbetrieben aufrecht, die keine Investition von einer Viertelmillion Dollar rechtfertigen können, aber dennoch Maschinen benötigen, die eine Produktionsserie nicht zum Stillstand bringen.
Cincinnati und Accurpress verkörpern diese Klasse: Schwerrahmen, in Nordamerika gebaute Systeme, die für harte Beanspruchung ausgelegt sind. Während servo-hybride Antriebe und verfeinerte Hydraulikkreise inzwischen üblich sind, definiert diese Kategorie vor allem die Reparierbarkeit. Komponenten sind standardisiert, leicht verfügbar und nahezu jeder Industrietechniker kann sie warten. Diese Selbstständigkeit wird zu einem strategischen Vorteil, wenn Produktionsausfall gefährlicher ist als geringfügige Maßabweichungen.
LVD und Pacific bewegen sich ebenfalls in diesem pragmatischen Bereich und bieten vollständige Integration in CAD/CAM-Umgebungen, jedoch ohne die Automatisierungsökosystem-Kosten der Tier-1-Marken. Diese Maschinen optimieren sich nicht selbst, liefern jedoch über einen 10- bis 20-jährigen Lebenszyklus mit routinemäßiger Kalibrierung eine vorhersehbare Leistung.
Das Mittelfeld, das diese Marken besetzen, wird zunehmend wertvoll. Mit der Reife von Hybridantrieben und digitalen Steuerungssystemen bieten sie viele Effizienzvorteile der Tier 1 – Energieeinsparungen, bessere Winkelwiederholbarkeit – ohne die proprietären Kopfschmerzen. Für kleine und mittlere Hersteller finden sie die Balance zwischen Raffinesse und Reparierbarkeit vor Ort.
Am äußersten Ende der Landschaft stehen die Importe: auf dem Papier überzeugend, in der Realität inkonsistent. Durma und Haco Diese Gruppe wird oft von einer wechselnden Besetzung aus Hausmarken und aus China bezogenen Modellen ergänzt, die unter den Labels der Händler beworben werden. Ihre Spezifikationen – Achszahl, Hinteranschlagweg, Touchscreen-HMIs – wirken wettbewerbsfähig. Die Abweichung zeigt sich Monate später in Kalibrierungsdrift, Softwareanfälligkeit und schwachem Kundendienst nach dem Verkauf.
Durma, der stärkste in dieser Kategorie, hat mit modernen Hybridsystemen Fuß gefasst, aber die Serviceabdeckung außerhalb der Heimatmärkte bleibt gering. Wenn eine Pumpe ausfällt oder ein Controller blockiert, verlängert sich die Ausfallzeit von Stunden auf Tage. Umfirmierungen und White-Label-Importe können noch riskanter sein; die Durchsetzung von Garantien hängt von einem Händler ab, der möglicherweise vor dem zweiten Serviceeinsatz verschwindet.
Dennoch bedienen diese Maschinen eine Nische. Für die Fertigung mit geringem Volumen oder Sekundärarbeiten kann ein vergünstigter Import Kapital für andere Geräte freisetzen. Der Schlüssel ist, sie als Verbrauchsgüter und nicht als Infrastruktur zu betrachten. Sobald die Ersatzteil-Logistik als Teil der Anschaffungskosten gesehen wird, wird die Wirtschaftlichkeit klar – eine $80.000 Abkantpresse, die eine Woche stillsteht, kann genauso viel kosten wie eine $160.000 Alternative, die nie stoppt.
| Stufe | Name | Beschreibung | Vertretende Marken | Wichtige Stärken | Wichtige Kompromisse |
|---|---|---|---|---|---|
| Stufe 1 | Die “Ferraris” | Definiert Präzisionsfertigung; konzentriert sich auf Betriebszeit, Automatisierungskenntnisse und intelligente Biege-Ökosysteme. | TRUMPF, AMADA, Bystronic | – Ultrahohe Präzision und Betriebszeit – Tiefe Integration mit Automatisierung und IoT-Systemen – Vorhersehbare Effizienz und Lebenszykluskosten – Starke Servicenetzwerke und hoher Restwert | – Premiumpreise – Händlerbindung – Höhere Anfangsinvestition |
| Stufe 2 | Die “Panzer” | Priorisiert Haltbarkeit, Reparierbarkeit und zugängliche Steuerung; geeignet für Werkstätten, die Zuverlässigkeit ohne extreme Automatisierung benötigen. | Cincinnati, Accurpress, Pacific, LVD | – Robuste, schwere Rahmenkonstruktionen aus Nordamerika – Einfache Reparatur und Standardkomponenten – Gute CAD/CAM-Integration – Lange Lebensdauer und Reparierbarkeit vor Ort | – Weniger Automatisierung und Datenintelligenz – Geringe Maßabweichungen im Vergleich zu Tier 1 – Weniger proprietäre Optimierungsfunktionen |
| Tier 3 | Das “Import-Glücksspiel” | Preisgünstige Importe; wettbewerbsfähige Spezifikationen, aber uneinheitliche Zuverlässigkeit und Unterstützung. | Durma, Haco, generische/umbenannte Maschinen | – Niedrigere Anschaffungskosten – Geeignet für Kleinserien- oder Sekundärbetriebe – Zunehmende Verfügbarkeit von Hybridsystemen | – Uneinheitliche Qualität und Kalibrierung – Begrenzter Service- und Ersatzteil-Support – Längere Ausfallzeiten – Risiko von Instabilität des Händlers |
Über diese Stufen hinweg ist die Trennlinie nicht Metallurgie oder Pferdestärken – es ist die Kontinuität. Maschinen der Stufe 1 kaufen Vorhersagbarkeit. Maschinen der Stufe 2 kaufen Belastbarkeit. Maschinen der Stufe 3 kaufen Unmittelbarkeit auf das Risiko einer Unterbrechung hin. Die eigentliche Rechnung für jede Fertigungswerkstatt ist nicht, welche Maschine schneller biegt, sondern welche weiter biegt, wenn der Buchhalter auf die Uhr schaut.
CNC-Abkantpressen fallen selten zu günstigen Zeiten aus. Der wahre Wert eines Herstellers zeigt sich, wenn Ihr Stößel um 3 Uhr morgens stehen bleibt und Ihr wichtigster Kunde die Teile bei Sonnenaufgang erwartet. Der “3-Uhr-morgens-Test” trennt Marken, die Betriebszeit liefern, von denen, die nur Pferdestärken verkaufen. Zuverlässigkeit ist nicht nur eine Kennzahl im Datenblatt – sie ist die Tiefe und Reichweite des Servicenetzwerks hinter dem Logo.
Accurpress beispielsweise unterstützt seine Cybelec-gesteuerten Modelle mit mehr als fünfzig Technikern in den USA, von denen viele Reparaturen an Ihrer Teilegeometrie innerhalb weniger Tage demonstrieren können. Diese Nähe verwandelt Ausfallzeiten in planbare Wartung. Im Gegensatz dazu können importierte Geräte mit kleineren oder zentralisierten Supportzentren – wie Delem-DA-Serien-Systeme ohne inländische Partner – einen einfachen Encoder-Fehler zu einem einwöchigen Stillstand machen, wenn Ihre Werkstatt außerhalb von Chicago oder Los Angeles liegt. Ein Hersteller im Mittleren Westen berichtete von einem 40%-Anstieg der Ausfallzeit, weil kein lokaler Techniker ihre Delem DA-53T ohne Werkszertifizierung warten konnte.
Service-Reichweite definiert den echten ROI.
Eine $120k-Presse mit regionalem Servo-Lagerbestand kann die Investition in 14 Monaten bei 30% schnelleren Rüstzeiten wieder einspielen – aber wenn sich der Unterstützungsradius über 200 Meilen hinaus erstreckt, können die jährlichen Verluste durch Leerlaufzeiten $50k übersteigen. Dies ist die stille Mathematik, die zu viele Käufer übersehen. Ein breites Netzwerk stellt auch die Kontinuität der Bediener sicher. Wenn ein Techniker eintreffen kann, bevor ein frustriertes Team improvisiert, bewahren Sie sowohl Ihren Zeitplan als auch das Vertrauen Ihrer Mitarbeiter in die Maschine.
Werkstätten, die den “3-Uhr-morgens-Test” bestehen, bewerten den Support genauso aggressiv wie die Tonnage. Prüfen Sie Reaktionsgarantien, Ersatzteilbestände und Zertifizierungszyklen der Techniker, bevor Sie etwas unterschreiben. Es ist keine Paranoia – es ist die Planung für die 2% der Zeit, die die anderen 98% definiert.
Jeder Biegevorgang beginnt mit einer Berührung – oder einem Knopfdruck. Der Controller definiert mehr als nur Bequemlichkeit; er bestimmt Lernkurven, Bindungsraten und Ausschussquoten. In vielen Werkstätten hat die Wahl des Controllers ebenso viel finanzielles Gewicht wie der Rahmen selbst.
CybTouch-Schnittstellen werden für ihre Einmal-Bedienfreundlichkeit gelobt, aber ihr Mangel an Tandem-Synchronisation hat kleine Hersteller Tausende in verschrottetem Aluminium gekostet, wenn der Winkelversatz mehr als ein halbes Grad beträgt. Umgekehrt bieten Delem-DA-Modelle robuste 3D-Sequenzierung, können aber in Umgebungen mit kurzen Serien überdimensioniert sein. Ein Accurpress-Nutzer, der von einer ESA 640 auf eine DA-66T aufrüstete, verlor $8.000 durch Umschulung und Leerlaufzeit, weil sein Team die fortschrittlichen 3D-Werkzeuge, die für mehrachsige Luft- und Raumfahrtpaneele gedacht sind, nie für Türrahmen nutzte.
Einfachheit schlägt Funktionen, wenn Bediener wechseln. Umfragen zeigen, dass 62% der Werkstätten mit älteren NC-Controllern ihre besten Bediener innerhalb eines Jahres verlieren – oft an Betriebe, die intuitive Touch-Systeme anbieten, die Probebiegungen minimieren. Dennoch zahlt sich Raffinesse nur aus, wenn sie nutzbar ist. Die taktilen Tasten des Delem DA-66W bewähren sich in öligen Werkstattrealitäten, während Reinraum-Werkstätten die Präzision von Touch nutzen, um Rüstzeiten von Minuten auf Sekunden zu verkürzen.
Die besten Hersteller wissen, dass “Intelligenz” über Software hinausgeht. Hybridsysteme wie die ESA S640 mit umprogrammierbaren SPS erlauben es fortgeschrittenen Nutzern, Logikfehler im Haus zu beheben – und sparen so Wochen an Ausfallzeit. Diese Flexibilität definiert die neue Elite auf dem Markt für Abkantpressen: Maschinen, die mechanische Leistung mit einer Schnittstelle kombinieren, die den nächsten Bediener schneller ausbildet, als der letzte kündigen kann.
Die meisten Käufer nehmen an, dass eine größere Abkantpresse einen höheren Durchsatz garantiert, aber in der Hochvolumenproduktion definieren Steuerungspräzision und Rüstzeit – nicht rohe Tonnage – den tatsächlichen Output. Werkstätten, die täglich Tausende identischer Teile herstellen, ob Türprofile oder architektonische Profile, profitieren am meisten von CNC-Abkantpressen im 40–200-Tonnen- Bereich mit 3‑Meter-Betten. Diese Maschinen finden das Gleichgewicht zwischen Materialvielfalt und Wiederholgenauigkeit, sodass Linienbediener dies aufrechterhalten können ±0,005 Zoll Toleranzen über lange Serien hinweg. Diese Wiederholbarkeit ist nicht theoretisch: NIST-Tests zeigen, dass Produktionsabfall um fast ein Drittel sinkt, sobald adaptive Bombierung und geschlossene Regelkreise eingestellt sind.
Der wahre Unterschied liegt in der Konfigurationsgeschwindigkeit. Bei Chargen von 1.000 Stück kann ein automatisches Hinteranschlagsystem die Einrichtung von vier Stunden auf dreißig Minuten verkürzen und die gesamte Arbeitszeit um mehr als die Hälfte reduzieren. Dennoch drängen Hersteller Käufer oft zu vollautomatischen Zellen mit Robotladegeräten und Werkzeugwechslern. Diese Systeme sind nur sinnvoll, wenn sich die Biegeabläufe selten ändern; andernfalls vervielfachen sie die Investitionskosten um 50%, ohne einen konstanten ROI zu liefern. Marken wie TRUMPF und Amada vermarkten diese Zusatzgeräte als “zukunftssicher”, doch für die Produktion eines einzelnen Artikels bringen programmierbare Hinteranschläge und präzise hydraulische Steuerungen nahezu die gleichen Vorteile zu einem Bruchteil des Preises.
Anwendungen mit langen Betten – 10‑Fuß‑Längen auf 175‑Tonnen‑Rahmen – zeigen einen subtileren Belastungspunkt: Balkendurchbiegung. Gelenkdesigns, wie sie von Accurpress verwendet werden, halten die lineare Bewegung über breite Tafeln hinweg aufrecht und beseitigen den „Bananenbiege“-Effekt, der 10–15% der Produktion ruinieren kann. Die Hochvolumenklasse gedeiht, wenn Kapazität und Kontrolle im Einklang stehen – nicht, wenn die Kapazität die Kontrolle überholt.
Während das Produktionswerk Wiederholung schätzt, lebt der kundenspezifische Fertiger von Anpassungsfähigkeit. Typische Aufträge mischen Baustahl, Edelstahl und gelegentlich Aluminium, mit Teilen, die sich stündlich ändern – ein Grund, warum mittelklassige hydraulische CNC‑Pressen diesen Bereich dominieren. Maschinen von Accurpress oder Wysong, ausgelegt für das Biegen von bis zu 1‑Zoll Baustahl, bieten den Spielraum, um verschiedene Blechstärken zu verarbeiten, ohne den Präzisions‑Overkill von High‑End‑Servo‑Elektromodellen, die 80% ihrer Zeit im Leerlauf verbringen.
Der Schlüssel zur Rentabilität liegt hier nicht in höherer Tonnage, sondern in intelligenterem Handling. Mehrachsen‑Hinteranschläge, die komplexe Flanschgeometrien ermöglichen, machen manuelles Umpositionieren zwischen den Biegungen überflüssig und halbieren die Zykluszeit bei komplizierten Prototypen. Wenn die Marge eines Auftrags von schneller Lieferung abhängt – denken Sie an eilige HVAC‑ oder Architekturpaneele – entscheidet das Kürzen von nur zwanzig Minuten Rüstzeit darüber, ob der Auftrag profitabel ist. Das Design der Steuerung ist ebenso wichtig: intuitive Schnittstellen von Delem oder Cybelec verkürzen die Programmierung von Stunden auf Minuten und verringern die Abhängigkeit vom Bediener, was direkt die Schulungs‑Ausfallzeiten und Schichtlücken reduziert.
Ein oft übersehener Faktor ist die Bewegungskonstanz bei unregelmäßigem Material. Werkstätten, die konische oder mehrschichtige Teile verarbeiten, profitieren von Gelenkantriebssystemen, die einen parallelen Stößelhub beibehalten – etwas, das Servo‑Elektromodelle nur schwer reproduzieren können, wenn die Blechsteifigkeit variiert. Sicherheit vervollständigt die Gleichung. Zweihandbedienungen und zuverlässige Lichtschranken erfüllen nicht nur die OSHA‑Anforderungen, sondern schützen sowohl Fachkräfte als auch die Terminplanung – die versteckten Kosten von Ausfallzeiten durch Verletzungen übersteigen routinemäßig $1.000 pro verlorener Produktionsstunde. Für die Werkstatt ist Agilität Präzision in Bewegung, nicht Perfektion auf dem Papier.
Wenn der Cashflow knapp ist oder die Lieferzeiten sich ins Unvernünftige ziehen, wird der Markt für gebrauchte CNC‑Abkantpressen zur Arbitrage‑Arena der Branche. Gut gepflegte zehn Jahre alte Modelle – insbesondere Accurpress‑ oder Cincinnati‑Einheiten zwischen 150 und 200 Tonnen– können 85% der Leistung einer Neumaschine liefern für 40–60 % der Kosten, wobei die sechsmonatigen Importverzögerungen umgangen werden, die viele Tier‑3‑Linien plagen. Die Zahlen rechtfertigen das Risiko: Unabhängige Wartungsdaten zeigen, dass regelmäßig gewartete, in den USA hergestellte Hydraulikanlagen jährliche Ausfallverluste von etwa 10.000 USD verursachen, gegenüber 50.000 USD bei Maschinen unbekannter Marken mit inkonsistenter Teileversorgung.
Sorgfältige Prüfung verwandelt eine gebrauchte Maschine von einem Glücksspiel in einen Vorteil. Fordern Sie Diagnosen des Steuerungssystems, Protokolle zur Biegepräzision (achten Sie auf ±0,01 Zoll Wiederholgenauigkeit nach der Generalüberholung) und einen aktuellen Rahmen‑Durchbiegungstest – alles über 0,02 Zoll unter Nennlast signalisiert Ermüdung, die sich zu Genauigkeitsabweichungen ausweiten wird. Bestätigte Zyklen unter 20.000 und saubere Hydraulikdruckkurven bedeuten oft Jahrzehnte verbleibender Lebensdauer, besonders in Kombination mit einem lokalen Wartungsvertrag. Käufer, die hier Abstriche machen, riskieren, in die Ersatzteil‑Lotterie einzusteigen; importierte Hydraulikventile und Servoplatinen können Monate zur Beschaffung benötigen, wodurch die Ersparnis durch entgangene Aufträge zunichte gemacht wird.
Gebrauchte Tier‑2‑Einheiten bieten auch etwas, das viele während der Lieferkettenkrise übersehen haben: Nähe des Supports. Eine im Inland überholte Maschine kann in derselben Woche gewartet werden, im Vergleich zu monatelangen Wartezeiten für Garantieleistungen aus dem Ausland. Für Werkstätten am Rande der Expansion überwiegt diese Reaktionsfähigkeit jegliche Prahlereien im Datenblatt. Der Gebrauchtmarkt ist kein Kompromiss – er ist ein strategischer Hebel für Hersteller, die verstehen, dass Betriebszeit und Steuerungsintelligenz die Rechnungen bezahlen, nicht der Status einer neuen Lackierung.
Wenn Sie schließlich einem Vertreter eines CNC‑Abkantpressen‑Herstellers gegenübersitzen, können Emotionen das Urteilsvermögen trüben. Der Glanz der Maschine und das Verkaufsargument über engere Toleranzen und “beispiellose Kontrolle” klingen gut – aber der Vertrag vor Ihnen entscheidet, ob der Deal Kapazität aufbaut oder Kapital verbrennt. Fünf Klauseln sind nicht verhandelbar.
1. Leistungsgarantie für Wiederholgenauigkeit und Positioniergenauigkeit. Das Datenblatt verspricht ±0,0004 Zoll, aber bestehen Sie auf einer schriftlichen Bestätigung, dass die Maschine dies unter anhaltender Produktionslast erreicht. Alles darunter wird im sechsten Monat zu einem teuren Ratespiel.
2. Inbetriebnahme vor Ort durch Werkstechniker. Installationsfehler verursachen mehr Ausfallzeiten als Maschinenfehler. Fordern Sie vom Hersteller bestätigte Ausrichtung und Kalibrierung vor der Übergabe; akzeptieren Sie nicht nur “Händlereinrichtung”.
3. Festgelegte Schulungsstunden mit messbaren Ergebnissen. Es reicht nicht, wenn sich ein Bediener “vertraut macht”. Ihr Personal sollte einen Benchmark erreichen – Einrichtung in unter 10 Minuten, vollständige Überprüfung des Biegeprogramms und sichere Werkzeugwechselverfahren. Bauen Sie diese Kennzahlen in die Vereinbarung ein.
4. Garantie auf Updates der Steuerungssoftware. Der CNC-Controller ist das Gehirn; wenn Updates hinter neuen Lizenzgebühren gesperrt werden, wird Ihre “hochmoderne” Maschine in zwei Jahren zum Altgerät. Sichern Sie sich mindestens drei Jahre Updates.
5. Dokumentierte Reaktionszeiten nach dem Verkauf. Jeder ungeplante Stillstand kostet Marge. Eine Klausel, die die Servicevorlaufzeit festlegt – 24‑Stunden Rückruf, 72‑Stunden Vor‑Ort‑Einsatz – verwandelt leere Versprechen in Verantwortlichkeit.
Wenn dies nicht schriftlich festgehalten ist, kaufen Sie keine Maschine – Sie kaufen Hoffnung.
Händler lieben perfekte Dreiecke aus gebürstetem Edelstahl, die durch ihre Demo‑Abkantpressen laufen – das ist Choreografie. Aber nichts davon beweist die Leistung an Ihren verzogenen Stahlhaltern oder 3‑Meter‑Aluminiumplatten. Profis bringen ihr eigenes Werkstück mit.
Bringen Sie zwei oder drei Teile mit, die Ihre schwierigsten Aufträge repräsentieren – ungleichmäßige Dicke, tiefe Flansche, inkonsistente Faserrichtung. Bitten Sie sie, diese tatsächlichen Teile zu programmieren, einzurichten und zu biegen, während Sie Zykluszeit, Werkzeugwechsel und Rückfederungskorrektur beobachten. Sie sehen Präzision im Kontext, nicht isoliert.
Fragen Sie dann nach vollständigen Einrichtungsdaten: verwendete Tonnage, Hinteranschlagbewegungen und Materialkompensationsprofile. Wenn der Vertreter zögert, ist das der Moment der Wahrheit. Ein seriöser Hersteller wird die Herausforderung lieben, weil er weiß, dass Transparenz Geschäfte schneller abschließt als jede Lichtshow.
Ein schneller Test: Wenn der Demo‑Techniker keine Schieblehre herauszieht, bevor er Ihnen das Teil übergibt, gehen Sie weg.
CNC‑Abkantpressenkäufe scheitern, wenn Werkstätten die Amortisation auf den aktuellen Auftragsbestand statt auf das nächste halbe Jahrzehnt berechnen. ROI ist kein abstrakter Prozentsatz – es ist eine Überlebenskennzahl. Wenden Sie ihn konsequent an:
ROI = (Gesamter finanzieller Gewinn – Gesamtinvestition) / Gesamtinvestition × 100 %.
Die Gesamtinvestition ist nicht nur der Maschinenpreis. Realistische Aufteilung sieht so aus: 60 % Ausrüstung, 20 % Werkzeuge, 7 % Installation, 4 % Schulung, 9 % Betriebspuffer. Ignorieren Sie die letzte Position und Sie sind auf dem Papier “profitabel”, aber auf dem Werkstattboden knapp bei Kasse.
Der entscheidende Richtwert: eine Amortisationszeit unter drei Jahren. Teilen Sie die Gesamtinvestition durch den jährlichen Nettovorteil. Wenn eine 250.000‑€‑Anlage jährlich 100.000 € netto erwirtschaftet, sind Sie nach 2,5 Jahren im Plus – und jeder Zyklus danach steigert den Gewinn.
Die meisten Werkstätten unterschätzen den jährlichen Nettovorteil, weil sie nur die Arbeitseinsparungen zählen. Die eigentlichen Treiber sind weniger Nacharbeit, höhere Auslastung und die Fähigkeit, hochmargige Teile anzubieten, die Wettbewerber nicht präzise formen können. Letzteres – neue Vertragsfähigkeit – steigert den Gewinn schneller als jeder Geschwindigkeitszuwachs.
Nicht‑finanzielle Erträge stärken das Argument für Maschinen der mittleren Preisklasse. Mittelklassemodelle von Herstellern wie Accurpress oder Durma erreichen etwa 85 % der Premiumleistung bei 30 % der Investitionskosten. Sie reduzieren Ausschuss, standardisieren Qualität, verkürzen Lieferzeiten und steigern die wahrgenommene Zuverlässigkeit bei Kunden – und das alles, während sie Liquidität in Ihrer Bilanz belassen. Übermäßige Investitionen in Ausrüstung übertreffen selten die Rendite, die Sie erzielen, wenn Sie die Differenz in qualifizierte Bediener oder Optimierungen des Materialflusses investieren.
Drei Horizonte rahmen kluges Einkaufen ein: kurz (Amortisation in 3 Jahren), mittel (Gewinnsteigerung in 5 Jahren) und lebenslang (Restwert und Markenreputation). Händler sprechen Ihr aktuelles Problem an; Fachleute modellieren die nächsten fünf Jahre der Margensteigerung.
Der Moment, in dem Sie den Stift aufs Papier setzen, dreht sich nicht um Pferdestärken oder Tonnage – es geht um Kontrolle: über die Betriebszeit, über den Cashflow, über die nächsten fünf Jahre Gewinn pro Biegung. Gehen Sie mit eigenen Ersatzteilen, eigener Kalkulation und diesen fünf Klauseln in das Autohaus. Denn der wahre Machtzug ist nicht, den Preis zu verhandeln – sondern zu beweisen, dass Sie genau wissen, was die Maschine verdienen muss, bevor sie überhaupt auf Ihrem Werkboden ankommt.


















