

No momento em que a quinadeira para a meio do turno, o som do silêncio é mais ensurdecedor do que qualquer estrondo de metal. Os operadores olham para a viga parada, o ecrã de controlo pisca um código de erro enigmático e a produção cai para zero. Não é apenas tempo de inatividade — é um prazo que escapa, um cliente que começa a duvidar, uma marca que se desgasta. Por toda a sua tonelagem e especificações, uma quinadeira sem fiabilidade torna-se num peso de papel de seis dígitos. Esse é o verdadeiro teste do valor de um fabricante: não o que imprimem num folheto, mas o que acontece naquela hora de silêncio.
Todas as oficinas conhecem a matemática — mas poucas calculam os juros ocultos do tempo de inatividade. O tempo médio de funcionamento das quinadeiras ronda os 12.9%, enquanto os melhores desempenhos chegam aos 34.3%. Isso significa que a maioria das máquinas fica parada quase 87% do tempo. Multiplique isso pelos salários dos operadores, penalizações de encomendas e taxas de horas extra, e um fim de semana de produção perdida pode engolir as modestas “poupanças” de escolher uma máquina mais barata.
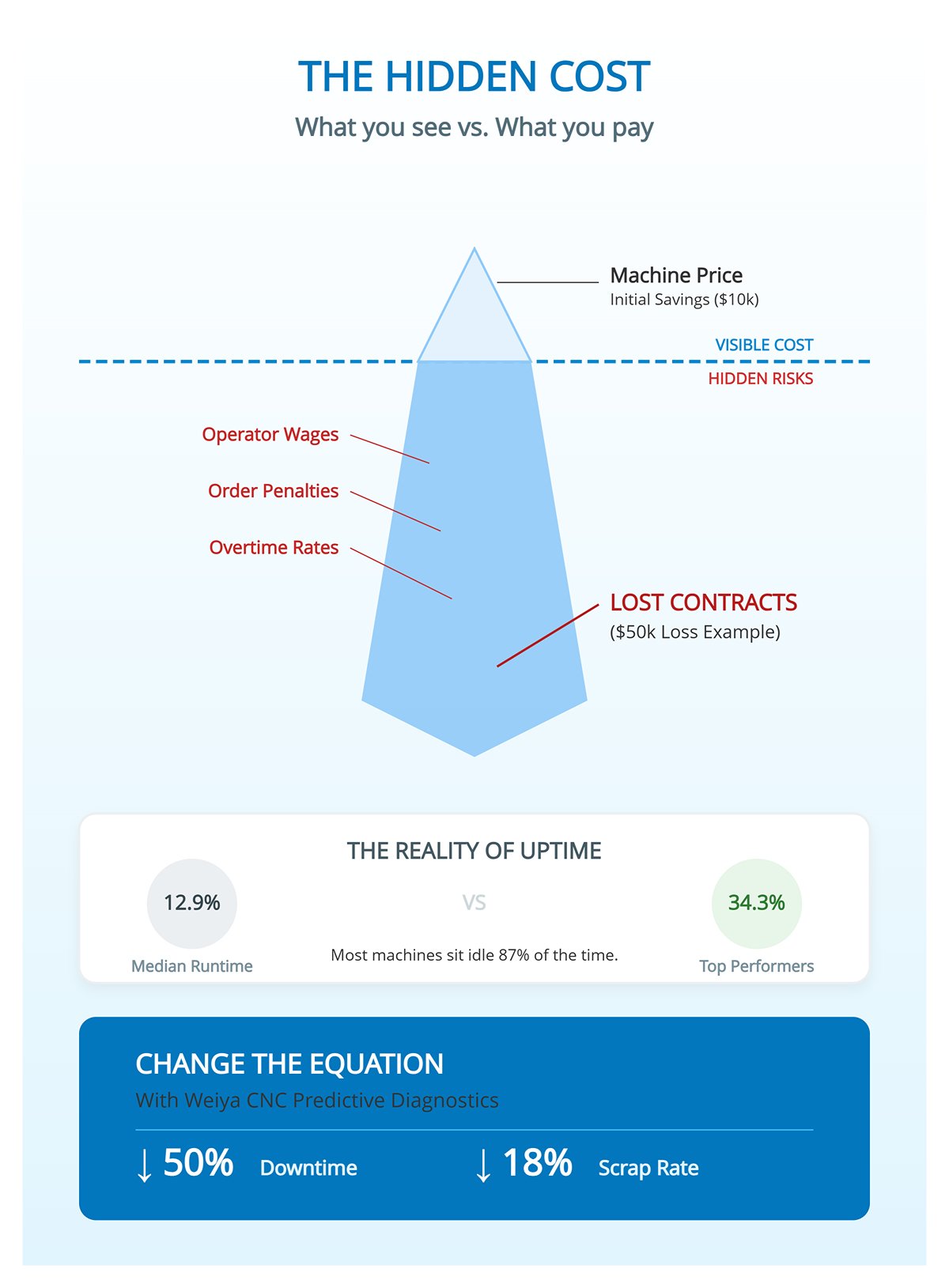
Uma fábrica de fabrico no Midwest aprendeu esta lição da forma mais difícil. Poupar $10.000 num modelo importado significou esperar três meses por servos de substituição depois de uma vedação hidráulica rebentar. Esse atraso custou-lhes um contrato automóvel de $50.000. Em contraste, um concorrente que usava uma marca premium dos EUA com suporte local substituiu uma válvula em 48 horas e manteve todas as entregas no prazo. A lição é cruelmente simples: o tempo de inatividade acumula mais rápido do que os juros e, na fabricação, a liquidez mede-se em horas de trabalho.
Os diagnósticos preditivos e os controladores inteligentes mudaram a equação. Quando um cliente da Weiya CNC atualizou a sua frota, os alertas de manutenção preditiva e a calibração mais fácil reduziram o tempo de inatividade para metade e o desperdício em 18%. A nova máquina pagou-se a si própria — não por dobrar mais toneladas, mas por dobrar sem interrupções.
A capacidade bruta impressiona no papel, mas a precisão de controlo é o que impulsiona o lucro. Uma quinadeira de 200 toneladas é inútil se a sua interface prender os operadores num labirinto de códigos, menus e feedback inconsistente de ângulos. As oficinas não perdem horas por causa de hidráulicos fracos; perdem-nas a ensinar operadores a superar controladores obtusos. Numa indústria já a enfrentar escassez de mão de obra qualificada, a complexidade é falha disfarçada de capacidade.
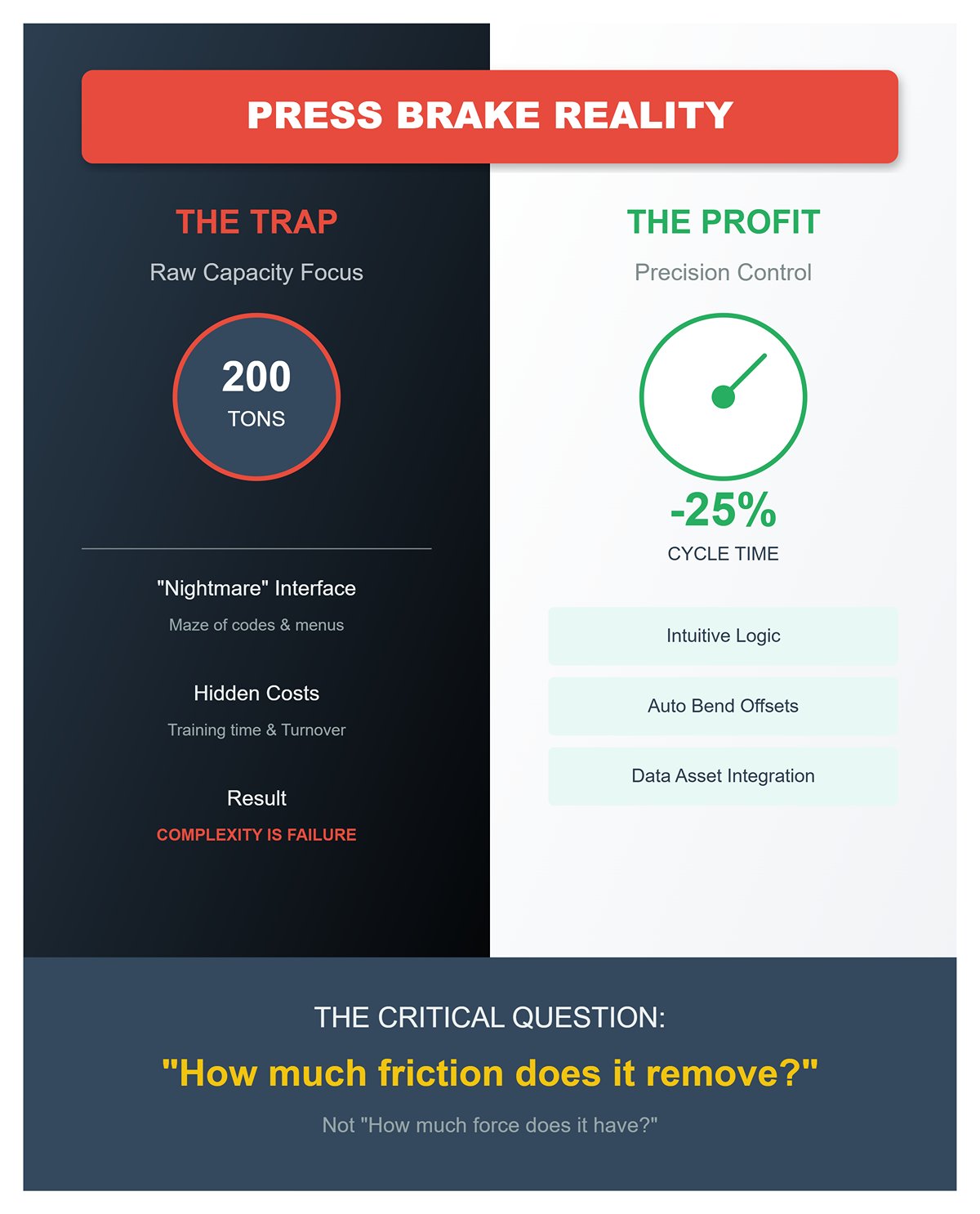
Os fabricantes de alto desempenho agora tratam a usabilidade como um indicador de desempenho. Controladores intuitivos reduzem o tempo de configuração, capturam automaticamente desvios de dobra e armazenam dados de ferramentas para replicar trabalhos instantaneamente. Um fornecedor de nível automóvel reduziu os tempos de ciclo em 25% não adicionando tonelagem, mas integrando a medição de métricas diretamente na lógica do controlador. Cada parâmetro, desde o alinhamento do punção até ao movimento do batente traseiro, tornou-se um ativo de dados em vez de uma suposição.
Assim, ao avaliar marcas de quinadeiras, a verdadeira questão não é “Quanta força tem?” mas “Quanta fricção remove?” Porque uma máquina que frustra operadores não gera lucro — gera rotatividade.
Uma quinadeira de qualidade multiplica silenciosamente o valor em toda a organização. Mantém o tempo de funcionamento, apoia operadores treinados e escala com a infraestrutura digital. Uma má penaliza-o de três formas: na produção parada, nos custos de serviço crescentes e na reputação perdida. Estruturas baratas sobrecarregadas podem ceder anos mais cedo, triplicando as falhas hidráulicas, como aconteceu numa fábrica de peças automóveis após atingir 500.000 ciclos. Quando isso acontece, a máquina deixa de ser um ativo — é inventário preso ao chão.
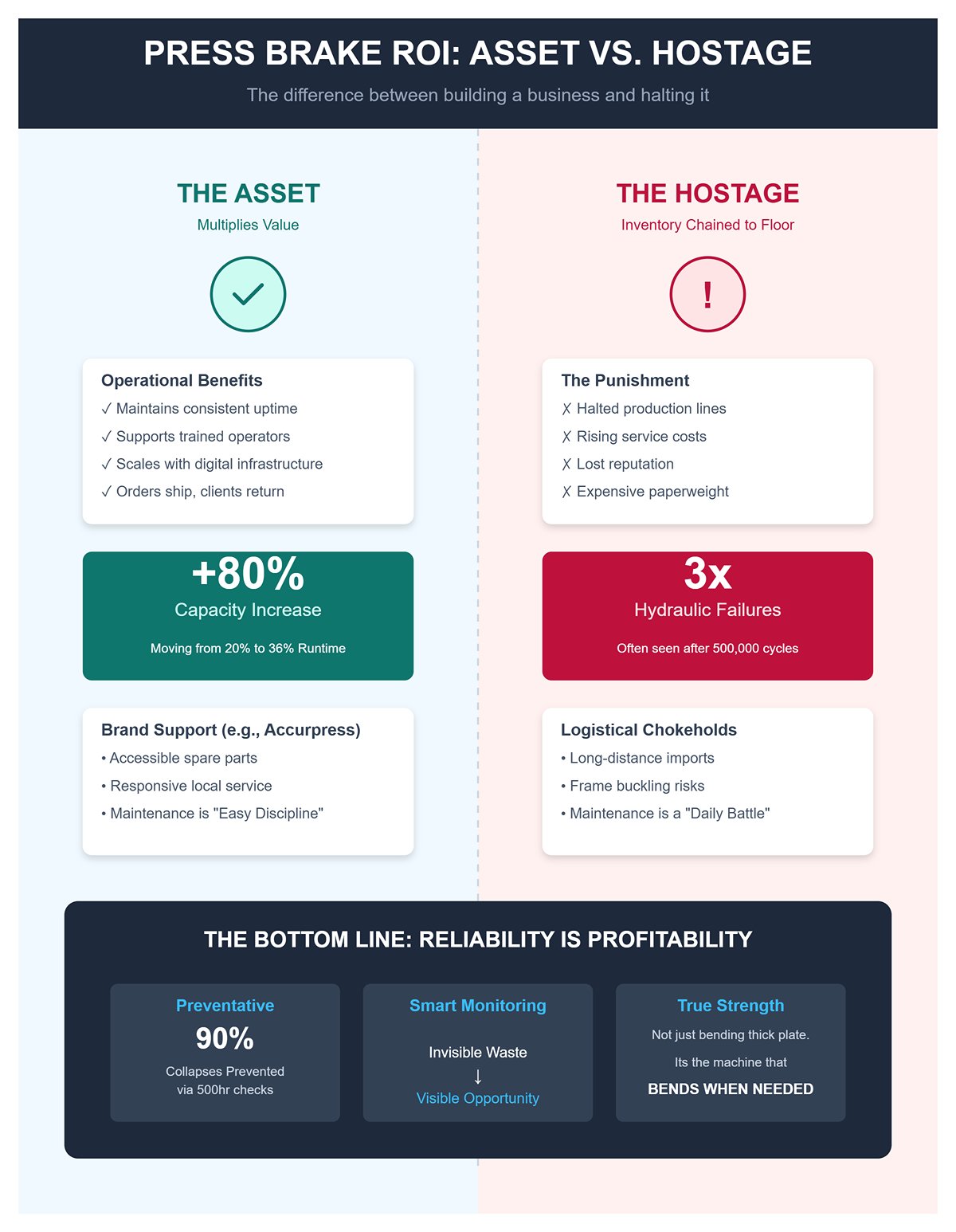
Verificações de rotina a cada 500 horas — limpeza, lubrificação, inspeção — evitam 90% destes colapsos. Mas o suporte da marca determina se esse calendário é uma disciplina fácil ou uma batalha diária. Modelos de gama média dos EUA como a Accurpress priorizam peças sobressalentes acessíveis e serviço rápido, evitando os estrangulamentos logísticos das importações de longa distância. Essa diferença não é prestígio; é continuidade. Significa que as encomendas são enviadas, os clientes voltam e a sua métrica de tempo de funcionamento alimenta a confiança nas futuras cotações.
Atualize a métrica e a matemática muda instantaneamente. Passe do tempo de funcionamento mediano de 20% para um do quartil superior de 36%, e desbloqueia 80% mais capacidade sem comprar outra tonelada de força. Adicione monitorização inteligente e as máquinas paradas revelam-se em tempo real, transformando desperdício invisível em oportunidade visível. Isso não é marketing — é alavancagem operacional.
No fim, a quinadeira mais forte não é a que dobra a chapa mais grossa — é a que dobra quando precisa. A marca importa porque a fiabilidade não é opcional; é a rentabilidade em movimento. Quando a sua máquina funciona como um relógio, as suas margens, a sua reputação e o seu crescimento avançam juntos. Quando não funciona, fica a olhar para o peso de papel mais caro que já possuiu.
No topo do mundo das quinadeiras CNC estão as máquinas que definem a fabricação de precisão. TRUMPF, AMADA e Bystronic não competem em tonelagem ou preço — competem em tempo de funcionamento, fluência de automação e inteligência dos seus ecossistemas de dobra.
TRUMPF, com sede na Alemanha, lidera com sistemas profundamente integrados com CNC e células de dobragem preparadas para IoT, concebidas para ambientes de produção contínua. As suas máquinas destacam-se em indústrias onde a consistência ao nível do micrómetro importa mais do que a velocidade — subestruturas automóveis, painéis aeroespaciais, invólucros médicos complexos. A proposta de valor da TRUMPF não é apenas a máquina, mas a eficiência previsível de um sistema monitorizado que quase nunca sai da tolerância.
AMADA traduz a precisão japonesa num pacote flexível e energeticamente eficiente. As suas prensas híbridas e elétricas não são apenas mais silenciosas e limpas, mas também reduzem drasticamente os custos de manutenção hidráulica. O software avançado de simulação de dobra, integrado ao nível da HMI, orienta os operadores para um fluxo de produção com a primeira peça correta — uma funcionalidade subtil mas crítica quando os custos de mão de obra dominam as margens das oficinas.
Bystronic acrescenta uma camada suíça de refinamento a este nível. A sua linha Xpert Pro, que combina dobragem assistida por IA com algoritmos de aprendizagem em tempo real, ilustra uma tendência clara: a prensa dobradeira como fonte de dados. As máquinas da Bystronic otimizam o consumo de energia e ajustam a compensação das ferramentas em segundo plano, transformando cada trabalho num marco registado. O apelo a longo prazo não é apenas dobrar peças, mas recolher inteligência de processo.
Os “Ferraris” exigem preços premium e fidelização ao concessionário, mas a contrapartida é um custo de ciclo de vida previsível. As redes de assistência são densas, os tempos de resposta curtos e o valor residual incomumente elevado. Para fabricantes que procuram uptime 98%+, este nível simplesmente remove a incerteza da equação.
Descendo um nível, as prioridades mudam da sofisticação da automação para a durabilidade e o controlo acessível. Os “Tanques” mantêm o metal a fluir em oficinas de fabrico que não podem justificar um investimento de um quarto de milhão de dólares, mas que ainda precisam de máquinas que não interrompam uma produção.
Cincinnati e Accurpress exemplificam esta classe: sistemas de estrutura pesada, construídos na América do Norte, concebidos para suportar abusos. Embora as transmissões servo-híbridas e os circuitos hidráulicos refinados sejam agora comuns, o que define esta categoria é a reparabilidade. Os componentes são padrão, facilmente disponíveis, e praticamente qualquer técnico de manutenção industrial consegue diagnosticá-los. Esta autossuficiência torna-se um ativo estratégico quando o tempo de inatividade da produção é mais perigoso do que uma pequena deriva dimensional.
LVD e Pacific também se situam neste espaço pragmático, oferecendo integração total com ambientes CAD/CAM, mas sem o custo adicional do ecossistema de automação das marcas de Nível 1. Estas máquinas não se auto-otimizam, mas oferecem um desempenho previsível ao longo de vidas úteis de 10 a 20 anos com calibração rotineira.
O meio-termo que estas marcas ocupam é cada vez mais valioso. À medida que os sistemas de atuação híbrida e controlo digital amadurecem, oferecem muitas das eficiências do Nível 1 — poupança de energia, melhor repetibilidade de ângulo — sem as dores de cabeça proprietárias. Para fabricantes pequenos e médios, atingem o equilíbrio entre sofisticação e reparabilidade no terreno.
No extremo do panorama situam-se as importações: apelativas no papel, inconsistentes na realidade. Durma e Haco lideram este grupo, frequentemente acompanhadas por um elenco rotativo de marcas próprias e modelos de origem chinesa anunciados sob rótulos de distribuidores. As suas especificações — número de eixos, curso da régua traseira, HMIs com ecrã tátil — parecem competitivas. A divergência surge meses depois, na deriva de calibração, fragilidade do software e fraco apoio pós-venda.
Durma, a mais forte do escalão, fez progressos com sistemas híbridos modernos, mas a profundidade de serviço fora dos seus mercados domésticos continua limitada. Quando uma bomba falha ou um controlador bloqueia, o tempo de inatividade estende-se de horas a dias. As rebranding e importações de marca branca podem ser ainda mais arriscadas; a aplicação da garantia depende de um distribuidor que pode desaparecer antes da segunda chamada de assistência.
Dito isto, estas máquinas ocupam um nicho. Para fabrico de baixo volume ou operações secundárias, uma importação com desconto pode libertar capital para outro equipamento. A chave é encará-las como consumíveis, não como infraestrutura. Uma vez que a logística de peças sobressalentes seja vista como parte do custo de compra, a economia torna-se clara — uma prensa dobradeira de $80.000 que fica parada durante uma semana pode custar tanto quanto uma alternativa de $160.000 que nunca para.
| Escalão | Nome | Descrição | Marcas Representativas | Principais Pontos Fortes | Principais Compromissos |
|---|---|---|---|---|---|
| Escalão 1 | Os “Ferraris” | Define a fabricação de precisão; foca-se no tempo de atividade, fluência de automação e ecossistemas inteligentes de dobragem. | TRUMPF, AMADA, Bystronic | – Precisão e tempo de atividade ultra elevados – Integração profunda com sistemas de automação e IoT – Eficiência previsível e custo de ciclo de vida – Redes de serviço fortes e elevado valor residual | – Preços premium – Bloqueio pelo concessionário – Investimento inicial mais elevado |
| Escalão 2 | Os “Tanques” | Prioriza durabilidade, reparabilidade e controlo acessível; adequado para oficinas que necessitam de fiabilidade sem automação extrema. | Cincinnati, Accurpress, Pacific, LVD | – Construções norte-americanas robustas e de estrutura pesada – Reparação fácil e componentes padrão – Boa integração CAD/CAM – Longa vida útil e capacidade de reparação no local | – Menos automação e inteligência de dados – Pequeno desvio dimensional em comparação com o Nível 1 – Menos funcionalidades proprietárias de otimização |
| Nível 3 | A “Aposta na Importação” | Importações económicas; especificações competitivas mas fiabilidade e suporte inconsistentes. | Durma, Haco, máquinas genéricas/rebatizadas | – Custo inicial mais baixo – Adequadas para operações de baixo volume ou secundárias – Disponibilidade crescente de sistemas híbridos | – Qualidade e calibração inconsistentes – Suporte limitado de serviço e peças – Maior tempo de inatividade – Risco de instabilidade do distribuidor |
Entre estes níveis, a linha divisória não é a metalurgia ou a potência — é a continuidade. Máquinas de Nível 1 compram previsibilidade. Máquinas de Nível 2 compram resiliência. Máquinas de Nível 3 compram imediatismo com o risco de interrupção. O verdadeiro cálculo para qualquer oficina de fabrico não é qual máquina dobra mais rápido, mas qual continua a dobrar quando o contabilista está a olhar para o relógio.
As quinadoras CNC raramente avariam em horas convenientes. O verdadeiro teste do valor de um fabricante é o que acontece quando o seu veio emperra às 3 da manhã e o seu principal cliente espera as peças ao nascer do sol. O “Teste das 3 da manhã” separa as marcas que garantem tempo de atividade das que apenas vendem potência. A fiabilidade não é apenas um dado técnico — é a profundidade e o alcance da rede de assistência por trás da marca.
A Accurpress, por exemplo, apoia os seus modelos comandados pela Cybelec com mais de cinquenta técnicos nos EUA, muitos dos quais podem demonstrar reparações na geometria da sua peça em poucos dias. Essa proximidade transforma o tempo de paragem em manutenção previsível. Em contraste, unidades importadas associadas a centros de apoio menores ou centralizados — como sistemas Delem da série DA sem parceiros nacionais — podem transformar uma simples avaria num codificador numa paragem de uma semana se a sua oficina estiver fora de Chicago ou Los Angeles. Um fabricante do Midwest relatou um aumento de 40% no tempo de inatividade porque nenhum técnico local podia reparar o seu Delem DA-53T sem credenciais de fábrica.
O alcance da assistência define o verdadeiro ROI.
Uma prensa de $120k com inventário regional de servoconversores pode recuperar o investimento em 14 meses com configurações 30% mais rápidas — mas se alargar o raio de suporte para além de 200 milhas, as perdas anuais podem ultrapassar $50k em tempo ocioso. Esta é a matemática silenciosa que demasiados compradores ignoram. Uma rede abrangente também assegura continuidade operacional. Quando um técnico consegue chegar antes de uma equipa frustrada improvisar, preserva tanto o planeamento como a confiança da equipa na máquina.
As oficinas que passam no “Teste das 3 da manhã” sustentam o apoio com a mesma agressividade com que especificam a tonelagem. Avalie garantias de resposta, níveis de stock de peças sobresselentes e ciclos de certificação técnica antes de assinar qualquer contrato. Não é paranoia — é planeamento para o 2% do tempo que define os outros 98%.
Cada dobra começa com um toque — ou um botão. O controlador define mais do que conveniência; dita curvas de aprendizagem, taxas de retenção e percentagens de desperdício. Em muitas oficinas, a escolha do controlador tem tanto peso financeiro como a própria estrutura.
As interfaces CybTouch são elogiadas pela conveniência em trabalhos únicos, mas a falta de sincronização em tandem custou a pequenos fabricantes milhares em alumínio desperdiçado quando o desvio do ângulo excede meio grau. Por outro lado, os modelos Delem DA oferecem sequenciação 3D robusta, mas podem ser excessivos em ambientes de séries curtas. Um utilizador da Accurpress que atualizou de um ESA 640 para um DA-66T perdeu $8.000 em requalificação e tempo parado porque a sua equipa nunca utilizou as ferramentas 3D avançadas destinadas a painéis aeroespaciais multi-eixo, e não a molduras de portas.
A simplicidade supera as funcionalidades quando há rotatividade de operadores. Inquéritos mostram que 62% das oficinas que utilizam controladores NC antigos perdem os seus melhores operadores num ano, muitas vezes para empresas que oferecem sistemas tácteis intuitivos que minimizam dobras de teste. Contudo, a sofisticação só compensa quando é utilizável. Os botões tácteis do Delem DA‑66W destacam-se em pisos oleosos, enquanto as oficinas em ambientes limpos aproveitam a precisão do toque para reduzir tempos de configuração de minutos para segundos.
Os melhores fabricantes sabem que a “inteligência” vai além do software. Sistemas híbridos como o ESA S640, com PLCs reprogramáveis, permitem que utilizadores avançados corrijam falhas lógicas internamente — poupando semanas de inatividade. Essa flexibilidade define a nova elite no mercado de quinadoras: máquinas que combinam potência mecânica com uma interface que forma o próximo operador mais depressa do que o anterior pode desistir.
A maioria dos compradores assume que uma quinadora maior garante maior produção, mas na produção em grande volume, a precisão do controlo e o tempo de configuração — e não a tonelagem bruta — definem a verdadeira produtividade. Oficinas que produzem milhares de peças idênticas por dia, sejam canais de portas ou perfis arquitetónicos, obtêm o máximo benefício das quinadoras CNC na faixa de 40–200 toneladas com bancadas de 3 metros. Estas máquinas atingem o equilíbrio entre a variedade de materiais e a precisão repetitiva, permitindo que os operadores de linha mantenham ±0,005 polegadas tolerâncias em produções longas. Essa repetibilidade não é teórica: testes do NIST mostram que o desperdício de produção cai quase um terço quando o coroamento adaptativo e o sistema de feedback em circuito fechado estão bem ajustados.
O verdadeiro diferencial é a velocidade de configuração. Em lotes de 1.000 peças, um sistema automático de tope traseiro pode reduzir a preparação de quatro horas para trinta minutos e cortar o trabalho total em mais de metade. No entanto, os fabricantes frequentemente incentivam os compradores a optar por células de automação total com carregadores robóticos e trocadores de ferramentas. Esses sistemas só fazem sentido quando as rotinas de dobragem raramente mudam; caso contrário, multiplicam o custo de capital por 50% sem garantir um retorno consistente. Marcas como TRUMPF e Amada comercializam estes acessórios como “prontas para o futuro”, mas para produções de SKU único, os topos traseiros programáveis e os controlos hidráulicos de precisão proporcionam praticamente os mesmos ganhos a uma fração do preço.
As aplicações de cama longa — comprimentos de 10 pés em estruturas de 175 toneladas — revelam um ponto de tensão mais subtil: a deflexão da viga. Os designs de estilo de ligação, como os usados pela Accurpress, mantêm o movimento linear em painéis largos e eliminam o efeito de curvatura tipo “banana” que pode estragar 10–15% da produção. O segmento de alto volume prospera quando a capacidade acompanha o controlo, não quando o ultrapassa.
Enquanto a fábrica de produção valoriza a repetição, o fabricante personalizado depende da adaptabilidade. Os trabalhos típicos misturam aço macio, aço inoxidável e ocasionalmente alumínio, com peças que mudam a cada hora — uma razão para que as prensas hidráulicas CNC de gama média dominem este segmento. Máquinas da Accurpress ou Wysong, com classificação para dobrar até aço macio de 1 polegada, oferecem margem suficiente para lidar com diferentes espessuras sem o excesso de precisão dos modelos servoelétricos topo de gama que passam 80% do tempo parados.
A via rápida para a rentabilidade aqui não é maior tonelagem, mas sim um manuseamento mais inteligente. Topos traseiros multi‑eixos capazes de realizar geometrias complexas de abas eliminam a necessidade de reposicionamento manual entre as dobras, reduzindo para metade o tempo de ciclo em protótipos complexos. Quando a margem de um trabalho depende de uma entrega rápida — pense em urgências de HVAC ou painéis arquitetónicos — cortar até vinte minutos na preparação determina se o trabalho é lucrativo. O design do controlador importa tanto quanto isso: interfaces intuitivas da Delem ou Cybelec reduzem o tempo de programação de horas para minutos e diminuem a dependência do operador, o que reduz diretamente o tempo de formação e as lacunas nos turnos.
Um fator frequentemente ignorado é a consistência de movimento em material irregular. Oficinas que lidam com peças afuniladas ou de múltiplas espessuras beneficiam de sistemas de acionamento por ligação que mantêm um deslocamento paralelo do martelo, algo que os modelos servoelétricos têm dificuldade em reproduzir quando a rigidez da chapa varia. A segurança completa a equação. Controles de duas mãos e sistemas fiáveis de cortina de luz não apenas cumprem os requisitos da OSHA, mas protegem tanto a mão‑de‑obra especializada como a integridade do cronograma — o custo oculto do tempo de paragem devido a lesões excede rotineiramente $1.000 por hora de produção perdida. Para a oficina, agilidade é precisão em movimento, não perfeição no papel.
Quando o fluxo de caixa está apertado ou os prazos se estendem para além do razoável, o mercado de prensas CNC usadas torna‑se a arena de arbitragem da indústria. Modelos bem conservados com dez anos — particularmente unidades Accurpress ou Cincinnati entre 150 e 200 toneladas— podem oferecer 85% do desempenho de uma máquina nova por 40–60% do custo, contornando os atrasos de importação de seis meses que afetam muitas linhas de Nível‑3. Os números justificam o risco: dados independentes de manutenção mostram que equipamentos hidráulicos fabricados nos EUA e mantidos regularmente têm perdas anuais de tempo de inatividade de cerca de $10.000, contra $50.000 para máquinas de marca genérica com apoio inconsistente de peças.
A devida diligência transforma uma máquina usada de um risco para uma vantagem. Solicite diagnósticos do sistema de controlo, registos de precisão de dobragem (procure ±0,01 polegadas de repetibilidade após a remodelação) e um teste recente de deflexão da estrutura — qualquer valor acima de 0,02 polegadas sob carga nominal indica fadiga que acabará por provocar deriva de precisão. Ciclos verificados abaixo de 20.000 e traços limpos da pressão hidráulica geralmente significam décadas de vida útil restante, especialmente quando combinados com um contrato de assistência local. Compradores que poupam nesta fase arriscam entrar na “loteria” das peças sobressalentes; válvulas hidráulicas e placas servo importadas podem demorar meses a ser obtidas, fazendo evaporar as poupanças em contratos perdidos.
Unidades usadas de Nível‑2 também proporcionam algo que muitos ignoraram durante a crise da cadeia de abastecimento: proximidade de apoio. Uma máquina reconstruída localmente pode ser assistida na mesma semana, em comparação com esperas de vários meses para garantias offshore. Para oficinas no limiar da expansão, essa capacidade de resposta supera qualquer especificação impressionante. O mercado de usados não é uma concessão — é uma alavanca estratégica para construtores que entendem que o tempo de funcionamento e a inteligência de controlo são o que paga as faturas, não o estado da pintura nova.
Quando finalmente se sentar frente a frente com o representante de um fabricante de prensas dobradeiras CNC, as emoções podem turvar o julgamento. O brilho da máquina e o discurso sobre tolerâncias mais apertadas e “controlo sem precedentes” parecem bons — mas é o contrato à sua frente que determina se o negócio aumenta a capacidade ou drena capital. Cinco cláusulas são inegociáveis.
1. Garantia de desempenho na repetibilidade e precisão de posicionamento. A ficha técnica promete ±0,0004″, mas insista numa confirmação por escrito de que a máquina alcança esse desempenho sob cargas de produção sustentadas. Qualquer valor inferior torna-se um jogo dispendioso de adivinhação ao sexto mês.
2. Comissionamento no local por técnicos da fábrica. Erros de instalação representam mais tempo de inatividade do que falhas da máquina. Exija alinhamento e calibração verificados pelo fabricante antes da entrega; não aceite apenas “configuração pelo distribuidor”.
3. Definição de horas de formação com resultados mensuráveis. Não basta que um operador “se familiarize”. A sua equipa deve atingir um objetivo — configuração em menos de 10 minutos, verificação completa do programa de dobragem e procedimentos seguros de troca de ferramentas. Inclua essas métricas no contrato.
4. Garantia sobre atualizações do software de controlo. O controlador CNC é o cérebro; se as atualizações estiverem bloqueadas atrás de novas taxas de licença, a sua máquina “de ponta” torna-se obsoleta em dois anos. Garanta pelo menos três anos de atualizações.
5. Tempos de resposta pós-venda documentados. Cada paragem não programada custa margem. Uma cláusula que especifique o tempo de assistência — retorno de chamada em 24 horas, intervenção no local em 72 horas — transforma promessas vagas em responsabilidade concreta.
Se isso não estiver por escrito, não está a comprar uma máquina — está a comprar esperança.
Os concessionários adoram triângulos perfeitos de aço inox escovado a passar pelos travões de demonstração — é coreografia. Mas nada disso prova o desempenho nas suas peças de aço empenadas ou nos painéis de alumínio de 3 metros. Os profissionais trazem a sua própria peça de trabalho.
Traga duas ou três peças que representem os seus trabalhos mais difíceis — espessura irregular, abas profundas, direção de grão inconsistente. Peça-lhes que programem, preparem e dobrem essas peças reais enquanto observa o tempo de ciclo, a troca de ferramentas e a correção de retorno elástico. Verá precisão em contexto, não em isolamento.
Depois, peça todos os dados de configuração: tonelagem usada, movimentos do batente traseiro e perfis de compensação de material. Se o representante hesitar, é esse o momento da verdade. Um fabricante sério irá aceitar o desafio com gosto, porque sabe que a transparência fecha negócios mais depressa do que demonstrações com luzes.
Um teste rápido: se o técnico da demonstração não pegar num paquímetro antes de lhe entregar a peça, vá-se embora.
As compras de prensas dobradeiras CNC falham quando as oficinas calculam o retorno baseando-se no volume de trabalho atual em vez do próximo meio decénio. O ROI não é uma percentagem abstrata — é uma métrica de sobrevivência. Aplique-a com rigor:
ROI = (Ganhos Financeiros Totais – Investimento Total) / Investimento Total × 100%.
O investimento total não é apenas o preço de etiqueta da máquina. Uma distribuição realista é a seguinte: 60% equipamento, 20% ferramentas, 7% instalação, 4% formação, 9% reserva operacional. Ignore essa última linha e será “lucrativo” nas folhas de cálculo, mas sem liquidez na produção.
A referência crucial: um período de retorno inferior a três anos. Divida o investimento total pelo benefício líquido anual. Se uma instalação de $250.000 render $100.000 líquidos por ano, o ponto positivo é atingido após 2,5 anos — e cada ciclo daí em diante multiplica o lucro.
A maioria das oficinas subestima o benefício líquido anual porque só contabiliza a poupança de mão de obra. Os verdadeiros motores são a redução de retrabalho, maior utilização e a capacidade de orçamentar peças de alta margem que os concorrentes não conseguem formar com precisão. Este último — elegibilidade para novos contratos — multiplica os lucros mais rapidamente do que qualquer aumento de velocidade.
Os retornos não financeiros fortalecem o argumento a favor de máquinas de gama média. Modelos intermédios de fabricantes como a Accurpress ou a Durma alcançam cerca de 85% do desempenho premium a 30% do custo de capital. Reduzem o desperdício, padronizam a qualidade, encurtam os prazos e reforçam a perceção de fiabilidade junto dos clientes — tudo isto mantendo liquidez no balanço. Comprar equipamento em excesso raramente supera investir a diferença em operadores qualificados ou em melhorias de fluxo lean.
Três horizontes enquadram a compra inteligente: curto (retorno em 3 anos), médio (expansão de lucro em 5 anos) e ao longo da vida útil (valor residual e reputação da marca). Os concessionários falam do seu problema atual; os profissionais projetam os próximos cinco anos de acumulação de margens.
O momento em que colocas a caneta no papel não tem a ver com potência ou tonelagem — tem a ver com controlo: sobre o tempo de atividade, sobre o fluxo de caixa, sobre os próximos cinco anos de lucro por dobra. Entra nesse concessionário com as tuas próprias peças, os teus próprios cálculos e essas cinco cláusulas prontas. Porque a verdadeira jogada de poder não é negociar o preço — é provar que sabes exatamente quanto a máquina tem de render antes mesmo de chegar ao teu chão de fábrica.


















