

The moment the press brake stops mid-shift, the sound of silence is louder than any crash of metal. Operators glance at the stalled beam, the control screen flashes a cryptic error code, and production grinds to zero. It’s not just downtime—it’s a deadline slipping, a client doubting, a brand eroding. For all its tonnage and specs, a press brake without reliability becomes a six-figure paperweight. That’s the real test of a manufacturer’s worth: not what they print on a brochure, but what happens in that hour of silence.
Every shop knows the math—but few calculate the hidden interest on downtime. Median runtime for press brakes hovers around 12.9%, while top performers reach 34.3%. That means most machines sit idle almost 87% of the time. Multiply that by operator wages, order penalties, and overtime rates, and a weekend of lost production can swallow the modest “savings” of choosing a cheaper machine.
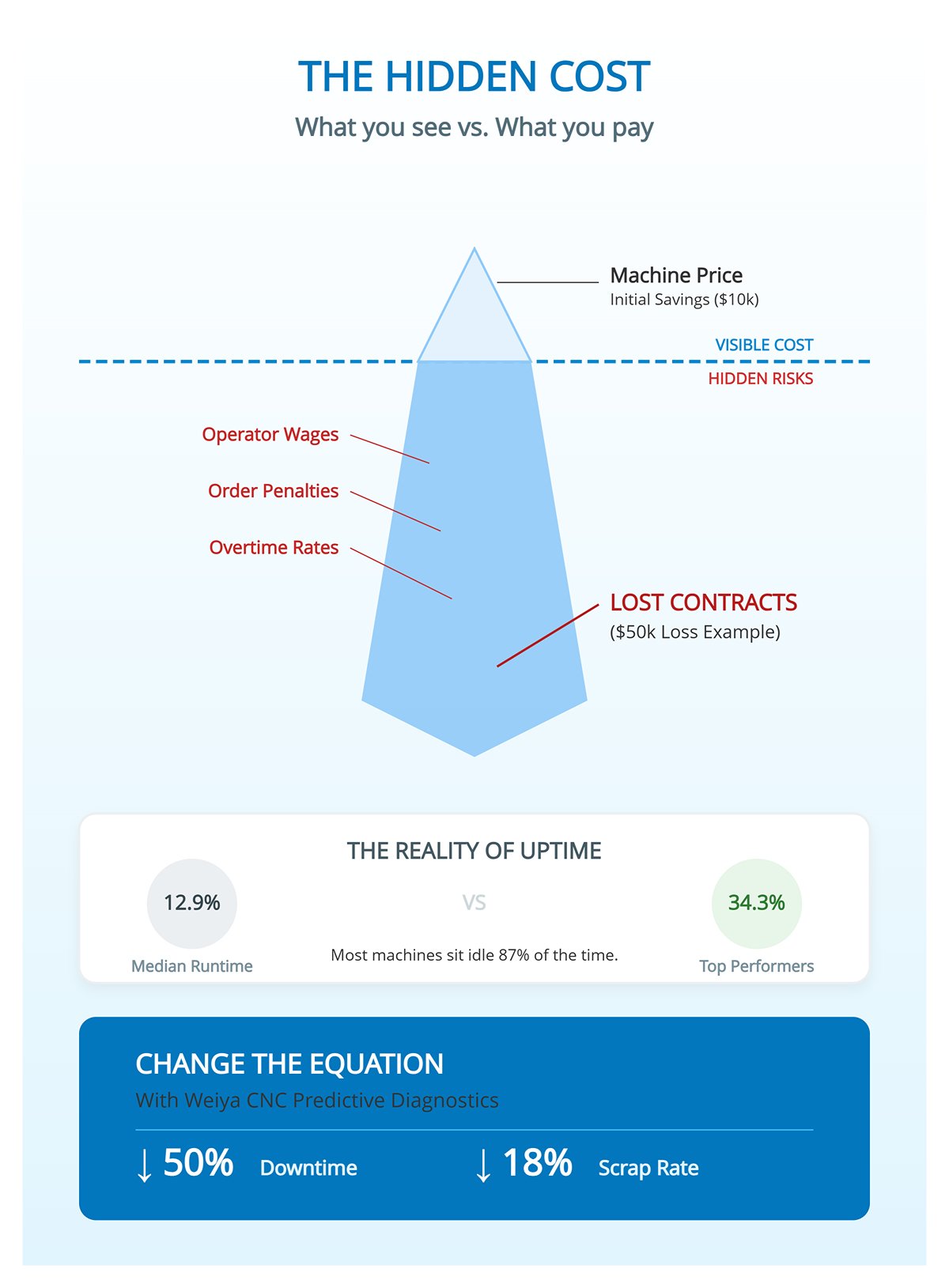
A Midwest fabrication plant learned this lesson the hard way. Saving $10,000 on an import model meant waiting three months for replacement servos after a hydraulic seal blew. That delay cost them a $50,000 automotive contract. By contrast, a competitor using a premium U.S. brand with local support replaced a valve in 48 hours and kept every delivery on schedule. The lesson is cruelly simple: downtime compounds faster than interest, and in fabrication, liquidity is measured in working hours.
Predictive diagnostics and smart controllers have changed the equation. When a Weiya CNC client upgraded their fleet, predictive maintenance alerts and easier calibration slashed downtime by half and scrap by 18%. The new machine paid for itself—not by bending more tons, but by bending without interruption.
Raw capacity impresses on paper, but control precision drives profit. A 200-ton press brake is useless if its interface locks operators in a maze of codes, menus, and inconsistent angle feedback. Shops don’t lose hours because of weak hydraulics; they lose them teaching operators to outsmart obtuse controllers. In an industry already facing skilled labor shortages, complexity is failure disguised as capability.
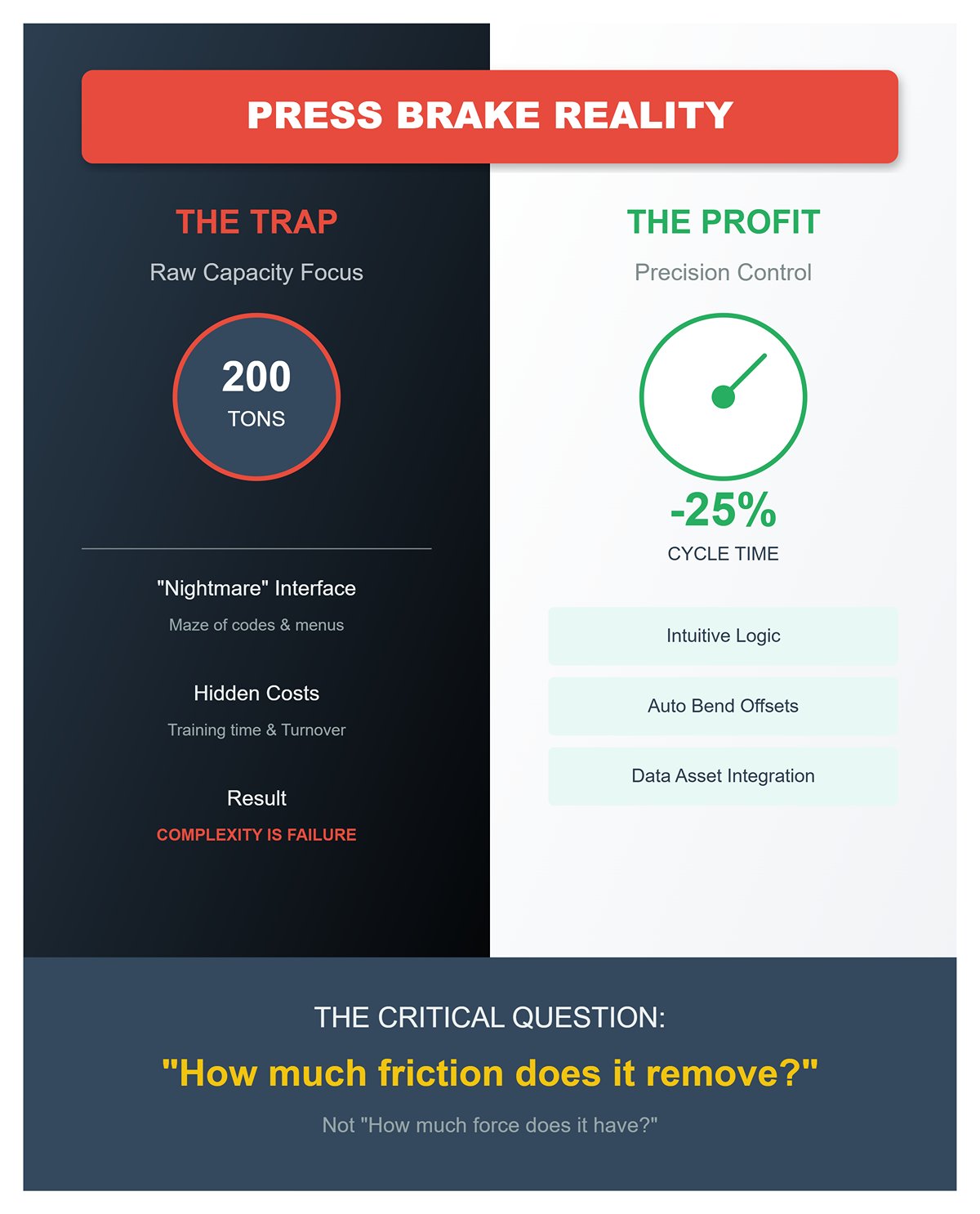
High-performing manufacturers now treat usability as a performance metric. Intuitive controllers reduce setup time, capture bend offsets automatically, and store tooling data to replicate jobs instantly. One automotive-tier supplier cut cycle times by 25% not by adding tonnage, but by integrating metric tracking directly into the controller logic. Every parameter, from punch alignment to back-gauge movement, became a data asset instead of a guess.
So when evaluating press brake brands, the real question isn’t “How much force does it have?” but “How much friction does it remove?” Because a machine that frustrates operators doesn’t make money—it makes turnover.
A quality press brake quietly multiplies value across the organization. It maintains uptime, supports trained operators, and scales with digital infrastructure. A poor one punishes you three ways: in halted production, rising service costs, and lost reputation. Overloaded cheap frames may buckle years earlier, tripling hydraulic failures like one auto parts factory saw after hitting 500,000 cycles. Once that happens, the machine isn’t an asset—it’s inventory chained to the floor.
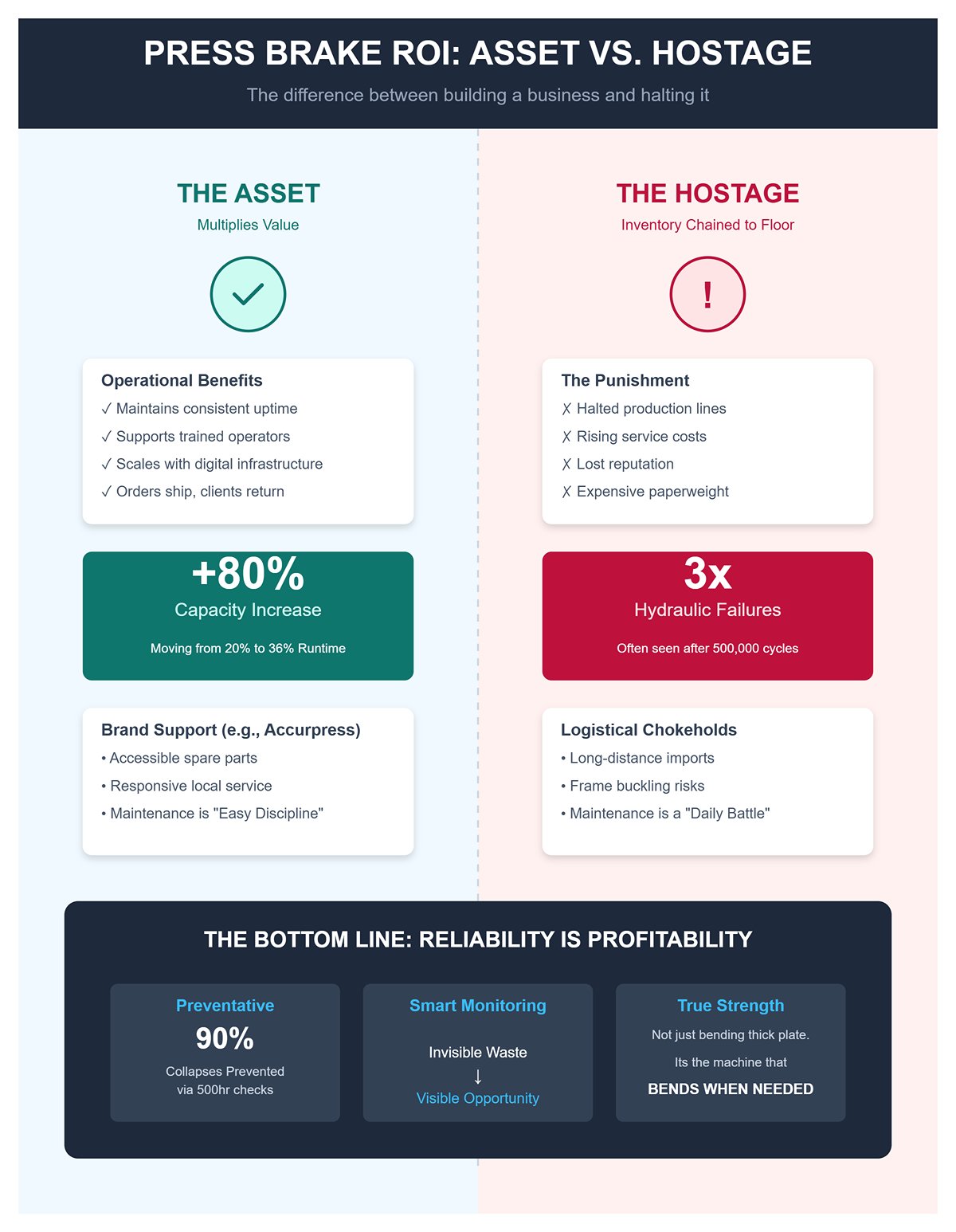
Routine checks every 500 hours—cleaning, lubrication, inspection—prevent 90% of these collapses. But brand support determines whether that schedule is easy discipline or daily battle. Mid-tier U.S. models like Accurpress prioritize accessible spare parts and responsive service, bypassing the logistical chokeholds of long-distance imports. That difference isn’t prestige; it’s continuity. It means orders ship, clients return, and your uptime metric drives future quoting confidence.
Upgrade the metric, and the math flips instantly. Move from the median 20% runtime to a top-quartile 36%, and you unlock 80% more capacity without buying another ton of force. Add smart monitoring, and idle machines reveal themselves in real time, turning invisible waste into visible opportunity. That’s not marketing—it’s operational leverage.
In the end, the strongest press brake isn’t the one that bends the thickest plate—it’s the one that bends when you need it to. Brand matters because reliability isn’t optional; it’s profitability in motion. When your machine runs like clockwork, your margins, your reputation, and your growth all press forward together. When it doesn’t, you’re left staring at the most expensive paperweight you’ve ever owned.
At the top of the CNC press brake world sit the machines that define precision manufacturing. TRUMPF, AMADA, and Bystronic don’t compete on tonnage or price—they compete on uptime, automation fluency, and the intelligence of their bending ecosystems.
TRUMPF, headquartered in Germany, leads with deeply integrated CNC-enabled systems and IoT-ready bending cells built for continuous-production environments. Their machines excel in industries where micron-level consistency matters more than speed—automotive subframes, aerospace panels, intricate medical enclosures. TRUMPF’s value proposition isn’t the machine alone but the predictable efficiency of a monitored system that almost never drifts out of tolerance.
AMADA translates Japanese precision into a flexible, energy-efficient package. Their hybrid and electric presses are not only quieter and cleaner but also dramatically reduce hydraulic maintenance overhead. Advanced bend-simulation software, integrated at the HMI level, pushes operators toward first-part-right throughput—a subtle but critical feature when labor costs dominate job-shop margins.
Bystronic adds a Swiss layer of polish to this tier. Their Xpert Pro line, blending AI-assisted bending with real-time learning algorithms, illustrates a clear trend: the press brake as a data source. Bystronic’s machines optimize energy usage and adjust tooling compensation in the background, turning every job into a recorded benchmark. The long-term appeal is not just bending parts but gathering process intelligence.
The “Ferraris” demand premium pricing and dealer lock-in, but the trade-off is predictable lifecycle cost. Service networks are dense, response times short, and residual value unusually high. For manufacturers chasing 98%+ uptime, this tier simply removes uncertainty from the equation.
Move down one tier and the priorities shift from automation finesse to durability and accessible control. The “Tanks” keep metal moving in fabrication shops that can’t justify a quarter-million-dollar investment but still need machinery that won’t stall a production run.
Cincinnati and Accurpress exemplify this class: heavy-frame, North American-built systems designed to take abuse. While servo-hybrid drives and refined hydraulic circuits are now common, what defines this category is repairability. Components are standard, readily available, and nearly every industrial service technician can troubleshoot them. This self-sufficiency becomes a strategic asset when production downtime is more dangerous than minor dimensional drift.
LVD and Pacific also live in this pragmatic space, offering full integration with CAD/CAM environments but without the automation ecosystem tax of Tier 1 brands. These machines don’t self-optimize, yet they provide predictable performance over 10- to 20-year service lives with routine calibration.
The middle ground these brands occupy is increasingly valuable. As hybrid actuation and digital control systems mature, they offer many Tier 1 efficiencies—energy savings, better angle repeatability—without the proprietary headaches. For small and medium manufacturers, they strike the balance between sophistication and field repairability.
At the far end of the landscape sit the imports: compelling on paper, inconsistent in reality. Durma and Haco headline this group, often joined by a rotating cast of house brands and Chinese-sourced models advertised under distributor labels. Their specifications—axis count, backgauge travel, touchscreen HMIs—look competitive. The divergence appears months later in calibration drift, software fragility, and weak after-sale support.
Durma, the strongest of the tier, has made inroads with modern hybrid systems, but service depth outside their home markets remains slim. When a pump fails or a controller locks, downtime stretches from hours to days. Rebrands and white-label imports can be even riskier; warranty enforcement depends on a distributor that might vanish before the second service call.
That said, these machines fill a niche. For low-volume fabrication or secondary operations, a discounted import can free capital for other equipment. The key is to approach them as consumables, not infrastructure. Once spare-part logistics are viewed as part of the purchase cost, the economics clarify—an $80,000 press brake that idles for a week can cost as much as a $160,000 alternative that never stops.
| Tier | Name | Description | Representative Brands | Key Strengths | Key Trade-offs |
|---|---|---|---|---|---|
| Tier 1 | The “Ferraris” | Defines precision manufacturing; focuses on uptime, automation fluency, and intelligent bending ecosystems. | TRUMPF, AMADA, Bystronic | – Ultra-high precision and uptime – Deep integration with automation and IoT systems – Predictable efficiency and lifecycle cost – Strong service networks and high residual value | – Premium pricing – Dealer lock -in – Higher initial investment |
| Tier 2 | The “Tanks” | Prioritizes durability, repairability, and accessible control; suitable for shops needing reliability without extreme automation. | Cincinnati, Accurpress, Pacific, LVD | – Robust, heavy-frame North American builds – Easy repair and standard components – Good CAD/CAM integration – Long service life and field repairability | – Less automation and data intelligence – Minor dimensional drift vs Tier 1 – Fewer proprietary optimization features |
| Tier 3 | The “Import Gamble” | Budget-friendly imports; competitive specs but inconsistent reliability and support. | Durma, Haco, Generic/Rebranded machines | – Lower upfront cost – Suitable for low-volume or secondary operations – Increasing availability of hybrid systems | – Inconsistent quality and calibration – Limited service and parts support – Longer downtime – Risk of distributor instability |
Across these tiers, the dividing line isn’t metallurgy or horsepower—it’s continuity. Tier 1 machines buy predictability. Tier 2 machines buy resilience. Tier 3 machines buy immediacy at the risk of interruption. The real calculus for any fabrication shop isn’t which machine bends faster, but which one keeps bending when the accountant is watching the clock.
CNC press brakes rarely fail at convenient hours. The true test of a manufacturer’s value is what happens when your ram stalls at 3 AM and your top client expects parts at sunrise. The “3 AM Test” separates brands that deliver uptime from those that only sell horsepower. Reliability isn’t just a spec sheet metric—it’s the depth and reach of the service network behind the badge.
Accurpress, for example, backs its Cybelec-driven models with more than fifty technicians across the U.S., many of whom can demonstrate repairs on your part geometry within days. That proximity flips downtime into predictable maintenance. In contrast, imported units paired with smaller or centralized support hubs—like Delem DA-series systems without domestic partners—can turn a simple encoder fault into a week-long outage if your shop sits outside Chicago or Los Angeles. One Midwest fabricator reported a 40% spike in downtime because no local tech could service their Delem DA-53T without factory credentials.
Service reach defines real ROI.
A $120k press with a regional servo inventory can recoup investment in 14 months at 30% faster setups—but stretch that support radius beyond 200 miles, and annual losses can exceed $50k in idle time. This is the silent math too many buyers miss. A broad network also ensures operator continuity. When a technician can arrive before a frustrated team improvises, you preserve both your schedule and your staff’s confidence in the machine.
Shops that pass the “3 AM Test” benchmark support as aggressively as they spec tonnage. Evaluate response guarantees, spare parts stock levels, and tech certification cycles before signing anything. It’s not paranoia—it’s planning for the 2% of time that defines the other 98%.
Every bend begins with a touch—or a button. The controller defines more than convenience; it dictates learning curves, retention rates, and scrap percentages. In many shops, the controller choice holds as much financial weight as the frame itself.
CybTouch interfaces earn praise for one-off convenience, but their lack of tandem synchronization has cost small fabricators thousands in scrapped aluminum when angle drift exceeds half a degree. Conversely, Delem DA models offer robust 3D sequencing but can become overkill in short-run environments. One Accurpress user who upgraded from an ESA 640 to a DA-66T lost $8,000 in retraining and idle time because their team never utilized the advanced 3D tools meant for multi-axis aerospace panels, not door frames.
Ease beats features when operators churn. Surveys show 62% of shops running legacy NC controllers lose their best operators within a year, often to facilities offering intuitive touch systems that minimize trial bends. Yet, sophistication only pays when it’s usable. The Delem DA-66W’s tactile buttons thrive in greasy-floor realities, while cleanroom shops exploit touch precision to cut setup times from minutes to seconds.
The best manufacturers know that “brains” extend past software. Hybrid systems like the ESA S640, with reprogrammable PLCs, let advanced users patch logic faults in-house—saving weeks of downtime. That flexibility defines the new elite in the press brake market: machines that combine mechanical power with an interface that trains the next operator faster than the last one can quit.
Most buyers assume a bigger press brake guarantees higher throughput, but in high-volume production, control precision and setup time—not brute tonnage—define real output. Shops turning out thousands of identical parts daily, whether door channels or architectural profiles, gain the most from CNC press brakes in the 40–200 ton range with 3‑meter beds. These machines strike the balance between material range and repeat accuracy, letting line operators maintain ±0.005‑inch tolerances across long runs. That repeatability isn’t theoretical: NIST trials show production waste drops nearly a third once adaptive crowning and closed‑loop feedback are dialed in.
The true differentiator is configuration speed. On 1,000‑piece batches, an automated backgauge system can trim setup from four hours to thirty minutes and cut total labor by more than half. Yet manufacturers often nudge buyers toward full automation cells with robotic loaders and tool changers. Those systems make sense only when bend routines rarely change; otherwise, they multiply capital cost by 50% without delivering consistent ROI. Brands like TRUMPF and Amada market these add‑ons as “future‑ready,” but for single‑SKU production, programmable backgauges and precision hydraulic controls yield nearly the same gains at a fraction of the price.
Long‑bed applications—10‑foot lengths on 175‑ton frames—reveal a subtler stress point: beam deflection. Linkage‑style designs, such as those used by Accurpress, maintain linear motion across wide panels and eliminate the banana‑bend effect that can trash 10–15% of output. The high‑volume tier thrives when capacity meets control, not when it outpaces it.
Where the production plant prizes repetition, the custom fabricator lives on adaptability. Typical jobs mix mild steel, stainless, and occasionally aluminum, with parts that change by the hour—a reason mid‑tier hydraulic CNC presses dominate this segment. Machines from Accurpress or Wysong, rated for bending up to 1‑inch mild steel, provide the headroom to handle diverse gauges without the precision overkill of high‑end servo‑electric models that spend 80% of their time idle.
The shortcut to profitability here is not higher tonnage but smarter handling. Multi‑axis backgauges capable of complex flange geometries remove the need for manual repositioning between bends, halving cycle time on intricate prototypes. When a job’s margin lives in quick turnaround—think rush HVAC or architectural panels—cutting even twenty minutes of setup determines whether the work is profitable. Controller design matters just as much: intuitive interfaces from Delem or Cybelec shrink programming from hours to minutes and reduce operator dependency, which directly lowers training downtime and shift gaps.
One oft‑missed factor is motion consistency on irregular stock. Shops that handle tapered or multi‑thickness parts benefit from linkage drive systems that maintain parallel ram travel, something servo‑electric models struggle to replicate when sheet stiffness varies. Safety completes the equation. Two‑hand controls and reliable light‑curtain systems not only meet OSHA requirements but protect both skilled labor and scheduling integrity—the hidden cost of downtime from injuries routinely exceeds $1,000 per lost production hour. For the job shop, agility is precision in motion, not perfection on paper.
When cash flow is tight or lead times stretch beyond reason, the used CNC press brake market becomes the industry’s arbitrage arena. Well‑maintained ten‑year‑old models—particularly Accurpress or Cincinnati units between 150 and 200 tons—can deliver 85% of new‑machine performance for 40–60% of the cost, sidestepping the six‑month import delays dogging many Tier‑3 lines. The numbers justify the risk: independent maintenance data show that routinely serviced U.S.‑built hydraulics incur annual downtime losses around $10,000, versus $50,000 for off‑brand machines with inconsistent parts support.
Due diligence transforms a used machine from gamble to advantage. Request control‑system diagnostics, bending precision logs (look for ±0.01‑inch repeatability post‑refurbish), and a recent frame deflection test—anything beyond 0.02 inches under rated load signals fatigue that will cascade into accuracy drift. Verified cycles below 20,000 and clean hydraulic pressure traces often mean decades of remaining life, especially when matched with a local service contract. Buyers who cut corners here risk entering the spare‑parts lottery; imported hydraulic valves and servo boards can take months to source, evaporating the savings in lost contracts.
Used Tier‑2 units also grant something many overlooked during the supply‑chain crunch: proximity of support. A machine rebuilt domestically can be serviced the same week, compared to multi‑month waits for offshore warranties. For shops on the edge of expansion, that responsiveness outweighs any spec sheet bragging rights. The used market is not a compromise—it’s a strategic lever for builders who understand that uptime and control intelligence are what pay the invoices, not new‑paint status.
When you finally sit across from a CNC press brake manufacturer’s rep, emotions can blur judgment. The machine’s shine and the sales pitch about tighter tolerances and “unprecedented control” sound good—but that contract in front of you determines whether the deal builds capacity or bleeds capital. Five clauses are non‑negotiable.
1. Performance guarantee on repeatability and positioning accuracy. The spec sheet promises ±0.0004″, but insist on written confirmation that the machine achieves it under sustained production loads. Anything less becomes an expensive guessing game in month six.
2. On‑site commissioning by factory technicians. Installation errors account for more downtime than machine faults. Demand manufacturer‑verified alignment and calibration before handover; do not accept “dealer setup” only.
3. Defined training hours with measurable outcomes. It’s not enough for an operator to “get familiar.” Your staff should reach a benchmark—setup in under 10 minutes, full bend program verification, and safe tool change procedures. Build those metrics into the agreement.
4. Warranty on control software updates. The CNC controller is the brain; if updates are gated behind new license fees, your “state‑of‑the‑art” machine becomes legacy in two years. Lock in at least three years of updates.
5. Documented after‑sales response times. Every unscheduled stop costs margin. A clause specifying service lead time—24‑hour callback, 72‑hour on‑site response—turns empty promises into accountability.
If these aren’t in writing, you’re not buying a machine—you’re buying hope.
Dealerships love perfect triangles of brushed stainless running through their demo brakes—it’s choreography. But none of that proves performance on your warped steel brackets or 10‑foot aluminum panels. Professionals bring their own workpiece.
Bring two or three parts that represent your toughest jobs—uneven thickness, deep flanges, inconsistent grain direction. Ask them to program, set up, and bend those actual parts while you watch cycle time, tool change, and springback correction. You’ll see precision in context, not isolation.
Then ask for full setup data: tonnage used, backgauge movements, and material compensation profiles. If the rep hesitates, that’s the moment of truth. A serious manufacturer will relish the challenge because they know that transparency closes deals faster than lighting demos ever will.
A quick test: if the demo technician doesn’t pull out calipers before handing you the part, walk away.
CNC press brake purchases fail when shops calculate payback around the current backlog instead of the next half‑decade. ROI isn’t an abstract percentage—it’s a survival metric. Apply it rigorously:
ROI = (Total Financial Gains – Total Investment) / Total Investment × 100%.
The total investment isn’t just the machine tag price. Realistic distribution looks like this: 60% equipment, 20% tooling, 7% installation, 4% training, 9% operational reserve. Ignore that last line and you’ll be “profitable” on spreadsheets but cash‑strapped on the floor.
The crucial benchmark: a payback period under three years. Divide the total investment by annual net benefit. If a $250,000 setup returns $100,000 net per year, you’re positive after 2.5 years—and every cycle from there compounds profit.
Most shops underestimate annual net benefit because they only count labor savings. The real drivers are reduced rework, higher utilization, and the ability to quote high‑margin parts competitors can’t form precisely. That last one—new contract eligibility—multiplies earnings faster than any speed gain.
Non‑financial returns strengthen the argument for mid‑tier machines. Mid‑range models from builders like Accurpress or Durma capture roughly 85% of premium performance at 30% of the capital cost. They cut scrap, standardize quality, shorten lead times, and elevate perceived reliability with customers—all while leaving liquidity in your balance sheet. Over‑buying on equipment rarely outperforms investing the difference in skilled operators or lean‑flow upgrades.
Three horizons frame smart buying: short (3‑year payback), medium (5‑year profit expansion), and lifetime (residual value and brand reputation). Dealers speak to your current problem; professionals model the next five years of margin stacking.
The moment you put pen to paper isn’t about horsepower or tonnage—it’s about control: over uptime, over cash flow, over the next five years of profit per bend. Walk into that dealership with your own parts, your own math, and those five clauses ready. Because the real power move isn’t negotiating the price—it’s proving you know exactly what the machine has to earn before it ever arrives on your floor.


















