

Au moment où la presse plieuse s’arrête en milieu de poste, le silence est plus assourdissant que n’importe quel fracas de métal. Les opérateurs jettent un coup d’œil à la poutre immobilisée, l’écran de contrôle affiche un code d’erreur énigmatique, et la production tombe à zéro. Ce n’est pas seulement un arrêt de production — c’est un délai qui glisse, un client qui doute, une marque qui s’effrite. Malgré tout son tonnage et ses spécifications, une presse plieuse sans fiabilité devient un presse-papiers à six chiffres. Voilà le véritable test de la valeur d’un fabricant : pas ce qu’il imprime sur une brochure, mais ce qui se passe pendant cette heure de silence.
Chaque atelier connaît les calculs — mais peu prennent en compte les intérêts cachés des arrêts. Le temps de fonctionnement médian des presses plieuses tourne autour de 12.9%, tandis que les meilleures atteignent 34.3%. Cela signifie que la plupart des machines restent inactives près de 87% du temps. Multipliez cela par les salaires des opérateurs, les pénalités de commande et les taux d’heures supplémentaires, et un week-end de production perdu peut engloutir les modestes “ économies ” réalisées en choisissant une machine moins chère.
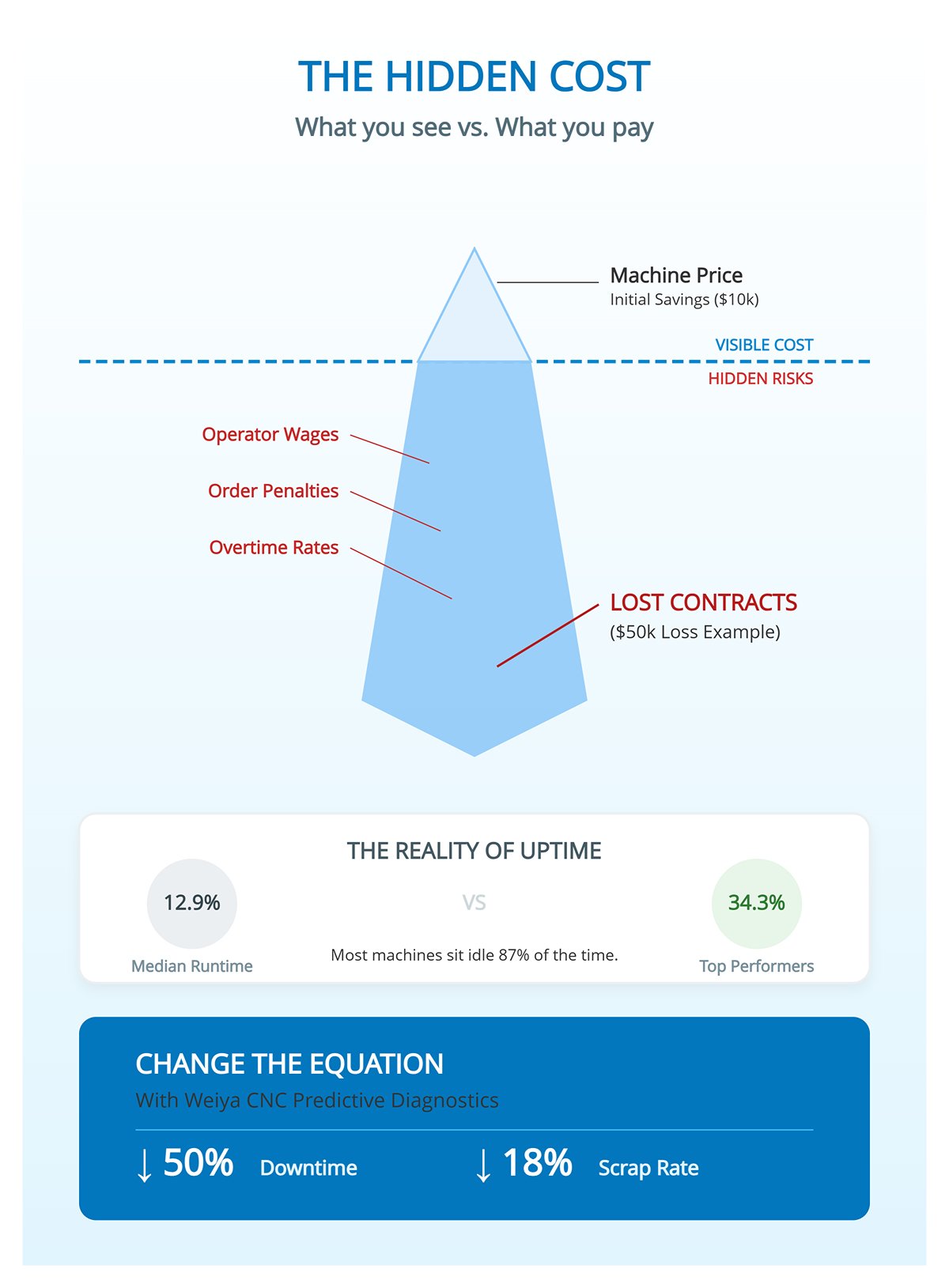
Une usine de fabrication du Midwest a appris cette leçon à ses dépens. Économiser $10 000 sur un modèle importé a signifié attendre trois mois pour des servomoteurs de remplacement après la rupture d’un joint hydraulique. Ce retard leur a coûté un contrat automobile de $50 000. À l’inverse, un concurrent utilisant une marque américaine haut de gamme avec un support local a remplacé une valve en 48 heures et respecté toutes les livraisons. La leçon est cruellement simple : les arrêts se cumulent plus vite que les intérêts, et dans la fabrication, la liquidité se mesure en heures de fonctionnement.
Les diagnostics prédictifs et les contrôleurs intelligents ont changé la donne. Lorsqu’un client Weiya CNC a modernisé son parc, les alertes de maintenance prédictive et une calibration plus facile ont réduit de moitié les arrêts et diminué les rebuts de 18%. La nouvelle machine s’est amortie — non pas en pliant plus de tonnes, mais en pliant sans interruption.
La capacité brute impressionne sur le papier, mais la précision du contrôle génère le profit. Une presse plieuse de 200 tonnes est inutile si son interface enferme les opérateurs dans un labyrinthe de codes, de menus et de retours d’angle incohérents. Les ateliers ne perdent pas des heures à cause d’hydrauliques faibles ; ils les perdent à former les opérateurs pour contourner des contrôleurs obtus. Dans un secteur déjà confronté à une pénurie de main-d’œuvre qualifiée, la complexité est un échec déguisé en capacité.
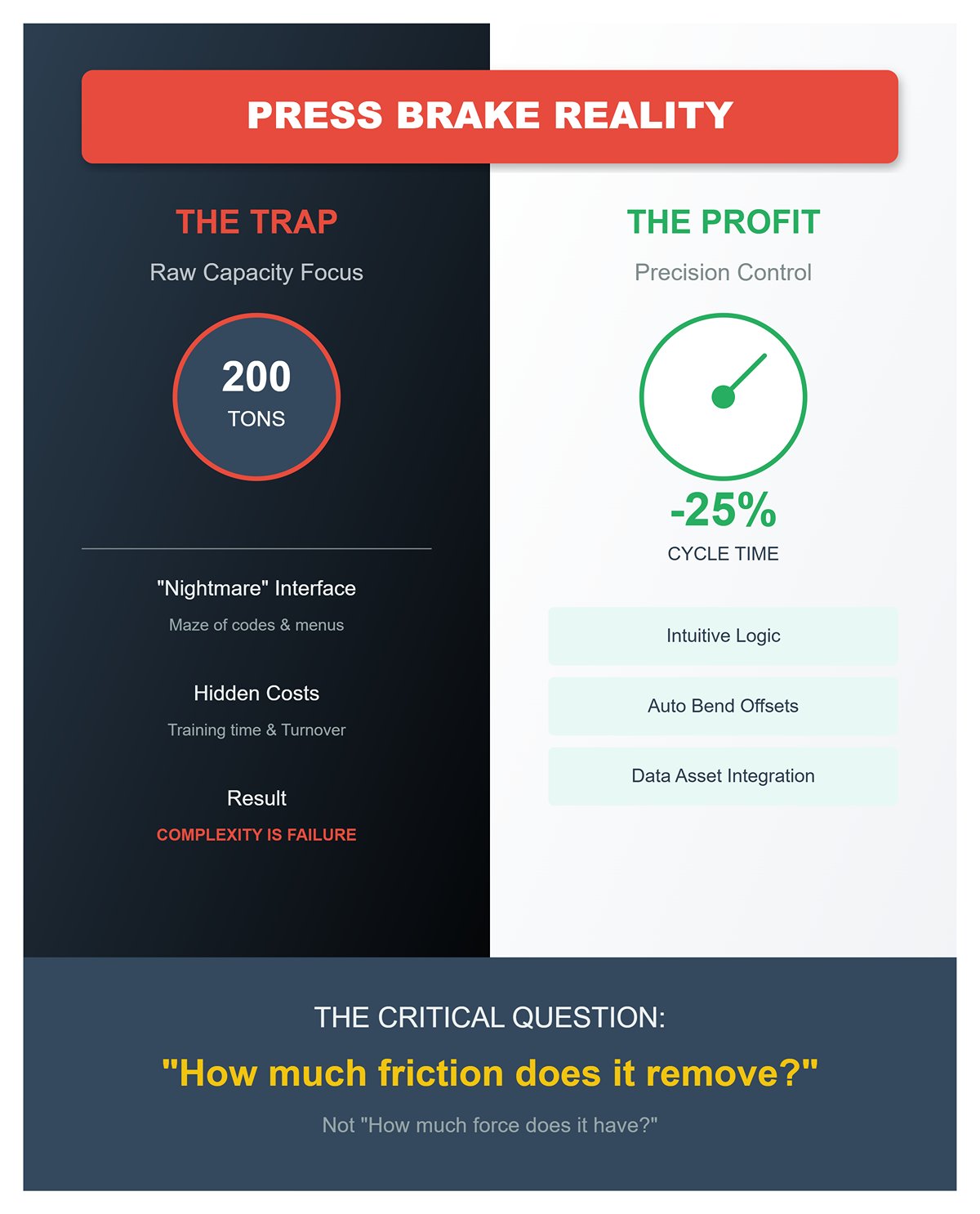
Les fabricants performants considèrent désormais la convivialité comme un indicateur de performance. Des contrôleurs intuitifs réduisent le temps de configuration, enregistrent automatiquement les décalages de pliage et stockent les données d’outillage pour reproduire instantanément les travaux. Un fournisseur de niveau automobile a réduit ses temps de cycle de 25% non pas en ajoutant du tonnage, mais en intégrant le suivi des métriques directement dans la logique du contrôleur. Chaque paramètre, de l’alignement du poinçon au mouvement de la butée arrière, est devenu un atout de données plutôt qu’une supposition.
Ainsi, lors de l’évaluation des marques de presses plieuses, la vraie question n’est pas “ Quelle force possède-t-elle ? ” mais “ Combien de frictions supprime-t-elle ? ” Car une machine qui frustre les opérateurs ne génère pas de profit — elle génère du turnover.
Une presse plieuse de qualité multiplie silencieusement la valeur dans toute l’organisation. Elle maintient la disponibilité, soutient les opérateurs formés et évolue avec l’infrastructure numérique. Une mauvaise machine vous punit de trois façons : par l’arrêt de la production, l’augmentation des coûts de service et la perte de réputation. Les châssis bon marché surchargés peuvent se déformer des années plus tôt, triplant les pannes hydrauliques comme l’a constaté une usine de pièces automobiles après avoir atteint 500 000 cycles. Une fois que cela se produit, la machine n’est plus un atout — c’est un stock enchaîné au sol.
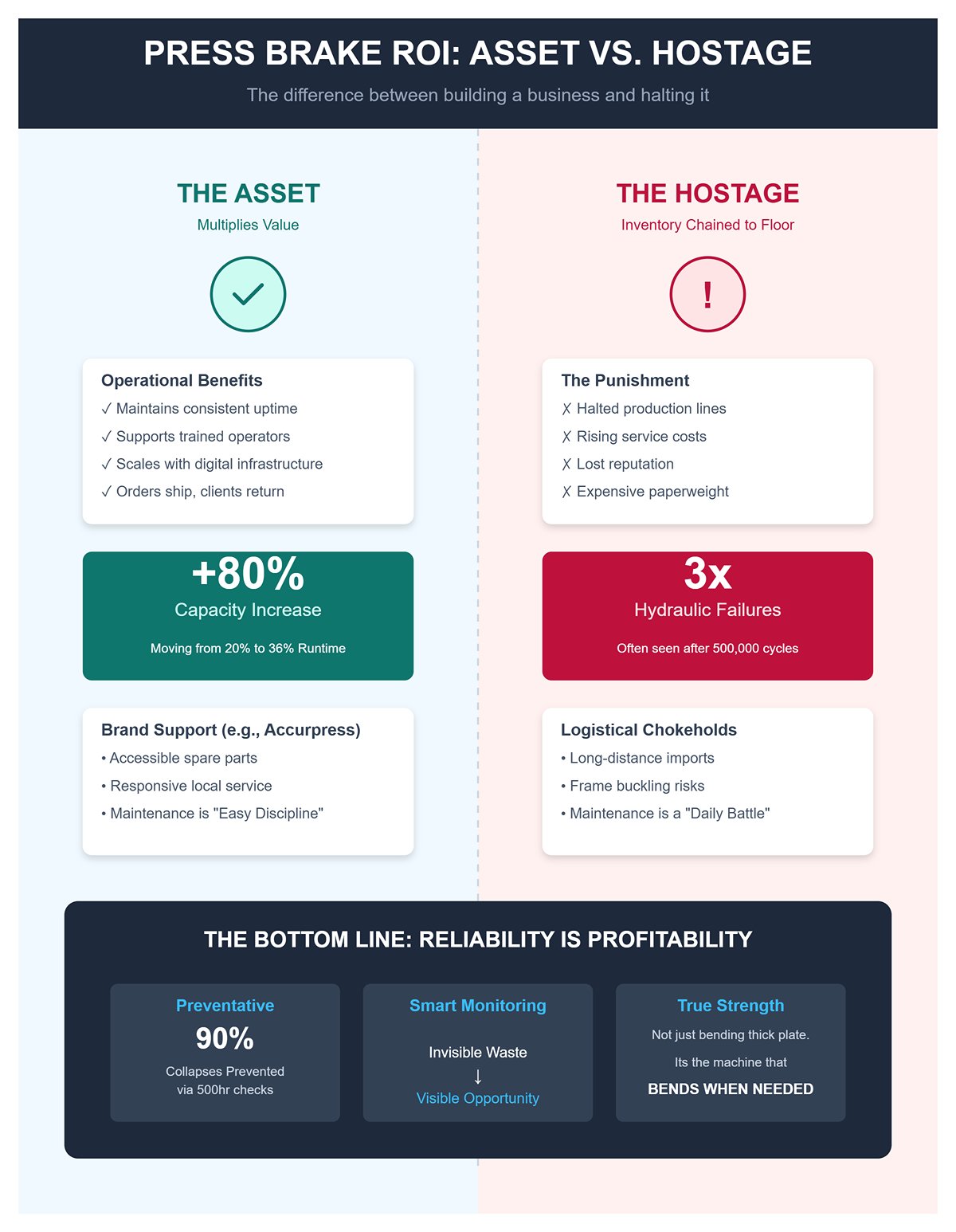
Des contrôles de routine toutes les 500 heures — nettoyage, lubrification, inspection — préviennent 90% de ces effondrements. Mais le support de la marque détermine si ce programme est une discipline facile ou une bataille quotidienne. Les modèles américains de milieu de gamme comme Accurpress privilégient l’accessibilité des pièces de rechange et un service réactif, contournant les goulets d’étranglement logistiques des importations lointaines. Cette différence n’est pas du prestige ; c’est de la continuité. Cela signifie que les commandes sont expédiées, que les clients reviennent, et que votre indicateur de disponibilité alimente la confiance dans vos futurs devis.
Améliorez l’indicateur, et les calculs changent instantanément. Passez d’un temps de fonctionnement médian de 20% à un quartile supérieur de 36%, et vous débloquez 80% de capacité supplémentaire sans acheter une tonne de force en plus. Ajoutez une surveillance intelligente, et les machines inactives se révèlent en temps réel, transformant le gaspillage invisible en opportunité visible. Ce n’est pas du marketing — c’est un levier opérationnel.
En fin de compte, la presse plieuse la plus puissante n’est pas celle qui plie la plaque la plus épaisse — c’est celle qui plie quand vous en avez besoin. La marque compte car la fiabilité n’est pas optionnelle ; c’est la rentabilité en mouvement. Quand votre machine fonctionne comme une horloge, vos marges, votre réputation et votre croissance avancent ensemble. Quand ce n’est pas le cas, vous vous retrouvez face au presse-papiers le plus cher que vous ayez jamais possédé.
Au sommet du monde des presses plieuses CNC se trouvent les machines qui définissent la fabrication de précision. TRUMPF, AMADA et Bystronic ne rivalisent pas sur le tonnage ou le prix — ils rivalisent sur la disponibilité, la maîtrise de l’automatisation et l’intelligence de leurs écosystèmes de pliage.
TRUMPF, dont le siège est en Allemagne, se distingue par des systèmes profondément intégrés avec CNC et des cellules de pliage prêtes pour l’IoT, conçues pour des environnements de production continue. Leurs machines excellent dans les industries où la constance au micron prime sur la vitesse — sous-châssis automobiles, panneaux aéronautiques, boîtiers médicaux complexes. La proposition de valeur de TRUMPF ne réside pas uniquement dans la machine, mais dans l’efficacité prévisible d’un système surveillé qui ne sort presque jamais de ses tolérances.
AMADA transpose la précision japonaise dans un ensemble flexible et écoénergétique. Leurs presses hybrides et électriques sont non seulement plus silencieuses et plus propres, mais réduisent aussi considérablement les coûts de maintenance hydraulique. Un logiciel avancé de simulation de pliage, intégré au niveau de l’IHM, pousse les opérateurs vers un rendement « première pièce conforme » — une fonctionnalité subtile mais cruciale lorsque les coûts de main-d’œuvre dominent les marges des ateliers.
Bystronic ajoute une touche suisse de perfection à ce niveau. Leur gamme Xpert Pro, mêlant pliage assisté par IA et algorithmes d’apprentissage en temps réel, illustre une tendance claire : la presse plieuse comme source de données. Les machines Bystronic optimisent la consommation d’énergie et ajustent la compensation des outils en arrière-plan, transformant chaque travail en référence enregistrée. L’attrait à long terme ne réside pas seulement dans le pliage des pièces, mais dans la collecte d’informations sur le processus.
Les “ Ferraris ” exigent un prix premium et un verrouillage chez le concessionnaire, mais la contrepartie est un coût de cycle de vie prévisible. Les réseaux de service sont denses, les délais de réponse courts et la valeur résiduelle exceptionnellement élevée. Pour les fabricants visant un temps de disponibilité 98%+, ce niveau élimine simplement l’incertitude de l’équation.
Descendre d’un niveau et les priorités passent de la finesse d’automatisation à la durabilité et au contrôle accessible. Les “ Tanks ” maintiennent le métal en mouvement dans les ateliers de fabrication qui ne peuvent justifier un investissement de 250 000 dollars mais qui ont besoin de machines capables de ne pas interrompre une série de production.
Cincinnati et Accurpress illustrent cette catégorie : systèmes à châssis lourd, fabriqués en Amérique du Nord, conçus pour encaisser les abus. Bien que les entraînements servo-hybrides et les circuits hydrauliques raffinés soient désormais courants, ce qui définit cette catégorie est la réparabilité. Les composants sont standards, facilement disponibles, et presque tous les techniciens de maintenance industrielle peuvent les dépanner. Cette autonomie devient un atout stratégique lorsque l’arrêt de production est plus dangereux qu’un léger écart dimensionnel.
LVD et Pacific se situent également dans cet espace pragmatique, offrant une intégration complète avec les environnements CAO/FAO mais sans la taxe de l’écosystème d’automatisation des marques de niveau 1. Ces machines ne s’auto-optimisent pas, mais elles offrent des performances prévisibles sur des durées de service de 10 à 20 ans avec un étalonnage régulier.
Le terrain intermédiaire que ces marques occupent devient de plus en plus précieux. À mesure que les systèmes d’actionnement hybrides et de contrôle numérique mûrissent, ils offrent de nombreuses efficacités du niveau 1 — économies d’énergie, meilleure répétabilité d’angle — sans les tracas liés aux solutions propriétaires. Pour les fabricants petits et moyens, ils trouvent l’équilibre entre sophistication et réparabilité sur site.
À l’extrémité du paysage se trouvent les importations : séduisantes sur le papier, incohérentes dans la réalité. Durma et Haco sont les têtes d’affiche de ce groupe, souvent accompagnées d’un panel changeant de marques maison et de modèles d’origine chinoise vendus sous l’étiquette de distributeurs. Leurs spécifications — nombre d’axes, course du butoir arrière, IHM à écran tactile — semblent compétitives. La divergence apparaît quelques mois plus tard sous forme de dérive de calibration, de fragilité logicielle et de faible support après-vente.
Durma, le plus solide de la catégorie, a fait des percées avec des systèmes hybrides modernes, mais la profondeur de service en dehors de ses marchés domestiques reste limitée. Lorsqu’une pompe tombe en panne ou qu’un contrôleur se bloque, les arrêts peuvent durer de quelques heures à plusieurs jours. Les reconditionnements et les importations en marque blanche peuvent être encore plus risqués ; l’application de la garantie dépend d’un distributeur qui pourrait disparaître avant le deuxième appel de service.
Cela dit, ces machines occupent une niche. Pour la fabrication à faible volume ou les opérations secondaires, une importation à prix réduit peut libérer du capital pour d’autres équipements. L’essentiel est de les considérer comme des consommables, et non comme des infrastructures. Une fois que la logistique des pièces de rechange est intégrée au coût d’achat, l’économie devient plus claire — une presse plieuse à $80 000 qui reste à l’arrêt pendant une semaine peut coûter autant qu’une alternative à $160 000 qui ne s’arrête jamais.
| Catégorie | Nom | Description | Marques représentatives | Forces clés | Compromis clés |
|---|---|---|---|---|---|
| Catégorie 1 | Les “ Ferraris ” | Définit la fabrication de précision ; met l’accent sur la disponibilité, la maîtrise de l’automatisation et les écosystèmes de pliage intelligents. | TRUMPF, AMADA, Bystronic | – Précision et disponibilité ultra-élevées – Intégration poussée avec les systèmes d’automatisation et l’IoT – Efficacité prévisible et coût de cycle de vie maîtrisé – Réseaux de service solides et forte valeur résiduelle | – Prix premium – Verrouillage par le concessionnaire – Investissement initial plus élevé |
| Catégorie 2 | Les “ Tanks ” | Privilégie la durabilité, la réparabilité et un contrôle accessible ; adapté aux ateliers recherchant la fiabilité sans automatisation poussée. | Cincinnati, Accurpress, Pacific, LVD | – Constructions nord-américaines robustes avec châssis lourd – Réparation facile et composants standard – Bonne intégration CAO/FAO – Longue durée de vie et réparabilité sur site | – Moins d’automatisation et d’intelligence des données – Légère dérive dimensionnelle par rapport au niveau 1 – Moins de fonctionnalités d’optimisation propriétaires |
| Niveau 3 | Le “ pari de l’importation ” | Importations économiques ; spécifications compétitives mais fiabilité et assistance incohérentes. | Durma, Haco, machines génériques/rebadgées | – Coût initial plus bas – Adaptées aux opérations à faible volume ou secondaires – Disponibilité croissante de systèmes hybrides | – Qualité et calibration incohérentes – Assistance limitée pour le service et les pièces – Temps d’arrêt plus longs – Risque d’instabilité du distributeur |
À travers ces niveaux, la ligne de séparation n’est pas la métallurgie ou la puissance — c’est la continuité. Les machines de niveau 1 achètent la prévisibilité. Les machines de niveau 2 achètent la résilience. Les machines de niveau 3 achètent l’immédiateté au risque de l’interruption. Le véritable calcul pour tout atelier de fabrication n’est pas de savoir quelle machine plie le plus vite, mais laquelle continue à plier quand le comptable regarde l’horloge.
Les presses plieuses CNC tombent rarement en panne à des heures pratiques. La véritable valeur d’un fabricant se révèle lorsque votre vérin s’arrête à 3 h du matin et que votre meilleur client attend des pièces au lever du soleil. Le “ test de 3 h du matin ” distingue les marques qui assurent la disponibilité de celles qui ne vendent que de la puissance. La fiabilité n’est pas seulement une donnée sur une fiche technique — c’est la profondeur et l’étendue du réseau de service derrière le logo.
Accurpress, par exemple, soutient ses modèles à commande Cybelec avec plus de cinquante techniciens répartis aux États‑Unis, dont beaucoup peuvent démontrer des réparations sur la géométrie de vos pièces en quelques jours. Cette proximité transforme les arrêts en maintenance prévisible. En revanche, les unités importées associées à des centres de support plus petits ou centralisés — comme les systèmes Delem série DA sans partenaires nationaux — peuvent transformer une simple panne d’encodeur en une interruption d’une semaine si votre atelier se trouve en dehors de Chicago ou Los Angeles. Un fabricant du Midwest a signalé une hausse de 40% du temps d’arrêt parce qu’aucun technicien local ne pouvait réparer leur Delem DA‑53T sans accréditation usine.
La portée du service définit le véritable retour sur investissement.
Une presse $120k avec un stock régional de servomoteurs peut amortir l’investissement en 14 mois avec des réglages 30% plus rapides — mais si le rayon de support dépasse 200 miles, les pertes annuelles peuvent dépasser $50k en temps d’inactivité. C’est le calcul silencieux que trop d’acheteurs ignorent. Un réseau étendu garantit aussi la continuité des opérateurs. Quand un technicien peut intervenir avant qu’une équipe frustrée n’improvise, vous préservez à la fois votre planning et la confiance de votre personnel dans la machine.
Les ateliers qui réussissent le “ test de 3 h du matin ” soutiennent aussi agressivement qu’ils spécifient la tonnage. Évaluez les garanties de réponse, les niveaux de stock de pièces détachées et les cycles de certification des techniciens avant de signer quoi que ce soit. Ce n’est pas de la paranoïa — c’est prévoir les 2% du temps qui définissent les autres 98%.
Chaque pli commence par un toucher — ou un bouton. Le contrôleur définit plus que la commodité ; il détermine les courbes d’apprentissage, les taux de rétention et les pourcentages de rebut. Dans de nombreux ateliers, le choix du contrôleur pèse autant financièrement que le bâti lui‑même.
Les interfaces CybTouch sont appréciées pour leur commodité en production unitaire, mais leur absence de synchronisation en tandem a coûté des milliers en aluminium mis au rebut à de petits fabricants lorsque la dérive d’angle dépasse un demi‑degré. À l’inverse, les modèles Delem DA offrent un séquençage 3D robuste mais peuvent devenir excessifs dans des environnements de petites séries. Un utilisateur Accurpress ayant remplacé un ESA 640 par un DA‑66T a perdu $8 000 en formation et temps d’arrêt car son équipe n’a jamais utilisé les outils 3D avancés conçus pour des panneaux aérospatiaux multi‑axes, et non pour des cadres de porte.
La simplicité bat les fonctionnalités quand les opérateurs tournent. Des enquêtes montrent que 62% des ateliers utilisant des contrôleurs NC anciens perdent leurs meilleurs opérateurs en moins d’un an, souvent au profit d’installations offrant des systèmes tactiles intuitifs qui minimisent les plis d’essai. Pourtant, la sophistication ne paie que lorsqu’elle est utilisable. Les boutons tactiles du Delem DA‑66W s’imposent dans les environnements de sols gras, tandis que les ateliers en salle blanche exploitent la précision tactile pour réduire les temps de réglage de minutes à secondes.
Les meilleurs fabricants savent que “ l’intelligence ” dépasse le logiciel. Les systèmes hybrides comme l’ESA S640, avec des automates programmables reconfigurables, permettent aux utilisateurs avancés de corriger eux‑mêmes les défauts logiques — économisant des semaines d’arrêt. Cette flexibilité définit la nouvelle élite du marché des presses plieuses : des machines qui combinent puissance mécanique et interface capable de former le prochain opérateur plus vite que le précédent ne peut démissionner.
La plupart des acheteurs supposent qu’une presse plieuse plus grande garantit un débit plus élevé, mais dans la production à grand volume, la précision de contrôle et le temps de réglage — et non la tonnage brute — définissent la véritable production. Les ateliers produisant des milliers de pièces identiques chaque jour, qu’il s’agisse de profilés de porte ou de profilés architecturaux, tirent le meilleur parti des presses plieuses CNC dans la plage de 40–200 tonnes avec des tables de 3 mètres. Ces machines trouvent l’équilibre entre la gamme de matériaux et la précision répétitive, permettant aux opérateurs de ligne de maintenir ±0,005 pouce tolérances sur de longues séries. Cette répétabilité n’est pas théorique : les essais du NIST montrent que les déchets de production chutent de près d’un tiers une fois le bombage adaptatif et la rétroaction en boucle fermée réglés.
Le véritable facteur différenciateur est la vitesse de configuration. Sur des lots de 1 000 pièces, un système de butée arrière automatisé peut réduire la mise en place de quatre heures à trente minutes et diminuer le travail total de plus de moitié. Pourtant, les fabricants incitent souvent les acheteurs à opter pour des cellules d’automatisation complète avec chargeurs robotiques et changeurs d’outils. Ces systèmes n’ont de sens que lorsque les routines de pliage changent rarement ; sinon, ils multiplient le coût en capital par 50% sans offrir un retour sur investissement constant. Des marques comme TRUMPF et Amada commercialisent ces modules comme “ prêts pour l’avenir ”, mais pour une production à SKU unique, des butées arrière programmables et des commandes hydrauliques de précision offrent presque les mêmes gains pour une fraction du prix.
Les applications à longue table — longueurs de 10 pieds sur des châssis de 175 tonnes — révèlent un point de contrainte plus subtil : la déflexion de la poutre. Les conceptions à liaison, comme celles utilisées par Accurpress, maintiennent un mouvement linéaire sur de larges panneaux et éliminent l’effet de courbure en banane qui peut gâcher 10–15% de la production. Le segment à grand volume prospère lorsque la capacité rencontre le contrôle, et non lorsqu’elle le dépasse.
Alors que l’usine de production privilégie la répétition, le fabricant sur mesure vit de l’adaptabilité. Les travaux typiques mélangent acier doux, inox et parfois aluminium, avec des pièces qui changent d’heure en heure — une raison pour laquelle les presses plieuses hydrauliques CNC de milieu de gamme dominent ce segment. Les machines de Accurpress ou Wysong, conçues pour plier jusqu’à acier doux de 1 pouce, offrent la marge nécessaire pour traiter diverses épaisseurs sans la précision excessive des modèles servo-électriques haut de gamme qui passent 80% de leur temps à l’arrêt.
Le raccourci vers la rentabilité ici n’est pas une plus grande tonnage mais une manipulation plus intelligente. Les butées arrière multi‑axes capables de géométries complexes de brides éliminent le besoin de repositionnement manuel entre les plis, réduisant de moitié le temps de cycle sur des prototypes complexes. Lorsque la marge d’un travail repose sur un délai d’exécution rapide — pensez aux urgences CVC ou aux panneaux architecturaux — réduire même vingt minutes de configuration détermine si le travail est rentable. La conception du contrôleur compte tout autant : des interfaces intuitives de Delem ou Cybelec réduisent la programmation de plusieurs heures à quelques minutes et diminuent la dépendance vis‑à‑vis de l’opérateur, ce qui réduit directement les temps d’arrêt de formation et les creux de poste.
Un facteur souvent négligé est la constance du mouvement sur des pièces irrégulières. Les ateliers qui traitent des pièces coniques ou à épaisseurs multiples bénéficient de systèmes d’entraînement à liaison qui maintiennent un déplacement parallèle du coulisseau, ce que les modèles servo‑électriques peinent à reproduire lorsque la rigidité de la tôle varie. La sécurité complète l’équation. Les commandes bimanuelles et les systèmes fiables de rideau lumineux non seulement répondent aux exigences de l’OSHA mais protègent à la fois la main‑d’œuvre qualifiée et l’intégrité de la planification — le coût caché des temps d’arrêt dus aux blessures dépasse régulièrement $1 000 par heure de production perdue. Pour l’atelier, l’agilité est la précision en mouvement, pas la perfection sur le papier.
Lorsque la trésorerie est serrée ou que les délais s’allongent déraisonnablement, le marché des presses plieuses CNC d’occasion devient l’arène d’arbitrage de l’industrie. Des modèles bien entretenus âgés de dix ans — en particulier unités Accurpress ou Cincinnati entre 150 et 200 tonnes— peuvent offrir 85% des performances d’une machine neuve pour 40–60% du coût, en contournant les retards d’importation de six mois qui paralysent de nombreuses lignes de niveau 3. Les chiffres justifient le risque : des données de maintenance indépendantes montrent que les systèmes hydrauliques fabriqués aux États‑Unis et entretenus régulièrement subissent des pertes annuelles dues aux arrêts d’environ $10 000, contre $50 000 pour les machines de marques non reconnues avec un support de pièces incohérent.
La diligence raisonnable transforme une machine d’occasion d’un pari en un avantage. Demandez des diagnostics du système de contrôle, des journaux de précision de pliage (cherchez ±0,01 pouce de répétabilité après remise à neuf), et un test récent de déflexion du châssis — toute valeur dépassant 0,02 pouce sous charge nominale signale une fatigue qui entraînera une dérive de précision. Des cycles vérifiés inférieurs à 20 000 et des courbes de pression hydraulique propres signifient souvent des décennies de durée de vie restante, surtout lorsqu’ils sont associés à un contrat de service local. Les acheteurs qui négligent cette étape risquent d’entrer dans la loterie des pièces détachées ; les valves hydrauliques et cartes servo importées peuvent mettre des mois à être approvisionnées, annulant les économies par des contrats perdus.
Les unités de niveau 2 d’occasion offrent également quelque chose que beaucoup ont négligé pendant la crise de la chaîne d’approvisionnement : proximité du support. Une machine reconstruite localement peut être entretenue la même semaine, contre des attentes de plusieurs mois pour les garanties offshore. Pour les ateliers à la limite de l’expansion, cette réactivité l’emporte sur toute fierté liée aux spécifications techniques. Le marché de l’occasion n’est pas un compromis — c’est un levier stratégique pour les constructeurs qui comprennent que la disponibilité et l’intelligence de contrôle sont ce qui paie les factures, et non l’état de la peinture neuve.
Lorsque vous vous retrouvez enfin face à un représentant d’un fabricant de presses plieuses CNC, les émotions peuvent brouiller le jugement. L’éclat de la machine et le discours commercial sur des tolérances plus serrées et un “ contrôle sans précédent ” semblent séduisants — mais c’est le contrat devant vous qui détermine si l’accord augmente la capacité ou saigne le capital. Cinq clauses sont non négociables.
1. Garantie de performance sur la répétabilité et la précision de positionnement. La fiche technique promet ±0,0004″, mais exigez une confirmation écrite que la machine atteint cette performance sous des charges de production soutenues. Tout résultat inférieur devient un jeu de devinettes coûteux au sixième mois.
2. Mise en service sur site par des techniciens de l’usine. Les erreurs d’installation causent plus de temps d’arrêt que les défauts de machine. Exigez un alignement et un calibrage vérifiés par le fabricant avant la remise ; n’acceptez pas seulement une “ installation par le concessionnaire ”.
3. Heures de formation définies avec résultats mesurables. Il ne suffit pas qu’un opérateur “ se familiarise ”. Votre personnel doit atteindre un objectif — mise en place en moins de 10 minutes, vérification complète du programme de pliage, et procédures sûres de changement d’outil. Intégrez ces critères dans le contrat.
4. Garantie sur les mises à jour du logiciel de contrôle. Le contrôleur CNC est le cerveau ; si les mises à jour sont conditionnées par de nouveaux frais de licence, votre machine “ à la pointe ” devient obsolète en deux ans. Garantissez au moins trois ans de mises à jour.
5. Délais de réponse après‑vente documentés. Chaque arrêt imprévu coûte de la marge. Une clause précisant le délai d’intervention — rappel sous 24 heures, intervention sur site sous 72 heures — transforme les promesses creuses en engagement réel.
Si ce n’est pas écrit, vous n’achetez pas une machine — vous achetez de l’espoir.
Les concessionnaires adorent faire passer des triangles parfaits en inox brossé dans leurs presses plieuses de démonstration — c’est de la chorégraphie. Mais rien de tout cela ne prouve la performance sur vos équerres en acier déformé ou vos panneaux en aluminium de trois mètres. Les professionnels apportent leur propre pièce.
Apportez deux ou trois pièces représentant vos travaux les plus difficiles — épaisseur irrégulière, grands plis, direction de grain incohérente. Demandez‑leur de programmer, de régler et de plier ces pièces réelles pendant que vous observez le temps de cycle, le changement d’outil et la correction du retour élastique. Vous verrez la précision dans son contexte, pas isolée.
Demandez ensuite toutes les données de configuration : tonnage utilisé, mouvements de butée arrière et profils de compensation du matériau. Si le représentant hésite, c’est le moment de vérité. Un fabricant sérieux relèvera le défi avec plaisir, car il sait que la transparence conclut les ventes plus vite que les démonstrations spectaculaires.
Un test rapide : si le technicien de démonstration ne sort pas un pied à coulisse avant de vous remettre la pièce, partez.
Les achats de presses plieuses CNC échouent lorsque les ateliers calculent le retour sur investissement en fonction du carnet de commandes actuel plutôt que des cinq prochaines années. Le ROI n’est pas un pourcentage abstrait — c’est un indicateur de survie. Appliquez‑le rigoureusement :
ROI = (Gains financiers totaux – Investissement total) / Investissement total × 100 %.
L’investissement total ne se limite pas au prix affiché de la machine. Une répartition réaliste ressemble à ceci : 60 % équipement, 20 % outillage, 7 % installation, 4 % formation, 9 % réserve opérationnelle. Ignorez cette dernière ligne et vous serez “ rentable ” sur papier mais à court de liquidités sur le terrain.
Le repère crucial : une période de retour sur investissement inférieure à trois ans. Divisez l’investissement total par le bénéfice net annuel. Si une installation de 250 000 € rapporte 100 000 € nets par an, vous êtes positif après 2,5 ans — et chaque cycle ensuite augmente le profit.
La plupart des ateliers sous‑estiment le bénéfice net annuel car ils ne comptent que les économies de main‑d’œuvre. Les véritables moteurs sont la réduction des retouches, une utilisation accrue et la capacité à proposer des pièces à forte marge que les concurrents ne peuvent pas former avec précision. Ce dernier point — l’accès à de nouveaux contrats — multiplie les revenus plus vite que n’importe quel gain de vitesse.
Les retours non financiers renforcent l’argument en faveur des machines de milieu de gamme. Les modèles intermédiaires de constructeurs comme Accurpress ou Durma offrent environ 85 % des performances haut de gamme pour 30 % du coût en capital. Ils réduisent les rebuts, standardisent la qualité, raccourcissent les délais et améliorent la fiabilité perçue par les clients — tout en préservant la liquidité de votre bilan. Sur‑investir dans l’équipement surpasse rarement l’investissement de la différence dans des opérateurs qualifiés ou des améliorations de flux lean.
Trois horizons structurent un achat intelligent : court terme (retour sur investissement en 3 ans), moyen terme (expansion des bénéfices sur 5 ans) et durée de vie (valeur résiduelle et réputation de la marque). Les concessionnaires parlent de votre problème actuel ; les professionnels modélisent les cinq prochaines années d’accumulation de marge.
Le moment où vous posez le stylo sur le papier ne concerne pas la puissance ou le tonnage — il s’agit de contrôle : sur le temps de fonctionnement, sur la trésorerie, sur les cinq prochaines années de bénéfice par pliage. Entrez dans cette concession avec vos propres pièces, vos propres calculs et ces cinq clauses prêtes. Car le véritable coup de maître n’est pas de négocier le prix — c’est de prouver que vous savez exactement ce que la machine doit rapporter avant même qu’elle n’arrive sur votre atelier.


















