

プレスブレーキがシフトの途中で停止した瞬間、金属の衝突音よりも沈黙の方が大きく響く。オペレーターは止まったビームを見つめ、制御画面には不可解なエラーコードが点滅し、生産はゼロに落ち込む。それは単なる停止時間ではない――納期の遅れ、顧客の不信、ブランドの失墜だ。どれだけのトン数や仕様を誇っても、信頼性を失ったプレスブレーキは数十万ドルのペーパーウェイトに過ぎない。本当のメーカーの価値はパンフレットに印刷された数字ではなく、その沈黙の1時間に何が起こるかで決まる。.
どの工場も計算は知っている――しかし停止時間の隠れた利息を計算するところは少ない。プレスブレーキの中央値稼働時間は約12.9%で、トップパフォーマーは34.3%に達する。つまりほとんどの機械は約87%の時間をアイドル状態で過ごしていることになる。これにオペレーターの賃金、注文遅延のペナルティ、残業代を掛け合わせれば、週末の生産停止は安価な機械を選んだ「節約」を簡単に飲み込んでしまう。.
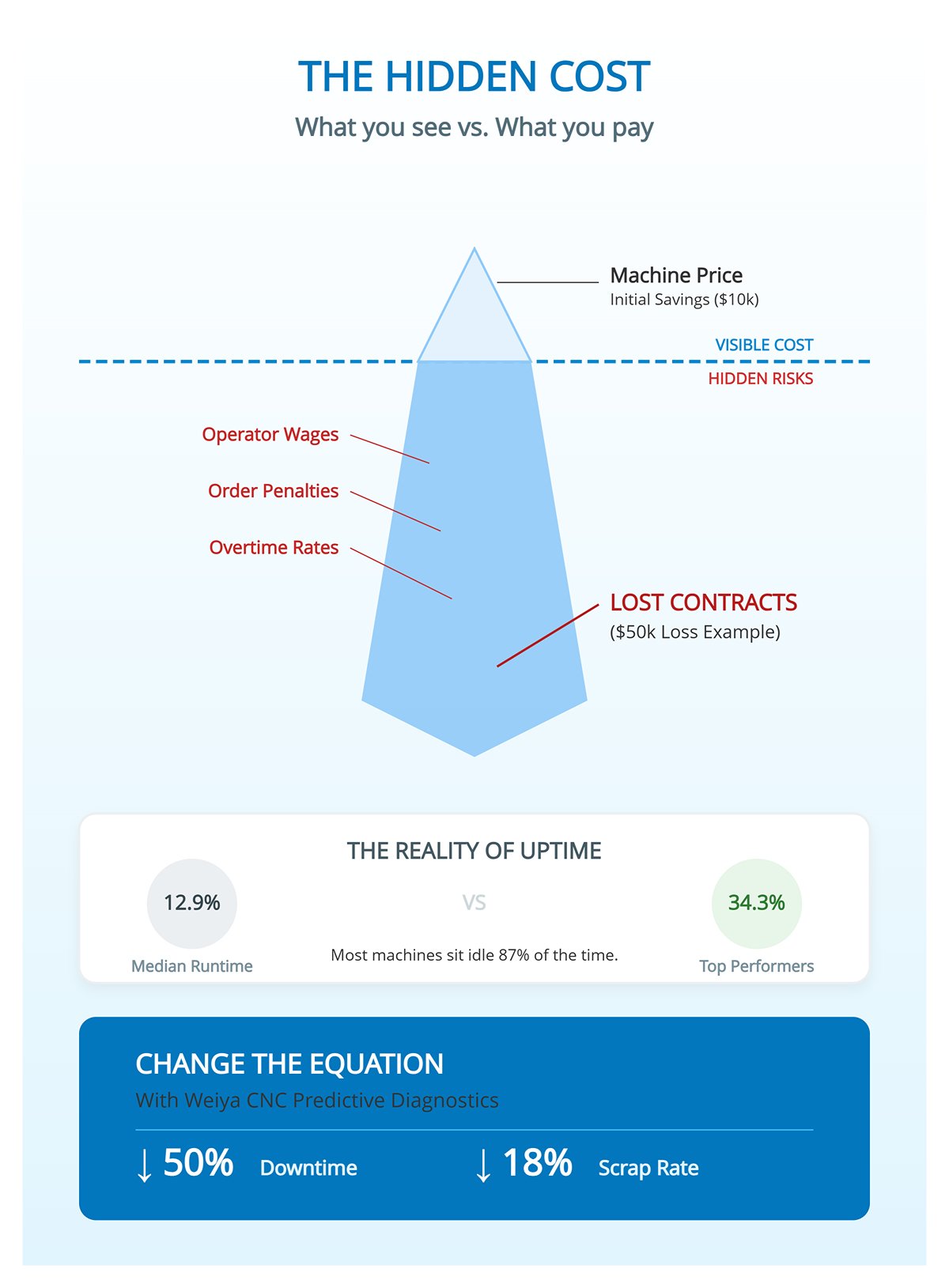
米中西部のある製造工場は、この教訓を痛いほど学んだ。輸入モデルで$10,000を節約した結果、油圧シール破損後のサーボ交換に3か月待たされることになった。その遅延で$50,000の自動車契約を失った。一方、地元サポートのある米国プレミアムブランドを使用していた競合は、バルブを48時間で交換し、すべての納品を予定通り維持した。教訓は残酷なほど単純だ:停止時間は利息よりも早く増え、製造業では流動性は稼働時間で測られる。.
予知診断とスマートコントローラーが計算式を変えた。威亜CNCの顧客が設備をアップグレードした際、予知保守アラートと容易なキャリブレーションにより停止時間が半減し、スクラップが18%減少した。新しい機械は、より多くのトン数を曲げることでではなく、途切れなく曲げ続けることで元を取った。.
生の能力は紙面上では印象的だが、利益を生むのは制御精度だ。200トンのプレスブレーキも、インターフェースがコードやメニュー、角度フィードバックの不一致という迷路でオペレーターを閉じ込めるなら無用の長物だ。工場が時間を失うのは油圧の弱さではなく、複雑なコントローラーを攻略するためにオペレーターを教育する時間だ。熟練労働者不足が深刻な業界では、複雑さは能力を装った失敗である。.
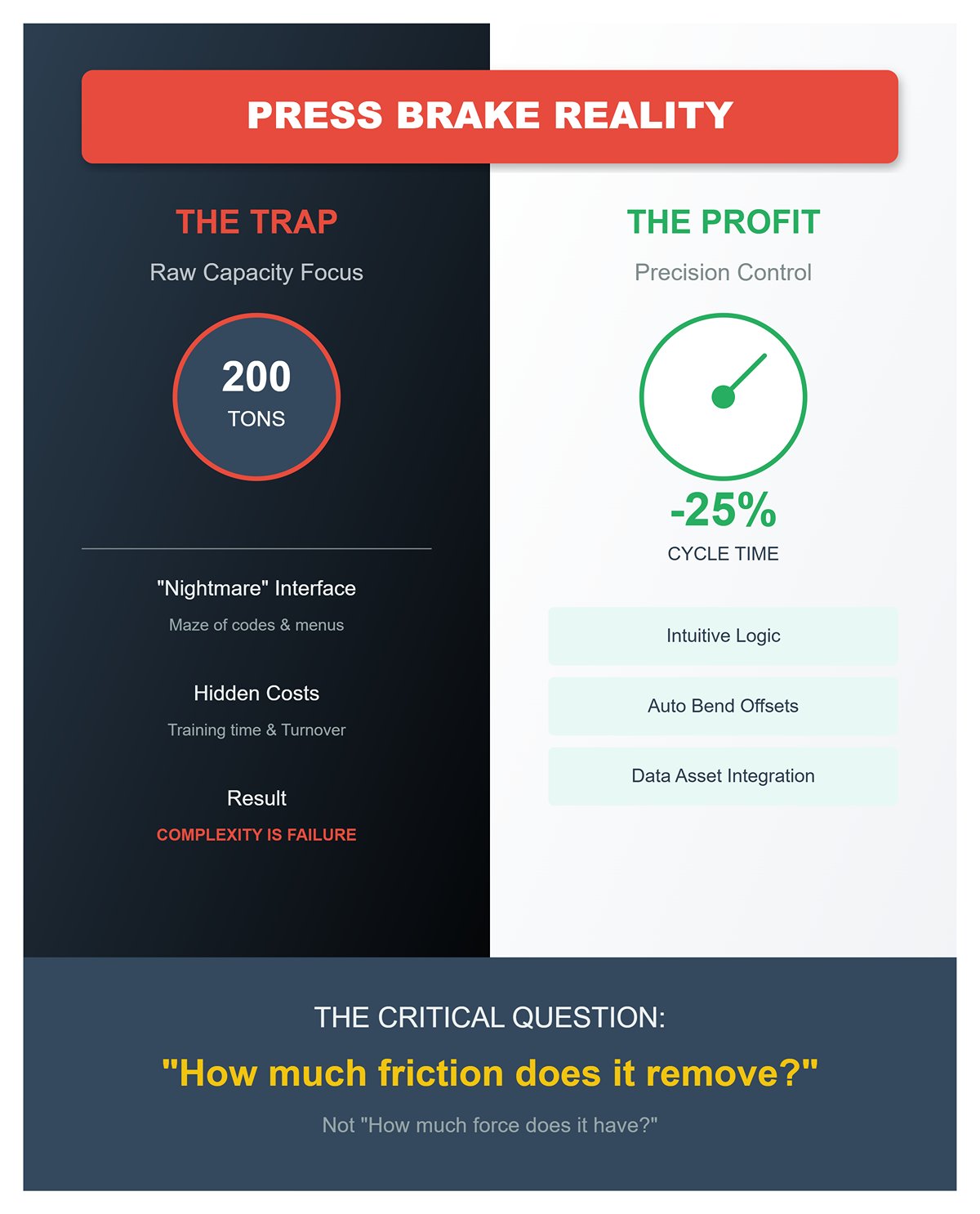
高性能メーカーは今や使いやすさを性能指標として扱っている。直感的なコントローラーはセットアップ時間を短縮し、曲げオフセットを自動で取得し、工具データを保存して即座に作業を再現する。ある自動車部品サプライヤーは、トン数を増やすのではなく、計測追跡をコントローラーロジックに直接統合することでサイクルタイムを25%削減した。パンチ位置合わせからバックゲージの動きまで、すべてのパラメータが推測ではなくデータ資産となった。.
だからプレスブレーキのブランドを評価する際、本当の質問は「どれだけの力があるか?」ではなく「どれだけ摩擦を取り除けるか?」だ。オペレーターを苛立たせる機械は利益を生まない――離職を生む。.
高品質なプレスブレーキは、組織全体で静かに価値を増幅する。稼働時間を維持し、訓練されたオペレーターを支え、デジタルインフラと共に拡張する。低品質な機械は3つの方法であなたを罰する:生産停止、サービスコスト増加、評判の失墜。過負荷の安価なフレームは数年早く歪み、ある自動車部品工場では50万サイクル到達後に油圧故障が3倍に増えた。一度そうなれば、その機械は資産ではなく床に鎖で繋がれた在庫だ。.
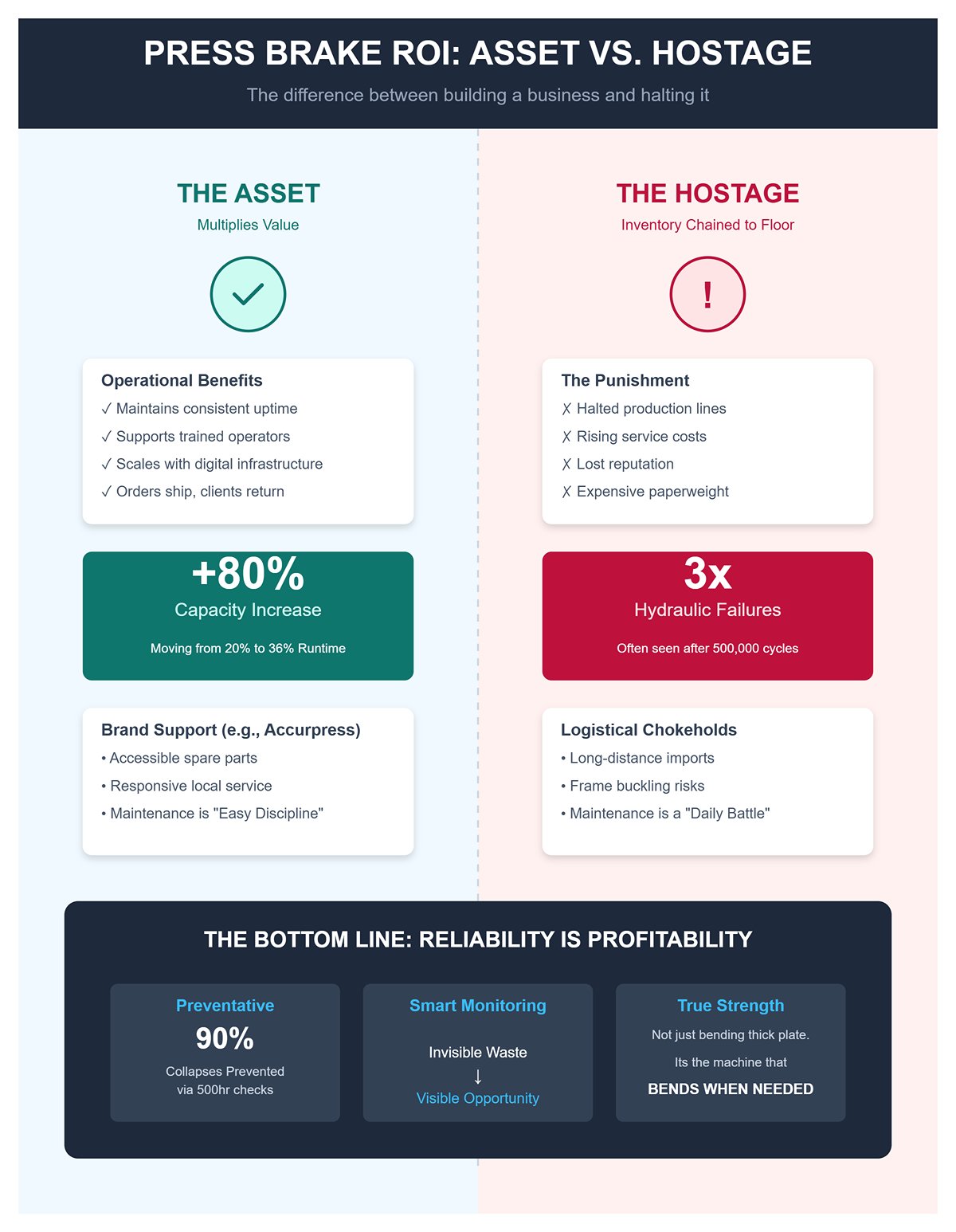
500時間ごとの定期点検――清掃、潤滑、検査――はこうした故障の90%を防ぐ。しかしブランドのサポートが、そのスケジュールを容易な規律にするか日々の戦いにするかを決める。Accurpressのような米国中位モデルは、入手しやすいスペアパーツと迅速なサービスを優先し、長距離輸入の物流ボトルネックを回避する。この違いは名声ではなく継続性だ。それは注文が出荷され、顧客が戻り、稼働時間の指標が将来の見積もりの自信を支えることを意味する。.
指標を改善すれば、計算は即座に逆転する。中央値の20%稼働時間からトップ四分位の36%に移行すれば、追加のトン数を購入せずに80%の容量を解放できる。スマート監視を追加すれば、アイドル状態の機械がリアルタイムで明らかになり、見えない無駄が見える機会に変わる。これはマーケティングではなく、運用レバレッジだ。.
結局のところ、最も強力なプレスブレーキは最も厚い板を曲げるものではなく、必要なときに曲げられるものだ。ブランドが重要なのは、信頼性が選択肢ではなく、動く利益だからだ。機械が時計のように動けば、利益率、評判、成長が一緒に前進する。動かなければ、あなたはこれまで所有した中で最も高価なペーパーウェイトを見つめることになる。.
CNCプレスブレーキの世界の頂点には、精密製造を定義する機械がある。トルンプ、アマダ、ビストロニックはトン数や価格で競うのではなく、稼働時間、自動化の習熟度、そして曲げのエコシステムの知能で競っている。.
トルンプ, ドイツに本社を置く同社は、CNC対応システムとIoT対応ベンディングセルを深く統合し、連続生産環境向けに構築された製品で業界をリードしています。彼らの機械は、速度よりもミクロン単位の一貫性が重要視される業界—自動車のサブフレーム、航空宇宙パネル、精密な医療用筐体—で優れた性能を発揮します。TRUMPFの価値提案は単なる機械ではなく、ほぼ許容範囲から外れることのない監視システムによる予測可能な効率性にあります。.
アマダ 日本の精密技術を柔軟で省エネルギーなパッケージに変換します。ハイブリッドおよび電動プレスは、より静かでクリーンなだけでなく、油圧メンテナンスの負担を劇的に削減します。HMIレベルで統合された高度な曲げシミュレーションソフトウェアは、オペレーターを「初品合格」スループットへと導きます—労務費がジョブショップの利益率を左右する場合に微妙ながらも重要な機能です。.
バイストロニック この階層にスイスの洗練を加えます。AI支援曲げとリアルタイム学習アルゴリズムを融合したXpert Proシリーズは、プレスブレーキをデータソースとする明確な傾向を示しています。バイストロニックの機械はエネルギー使用を最適化し、ツーリング補正をバックグラウンドで調整し、すべての作業を記録されたベンチマークに変えます。長期的な魅力は単に部品を曲げることではなく、プロセスインテリジェンスを収集することにあります。.
「フェラーリ」クラスは高額な価格設定とディーラー縛りを要求しますが、その代償は予測可能なライフサイクルコストです。サービスネットワークは密集し、対応時間は短く、残存価値は異常に高いです。98%+の稼働率を追求するメーカーにとって、この階層は単純に不確実性を排除します。.
1つ階層を下げると、優先順位は自動化の洗練から耐久性と操作のしやすさへと移ります。「戦車」クラスは、数十万ドルの投資を正当化できないが、それでも生産ラインを止めない機械を必要とする製造現場で金属加工を続けます。.
シンシナティ そして アキュプレス このクラスの代表例であり、過酷な使用に耐えるよう設計された重フレームの北米製システムです。サーボハイブリッド駆動や洗練された油圧回路は今や一般的ですが、このカテゴリーを定義するのは修理のしやすさです。部品は標準化され、容易に入手可能で、ほぼすべての産業用サービス技術者が修理できます。生産停止が軽微な寸法誤差よりも危険な場合、この自給自足性は戦略的資産となります。.
LVD そして パシフィック もこの実用的な領域に属し、CAD/CAM環境との完全統合を提供しますが、ティア1ブランドの自動化エコシステム税はかかりません。これらの機械は自己最適化はしませんが、定期的な校正により10〜20年のサービス寿命にわたって予測可能な性能を提供します。.
これらのブランドが占める中間領域はますます価値を増しています。ハイブリッド駆動やデジタル制御システムが成熟するにつれ、ティア1の効率性—省エネ、角度再現性の向上—を多く提供しながら、専有技術による頭痛を避けられます。中小メーカーにとって、洗練さと現場での修理可能性のバランスを取っています。.
この業界の端に位置するのが輸入品で、仕様上は魅力的ですが、実際には一貫性に欠けます。. ドゥルマ そして ハコ がこのグループの代表で、ディストリビューターのラベルで販売されるハウスブランドや中国製モデルが入れ替わりで加わることも多いです。軸数、バックゲージの移動量、タッチスクリーンHMIなどの仕様は競争力があるように見えます。しかし数か月後には、校正のずれ、ソフトウェアの脆弱性、アフターサポートの弱さといった差異が現れます。.
ティアの中で最も強力なDurmaは、最新のハイブリッドシステムで進出を果たしているが、ホームマーケット以外でのサービスの深さは依然として薄い。ポンプが故障したりコントローラーがロックした場合、ダウンタイムは数時間から数日に及ぶ。リブランド品やホワイトラベルの輸入品はさらにリスクが高く、保証の履行は、2回目のサービスコール前に消えてしまうかもしれない販売代理店に依存している。.
とはいえ、これらの機械はニッチを埋める存在だ。低量生産や二次加工では、割引された輸入品が他の設備のための資本を解放することができる。重要なのは、それらをインフラではなく消耗品として扱うことだ。予備部品の物流を購入コストの一部として捉えれば、経済性は明確になる—$80,000のプレスブレーキが1週間停止すれば、停止しない$160,000の代替機と同じくらいのコストがかかる可能性がある。.
| ティア | 名前 | 説明 | 代表的ブランド | 主な強み | 主なトレードオフ |
|---|---|---|---|---|---|
| ティア1 | 「フェラーリ」“ | 精密製造を定義し、稼働時間、オートメーションの習熟度、インテリジェントな曲げエコシステムに焦点を当てる。. | TRUMPF、AMADA、Bystronic | – 超高精度と稼働時間 – オートメーションおよびIoTシステムとの深い統合 – 予測可能な効率とライフサイクルコスト – 強力なサービスネットワークと高い残存価値 | – プレミアム価格 – ディーラー縛り – 初期投資が高い |
| ティア2 | 「戦車」“ | 耐久性、修理のしやすさ、アクセスしやすい制御を優先し、極端な自動化を必要としない信頼性を求める工場に適している。. | シンシナティ、アキュプレス、パシフィック、LVD | – 頑丈で重量のある北米製フレーム構造 – 修理が容易で標準部品を使用 – 優れたCAD/CAM統合 – 長い耐用年数と現場での修理可能性 | – 自動化やデータインテリジェンスが少ない – ティア1と比較してわずかな寸法のずれ – 独自の最適化機能が少ない |
| ティア3 | 「輸入の賭け」“ | 予算に優しい輸入品。競争力のある仕様だが、信頼性とサポートが一貫していない。. | Durma、Haco、汎用/リブランド機 | – 初期費用が低い – 低生産量や二次作業に適している – ハイブリッドシステムの利用可能性が増加 | – 品質や校正の一貫性に欠ける – サービスや部品サポートが限定的 – ダウンタイムが長い – 販売代理店の不安定性のリスク |
これらのティアにおける分かれ目は、金属組成や馬力ではなく、継続性です。ティア1の機械は予測可能性を買い、ティア2の機械は回復力を買い、ティア3の機械は中断のリスクを伴う即時性を買います。製造工場にとって本当の計算は、どの機械が速く曲げられるかではなく、経理担当者が時計を見ているときに曲げ続けられるかどうかです。.
CNCプレスブレーキは便利な時間に故障することはほとんどありません。本当のメーカーの価値は、午前3時にラムが停止し、あなたの最大顧客が夜明けに部品を求めているときに何が起こるかで決まります。「午前3時テスト」は、稼働時間を提供するブランドと、馬力だけを売るブランドを分けます。信頼性は仕様書上の数値だけではなく、バッジの裏にあるサービスネットワークの深さと広がりです。.
例えばAccurpressは、Cybelec駆動モデルを米国内に50人以上の技術者でサポートしており、多くは数日以内にあなたの部品形状で修理を実演できます。この近さが、ダウンタイムを予測可能なメンテナンスに変えます。対照的に、国内パートナーのないDelem DAシリーズシステムのような輸入機と小規模または集中型のサポート拠点を組み合わせた場合、シカゴやロサンゼルス以外の地域に工場があると、単純なエンコーダ故障が1週間の停止に変わることがあります。ある中西部の製造業者は、Delem DA-53Tを工場資格なしで修理できる地元技術者がいなかったため、40%のダウンタイム増加を報告しました。.
サービスの広がりが真のROIを決定します。.
地域のサーボ在庫を持つ$120kプレスは、30%高速セットアップで14か月で投資を回収できますが、サポート半径が200マイルを超えると、年間損失はアイドル時間で$50kを超える可能性があります。これは多くの購入者が見落とす静かな計算です。広いネットワークはオペレーターの継続性も保証します。技術者が、苛立ったチームが即興で対応する前に到着できれば、スケジュールとスタッフの機械への信頼の両方を守ることができます。.
「午前3時テスト」に合格する工場は、トン数の仕様と同じくらい積極的にサポートを基準化します。契約前に、対応保証、予備部品在庫レベル、技術者の認定サイクルを評価してください。それは被害妄想ではなく、残りの98%を決定する2%の時間に備える計画です。.
すべての曲げはタッチ、またはボタンから始まります。コントローラーは利便性以上のものを定義し、学習曲線、定着率、スクラップ率を左右します。多くの工場では、コントローラーの選択がフレーム自体と同じくらい財務的な重みを持っています。.
CybTouchインターフェースは単発作業の利便性で高評価を得ていますが、タンデム同期の欠如により、角度のずれが0.5度を超えると小規模製造業者が数千ドル分のアルミスクラップを出すことがあります。逆に、Delem DAモデルは堅牢な3Dシーケンスを提供しますが、短期生産環境では過剰になることがあります。ESA 640からDA-66TにアップグレードしたあるAccurpressユーザーは、多軸航空宇宙パネル向けの高度な3Dツールをドア枠には使わなかったため、再訓練とアイドル時間で$8,000を失いました。.
オペレーターの入れ替わりが激しい場合、機能よりも使いやすさが勝ります。. 調査によると、レガシーNCコントローラーを使用している工場の62%が、試し曲げを最小限に抑える直感的なタッチシステムを提供する施設へ、最良のオペレーターを1年以内に失っています。しかし、高度な機能は使える場合にのみ価値があります。Delem DA-66Wのタクタイルボタンは油まみれの床環境で活躍し、クリーンルームの工場ではタッチ精度を活用してセットアップ時間を分単位から秒単位に短縮します。.
優れたメーカーは、「頭脳」がソフトウェアを超えることを理解しています。ESA S640のような再プログラム可能なPLCを備えたハイブリッドシステムは、上級ユーザーがロジックの不具合を社内で修正でき、数週間のダウンタイムを節約します。この柔軟性が、機械的パワーと次のオペレーターを前任者が辞めるより早く育成できるインターフェースを組み合わせた、プレスブレーキ市場の新しいエリートを定義します。.
多くの購入者は、大型プレスブレーキが高いスループットを保証すると考えますが、大量生産では制御精度とセットアップ時間が、単なるトン数よりも実際の生産量を決定します。ドアチャンネルや建築用プロファイルなど、毎日何千もの同一部品を生産する工場は、CNCプレスブレーキから最大の利益を得ます。 40〜200トン の範囲で 3メートルベッド. これらの機械は、材料範囲と繰り返し精度のバランスを取り、ラインオペレーターが維持できるようにします。 ±0.005インチ 長期運転にわたる公差。この再現性は理論上のものではない。NISTの試験では、適応クラウニングとクローズドループフィードバックを調整すると、生産廃棄物がほぼ3分の1減少することが示されている。.
真の差別化要因は設定速度である。1,000個のバッチでは、自動バックゲージシステムによりセットアップ時間を4時間から30分に短縮し、総労働時間を半分以上削減できる。それでもメーカーは、ロボットローダーやツールチェンジャーを備えた完全自動化セルを購入者に勧めることが多い。これらのシステムは、曲げ作業がほとんど変わらない場合にのみ意味があり、そうでなければ資本コストを50%倍にし、一貫したROIをもたらさない。TRUMPFやアマダのようなブランドは、これらの追加機能を「将来対応」として販売しているが、単一SKUの生産では、プログラム可能なバックゲージと精密油圧制御でほぼ同等の成果を、価格の一部で得られる。.
ロングベッド用途—175トンフレームでの10フィート長—では、より微妙なストレスポイントであるビームたわみが明らかになる。Accurpressが採用するようなリンク式設計は、広いパネル全体で直線的な動きを維持し、10〜15%の出力を台無しにするバナナ曲げ効果を排除する。大量生産の階層は、能力と制御が一致したときに繁栄し、それを超えたときではない。.
生産工場が繰り返しを重視する一方で、カスタムファブリケーターは適応性を生命線としている。典型的な作業は、軟鋼、ステンレス、時にはアルミを混合し、部品は毎時間変化する—このため中級クラスの油圧CNCプレスがこのセグメントを支配している。機械は AccurpressやWysong, で、曲げ能力は 1インチの軟鋼, まで対応し、高級サーボ電動モデルのような精度過剰を避けつつ、多様な板厚に対応できる。高級モデルは時間の80%をアイドル状態で過ごすことが多い。.
ここでの収益性向上の近道は、高トン数ではなく、より賢い取り扱いである。複雑なフランジ形状に対応できる多軸バックゲージは、曲げ間の手動再位置決めを不要にし、複雑な試作品のサイクルタイムを半減させる。仕事の利益率が迅速な納期に依存する場合—急ぎのHVACや建築パネルなど—セットアップ時間を20分短縮するだけで、作業が利益を生むかどうかが決まる。コントローラーの設計も同じくらい重要で、直感的なインターフェースを持つ DelemやCybelec は、プログラミング時間を数時間から数分に短縮し、オペレーター依存度を減らすことで、直接的に研修によるダウンタイムやシフトの空白を減らす。.
見落とされがちな要因の一つは、不規則な素材での動作の一貫性である。テーパーや多層厚の部品を扱う工場は、並行したラムの動きを維持するリンク式駆動システムの恩恵を受ける。これは、板の剛性が変化するとサーボ電動モデルが再現に苦労する部分だ。安全性も重要な要素である。両手操作や信頼性の高いライトカーテンシステムは、OSHAの要件を満たすだけでなく、熟練労働者とスケジュールの整合性を守る。怪我によるダウンタイムの隠れたコストは、失われた生産時間1時間あたり$1,000を超えることが日常的にある。ジョブショップにとって、機動性は紙上の完璧さではなく、動作における精度である。.
資金繰りが厳しい時や納期が常識を超えて延びる時、中古CNCプレスブレーキ市場は業界の裁定取引の舞台となる。特に AccurpressやCincinnatiの150〜200トンのユニットは、 新機の性能の85% を コストの40–60%, 多くのティア3ラインを悩ませている6か月の輸入遅延を回避します。数字はリスクを正当化します。独立したメンテナンスデータによれば、定期的に整備された米国製油圧機器は年間のダウンタイム損失が約$10,000ドルであるのに対し、部品供給が不安定なブランド外機器では$50,000ドルに達します。.
適切なデューデリジェンスによって、中古機は賭けから優位性へと変わります。制御システム診断、曲げ精度ログ(探すべきは ±0.01インチの再現性 再整備後)、最近のフレームたわみ試験を要求してください—定格荷重下で 0.02インチ を超えるものは、精度のドリフトにつながる疲労を示します。使用サイクルが20,000未満で、油圧圧力の記録がきれいであれば、特に地元のサービス契約と組み合わせた場合、数十年の寿命が残っていることが多いです。ここで手を抜く購入者は、予備部品の入手くじ引きに参加するリスクがあります。輸入油圧バルブやサーボ基板の調達には数か月かかり、契約喪失によって節約分が消えます。.
中古ティア2ユニットは、供給網の混乱時に多くの人が見落としていたものも提供します: サポートの近さ. 。国内で再製された機械は同じ週にサービスを受けられますが、海外保証では数か月待たされます。拡張の瀬戸際にある工場にとって、その迅速な対応はスペックシートの自慢よりも価値があります。中古市場は妥協ではなく、稼働時間と制御インテリジェンスこそが請求書を支払うものであり、新しい塗装の状態ではないことを理解している製造業者にとって戦略的なレバーです。.
ついにCNCプレスブレーキメーカーの担当者と向かい合ったとき、感情が判断を曇らせることがあります。機械の輝きや「前例のない制御」といったより高い精度のセールストークは魅力的ですが、目の前の契約こそが、その取引が生産能力を構築するのか資本を浪費するのかを決定します。譲れない条項は5つあります。.
1. 再現性と位置決め精度に関する性能保証。. 仕様書には±0.0004インチと記載されていますが、持続的な生産負荷下でその性能を達成することを文書で確認するよう要求してください。それ以下では、6か月後に高価な推測ゲームとなります。.
2. 工場技術者による現地試運転。. 設置ミスは機械の故障よりも多くのダウンタイムを引き起こします。引き渡し前にメーカーによる整列と校正を要求し、「販売店による設置」のみは受け入れないでください。.
3. 測定可能な成果を伴う定義済みの研修時間。. オペレーターが「慣れる」だけでは不十分です。スタッフは、10分以内のセットアップ、完全な曲げプログラムの検証、安全な工具交換手順という基準を達成すべきです。これらの指標を契約に組み込みましょう。.
4. 制御ソフトウェア更新の保証。. CNCコントローラーは頭脳です。もしアップデートが新しいライセンス料の支払いにより制限されるなら、あなたの「最先端」マシンは2年で旧式になります。最低でも3年間のアップデートを確保してください。.
5. アフターサービスの対応時間を文書化すること。. 予定外の停止は利益率を削ります。サービスのリードタイムを明記した条項—24時間以内の折り返し連絡、72時間以内の現地対応—が、空約束を責任に変えます。.
これらが文書化されていないなら、あなたは機械を買っているのではなく、希望を買っているのです。.
販売店はデモ用ブレーキに磨かれたステンレスの完璧な三角形を通すのが大好きです—それは演出です。しかしそれは、あなたの歪んだ鋼製ブラケットや10フィートのアルミパネルでの性能を証明するものではありません。プロは自分の加工品を持ち込みます。.
不均一な厚み、深いフランジ、粒方向の不一致など、最も難しい作業を代表する部品を2〜3点持参しましょう。そして、それらの実際の部品をプログラムし、セットアップし、曲げる様子を見ながら、サイクルタイム、工具交換、スプリングバック補正を確認します。そうすれば、孤立した精度ではなく、文脈の中での精度が見えます。.
次に、使用したトン数、バックゲージの動き、材料補正プロファイルなどの完全なセットアップデータを要求しましょう。営業担当がためらったら、それが真実の瞬間です。本気のメーカーは挑戦を喜びます。なぜなら、透明性こそが照明付きデモよりも早く契約を成立させることを知っているからです。.
簡単なテスト:デモ技術者が部品を渡す前にノギスを取り出さないなら、その場で立ち去りましょう。.
CNCプレスブレーキの購入が失敗するのは、工場が現在の受注残高に基づいて回収期間を計算し、次の5年間を考慮しない場合です。ROIは抽象的なパーセンテージではなく、生存のための指標です。厳密に適用しましょう:
ROI = (総利益 – 総投資) / 総投資 × 100%.
総投資は機械の価格だけではありません。現実的な内訳は次の通りです:60%機器、20%工具、7%設置、4%トレーニング、9%運用予備費。この最後の項目を無視すると、帳簿上は「利益が出ている」ように見えても、現場では資金不足に陥ります。.
重要な基準: 3年以内の回収期間. 総投資額を年間純利益で割ります。もし125,000ドルの設備が年間100,000ドルの純利益を生むなら、2.5年後には黒字化し、その後のサイクルごとに利益が積み重なります。.
多くの工場は年間純利益を過小評価します。労務削減だけを計算するからです。真の要因は、再作業の削減、稼働率の向上、そして競合が正確に成形できない高利益部品を見積もれる能力です。最後の要因—新規契約の獲得可能性—は、速度向上よりも早く収益を増加させます。.
非財務的な利益は、中位機種の購入を後押しします。AccurpressやDurmaのようなメーカーの中位モデルは、資本コストの30%でプレミアム性能の約85%を実現します。廃棄を減らし、品質を標準化し、リードタイムを短縮し、顧客からの信頼性評価を高めます—しかもバランスシートに流動性を残します。設備の過剰購入は、差額を熟練オペレーターやリーンフロー改善に投資する場合ほどの成果を上げることは稀です。.
賢い購入を形作るのは3つの視点です:短期(3年回収)、中期(5年利益拡大)、長期(残存価値とブランド評価)。販売店は現在の問題に焦点を当てますが、プロは次の5年間の利益積み上げをモデル化します。.
ペンを紙に置く瞬間は、馬力やトン数のことではありません。それは稼働時間、キャッシュフロー、そして曲げごとの今後5年間の利益をコントロールすることです。自分の部品、自分の計算、そして用意した5つの条項を持って販売店に足を踏み入れましょう。本当の力技は価格交渉ではなく、その機械が床に届く前にどれだけ稼がなければならないかを正確に理解していることを証明することなのです。.


















