

В тот момент, когда листогиб останавливается посреди смены, тишина звучит громче любого удара металла. Операторы смотрят на застывшую балку, экран управления мигает загадочным кодом ошибки, и производство падает до нуля. Это не просто простой — это сорванный срок, сомневающийся клиент, разрушающийся бренд. При всех своих тоннажах и характеристиках листогиб без надежности превращается в бумажный пресс стоимостью в шесть цифр. Вот настоящий тест ценности производителя: не то, что они печатают в буклете, а то, что происходит в тот час тишины.
Каждый цех знает математику — но немногие считают скрытые проценты на простой. Среднее время работы листогибов держится около 12.9%, тогда как лучшие достигают 34.3%. Это значит, что большинство машин простаивают почти 87% времени. Умножьте это на зарплаты операторов, штрафы за просрочку заказов и ставки за сверхурочные, и уикенд потерянного производства легко поглотит скромную “экономию” от покупки более дешевой машины.
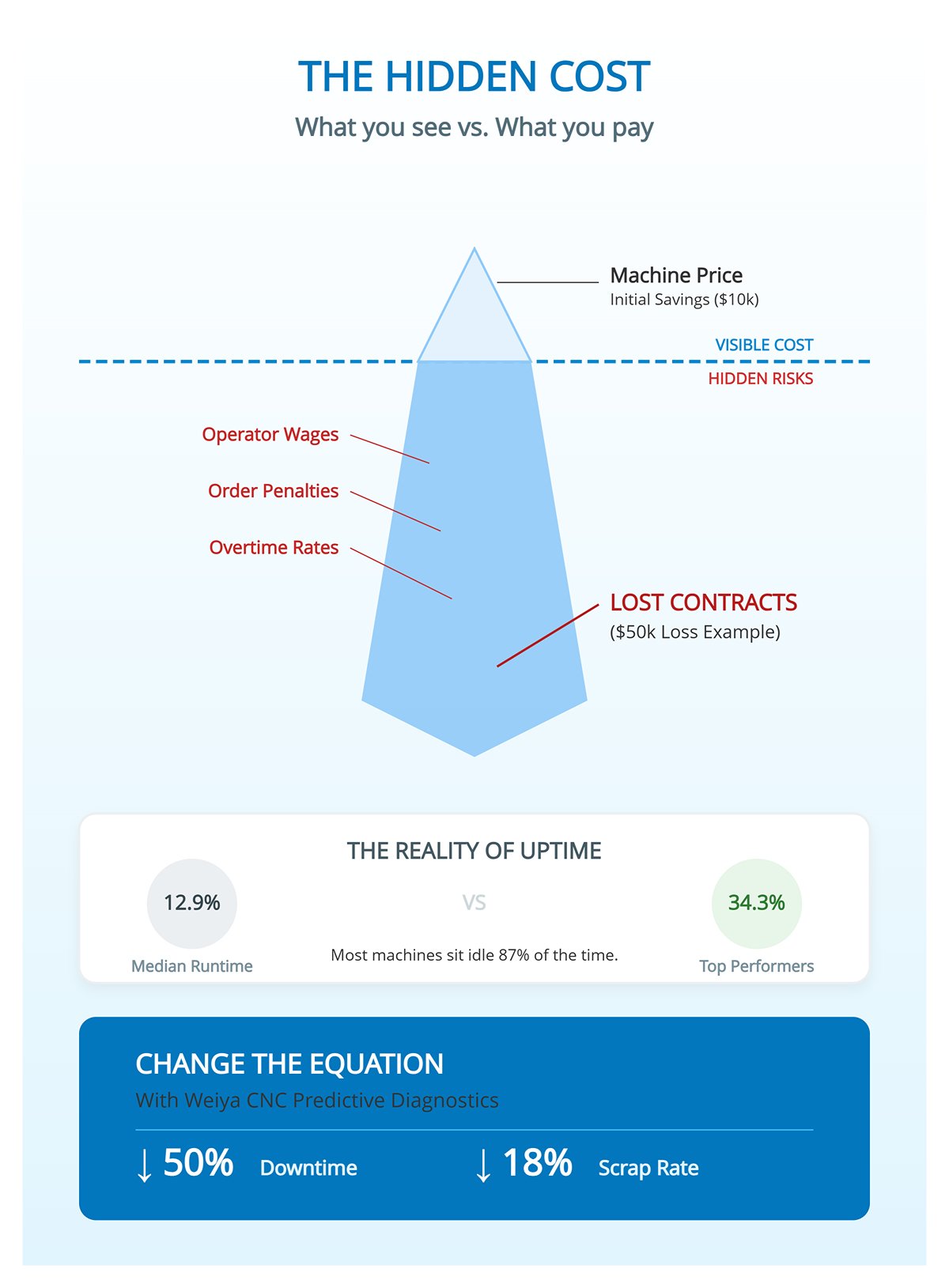
Завод по металлообработке на Среднем Западе усвоил этот урок на собственном опыте. Экономия $10,000 на импортной модели обернулась ожиданием три месяца замены сервоприводов после выхода из строя гидравлического уплотнения. Эта задержка стоила им контракта на $50,000 в автомобильной отрасли. Для сравнения, конкурент, использующий премиальный американский бренд с локальной поддержкой, заменил клапан за 48 часов и выполнил все поставки в срок. Урок жесток и прост: простой растет быстрее, чем проценты, а в металлообработке ликвидность измеряется рабочими часами.
Предиктивная диагностика и умные контроллеры изменили уравнение. Когда клиент Weiya CNC модернизировал свой парк, предупреждения о профилактическом обслуживании и более простая калибровка сократили простой вдвое и брак на 18%. Новая машина окупилась — не за счет большего тоннажа, а за счет работы без перерывов.
Сырая мощность впечатляет на бумаге, но точность управления приносит прибыль. Листогиб на 200 тонн бесполезен, если его интерфейс загоняет операторов в лабиринт кодов, меню и непостоянной обратной связи по углу. Цеха теряют часы не из-за слабой гидравлики; они теряют их, обучая операторов обходить непонятные контроллеры. В отрасли, уже страдающей от нехватки квалифицированных кадров, сложность — это провал, замаскированный под возможности.
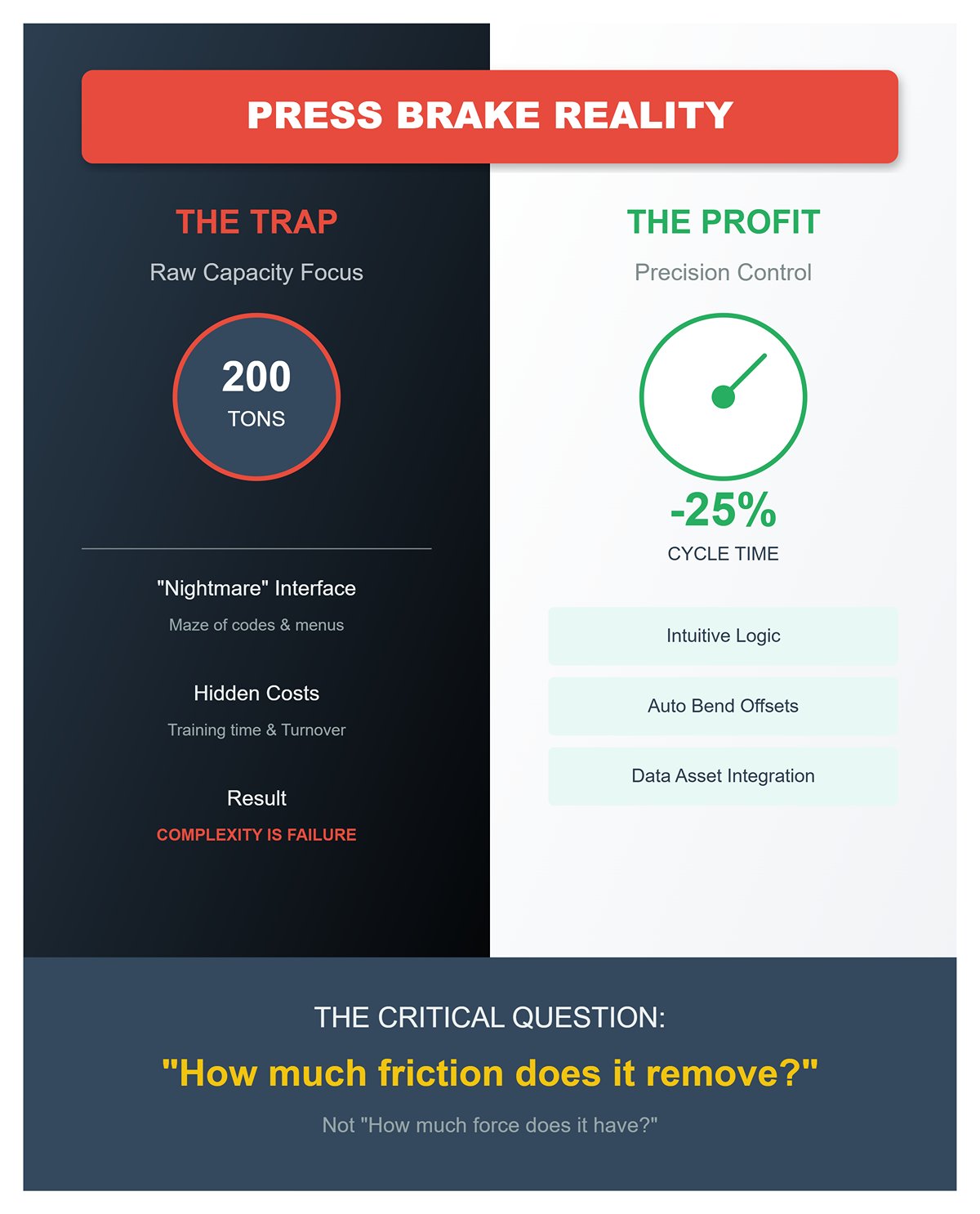
Производители с высокой производительностью теперь рассматривают удобство использования как показатель эффективности. Интуитивные контроллеры сокращают время наладки, автоматически фиксируют смещения гиба и сохраняют данные по оснастке для мгновенного повторения работы. Один поставщик автомобильного уровня сократил время цикла на 25% не за счет увеличения тоннажа, а благодаря интеграции отслеживания метрик прямо в логику контроллера. Каждый параметр — от выравнивания пуансона до движения заднего упора — стал активом данных, а не догадкой.
Так что при оценке брендов листогибов настоящий вопрос не “Сколько у него силы?”, а “Сколько трения он убирает?”. Потому что машина, которая раздражает операторов, не зарабатывает деньги — она создает текучку кадров.
Качественный листогиб тихо умножает ценность по всей организации. Он поддерживает время работы, помогает обученным операторам и масштабируется вместе с цифровой инфраструктурой. Плохой же наказывает вас тремя способами: остановленным производством, растущими затратами на обслуживание и потерей репутации. Перегруженные дешевые рамы могут прогнуться на годы раньше, утроив количество гидравлических отказов, как это произошло на одном заводе автозапчастей после достижения 500,000 циклов. Когда это случается, машина перестает быть активом — она становится запасом, прикованным к полу.
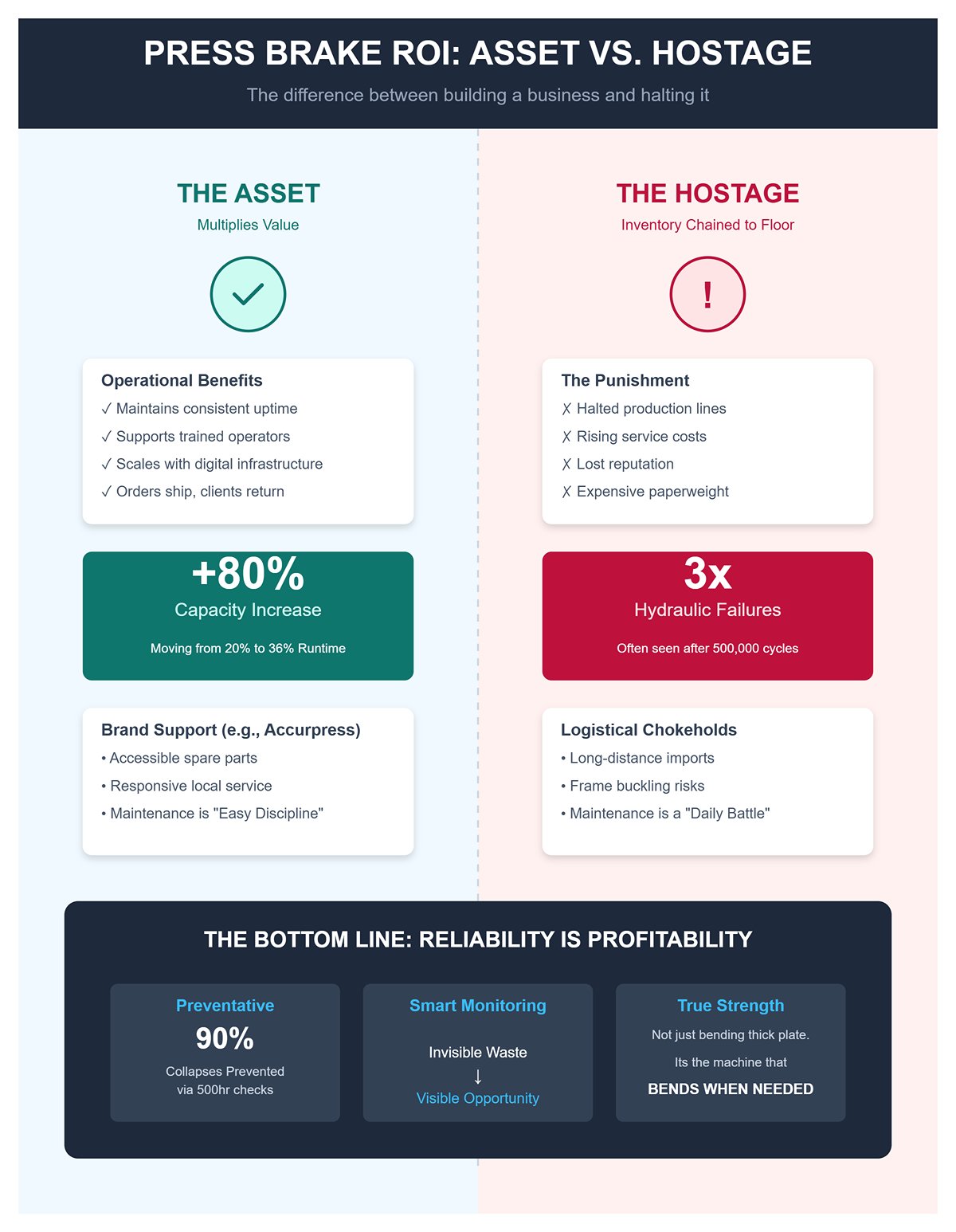
Регулярные проверки каждые 500 часов — чистка, смазка, осмотр — предотвращают 90% таких поломок. Но поддержка бренда определяет, будет ли этот график легкой дисциплиной или ежедневной борьбой. Среднеценовые американские модели, такие как Accurpress, делают ставку на доступность запасных частей и оперативный сервис, обходя логистические узкие места дальних импортов. Эта разница — не престиж, а непрерывность. Она означает, что заказы отправляются, клиенты возвращаются, а ваш показатель времени работы повышает уверенность в будущих расчетах.
Улучшите показатель — и математика меняется мгновенно. Перейдите с среднего 20% времени работы на верхний квартиль 36%, и вы получите 80% дополнительной мощности без покупки еще одной тонны усилия. Добавьте умный мониторинг — и простаивающие машины проявят себя в реальном времени, превращая невидимые потери в видимые возможности. Это не маркетинг — это операционный рычаг.
В конце концов, самый сильный листогиб — не тот, что гнет самую толстую сталь, а тот, что гнет тогда, когда это нужно. Бренд важен, потому что надежность — это не опция; это прибыль в движении. Когда ваша машина работает как часы, ваша маржа, репутация и рост движутся вперед вместе. Когда нет — вы остаетесь смотреть на самый дорогой бумажный пресс, который когда-либо покупали.
На вершине мира листогибов с ЧПУ стоят машины, которые определяют точное производство. TRUMPF, AMADA и Bystronic соревнуются не в тоннаже или цене — они соревнуются во времени работы, автоматизации и интеллектуальности своих гибочных экосистем.
TRUMPF, со штаб-квартирой в Германии, лидирует благодаря глубоко интегрированным системам с поддержкой CNC и готовым к IoT гибочным ячейкам, созданным для сред непрерывного производства. Их станки превосходно работают в отраслях, где микронная точность важнее скорости — автомобильные подрамники, панели для аэрокосмической отрасли, сложные медицинские корпуса. Ценность TRUMPF заключается не только в самом станке, но и в предсказуемой эффективности контролируемой системы, которая почти никогда не выходит за пределы допусков.
AMADA переводит японскую точность в гибкий, энергоэффективный формат. Их гибридные и электрические прессы не только тише и чище, но и значительно снижают затраты на обслуживание гидравлики. Продвинутое ПО для моделирования гибки, интегрированное на уровне HMI, направляет операторов к достижению правильного результата уже с первой детали — тонкая, но критически важная функция, когда затраты на труд являются доминирующим фактором в марже мелкосерийного производства.
Bystronic добавляет швейцарский уровень изысканности в этот сегмент. Их серия Xpert Pro, сочетающая гибку с поддержкой ИИ и алгоритмами обучения в реальном времени, иллюстрирует явную тенденцию: листогиб как источник данных. Станки Bystronic оптимизируют энергопотребление и автоматически корректируют компенсацию инструмента, превращая каждую работу в зафиксированный эталон. Долгосрочная ценность заключается не только в гибке деталей, но и в сборе информации о процессе.
“Феррари” требуют премиальной цены и привязки к дилеру, но взамен дают предсказуемую стоимость жизненного цикла. Сервисные сети плотные, время отклика короткое, а остаточная стоимость необычно высока. Для производителей, стремящихся к 98%+ времени безотказной работы, этот сегмент просто исключает неопределенность из уравнения.
Опускаясь на один уровень ниже, приоритеты смещаются от изящной автоматизации к долговечности и доступному управлению. “Танки” продолжают работу с металлом в цехах, которые не могут оправдать инвестицию в четверть миллиона долларов, но всё же нуждаются в оборудовании, которое не остановит производственный процесс.
Cincinnati и Accurpress олицетворяют этот класс: массивные рамы, системы североамериканского производства, рассчитанные на тяжелую эксплуатацию. Хотя сервогибридные приводы и усовершенствованные гидравлические контуры теперь стали обычным явлением, определяющей чертой этой категории является ремонтопригодность. Компоненты стандартные, легко доступны, и практически любой промышленный сервисный техник может их диагностировать. Эта самостоятельность становится стратегическим активом, когда простой производства опаснее, чем небольшое отклонение размеров.
LVD и Pacific также находятся в этой прагматичной нише, предлагая полную интеграцию с CAD/CAM-средами, но без налога на автоматизационную экосистему брендов первого сегмента. Эти станки не оптимизируют себя автоматически, но обеспечивают предсказуемую работу на протяжении 10–20 лет при регулярной калибровке.
Средний сегмент, который занимают эти бренды, становится всё более ценным. По мере того как гибридные приводы и цифровые системы управления совершенствуются, они предлагают многие преимущества первого сегмента — экономию энергии, лучшую повторяемость углов — без проблем с проприетарными технологиями. Для малых и средних производителей они находят баланс между сложностью и ремонтопригодностью в полевых условиях.
На дальнем краю рынка находятся импортные модели: на бумаге они выглядят привлекательно, но на практике часто непостоянны. Durma и Haco заголовок этой группы, к которой часто присоединяется сменный состав фирменных брендов и моделей китайского производства, рекламируемых под марками дистрибьюторов. Их характеристики — количество осей, ход заднего упора, сенсорные панели HMI — выглядят конкурентоспособно. Различия проявляются спустя месяцы в виде дрейфа калибровки, хрупкости программного обеспечения и слабой поддержки после продажи.
Durma, самая сильная в этом сегменте, добилась успехов с современными гибридными системами, но глубина сервиса за пределами их домашних рынков остаётся небольшой. Когда насос выходит из строя или контроллер блокируется, простой может растянуться с часов до дней. Перебрендированные и белые этикетки импортных машин могут быть ещё рискованнее; исполнение гарантий зависит от дистрибьютора, который может исчезнуть до второго сервисного вызова.
Тем не менее, эти машины занимают свою нишу. Для малосерийного производства или вторичных операций, дешёвый импорт может освободить капитал для другого оборудования. Главное — рассматривать их как расходные материалы, а не как инфраструктуру. Когда логистика запасных частей учитывается как часть стоимости покупки, экономика становится понятнее — пресс-брейк за $80,000, простаивающий неделю, может обойтись столько же, сколько альтернатива за $160,000, которая никогда не останавливается.
| Сегмент | Имя | Описание | Представительные бренды | Ключевые сильные стороны | Ключевые компромиссы |
|---|---|---|---|---|---|
| Сегмент 1 | “Феррари” | Определяет прецизионное производство; делает упор на бесперебойную работу, автоматизацию и интеллектуальные экосистемы гибки. | TRUMPF, AMADA, Bystronic | – Ультра-высокая точность и бесперебойная работа – Глубокая интеграция с автоматизацией и IoT-системами – Предсказуемая эффективность и стоимость жизненного цикла – Сильные сервисные сети и высокая остаточная стоимость | – Премиальная цена – Привязка к дилеру – Более высокая начальная инвестиция |
| Сегмент 2 | “Танки” | Приоритет на долговечность, ремонтопригодность и доступное управление; подходит для мастерских, которым нужна надежность без чрезмерной автоматизации. | Cincinnati, Accurpress, Pacific, LVD | – Прочные, тяжелые рамы североамериканского производства – Легкий ремонт и стандартные компоненты – Хорошая интеграция с CAD/CAM – Длительный срок службы и ремонтопригодность в полевых условиях | – Меньше автоматизации и интеллектуальной обработки данных – Незначительное отклонение размеров по сравнению с уровнем 1 – Меньше фирменных функций оптимизации |
| Уровень 3 | “Импорт на удачу” | Бюджетные импортные модели; конкурентные характеристики, но непостоянная надежность и поддержка. | Durma, Haco, универсальные/ребрендированные станки | – Низкая начальная стоимость – Подходит для малых объемов или вторичных операций – Растущая доступность гибридных систем | – Непостоянное качество и калибровка – Ограниченное обслуживание и поддержка запчастями – Более длительные простои – Риск нестабильности дистрибьютора |
Во всех этих уровнях разделительная линия проходит не по металлургии или мощности — а по непрерывности. Машины первого уровня покупают предсказуемость. Машины второго уровня покупают устойчивость. Машины третьего уровня покупают оперативность с риском перебоев. Настоящая математика для любого цеха по изготовлению — это не то, какая машина гнёт быстрее, а то, какая продолжает гнуть, когда бухгалтер смотрит на часы.
CNC листогибы редко выходят из строя в удобное время. Настоящая проверка ценности производителя — это то, что происходит, когда ваш ползун останавливается в 3 часа ночи, а ваш главный клиент ждёт детали к рассвету. “Тест в 3 часа ночи” отделяет бренды, которые обеспечивают бесперебойную работу, от тех, кто продаёт только мощность. Надёжность — это не просто показатель в спецификациях, а глубина и охват сервисной сети за логотипом.
Accurpress, например, поддерживает свои модели на базе Cybelec более чем пятьюдесятью техниками по всей территории США, многие из которых могут продемонстрировать ремонт на вашей геометрии деталей в течение нескольких дней. Такая близость превращает простой в плановое обслуживание. В отличие от этого, импортные установки с меньшими или централизованными центрами поддержки — как системы Delem серии DA без отечественных партнёров — могут превратить простую неисправность энкодера в недельный простой, если ваш цех находится вне Чикаго или Лос-Анджелеса. Один производитель из Среднего Запада сообщил о скачке простоя на 40%, потому что ни один местный техник не мог обслужить их Delem DA-53T без заводских полномочий.
Охват сервиса определяет реальную окупаемость инвестиций.
Пресс на $120k с региональным запасом сервоприводов может окупить инвестиции за 14 месяцев при 30% более быстрых наладках — но если радиус поддержки превышает 200 миль, годовые потери могут превысить $50k из-за времени простоя. Это тихая математика, которую слишком многие покупатели упускают. Широкая сеть также обеспечивает непрерывность работы операторов. Когда техник может прибыть до того, как раздражённая команда начнёт импровизировать, вы сохраняете и график, и уверенность персонала в машине.
Цеха, которые проходят “Тест в 3 часа ночи”, оценивают поддержку так же агрессивно, как и тоннаж. Оценивайте гарантии времени отклика, уровни запасов запчастей и циклы сертификации техников до подписания чего-либо. Это не паранойя — это планирование на 2% времени, которое определяет остальные 98%.
Каждый изгиб начинается с касания — или кнопки. Контроллер определяет не только удобство; он задаёт кривую обучения, уровень удержания персонала и процент брака. Во многих цехах выбор контроллера имеет столько же финансового веса, сколько и сама рама.
Интерфейсы CybTouch получают высокие оценки за удобство при единичных операциях, но отсутствие синхронизации в тандеме обошлось небольшим производителям в тысячи долларов из-за брака алюминия, когда отклонение угла превышало полградуса. Напротив, модели Delem DA предлагают надёжное 3D-секвенирование, но могут оказаться излишними в средах с короткими сериями. Один пользователь Accurpress, который перешёл с ESA 640 на DA-66T, потерял $8,000 на переобучении и простое, потому что их команда никогда не использовала продвинутые 3D-инструменты, предназначенные для многоосевых аэрокосмических панелей, а не дверных рам.
Простота побеждает функциональность, когда операторы меняются. Опросы показывают, что 62% цехов, работающих на устаревших NC-контроллерах, теряют своих лучших операторов в течение года, часто в пользу предприятий, предлагающих интуитивно понятные сенсорные системы, минимизирующие пробные изгибы. Однако сложность окупается только тогда, когда она применима. Тактильные кнопки Delem DA-66W отлично работают в условиях грязного пола, а чистые помещения используют точность сенсора, чтобы сократить время наладки с минут до секунд.
Лучшие производители знают, что “мозги” выходят за рамки программного обеспечения. Гибридные системы, такие как ESA S640, с перепрограммируемыми ПЛК, позволяют опытным пользователям устранять логические ошибки на месте — экономя недели простоя. Такая гибкость определяет новую элиту на рынке листогибов: машины, которые сочетают механическую мощь с интерфейсом, обучающим нового оператора быстрее, чем предыдущий успеет уволиться.
Большинство покупателей предполагают, что больший листогиб гарантирует более высокую производительность, но в массовом производстве точность управления и время наладки — а не грубая мощность — определяют реальный выпуск. Цеха, выпускающие тысячи одинаковых деталей ежедневно, будь то дверные каналы или архитектурные профили, получают наибольшую выгоду от CNC листогибов в диапазоне 40–200 тонн range with 3‑метровые станки. Эти машины находят баланс между диапазоном материалов и точностью повторения, позволяя операторам линии поддерживать ±0,005 дюйма допуски на протяжении длинных серий. Эта повторяемость не является теоретической: испытания NIST показывают, что производственные отходы сокращаются почти на треть, когда адаптивная компенсация прогиба и замкнутая система обратной связи настроены.
Истинным отличием является скорость конфигурации. При партиях в 1000 штук автоматизированная система заднего упора может сократить время настройки с четырёх часов до тридцати минут и уменьшить общие трудозатраты более чем наполовину. Тем не менее производители часто склоняют покупателей к полным автоматизированным ячейкам с роботизированными загрузчиками и сменщиками инструментов. Такие системы имеют смысл только тогда, когда режимы гибки редко меняются; иначе они увеличивают капитальные затраты в 50% раз без обеспечения стабильной окупаемости инвестиций. Такие бренды, как TRUMPF и Amada, продвигают эти дополнения как “готовые к будущему”, но для производства одного SKU программируемые задние упоры и прецизионные гидравлические системы управления дают почти такие же результаты за небольшую часть цены.
Применения с длинным столом — длина 10 футов на рамах мощностью 175 тонн — выявляют более тонкую точку напряжения: прогиб балки. Конструкции с тягами, такие как у Accurpress, поддерживают линейное движение по широким панелям и устраняют эффект «бананового» изгиба, который может испортить 10–15% продукции. Сегмент большого объёма процветает, когда мощность соответствует контролю, а не когда она его опережает.
Если производственный завод ценит повторяемость, то изготовитель на заказ живёт за счёт адаптивности. Типичные работы включают мягкую сталь, нержавеющую сталь и иногда алюминий, с деталями, меняющимися каждый час — именно поэтому в этом сегменте доминируют гидравлические CNC прессы среднего уровня. Машины от Accurpress или Wysong, рассчитанные на гибку до 1‑дюймовой мягкой стали, обеспечивают запас прочности для работы с различными толщинами без излишней точности высококлассных сервоэлектрических моделей, которые проводят 80% времени в простое.
Ключ к прибыльности здесь — не большая тоннажность, а более умная обработка. Многоосевые задние упоры, способные выполнять сложные геометрии отбортовки, устраняют необходимость ручного перемещения между гибами, сокращая цикл вдвое на сложных прототипах. Когда маржа заказа зависит от быстрого выполнения — например, срочные HVAC или архитектурные панели — сокращение даже двадцати минут настройки определяет, будет ли работа прибыльной. Дизайн контроллера имеет такое же значение: интуитивные интерфейсы от Delem или Cybelec сокращают программирование с часов до минут и уменьшают зависимость от оператора, что напрямую снижает время простоя на обучение и пробелы в сменах.
Один часто упускаемый фактор — это постоянство движения на неровном материале. Мастерские, работающие с конусными или многослойными деталями, выигрывают от систем привода с тягами, которые поддерживают параллельное движение ползуна, чего сервоэлектрические модели с трудом достигают при изменении жёсткости листа. Безопасность завершает уравнение. Двуручное управление и надёжные системы световых завес не только соответствуют требованиям OSHA, но и защищают квалифицированных рабочих и целостность графика — скрытая стоимость простоя из-за травм регулярно превышает $1,000 за час потерянного производства. Для мастерской на заказ гибкость — это точность в движении, а не совершенство на бумаге.
Когда денежный поток ограничен или сроки поставки растягиваются до абсурда, рынок подержанных CNC пресс‑гибов становится ареной арбитража в отрасли. Хорошо обслуженные десятилетние модели — особенно станки Accurpress или Cincinnati мощностью от 150 до 200 тонн— могут обеспечить 85% производительности новой машины для 40–60% стоимости, обходя шестимесячные задержки импорта, которые преследуют многие линии третьего уровня. Цифры оправдывают риск: независимые данные по обслуживанию показывают, что регулярно обслуживаемая гидравлика, произведённая в США, приносит ежегодные потери из‑за простоев около $10 000, против $50 000 для машин без бренда с непостоянной поддержкой запчастями.
Тщательная проверка превращает покупку подержанной машины из авантюры в преимущество. Запросите диагностику системы управления, журналы точности гибки (ищите ±0,01 дюйма повторяемости после ремонта), а также недавний тест прогиба рамы — любое значение свыше 0,02 дюйма при номинальной нагрузке сигнализирует об усталости, которая приведёт к постепенному снижению точности. Подтверждённые циклы менее 20 000 и чистые графики давления в гидросистеме часто означают десятилетия оставшегося срока службы, особенно при наличии местного сервисного контракта. Покупатели, которые экономят на этом этапе, рискуют попасть в «лотерею запасных частей»; импортные гидравлические клапаны и сервоплаты могут поставляться месяцами, сводя экономию на нет из‑за потерянных контрактов.
Подержанные машины второго уровня также дают то, о чём многие забыли во время кризиса цепочек поставок: близость обслуживания. Машину, восстановленную внутри страны, можно обслужить в ту же неделю, по сравнению с многомесячным ожиданием по зарубежным гарантиям. Для мастерских на грани расширения такая оперативность перевешивает любые хвастовства характеристиками. Рынок подержанных машин — это не компромисс, а стратегический рычаг для производителей, которые понимают, что оплачивают счета время безотказной работы и интеллектуальные системы управления, а не свежая краска.
Когда вы наконец садитесь напротив представителя производителя гибочного пресса с ЧПУ, эмоции могут затуманить суждение. Блеск машины и речь о более жёстких допусках и “беспрецедентном контроле” звучат заманчиво — но именно контракт перед вами определяет, станет ли сделка наращиванием мощностей или утечкой капитала. Пять пунктов являются обязательными.
1. Гарантия производительности по повторяемости и точности позиционирования. В технических характеристиках указано ±0,0004″, но настаивайте на письменном подтверждении, что машина достигает этого показателя при длительных производственных нагрузках. Любое отклонение превращает процесс в дорогостоящую игру в угадайку к шестому месяцу.
2. Пусконаладка на месте силами заводских специалистов. Ошибки при установке вызывают больше простоев, чем неисправности машины. Требуйте выверку и калибровку, подтверждённые производителем, до передачи; не соглашайтесь только на “настройку дилером”.
3. Определённое количество часов обучения с измеримыми результатами. Недостаточно, чтобы оператор просто “ознакомился”. Ваши сотрудники должны достичь контрольных показателей — настройка менее чем за 10 минут, полная проверка программы гибки и безопасные процедуры смены инструмента. Включите эти метрики в договор.
4. Гарантия на обновления программного обеспечения управления. ЧПУ‑контроллер — это мозг; если обновления будут доступны только за дополнительную лицензионную плату, ваша “передовая” машина станет устаревшей через два года. Зафиксируйте как минимум три года обновлений.
5. Документированные сроки реагирования после продажи. Каждая незапланированная остановка стоит маржи. Пункт, определяющий сроки обслуживания — обратный звонок в течение 24 часов, выезд на место в течение 72 часов — превращает пустые обещания в ответственность.
Если это не прописано в договоре, вы покупаете не машину — вы покупаете надежду.
Дилеры любят идеальные треугольники из шлифованной нержавейки, проходящие через их демонстрационные прессы — это постановка. Но это никак не доказывает производительность на ваших деформированных стальных кронштейнах или 10‑футовых алюминиевых панелях. Профессионалы приносят свои собственные заготовки.
Возьмите две‑три детали, которые представляют ваши самые сложные задачи — неоднородная толщина, глубокие отбортовки, непостоянное направление волокон. Попросите их запрограммировать, настроить и согнуть эти реальные детали, пока вы наблюдаете за временем цикла, сменой инструмента и коррекцией упругого возврата. Вы увидите точность в контексте, а не в изоляции.
Затем запросите полные данные по настройке: использованное усилие, движения заднего упора и профили компенсации материала. Если представитель колеблется — это момент истины. Серьёзный производитель примет вызов с энтузиазмом, потому что знает: прозрачность закрывает сделки быстрее, чем любые эффектные демонстрации.
Быстрый тест: если демонстратор не достаёт штангенциркуль перед тем, как вручить вам деталь — уходите.
Покупки ЧПУ‑листогибов проваливаются, когда цеха рассчитывают окупаемость исходя из текущего объёма заказов, а не на ближайшие полдесятилетия. Окупаемость — это не абстрактный процент, а показатель выживания. Применяйте его строго:
ROI = (Общая финансовая выгода – Общие инвестиции) / Общие инвестиции × 100 %.
Общие инвестиции — это не только цена машины. Реалистичное распределение выглядит так: 60 % оборудование, 20 % инструмент, 7 % установка, 4 % обучение, 9 % резерв на эксплуатацию. Игнорируйте последнюю строку — и на бумаге будете “прибыльны”, но на производстве останетесь без оборотных средств.
Ключевой ориентир: срок окупаемости менее трёх лет. Разделите общие инвестиции на годовую чистую прибыль. Если установка за 250 000 даёт 100 000 чистыми в год, вы выйдете в плюс через 2,5 года — и каждый цикл после этого будет увеличивать прибыль.
Большинство цехов недооценивают годовую чистую прибыль, потому что считают только экономию на труде. Реальные драйверы — сокращение переделок, более высокая загрузка и возможность брать заказы на высокомаржинальные детали, которые конкуренты не могут точно сформовать. Последний пункт — возможность новых контрактов — увеличивает доход быстрее, чем любое повышение скорости.
Нефинансовая отдача усиливает аргумент в пользу машин среднего класса. Модели среднего уровня от производителей, таких как Accurpress или Durma, обеспечивают примерно 85 % премиальной производительности при 30 % капитальных затрат. Они сокращают отходы, стандартизируют качество, уменьшают сроки выполнения заказов и повышают воспринимаемую надёжность у клиентов — всё это при сохранении ликвидности в вашем балансе. Переплата за оборудование редко превосходит вложение разницы в квалифицированных операторов или улучшения потоков по принципам бережливого производства.
Три горизонта определяют разумную покупку: краткосрочный (окупаемость за 3 года), среднесрочный (рост прибыли за 5 лет) и долгосрочный (остаточная стоимость и репутация бренда). Дилеры говорят о вашей текущей проблеме; профессионалы моделируют следующие пять лет наращивания маржи.
Момент, когда вы ставите подпись на документе, — это не про мощность или тоннаж, а про контроль: над временем работы, над денежным потоком, над следующими пятью годами прибыли с каждого изгиба. Входите в дилерский центр со своими деталями, своими расчётами и готовыми пятью пунктами. Потому что настоящий сильный ход — это не торг по цене, а доказательство того, что вы точно знаете, сколько должна заработать машина ещё до того, как она окажется на вашем производстве.


















