

Nel momento in cui la pressa piegatrice si ferma a metà turno, il silenzio è più assordante di qualsiasi fragore di metallo. Gli operatori guardano la trave bloccata, lo schermo di controllo lampeggia un codice di errore criptico e la produzione si azzera. Non è solo tempo perso: è una scadenza che sfugge, un cliente che dubita, un marchio che si erode. Per tutta la sua potenza e specifiche, una pressa piegatrice senza affidabilità diventa un fermacarte da centinaia di migliaia di euro. Questa è la vera prova del valore di un produttore: non ciò che stampa su una brochure, ma ciò che accade in quell’ora di silenzio.
Ogni officina conosce la matematica, ma poche calcolano gli interessi nascosti dei fermi macchina. Il tempo medio di funzionamento per le presse piegatrici si aggira intorno a 12.9%, mentre i migliori raggiungono 34.3%. Ciò significa che la maggior parte delle macchine resta inattiva per quasi l“87% del tempo. Moltiplica questo per i salari degli operatori, le penali sugli ordini e le tariffe per straordinari, e un weekend di produzione persa può inghiottire il modesto ”risparmio” derivante dalla scelta di una macchina più economica.
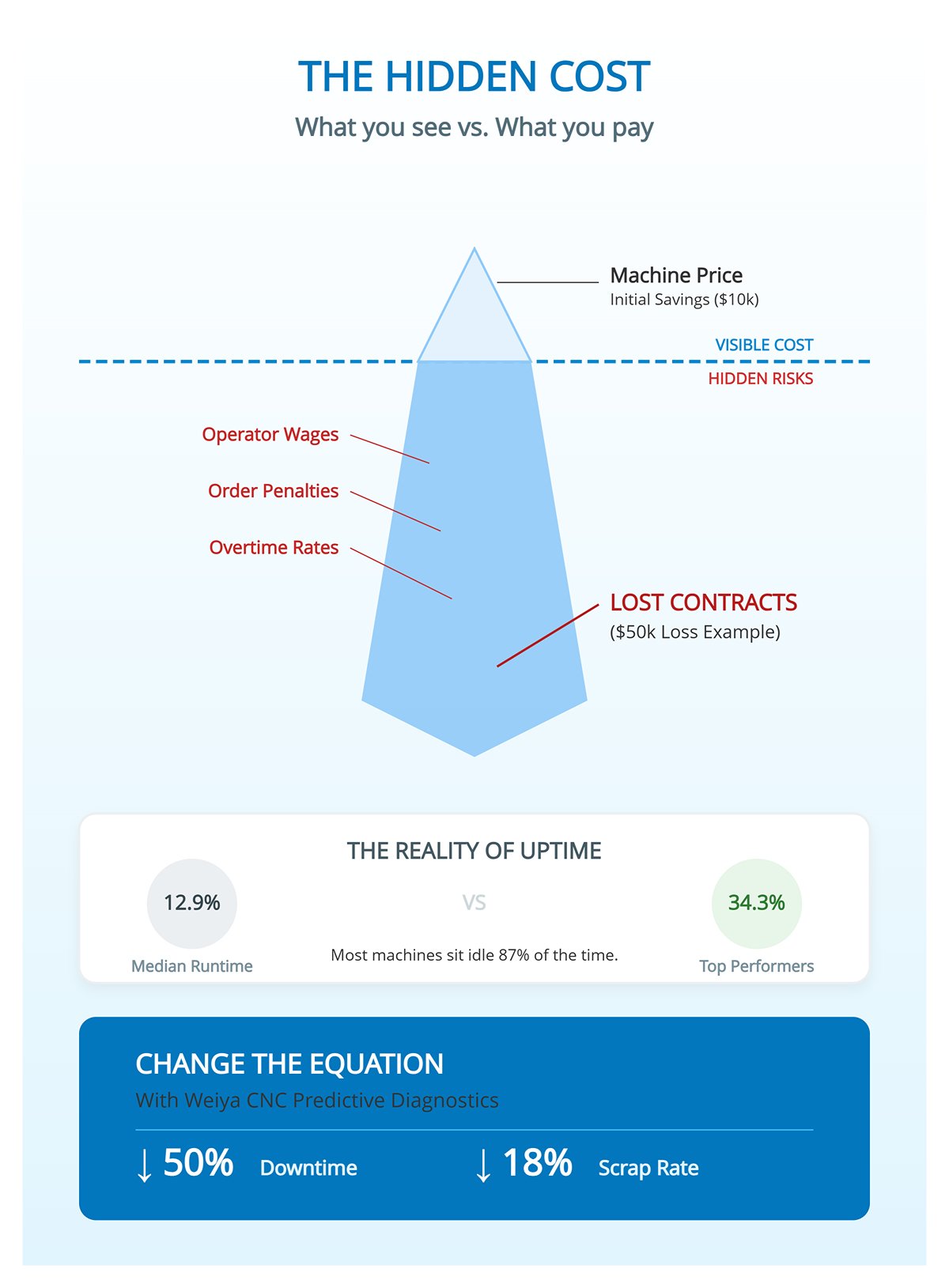
Un impianto di fabbricazione del Midwest ha imparato questa lezione a caro prezzo. Risparmiare $10.000 su un modello d’importazione ha significato attendere tre mesi per la sostituzione dei servomotori dopo la rottura di una guarnizione idraulica. Quel ritardo è costato loro un contratto automobilistico da $50.000. Al contrario, un concorrente che utilizzava un marchio premium statunitense con assistenza locale ha sostituito una valvola in 48 ore mantenendo tutte le consegne in programma. La lezione è brutalmente semplice: il fermo macchina si accumula più velocemente degli interessi e, nella fabbricazione, la liquidità si misura in ore di lavoro.
La diagnostica predittiva e i controllori intelligenti hanno cambiato l’equazione. Quando un cliente Weiya CNC ha aggiornato la propria flotta, gli avvisi di manutenzione predittiva e una calibrazione più semplice hanno dimezzato i tempi di fermo e ridotto gli scarti del 18%. La nuova macchina si è ripagata da sola, non piegando più tonnellate, ma piegando senza interruzioni.
La capacità grezza impressiona sulla carta, ma la precisione di controllo genera profitto. Una pressa piegatrice da 200 tonnellate è inutile se la sua interfaccia intrappola gli operatori in un labirinto di codici, menu e feedback angolari incoerenti. Le officine non perdono ore a causa di idraulica debole; le perdono insegnando agli operatori come aggirare controllori ostici. In un settore già alle prese con la carenza di manodopera qualificata, la complessità è un fallimento mascherato da capacità.
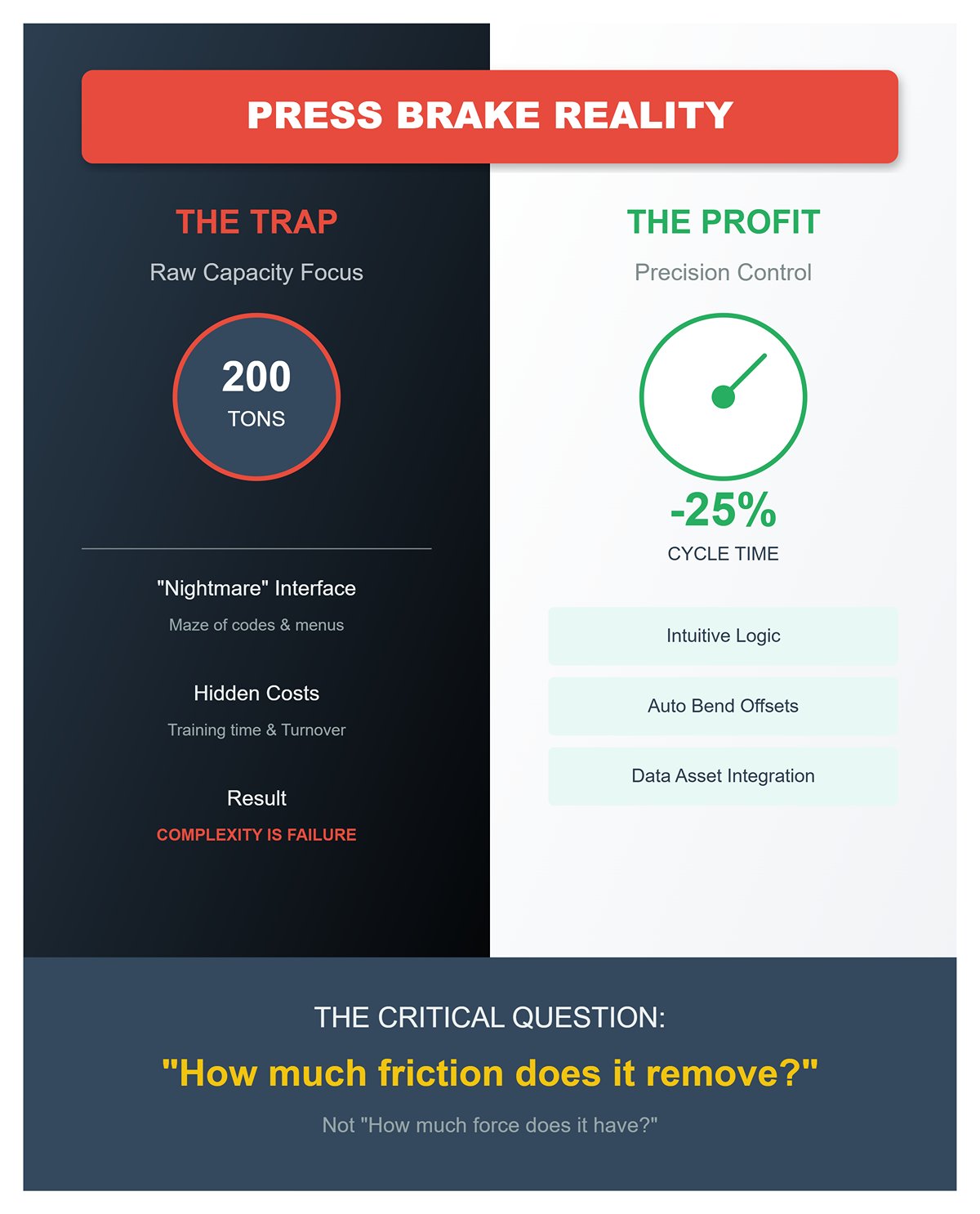
I produttori ad alte prestazioni ora trattano l’usabilità come una metrica di prestazione. I controllori intuitivi riducono i tempi di configurazione, rilevano automaticamente gli offset di piega e memorizzano i dati degli utensili per replicare i lavori istantaneamente. Un fornitore di livello automobilistico ha ridotto i tempi di ciclo del 25% non aggiungendo tonnellaggio, ma integrando il tracciamento delle metriche direttamente nella logica del controllore. Ogni parametro, dall’allineamento del punzone al movimento del registro posteriore, è diventato un asset di dati invece che un’ipotesi.
Quindi, quando si valutano i marchi di presse piegatrici, la vera domanda non è “Quanta forza ha?” ma “Quanto attrito rimuove?”. Perché una macchina che frustra gli operatori non genera profitto: genera turnover.
Una pressa piegatrice di qualità moltiplica silenziosamente il valore in tutta l’organizzazione. Mantiene il tempo di attività, supporta operatori formati e si integra con l’infrastruttura digitale. Una scadente ti punisce in tre modi: produzione interrotta, costi di assistenza in aumento e reputazione persa. Telai economici sovraccaricati possono cedere anni prima, triplicando i guasti idraulici come accaduto in una fabbrica di componenti auto dopo aver raggiunto 500.000 cicli. Una volta che ciò accade, la macchina non è più un asset: è inventario incatenato al pavimento.
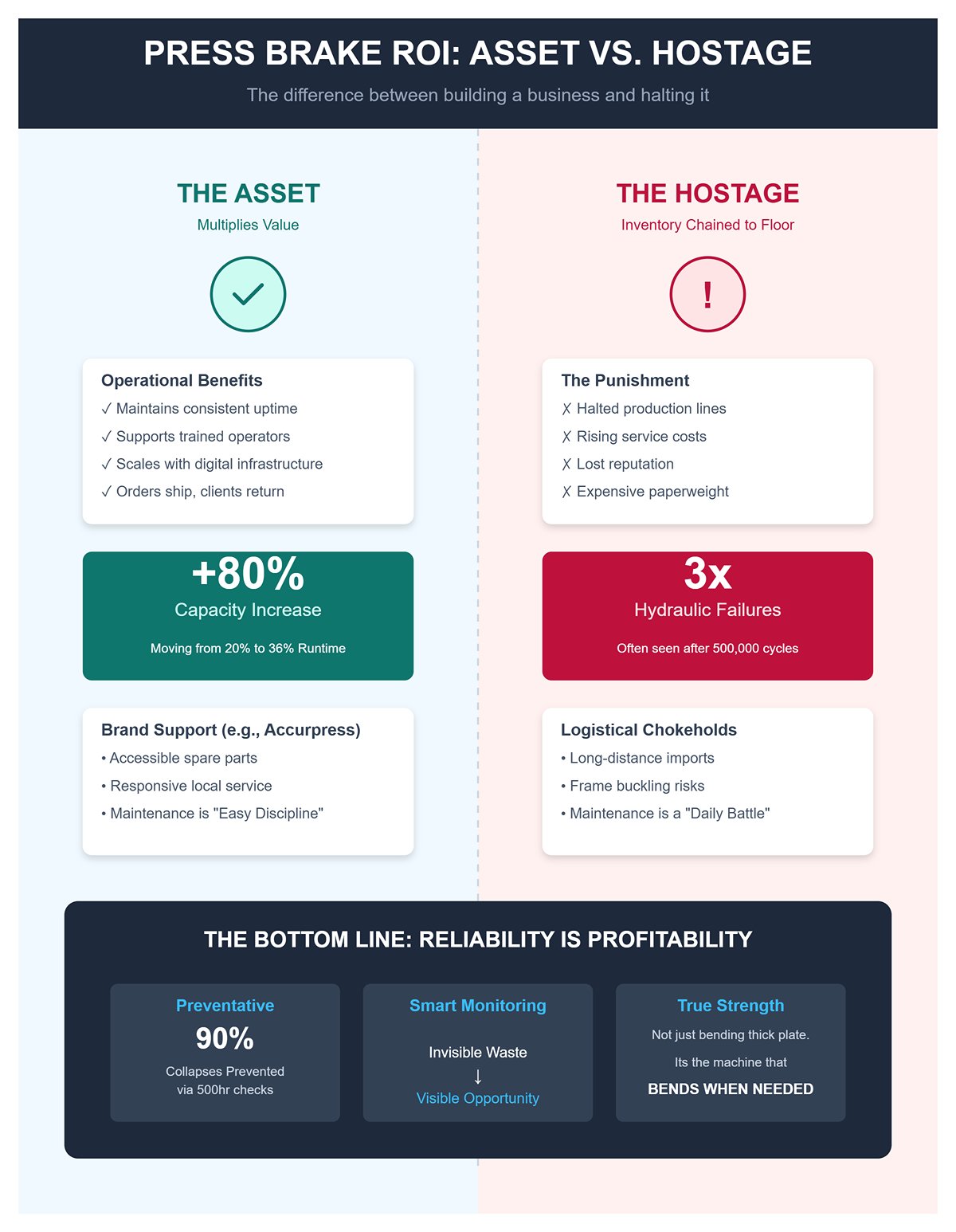
Controlli di routine ogni 500 ore—pulizia, lubrificazione, ispezione—prevengono il 90% di questi cedimenti. Ma il supporto del marchio determina se quel programma è una disciplina semplice o una battaglia quotidiana. I modelli statunitensi di fascia media come Accurpress danno priorità a pezzi di ricambio accessibili e assistenza reattiva, evitando i colli di bottiglia logistici delle importazioni a lunga distanza. Questa differenza non è prestigio: è continuità. Significa che gli ordini vengono spediti, i clienti tornano e la tua metrica di uptime alimenta la fiducia nelle future offerte.
Aggiorna la metrica e la matematica si ribalta all’istante. Passa dal tempo di attività medio di 20% a un 36% nel quartile superiore e sblocchi un 80% di capacità in più senza acquistare un’altra tonnellata di forza. Aggiungi il monitoraggio intelligente e le macchine inattive si rivelano in tempo reale, trasformando sprechi invisibili in opportunità visibili. Non è marketing: è leva operativa.
Alla fine, la pressa piegatrice più potente non è quella che piega la lamiera più spessa, ma quella che piega quando serve. Il marchio conta perché l’affidabilità non è opzionale: è redditività in movimento. Quando la tua macchina funziona come un orologio, i tuoi margini, la tua reputazione e la tua crescita avanzano insieme. Quando non lo fa, ti ritrovi a fissare il fermacarte più costoso che tu abbia mai posseduto.
Al vertice del mondo delle presse piegatrici CNC ci sono le macchine che definiscono la produzione di precisione. TRUMPF, AMADA e Bystronic non competono su tonnellaggio o prezzo: competono su tempo di attività, fluidità di automazione e intelligenza dei loro ecosistemi di piegatura.
TRUMPF, con sede in Germania, guida con sistemi profondamente integrati abilitati CNC e celle di piegatura pronte per l’IoT, costruite per ambienti di produzione continua. Le loro macchine eccellono in settori dove la coerenza a livello di micron conta più della velocità—telai secondari automobilistici, pannelli aerospaziali, complessi involucri medicali. La proposta di valore di TRUMPF non è solo la macchina, ma l’efficienza prevedibile di un sistema monitorato che quasi mai esce dalla tolleranza.
AMADA traduce la precisione giapponese in un pacchetto flessibile ed efficiente dal punto di vista energetico. Le loro presse ibride ed elettriche non sono solo più silenziose e pulite, ma riducono drasticamente i costi di manutenzione idraulica. Il software avanzato di simulazione della piegatura, integrato a livello HMI, guida gli operatori verso una produttività “primo pezzo corretto”—una caratteristica sottile ma fondamentale quando i costi della manodopera dominano i margini delle officine meccaniche.
Bystronic aggiunge un tocco svizzero di perfezione a questo livello. La loro linea Xpert Pro, che combina piegatura assistita dall’IA con algoritmi di apprendimento in tempo reale, illustra una tendenza chiara: la pressa piegatrice come fonte di dati. Le macchine Bystronic ottimizzano il consumo energetico e regolano la compensazione degli utensili in background, trasformando ogni lavoro in un punto di riferimento registrato. L’attrattiva a lungo termine non è solo piegare pezzi, ma raccogliere intelligenza di processo.
Le “Ferrari” richiedono prezzi premium e vincolo al concessionario, ma il compromesso è un costo di ciclo di vita prevedibile. Le reti di assistenza sono dense, i tempi di risposta brevi e il valore residuo insolitamente alto. Per i produttori che inseguono uptime 98%+, questo livello semplicemente rimuove l’incertezza dall’equazione.
Scendendo di un livello, le priorità passano dalla finezza dell’automazione alla durabilità e al controllo accessibile. I “Carri Armati” mantengono il metallo in movimento nelle officine di fabbricazione che non possono giustificare un investimento da un quarto di milione di dollari ma hanno comunque bisogno di macchinari che non fermino una produzione.
Cincinnati e Accurpress esemplificano questa categoria: sistemi a telaio pesante, costruiti in Nord America, progettati per sopportare abusi. Sebbene i motori servo-ibridi e i circuiti idraulici raffinati siano ormai comuni, ciò che definisce questa categoria è la riparabilità. I componenti sono standard, facilmente reperibili e quasi ogni tecnico di servizio industriale può diagnosticarli. Questa autosufficienza diventa un asset strategico quando i tempi di fermo produzione sono più pericolosi di una leggera deriva dimensionale.
LVD e Pacific operano anch’essi in questo spazio pragmatico, offrendo piena integrazione con ambienti CAD/CAM ma senza la tassa dell’ecosistema di automazione dei marchi di Livello 1. Queste macchine non si auto-ottimizzano, eppure forniscono prestazioni prevedibili su cicli di vita di 10-20 anni con calibrazione di routine.
La posizione intermedia che questi marchi occupano è sempre più preziosa. Con la maturazione dei sistemi di attuazione ibrida e di controllo digitale, offrono molte delle efficienze del Livello 1—risparmio energetico, migliore ripetibilità dell’angolo—senza le complicazioni proprietarie. Per i produttori piccoli e medi, rappresentano il giusto equilibrio tra sofisticazione e riparabilità sul campo.
All’estremità opposta del panorama si trovano le importazioni: allettanti sulla carta, incoerenti nella realtà. Durma e Haco guidano questo gruppo, spesso affiancati da un cast variabile di marchi privati e modelli di origine cinese pubblicizzati sotto etichette di distributori. Le loro specifiche—numero di assi, corsa del registro posteriore, HMI touchscreen—sembrano competitive. La divergenza appare mesi dopo, con deriva di calibrazione, fragilità del software e debole supporto post-vendita.
Durma, la più forte della categoria, ha fatto progressi con sistemi ibridi moderni, ma la profondità del servizio al di fuori dei mercati domestici rimane limitata. Quando una pompa si guasta o un controllore si blocca, i tempi di fermo si estendono da ore a giorni. I rebrand e le importazioni con marchio bianco possono essere ancora più rischiosi; l'applicazione della garanzia dipende da un distributore che potrebbe sparire prima della seconda chiamata di assistenza.
Detto ciò, queste macchine coprono una nicchia. Per la fabbricazione a basso volume o operazioni secondarie, un'importazione scontata può liberare capitale per altri macchinari. La chiave è considerarle come beni di consumo, non come infrastruttura. Una volta che la logistica dei pezzi di ricambio viene vista come parte del costo d'acquisto, l'economia si chiarisce—una pressa piegatrice da $80.000 che resta ferma per una settimana può costare quanto un'alternativa da $160.000 che non si ferma mai.
| Livello | Nome | Descrizione | Marchi rappresentativi | Punti di forza principali | Compromessi principali |
|---|---|---|---|---|---|
| Livello 1 | Le “Ferrari” | Definisce la produzione di precisione; si concentra su tempi di attività, padronanza dell'automazione e ecosistemi di piegatura intelligenti. | TRUMPF, AMADA, Bystronic | – Precisione e tempi di attività ultra elevati – Integrazione profonda con sistemi di automazione e IoT – Efficienza prevedibile e costo del ciclo di vita – Reti di assistenza solide e alto valore residuo | – Prezzi premium – Vincolo al concessionario – Investimento iniziale più elevato |
| Livello 2 | I “Carri armati” | Prioritizza la durabilità, la riparabilità e il controllo accessibile; adatto per officine che necessitano di affidabilità senza automazione estrema. | Cincinnati, Accurpress, Pacific, LVD | – Costruzioni robuste con telai pesanti di produzione nordamericana – Facile riparazione e componenti standard – Buona integrazione con CAD/CAM – Lunga durata di servizio e riparabilità sul campo | – Minore automazione e intelligenza dei dati – Leggera deriva dimensionale rispetto alla Categoria 1 – Meno funzioni di ottimizzazione proprietarie |
| Categoria 3 | La “scommessa d’importazione” | Importazioni economiche; specifiche competitive ma affidabilità e supporto incoerenti. | Durma, Haco, macchine generiche/rimarchiate | – Costo iniziale più basso – Adatte per operazioni a basso volume o secondarie – Crescente disponibilità di sistemi ibridi | – Qualità e calibrazione incoerenti – Supporto limitato per assistenza e ricambi – Tempi di inattività più lunghi – Rischio di instabilità del distributore |
Attraverso questi livelli, la linea di demarcazione non è la metallurgia o la potenza—è la continuità. Le macchine di Livello 1 acquistano prevedibilità. Le macchine di Livello 2 acquistano resilienza. Le macchine di Livello 3 acquistano immediatezza a rischio di interruzione. Il vero calcolo per qualsiasi officina di fabbricazione non è quale macchina piega più velocemente, ma quale continua a piegare quando il contabile sta guardando l’orologio.
Le presse piegatrici CNC raramente si guastano in orari convenienti. Il vero test del valore di un produttore è ciò che accade quando il pistone si blocca alle 3 di notte e il tuo cliente principale si aspetta i pezzi all’alba. Il “Test delle 3 di notte” separa i marchi che garantiscono operatività da quelli che vendono solo potenza. L’affidabilità non è solo una voce sulla scheda tecnica—è la profondità e la portata della rete di assistenza dietro il marchio.
Accurpress, ad esempio, supporta i suoi modelli con controllo Cybelec con più di cinquanta tecnici negli Stati Uniti, molti dei quali possono dimostrare riparazioni sulla geometria dei tuoi pezzi entro pochi giorni. Questa vicinanza trasforma i tempi di fermo in manutenzione prevedibile. Al contrario, unità importate abbinate a centri di assistenza più piccoli o centralizzati—come i sistemi Delem serie DA senza partner nazionali—possono trasformare un semplice guasto dell’encoder in un’interruzione di una settimana se la tua officina si trova fuori da Chicago o Los Angeles. Un fabbricante del Midwest ha segnalato un picco di inattività di 40% perché nessun tecnico locale poteva intervenire sul loro Delem DA-53T senza credenziali di fabbrica.
La portata dell’assistenza definisce il vero ROI.
Una pressa $120k con inventario di servocomandi a livello regionale può recuperare l’investimento in 14 mesi con configurazioni più rapide del 30%—ma se il raggio di supporto si estende oltre 200 miglia, le perdite annuali possono superare $50k in tempo morto. Questa è la matematica silenziosa che troppi acquirenti ignorano. Una rete ampia garantisce anche la continuità dell’operatore. Quando un tecnico può arrivare prima che un team frustrato improvvisi, preservi sia il programma che la fiducia del personale nella macchina.
Le officine che superano il “Test delle 3 di notte” valutano il supporto con la stessa aggressività con cui specificano la tonnellata. Valuta le garanzie di risposta, i livelli di scorte di ricambi e i cicli di certificazione dei tecnici prima di firmare qualsiasi cosa. Non è paranoia—è pianificare per il 2% del tempo che definisce gli altri 98%.
Ogni piega inizia con un tocco—o un pulsante. Il controllore definisce più della comodità; determina curve di apprendimento, tassi di mantenimento e percentuali di scarto. In molte officine, la scelta del controllore ha lo stesso peso finanziario della struttura stessa.
Le interfacce CybTouch ricevono elogi per la comodità nelle lavorazioni singole, ma la loro mancanza di sincronizzazione in tandem è costata a piccoli fabbricanti migliaia di dollari in alluminio scartato quando la deriva dell’angolo supera mezzo grado. Al contrario, i modelli Delem DA offrono una robusta sequenza 3D ma possono risultare eccessivi in ambienti di produzione a breve serie. Un utente Accurpress che è passato da un ESA 640 a un DA-66T ha perso $8.000 in riqualificazione e tempo morto perché il suo team non ha mai utilizzato gli strumenti avanzati 3D pensati per pannelli aerospaziali multi-asse, non per telai di porte.
La semplicità batte le funzionalità quando c’è ricambio di operatori. Indagini mostrano che il 62% delle officine che utilizzano controllori NC legacy perde i migliori operatori entro un anno, spesso a favore di strutture che offrono sistemi touch intuitivi che riducono le pieghe di prova. Tuttavia, la sofisticazione paga solo quando è utilizzabile. I pulsanti tattili del Delem DA-66W prosperano nelle realtà di pavimenti unti, mentre le officine in ambienti puliti sfruttano la precisione touch per ridurre i tempi di configurazione da minuti a secondi.
I migliori produttori sanno che il “cervello” va oltre il software. Sistemi ibridi come l’ESA S640, con PLC riprogrammabili, consentono agli utenti avanzati di correggere guasti logici internamente—risparmiando settimane di inattività. Questa flessibilità definisce la nuova élite nel mercato delle presse piegatrici: macchine che combinano potenza meccanica con un’interfaccia che forma il nuovo operatore più velocemente di quanto il precedente possa dimettersi.
La maggior parte degli acquirenti presume che una pressa piegatrice più grande garantisca una produttività maggiore, ma nella produzione ad alto volume, la precisione di controllo e il tempo di configurazione—non la pura tonnellata—definiscono la vera resa. Le officine che producono migliaia di pezzi identici ogni giorno, siano canali per porte o profili architettonici, traggono il massimo dalle presse piegatrici CNC nella gamma 40–200 tonnellate con banchi da 3 metri. Queste macchine trovano il giusto equilibrio tra gamma di materiali e precisione di ripetizione, permettendo agli operatori di linea di mantenere ±0,005 pollici tolleranze su lunghe serie. Questa ripetibilità non è teorica: prove NIST mostrano che lo scarto di produzione si riduce di quasi un terzo una volta che la bombatura adattiva e il feedback ad anello chiuso sono regolati.
Il vero elemento distintivo è la velocità di configurazione. Su lotti da 1.000 pezzi, un sistema di riscontro posteriore automatizzato può ridurre il setup da quattro ore a trenta minuti e tagliare la manodopera totale di oltre la metà. Tuttavia, i produttori spesso spingono gli acquirenti verso celle completamente automatizzate con caricatori robotici e cambi utensile. Questi sistemi hanno senso solo quando le routine di piega cambiano raramente; altrimenti, moltiplicano il costo di capitale di 50% senza fornire un ROI costante. Marchi come TRUMPF e Amada commercializzano questi accessori come “pronti per il futuro”, ma per la produzione di un singolo SKU, riscontri programmabili e controlli idraulici di precisione offrono quasi gli stessi vantaggi a una frazione del prezzo.
Le applicazioni a letto lungo—lunghezze di 10 piedi su telai da 175 tonnellate—rivelano un punto di stress più sottile: la deflessione della trave. I design a collegamento, come quelli utilizzati da Accurpress, mantengono il movimento lineare su pannelli larghi ed eliminano l’effetto “banana bend” che può rovinare il 10–15% della produzione. Il livello ad alto volume prospera quando la capacità incontra il controllo, non quando lo supera.
Dove l’impianto di produzione valorizza la ripetizione, il fabbricatore personalizzato vive di adattabilità. I lavori tipici mescolano acciaio dolce, acciaio inox e occasionalmente alluminio, con parti che cambiano di ora in ora—un motivo per cui le presse piegatrici CNC idrauliche di fascia media dominano questo segmento. Macchine di Accurpress o Wysong, con capacità di piegare fino a acciaio dolce da 1 pollice, offrono il margine necessario per gestire spessori diversi senza l’eccesso di precisione dei modelli servo‑elettrici di fascia alta che restano inattivi per l’80% del tempo.
La scorciatoia verso la redditività qui non è una maggiore tonnellata ma una gestione più intelligente. Riscontri posteriori multi‑asse capaci di geometrie complesse delle flange eliminano la necessità di riposizionamento manuale tra le pieghe, dimezzando il tempo ciclo su prototipi intricati. Quando il margine di un lavoro dipende dalla rapidità di consegna—pensiamo a urgenze HVAC o pannelli architettonici—tagliare anche venti minuti di setup determina se il lavoro è redditizio. Il design del controllore conta altrettanto: interfacce intuitive di Delem o Cybelec riduce la programmazione da ore a minuti e diminuisce la dipendenza dall’operatore, riducendo direttamente i tempi di formazione e le lacune nei turni.
Un fattore spesso trascurato è la coerenza del movimento su materiale irregolare. I laboratori che gestiscono pezzi conico o a spessore variabile traggono vantaggio da sistemi di trasmissione a collegamento che mantengono il movimento parallelo del punzone, qualcosa che i modelli servo‑elettrici faticano a replicare quando la rigidità della lamiera varia. La sicurezza completa l’equazione. Comandi a due mani e sistemi affidabili di barriere fotoelettriche non solo soddisfano i requisiti OSHA ma proteggono sia la manodopera qualificata sia l’integrità della programmazione—il costo nascosto dei tempi di fermo dovuti a infortuni supera regolarmente $1.000 per ogni ora di produzione persa. Per il laboratorio, l’agilità è precisione in movimento, non perfezione sulla carta.
Quando il flusso di cassa è limitato o i tempi di consegna si allungano oltre il ragionevole, il mercato dell’usato delle presse piegatrici CNC diventa l’arena di arbitraggio del settore. Modelli ben mantenuti di dieci anni—particolarmente unità Accurpress o Cincinnati tra 150 e 200 tonnellate—possono offrire l’85% delle prestazioni di una macchina nuova per 40–60% del costo, evitando i ritardi di importazione di sei mesi che affliggono molte linee di livello 3. I numeri giustificano il rischio: dati di manutenzione indipendenti mostrano che le idrauliche costruite negli Stati Uniti e sottoposte a manutenzione regolare subiscono perdite annuali di fermo macchina intorno a 10.000 $, contro i 50.000 $ delle macchine di marche sconosciute con supporto ricambi incoerente.
La due diligence trasforma una macchina usata da scommessa a vantaggio. Richiedere diagnosi del sistema di controllo, registri di precisione di piegatura (cercare ±0,01 pollici di ripetibilità dopo la ricondizionatura) e un recente test di deflessione del telaio—qualsiasi valore oltre 0,02 pollici sotto carico nominale segnala una fatica che si tradurrà in deriva di precisione. Cicli verificati sotto i 20.000 e tracciati di pressione idraulica puliti spesso significano decenni di vita residua, soprattutto se abbinati a un contratto di assistenza locale. Gli acquirenti che tagliano gli angoli qui rischiano di entrare nella lotteria dei pezzi di ricambio; valvole idrauliche e schede servo importate possono richiedere mesi per essere reperite, annullando i risparmi in contratti persi.
Le unità di livello 2 usate offrono anche qualcosa che molti hanno trascurato durante la crisi della catena di approvvigionamento: prossimità del supporto. Una macchina ricostruita a livello nazionale può essere assistita nella stessa settimana, rispetto alle attese di più mesi per garanzie offshore. Per le officine al limite dell’espansione, quella reattività supera qualsiasi vantaggio di specifiche tecniche. Il mercato dell’usato non è un compromesso: è una leva strategica per i costruttori che comprendono che il tempo di attività e l’intelligenza di controllo sono ciò che paga le fatture, non lo stato della vernice nuova.
Quando finalmente ti siedi di fronte al rappresentante di un produttore di presse piegatrici CNC, le emozioni possono offuscare il giudizio. La lucentezza della macchina e il discorso di vendita su tolleranze più strette e “controllo senza precedenti” suonano bene—ma è il contratto davanti a te che determina se l’accordo aumenta la capacità o prosciuga il capitale. Cinque clausole sono non negoziabili.
1. Garanzia di prestazioni su ripetibilità e precisione di posizionamento. La scheda tecnica promette ±0,0004″, ma insisti su una conferma scritta che la macchina lo raggiunga sotto carichi di produzione sostenuti. Qualsiasi valore inferiore diventa un costoso gioco d’azzardo al sesto mese.
2. Messa in servizio in loco da parte di tecnici della fabbrica. Gli errori di installazione causano più tempi di fermo rispetto ai guasti della macchina. Richiedi allineamento e calibrazione verificati dal produttore prima della consegna; non accettare solo “configurazione del rivenditore”.
3. Ore di formazione definite con risultati misurabili. Non basta che un operatore “si familiarizzi”. Il tuo personale dovrebbe raggiungere un obiettivo—configurazione in meno di 10 minuti, verifica completa del programma di piegatura e procedure sicure di cambio utensili. Inserisci queste metriche nell’accordo.
4. Garanzia sugli aggiornamenti del software di controllo. Il controllore CNC è il cervello; se gli aggiornamenti sono bloccati da nuove tariffe di licenza, la tua macchina “all’avanguardia” diventa obsoleta in due anni. Assicurati almeno tre anni di aggiornamenti.
5. Tempi di risposta post‑vendita documentati. Ogni fermo non programmato costa margine. Una clausola che specifichi il tempo di intervento—richiamo entro 24 ore, intervento in loco entro 72 ore—trasforma le promesse vuote in responsabilità concreta.
Se queste condizioni non sono messe per iscritto, non stai comprando una macchina—stai comprando speranza.
I concessionari adorano mostrare triangoli perfetti di acciaio inox spazzolato che passano attraverso le loro presse piegatrici dimostrative—è coreografia. Ma nulla di ciò dimostra le prestazioni sui tuoi supporti d’acciaio deformati o sui pannelli di alluminio da tre metri. I professionisti portano il proprio pezzo di lavoro.
Porta due o tre pezzi che rappresentino i tuoi lavori più difficili—spessore irregolare, flange profonde, direzione della grana incoerente. Chiedi loro di programmare, impostare e piegare quei pezzi reali mentre osservi il tempo ciclo, il cambio utensile e la correzione del ritorno elastico. Vedrai la precisione nel contesto, non in isolamento.
Poi chiedi tutti i dati di configurazione: tonnellaggio utilizzato, movimenti del riscontro posteriore e profili di compensazione del materiale. Se il rappresentante esita, quello è il momento della verità. Un produttore serio accetterà la sfida con entusiasmo perché sa che la trasparenza chiude gli affari più velocemente di qualsiasi dimostrazione spettacolare.
Un rapido test: se il tecnico della dimostrazione non tira fuori il calibro prima di consegnarti il pezzo, allontanati.
Gli acquisti di presse piegatrici CNC falliscono quando le officine calcolano il ritorno dell’investimento basandosi sull’arretrato attuale invece che sui prossimi cinque anni. Il ROI non è una percentuale astratta—è un parametro di sopravvivenza. Applicalo con rigore:
ROI = (Guadagni finanziari totali – Investimento totale) / Investimento totale × 100%.
L’investimento totale non è solo il prezzo della macchina. Una distribuzione realistica è la seguente: 60% attrezzatura, 20% utensili, 7% installazione, 4% formazione, 9% riserva operativa. Ignora quest’ultima voce e sarai “redditizio” sui fogli di calcolo ma a corto di liquidità in officina.
Il parametro cruciale: un periodo di ammortamento inferiore a tre anni. Dividi l’investimento totale per il beneficio netto annuo. Se un impianto da $250.000 restituisce $100.000 netti all’anno, sei in positivo dopo 2,5 anni—e ogni ciclo da lì in poi aumenta il profitto.
La maggior parte delle officine sottostima il beneficio netto annuo perché conta solo il risparmio di manodopera. I veri fattori sono la riduzione delle rilavorazioni, l’aumento dell’utilizzo e la capacità di quotare pezzi ad alto margine che i concorrenti non possono formare con precisione. Quest’ultimo—l’idoneità a nuovi contratti—moltiplica i guadagni più velocemente di qualsiasi aumento di velocità.
I ritorni non finanziari rafforzano l’argomento a favore delle macchine di fascia media. I modelli di fascia media di costruttori come Accurpress o Durma offrono circa l’85% delle prestazioni premium a circa il 30% del costo di capitale. Riducendo gli scarti, standardizzando la qualità, accorciando i tempi di consegna e aumentando la percezione di affidabilità presso i clienti—il tutto mantenendo liquidità nel bilancio. Acquistare attrezzature eccessive raramente supera l’investimento della differenza in operatori qualificati o miglioramenti del flusso snello.
Tre orizzonti definiscono un acquisto intelligente: breve (rientro in 3 anni), medio (espansione dei profitti in 5 anni) e a vita (valore residuo e reputazione del marchio). I rivenditori si concentrano sul problema attuale; i professionisti modellano i prossimi cinque anni di accumulo dei margini.
Il momento in cui metti la penna sulla carta non riguarda la potenza o la tonnellata—riguarda il controllo: sul tempo di attività, sul flusso di cassa, sui prossimi cinque anni di profitto per piega. Entra in quel concessionario con i tuoi pezzi, i tuoi calcoli e quelle cinque clausole pronte. Perché la vera mossa vincente non è negoziare il prezzo—è dimostrare che sai esattamente quanto la macchina deve guadagnare prima ancora di arrivare sul tuo pavimento.


















