

في اللحظة التي يتوقف فيها مكبس الثني في منتصف الوردية، يصبح صوت الصمت أعلى من أي ارتطام معدن. ينظر المشغلون إلى العارضة المتوقفة، وتومض شاشة التحكم برمز خطأ غامض، ويتوقف الإنتاج تمامًا. الأمر لا يتعلق فقط بالتوقف عن العمل—بل هو موعد نهائي يتسرب، عميل يشك، وعلامة تجارية تتآكل. مهما بلغت حمولة المكبس ومواصفاته، فإن مكبس الثني الذي يفتقر إلى الموثوقية يتحول إلى ثقالة ورق تكلف ستة أرقام. هذا هو الاختبار الحقيقي لقيمة الشركة المصنعة: ليس ما يطبعونه في الكتيب، بل ما يحدث في تلك الساعة من الصمت.
كل ورشة تعرف الحسابات—لكن قليلون يحسبون الفائدة الخفية للتوقف. متوسط وقت التشغيل لمكابس الثني يبلغ حوالي 12.9%، بينما تصل أفضل الأجهزة إلى 34.3%. هذا يعني أن معظم الآلات تبقى خاملة تقريبًا بنسبة 87% من الوقت. اضرب ذلك في أجور المشغلين، وغرامات التأخير، ومعدلات العمل الإضافي، وستجد أن عطلة نهاية أسبوع من الإنتاج المفقود يمكن أن تبتلع “التوفير” البسيط الناتج عن اختيار آلة أرخص.
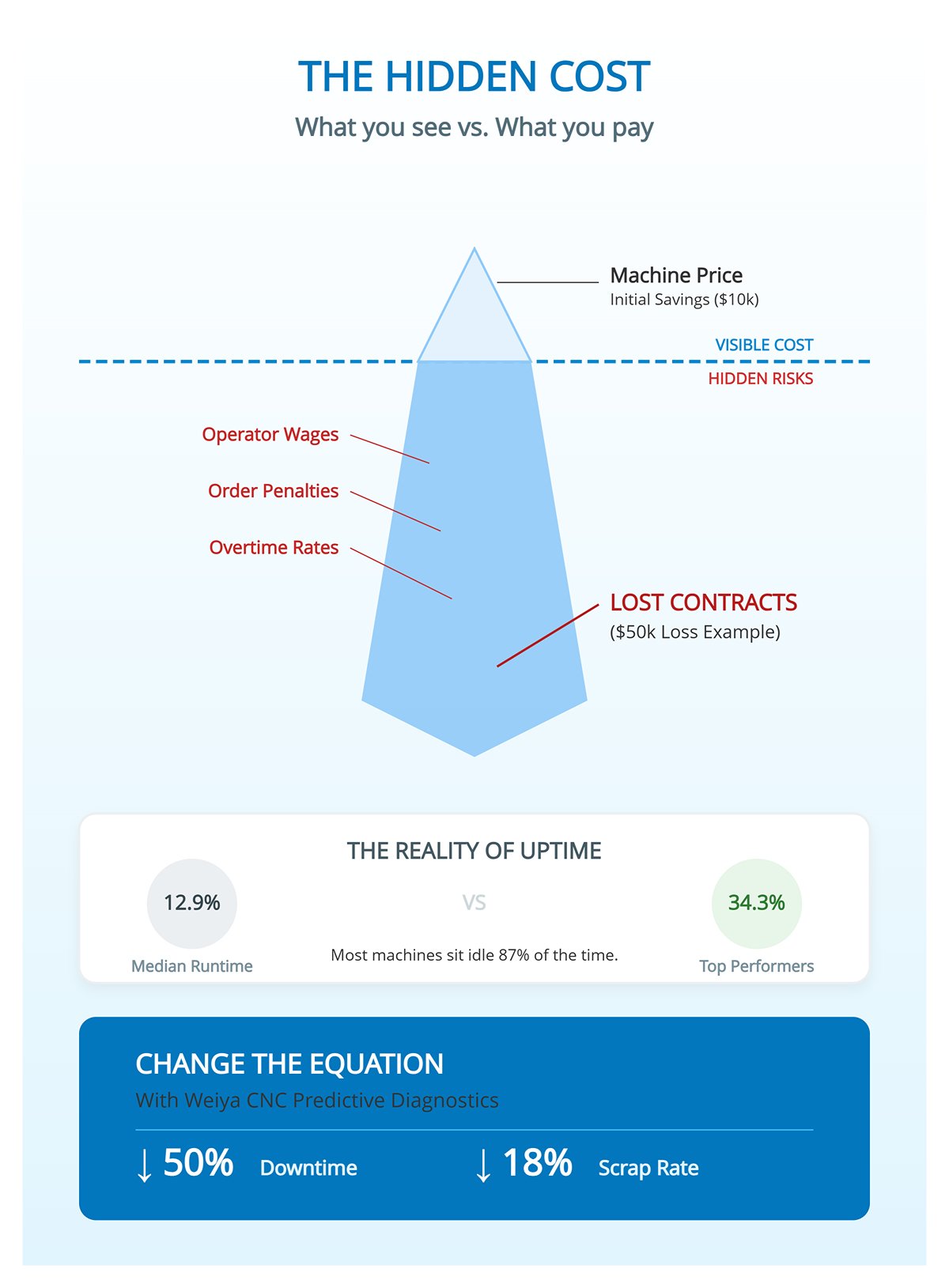
تعلم مصنع تصنيع في الغرب الأوسط هذا الدرس بالطريقة الصعبة. وفّروا $10,000 على نموذج مستورد، لكنهم انتظروا ثلاثة أشهر للحصول على محركات بديلة بعد تلف ختم هيدروليكي. هذا التأخير كلفهم عقدًا بقيمة $50,000 مع شركة سيارات. في المقابل، استطاع منافس يستخدم علامة تجارية أمريكية متميزة مع دعم محلي استبدال صمام خلال 48 ساعة والحفاظ على جميع التسليمات في موعدها. الدرس بسيط وقاسٍ: التوقف يتراكم أسرع من الفائدة، وفي التصنيع، السيولة تُقاس بساعات العمل.
غيرت التشخيصات التنبؤية ووحدات التحكم الذكية المعادلة. عندما قام عميل Weiya CNC بترقية أسطوله، قللت تنبيهات الصيانة التنبؤية وسهولة المعايرة من التوقف إلى النصف ومن الهدر بنسبة 18%. دفعت الآلة الجديدة ثمنها—ليس عن طريق ثني المزيد من الأطنان، بل عن طريق الثني دون انقطاع.
القدرة الخام تبهر على الورق، لكن دقة التحكم هي التي تدفع الربح. مكبس ثني بقوة 200 طن عديم الفائدة إذا كانت واجهته تحبس المشغلين في متاهة من الرموز والقوائم وردود زاوية غير متسقة. الورش لا تخسر الساعات بسبب ضعف الهيدروليك؛ بل تخسرها وهي تعلم المشغلين كيفية التغلب على وحدات تحكم معقدة. في صناعة تعاني بالفعل من نقص العمالة الماهرة، التعقيد هو فشل مقنع على هيئة قدرة.
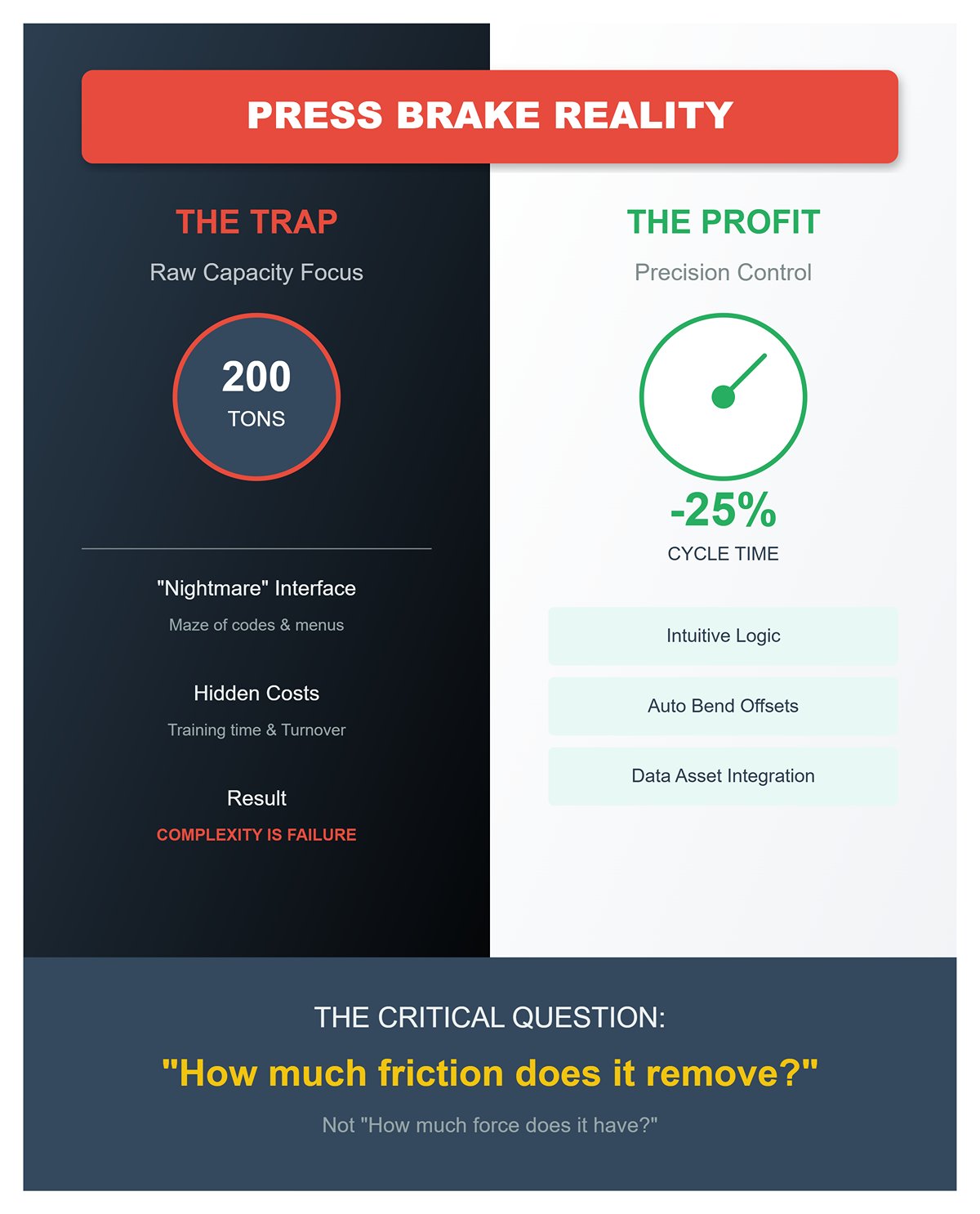
أصبح المصنعون ذوو الأداء العالي الآن يعتبرون سهولة الاستخدام معيار أداء. وحدات التحكم البديهية تقلل وقت الإعداد، وتلتقط انحرافات الثني تلقائيًا، وتخزن بيانات الأدوات لتكرار الوظائف فورًا. أحد الموردين في قطاع السيارات قلل أوقات الدورة بنسبة 25% ليس بإضافة حمولة، بل بدمج تتبع المقاييس مباشرة في منطق وحدة التحكم. كل معلمة، من محاذاة القالب إلى حركة المقياس الخلفي، أصبحت أصلًا بيانات بدلًا من تخمين.
لذا عند تقييم علامات مكابس الثني، السؤال الحقيقي ليس “كم قوة لديها؟” بل “كم احتكاك تزيل؟” لأن الآلة التي تحبط المشغلين لا تحقق أرباحًا—بل تصنع دورانًا وظيفيًا.
يُضاعف مكبس الثني عالي الجودة القيمة بهدوء عبر المؤسسة. يحافظ على وقت التشغيل، ويدعم المشغلين المدربين، ويتوسع مع البنية التحتية الرقمية. أما الرديء فيعاقبك بثلاث طرق: توقف الإنتاج، ارتفاع تكاليف الصيانة، وفقدان السمعة. الإطارات الرخيصة المحملة قد تنحني قبل سنوات، مما يضاعف أعطال الهيدروليك ثلاث مرات كما حدث في مصنع قطع سيارات بعد الوصول إلى 500,000 دورة. عندها لا تكون الآلة أصلًا—بل مخزونًا مقيدًا بالأرض.
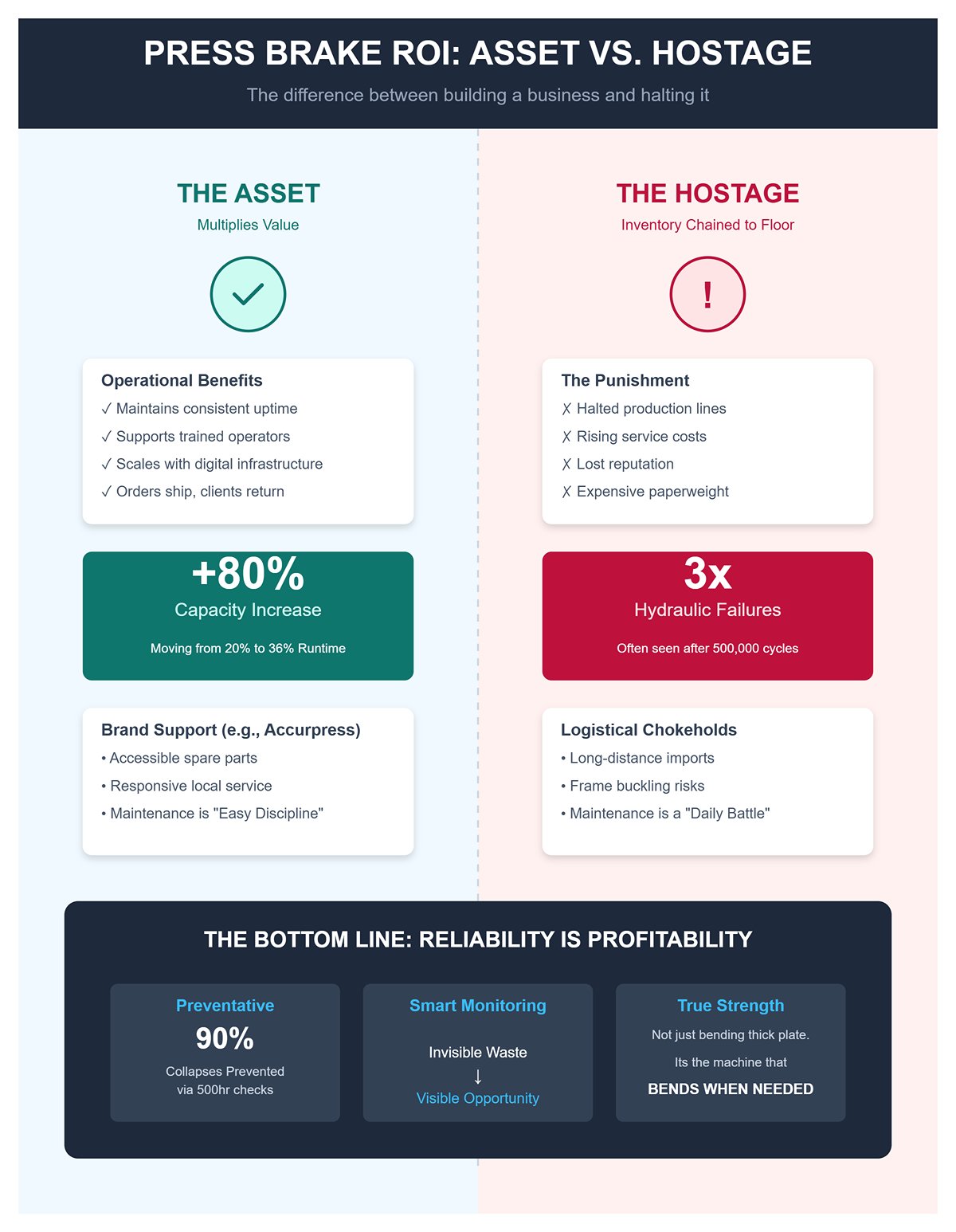
الفحوصات الروتينية كل 500 ساعة—تنظيف، تشحيم، فحص—تمنع 90% من هذه الانهيارات. لكن دعم العلامة التجارية يحدد ما إذا كان هذا الجدول انضباطًا سهلًا أو معركة يومية. النماذج الأمريكية المتوسطة مثل Accurpress تعطي الأولوية لتوافر قطع الغيار وخدمة سريعة الاستجابة، متجاوزة الاختناقات اللوجستية للواردات البعيدة. هذا الفرق ليس وجاهة؛ بل استمرارية. يعني أن الطلبات تُشحن، العملاء يعودون، ومؤشر وقت التشغيل لديك يعزز الثقة في عروض الأسعار المستقبلية.
قم بترقية المؤشر، وستنقلب المعادلة فورًا. الانتقال من متوسط وقت تشغيل 20% إلى الربع الأعلى 36% يفتح 80% من السعة الإضافية دون شراء طن قوة إضافي. أضف المراقبة الذكية، وستظهر الآلات الخاملة في الوقت الفعلي، محولة الهدر غير المرئي إلى فرصة مرئية. هذا ليس تسويقًا—بل رافعة تشغيلية.
في النهاية، أقوى مكبس ثني ليس الذي يثني أسمك لوحة—بل الذي يثني عندما تحتاج إليه. العلامة التجارية مهمة لأن الموثوقية ليست خيارًا؛ إنها الربحية في حركة. عندما تعمل آلتك كساعة، فإن هوامشك وسمعتك ونموك جميعها تتقدم معًا. وعندما لا تعمل، ستجد نفسك تحدق في أثمن ثقالة ورق امتلكتها على الإطلاق.
في قمة عالم مكابس الثني CNC توجد الآلات التي تحدد التصنيع الدقيق. لا تتنافس TRUMPF وAMADA وBystronic على الحمولة أو السعر—بل على وقت التشغيل، إتقان الأتمتة، وذكاء أنظمة الثني الخاصة بها.
TRUMPF, ، التي يقع مقرها في ألمانيا، تتصدر بأنظمة مدمجة بعمق تدعمها CNC وخلايا ثني جاهزة لإنترنت الأشياء مصممة لبيئات الإنتاج المستمر. تتفوق آلاتهم في الصناعات التي تكون فيها دقة الميكرون أهم من السرعة—هياكل السيارات الفرعية، ألواح الطائرات، حاويات طبية معقدة. عرض القيمة لدى TRUMPF ليس الآلة وحدها، بل الكفاءة المتوقعة لنظام مراقب يكاد لا ينحرف عن حدود التحمل.
أمادا تحوّل الدقة اليابانية إلى حزمة مرنة وموفرة للطاقة. مكابسهم الهجينة والكهربائية ليست أكثر هدوءًا ونظافة فحسب، بل تقلل أيضًا بشكل كبير من تكاليف الصيانة الهيدروليكية. يدفع برنامج محاكاة الثني المتقدم، المدمج على مستوى واجهة التشغيل HMI، المشغلين نحو إنتاج القطعة الأولى بشكل صحيح — وهي ميزة دقيقة ولكنها حاسمة عندما تهيمن تكاليف العمالة على هوامش ورش العمل.
بايسترونيك تضيف طبقة سويسرية من الصقل إلى هذه الفئة. يوضح خط Xpert Pro الخاص بهم، الذي يمزج بين الثني المدعوم بالذكاء الاصطناعي وخوارزميات التعلم الفوري، اتجاهًا واضحًا: مكبس الثني كمصدر للبيانات. تقوم آلات بايسترونيك بتحسين استخدام الطاقة وضبط تعويض الأدوات في الخلفية، مما يحوّل كل مهمة إلى معيار مسجل. الجاذبية طويلة الأمد ليست مجرد ثني الأجزاء، بل جمع ذكاء العمليات.
تتطلب “الفيراري” تسعيرًا مرتفعًا والارتباط بالموزع، لكن المقابل هو تكلفة دورة حياة يمكن التنبؤ بها. شبكات الخدمة كثيفة، وأوقات الاستجابة قصيرة، والقيمة المتبقية عالية بشكل غير معتاد. بالنسبة للمصنعين الساعين إلى وقت تشغيل 98%+، فإن هذه الفئة ببساطة تزيل عدم اليقين من المعادلة.
عند النزول درجة واحدة، تتحول الأولويات من دقة الأتمتة إلى المتانة والتحكم السهل. تحافظ “الدبابات” على حركة المعدن في ورش التصنيع التي لا يمكنها تبرير استثمار بقيمة ربع مليون دولار لكنها لا تزال بحاجة إلى آلات لن توقف خط الإنتاج.
سينسيناتي و أكربرس تجسد هذه الفئة: أنظمة ذات هيكل ثقيل، مصنوعة في أمريكا الشمالية، مصممة لتحمل الإجهاد. بينما أصبحت المحركات الهجينة المؤازرة والدوائر الهيدروليكية المحسنة شائعة الآن، فإن ما يميز هذه الفئة هو إمكانية الإصلاح. المكونات قياسية ومتوفرة بسهولة، ويمكن لأي فني خدمة صناعية تقريبًا اكتشاف الأعطال فيها. تصبح هذه القدرة على الاكتفاء الذاتي أصلًا استراتيجيًا عندما يكون توقف الإنتاج أكثر خطورة من انحراف الأبعاد الطفيف.
إل في دي و باسيفيك تعيش أيضًا في هذا المجال العملي، حيث تقدم تكاملًا كاملاً مع بيئات CAD/CAM ولكن بدون ضريبة منظومة الأتمتة الخاصة بعلامات الفئة 1. هذه الآلات لا تقوم بالتحسين الذاتي، لكنها توفر أداءً يمكن التنبؤ به على مدى عمر خدمة يتراوح بين 10 و20 عامًا مع معايرة دورية.
الأرضية الوسطى التي تحتلها هذه العلامات التجارية تزداد قيمة. مع نضوج أنظمة التشغيل الهجينة والتحكم الرقمي، فإنها تقدم العديد من كفاءات الفئة 1 — توفير الطاقة، وتحسين تكرار الزوايا — بدون الصعوبات المتعلقة بالملكية. بالنسبة للمصنعين الصغار والمتوسطين، فإنها تحقق التوازن بين التطور وإمكانية الإصلاح الميداني.
في الطرف البعيد من المشهد توجد الواردات: مغرية على الورق، لكنها غير متسقة في الواقع. دورما و هاكو تتصدر هذه المجموعة، وتنضم إليها غالبًا مجموعة متغيرة من العلامات التجارية الخاصة والنماذج الصينية المصدر التي يتم الإعلان عنها تحت أسماء الموزعين. تبدو مواصفاتها — عدد المحاور، مدى حركة مسطرة القياس الخلفية، واجهات التشغيل باللمس — تنافسية. يظهر الاختلاف بعد أشهر في انحراف المعايرة، هشاشة البرمجيات، وضعف الدعم بعد البيع.
دورما، الأقوى في هذه الفئة، حققت تقدمًا مع الأنظمة الهجينة الحديثة، لكن عمق الخدمة خارج أسواقها المحلية لا يزال محدودًا. عندما يتعطل مضخة أو يتوقف المتحكم، يمتد وقت التوقف من ساعات إلى أيام. قد تكون إعادة العلامة التجارية والواردات ذات العلامة البيضاء أكثر خطورة؛ إذ يعتمد تنفيذ الضمان على موزع قد يختفي قبل مكالمة الخدمة الثانية.
ومع ذلك، فإن هذه الآلات تملأ فجوة معينة. بالنسبة للتصنيع منخفض الحجم أو العمليات الثانوية، يمكن للاستيراد المخفض أن يحرر رأس المال لمعدات أخرى. المفتاح هو التعامل معها كمواد استهلاكية، وليس كبنية تحتية. بمجرد النظر إلى لوجستيات قطع الغيار كجزء من تكلفة الشراء، تصبح الأمور الاقتصادية أوضح — مكبس ثني بسعر $80,000 يتوقف عن العمل لمدة أسبوع يمكن أن يكلف بقدر مكبس بديل بسعر $160,000 لا يتوقف أبدًا.
| الفئة | الاسم | الوصف | العلامات التجارية الممثلة | أهم نقاط القوة | أهم المقايضات |
|---|---|---|---|---|---|
| الفئة 1 | “الفيراري” | تحدد التصنيع الدقيق؛ تركز على وقت التشغيل، وإتقان الأتمتة، وأنظمة الثني الذكية. | TRUMPF، AMADA، Bystronic | – دقة فائقة ووقت تشغيل مرتفع للغاية – تكامل عميق مع أنظمة الأتمتة وإنترنت الأشياء – كفاءة وتكلفة دورة حياة يمكن التنبؤ بها – شبكات خدمة قوية وقيمة متبقية عالية | – تسعير مرتفع – ارتباط بالموزع – استثمار أولي أعلى |
| الفئة 2 | “الدبابات” | تعطي الأولوية للمتانة، وقابلية الإصلاح، والتحكم السهل؛ مناسبة للورش التي تحتاج إلى موثوقية دون أتمتة متطرفة. | Cincinnati، Accurpress، Pacific، LVD | – هياكل قوية وثقيلة الصنع على الطراز الأمريكي الشمالي – سهولة الإصلاح ومكونات قياسية – تكامل جيد مع أنظمة CAD/CAM – عمر خدمة طويل وإمكانية الإصلاح في الميدان | – أتمتة أقل وذكاء بيانات أقل – انحراف طفيف في الأبعاد مقارنة بالفئة الأولى – ميزات تحسين ملكية أقل |
| الفئة الثالثة | “رهان الاستيراد” | واردات اقتصادية؛ مواصفات تنافسية لكن موثوقية ودعم غير متسقين. | Durma، Haco، آلات عامة/معاد تسميتها | – تكلفة أولية أقل – مناسبة للإنتاج منخفض الحجم أو العمليات الثانوية – تزايد توفر الأنظمة الهجينة | – جودة ومعايرة غير متسقة – دعم محدود للخدمة وقطع الغيار – فترات توقف أطول – خطر عدم استقرار الموزع |
عبر هذه الفئات، الخط الفاصل ليس في علم المعادن أو القدرة الحصانية—بل في الاستمرارية. آلات الفئة الأولى تشتري القدرة على التنبؤ. آلات الفئة الثانية تشتري المرونة. آلات الفئة الثالثة تشتري الفورية مع خطر الانقطاع. الحساب الحقيقي لأي ورشة تصنيع ليس أي آلة تثني أسرع، بل أي آلة تستمر في الثني عندما يكون المحاسب يراقب الساعة.
مكابح الضغط CNC نادرًا ما تتعطل في أوقات مناسبة. الاختبار الحقيقي لقيمة الشركة المصنعة هو ما يحدث عندما يتوقف الكباس عند الساعة الثالثة صباحًا وزبونك الأكبر يتوقع استلام الأجزاء عند شروق الشمس. اختبار “الساعة الثالثة صباحًا” يميز بين العلامات التجارية التي توفر وقت تشغيل مستمر وتلك التي تبيع القوة الحصانية فقط. الاعتمادية ليست مجرد رقم في ورقة المواصفات—إنها عمق وانتشار شبكة الخدمة خلف الشعار.
على سبيل المثال، تدعم شركة Accurpress نماذجها المزودة بنظام Cybelec بأكثر من خمسين فنيًا في جميع أنحاء الولايات المتحدة، كثير منهم يمكنه تنفيذ إصلاحات على هندسة قطعك خلال أيام. هذا القرب يحول وقت التوقف إلى صيانة متوقعة. في المقابل، الوحدات المستوردة المقترنة بمراكز دعم أصغر أو مركزية—مثل أنظمة Delem DA-series بدون شركاء محليين—يمكن أن تحول عطل بسيط في المشفر إلى توقف لمدة أسبوع إذا كان مصنعك خارج شيكاغو أو لوس أنجلوس. أحد المصانع في الغرب الأوسط أفاد بزيادة 40% في وقت التوقف لأن أي فني محلي لم يكن قادرًا على صيانة جهاز Delem DA-53T بدون اعتماد من المصنع.
مدى الخدمة يحدد العائد الحقيقي على الاستثمار.
مكبس $120k مع مخزون سيرفو إقليمي يمكنه استرداد الاستثمار خلال 14 شهرًا عند إعدادات أسرع بنسبة 30%—لكن إذا امتد نطاق الدعم لأكثر من 200 ميل، يمكن أن تتجاوز الخسائر السنوية $50k من وقت الخمول. هذه هي الحسابات الصامتة التي يغفل عنها الكثير من المشترين. الشبكة الواسعة تضمن أيضًا استمرارية المشغلين. عندما يتمكن الفني من الوصول قبل أن يبدأ الفريق المحبط بالارتجال، فإنك تحافظ على جدولك وثقة فريقك في الآلة.
المصانع التي تجتاز اختبار “الساعة الثالثة صباحًا” تقيس الدعم بنفس قوة قياسها للطنّية. قيّم ضمانات الاستجابة، مستويات مخزون قطع الغيار، ودورات اعتماد الفنيين قبل توقيع أي شيء. هذا ليس جنون ارتياب—بل تخطيط لـ 2% من الوقت الذي يحدد الـ 98% الأخرى.
كل عملية ثني تبدأ بلمسة—أو زر. وحدة التحكم تحدد أكثر من مجرد الراحة؛ فهي تملي منحنيات التعلم، معدلات الاحتفاظ، ونسب الهدر. في العديد من المصانع، اختيار وحدة التحكم يحمل نفس الوزن المالي مثل الإطار نفسه.
واجهات CybTouch تحظى بالثناء لسهولة الاستخدام في القطع الفردية، لكن افتقارها للمزامنة المزدوجة كلف مصانع صغيرة آلاف الدولارات في هدر الألومنيوم عندما يتجاوز انحراف الزاوية نصف درجة. في المقابل، نماذج Delem DA تقدم تسلسل ثلاثي الأبعاد قوي لكنها قد تصبح مبالغًا فيها في بيئات الإنتاج القصيرة. أحد مستخدمي Accurpress الذي ترقى من ESA 640 إلى DA-66T خسر $8,000 في إعادة التدريب ووقت الخمول لأن فريقه لم يستخدم الأدوات ثلاثية الأبعاد المتقدمة المصممة لألواح الطائرات متعددة المحاور، وليس إطارات الأبواب.
السهولة تتفوق على الميزات عندما يتغير المشغلون باستمرار. تظهر الاستطلاعات أن 62% من المصانع التي تستخدم وحدات تحكم NC قديمة تفقد أفضل مشغليها خلال عام، غالبًا لصالح منشآت تقدم أنظمة لمس بديهية تقلل من عمليات الثني التجريبية. ومع ذلك، فإن التعقيد يؤتي ثماره فقط عندما يكون قابلًا للاستخدام. أزرار اللمس الملموسة في Delem DA-66W تزدهر في بيئات الأرضيات الدهنية، بينما تستفيد مصانع الغرف النظيفة من دقة اللمس لتقليل أوقات الإعداد من دقائق إلى ثوانٍ.
أفضل الشركات المصنعة تدرك أن “العقول” تتجاوز البرمجيات. الأنظمة الهجينة مثل ESA S640، المزودة بوحدات PLC قابلة لإعادة البرمجة، تتيح للمستخدمين المتقدمين إصلاح أعطال المنطق داخليًا—موفرة أسابيع من وقت التوقف. هذه المرونة تحدد النخبة الجديدة في سوق مكابح الضغط: آلات تجمع بين القوة الميكانيكية وواجهة تدرب المشغل الجديد أسرع من الوقت الذي يحتاجه الأخير للاستقالة.
يفترض معظم المشترين أن مكبح ضغط أكبر يضمن إنتاجية أعلى، لكن في الإنتاج عالي الحجم، دقة التحكم ووقت الإعداد—وليس القوة الخام—هي التي تحدد المخرجات الحقيقية. المصانع التي تنتج آلاف القطع المتطابقة يوميًا، سواء كانت قنوات أبواب أو بروفيلات معمارية، تحقق أكبر فائدة من مكابح الضغط CNC في 40–200 طن مع أسِرّة بطول 3 أمتار. هذه الآلات تحقق التوازن بين نطاق المواد والدقة المتكررة، مما يسمح لمشغلي الخط بالحفاظ على ±0.005 بوصة التفاوتات عبر التشغيلات الطويلة. هذه القابلية للتكرار ليست نظرية: تجارب NIST تُظهر أن هدر الإنتاج ينخفض بما يقرب من الثلث بمجرد ضبط التاج التكيفي ونظام التغذية الراجعة المغلق.
العامل الفارق الحقيقي هو سرعة الإعداد. في دفعات من 1,000 قطعة، يمكن لنظام القياس الخلفي الآلي تقليص وقت الإعداد من أربع ساعات إلى ثلاثين دقيقة وخفض إجمالي العمالة بأكثر من النصف. ومع ذلك، غالبًا ما يدفع المصنعون المشترين نحو خلايا الأتمتة الكاملة المزودة برافعات روبوتية ومبدلات أدوات. هذه الأنظمة تكون منطقية فقط عندما نادراً ما تتغير روتينات الثني؛ وإلا فإنها تضاعف تكلفة رأس المال بمقدار 50% دون تحقيق عائد استثمار ثابت. علامات تجارية مثل TRUMPF وAmada تسوق هذه الإضافات على أنها “جاهزة للمستقبل”، ولكن لإنتاج منتج واحد (SKU)، توفر المقاييس الخلفية القابلة للبرمجة والتحكمات الهيدروليكية الدقيقة تقريبًا نفس المكاسب بجزء بسيط من السعر.
تطبيقات السرير الطويل—أطوال 10 أقدام على هياكل بقدرة 175 طن—تكشف نقطة إجهاد أكثر دقة: انحناء العارضة. التصاميم ذات الوصلات، مثل تلك المستخدمة من قبل Accurpress، تحافظ على الحركة الخطية عبر الألواح العريضة وتزيل تأثير الانحناء الشبيه بالموزة الذي يمكن أن يتلف 10–15% من الإنتاج. الفئة عالية الحجم تزدهر عندما تتطابق القدرة مع التحكم، وليس عندما تتجاوزها.
حيث يقدّر مصنع الإنتاج التكرار، يعيش المُصنّع المخصص على القدرة على التكيف. الأعمال النموذجية تمزج بين الفولاذ الطري والفولاذ المقاوم للصدأ وأحيانًا الألومنيوم، مع أجزاء تتغير كل ساعة—وهو سبب هيمنة مكابس CNC الهيدروليكية متوسطة المستوى على هذا القطاع. آلات من Accurpress أو Wysong, ، مصنفة للثني حتى فولاذ طري بسماكة 1 بوصة, ، توفر مجالاً للتعامل مع سماكات متنوعة دون الإفراط في الدقة الذي تتميز به النماذج الكهربائية المؤازرة عالية المستوى والتي تقضي 80% من وقتها خاملة.
الطريق المختصر للربحية هنا ليس قوة الضغط الأعلى بل المناولة الأذكى. المقاييس الخلفية متعددة المحاور القادرة على تشكيل حواف معقدة تلغي الحاجة لإعادة التموضع اليدوي بين الانحناءات، مما يخفض وقت الدورة إلى النصف في النماذج الأولية المعقدة. عندما تعتمد هامش الربح في العمل على سرعة الإنجاز—مثل أعمال الطوارئ في التدفئة والتهوية أو الألواح المعمارية—فإن تقليص حتى عشرين دقيقة من الإعداد يحدد ما إذا كان العمل مربحًا. تصميم وحدة التحكم مهم بنفس القدر: الواجهات البديهية من Delem أو Cybelec تقلص وقت البرمجة من ساعات إلى دقائق وتقلل الاعتماد على المشغل، مما يقلل مباشرة من وقت توقف التدريب وفجوات الورديات.
عامل غالبًا ما يتم تجاهله هو اتساق الحركة على المواد غير المنتظمة. الورش التي تتعامل مع أجزاء مدببة أو متعددة السماكات تستفيد من أنظمة الدفع بالوصلات التي تحافظ على حركة المكبس العلوية بشكل متوازٍ، وهو أمر تكافح النماذج الكهربائية المؤازرة لتكراره عندما تختلف صلابة الصفائح. السلامة تكمل المعادلة. أدوات التحكم باليدين وأنظمة الستائر الضوئية الموثوقة لا تلبي فقط متطلبات OSHA بل تحمي أيضًا العمال المهرة وسلامة الجدول الزمني—التكلفة الخفية لتوقف العمل بسبب الإصابات تتجاوز بشكل روتيني $1,000 لكل ساعة إنتاج مفقودة. بالنسبة لورشة العمل، فإن المرونة هي الدقة في الحركة، وليست الكمال على الورق.
عندما يكون التدفق النقدي ضيقًا أو تمتد أوقات التسليم إلى ما بعد المعقول، يصبح سوق مكابس CNC المستعملة ساحة المراجحة في الصناعة. النماذج التي تم صيانتها جيدًا والتي يبلغ عمرها عشر سنوات—خصوصًا وحدات Accurpress أو Cincinnati بين 150 و200 طن—يمكن أن توفر 85% من أداء الآلات الجديدة مقابل 40–60% من التكلفة, ، متجنبًا التأخيرات في الاستيراد لمدة ستة أشهر التي تعاني منها العديد من خطوط المستوى الثالث. الأرقام تبرر المخاطرة: تُظهر بيانات الصيانة المستقلة أن الأنظمة الهيدروليكية المصنوعة في الولايات المتحدة والتي تتم صيانتها بانتظام تتكبد خسائر توقف سنوية تبلغ حوالي 10,000 $، مقابل 50,000 $ للآلات ذات العلامات غير المعروفة مع دعم قطع غيار غير منتظم.
العناية الواجبة تحول الآلة المستعملة من مقامرة إلى ميزة. اطلب تشخيصات نظام التحكم، وسجلات دقة الثني (ابحث عن ±0.01 بوصة قابلية التكرار بعد إعادة التأهيل)، واختبار انحراف الإطار الحديث—أي شيء يتجاوز 0.02 بوصة تحت الحمل المقدر يشير إلى إجهاد سيتسبب في انحراف الدقة. الدورات المؤكدة أقل من 20,000 وتتبع ضغط هيدروليكي نظيف غالبًا ما تعني عقودًا من العمر المتبقي، خاصة عند اقترانها بعقد خدمة محلي. المشترون الذين يتجاوزون هذه الخطوة يخاطرون بدخول يانصيب قطع الغيار؛ يمكن أن تستغرق صمامات الهيدروليك المستوردة ولوحات السيرفو شهورًا للحصول عليها، مما يمحو التوفير في العقود المفقودة.
الوحدات المستعملة من المستوى الثاني تمنح أيضًا شيئًا تم تجاهله كثيرًا أثناء أزمة سلسلة التوريد: قرب الدعم. يمكن خدمة الآلة المعاد بناؤها محليًا في نفس الأسبوع، مقارنة بانتظار عدة أشهر لضمانات خارجية. بالنسبة للورش على حافة التوسع، فإن سرعة الاستجابة هذه تفوق أي مزايا في ورقة المواصفات. السوق المستعملة ليست تنازلًا—إنها رافعة استراتيجية للبنّائين الذين يفهمون أن وقت التشغيل وذكاء التحكم هما ما يسدد الفواتير، وليس حالة الطلاء الجديد.
عندما تجلس أخيرًا أمام ممثل مصنع مكابح الضغط CNC، يمكن للعواطف أن تعكر الحكم. لمعان الآلة وعرض المبيعات حول دقة أعلى و“تحكم غير مسبوق” يبدو جيدًا—لكن العقد أمامك هو ما يحدد ما إذا كانت الصفقة ستبني القدرة أو تستنزف رأس المال. هناك خمسة بنود غير قابلة للتفاوض.
1. ضمان الأداء في قابلية التكرار ودقة التموضع. ورقة المواصفات تعد بـ ±0.0004″، لكن أصر على تأكيد كتابي بأن الآلة تحقق ذلك تحت أحمال الإنتاج المستمرة. أي شيء أقل يصبح لعبة تخمين مكلفة في الشهر السادس.
2. التشغيل في الموقع بواسطة فنيي المصنع. أخطاء التركيب تتسبب في توقف أكثر من أعطال الآلة. اطلب محاذاة ومعايرة مؤكدة من المصنع قبل التسليم؛ لا تقبل “إعداد الوكيل” فقط.
3. ساعات تدريب محددة بنتائج قابلة للقياس. ليس كافيًا أن “يتعرف” المشغل على الآلة. يجب أن يصل موظفوك إلى معيار—الإعداد في أقل من 10 دقائق، التحقق الكامل من برنامج الثني، وإجراءات تغيير الأدوات بأمان. ضمّن هذه المقاييس في الاتفاقية.
4. ضمان تحديثات برنامج التحكم. وحدة التحكم CNC هي العقل؛ إذا كانت التحديثات مشروطة برسوم ترخيص جديدة، فإن آلتك “المتطورة” تصبح قديمة خلال عامين. ضمّن على الأقل ثلاث سنوات من التحديثات.
5. أوقات الاستجابة لخدمات ما بعد البيع الموثقة. كل توقف غير مجدول يكلف هامش الربح. بند يحدد زمن الاستجابة للخدمة—اتصال خلال 24 ساعة، واستجابة في الموقع خلال 72 ساعة—يحوّل الوعود الفارغة إلى التزام فعلي.
إذا لم تكن هذه البنود مكتوبة، فأنت لا تشتري آلة—أنت تشتري الأمل.
تحب الوكالات عرض مثلثات مثالية من الفولاذ المقاوم للصدأ المصقول تمر عبر مكابح العرض الخاصة بهم—إنها مجرد عرض منظم. لكن لا شيء من ذلك يثبت الأداء على حواملك الفولاذية الملتوية أو ألواح الألومنيوم بطول 10 أقدام. المحترفون يجلبون قطعة العمل الخاصة بهم.
أحضر قطعتين أو ثلاث تمثل أصعب مهامك—سماكة غير متساوية، حواف عميقة، اتجاه حبيبات غير متسق. اطلب منهم برمجة وإعداد وثني هذه القطع الفعلية بينما تراقب زمن الدورة، وتغيير الأدوات، وتصحيح الارتداد. سترى الدقة في السياق، وليس بمعزل.
ثم اطلب بيانات الإعداد الكاملة: الحمولة المستخدمة، وحركات المقياس الخلفي، وملفات تعويض المواد. إذا تردد المندوب، فهذه هي لحظة الحقيقة. الشركة المصنعة الجادة ستستمتع بالتحدي لأنها تعلم أن الشفافية تغلق الصفقات أسرع من أي عروض إضاءة.
اختبار سريع: إذا لم يخرج فني العرض الفرجار قبل أن يسلمك القطعة، غادر فوراً.
تفشل عمليات شراء مكابح الضغط CNC عندما تحسب الورش فترة الاسترداد بناءً على التراكم الحالي بدلاً من نصف العقد القادم. العائد على الاستثمار ليس نسبة مئوية مجردة—إنه مقياس للبقاء. طبّقه بدقة:
العائد على الاستثمار = (إجمالي المكاسب المالية – إجمالي الاستثمار) / إجمالي الاستثمار × 100%.
إجمالي الاستثمار ليس مجرد سعر بطاقة الآلة. التوزيع الواقعي يبدو هكذا: 60% معدات، 20% أدوات، 7% تركيب، 4% تدريب، 9% احتياطي تشغيلي. تجاهل هذا السطر الأخير وستكون “مربحاً” على جداول البيانات لكن تعاني من نقص السيولة على أرض العمل.
المعيار الحاسم: فترة استرداد أقل من ثلاث سنوات. اقسم إجمالي الاستثمار على الفائدة الصافية السنوية. إذا كان إعداد $250,000 يحقق $100,000 صافي سنوي، فأنت إيجابي بعد 2.5 سنة—وكل دورة بعد ذلك تضاعف الربح.
معظم الورش تقلل من تقدير الفائدة الصافية السنوية لأنها تحسب فقط وفورات العمالة. المحركات الحقيقية هي تقليل إعادة العمل، وزيادة الاستفادة، والقدرة على تسعير قطع عالية الهامش لا يستطيع المنافسون تشكيلها بدقة. هذا الأخير—أهلية العقود الجديدة—يزيد الأرباح أسرع من أي زيادة في السرعة.
العوائد غير المالية تعزز الحجة لصالح الآلات متوسطة المستوى. النماذج المتوسطة من شركات مثل Accurpress أو Durma تحقق تقريباً 85% من أداء الفئة الممتازة مقابل 30% من تكلفة رأس المال. فهي تقلل الفاقد، وتوحد الجودة، وتقصّر أوقات التسليم، وترفع مستوى الموثوقية المتصورة لدى العملاء—كل ذلك مع الحفاظ على السيولة في ميزانيتك. شراء معدات مبالغ فيها نادراً ما يتفوق على استثمار الفرق في مشغلين مهرة أو تحسينات تدفق العمل الرشيق.
ثلاث آفاق تحدد الشراء الذكي: قصير (استرداد خلال 3 سنوات)، متوسط (توسيع الأرباح خلال 5 سنوات)، وطويل الأمد (القيمة المتبقية وسمعة العلامة التجارية). يتحدث التجار عن مشكلتك الحالية؛ بينما المحترفون يضعون نموذجاً لخمس سنوات قادمة من تراكم الهامش.
اللحظة التي تضع فيها القلم على الورق ليست عن قوة الحصان أو الحمولة—إنها عن السيطرة: على وقت التشغيل، على التدفق النقدي، على السنوات الخمس القادمة من الربح لكل انحناءة. ادخل إلى ذلك المعرض ومعك قطعك الخاصة، وحساباتك الخاصة، وتلك البنود الخمسة جاهزة. لأن الحركة القوية الحقيقية ليست في التفاوض على السعر—بل في إثبات أنك تعرف بالضبط ما يجب أن تكسبه الآلة قبل أن تصل إلى أرضيتك.


















