

Ein Produktionsrückgang trifft die Fabrik. Gabelstaplerfahrer werden nach Hause geschickt. Monteure werden entlassen. Und doch veröffentlicht derselbe Betrieb weiterhin Stellenanzeigen für CNC-Abkantpressenbediener. Dieser Widerspruch ist der erste Hinweis – dies ist eines der wenigen Handwerke, bei denen Präzision und Zuverlässigkeit buchstäblich den Lohn sichern können. Während ganze Abteilungen schrumpfen, behält die Person, die flache Bleche in exakte Teile für millionenschwere Baugruppen verwandeln kann, ihren Platz an der Maschine.
In den meisten Blechbearbeitungsbetrieben behandeln die Leute, die “nur Teile laufen lassen”, die Abkantpresse wie einen Automaten – Rohling einlegen, Pedal drücken, Ergebnis stapeln. Wenn die Abläufe enger werden, werden diese Knopfdrücker zuerst ersetzt. Echte Fertiger hingegen wissen, wie man Biegeabzüge interpretiert, den Stößel ausrichtet und eine Zeichnung so liest, dass sie während des Laufs einen Versatz anpassen können. Sie machen kein Metall-Origami; sie kontrollieren Variablen, die darüber entscheiden, ob eine Charge angenommen oder verschrottet wird.
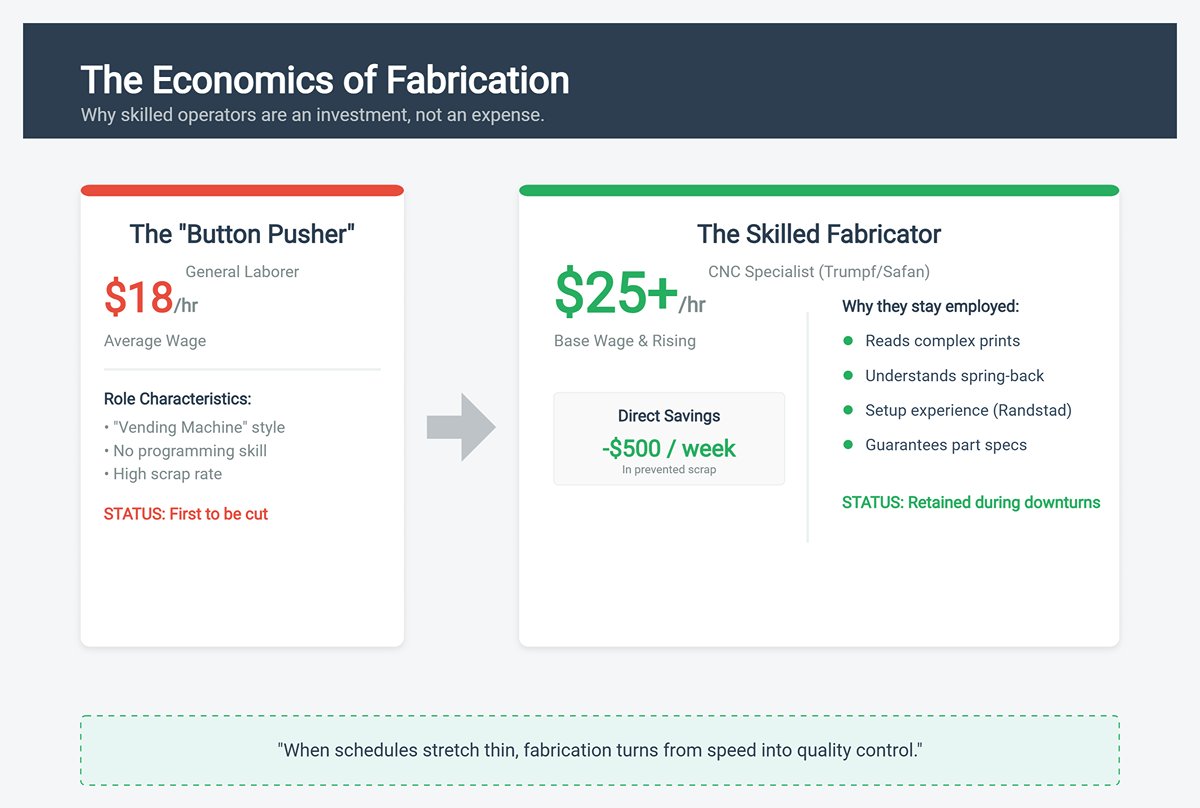
CNC-Abkantpressenbediener, die Trumpf- oder Safan-Maschinen nutzen, tun mehr als nur Start drücken. Sie programmieren komplexe Biegenreihenfolgen, verstehen Materialrückfederung und minimieren Ausschuss bei Edelstahl- oder Aluminiumläufen mit Toleranzen um ein Prozent. Dieses Wissen führt direkt zu weniger beschädigten Rohlingen – messbare Einsparungen, die ein Manager sofort erkennt. In Abschwungphasen ist jemand, der jede Woche Ausschuss im Wert von $500 verhindert, weit mehr wert als ein weiterer Hilfsarbeiter. Deshalb verschwinden manuelle Pressenjobs mit etwa $18 pro Stunde zuerst, während CNC-qualifizierte Fertiger mit $25 im Einsatz bleiben.
Randstad-Stellendaten bestätigen dies: Ausschreibungen betonen “Fähigkeit, komplexe technische Zeichnungen zu lesen” und “Einrichterfahrung” als Schlüssel für langfristige Beschäftigung. Sobald ein Betrieb langsamer wird, verwandelt sich die Fertigung von reiner Geschwindigkeit in Qualitätskontrolle – und nur geschulte Bediener können garantieren, dass Teile auch bei gedehnten Zeitplänen noch der Spezifikation entsprechen.
Jeder Fertigungsleiter wird sagen, dass er technische Fähigkeiten braucht, aber was er zuerst braucht, ist Zuverlässigkeit. In Fertigungsforen und Zeitarbeitsanzeigen wiederholt sich eine Klage: hohe Fluktuation. Etwa drei Viertel aller Kündigungen geschehen wegen Fehlzeiten, nicht wegen mangelnder Fähigkeiten. Deshalb werden Kandidaten ohne formale Bauplanerfahrung trotzdem eingestellt, wenn sie einen Maßbandtest bestehen und eine einwandfreie Sicherheitsbilanz vorweisen können.
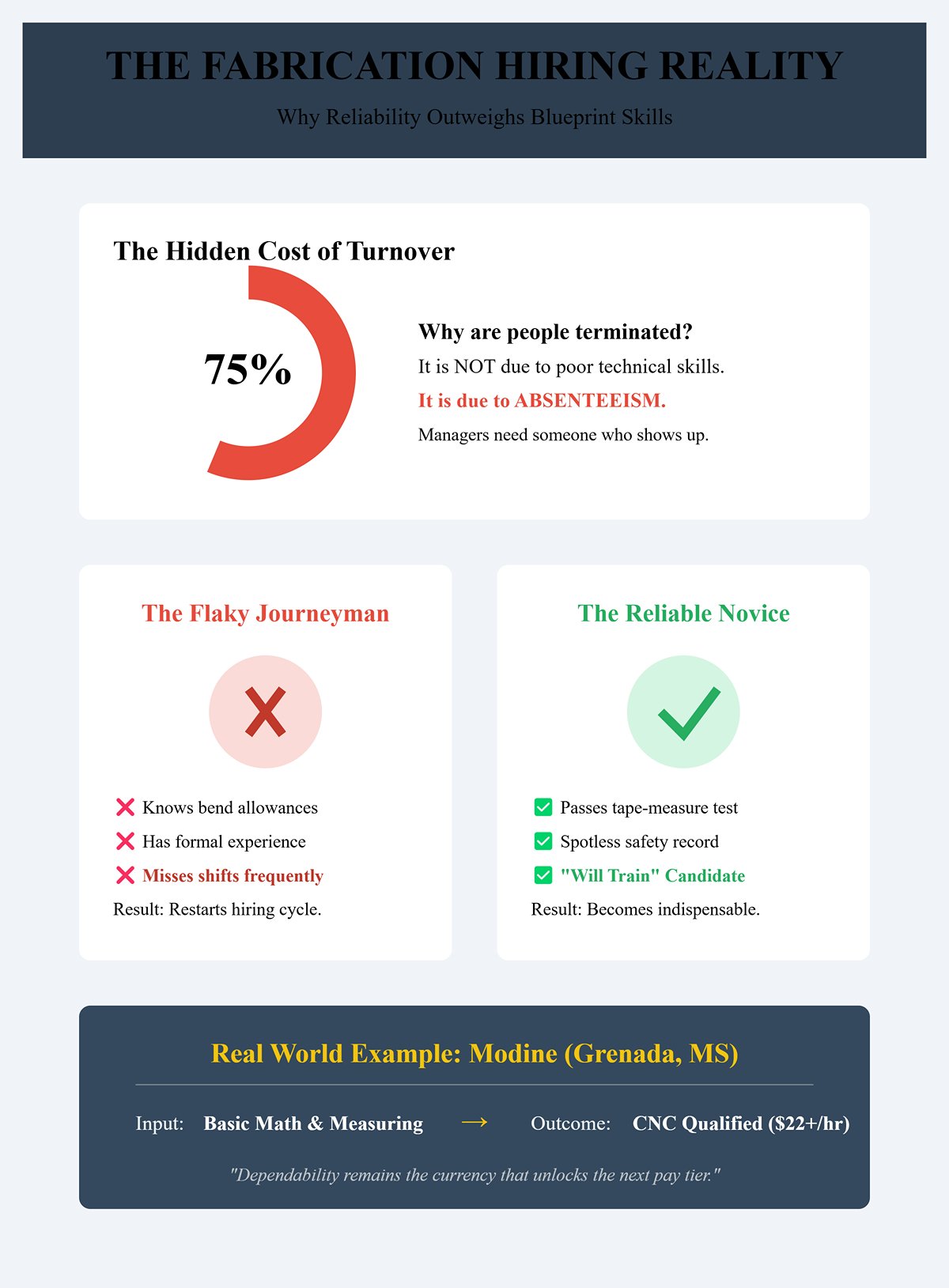
Der Mangel ist so hartnäckig, dass Unternehmen öffentlich mit “wird angelernt” werben – selbst für Rollen an millionenschweren Maschinen. Ein Lagerarbeiter mit Gabelstaplerzertifikat und “keine Vorfälle in zwei Jahren” kann sich gegenüber einem unzuverlässigen Gesellen durchsetzen, der zwar Biegezugaben kennt, aber Schichten verpasst. Betriebe bringen lieber jemandem bei, ein Blech am Hinteranschlag auszurichten, als den Einstellungsprozess mitten im Projekt neu zu starten.
Diese Zuverlässigkeit verwandelt sich in Vertrauen auf der Werkstattfläche. Vorgesetzte stellen oft beständige Anfänger an die Seite erfahrener Bediener, geben Mentoren einen Gehaltsbonus und Anfängern Zugang zu praktischer Schulung. Das Kalibrieren des Stößels, das Einstellen des Hinteranschlags oder das Eingeben von Biegekorrekturen in die CNC-Konsole zu lernen, dauert Wochen, nicht Monate. Der seltene Kandidat, der all diese Wochen pünktlich erscheint, wird schnell unentbehrlich.
Konkrete Beispiele belegen dies. Modines Werk in Grenada, MS – typisch für regionale Hersteller – stellt Bediener auch ohne Bauplankenntnisse ein, sofern Bewerber gute Mess- und Grundkenntnisse in Werkstattmathematik nachweisen. Nach der Einarbeitung wechseln diese Mitarbeiter schnell in CNC-qualifizierte Gehaltsstufen mit $22 pro Stunde oder mehr. Verlässlichkeit bleibt die Währung, die die nächste Gehaltsstufe freischaltet.
Arbeiter-Mathematik kann den Ruf eines Handwerks machen oder brechen. Auf dem Papier klingt ein Stundenlohn von $20 bescheiden. In einer Fertigungsstätte mit 50- bis 60-Stunden-Wochen ist er das Fundament eines soliden Einkommens der Mittelschicht. Zweitausend reguläre Stunden ergeben jährlich $40.000; plus 500 Stunden Überstunden mit eineinhalbfacher Bezahlung kommen etwa $15.000–$19.000 hinzu. Plötzlich steigt die Jahressumme über $60.000 – ein Bereich, der durch Indeed-Daten aus über 7.000 Abkantpressen-Stellenanzeigen landesweit bestätigt wird.
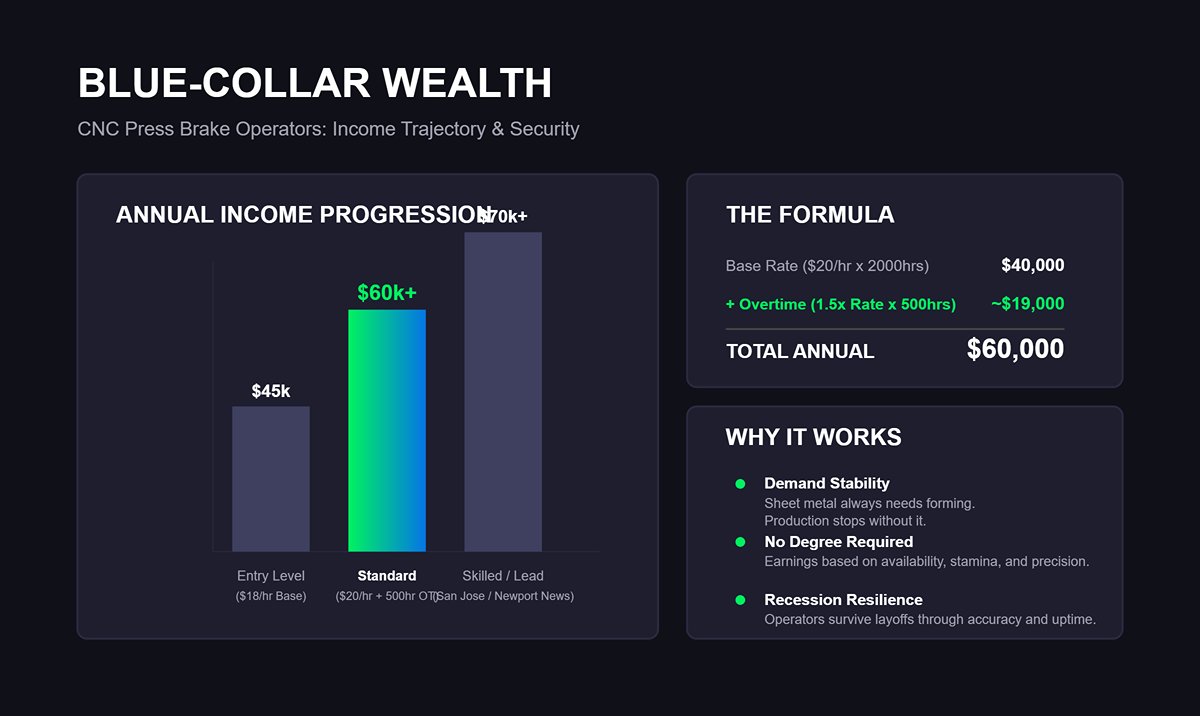
Regionale Lohnunterschiede schärfen das Bild. In Fertigungsbetrieben und Schiffswerften in Virginia zeigen aktuelle Anzeigen Basislöhne von $24–$28 pro Stunde mit stabilen Überstunden. Arbeiter in Fertigungszentren im Mittleren Westen verdienen im Schnitt $22 Basis, erreichen aber Spitzenlöhne durch lange Schichten. Berufseinsteiger mit $18 können im ersten vollen Jahr in den Bereich von $45.000–$50.000 kommen. Qualifizierte Programmierer oder leitende Bediener in teureren Märkten – San Jose, Mankato oder Newport News – erreichen mit Überstunden Summen von über $70.000.
Diese Verdienstkraft ist nicht an ein Zertifikat oder einen Abschluss gebunden; sie basiert auf Verfügbarkeit, Ausdauer und Präzision. Der Auftragsbestand eines Schweißers kann verschwinden, wenn sich Verträge ändern, aber Blechteile müssen immer geformt werden. Produktionsleiter wissen, dass Fristen nicht auf Schulungszyklen warten – wenn eine Abkantpresse stillsteht, kommt ein Projekt zum Erliegen. Deshalb zahlen sie dafür, diese Maschinen am Laufen zu halten, und belohnen die Bediener, die das möglich machen.
Das Ergebnis: ein Handwerk, bei dem Zuverlässigkeit, unterstützt durch eine überschaubare Lernkurve und konstante Überstunden, das bildet, was viele in der Fertigung stillschweigend als “Goldticket” bezeichnen. Anders als Rollen, die an Nachfragespitzen gebunden sind, bleiben CNC-Abkantpressenbediener auch dann beschäftigt, wenn die Wirtschaft schwankt. Sie überstehen Entlassungen nicht durch Glück, sondern weil Genauigkeit und Betriebszeit nie aus der Mode kommen.
Ein 10-Stunden-Tag an einer CNC-Abkantpresse beginnt lange vor dem ersten Biegen. Bediener beginnen mit dem Lesen von Bauplänen – oft im Tausendstel-Zoll-Bereich – und übersetzen diese dann in eine Maschineneinrichtung, die Toleranzen enger hält als die Dicke einer Münze. Die Einrichtung kann die ersten zwei Stunden verschlingen: Auswahl von Matrizen und Stempeln, außermittiges Ausrichten für zusammengesetzte Winkel, Montage des Werkzeugs ohne Riefenbildung und Programmieren der Hinteranschläge am Controller. Eine falsche Eingabe der Tonnage oder ein falscher Hinteranschlagversatz kann ein $100-Blech in Ausschuss verwandeln.
Sobald die Produktion startet, steigt das Tempo auf 50–100 Teile pro Stunde. Jeder Zyklus bringt neue Berechnungen: Änderungen der Materialdicke beeinflussen den Rückfederungseffekt, Werkzeugerwärmung verschiebt Winkel, und sogar die Öltemperatur verändert die Biegekonsistenz. Der Bediener passt während des Laufs an – nicht durch Raten, sondern mit Mikrometermessungen und kalkulierten Neuprogrammierungen. Das ist die stille Fähigkeit, mit der Luft- oder Verteidigungsindustrie-Toleranzen eingehalten werden.
Zwischen den Biegungen gibt es Fett, Lärm und Reinigung – Aufgaben, die selten in Stellenanzeigen auftauchen. Das Reinigen von Ölnebel und Metallspänen zur Schichtmitte hält den Boden sicher, während das Abwischen von Führungen und Hinteranschlägen am Tagesende die Lebensdauer der Werkzeuge verlängert. Dokumentation schließt jede Schicht ab: Winkelkorrekturen, hydraulische Reaktionen oder Abweichungen bei Teilen werden notiert, damit der nächste Bediener Fehler nicht wiederholt. Diese Liebe zum Detail dehnt einen “10-Stunden”-Tag auf zehneinhalb Stunden aus – aber so baut man sowohl Vertrauen als auch Geschwindigkeit auf.
Wichtige Erkenntnis: In Hochvolumenbetrieben verbrennen allein Einrichtungsfehler 20–30% der gesamten Schichtzeit. Der Anfänger, der am ersten Tag Testbiegeungen einstellt, ist nicht nur präzise – er ist auch Kandidat für Beförderungen in Einrichtungs- oder Programmierrollen.
Stellenbeschreibungen klingen einfach – 50 Pfund heben, den ganzen Tag stehen – aber die wahre Arbeit besteht aus 40% Kraft und 60% mentaler Geometrie. Bediener hantieren mit schweren Stahlblechen, oft mit Kränen für Massentransporte, doch die eigentliche Belastung kommt von wiederholtem Ausrichten und feiner Handpositionierung. Eine einzige falschwinklige Klemmung oder ein hastiges Einschieben erzeugt Fehlbiegeungen, die erst nach teurer Nachbearbeitung sichtbar werden. Stahlkappen-Müdigkeit und 90-Dezibel-Lärm sind gegebene Gefahren, aber Rücken- und Handgelenksbelastungen durch unergonomische Werkzeugwechsel sind weitaus häufiger.
Die größere Herausforderung steckt in Mathematik und Wahrnehmung. Das Lesen von Symbolen für geometrische Bemaßung und Toleranzen (GD&T), um Biegelinien zu finden, das Umrechnen von Bruchmaßzeichnungen in Dezimalwerte und das Einschätzen von Biegezugaben erfordert ständige mentale Überprüfungen. Ein Grad Fehler bei einem 10-Fuß-Teil verzieht einen Flansch um ein Achtel Zoll – sofortiger Ausschuss für Präzisionskunden.
Erfahrene Bediener lernen, das Metall während des Abwärtsgangs des Stößels zu “fühlen” und den Rückfederungseffekt vorherzusagen, bevor er eintritt. Sie verwenden Winkelmesser und Messschieber, um zu bestätigen, was die Intuition bereits angedeutet hat. Diese Mischung aus Kopfarbeit und Fingerspitzengefühl unterscheidet die $18-pro-Stunde-Kraftanstellung von dem $25-pro-Stunde-Fehlerlöser, der während des Laufs programmieren und Fehler beheben kann.
Fazit: Die Zeile “muss 50 Pfund heben” verschleiert den eigentlichen Ermüdungsfaktor – acht bis zehn Stunden Konzentration. Mental erschöpfte Bediener verdoppeln ihre Ausschussrate nach der achten Stunde, was beweist, dass Erfolg hier eher auf kognitiver Ausdauer als auf roher Kraft beruht.
Für neue Bediener bieten kleine Werkstätten den schnellsten Weg zur Meisterschaft. Unternehmen mit weniger als 50 Mitarbeitern stellen oft eher auf Zuverlässigkeit als auf Qualifikationen ein und lassen Kandidaten sich durch praktische Tests statt durch Lebenslauf-Filter beweisen. Ein Anfänger mag damit beginnen, Ausschuss zu sortieren oder Material bereitzustellen, aber innerhalb weniger Wochen wird er Matrizen wechseln und kurze Produktionszyklen fahren, die die Grundlagen der Einrichtung vermitteln. Jedes Einzelstück-Projekt bringt neue Werkzeuge, Materialien und Messkontrollen – eine praktische Ausbildung, die kein Klassenzimmer bieten kann.
Große Fabriken hingegen leben von Wiederholung. Ihre Bediener laden vorprogrammierte Aufträge herunter, passen kleine Abweichungen an und halten Durchsatzvorgaben ein. Es ist stabile Arbeit, aber nicht entwicklungsfördernd. Anfänger haben Schwierigkeiten, voranzukommen, da Programmierung und Hydraulikwartung isolierte Fachgebiete mit Zertifikationshürden sind. In kleinen Werkstätten überschneiden sich diese Bereiche. Besitzer übertragen Neulingen oft echte Verantwortung, nachdem sie Sicherheitsbewusstsein und Detailgenauigkeit gezeigt haben.
Karriereauswirkung: Opti-Staffing-Daten zeigen, dass kleine Werkstätten Einstiegspositionen 30% schneller besetzen als Fabriken und doppelt so viele ohne formale CNC-Erfahrung einstellen. Ausbildung am Arbeitsplatz und direkte Mentorschaft verkürzen die Lernkurve von Jahren auf Monate. Deshalb kehren viele erfahrene Fachkräfte – nach Stationen in großen Werken – zu kundenspezifischen Werkstätten zurück, um wieder Kontrolle über ihr Handwerk und ihre Entwicklung zu erlangen.
Der Tag eines CNC-Abkantpressenbedieners verbindet Präzisionstechnik, Schweiß und Echtzeit-Fehlerbehebung. Die Maschine belohnt Geduld und bestraft Abkürzungen, was die Rolle sowohl physisch geerdet als auch mental anspruchsvoll macht. Für alle, die den Einstieg in dieses Feld erwägen, ist es entscheidend zu verstehen, wie sich die Arbeit anfühlt und die Vorstellung von “Industriearbeit” zu “präzisem Problemlösen” verschiebt. Und dieses Bewusstsein ist es, was einen Neuling zu einem Handwerker mit Zukunft macht.
CNC-Abkantpressenbediener verwenden auf dem Werkstattboden keine Analysis; sie setzen auf Umrechnungsgenauigkeit. Jeder Aufbau und jeder Biegewinkel läuft auf Brüche und Dezimalzahlen hinaus – wenn Sie nicht im Kopf 3/16″ in 0,1875″ umrechnen können, kommt die Produktion ins Stocken. Werkstätten testen das sofort. Bei Walk-in-Bewerbungsgesprächen oder Vorabtests erwarten Sie eine kurze Demonstration mit Messschieber oder Maßband. Wenn Ihre Ablesung oder Umrechnung nicht stimmt, endet das Gespräch dort.
Die Realität: Bediener auf Einstiegsniveau verlassen sich auf einfache Arithmetik. Ein Biegeprogramm könnte eine Materialstärke von 0,125″ verlangen oder eine Matrizenöffnung, die achtmal so groß ist (1,000″). Präzision erfordert, dass Sie verstehen, was diese Zahlen physisch und digital bedeuten. Der Bediener, der Brüche wie eine zweite Sprache übersetzt, richtet schneller ein, verschwendet weniger Bleche und gewinnt schneller das Vertrauen des Vorgesetzten.
Um diese Fähigkeit zu trainieren, verpflichten Sie sich zu 10 Minuten täglicher Bruch-Dezimal-Umrechnung mit einem kostenlosen Kurs, wie den Arithmetikmodulen von Khan Academy. Das Ziel ist nicht Auswendiglernen – es ist Reflex. Wenn Sie 5/8″ sehen, sollten Ihre Hände automatisch 0,625″ eintippen, ohne zu zögern. Erfahrene Maschinenbediener in Fachforen sagen durchweg: Grundlegende Geometrie und schnelle Umrechnungen schlagen Algebra jedes Mal, bis Sie in die Programmierung oder Werkzeugkonstruktion einsteigen. Werkstätten stellen für diese Grundlagen ein, weil Präzisionsfehler an einem $300-Blech sehr teure Lektionen lehren.
Eine Maschine ist nicht einschüchternd, wenn man ihre Sprache kennt. “Anschlag”, “Stößel” und “Matrize” klingen wie Heavy-Metal-Jargon, bis man sie in Bewegung gesehen hat. Die klügsten Berufseinsteiger studieren kurze technische Demonstrationen, bevor sie jemals eine Abkantpresse berühren. So treten sie wie Auszubildende auf – verwenden korrekte Begriffe, stellen gezielte Fragen – und Vorgesetzte merken das.
Beginnen Sie mit einem Grundlagenvideo, das die drei Hauptkomponenten erklärt: den Anschlag, der das Metallblech für wiederholte Biegungen positioniert; den Stößel, den beweglichen Balken, der das Stempelwerkzeug in die Matrize, drückt und so das Material formt; und die Steuereinheit, die diese Bewegungen programmiert. Das Ansehen einer markenspezifischen Demonstration (Trumpf, Bystronic oder Amada) schlägt die Brücke von der Theorie zur Praxis – diese Hersteller bauen die Maschinen, die die meisten Werkstätten verwenden.
Sehen Sie sich als Nächstes ein Tutorial zur Werkzeugmontage an. Achten Sie darauf, wie die Matrizenbreite mit der Materialstärke zusammenhängt (etwa das Achtfache der Stärke bei Baustahl). Das Verständnis von “V-Öffnungs”-Verhältnissen hilft Ihnen, Werkzeug- oder Materialschäden zu vermeiden – etwas, das Produktionsleiter weitaus mehr schätzen als Gespräche über Geschwindigkeit. Sehen Sie sich dann eine Programmieranleitung an, die zeigt, wie Biegewinkel, Arbeitsreihenfolge und Anschlagbewegungen in der Software sequenziert werden. Viele Bewerber, die diesen Ablauf im Vorstellungsgespräch beschreiben können, kommen sofort über die erste Hürde, weil sie lernfähig wirken.
Sehen Sie sich schließlich einen Clip über “häufige Fehler” oder zur Fehlerbehebung an, der falsch ausgerichtete Anschläge, zu weit fahrende Stößel oder ausgelassene Lockout/Tagout-Protokolle hervorhebt. Sie lernen die unausgesprochene Regel der Werkstatt: Sicherheit und Beständigkeit schlagen Geschwindigkeit. Sehen Sie sich alle vier Videos mehrmals an, machen Sie sich physische Notizen und üben Sie, jeden Begriff laut zu erklären. Selbst das Durchspielen, wie Sie die Stößeltiefe für einen 90-Grad-Bogen bei 1/8″-Stahl einstellen würden, hilft Ihnen, wie ein Bediener zu denken, bevor Sie eine Werkhalle betreten.
Kein Werkzeug sagt einem Vorgesetzten mehr über Ihre Bereitschaft als ein einfaches Maßband. Jede Fertigungswerkstatt nutzt es als Einstellungskriterium. Wenn Sie zögern, 1/32″ abzulesen, kommen Sie nicht in die Nähe eines CNC-Panels. Präzision beginnt hier: Haken Sie das Ende des Maßbands am Material ein, richten Sie die Kante aus, lesen Sie die Markierungen sicher ab und kommunizieren Sie in Dezimalzahlen. Wenn Sie sagen “zwölf und fünf Sechzehntel” entspricht “zwölf Komma drei eins zwei fünf”, zeigen Sie fließende Werkstattsprache.
Üben Sie, bis das Ablesen des Maßbands automatisch erfolgt. Erstellen Sie Restbretter mit feinen Markierungen, messen Sie denselben Punkt fünfzig Mal und prüfen Sie Ihre Konsistenz. Verfolgen Sie Ihre Ergebnisse; Ihre Fehlertoleranz sollte unter einem Zweiunddreißigstel Zoll liegen. Verwenden Sie kostenlose Bruch-zu-Dezimal-Rechner-Apps, um Ihre Arbeit zu überprüfen, bis Ihre Kopfrechenfähigkeiten mithalten.
Werkstätten, die “Helfer” einstellen, bewerten diese Fähigkeit vor allem anderen. Laut den Ausbildungsdaten der Fabricators and Manufacturers Association wechseln Arbeiter, die zuverlässige Messungen nachweisen können, innerhalb weniger Monate vom Materialhandling zur Bedienung der Abkantpresse – oft erreichen sie $22 pro Stunde ohne vorherige CNC-Erfahrung. Sie benötigen nicht sofort Zertifikate; sie brauchen wiederholbare Genauigkeit unter Druck.
Wenn ein Vorarbeiter Sie bittet, ein 50‑Pfund‑Stahlblech zu vermessen und die Biegezulage zu bestimmen, gewinnt Ihre Fähigkeit, Zahlen ruhig zu lesen, zu berechnen und zu berichten, Vertrauen. Ab diesem Moment sind Sie kein Lagerarbeiter mehr – man sieht in Ihnen einen Auszubildenden, der zu einem Bediener geformt werden kann. Die Grundlagen sind nicht akademisch. Sie sind die praxisnahen Schlüssel, um eine Fachkarriere zu erschließen, die Zuverlässigkeit, Präzision und Neugier über alles stellt.
Moderne Fertigungsbetriebe stellen nicht wegen “Kraft” oder “Arbeitseinstellung” ein – das wird vorausgesetzt. Sie stellen wegen messbarer Präzision ein. Wenn Ihr Lebenslauf in Allgemeinheiten spricht, liest das Bewerber-Tracking-System (ATS) “nicht qualifiziert”. Wenn er die Werkzeuge, Toleranzen und Werkstattgewohnheiten nennt, die Sie bereits praktizieren, liest er “bereit für die Ausbildung”. Dieser Unterschied entscheidet, ob Sie ignoriert werden oder einen Anruf bekommen.
Der Ruf eines CNC‑Abkantpressen‑Bedieners steht und fällt mit der Genauigkeit. Ihr Lebenslauf sollte das ebenfalls tun. Ersetzen Sie generische Eigenschaften durch quantifizierbare Fertigkeiten. “Präzisionsmessung” ist nicht nur ein Schlagwort; es signalisiert, dass Sie Toleranzen verstehen – die kleine zulässige Abweichung zwischen Entwurf und fertigem Teil –, die die Qualität der Fertigung bestimmen. Wenn Sie Blechdicke messen oder Biegewinkel auf ein Sechzehntel Zoll genau prüfen können, erledigen Sie bereits einen Teil der Arbeit eines Bedieners.
Zum Beispiel: “Blechabmessungen mit Maßband und Messschieber auf ±1/16 Zoll Genauigkeit überprüft; null Nacharbeit über sechs Monate beibehalten.” Diese Formulierung zeigt jedem Personalverantwortlichen, dass Sie Toleranzen bewusst handhaben. Kombinieren Sie sie mit Tätigkeitsverben wie kalibriert, ausgerichtet, oder inspiziert, nicht geholfen oder mitgearbeitet. Diese Verben zeigen mechanisches Verständnis, nicht vage Bemühungen.
Präzisionskennzahlen schlagen Persönlichkeitsbehauptungen. Wenn ein Personalvermittler Lebensläufe nach “Messung” oder “Messschieber” filtert, wollen Sie, dass Ihr Name auf dieser Liste steht. Präzision ist die erste Sprache von Abkantpressen – sprechen Sie sie, bevor Sie jemals eine bedienen.
Lagererfahrung lässt sich direkt in Metallbearbeitung übertragen, wenn Sie sie richtig darstellen. Arbeitgeber sehen “Gabelstaplerfahrer” und “Inventurkraft”, aber sie sehen nicht automatisch “Materialfluss‑Spezialist”. Es ist Ihre Aufgabe, diese Verbindung herzustellen. Das Handhaben von Blech, das Überprüfen von Größe und Gewicht und das Bereitstellen von Teilen für die Produktion spiegelt die Materialfluss‑Schritte wider, die Abkantpressen versorgen.
Formulieren Sie Ihre Aufgaben so: “4’x8′‑Stahlbleche sicher mit Gabelstaplern und Hallenkränen bereitgestellt; mit der Fertigungslinie koordiniert, um einen kontinuierlichen Durchsatz der Abkantpresse zu gewährleisten.” Diese einzelne Aussage zeigt, dass Sie sowohl Sicherheitsstandards als auch Arbeitseffizienz verstehen – zwei der wichtigsten Bewertungskriterien für Fertigungsbetriebe.
Indem Sie die Lagerhauserfahrung als “Fertigungsbereitschaft” neu positionieren, heben Sie übertragbare Fähigkeiten hervor: räumliches Bewusstsein, Lastbalance und Timing. Zeigen Sie, dass Sie bereits in Produktionsfluss denken, nicht nur in Lagerlogistik. Fügen Sie spezifische Materialien hinzu – Aluminium, verzinkter Stahl, Edelstahl – und erwähnen Sie Messungen, wenn möglich. Diese Details versichern dem Einstellungsleiter, dass nur minimale Einarbeitung nötig ist, bevor Sie ihre Maschinen unterstützen können.
Quantifizieren Sie Ergebnisse, wenn möglich: Anzahl der Ladungen pro Schicht, unfallfreie Serien oder Pünktlichkeitsprozentsätze. In der Fertigung beweisen Zahlen Zuverlässigkeit schneller als Adjektive.
Der schnellste Weg, ein vollwertiger Bediener zu werden, beginnt selten mit dem Titel “CNC-Abkantpressenbediener”. Viele Werkstätten veröffentlichen “Wird angelernt”-Helfer- oder Materialbearbeiterrollen, die Sie direkt neben die Maschinen setzen. Von diesem Aussichtspunkt aus beobachten Sie Werkzeugwechsel, Hinteranschlag-Programmierung und Biegesequenzen – praktisches Wissen, das kein Klassenzimmer ersetzen kann.
Häufige Zubringerpositionen sind Fertigungshilfe, Materialvorbereiter und Werkstatthelfer. Diese Rollen zahlen zwischen $16–$19 pro Stunde, befinden sich jedoch innerhalb der Produktionszelle, nicht im Versand. Innerhalb von drei bis sechs Monaten wird ein zuverlässiger Helfer, der Teilenummern lernt, Lockout/Tagout-Verfahren befolgt und darum bittet, bei Rüstvorgängen zuzusehen, oft zum nächsten Bedieneranwärter. Für eine Saison Nähe statt Bezahlung zu wählen, verkürzt die Lernkurve erheblich.
Ihr Lebenslauf sollte gezielt auf diese Ausschreibungen ausgerichtet sein. Ersetzen Sie “suche Einstiegsposition” durch “bereit, in CNC-Formgebung und Materialvorbereitung angelernt zu werden.” Das signalisiert Ehrgeiz, ohne die Qualifikationen zu überschreiten. Fügen Sie Nachweise für Sicherheitsbewusstsein hinzu – erwähnen Sie OSHA-Gabelstaplerzertifizierung oder Erste-Hilfe-Ausbildung –, um Personalverantwortliche zu beruhigen, dass Sie sowohl Ausrüstung als auch Kollegen schützen werden. Werkstätten befördern zuerst Zuverlässigkeit, dann Präzision, dann Programmierung.
Praxis-Abkürzung: Kleine Werkstätten neigen dazu, formale Anforderungen zu übersehen, wenn Bewerber mit dem Fachvokabular vertraut sind – Wörter wie Stößeleinstellung, Hinteranschlag, oder V-Matrize. Das sind keine Tricks; es sind Glaubwürdigkeitsmarker. Sie korrekt im Gespräch zu verwenden, zeigt einem Vorarbeiter, dass Sie verstehen, was auf dem Werkstattboden zählt.
Die meisten Bewerber jagen Stellenausschreibungen mit der Formulierung “CNC-Abkantpressenbediener – 3 Jahre Erfahrung erforderlich” und werden automatisch herausgefiltert. Die unerwartete Wendung? Zielen Sie stattdessen auf Rollen, die die Maschine unterstützen. Stehen Sie neben der Ausrüstung, bis ihr Rhythmus zur zweiten Natur wird. Beobachten Sie, wie Bediener Material ausrichten, Biegesequenzen festlegen und mit Bauplänen abgleichen. Aktualisieren Sie Ihren Lebenslauf jeden Monat mit diesen aktiven Verben –positioniert, assistiert, gemessen, überprüft.
Wenn Sie sich schließlich erneut für eine Bedienerposition bewerben, beschreibt Ihr Lebenslauf nicht mehr einen Lagerarbeiter, der versucht einzusteigen; er beschreibt einen angehenden Fertiger, der bereits fließend die Produktionssprache beherrscht. So kommen Sie von ignorierten Bewerbungen zu Vorstellungsgesprächen – und vom Palettenverschieben zum Metallformen.
Wenn Fertiger “Erzählen Sie mir von Ihrer Erfahrung” sagen, wollen sie keinen Lebenslauf hören – sie prüfen, ob Sie in Toleranzen denken, nicht in Titeln. Ein Lagerarbeiter ohne direkte Erfahrung an der Abkantpresse kann im Spiel bleiben, indem er die Präzision seiner Aufgaben in Fertigungsbegriffe übersetzt. Das präzise Zählen von Blechmaterial, das sichere Materialhandling oder das Dokumentieren von Qualitätsprüfungen implizieren alle Prozesskontrolle. Wenn Sie diese Momente als “Fertigungsbereitschaft” darstellen, zeigen Sie, dass Sie die methodische Genauigkeit verstehen, die in der Werkstatt gefordert wird.
Ersetzen Sie vage Behauptungen (“Ich lerne schnell”) durch messbare Parallelen: “Tägliches Laden von 50-Pfund-Blechmaterial ohne Zwischenfälle; Abgleich der Maße mit der Auftragsspezifikation unter Verwendung digitaler Messschieber.” Diese Formulierung spiegelt Produktionsdisziplin wider. Verwenden Sie die STAR-Methode – Situation, Aufgabe, Handlung, Ergebnis – um kleine Geschichten von Präzision und Beständigkeit zu erzählen. Selbst kleine Datenpunkte wie “Sicherheitsinspektionen protokolliert ohne Abweichungen” oder “Toleranz bei der Palettenplatzierung innerhalb eines halben Zoll eingehalten” lassen sich natürlich mit der Wiederholgenauigkeit einer Abkantpresse verknüpfen.
Fertigungsleiter lehnen Sie selten ab, weil Ihnen Stunden an der Abkantpresse fehlen – was Gespräche beendet, ist fehlende Neugier. Erwähnen Sie, dass Sie sich mit Hinteranschlag-Einstellungen, Biegezuschlägen oder Sicherheitsverriegelungen aus seriösen Maschinenbaukanälen und Handbüchern beschäftigt haben. Acht von zehn Werkstätten bevorzugen jemanden, der die Fachsprache bereits lernt, gegenüber einem stillen Lehrling. Neugier signalisiert Lernfähigkeit; Lernfähigkeit schlägt Erfahrung jedes Mal.
Das Vorstellungsgespräch endet oft auf dem Werkstattboden, wo ein beiläufiges “Haben Sie so etwas schon benutzt?” plötzlich zum Kompetenztest wird. Ein Messschieber – digital oder analog – ist Ihre Lebensversicherung. Halten Sie eine mentale 30-Sekunden-Demonstration bereit. Schieben Sie die Backen an eine Kante, nullen Sie das Gerät, messen Sie einen Innenbiegeradius und lesen Sie das digitale Fenster klar ab: “0,125 Zoll Radius.” Die Handlung, nicht die Zahl, verschafft Ihnen Glaubwürdigkeit. Sicheres Handling zeigt, dass Sie über die Theorie hinaus sind.
Verknüpfen Sie diese Präzision mit vertrautem Terrain. Wenn Sie Palettenüberstände überprüft oder Inventarmaße verifiziert haben, sagen Sie es. Diese Verbindung stellt Ihren Hintergrund als Grundlage für Messdisziplin dar. Kennen Sie Ihre Dezimalumrechnungen; das Stolpern über Brüche wird sofort als “nicht ausbildbar” wahrgenommen. Die Beherrschung einfacher Umrechnungen – ein Achtel ist 0,125, ein Sechzehntel ist 0,0625 – zeigt, dass Ihr Denken bereits im Fertigungscode funktioniert.
Zeigen Sie während der Führung Aufmerksamkeit. Eine ruhige Beobachtung – “Sieht aus, als wäre der Hinteranschlag um ein paar Tausendstel daneben” – signalisiert einem Vorgesetzten, dass Sie ein Auge für Kalibrierung haben. Erfinden Sie niemals Daten; kommentieren Sie die Ausrichtung, nicht die Messwerte. Erfahrene Maschinenbediener bestätigen, dass Bewerber, die die Verwendung eines Messschiebers erklären oder eine Fehljustierung am Anschlag in einfachen Worten erkennen können, oft sofort eingestellt werden, weil sie analytisches Selbstvertrauen zeigen, nicht bloße Vertrautheit.
Wenn das Gespräch vom Lebenslauf zur Passung wechselt, drehen Sie die Dynamik um. Fragen Sie: “Wie sieht Ihr Einrichtungsprozess aus?” Die Frage stellt Sie als potenziellen Mitgestalter dar. Jeder Vorarbeiter hat starke Ansichten zu Setups – Werkzeugwechsel, Reihenfolge der Testbiegungen, Prüfmethoden. Wenn Sie fragen, verraten sie, was ihnen am wichtigsten ist. Das ist Ihr Signal, Übereinstimmung zu zeigen.
Wenn Sie bereits CNC- oder manuelle Pressen bedient haben, erklären Sie knapp, wie Sie den Aufbau angegangen sind: Zeichnungen geprüft, Matrizen ausgewählt, Ausschuss testgebogen, den Hub für Materialabweichungen angepasst und dann den Versatz dokumentiert. Wenn Sie aus einem Lager- oder Produktionsbereich wechseln, spiegeln Sie den Prozess konzeptionell: “Ich würde die Auftragsvorgaben prüfen, das Material messen, die Anschläge einstellen und den Bewegungsablauf vor dem ersten Kontakt trocken durchspielen.” Die Logik entspricht der Fertigungsdisziplin – prüfen, vorbereiten, testen, abschließen – unabhängig von der Umgebung.
Der Unterschied zwischen “Knopfdrücker” und “Einrichtungsdenker” trennt kurzfristige Aushilfen von langfristigen Bedienern. Werkstätten investieren in Problemlöser, die verstehen, warum jede Einstellung wichtig ist. Dieses mentale Modell – Biegezuschlag vorwegnehmen, Winkelkompensation überprüfen, Genauigkeit des ersten Teils prüfen – lässt sich nicht vortäuschen. Wenn Sie nach ihrem Prozess fragen, positionieren Sie sich neben ihnen, nicht unter ihnen.
| Einrichtungsschritt (aus echten Bedienererfahrungen) | Verbindung zu Lager- oder allgemeiner Erfahrung | Warum es in Vorstellungsgesprächen ankommt |
|---|---|---|
| Zeichnungen oder Teilespezifikationen prüfen | Ladelisten oder Kommissionierlisten lesen | Disziplin bei der Dokumentation von Signalen |
| Werkzeuge auswählen und Hinteranschläge einstellen | Auswahl von Gabelstapler-Anbaugeräten | Demonstriert Urteilsvermögen bei der Gerätewahl |
| Testbiegevorgänge durchführen und Druck anpassen | Probestapeln oder Kalibrierungsprüfungen | Zeigt iteratives Problemlösen |
| Ergebnisse mit Messschiebern/Mikrometern überprüfen | Durchführung von Inventurmessungen | Verkörpert messbare Präzision |
Interviewer übersetzen Ihre Worte in Risikobewertungen: Kann diese Person unsere Abfolge erlernen, unsere Toleranzen einhalten und die Zyklusgeschwindigkeit beibehalten, ohne Ausschuss zu verursachen? Die Art und Weise, wie Sie Ihr Denken beschreiben, beantwortet diese Frage, bevor der Werkstatttest beginnt.
Die meisten Bewerber behandeln das Vorstellungsgespräch wie eine Prüfung. Das ist es nicht – es ist eine Beobachtung des Vorgehens. Manager merken sich, wer seine Entscheidungsfindung erklärt, nicht wer Maschinen aufzählt, mit denen er “zu tun hatte”. Die besten Kandidaten sprechen über den Prozessablauf: wie sie die Materialstärke mit einer Zeichnung abgleichen, warum sie den ersten Biegevorgang vor dem vollständigen Durchlauf überprüfen, wie sie Abweichungen korrigieren. Jede Rückfrage, die sie stellen, beseitigt Zweifel.
Die gewinnende Einstellung ist nicht “überzeugen, dass ich qualifiziert bin”. Sie lautet “zeigen, dass ich wie ihr bester Bediener denke”. Indem Sie eine ehrliche Übersetzung Ihres Hintergrunds mit Mikro-Demonstrationen von Fähigkeiten und neugiergetriebenen Fragen verbinden, verwandeln Sie einen einschüchternden Werkstatttest in ein Gespräch unter Kollegen. Das ist die Brücke vom Arbeitssuchenden zum Eingestellten – der Moment, in dem ein Vorarbeiter aufhört, die Abkantpresse zu erklären zu Ihnen und beginnt, über Produktionsziele zu sprechen mit Ihnen.
Die erste Woche dreht sich darum, deine Erfahrung in die Sprache zu übersetzen, nach der CNC‑Abkantpressen‑Stellenanzeigen tatsächlich suchen. Wenn in deinem Lebenslauf “Lagerarbeiter” oder “Gabelstaplerfahrer” steht, bist du für Filter unsichtbar, die nach “CNC”, “Technisches Zeichnungslesen” und “Toleranz” suchen. Ersetze allgemeine Aufgabenlisten durch produktionspezifische Formulierungen: “Handhabte 10–50 lb Blechmaterialien ohne Sicherheitsvorfälle, gemäß LOTO‑Verfahren.” Füge eine Zeile hinzu, die deine technische Neugier beweist: “Übte Biegefolgensimulation mit kostenlosen CNC‑Trainings‑Apps, erreichte 95 % Zeichnungsgenauigkeit.” Das zeigt Eignung und Disziplin – die beiden Eigenschaften, die kleine Fertigungsbetriebe mehr schätzen als formale Abschlüsse.
Wechsle dann vom Tippen zur praktischen Übung. Richte dein “Küchentisch‑Training” ein. 45 Minuten pro Abend rekonstruierst du, was Bediener täglich tun. Beginne mit fünf technischen Zeichnungen aus einer Google‑Bildersuche und zeichne jeden Biegewinkel von Hand neu. Wandle Brüche mit einem Taschenrechner in Dezimalzahlen um, bis du automatisch weißt, dass ⅜″ = 0,375 ist. Am dritten Tag sieh dir ein kurzes Abkantpressen‑Tutorial an und beschrifte jede Komponente – Stößel, Matrize, Hinteranschlag – wie Karteikarten. Bis Tag sieben führe mindestens zwanzig simulierte Biegungen in einer kostenlosen App durch und mache Screenshots deiner Genauigkeitsergebnisse. Bewahre sie für Vorstellungsgespräche auf; Fotos sind ein Beweis für Konzentration. Es geht nicht um Perfektion, sondern um Sprachgewandtheit – zu zeigen, dass du bereits wie jemand denkst, der auf dem Werkboden steht.
Was diese Woche alles verändert, ist die Erkenntnis, dass dein Lebenslauf keine Chronik ist, sondern ein Signal. Sobald er die Sprache des Werkbodens widerspiegelt, bittest du nicht mehr um eine Chance – du bist bereit, über Produktion zu sprechen.
Die zweite Woche beweist, dass nicht jede Einstellung online erfolgt. Kleine Fertigungsbetriebe – die zwei bis vier Abkantpressen betreiben – entscheiden immer noch per Handschlag. Nutze Google Maps, suche “Metallverarbeitung” im Umkreis von 20 Meilen und markiere Betriebe mit weniger als 50 Mitarbeitern. Erscheine am späten Vormittag mit Lebenslauf in der Hand und stelle eine Frage: “Könnte ich Ihren Einrichtungsprozess für ein paar Minuten sehen?” Das ist respektvoll, konkret und zeigt, dass du verstehst, dass sie in Minuten arbeiten, nicht in Meetings.
Diese 10‑Minuten‑Gespräche schlagen oft 100 digitale Bewerbungen. Wenn sie dir einen Messschieber und eine Restplatte geben, weißt du, dass es dein informeller Werkstatttest ist. Triff den 2,375″‑Markierungswert, den du am Küchentisch geübt hast, und es wird zu einer Jobchance. Wenn sie nicht einstellen können, frage: “Wo finden Sie Ihre besten Helfer?” Besitzer reden miteinander; deine nächste Empfehlung könnte kommen, bevor du den Parkplatz erreichst.
Das Bild, das hier bleibt, ist einfach – fettverschmierte Handschuhe auf einer Werkbank, nicht ein blinkendes Jobportal. Denn sobald man dich beim Messen sieht statt beim Scrollen, bist du schon halb eingestellt.
In der dritten Woche zählt deine Liste an Kontakten mehr als dein Posteingang. Folge bei jedem Werkstattkontakt aus Woche zwei nach: kurze Nachricht, ein Beweis, eine Bitte. “Danke für die Werkstattführung am Dienstag – habe seitdem ein Dutzend weitere Biegungen geübt. Gibt es Helferstellen?” Diese Nachricht zeigt, dass du Anweisungen befolgst, in Fähigkeiten investierst und mit Fortschritt zurückkehrst, nicht mit Ausreden.
Während du wartest, suche nach Rollen wie “Pressenassistent” oder “Werkstatthelfer” – die echten Einstiegsrampen zur CNC‑Bedienung. Sie bringen dich bei jeder Schicht in die Nähe des Abkantpressen‑Bedieners. Typischer Weg: zwei Wochen Material bewegen und Matrizen reinigen, dann schrittweise bei Werkzeugwechseln helfen. Wer lernt, Teile nach Dicke zu sortieren und das Einrichtungsblatt zu lesen, steigt schnell auf. Branchendaten zeigen, dass interne Helfer drei‑ bis sechsmal schneller aufsteigen als externe Bewerber, die den Zertifizierungsweg wiederholen.
Bleib wachsam gegenüber Warnsignalen: Anzeigen, die “alle Schichten, sofortiger Start, keine Schulung” versprechen, sind Fluktuationsfallen. Ziel stattdessen auf Anzeigen mit “Auszubildender” oder “Bedienerunterstützung”. Jede Helferposition, die du aus Geschwindigkeitsgründen ablehnst, kostet dich eine stabile Karriereleiter. Nimm die, die dich ausbildet.
Bis Woche vier wird Beharrlichkeit zu deinem Unterscheidungsmerkmal. Fünf professionelle Nachfassaktionen bei deinen Kontakten führen in der Regel zu mindestens einem bezahlten Probeeinsatz. Du bittest nicht um Arbeit; du präsentierst Bereitschaft, bestätigt durch Gewohnheit und Wiederholung.
| Tage | Fokus | Wichtige Aktionen | Zentrale Erkenntnisse |
|---|---|---|---|
| 1–7 | Lebenslauf‑Übersetzung und “Küchentisch”-Fertigkeitstraining | • Lebenslauf überarbeiten, um CNC‑Abkantpressen‑Sprache zu verwenden (“CNC”, “Technisches Zeichnungslesen”, “Toleranz”). • Allgemeine Aufgaben durch Produktionsformulierungen ersetzen: z. B. “Handhabte 10–50 lb Blechmaterialien ohne Sicherheitsvorfälle, gemäß LOTO‑Verfahren.” • Fügen Sie Nachweise für technische Neugier hinzu (“Übte die Biegenreihenfolgensimulation mit kostenlosen CNC‑Trainings‑Apps und erreichte eine 95%‑Plan‑Genauigkeit.”). • Führen Sie jeden Abend ein 45‑minütiges “Küchentisch‑Training” durch: Blaupausen neu zeichnen, Brüche in Dezimalzahlen umwandeln, Komponenten der Abkantpresse beschriften und simulierte Biegungen protokollieren. | Ihr Lebenslauf muss Produktionsflüssigkeit signalisieren, nicht nur Historie. Sobald er die Sprache der Werkhalle widerspiegelt, wirken Sie bereit für echte Arbeit. |
| 8–14 | Die Walk‑In‑Strategie bei lokalen Metallwerkstätten | • Identifizieren Sie kleine Fertigungsbetriebe (unter 50 Mitarbeiter) über Google Maps im Umkreis von 20 Meilen. • Besuchen Sie diese am späten Vormittag mit Ihrem Lebenslauf; fragen Sie, ob Sie ihren Einrichtungsprozess beobachten dürfen. • Nutzen Sie kurze, respektvolle Gespräche, um praktische Möglichkeiten zu schaffen (Messschieber‑Test oder kurze Vorführung). • Falls keine Stellen frei sind, um Empfehlungen bitten. | Echte Einstellungen geschehen oft von Angesicht zu Angesicht. Gesehen zu werden, wie Sie auf dem Werkboden messen, schlägt das Versenden von Online‑Bewerbungen. |
| 15–30 | Nachverfolgung und gezielte Suche nach “Helfer”-Rollen | • Folgen Sie bei jedem Betrieb aus Woche zwei mit kurzen, konkreten Nachrichten nach, die Ihren Fortschritt zeigen. • Suchen Sie nach Positionen wie “Pressenassistent” oder “Werkstatthelfer”, die als Sprungbrett zu Bedienerrollen dienen. • Meiden Sie Fluktuationsfallen, die sofortigen Start ohne Schulung versprechen. • Priorisieren Sie Rollen, die Mentoring oder Ausbildung erwähnen. | Konsequente Nachverfolgung und strategische Rollenwahl schaffen Aufstiegsmöglichkeiten. Beharrlichkeit und Praxisnachweise verwandeln Kontakte in bezahlte Probeeinsätze. |
Vor einem Monat haben Sie vielleicht das Bedienfeld einer Abkantpresse wie eine verschlossene Tür gefürchtet. Jetzt können Sie auf eine Woche Übungen, zwei Wochen Walk‑Ins und tägliche Nachverfolgungen verweisen, die sowohl Kompetenz als auch Chancen aufgebaut haben. Der 30‑Tage‑Sprint endet am selben Küchentisch, an dem er begann — nur dass jetzt ein Name einer Stahlwerkstatt neben Ihrer Kaffeetasse steht und ein Anruf für Freitag geplant ist. Der Durchbruch ist kein Glück; er ist Bewegung.


















