

Производство замедляется. Водителей погрузчиков отправляют домой. Сборщиков увольняют. Но тот же цех продолжает размещать вакансии для операторов листогибочных прессов с ЧПУ. Это противоречие — первый сигнал: это одна из немногих профессий, где точность и надёжность буквально защищают вашу зарплату. Пока целые отделы сокращаются, человек, который может превратить плоский лист металла в точные детали для многомиллионных сборок, остаётся за своим станком.
В большинстве цехов по металлообработке люди, которые “просто запускают детали”, относятся к прессу как к автомату: загрузил заготовку, нажал педаль, сложил результат. Когда производство ужимается, таких «нажимателей кнопок» увольняют первыми. Настоящие изготовители, напротив, умеют рассчитывать компенсацию гиба, корректировать выравнивание ползуна и читать чертёж настолько хорошо, чтобы внести поправку прямо во время серии. Они не делают «металлическое оригами» — они управляют переменными, от которых зависит, будет ли партия принята или отправлена в брак.
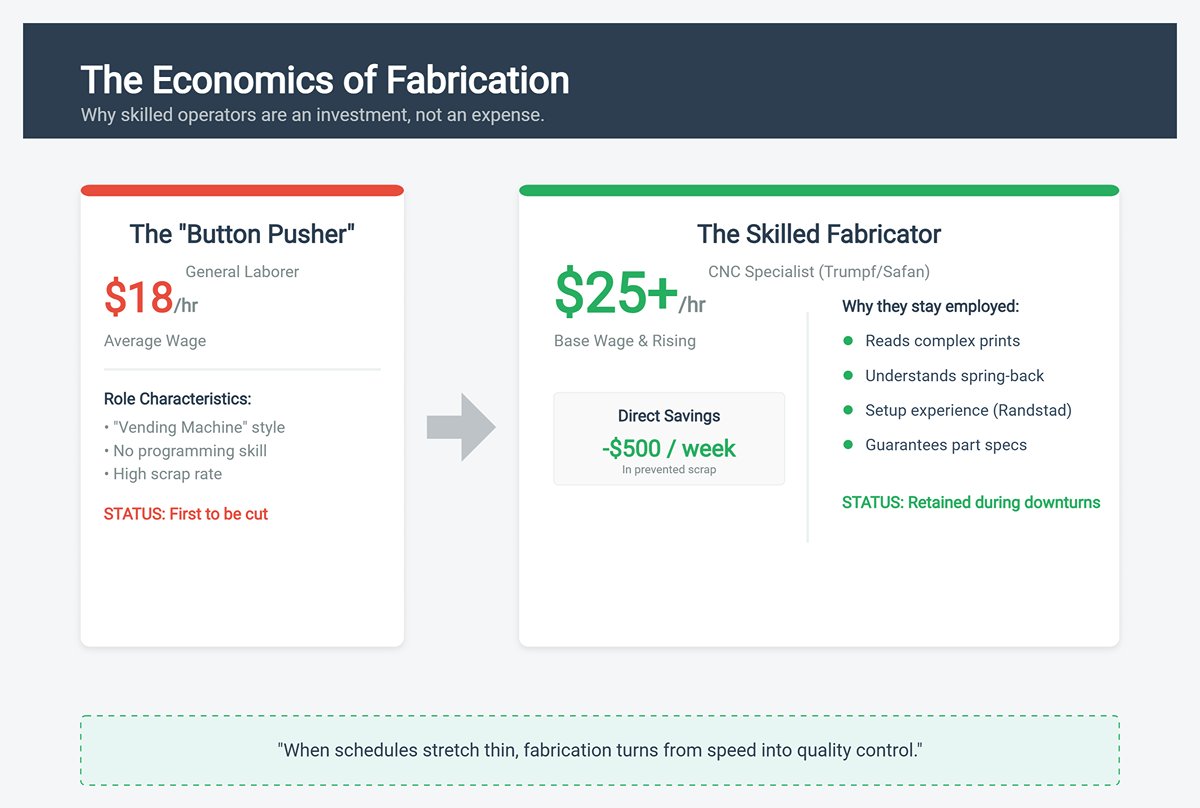
Операторы листогибочных прессов с ЧПУ, работающие на станках Trumpf или Safan, делают гораздо больше, чем просто нажимают «старт». Они программируют сложные последовательности гибов, учитывают упругий возврат материала и минимизируют отходы при работе с нержавейкой или алюминием с допусками около одного процента. Эти знания напрямую приводят к меньшему количеству испорченных заготовок — экономии, которую менеджер видит сразу. В период спада человек, который каждую неделю предотвращает брак на сумму $500, ценится гораздо выше, чем ещё один разнорабочий. Поэтому ручные прессовые должности с оплатой около $18 в час исчезают первыми, а квалифицированные операторы с ЧПУ, зарабатывающие $25, остаются в графике.
Данные о вакансиях Randstad подтверждают это: в объявлениях акцент делается на “умение читать сложные инженерные чертежи” и “опыт наладки” как ключевые факторы долгосрочного сохранения работы. Как только производство замедляется, приоритет смещается с скорости на контроль качества — и только обученные операторы могут гарантировать соответствие деталей спецификации, когда графики растягиваются.
Любой менеджер по производству скажет, что им нужны технические навыки, но в первую очередь им нужна надёжность. На форумах по металлообработке и в объявлениях «от временной работы к постоянной» повторяется одна жалоба: высокая текучка кадров. Около трёх четвертей увольнений происходят из‑за прогулов, а не недостатка навыков. Поэтому кандидатов без опыта чтения чертежей всё равно берут, если они могут пройти тест с рулеткой и имеют безупречный послужной список по технике безопасности.
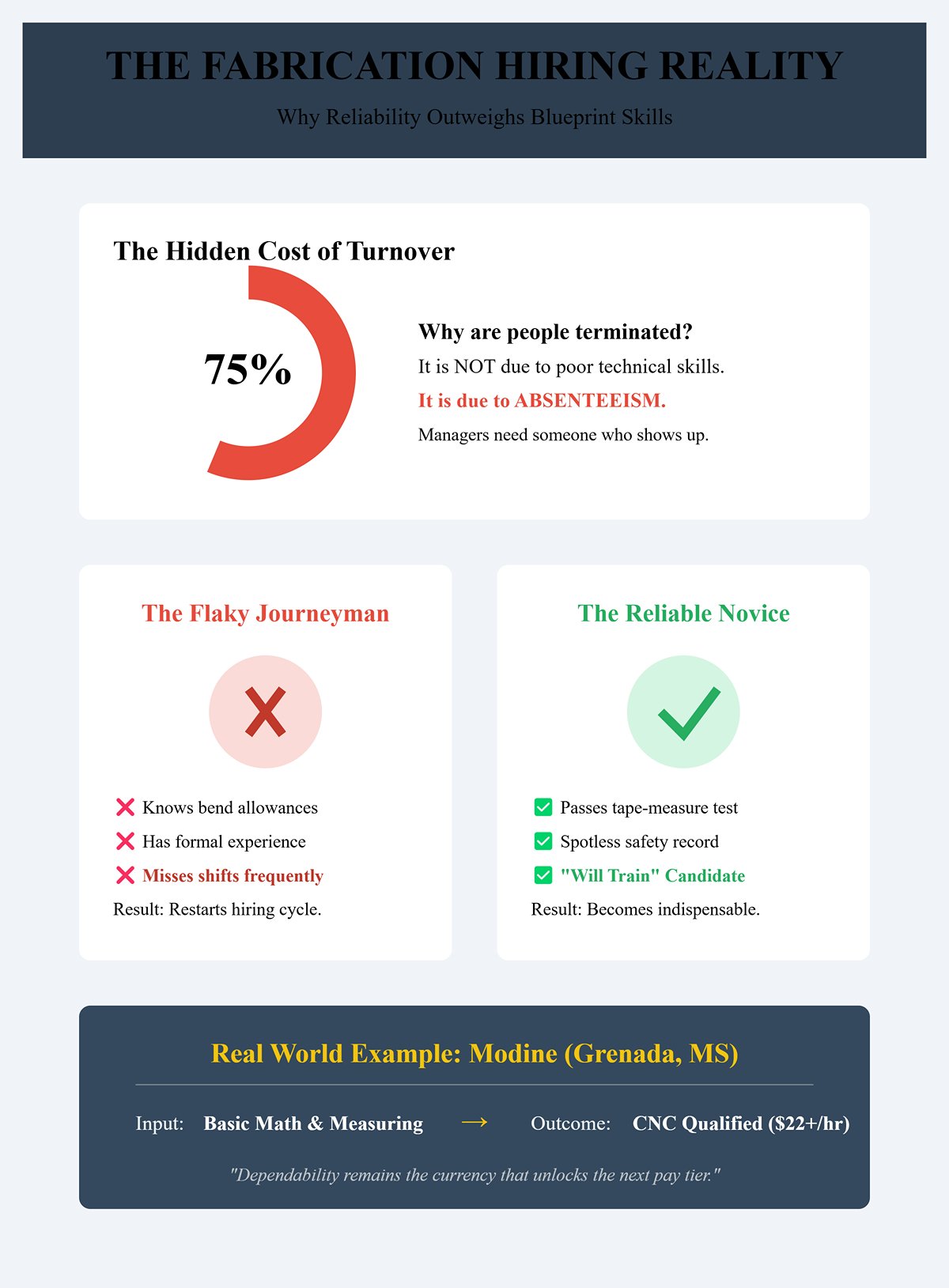
Дефицит кадров настолько устойчив, что компании публично пишут “обучим” даже для должностей, связанных с оборудованием стоимостью в миллионы долларов. Работник склада с удостоверением водителя погрузчика и “без происшествий за два года” может выделиться на фоне ненадёжного опытного мастера, который знает компенсации гиба, но пропускает смены. Цехам проще научить кого‑то выравнивать лист по упору, чем заново запускать процесс найма в середине проекта.
Эта надёжность превращается в доверие на производстве. Руководители часто ставят стабильных новичков в пару с опытными операторами, давая наставникам прибавку к зарплате, а новичкам — доступ к практическому обучению. Освоение калибровки ползуна, регулировки упора или внесения поправок гиба в консоль ЧПУ занимает недели, а не месяцы. Редкий кандидат, который приходит вовремя все эти недели, быстро становится незаменимым.
Конкретные примеры подтверждают это. Завод Modine в Гренаде, штат Миссисипи — типичный для региональных производителей — нанимает операторов даже без навыков чтения чертежей, если кандидаты демонстрируют хорошие навыки измерений и базовую «цеховую математику». После обучения эти же сотрудники быстро переходят в категорию операторов с ЧПУ с оплатой $22 в час и выше. Надёжность остаётся валютой, которая открывает следующий уровень зарплаты.
«Синие воротнички» знают: математика может укрепить или разрушить репутацию профессии. На бумаге ставка $20 в час выглядит скромно. Но в цехе, где работают по 50–60 часов в неделю, это основа стабильного дохода среднего класса. Две тысячи обычных часов дают $40 000 в год; добавьте 500 часов сверхурочных по ставке «полтора» — это ещё примерно $15 000–$19 000. В итоге годовой доход превышает $60 000 — диапазон, подтверждённый данными Indeed по более чем 7 000 вакансиям операторов прессов по всей стране.
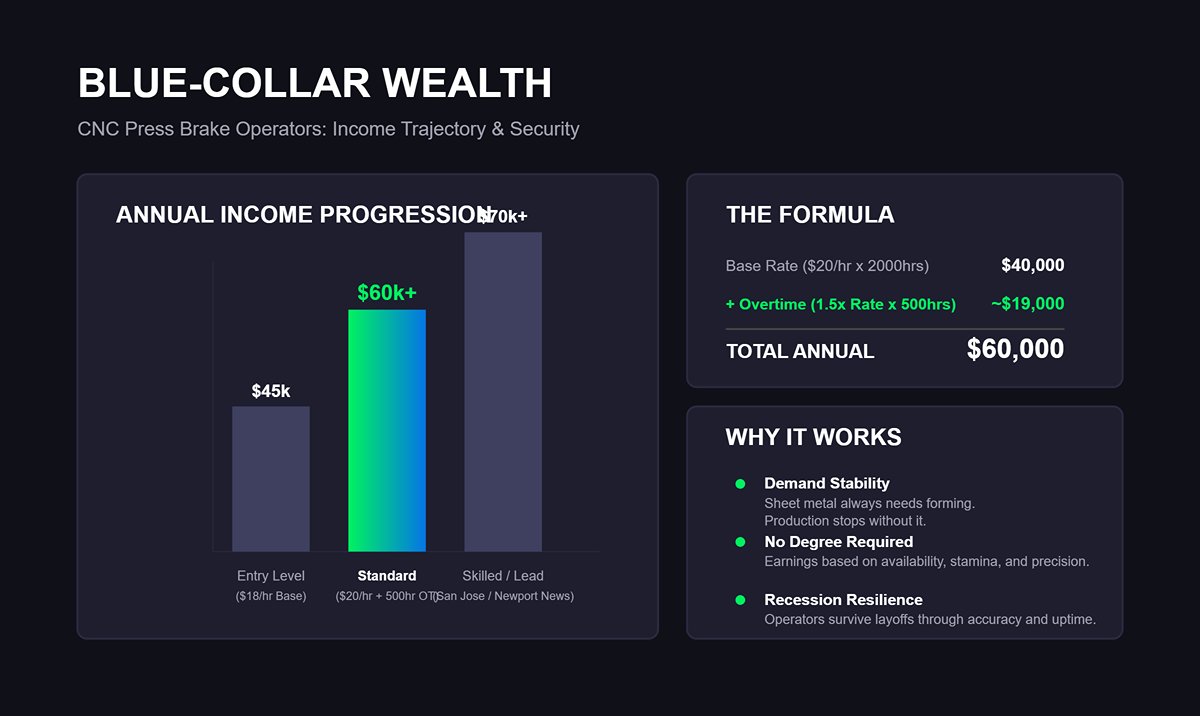
Региональные различия в оплате делают картину ещё ярче. В цехах Вирджинии и судоремонтных верфях текущие вакансии предлагают базу $24–$28 в час с постоянными сверхурочными. В производственных центрах Среднего Запада средняя база — $22, но работники выходят в верхний квартиль по доходу, беря удлинённые смены. Новички с оплатой $18 могут за первый полный год выйти на $45 000–$50 000. Опытные программисты или старшие операторы в дорогих регионах — Сан‑Хосе, Манкато или Ньюпорт‑Ньюс — достигают $70 000, когда сверхурочные накапливаются.
Эта покупательная способность не привязана к сертификату или диплому; она строится на доступности, выносливости и точности. Запас заказов у сварщика может исчезнуть при смене контрактов, но листовые металлические детали всегда нужно гнуть. Менеджеры по производству знают: сроки не ждут учебных циклов — если один листогибочный пресс простаивает, проект останавливается. Поэтому они платят, чтобы машины работали, и вознаграждают операторов, которые это обеспечивают.
Результат: профессия, где надёжность, подкреплённая доступной кривой обучения и стабильными сверхурочными, формирует то, что многие в производстве негласно называют “золотым билетом”. В отличие от должностей, зависящих от всплесков спроса, операторы листогибочных прессов с ЧПУ остаются занятыми даже при колебаниях экономики. Они переживают сокращения не благодаря удаче, а потому что точность и бесперебойная работа никогда не выходят из моды.
10-часовая смена на ЧПУ пресс-станке начинается задолго до первого изгиба. Операторы начинают с чтения чертежей — часто с точностью до тысячных долей дюйма — затем переводят их в настройки станка, который будет держать допуски тоньше толщины десятицентовой монеты. Настройка может занять первые два часа: выбор матриц и пуансонов, их смещение для сложных углов, установка инструмента без задиров и программирование положения заднего упора на контроллере. Один неправильный ввод усилия или смещение упора может превратить лист $100 в металлолом.
Когда производство начинается, темп увеличивается до 50–100 деталей в час. Каждый цикл приносит новые расчёты: изменяющаяся толщина материала влияет на упругий возврат, нагрев инструмента смещает углы, а даже температура масла меняет стабильность гиба. Оператор корректирует процесс прямо во время работы — не наугад, а с помощью проверок микрометром и продуманных перепрограммирований. В этом тихом мастерстве и заключается способность соответствовать требованиям для авиации или оборонной промышленности.
Между гибами — смазка, шум и уборка, задачи, которые редко упоминают в объявлениях о работе. Протирка масляного тумана и металлической стружки в середине смены обеспечивает безопасность на рабочем месте, а финальная очистка направляющих и задних упоров продлевает срок службы инструмента. Завершает смену документация: фиксация корректировок углов, реакций гидравлики или отклонений деталей, чтобы следующий оператор избежал повторных ошибок. Такая внимательность растягивает “10-часовой” день до десяти с половиной, но именно так строят и доверие, и скорость.
Главный вывод: В цехах с большим объёмом производства одни только ошибки при настройке сжигают 20–30% рабочего времени за смену. Новичок, который выполняет пробные гибы в первый день, не только точен — это кандидат на повышение в отдел настройки или программирования.
Описание вакансии звучит просто — поднимать 50 фунтов, стоять весь день — но настоящая работа требует на 40% сил и на 60% умственной геометрии. Операторы работают с тяжёлым листовым металлом, часто используя краны для подъёма больших партий, но основное напряжение вызывает повторное выравнивание и точное ручное позиционирование. Один неправильно зажатый угол или торопливое перемещение создаёт дефекты гиба, которые обнаруживаются только после дорогостоящей механической обработки. Стальная обувь и шум на уровне 90 децибел — ожидаемые опасности, но боли в спине и запястьях от неловких движений при смене инструментов встречаются гораздо чаще.
Более сложная задача скрыта в математике и восприятии. Чтение символов геометрических допусков (GD&T) для определения линий гиба, перевод дробных размеров чертежей в десятичные значения и расчёт припусков на гиб требуют постоянной умственной проверки. Ошибка в один градус на детали длиной 10 футов деформирует фланец на одну восьмую дюйма — мгновенный брак для клиентов, ценящих точность.
Опытные операторы учатся “чувствовать” металл во время опускания ползуна, предсказывая упругий возврат до его появления. Они используют угломеры и штангенциркули, чтобы подтвердить то, о чём предупреждало их чутьё. Эта смесь мозговой работы и тактильных ощущений отличает наём на $18 в час за физическую силу от специалиста на $25 в час, который умеет программировать и устранять неполадки прямо в процессе работы.
Итог: Фраза “нужно поднимать 50 фунтов” скрывает реальный источник усталости — восемь–десять часов концентрации. Психически уставшие операторы удваивают количество брака после восьмого часа, доказывая, что успех здесь зависит скорее от когнитивной выносливости, чем от грубой силы.
Для новых операторов небольшие мастерские — самый быстрый путь к освоению профессии. Компании с численностью менее 50 сотрудников чаще нанимают надёжных людей, а не по дипломам, позволяя кандидатам доказать себя на практике, а не через фильтры резюме. Новичок может начать с сортировки отходов или подготовки материала, но уже через несколько недель он будет менять матрицы и выполнять короткие производственные циклы, которые учат основам настройки. Каждый уникальный проект знакомит его с новым инструментом, материалами и контрольными измерениями — практическое обучение, которому не сравнится ни один класс.
Крупные заводы, напротив, держатся на повторяемости. Их операторы загружают заранее запрограммированные задания, корректируют небольшие отклонения и соблюдают показатели производительности. Это стабильная работа, но не развивающая. Новичкам сложно продвинуться, так как программирование и обслуживание гидравлики разделены на отдельные специализации с барьерами сертификации. В небольших мастерских эти области пересекаются. Владельцы часто доверяют новичкам настоящую ответственность после того, как те демонстрируют внимательность к безопасности и деталям.
Влияние на карьеру: По данным Opti Staffing, небольшие мастерские заполняют вакансии начального уровня на 30% быстрее, чем заводы, и нанимают вдвое больше людей без официального опыта работы на ЧПУ. Обучение на месте и прямое наставничество сокращают кривую освоения профессии с лет до месяцев. Поэтому многие опытные специалисты — после работы на крупных заводах — возвращаются в индивидуальные мастерские, чтобы снова получить контроль над своим ремеслом и карьерным ростом.
День оператора ЧПУ пресс-станка сочетает в себе точное машиностроение, физическую нагрузку и устранение неполадок в реальном времени. Станок вознаграждает терпеливых и наказывает за сокращение этапов, делая работу одновременно физически ощутимой и умственно напряжённой. Для тех, кто рассматривает возможность войти в эту сферу, понимание того, что работа ощущается как, меняет представление с “промышленного труда” на “точное решение задач”. И это осознание превращает новичка в мастера с перспективой.
Операторы гибочных прессов с ЧПУ не используют вычислительную математику на производстве; они используют точность преобразования. Каждая настройка и угол гиба сводятся к дробям и десятичным значениям — если вы не можете в уме перевести 3/16″ в 0.1875″, производство застопорится. В цехах это проверяют сразу. Во время собеседований без записи или предварительных тестов перед наймом ожидайте быструю демонстрацию с штангенциркулем или рулеткой. Если ваше чтение или преобразование неверно, разговор на этом закончится.
Реальность такова: операторы начального уровня полагаются на простую арифметику. Программа гиба может требовать толщину материала 0.125″ или раскрытие матрицы в восемь раз больше (1.000″). Точность требует, чтобы вы понимали, что эти числа означают физически и цифрово. Оператор, который переводит дроби как второй язык, быстрее выполняет настройку, тратит меньше листов и раньше заслуживает доверие начальника.
Чтобы отточить этот навык, уделяйте 10 минут в день преобразованию дробей в десятичные числа, используя бесплатный курс, например, арифметические модули Khan Academy. Цель — не заучивание, а автоматизм. Когда вы видите 5/8″, ваши руки должны автоматически набрать 0.625″ без паузы. Опытные станочники на профессиональных форумах постоянно говорят: базовая геометрия и быстрые преобразования побеждают алгебру каждый раз, пока вы не перейдёте к программированию или проектированию оснастки. Цеха нанимают за эти базовые навыки, потому что ошибки точности на панели $300 обходятся очень дорого.
Станок перестаёт казаться пугающим, когда вы знаете его язык. “Задний упор”, “ползун” и “матрица” звучат как жаргон из хеви-метала, пока вы не увидите их в действии. Самые умные кандидаты начального уровня изучают короткие технические демонстрации до того, как прикоснуться к гибочному прессу. Так они приходят, разговаривая как ученики — используя правильные термины, задавая конкретные вопросы — и начальники это замечают.
Начните с видео по основам, которое разбирает три ключевых компонента: задний упор, который позиционирует лист металла для повторяющихся гибов; ползун, движущаяся балка, которая вдавливает пуансон в матрицу, формируя материал; и блок управления, который программирует эти движения. Просмотр демонстрации конкретного бренда (Trumpf, Bystronic или Amada) соединяет теорию с практикой — эти производители создают станки, которые используют большинство цехов.
Далее посмотрите обучающее видео по установке оснастки. Обратите внимание на то, как ширина матрицы соотносится с толщиной материала (примерно в восемь раз толще для мягкой стали). Понимание соотношений “V-раскрытия” помогает предотвратить повреждение инструмента или детали — то, что производственные менеджеры ценят гораздо больше, чем разговоры о скорости. Затем посмотрите пошаговое видео по программированию, которое показывает, как углы гиба, порядок операций и движения заднего упора задаются в программном обеспечении. Многие кандидаты, которые могут описать этот рабочий процесс на собеседовании, сразу проходят первый этап, потому что звучат обучаемыми.
Наконец, изучите видео о “распространённых ошибках” или устранении неисправностей, где показаны неправильно выровненные задние упоры, чрезмерное перемещение ползуна или пропущенные протоколы блокировки/маркировки. Вы узнаете неписаное правило цеха: безопасность и стабильность важнее скорости. Пересмотрите все четыре видео несколько раз, делайте физические заметки и практикуйтесь в устном объяснении каждого термина. Даже имитация того, как вы бы перенастроили глубину ползуна для гиба под 90 градусов на стали толщиной 1/8″, помогает вам мыслить как оператор до того, как вы войдёте в цех.
Ни один инструмент не скажет начальнику больше о вашей готовности, чем простая рулетка. Каждый цех по металлообработке использует её как порог для найма. Если вы колеблетесь при чтении 1/32″, вас не допустят к панели с ЧПУ. Точность начинается здесь: зацепите конец рулетки за материал, выровняйте край, уверенно считайте деления и переводите их в десятичные значения. Когда вы говорите “двенадцать и пять шестнадцатых” как “двенадцать целых три тысячи сто двадцать пять”, вы демонстрируете владение языком цеха.
Тренируйтесь, пока чтение рулетки не станет автоматическим. Создайте обрезки досок с мелкими делениями, измерьте одно и то же место пятьдесят раз и проверьте свою стабильность. Отслеживайте результаты; ваша погрешность должна быть меньше одной тридцать второй дюйма. Используйте бесплатные приложения-калькуляторы для перевода дробей в десятичные числа, чтобы проверять работу, пока ваш устный счёт не догонит.
Цеха, которые нанимают “помощников”, оценивают этот навык прежде всего. Согласно данным обучения Ассоциации производителей и фабрикантов, работники, которые могут доказать надёжность измерений, переходят от перемещения материалов к работе на гибочном прессе за считанные месяцы — часто достигая $22 в час без предыдущего опыта работы с ЧПУ. Им не нужны сертификаты сразу; им нужна повторяемая точность под давлением.
Когда мастер просит вас измерить 50‑фунтовый стальной лист и определить припуск на изгиб, ваша способность спокойно читать, вычислять и сообщать цифры вызывает доверие. С этого момента вы уже не просто работник склада — вас видят как стажёра, которого можно обучить работе на станке. Основы — это не теория. Это реальные ключи к началу карьеры в квалифицированной профессии, где ценятся надёжность, точность и любознательность превыше всего.
Современные производственные цеха нанимают не за “силу” или “трудолюбие” — это подразумевается. Они нанимают за измеримую точность. Когда ваше резюме говорит общими фразами, системы отслеживания кандидатов (ATS) читают это как “не квалифицирован”. Когда оно называет инструменты, допуски и производственные привычки, которые вы уже практикуете, оно читается как “готов к обучению”. Эта разница определяет, останетесь ли вы без ответа или получите звонок.
Репутация оператора гибочного пресса с ЧПУ зависит от точности. Ваше резюме тоже должно. Замените общие качества на количественно измеряемые навыки. “Точное измерение” — это не просто модное слово; оно сигнализирует, что вы понимаете допуски — небольшое допустимое отклонение между проектом и готовой деталью — которые определяют качество изготовления. Если вы можете измерить толщину листа или проверить углы изгиба с точностью до одной шестнадцатой дюйма, вы уже выполняете часть работы оператора.
Например: “Проверял размеры листа рулеткой и штангенциркулем с точностью ±1/16 дюйма; в течение шести месяцев не допускал переделок.” Эта строка говорит любому менеджеру по найму, что вы осознанно работаете с допусками. Сочетайте её с глаголами действия, такими как калибровал, выравнивал, или проверял, а не помогал или работал над. Эти глаголы показывают техническое понимание, а не расплывчатое участие.
Показатели точности лучше, чем заявления о личных качествах. Когда рекрутер фильтрует резюме по словам “измерение” или “штангенциркуль”, вы должны быть в этом списке. Точность — это первый язык гибочных прессов — говорите на нём ещё до того, как начнёте работать на станке.
Складской опыт напрямую переводится в металлообработку, если правильно его преподнести. Работодатели видят “оператор погрузчика” и “инвентаризатор”, но они не всегда видят “специалист по потокам материалов”. Ваша задача — соединить эти точки. Работа с листовым металлом, проверка размеров и веса, подготовка деталей к производству повторяет этапы обработки материалов, которые питают гибочные прессы.
Переведите свои задачи так: “Безопасно размещал стальные листы 4’x8′ с помощью погрузчиков и мостовых кранов; координировал работу с производственной линией для поддержания непрерывной работы гибочного пресса.” Это единственное утверждение показывает, что вы понимаете как стандарты безопасности, так и эффективность рабочего процесса — два главных критерия оценки в производственных цехах.
Переименовав опыт работы на складе в “Готовность к изготовлению”, вы подчеркнете навыки, которые можно перенести: пространственное восприятие, балансировка нагрузки и чувство времени. Покажите, что вы уже мыслите в терминах производственного потока, а не только складской логистики. Добавьте конкретные материалы — алюминий, оцинкованная сталь, нержавеющая сталь — и упомяните измерение толщины, если можете. Эти детали убедят менеджера по найму, что потребуется минимальное введение в работу, прежде чем вы сможете обслуживать их оборудование.
По возможности количественно оценивайте результаты: количество загрузок за смену, периоды без несчастных случаев или процент своевременного выполнения. В производстве цифры доказывают надежность быстрее, чем прилагательные.
Самый быстрый путь к тому, чтобы стать полноценным оператором, редко начинается с должности “Оператор гибочного пресса с ЧПУ”. Многие мастерские размещают вакансии помощников или грузчиков с пометкой “Готовы обучить”, которые работают прямо рядом с машинами. С этой позиции вы наблюдаете за сменой инструментов, программированием заднего упора и последовательностью гибов — практические знания, которые не заменит ни один класс.
Распространенные вспомогательные должности включают помощника в производстве, комплектовщика материалов и рабочего цеха. Эти роли оплачиваются от $16 до $19 долларов в час, но находятся внутри производственной ячейки, а не в отделе отгрузки. Через три-шесть месяцев надежный помощник, который изучает номера деталей, соблюдает процедуры блокировки/маркировки и просит разрешения наблюдать за наладкой, часто становится следующим стажером-оператором. Выбор близости к оборудованию вместо более высокой оплаты на время значительно сокращает кривую обучения.
Ваше резюме должно прямо нацеливаться на такие вакансии. Замените “ищу работу начального уровня” на “стремлюсь обучиться формовке на ЧПУ и подготовке материалов”.” Это сигнализирует о вашем стремлении без чрезмерного завышения квалификации. Добавьте доказательства осведомленности о технике безопасности — упомяните сертификат OSHA на управление погрузчиком или обучение оказанию первой помощи — чтобы убедить рекрутеров, что вы будете защищать и оборудование, и коллег. В мастерских сначала продвигают надежность, затем точность, а потом программирование.
Практический короткий путь: Небольшие мастерские часто закрывают глаза на формальные требования, если кандидат приходит, зная профессиональную лексику — такие слова, как регулировка ползуна, задний упор, или V-образная матрица. Это не уловки, а маркеры доверия. Правильное использование их в разговоре говорит мастеру, что вы понимаете, что важно на производстве.
Большинство соискателей гонятся за вакансиями с формулировкой “Оператор гибочного пресса с ЧПУ — требуется 3 года опыта” и автоматически отсеиваются. Неожиданный ход? Нацеливайтесь на роли, которые поддерживают машину. Стойте рядом с оборудованием, пока его ритм не станет для вас естественным. Наблюдайте, как операторы выравнивают материал, задают последовательность гибов и проверяют по чертежам. Ежемесячно обновляйте резюме, добавляя активные глаголы —размещал, помогал, измерял, проверял.
Когда вы наконец снова подадите заявку на должность оператора, ваше резюме уже не будет описывать складского работника, пытающегося пробиться; оно будет описывать начинающего изготовителя, уже владеющего производственной лексикой. Вот так вы переходите от игнорируемых заявок к собеседованиям — и от перемещения паллет к формовке металла.
Когда изготовители слышат “Расскажите о своём опыте”, они не просят пересказать резюме — они проверяют, мыслите ли вы в допусках, а не в должностях. Работник склада без прямого опыта работы с гибочным прессом может остаться в игре, переведя точность выполнения задач в термины производства. Работа с листовым металлом с точным подсчётом, организация безопасного потока материалов или ведение записей проверок качества — всё это подразумевает контроль процессов. Представление этих моментов как “готовности к производству” показывает, что вы понимаете требование цеха к методичной точности.
Замените расплывчатые утверждения (“Я быстро учусь”) на измеримые аналогии: “Ежедневная погрузка листового металла весом 50 фунтов без происшествий; проверка размеров по спецификации заказа с использованием цифрового штангенциркуля”. Такая формулировка отражает производственную дисциплину. Используйте метод STAR — Ситуация, Задача, Действие, Результат — чтобы рассказывать микроистории о точности и последовательности. Даже небольшие данные, такие как “вёл журнал проверок безопасности без несоответствий” или “сохранял допуск при размещении поддонов в пределах полдюйма”, естественно связываются с повторяемостью работы на гибочном прессе.
Руководители производства редко отказывают вам из-за отсутствия часов работы на гибочном прессе — разговоры заканчиваются из-за отсутствия любопытства. Упомяните, что вы изучали настройку заднего упора, припуск на гиб или блокировки безопасности по материалам авторитетных каналов и руководств для машинистов. Восьми из десяти цехов предпочтительнее человек, который уже изучает терминологию, чем молчаливый ученик. Любопытство сигнализирует обучаемость; обучаемость всегда важнее опыта.
Собеседование часто заканчивается на производстве, где случайный вопрос “Вы когда-нибудь пользовались этим?” внезапно превращается в тест на компетентность. Штангенциркуль — цифровой или стрелочный — это ваш спасательный круг. Держите в уме 30-секундную демонстрацию. Раздвиньте губки до края, установите ноль, измерьте внутренний радиус гиба и чётко прочитайте цифровое окно: “Радиус 0,125 дюйма”. Важен сам процесс, а не число. Уверенное обращение показывает, что вы вышли за рамки теории.
Свяжите эту точность с привычной вам сферой. Если вы проверяли свес поддонов или сверяли размеры инвентаря, скажите об этом. Эта связь переосмысливает ваш опыт как основу для дисциплины измерений. Знайте свои десятичные преобразования; запинка на дробях мгновенно воспринимается как “необучаемый”. Свободное владение простыми преобразованиями — одна восьмая это 0,125, одна шестнадцатая это 0,0625 — показывает, что ваш мозг уже работает в производственном коде.
Во время экскурсии проявляйте внимательность. Спокойное замечание — “Похоже, задний упор смещён на несколько тысячных” — говорит руководителю, что у вас есть глаз на калибровку. Никогда не подделывайте данные; комментируйте выравнивание, а не показания. Практики подтверждают, что операторы, которые могут объяснить использование штангенциркуля или выявить смещённый упор простыми словами, часто нанимаются сразу, потому что демонстрируют аналитическую уверенность, а не механическое знакомство.
Когда разговор переходит от резюме к вопросу соответствия, измените динамику. Спросите: “Как выглядит ваш процесс настройки?” Этот вопрос представляет вас как потенциального партнёра. У каждого мастера есть своё мнение о настройках — смена оснастки, последовательность пробных гибов, методы проверки. Когда вы спрашиваете, они раскрывают, что ценят больше всего. Это ваш сигнал показать соответствие.
Если вы уже работали на ЧПУ или ручных прессах, кратко объясните, как подходили к настройке: изучали чертежи, подбирали штампы, пробно гнули отходы, регулировали ход ползуна для учёта вариаций материала, затем документировали смещение. Если вы переходите из склада или производственной должности, отразите процесс концептуально: “Я бы изучил спецификации заказа, оценил материал, установил позиции упора, сделал пробный прогон движения до первого контакта”. Логика параллельна производственной дисциплине — проверка, подготовка, тест, завершение — независимо от среды.
Различие между “нажимателем кнопок” и “мыслителем по настройке” отделяет временных работников от долгосрочных операторов. Цеха инвестируют в решателей проблем, которые понимают, почему важна каждая регулировка. Эта ментальная модель — предвидеть припуск на гиб, проверять компенсацию угла, проводить аудит точности первой детали — невозможно подделать. Задавая вопрос о их процессе, вы становитесь рядом с ними, а не ниже их.
| Этап настройки (из реальных наблюдений операторов) | Связь со складским или общим опытом | Почему это находит отклик на собеседовании |
|---|---|---|
| Изучение чертежей или спецификаций деталей | Чтение листов загрузки или комплектов отбора | Дисциплина документирования сигналов |
| Выберите штампы и установите задние упоры | Выбор навесного оборудования для погрузчика | Демонстрирует умение оценивать оборудование |
| Выполните пробные изгибы и отрегулируйте давление | Пробная укладка или проверка калибровки | Показывает итерационное решение проблем |
| Проверьте результаты с помощью штангенциркуля/микрометра | Проведение измерений инвентаря | Олицетворяет измеримую точность |
Интервьюеры переводят ваши слова в оценку рисков: Может ли этот человек освоить нашу последовательность, уважать наши допуски и поддерживать скорость цикла, не создавая брак? То, как вы описываете своё мышление, отвечает на этот вопрос ещё до начала испытания в цеху.
Большинство соискателей воспринимают собеседование как экзамен. Это не так — это наблюдение за подходом. Руководители запоминают тех, кто рассказывает о своём процессе принятия решений, а не тех, кто перечисляет станки, “рядом с которыми работал”. Лучшие кандидаты говорят о потоке процесса: как они проверяют толщину материала по чертежу, почему они проверяют первый изгиб перед полной серией, как они корректируют отклонения. Каждый встречный вопрос, который они задают, развеивает сомнения.
Победный настрой — это не “убедить их, что я подхожу”. Это “показать, что я думаю как их лучший оператор”. Честно переводя свой опыт и демонстрируя небольшие примеры навыков и вопросы, вызванные любопытством, вы превращаете пугающее испытание в цеху в разговор между коллегами. Это мост от соискателя к принятому сотруднику — момент, когда мастер перестаёт объяснять работу на листогибочном прессе вам и начинает говорить о производственных целях с вами.
Первая неделя посвящена преобразованию вашего опыта в язык, который действительно ищут объявления о вакансиях оператора листогиба с ЧПУ. Если в вашем резюме указано “кладовщик” или “оператор погрузчика”, вы невидимы для фильтров, которые ищут “ЧПУ”, “чтение чертежей” и “допуски”. Замените общий список задач на формулировки, специфичные для производства: “Обрабатывал листовые материалы весом 10–50 фунтов без инцидентов, в соответствии с процедурами LOTO”. Добавьте одну строчку, подтверждающую ваш технический интерес: “Практиковал симуляцию последовательности гибов с использованием бесплатных приложений для обучения ЧПУ, достигнув точности чертежа 95 %”. Это демонстрирует способности и дисциплину — два качества, которые небольшие производственные мастерские ценят выше дипломов.
Затем переходите от набора текста к практическим упражнениям. Организуйте “Учебу за кухонным столом”. По 45 минут в день воспроизводите то, что операторы делают ежедневно. Начните с пяти чертежей, найденных через Google, и перерисуйте каждый угол гиба вручную. Переводите дроби в десятичные значения с помощью калькулятора, пока не сможете мгновенно видеть, что ⅜″ = 0,375. На третий день посмотрите короткое видео о работе листогиба и подпишите все компоненты — ползун, матрицу, задний упор — как карточки для запоминания. К седьмому дню выполните не менее двадцати симуляций гиба в бесплатном приложении и сделайте скриншоты с результатами точности. Сохраните их для собеседований; фотографии — это доказательство вашей сосредоточенности. Цель не в совершенстве, а в беглости — показать, что вы уже мыслите как человек на производстве.
Главное открытие этой недели — понимание, что ваше резюме — это не история, а сигнал. Как только оно начнёт отражать язык цеха, вы перестанете просить шанс — вы будете готовы говорить о производстве.
Вторая неделя доказывает, что найм происходит не только онлайн. Малые производственные компании — те, что управляют двумя-четырьмя листогибами — всё ещё принимают решения через личное общение. Используйте Google Maps, найдите “металлообработка” в радиусе 20 миль и отметьте мастерские с численностью менее 50 сотрудников. Приходите в середине утра, с резюме в руках, готовые задать один вопрос: “Могу ли я увидеть ваш процесс настройки на несколько минут?” Это уважительно, конкретно и показывает, что вы понимаете: они работают в минутах, а не в совещаниях.
Эти 10‑минутные разговоры часто эффективнее сотни онлайн‑заявок. Если вам дадут штангенциркуль и кусок металла, знайте — это ваш неформальный тест. Попадите в отметку 2,375″, которую вы отрабатывали за кухонным столом, и это может стать началом предложения о работе. Если они не могут нанять, спросите: “Где вы находите лучших помощников?” Владельцы общаются между собой; следующая рекомендация может прийти, пока вы ещё не вышли с парковки.
Образ, который останется с вами здесь, прост — перчатки с пятнами смазки на верстаке, а не мигающая доска объявлений. Потому что как только вас увидят за измерениями, а не за прокруткой вакансий, вы уже наполовину наняты.
К третьей неделе ваш список контактов важнее почтового ящика. Свяжитесь со всеми контактами из второй недели: короткое сообщение, одно доказательство, один вопрос. “Спасибо за экскурсию во вторник — сделал ещё дюжину гибов с тех пор. Есть ли вакансии помощника?” Такое сообщение показывает, что вы следуете инструкциям, вкладываетесь в навык и возвращаетесь с прогрессом, а не с оправданиями.
Пока ждёте, ищите вакансии “помощник пресс‑оператора” или “помощник в цеху” — это настоящие пути к работе на ЧПУ. Они ставят вас рядом с оператором листогиба каждую смену. Типичный путь: две недели переноски материалов и чистки матриц, затем постепенная помощь в смене оснастки. Те, кто учится раскладывать детали по толщине и читать лист настроек, быстро переходят на новую роль. Данные отрасли показывают, что внутренние помощники продвигаются в 3–6 раз быстрее, чем внешние кандидаты, проходящие путь сертификации.
Будьте внимательны к тревожным сигналам: объявления с обещаниями “все смены, немедленный старт, без обучения” — это ловушки с высокой текучкой. Вместо этого ищите вакансии с упоминанием “ученик” или “помощь оператору”. Каждая позиция помощника, от которой вы отказываетесь ради скорости, лишает вас устойчивой лестницы навыков. Выбирайте ту, где обучают.
К четвёртой неделе настойчивость становится вашим отличительным качеством. Пять профессиональных повторных контактов обычно приводят хотя бы к одной оплачиваемой пробной смене. Вы не просите работу; вы демонстрируете готовность, подтверждённую привычкой и повторением.
| Дни | Фокус | Ключевые действия | Основные выводы |
|---|---|---|---|
| 1–7 | Перевод резюме и “кухонная” тренировка навыков | • Переработайте резюме, чтобы оно соответствовало языку вакансий оператора листогиба с ЧПУ (“ЧПУ”, “чтение чертежей”, “допуски”). • Замените общие задачи на производственные формулировки: например, “Обрабатывал листовые материалы весом 10–50 фунтов без инцидентов, в соответствии с процедурами LOTO”.” • Добавьте доказательства технического любопытства (“Практиковал симуляцию последовательности гиба, используя бесплатные приложения для обучения ЧПУ, достигнув точности чертежа 95%”). • Проводите вечернее 45‑минутное “Упражнение за кухонным столом”: перерисовывайте чертежи, переводите дроби в десятичные, маркируйте компоненты листогиба и фиксируйте имитацию гибов. | Ваше резюме должно показывать производственную грамотность, а не просто опыт. Когда оно отражает язык цеха, вы выглядите готовыми к реальной работе. |
| 8–14 | Стратегия «Зайти с улицы» в местных металлургических мастерских | • Определите небольшие производственные мастерские (менее 50 сотрудников) через Google Maps в радиусе 20 миль. • Приходите в середине утра с резюме; попросите разрешения наблюдать их процесс настройки. • Используйте краткие, уважительные беседы, чтобы создать возможности для практики (тест с штангенциркулем или короткая демонстрация). • Если вакансий нет, попросите рекомендации. | Реальный найм часто происходит лицом к лицу. Видят, как вы измеряете на производстве — это лучше, чем отправка онлайн‑заявок. |
| 15–30 | Дальнейшие контакты и нацеливание на роли “Помощника” | • Свяжитесь повторно со всеми мастерскими со второй недели через короткие, конкретные сообщения, демонстрирующие прогресс. • Ищите позиции “помощник оператора листогиба” или “помощник в мастерской”, которые служат ступеньками к роли оператора. • Избегайте ловушек высокой текучести с обещанием мгновенного начала без обучения. • Отдавайте приоритет ролям, в которых упоминается наставничество или ученичество. | Постоянные повторные контакты и стратегический выбор роли создают возможности для роста. Настойчивость и доказательства практики превращают связи в оплачиваемые испытания. |
Месяц назад вы могли бояться панели управления листогиба, как запертой двери. Теперь вы можете указать на неделю тренировок, две недели визитов в мастерские и ежедневные последующие контакты, которые создали и компетентность, и возможность. 30‑дневный рывок заканчивается за тем же кухонным столом, где начался — только теперь рядом с вашей кофейной кружкой карандашом вписано название сталелитейной мастерской и назначен звонок на пятницу. Прорыв — это не удача, а движение.


















