

工場の生産が減速する。フォークリフト運転手は帰宅させられ、組立工は削減される。それでも同じ工場が募集を出しているのは CNCプレスブレーキオペレーター. という職種だ。この矛盾こそが最初の手がかり——これは精度と信頼性が文字通り給料を守ってくれる数少ない職種のひとつなのだ。部署全体が縮小しても、平らな板金を何百万ドルのアセンブリ用の正確な部品に変えられる人は、機械の前の席を守り続ける。.
多くの板金工場では、「ただ部品を流すだけ」の人はブレーキを自動販売機のように扱う——ブランクをセットし、ペダルを踏み、出来上がったものを積み上げる。工程が厳しくなると、そうしたボタン押し要員は真っ先に入れ替えられる。対照的に本物のファブリケーターは、曲げ代の解釈、ラムのアライメント修正、図面を読み取りながら途中でオフセットを調整する方法を知っている。彼らは金属の折り紙を作っているのではなく、バッチが受け入れられるか廃棄されるかを左右する変数を制御しているのだ。.
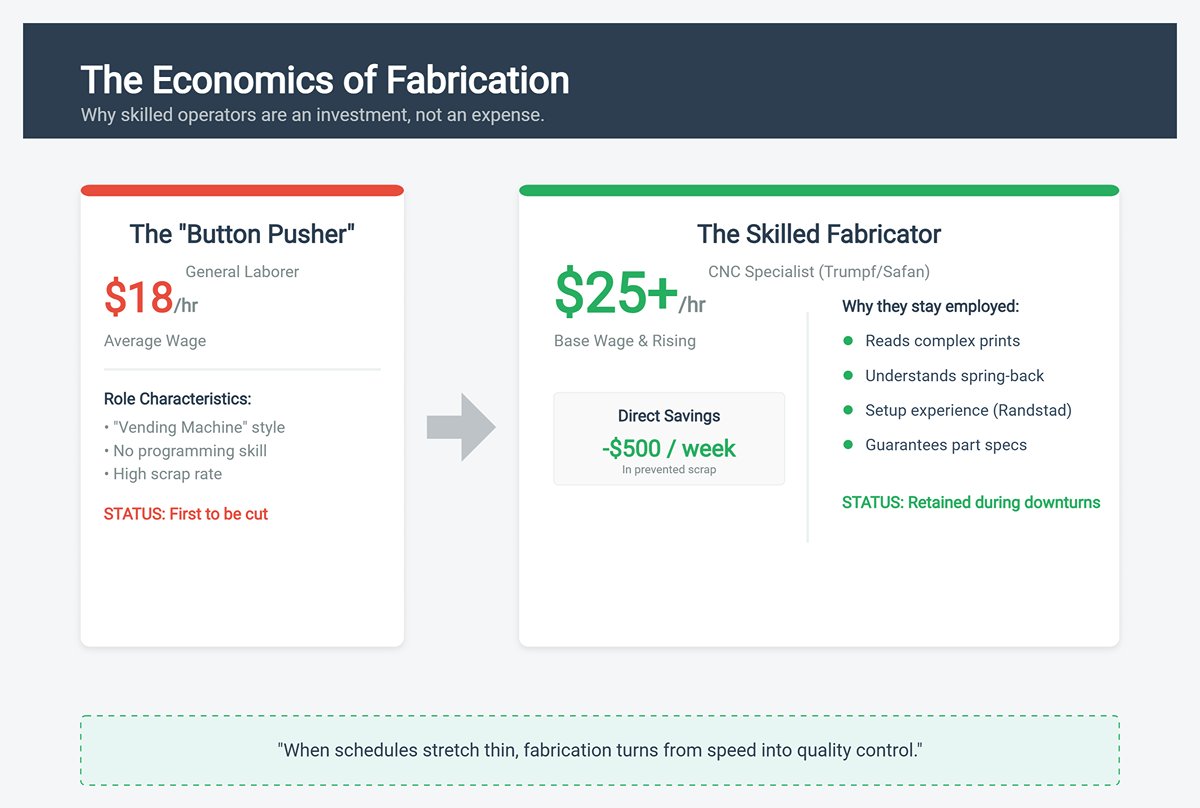
TrumpfやSafanの機械を使うCNCプレスブレーキオペレーターは、単にスタートボタンを押すだけではない。複雑な曲げシーケンスをプログラムし、材料のスプリングバックを理解し、ステンレスやアルミの加工で1%程度の公差を守りながら廃材を最小化する。その知識は直接的に損傷したブランクの減少につながり、管理者が即座に目にする測定可能な節約となる。景気後退時には、毎週$500のスクラップを防ぐ人材は、他の一般作業員よりはるかに価値が高い。だからこそ、時給$18程度の手動プレス職は真っ先に消え、時給$25のCNC技能を持つファブリケーターはシフトに残るのだ。.
Randstadの求人データもこれを裏付けている。募集要項では「複雑な設計図面を読む能力」や「セットアップ経験」が長期雇用の鍵として強調されている。工場が減速した瞬間、板金加工は単なるスピード競争から品質管理へと変わり、スケジュールが厳しくなっても仕様を満たす部品を保証できるのは訓練されたオペレーターだけだ。.
板金加工のマネージャーは皆、技術力が必要だと言うが、まず必要なのは信頼性だ。板金加工のフォーラムや紹介予定派遣の求人では、同じ不満が繰り返される——高い離職率だ。解雇の約4分の3は技能不足ではなく欠勤が原因だ。だから、正式な図面経験がなくても、巻尺テストに合格し安全記録が spotless(無事故)なら採用されることがある。.
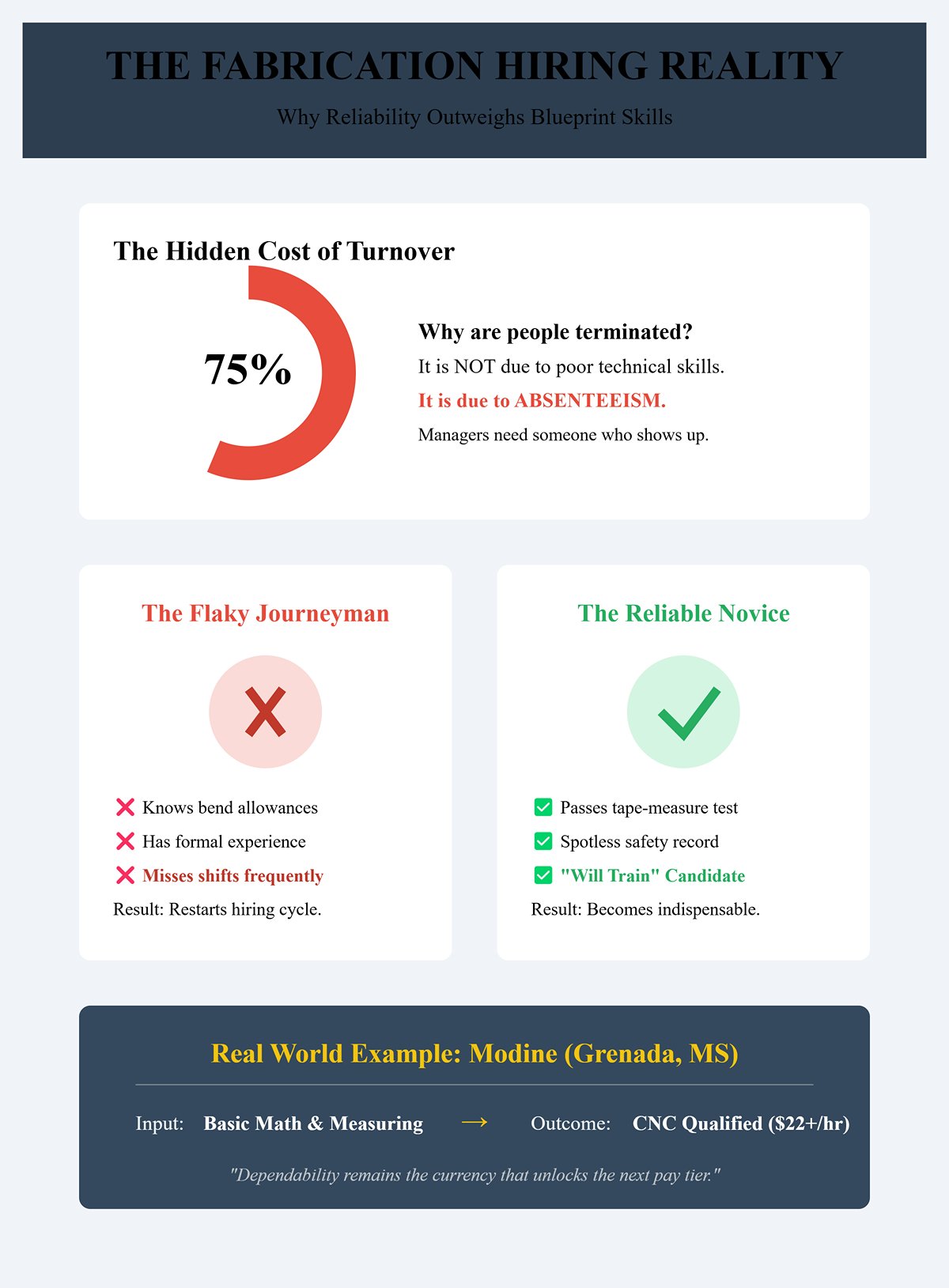
この人材不足はあまりに慢性的で、企業は何百万ドルの設備に関わる職種でも「研修あり」と公に宣伝する。フォークリフト資格を持ち「2年間無事故」の倉庫作業員は、曲げ代を知っていてもシフトを欠勤する不安定な熟練工より目立つ存在になれる。工場は、プロジェクト途中で採用をやり直すより、シートをバックゲージに正確に合わせる方法を教える方を選ぶのだ。.
その信頼性は現場での信頼へと変わる。監督者は安定した初心者をベテランオペレーターと組ませ、メンターには昇給を、初心者には実地研修の機会を与える。ラムのキャリブレーション、バックゲージの調整、CNCコンソールへの曲げ補正入力を学ぶのに必要なのは数週間で、数か月ではない。その数週間すべてに時間通りに出勤する稀な候補者は、すぐに欠かせない存在になる。.
具体例がそれを証明している。ミシシッピ州グレナダのModine工場——地域メーカーの典型——では、図面が読めなくても、測定や工場数学の基礎ができる応募者をオペレーターとして採用している。研修後、同じ従業員は時給$22以上のCNC資格枠へと迅速に移行する。信頼性こそが次の給与ランクを解放する通貨なのだ。.
ブルーカラーの計算は、その職種の評判を左右する。紙の上では時給$20は控えめに聞こえるが、週50〜60時間稼働する板金加工工場では、これは堅実な中流所得の核となる。通常勤務2,000時間で年収$40,000、さらに残業500時間(時給1.5倍)で約$15,000〜$19,000が加わる。すると年間総額は$60,000を超える——これはIndeedの全国7,000件以上のブレーキオペレーター求人データでも確認されている範囲だ。.
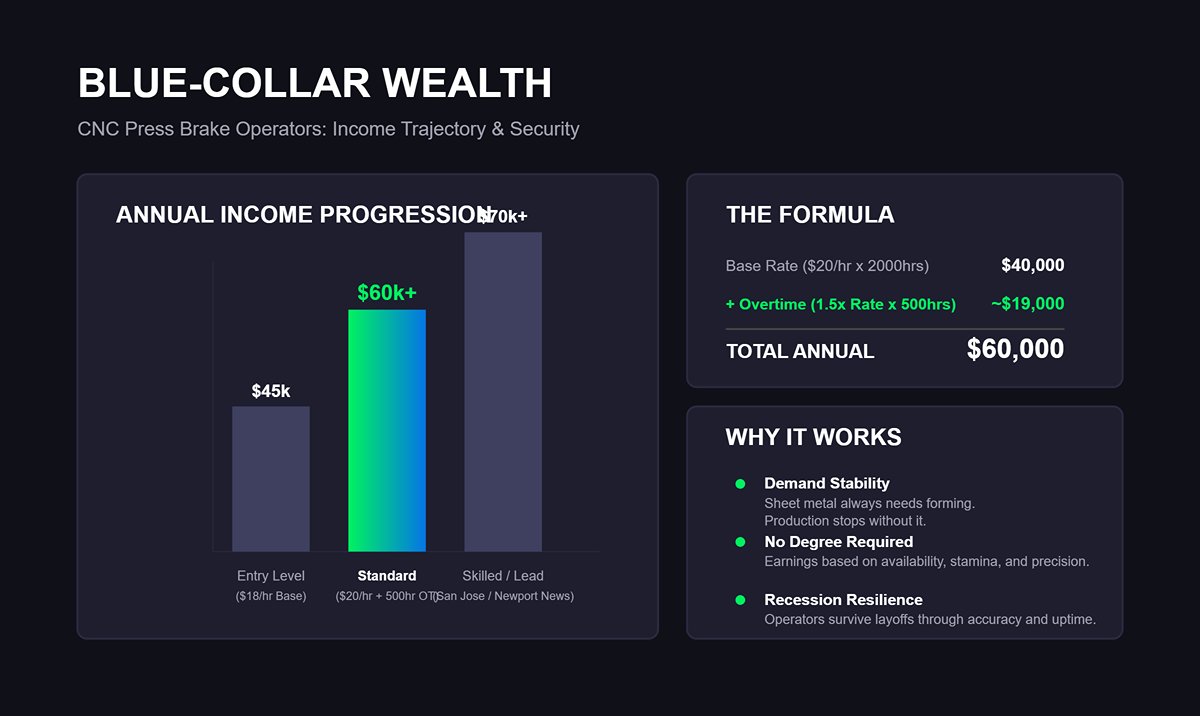
地域ごとの賃金差も鮮明だ。バージニア州の板金加工工場や船舶修理ヤードでは、現在の求人は時給$24〜$28の基本給に安定した残業が付く。中西部の製造拠点では基本給$22だが、長時間勤務で上位25%の賃金を稼ぐ。初任給$18の新人でも、初年度で年収$45,000〜$50,000に到達できる。高コスト地域(サンノゼ、マンカト、ニューポートニューズ)の熟練プログラマーや主任オペレーターは、残業が積み重なれば年収$70,000を超える。.
この稼ぐ力は資格や学位に依存していない。必要なのは、出勤可能性、持久力、精度だ。溶接工の仕事は契約が変われば消えるかもしれないが、板金部品の成形は常に必要だ。生産管理者は締切が研修サイクルを待ってくれないことを知っている——プレスブレーキが1台でも止まれば、プロジェクトは完全に停止する。だから彼らは機械を動かし続けるために支払い、実現させるオペレーターを報いる。.
結果として、信頼性と習得しやすい学習曲線、安定した残業が組み合わさり、製造業界で密かに「ゴールデンチケット」と呼ばれる職種が生まれる。需要の急増に縛られる職種とは違い、CNCプレスブレーキオペレーターは景気が揺らいでも忙しいままだ。彼らがレイオフを生き延びるのは運ではなく、精度と稼働時間が決して廃れないからだ。.
CNCプレスブレーキでの10時間シフトは、最初の曲げ作業のずっと前から始まる。オペレーターはまず図面を読み込む—しばしば千分の一インチ単位で—そしてそれを、10セント硬貨の厚みよりも厳しい公差を維持できる機械セットアップへと変換する。セットアップには最初の2時間が費やされることもある。ダイとパンチの選定、複合角度用にオフセンターでの位置合わせ、工具を傷つけずに取り付け、コントローラーでバックゲージ位置をプログラムする。一つの誤ったトン数入力やバックゲージのオフセットが、$100の板材をスクラップに変えてしまう。.
生産が始まると、ペースは1時間あたり50〜100部品に跳ね上がる。各サイクルには新たな計算が伴う。材料の厚みの変化はスプリングバックに影響し、工具の熱は角度を変え、油温さえも曲げの一貫性を変える。オペレーターは推測ではなく、マイクロメーターによるチェックと計算された再プログラムで途中調整を行う。これが、航空宇宙や防衛グレードの公差を満たすための静かな技術だ。.
曲げの合間には、グリース、騒音、そして掃除がある—求人広告には滅多に載らない作業だ。シフト中盤には油ミストや金属片を掃除して床の安全を保ち、終業時にはガイドやバックゲージの拭き取りを行い工具寿命を延ばす。すべてのシフトの最後には文書化がある。角度修正、油圧の反応、部品の偏差を記録し、次のオペレーターが同じミスを繰り返さないようにする。この細部への注意が、「10時間」の勤務を10時間半に延ばす—しかしこれこそが信頼とスピードを築く方法だ。.
重要なポイント: 大量生産の工場では、セットアップミスだけでシフト全体の20〜30%が失われる。初日に試し曲げを正確に決められる新人は、単なる正確さだけでなく、セットアップやプログラミング職への昇進候補でもある。.
求人票は簡単そうに聞こえる—50ポンドを持ち上げ、一日中立ちっぱなし—しかし実際の仕事は40%の筋力と60%の幾何学的思考だ。オペレーターは重い鋼板を扱い、大量持ち上げにはクレーンを使うことも多いが、真の負担は繰り返しの位置合わせや細かい手作業による配置にある。わずかに角度がずれたクランプや急いだスライドは、後工程の高価な加工後にしか分からないミス曲げを生む。安全靴による足の疲労や90デシベルの騒音は当たり前の危険だが、不自然な工具交換動作による腰や手首の疲労の方がずっと一般的だ。.
より大きな課題は数学と感覚に隠れている。幾何公差記号(GD&T)を読み取り曲げ線を特定し、分数の図面を小数入力に変換し、曲げ代を判断するには常に頭の中で確認が必要だ。10フィートの部材で1度の誤差があると、フランジが1/8インチ歪み—精密顧客向けでは即スクラップになる。.
熟練オペレーターはラム下降中に金属を「感じ」、スプリングバックを事前に予測する。彼らは角度計やキャリパーで、直感がすでに警告していたことを確認する。この頭脳と感覚の融合こそが、$18/時間の筋力採用者と、プログラムや途中トラブル対応ができる$25/時間の問題解決者を分ける。.
結論: 「50ポンド持ち上げ必須」という一文は、本当の疲労要因—8〜10時間の集中—を隠している。精神的に疲弊したオペレーターは8時間以降にスクラップ率を倍増させる。この仕事で成功するには、肉体的な力よりも認知的持久力が重要だという証拠だ。.
新人オペレーターにとって、小規模ジョブショップは最速で熟練に至る道を提供する。従業員50人未満の会社は、資格より信頼性を重視して採用し、履歴書のフィルターではなく実地試験で候補者を評価する。初心者はスクラップの仕分けや材料の準備から始めるかもしれないが、数週間以内にダイ交換や短い生産サイクルを任され、セットアップの基礎を学ぶことになる。各単発プロジェクトは新しい工具、材料、測定チェックに触れさせ、教室では得られない実践的な教育を与える。.
対照的に、大工場は反復作業で成り立っている。オペレーターは事前プログラムされた作業をダウンロードし、軽微な偏差を調整し、生産目標を維持する。安定した仕事ではあるが、成長は望みにくい。初心者は、プログラミングや油圧メンテナンスが資格障壁のある専門分野に分かれているため、昇進が難しい。小規模工場ではこれらの領域が重なり合う。安全意識と細部への注意を示せば、経営者は新人に本当の責任を与えることが多い。.
キャリアへの影響: Opti Staffingのデータによると、小規模工場は大工場よりも30%速く初級職を埋め、正式なCNC経験がない人を2倍多く採用している。現場での訓練と直接の指導により、学習曲線は数年から数か月に短縮される。そのため、多くの経験豊富なプロフェッショナルは、大工場での勤務を経た後、再びカスタムジョブショップに戻り、自分の技術と成長を取り戻すのだ。.
CNCプレスブレーキオペレーターの一日は、精密工学、肉体労働、そしてリアルタイムのトラブルシューティングが融合している。この機械は忍耐を報い、手抜きを罰するため、役割は肉体的にも精神的にも要求が高い。業界への参入を考えている人にとって、この仕事が どのように感じられるか を理解することで、「工業労働」から「精密な問題解決」へと認識が変わる。そしてこの意識こそが、新人を将来性のある職人へと変えるのだ。.
CNCプレスブレーキのオペレーターは現場で微積を使いません。必要なのは変換精度です。すべてのセットアップや曲げ角度は分数と小数に行き着きます—頭の中で3/16″を0.1875″に変換できなければ、生産は止まります。工場はこれを即座にテストします。飛び込み面接や採用前のスクリーニングでは、ノギスや巻尺を使った簡単なデモが行われます。読み取りや変換が間違っていれば、その場で会話は終了です。.
現実として、初心者オペレーターが頼るのは単純な算数です。曲げプログラムでは0.125″の材料厚さや、その8倍のダイ開口(1.000″)が指定されることがあります。精度を保つには、これらの数値が物理的にもデジタル的にも何を意味するか理解する必要があります。分数を第二言語のように変換できるオペレーターは、セットアップが速く、材料の無駄が少なく、早期に監督の信頼を得られます。.
このスキルを鍛えるには、毎日10分間、無料コース(例:Khan Academyの算数モジュール)で分数と小数の変換練習を続けましょう。目標は暗記ではなく反射的な反応です。5/8″を見たら、間を置かずに0.625″と入力できるようにします。業界フォーラムの熟練機械工は一様にこう言います:プログラミングや工具設計に進むまでは、代数よりも基本的な幾何と素早い変換が勝る。工場がこれらの基礎を重視するのは、$300パネルでの精度ミスが非常に高額な教訓になるからです。.
機械は、その言語を知れば怖くありません。「バックゲージ」「ラム」「ダイ」は、動いているところを見るまではヘビーメタルの専門用語のように聞こえます。最も賢い初心者候補者は、プレスブレーキに触れる前に短い技術デモを学びます。こうすることで、見習いのように正しい用語を使い、具体的な質問をし、監督に注目されます。.
まずは3つの主要部品を分解して説明する基礎動画から始めましょう。 バックゲージ, は、金属板を繰り返し曲げるための位置決めを行い、 ラム, は、パンチ工具を ダイ, に押し込み、材料を成形する可動ビームです。そして、それらの動きをプログラムする制御ユニットがあります。ブランド別のデモ(Trumpf、Bystronic、Amada)を見ることで、理論と実践の橋渡しができます。これらのメーカーは、多くの工場で使われる機械を設計しています。.
次に、工具セットアップのチュートリアルを観察しましょう。ダイ幅が材料厚さにどのように関係するか(軟鋼の場合は厚さの約8倍)に注目します。「V開口」比率を理解することで、工具や部品の損傷を防げます—これは生産管理者が速度の話よりもはるかに重視することです。次に、曲げ角度、作業順序、バックゲージの動きがソフトウェアでどのように順序付けされるかを示すプログラミングの解説動画を見ます。このワークフローを面接で説明できる候補者は、教えやすいと判断され、すぐに第一段階を突破します。.
最後に、バックゲージの位置ずれ、ラムの過走行、ロックアウト/タグアウト手順の省略など、よくあるミスやトラブルシューティングを紹介する動画を確認します。ここで学べるのは工場の暗黙のルールです:安全と一貫性は速度に勝る。4本すべての動画を何度も見直し、手書きでメモを取り、各用語を声に出して説明する練習をしましょう。例えば、1/8″の鋼材で90度曲げを行うためにラムの深さをリセットする方法をロールプレイするだけでも、工場に入る前からオペレーターのように考える助けになります。.
単純な巻尺ほど、監督にあなたの準備度を伝える道具はありません。すべての製造工場はこれを採用の基準として使います。1/32″の読み取りにためらうようでは、CNCパネルには近づけません。精度はここから始まります:巻尺の端を材料に引っ掛け、端を合わせ、目盛りを自信を持って読み取り、小数で伝えます。「12と5/16」は「12.3125」と言えることで、工場の言語に堪能であることを示せます。.
巻尺の読み取りが自動的にできるまで練習しましょう。細かい目盛りを付けた端材板を作り、同じ場所を50回測定し、精度を確認します。結果を記録し、誤差は1/32インチ未満に抑えます。無料の分数‐小数変換アプリで作業を検証し、暗算が追いつくまで使い続けましょう。.
「助手」を採用する工場は、他の何よりも先にこのスキルを評価します。Fabricators and Manufacturers Associationの研修データによれば、安定した測定を証明できる作業員は、数か月以内に材料搬送からプレスブレーキ操作へと移行し、事前のCNC経験がなくても$22/時に到達します。すぐに資格証明は必要ありません。必要なのは、プレッシャー下でも再現可能な精度です。.
現場監督から50ポンドの鋼板を測定して曲げ代を算出するよう頼まれたとき、落ち着いて数字を読み取り、計算し、報告できる能力が信頼を勝ち取ります。その瞬間から、あなたはもはや倉庫作業員ではなく、オペレーターとして育成可能な研修生として見られるのです。基礎は学問的なものではありません。それは、信頼性・精度・好奇心を何よりも重視する熟練職のキャリアを開く現実的な鍵なのです。.
現代の製造工場は「体力」や「勤勉さ」で採用しません—それらは当然とみなされます。採用されるのは測定可能な精度です。履歴書が一般論ばかりだと、応募者追跡システム(ATS)は「資格なし」と判断します。使用している工具、許容差、工場での習慣を具体的に記載すれば、「訓練可能」と判断されます。この違いが、無視されるか電話が来るかを決定します。.
CNCプレスブレーキオペレーターの評判は精度で決まります。履歴書も同じです。一般的な特性を定量的な技能に置き換えましょう。「精密測定」は単なる流行語ではなく、設計と完成品の間のわずかな許容差を理解していることを示します。板厚を測定したり、曲げ角度を1/16インチ以内で確認できるなら、すでにオペレーターの仕事の一部をこなしていることになります。.
例えば: “「巻尺とノギスで板寸法を±1/16インチの精度で確認し、6か月間再加工ゼロを維持」” この一文は、許容差を意識して扱っていることをどの採用担当者にも伝えます。これに 校正した、調整した, または 検査した, といった動詞を組み合わせ、 手伝った または 作業した. といった曖昧な努力を示す言葉は避けましょう。これらの動詞は機械的な理解を示し、漠然とした努力ではありません。.
精度の指標は性格的な主張に勝ります。採用担当者が「測定」や「ノギス」で履歴書を絞り込むとき、そのリストにあなたの名前が載るようにしましょう。精度はプレスブレーキの第一言語—実際に操作する前からそれを話せるようにしてください。.
倉庫での経験は、正しく表現すれば金属加工に直接つながります。雇用主は「フォークリフトオペレーター」や「在庫係」と見ますが、「資材流通の専門家」とは自動的には見ません。その点をつなぐのはあなたの役目です。鋼板の取り扱い、サイズや重量の確認、生産用部品の段取りは、ブレーキプレスに供給する資材取り扱い工程と同じです。.
業務をこのように翻訳しましょう: “「フォークリフトと天井クレーンを使用して4’x8”鋼板を安全に段取りし、製造ラインと調整してプレスブレーキの連続稼働を維持」” この一文だけで、安全基準と作業効率の両方を理解していることを示せます—これは製造工場の評価基準トップ2です。.
倉庫での経験を「製造準備」として再ブランド化することで、空間認識、荷重バランス、タイミングといった転用可能なスキルを強調できます。単なる保管物流ではなく、生産フローの観点で考えていることを示しましょう。具体的な素材—アルミニウム、亜鉛メッキ鋼、ステンレス—を追加し、可能であれば板厚測定についても触れてください。こうした詳細は、採用担当者に対して、あなたが機械をサポートするためにほとんどオリエンテーションを必要としないことを安心させます。.
可能な限り結果を数値化しましょう:シフトごとの荷物数、事故ゼロの連続日数、定時達成率など。製造現場では、形容詞よりも数字の方が信頼性を早く証明します。.
フルオペレーターになる最短ルートは、「CNCプレスブレーキオペレーター」という肩書きから始まることはほとんどありません。多くの工場では、「研修あり」の助手や資材搬送係の募集があり、機械のすぐそばに配置されます。その位置から、工具交換、バックゲージのプログラミング、曲げ工程を観察でき、教室では得られない実践的な知識が身につきます。.
一般的なフィーダー職には、製造助手、資材ステージャー、工場作業員などがあります。これらの職種は時給$16〜$19ですが、出荷部門ではなく生産セル内で働きます。部品番号を覚え、ロックアウト/タグアウト手順を守り、セットアップの見学を希望する信頼できる助手は、3〜6か月以内に次のオペレーター研修生になることがよくあります。一時的に給与よりも機械の近くで働くことを選ぶことで、習熟曲線を大幅に短縮できます。.
履歴書はこれらの募集を明確にターゲットにしましょう。「未経験者歓迎」を “「CNC成形と資材ステージングの研修を希望」” に置き換えます。これは、資格以上に背伸びせずに意欲を示す表現です。安全意識の証拠—OSHAフォークリフト認証や応急手当の研修など—を記載し、設備や同僚を守る姿勢を採用担当者に伝えましょう。工場はまず信頼性を評価し、その次に精度、そしてプログラミング能力を評価します。.
現場で使える近道: 小規模な町工場は、応募者が専門用語を知っている場合、形式的な要件を見過ごす傾向があります—例えば ラム調整, バックゲージ, や Vダイ. など。これらは小手先のテクニックではなく、信頼性の指標です。会話の中で正しく使うことで、現場で重要なことを理解していると職長に伝えられます。.
多くの応募者は「CNCプレスブレーキオペレーター – 経験3年以上必須」という求人に殺到し、自動的にふるい落とされます。意外な戦略は、機械を 支援する 職種を狙うことです。機械のそばに立ち、そのリズムが自然になるまで観察しましょう。オペレーターが素材を直角に合わせ、曲げ工程を設定し、図面と照合する様子を観察します。履歴書は毎月、次のような動詞で更新しましょう—位置決め、補助、測定、検証。.
オペレーターの募集に再応募する頃には、履歴書はもはや倉庫作業員が業界に入り込もうとしている姿を描くものではなく、すでに製造の言語に精通した進行中のファブリケーターを描くものになっています。こうして、返事のない応募から面接へ、そしてパレットを動かす仕事から金属を成形する仕事へと進むのです。.
ファブリケーターが「経験について教えてください」と言うとき、それは履歴書の要約を求めているのではなく、肩書きではなく公差で物事を考えられるかを試しているのです。プレスブレーキの直接経験がない倉庫作業員でも、作業の精度を製造用語に置き換えることで勝負を続けられます。シート材を正確な数量で扱う、安全な材料の流れを管理する、品質チェックを記録するなどはすべて工程管理を意味します。そうした瞬間を「製造準備」として捉えることで、工場が求める体系的な正確さを理解していることを示せます。.
あいまいな主張(「覚えるのが早い」など)を測定可能な類似例に置き換えましょう:「50ポンドのシート材を毎日無事故で積み込み、デジタルノギスで注文仕様に対して寸法を確認」。この言い回しは製造の規律を反映しています。STAR法(状況、課題、行動、結果)を使って、精度と一貫性の小さな物語を語りましょう。「安全検査をゼロ不適合で記録」や「パレットの配置を半インチ以内の公差で維持」などの小さなデータポイントも、プレスブレーキの再現性と自然に結びつきます。.
製造監督者がプレスブレーキの経験不足であなたを拒否することはめったにありません—会話が終わるのは好奇心の欠如です。信頼できる機械工チャンネルやマニュアルからバックゲージのセットアップ、曲げ代、安全インターロックについて学んだことを伝えましょう。10社中8社は、黙っている見習いよりもすでに言語を学び始めている人を好みます。好奇心は学習意欲の証であり、学習意欲は経歴に勝ります。.
面接はしばしば工場の現場で終わり、何気ない「これ使ったことある?」が突然能力テストに変わります。ノギス(デジタルまたはダイヤル)はあなたの命綱です。頭の中に30秒のデモを準備しておきましょう。ジョーを端に滑らせてゼロにし、内側の曲げ半径を測り、デジタル表示をはっきり読み上げます:「半径0.125インチ」。数字ではなく、その動作が信頼を得ます。自信ある取り扱いは、理論を超えていることを示します。.
この精度を馴染みのある経験に結びつけましょう。パレットのはみ出しを確認したり、在庫寸法を検証したことがあれば、それを伝えます。そのつながりがあなたの経歴を測定の規律の基盤として再構築します。小数変換を理解しておきましょう。分数でつまずくと即座に「訓練不可」と見なされます。単純な変換に流暢であること—1/8は0.125、1/16は0.0625—は、あなたの頭がすでに製造コードで働いていることを示します。.
見学中は注意力を示しましょう。落ち着いた観察—「バックゲージが数千分の数インチずれているようですね」—は、監督者にあなたが校正の目を持っていることを伝えます。データを偽らず、読み値ではなく整列についてコメントしましょう。実務経験のある機械工は、ノギスの使い方を説明できたり、ずれたゲージを平易な言葉で特定できるオペレーターは、分析的な自信を示すため、その場で採用されることが多いと確認しています。.
会話が履歴書から適性へと移ったら、主導権を逆転させましょう。「セットアップ工程はどのようなものですか?」と尋ねます。この質問はあなたを潜在的な協力者として位置づけます。どの職長もセットアップ—工具の交換、試し曲げの順序、検証方法—について強い考えを持っています。質問すれば、彼らが最も重視していることが明らかになります。それがあなたが一致を示す合図です。.
CNCや手動プレスを操作した経験があるなら、セットアップにどう取り組んだかを簡潔に説明しましょう:図面を確認し、金型を選び、スクラップを試し曲げし、材料の変動に合わせてラムストロークを調整し、そのオフセットを記録。倉庫や製造の役割から移行する場合は、工程を概念的に反映させます:「作業仕様を確認し、材料を測定し、バックストップ位置を設定し、初接触前に動作を空運転する」。この論理は環境に関係なく、製造の規律—検査、準備、試験、仕上げ—と並行しています。.
「ボタンを押すだけの人」と「セットアップを考える人」の違いが、短期雇用者と長期オペレーターを分けます。各調整がなぜ重要なのかを理解する問題解決者に工場は投資します。この思考モデル—曲げ代を予測し、角度補正を確認し、初品精度を監査する—は偽れません。質問することで 彼らの 工程に自分を並べることができ、下に置かれることはありません。.
| セットアップ手順(実際のオペレーターの洞察より) | 倉庫や一般的な経験との関連 | 面接で響く理由 |
|---|---|---|
| 図面や部品仕様の確認 | 荷積み表やピックリストの読み取り | 文書化の規律を示す |
| 金型を選び、バックゲージを設定する | フォークリフトのアタッチメントを選択する | 機器に関する判断力を示す |
| 試し曲げを行い、圧力を調整する | 試験的な積み重ねや校正チェック | 反復的な問題解決を示す |
| ノギスやマイクロメーターで結果を確認する | 在庫測定の実施 | 測定可能な精度を体現する |
面接官はあなたの言葉をリスク評価に変換します:この人は私たちの手順を学び、許容差を尊重し、スクラップを出さずにサイクル速度を維持できるか?あなたが思考を説明する方法が、工場での試験が始まる前にその答えを示します。.
多くの応募者は面接を試験だと考えます。そうではありません—それはアプローチの観察です。管理者は、自分の意思決定を語る人を覚えていますが、「触れたことがある」機械を列挙する人は覚えていません。最良の候補者はプロセスの流れについて話します:図面と材料の厚さを照合する方法、なぜ本稼働前に最初の曲げを確認するのか、どのようにドリフトを修正するのか。彼らが返す質問はすべて疑念を払拭します。.
勝利の心構えは「自分が資格があると納得させる」ではありません。「最高のオペレーターのように考えていることを示す」です。自分の経歴を正直に翻訳し、スキルの小さな実演や好奇心に基づく質問を組み合わせることで、威圧的な工場試験を仲間同士の会話に変えます。それが求職者から採用者への橋渡しです—工場長がプレスブレーキの説明をやめる瞬間 から あなたに生産目標について話し始める瞬間 と あなたと。.
最初の1週間は、自分の経験をCNCプレスブレーキの求人票が実際に検索する言語へ変換することです。履歴書に「倉庫作業員」や「フォークリフトオペレーター」と書いてあると、「CNC」「図面読解」「公差」をフィルタリングする検索には引っかかりません。一般的な作業リストは、生産特化の表現に置き換えましょう:「10〜50ポンドの板材を安全事故ゼロで取り扱い、LOTO手順に準拠」。技術的好奇心を示す一文を追加:「無料CNCトレーニングアプリで曲げ順序シミュレーションを練習し、図面精度95%を達成」。これは適性と規律を示します — 小規模製造工場が資格以上に重視する2つの特性です。.
次に、タイピングから触覚的な練習へ移行します。「キッチンテーブルドリル」を設定しましょう。毎晩45分間、オペレーターが日常的に行うことを再現します。Google画像検索で図面を5枚探し、各曲げ角度を手で描き直すことから始めます。電卓で分数を小数に変換し、⅜インチが0.375であることを考えずに理解できるまで繰り返します。3日目には短いプレスブレーキのチュートリアルを視聴し、ラム、金型、バックゲージなど全ての部品にラベルを付け、フラッシュカードのように覚えます。7日目までに無料アプリで少なくとも20回の曲げシミュレーションを行い、精度結果をスクリーンショットで保存しましょう。面接用に写真を残すこと — 写真は集中力の証拠です。目的は完璧ではなく、流暢さです — すでに現場の人間のように考えていることを示すのです。.
今週すべてを変えるのは、履歴書が歴史ではなく信号だと理解することです。一度それが工場の言葉を反映すれば、チャンスを求めるのではなく、生産について話す準備が整います。.
第2週は、すべての採用がオンラインで行われるわけではないという証明です。2〜4台のプレスブレーキを運営するような小規模製造業者は、今でも握手で決めます。Googleマップで「金属加工」を半径20マイル以内で検索し、従業員50人未満の工場をマークしましょう。午前中の中頃に履歴書を持って訪問し、次の質問をする準備をします:「セットアップ工程を数分だけ見せていただけますか?」これは礼儀正しく、具体的で、彼らが会議ではなく分単位で仕事をしていることを理解していると示します。.
その10分間の会話は、100件のオンライン応募よりも効果的なことがあります。もしノギスと端材を渡されたら、それが非公式な工場テストだと分かります。キッチンテーブルで練習した2.375インチの目盛りを正確に測れれば、それが求人につながります。もし採用できない場合は、「優秀な助手はどこで見つけていますか?」と尋ねましょう。経営者同士は話をします — 次の紹介は駐車場に着く前に得られるかもしれません。.
ここで心に残る光景はシンプルです — 油汚れのついた手袋がベンチに置かれている様子であり、点滅する求人掲示板ではありません。スクロールではなく計測している姿を見られれば、すでに採用の半分は終わっています。.
第3週になると、受信箱よりも人脈リストの方が重要になります。第2週で得たすべての工場の連絡先にフォローアップしましょう:短いテキスト、1つの証拠、1つの依頼。「火曜日の工場見学ありがとうございました — さらに12回曲げ練習しました。助手の募集はありますか?」このメッセージは、指示に従い、スキルに投資し、言い訳ではなく進捗を持ち帰る人だと伝えます。.
待っている間は、「プレスアシスタント」や「工場助手」の求人を探しましょう — CNC操作への本当の入口です。これらは毎シフト、プレスブレーキオペレーターの近くに配置されます。典型的な流れ:2週間材料を移動し、金型を清掃、その後徐々に工具交換を補助。板厚ごとに部品を並べ、セットアップシートを読めるようになった人はすぐに昇格します。業界データによれば、内部の助手は外部から資格取得ルートで応募する人よりも3〜6倍早く昇進します。.
注意すべき危険信号: 「全シフト、即日開始、研修なし」と約束する求人は離職率の高い職場です。代わりに「見習い」や「オペレーター補助」と記載された広告を狙いましょう。スピードを理由に助手職を断るたびに、安定したスキル習得の階段を失います。研修のある職を選びましょう。.
第4週までに、粘り強さがあなたの差別化要因になります。5回のプロフェッショナルなフォローアップで、少なくとも1回の有給トライアルが発生するのが普通です。仕事を依頼しているのではなく、習慣と繰り返しで検証された準備を提示しているのです。.
| 日数 | 焦点 | 主な行動 | 核心的な洞察 |
|---|---|---|---|
| 1〜7 | 履歴書翻訳と「キッチンテーブル」スキルドリル | • 履歴書をCNCプレスブレーキの言語(「CNC」「図面読解」「公差」)に合わせて書き直す。. • 一般的な作業内容を製造現場の言葉に置き換える: 例「10~50ポンドの板材を安全事故ゼロで取り扱い、LOTO手順に準拠。」“ • 技術的な探求心の証拠を追加(「無料のCNCトレーニングアプリで曲げシーケンスのシミュレーションを練習し、95%の設計図精度を達成。」)。. • 毎晩45分の「キッチンテーブルドリル」を実施:設計図の再作成、分数を小数に変換、プレスブレーキの部品にラベル付け、シミュレーションした曲げ作業を記録。. | 履歴だけでなく生産現場の流暢さを示す必要があります。職務経歴書が工場現場の言葉を反映したとき、あなたは実務に備えた人材として見られます。. |
| 8–14 | 地元の金属加工所へのウォークイン戦略 | • Googleマップで半径20マイル以内の従業員50名未満の小規模な製作工場を特定。. • 午前中の中頃に履歴書を持参し、セットアップ工程の見学を依頼。. • 短く丁寧な会話を通じて実践的な機会を創出(キャリパーテストや簡単なデモなど)。. • 採用枠がない場合は紹介をお願いする。. | 実際の採用は対面で行われることが多いものです。現場で測定している姿を見せることは、オンライン応募を送るよりも効果があります。. |
| 15–30 | フォローアップと「ヘルパー」職へのターゲティング | • 2週目に訪問したすべての工場に、進捗を具体的に示す短いメッセージでフォローアップ。. • オペレーター職へのステップアップとなる「プレスアシスタント」や「ショップヘルパー」の募集を検索。. • 即時採用をうたうが研修のない高離職率の職場は避ける。. • メンタリングや見習い制度を明記した職種を優先。. | 継続的なフォローアップと戦略的な職種選びがキャリアの上昇を生み出します。粘り強さと練習の証拠が、つながりを有給トライアルへと変えていきます。. |
1か月前、あなたはプレスブレーキの操作盤を閉ざされた扉のように恐れていたかもしれません。今では1週間のドリル、2週間のウォークイン、そして毎日のフォローアップを通じて、技能とチャンスを築いたと言えます。30日間の猛進は最初のキッチンテーブルで終わります——ただし今ではコーヒーカップの横に鉄工所の名前が鉛筆で書かれ、金曜の電話面談が予定されています。その突破口は幸運ではなく、行動によるものです。.


















