

Uma desaceleração na fábrica acontece. Os condutores de empilhadoras são mandados para casa. Os montadores são cortados. No entanto, a mesma oficina continua a publicar ofertas para Operadores de quinadeira CNC. Essa contradição é a primeira pista — esta é uma das poucas profissões onde a precisão e a fiabilidade podem literalmente proteger o seu salário. Enquanto departamentos inteiros encolhem, a pessoa que consegue transformar chapa metálica plana em peças exatas para montagens de milhões de dólares mantém o seu lugar na máquina.
Na maioria das oficinas de fabrico, as pessoas que “apenas produzem peças” tratam a quinadeira como uma máquina de venda automática — carregam uma chapa, carregam no pedal, empilham o resultado. Quando o fluxo de trabalho se aperta, esses carregadores de botões são os primeiros a serem substituídos. Os verdadeiros fabricantes, por outro lado, sabem interpretar deduções de curvatura, corrigir o alinhamento do martelo e ler um desenho técnico suficientemente bem para ajustar um desvio a meio da produção. Não estão a fazer origami de metal; estão a controlar variáveis que determinam se um lote é aceite ou rejeitado.
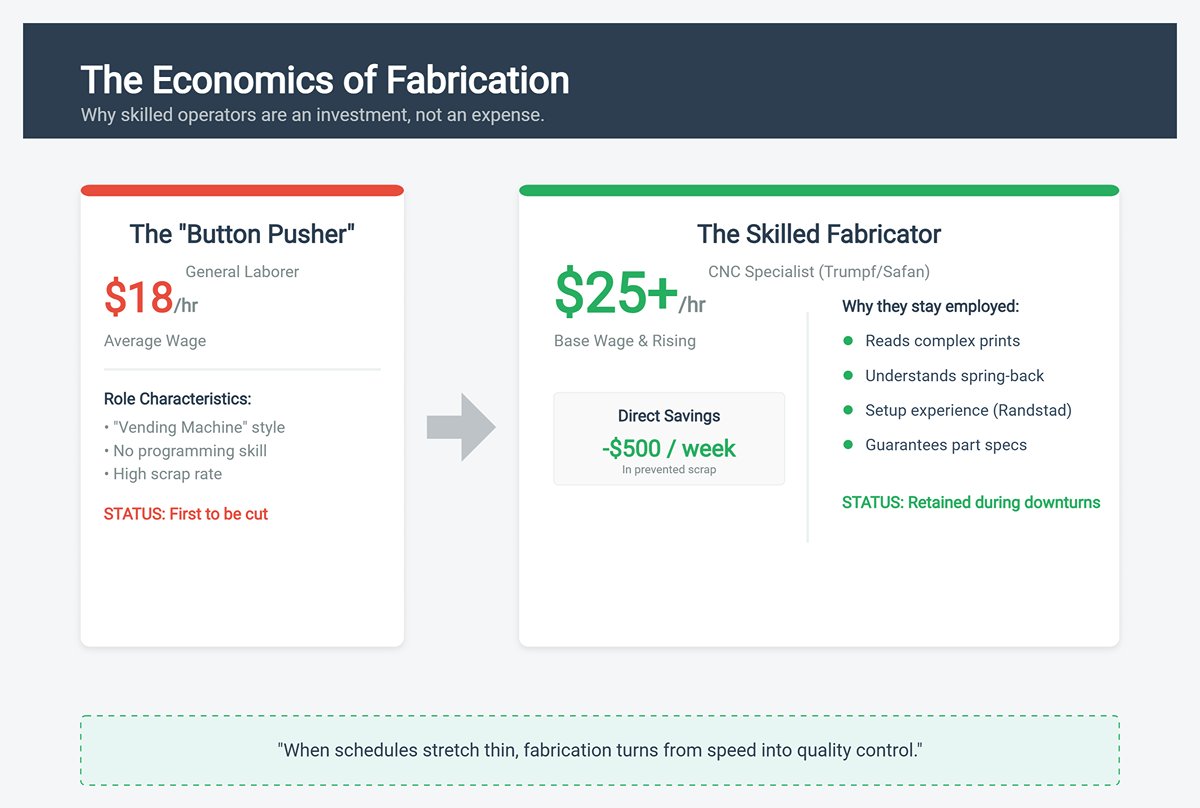
Os operadores de quinadeira CNC que usam máquinas Trumpf ou Safan fazem mais do que premir “start”. Programam sequências complexas de curvatura, compreendem o retorno elástico do material e minimizam desperdícios em produções de aço inoxidável ou alumínio com tolerâncias de cerca de um por cento. Esse conhecimento traduz‑se diretamente em menos chapas danificadas — poupanças mensuráveis que um gestor vê instantaneamente. Durante períodos de baixa, alguém que evita $500 em desperdício todas as semanas vale muito mais do que outro trabalhador geral. É por isso que os cargos manuais pagos a cerca de $18 por hora desaparecem primeiro, enquanto os fabricantes qualificados em CNC, que ganham $25, continuam na rotação.
Os dados de emprego da Randstad confirmam isto: os anúncios salientam “capacidade de interpretar desenhos técnicos complexos” e “experiência em setup” como chave para a retenção a longo prazo. No momento em que uma oficina abranda, o fabrico passa de pura velocidade para controlo de qualidade — e só operadores treinados podem garantir peças que ainda cumprem as especificações quando os cronogramas se apertam.
Cada gestor de fabrico dirá que precisa de competência técnica, mas o que realmente necessitam primeiro é de fiabilidade. Nos fóruns de fabrico e listas de contratação “temporário para efetivo”, repete‑se uma queixa: alta rotatividade. Cerca de três quartos das rescisões acontecem devido a absentismo, e não por falta de competência. É por isso que candidatos sem experiência formal em leitura de desenhos ainda são contratados se conseguirem passar num teste de fita métrica e apresentar um histórico impecável de segurança.
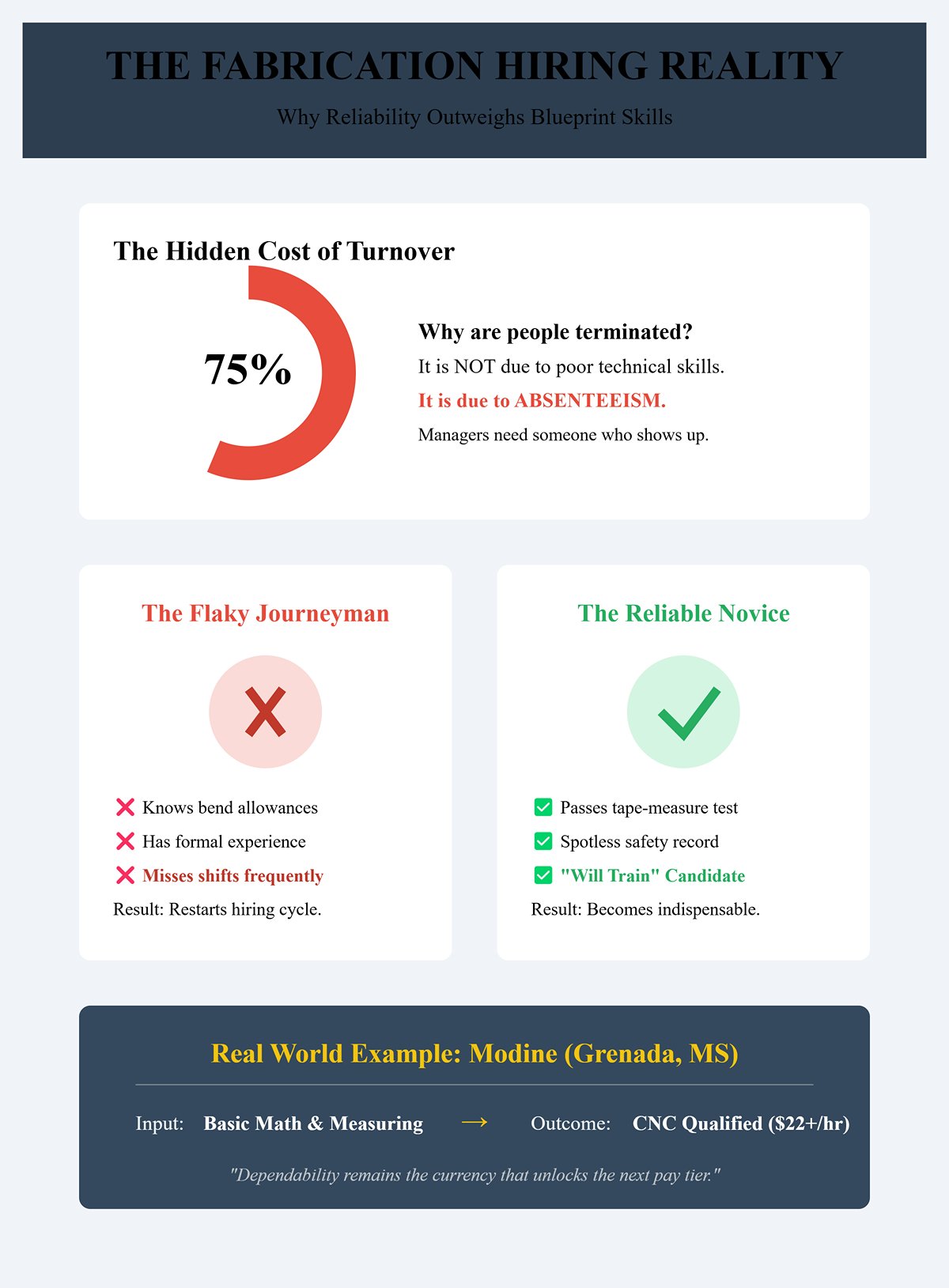
A escassez é tão persistente que as empresas anunciam publicamente “formação incluída” mesmo para funções ligadas a equipamento de milhões de dólares. Um trabalhador de armazém com certificação de empilhadora e “sem incidentes nos últimos dois anos” pode destacar‑se face a um profissional experiente instável que conhece tolerâncias de curvatura mas falta ao trabalho. As oficinas preferem ensinar alguém a alinhar uma chapa contra o batente traseiro do que reiniciar o ciclo de recrutamento a meio de um projeto.
Essa fiabilidade traduz‑se em confiança no chão de fábrica. Os supervisores frequentemente emparelham principiantes consistentes com operadores seniores, dando aos mentores um aumento e aos novatos acesso a formação prática. Aprender a calibrar o martelo, ajustar o batente traseiro ou inserir correções de curvatura na consola CNC demora semanas, não meses. O candidato raro que chega a horas em todas essas semanas rapidamente se torna indispensável.
Exemplos concretos provam o ponto. A instalação da Modine em Grenada, MS — típica de fabricantes regionais — contrata operadores mesmo sem fluência em desenhos técnicos, desde que os candidatos demonstrem boas competências de medição e matemática de oficina. Uma vez formados, esses mesmos empregados passam rapidamente para escalões qualificados em CNC, ganhando $22 por hora ou mais. A dependabilidade continua a ser a moeda que desbloqueia o próximo nível salarial.
A matemática na cultura operária pode fazer ou desfazer a reputação de uma profissão. No papel, uma taxa horária de $20 parece modesta. Numa oficina de fabrico que funciona 50 a 60 horas por semana, é a base de um sólido rendimento de classe média. Duas mil horas regulares equivalem a $40,000 anuais; acrescente 500 horas extra pagas a tempo e meio, e isso adiciona cerca de $15,000–$19,000 mais. De repente, o total anual ultrapassa $60,000 — uma faixa confirmada no conjunto de dados do Indeed com mais de 7,000 anúncios de operador de quinadeira em todo o país.
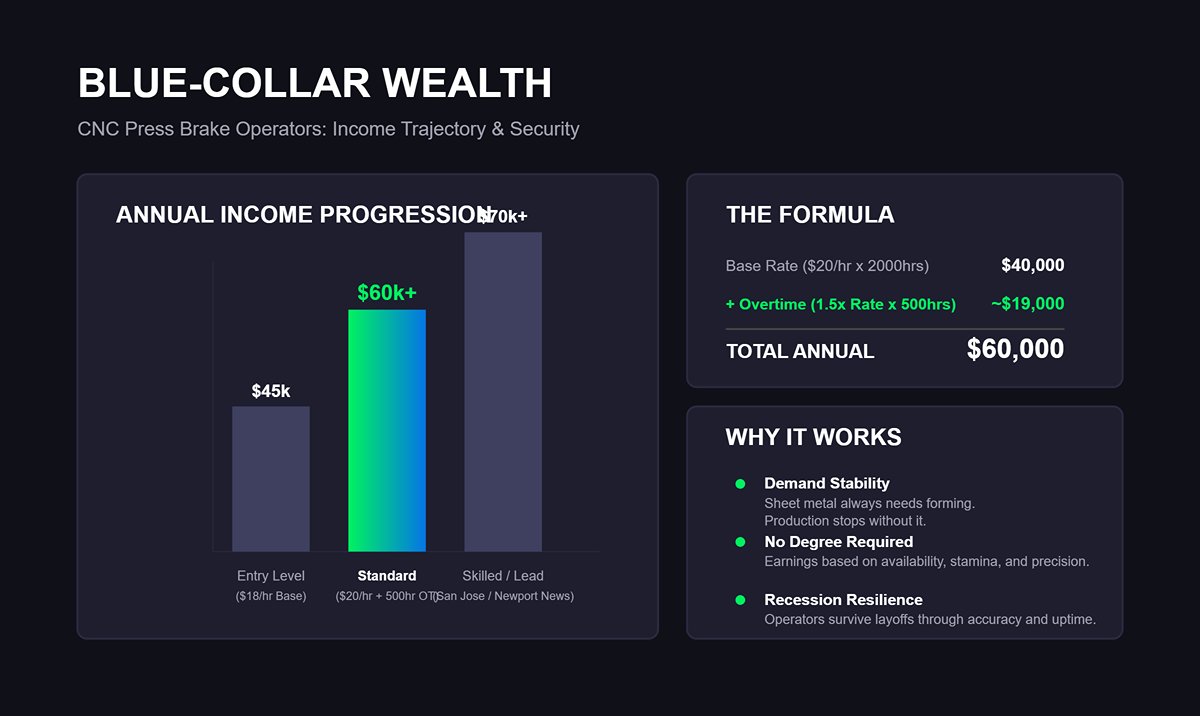
A variação regional de salários afina o panorama. Em oficinas de fabrico e estaleiros de reparação naval na Virgínia, os anúncios atuais mostram taxas base de $24–$28 por hora com horas extra regulares. Os trabalhadores nos pólos industriais do Midwest têm uma média base de $22 mas atingem salários no quartil mais alto ao fazer turnos prolongados. Contratados de nível inicial com $18 podem atingir entre $45,000–$50,000 no seu primeiro ano completo. Programadores qualificados ou operadores líderes em mercados de maior custo — San Jose, Mankato ou Newport News — conseguem ultrapassar os $70,000 quando as horas extra se acumulam.
Esse poder de ganho não está ligado a uma certificação ou diploma; é construído sobre disponibilidade, resistência e precisão. O trabalho de um soldador pode desaparecer quando os contratos mudam, mas os componentes de chapa metálica estão sempre a precisar de ser moldados. Os gestores de produção sabem que os prazos não esperam pelos ciclos de formação — se uma quinadeira parar, um projeto fica bloqueado. Por isso, pagam para manter essas máquinas a funcionar e recompensam os operadores que fazem acontecer.
O resultado: uma profissão onde a fiabilidade, apoiada por uma curva de aprendizagem gerível e horas extra consistentes, forma o que muitos no fabrico chamam discretamente de “bilhete dourado”. Ao contrário de funções dependentes de picos de procura, os operadores de quinadeira CNC mantêm‑se ocupados mesmo quando a economia oscila. Sobrevivem a despedimentos não por sorte, mas porque precisão e tempo de funcionamento nunca passam de moda.
Um turno de 10 horas numa prensa dobradeira CNC começa muito antes da primeira dobra. Os operadores começam por ler os planos—muitas vezes em milésimos de polegada—e depois traduzem-nos numa configuração de máquina que manterá tolerâncias mais apertadas do que a espessura de uma moeda de dez cêntimos. A preparação pode levar as primeiras duas horas: selecionar matrizes e punções, alinhá-los fora do centro para ângulos compostos, montar as ferramentas sem riscar e programar as posições do batente traseiro no controlador. Um erro na entrada da tonelagem ou no desvio do batente pode transformar uma chapa $100 em sucata.
Assim que a produção começa, o ritmo sobe para 50–100 peças por hora. Cada ciclo traz novos cálculos: mudanças na espessura do material afetam o retorno elástico, o calor das ferramentas altera ângulos, e até a temperatura do óleo influencia a consistência da dobra. O operador ajusta a meio do processo, não por palpites, mas com medições ao micrómetro e reprogramações calculadas. Essa é a habilidade silenciosa que garante tolerâncias de nível aeroespacial ou de defesa.
Entre dobras, há gordura, ruído e limpeza—tarefas que raramente aparecem nos anúncios de emprego. A meio do turno, a limpeza do névoa de óleo e das limalhas mantém o chão seguro, enquanto as limpezas no final do dia nas guias e nos batentes prolongam a vida das ferramentas. A documentação encerra cada turno: anotar correções de ângulo, respostas hidráulicas ou desvios de peças para que o próximo operador evite repetir erros. Essa atenção ao detalhe estende um dia de “10 horas” para dez e meia—mas é assim que se constrói confiança e rapidez.
Conclusão principal: Em oficinas de alto volume, os erros de preparação por si só consomem 20–30% do tempo total do turno. O principiante que acerta as dobras de teste no primeiro dia não é apenas preciso—é material de promoção para cargos de preparação ou de programação.
As descrições de funções parecem simples—levantar 50 libras, estar de pé o dia todo—mas o verdadeiro trabalho exige 40% de força e 60% de geometria mental. Os operadores manuseiam chapas de aço pesadas, muitas vezes com gruas para elevação em massa, mas o esforço real vem do alinhamento repetitivo e do posicionamento manual fino. Um único aperto fora do ângulo ou um deslize apressado cria dobras erradas que só se revelam após a dispendiosa maquinação a jusante. O cansaço dos sapatos de segurança e o ruído de 90 decibéis são riscos conhecidos, mas as lesões nas costas e pulsos causadas por movimentos de retooling desconfortáveis são muito mais comuns.
O maior desafio está escondido na matemática e na perceção. Ler símbolos de dimensionamento e tolerância geométrica (GD&T) para localizar linhas de dobra, converter planos fracionários em entradas decimais e calcular margens de dobra requer verificações mentais constantes. Um grau de erro numa peça de 10 pés de comprimento empena uma aba em um oitavo de polegada—sucata imediata para clientes de precisão.
Os operadores veteranos aprendem a “sentir” o metal durante a descida do martelo, prevendo o retorno elástico antes que aconteça. Usam medidores de ângulo e paquímetros para confirmar o que a intuição já lhes tinha avisado. Essa combinação de raciocínio e tato distingue o trabalhador de $18 por hora do solucionador de problemas de $25 por hora que consegue programar e resolver falhas durante a produção.
Em resumo: A linha “deve levantar 50 lb” esconde o verdadeiro causador de fadiga—oito a dez horas de concentração. Operadores mentalmente esgotados duplicam a taxa de sucata após a oitava hora, provando que o sucesso aqui depende mais da resistência cognitiva do que da força bruta.
Para novos operadores, as pequenas oficinas oferecem o caminho mais rápido para a mestria. Empresas com menos de 50 funcionários contratam frequentemente pela fiabilidade em vez das credenciais, permitindo que os candidatos provem o seu valor através de testes práticos em vez de filtros de currículo. Um principiante pode começar a separar sucata ou preparar material, mas em poucas semanas estará a trocar matrizes e a executar ciclos curtos de produção que ensinam os fundamentos da preparação. Cada projeto único expõe-no a novas ferramentas, materiais e verificações de medição—uma educação prática que nenhuma sala de aula iguala.
As grandes fábricas, por outro lado, prosperam com a repetição. Os seus operadores descarregam tarefas pré-programadas, ajustam pequenas variações e mantêm as metas de produção. É um trabalho estável, mas pouco formativo. Os principiantes têm dificuldade em progredir porque a programação e a manutenção hidráulica são especializações isoladas com barreiras de certificação. Nas pequenas oficinas, esses domínios sobrepõem-se. Os proprietários costumam dar responsabilidades reais aos novatos depois de demonstrarem consciência de segurança e atenção ao detalhe.
Impacto na carreira: Os dados da Opti Staffing mostram que as pequenas oficinas preenchem posições de nível inicial 30% mais rapidamente do que as fábricas e contratam o dobro dos candidatos sem experiência formal em CNC. A formação prática e a mentoria direta encurtam a curva de aprendizagem de anos para meses. É por isso que muitos profissionais experientes—após passagens por grandes fábricas—regressam às oficinas personalizadas para recuperar o controlo sobre o seu ofício e crescimento.
O dia de um operador de prensa dobradeira CNC combina engenharia de precisão, esforço físico e resolução de problemas em tempo real. A máquina recompensa a paciência e pune os atalhos, tornando o papel tanto físico como mentalmente exigente. Para quem esteja a considerar entrar na área, compreender como o trabalho se sente muda a perceção de “trabalho industrial” para “resolução de problemas de precisão”. E essa consciência é o que transforma um principiante num profissional de ofício com futuro.
Os operadores de quinadeira CNC não usam cálculo na linha de produção; usam precisão de conversão. Cada preparação e ângulo de dobra dependem de frações e decimais — se não conseguir transformar 3/16″ em 0,1875″ de cabeça, vai atrasar a produção. As oficinas testam isto imediatamente. Durante entrevistas espontâneas ou avaliações pré‑contratação, espere uma demonstração rápida com um paquímetro ou fita métrica. Se a sua leitura ou conversão estiver errada, a conversa acaba ali.
A realidade: operadores iniciantes dependem de aritmética simples. Um programa de dobra pode exigir espessura de material de 0,125″, ou uma abertura de matriz oito vezes maior (1,000″). A precisão exige que compreenda o que esses números significam física e digitalmente. O operador que traduz frações como uma segunda língua prepara-se mais rápido, desperdiça menos chapas e conquista a confiança do supervisor mais cedo.
Para treinar esta competência, comprometa-se com 10 minutos diários de conversões fração‑decimal usando um curso gratuito, como os módulos de aritmética da Khan Academy. O objetivo não é memorização — é reflexo. Ao ver 5/8″, as suas mãos devem digitar automaticamente 0,625″ sem hesitar. Maquinistas experientes em fóruns de ofícios dizem consistentemente: geometria básica e conversões rápidas superam álgebra sempre, até que se avance para programação ou design de ferramentas. As oficinas contratam para estas bases porque erros de precisão num painel $300 dão lições muito caras.
Uma máquina deixa de intimidar quando se conhece a sua linguagem. “Backgauge”, “ram” e “die” parecem jargão de heavy‑metal até vê-los em ação. Os candidatos mais inteligentes estudam demonstrações técnicas curtas antes de tocar numa quinadeira. Assim, chegam falando como aprendizes — usando termos corretos, fazendo perguntas específicas — e os supervisores reparam.
Comece com um vídeo de fundamentos que explique os três componentes principais: o batente traseiro (backgauge), que posiciona a chapa metálica para dobras repetidas; o punção móvel (ram), a viga móvel que pressiona a ferramenta de punção na matriz (die), formando o material; e a unidade de controlo que programa esses movimentos. Ver uma demonstração específica de marca (Trumpf, Bystronic ou Amada) liga a teoria à prática — estes fabricantes produzem as máquinas que a maioria das oficinas utiliza.
Em seguida, observe um tutorial de montagem de ferramentas. Preste atenção a como a largura da matriz se relaciona com a espessura do material (cerca de oito vezes a espessura no caso de aço macio). Compreender as relações “V‑opening” ajuda a evitar danos na ferramenta ou na peça — algo que os gestores de produção valorizam muito mais do que conversas sobre velocidade. Depois, veja um passo a passo de programação que mostre como os ângulos de dobra, a ordem das operações e os movimentos do batente traseiro são sequenciados no software. Muitos candidatos que conseguem descrever este fluxo de trabalho durante uma entrevista avançam imediatamente na seleção, porque soam ensináveis.
Por último, reveja um vídeo de “erros comuns” ou resolução de problemas que destaque batentes traseiros desalinhados, punções com excesso de curso ou protocolos de bloqueio/etiquetagem ignorados. Vai aprender a regra não escrita da oficina: segurança e consistência superam a velocidade. Veja novamente os quatro vídeos várias vezes, faça anotações físicas e pratique explicar cada termo em voz alta. Até simular como reajustaria a profundidade do punção para uma dobra de 90 graus em aço de 1/8″ ajuda a pensar como um operador antes de entrar na fábrica.
Nenhuma ferramenta diz mais a um supervisor sobre a sua preparação do que uma simples fita métrica. Todas as oficinas de fabrico a usam como critério de contratação. Se hesitar ao ler 1/32″, não vai chegar perto de um painel CNC. A precisão começa aqui: enganche a ponta da fita no material, alinhe a borda, leia as marcas com confiança e comunique em decimais. Ao dizer “doze e cinco‑dezesseis” equivale a “doze vírgula três um dois cinco”, está a mostrar fluência na linguagem da oficina.
Pratique até que as leituras da fita sejam automáticas. Crie tábuas de sucata marcadas com incrementos finos, meça o mesmo ponto cinquenta vezes e verifique a sua consistência. Registe os seus resultados; a margem de erro deve ficar abaixo de um trinta e dois avos de polegada. Utilize aplicações gratuitas de calculadora de fração para decimal para verificar o trabalho até a sua matemática mental acompanhar.
As oficinas que contratam “ajudantes” avaliam esta competência antes de qualquer outra. Segundo dados de formação da Fabricators and Manufacturers Association, os trabalhadores que conseguem provar medições fiáveis passam da manipulação de materiais para a operação de quinadeira em poucos meses — muitas vezes atingindo $22 por hora sem experiência prévia em CNC. Não precisam de certificações logo; precisam de precisão repetível sob pressão.
Quando um chefe de equipa lhe pede para medir uma chapa de aço de 50 libras e determinar a sua margem de dobra, a sua capacidade de ler, calcular e comunicar números com calma gera confiança. A partir desse momento, deixa de ser visto como um simples trabalhador de armazém — passam a vê-lo como um estagiário que pode ser formado para operador. Os fundamentos não são académicos. São as chaves do mundo real para desbloquear uma carreira numa profissão especializada que valoriza, acima de tudo, fiabilidade, precisão e curiosidade.
As oficinas modernas de fabrico não contratam por “força” ou “ética de trabalho” — isso é dado como garantido. Elas contratam por precisão mensurável. Quando o seu currículo fala em generalidades, os sistemas de rastreamento de candidatos (ATS) interpretam “não qualificado”. Quando menciona as ferramentas, tolerâncias e práticas de oficina que já domina, interpreta “pronto para treinar”. Essa diferença determina se será ignorado ou se receberá uma chamada.
A reputação de um operador de prensa dobradeira CNC vive ou morre pela precisão. O seu currículo também deve seguir esse princípio. Substitua atributos genéricos por competências quantificáveis. “Medição de Precisão” não é apenas uma palavra de ordem; indica que compreende tolerâncias — a pequena variação admissível entre o projeto e a peça acabada — que definem a qualidade do fabrico. Se consegue medir a espessura de chapas ou verificar ângulos de dobra com uma precisão de um décimo de polegada, já está a desempenhar parte do trabalho de operador.
Por exemplo: “Verificou as dimensões de chapas com fita métrica e calibradores com ±1/16 pol. de precisão; manteve zero retrabalhos durante seis meses.” Esta frase diz a qualquer gestor de contratação que lida com tolerâncias de forma deliberada. Combine-a com verbos de ação como calibrou, alinhou, ou inspecionou, não ajudou ou trabalhou em. Esses verbos demonstram consciência mecânica, não esforço vago.
Métricas de precisão superam declarações de personalidade. Quando um recrutador filtra currículos por “medição” ou “calibrador”, quer que o seu nome apareça nessa lista. A precisão é a primeira língua das prensas dobradeiras — fale-a antes mesmo de operar uma.
A experiência em armazém traduz-se diretamente para a metalurgia se for apresentada corretamente. Os empregadores veem “operador de empilhador” e “assistente de inventário”, mas não veem automaticamente “especialista em fluxo de materiais”. Cabe-lhe a si estabelecer essa ligação. Manipular chapa metálica, verificar tamanho e peso, e preparar peças para produção espelha os passos de manuseamento de materiais que alimentam as prensas dobradeiras.
Traduza as suas tarefas assim: “Preparou de forma segura chapas de aço 4’x8” usando empilhadores e pontes rolantes; coordenou com a linha de fabrico para manter um fluxo contínuo de produção na prensa dobradeira.” Essa única afirmação mostra que compreende tanto as normas de segurança como a eficiência do fluxo de trabalho — dois dos principais critérios de avaliação nas oficinas de fabrico.
Ao reformular a experiência de armazém como “Preparação para Fabricação”, está a destacar competências transferíveis: consciência espacial, equilíbrio de carga e timing. Mostre que já pensa em termos de fluxo de produção, e não apenas de logística de armazenamento. Acrescente materiais específicos — alumínio, aço galvanizado, aço inox — e mencione a medição se possível. Estes detalhes tranquilizam o responsável de contratação de que será necessária uma orientação mínima antes de poder apoiar as suas máquinas.
Quantifique resultados sempre que possível: número de cargas por turno, períodos sem acidentes, ou percentagens de pontualidade. Na fabricação, os números provam a fiabilidade mais rapidamente do que os adjetivos.
O caminho mais rápido para se tornar operador completo raramente começa com o título “Operador de Prensa CNC”. Muitas oficinas publicam vagas de ajudante ou de manobrador de materiais com indicação “Formamos”, que o colocam mesmo ao lado das máquinas. A partir daí, poderá observar trocas de ferramentas, programação do batente posterior e sequências de dobragem — conhecimento prático que nenhuma sala de aula consegue reproduzir.
As funções de apoio mais comuns incluem Ajudante de Fabricação, Preparador de Materiais e Operário de Oficina. Estes cargos pagam entre $16–$19 por hora, mas estão dentro da célula de produção, e não na expedição. Em três a seis meses, um ajudante fiável que aprende números de peças, segue procedimentos de bloqueio/etiquetagem e pede para acompanhar as montagens torna-se frequentemente o próximo candidato a operador. Escolher proximidade em vez de salário durante um período reduz drasticamente a curva de aprendizagem.
O seu currículo deve visar estas ofertas explicitamente. Substitua “procuro posição de entrada” por “disposto a aprender CNC e preparação de materiais.” Isso transmite ambição sem exagerar nas qualificações. Inclua provas de consciência de segurança — mencione certificação OSHA para empilhadores ou formação em primeiros socorros — para garantir aos recrutadores que protegerá tanto o equipamento como os colegas. As oficinas promovem primeiro a fiabilidade, depois a precisão e por último a programação.
Atalho do mundo real: As pequenas oficinas tendem a ignorar requisitos formais quando os candidatos já conhecem o vocabulário — palavras como ajuste do martelo, batente posterior, ou V‑die (matriz em V). Não são truques; são sinais de credibilidade. Usá-los corretamente numa conversa diz a um encarregado que compreende o que é importante no chão de fábrica.
A maioria dos candidatos persegue anúncios de emprego que dizem “Operador de Prensa CNC – 3 anos de experiência requerida” e é automaticamente filtrada. O desvio inesperado? Procurar funções que apoiam a máquina. Fique junto do equipamento até que o seu ritmo se torne instintivo. Observe como os operadores alinham o material, definem sequências de dobragem e verificam com planos técnicos. Atualize o seu currículo todos os meses com esses verbos ativos —posicionei, assisti, medi, verifiquei.
Quando finalmente se candidatar novamente a uma vaga de operador, o seu currículo deixará de descrever um trabalhador de armazém a tentar entrar; passará a descrever um fabricante em formação já fluente na linguagem da produção. É assim que se passa de candidaturas ignoradas para entrevistas — e de mover paletes para moldar metal.
Quando os fabricantes ouvem “Fale-me sobre a sua experiência”, não estão a pedir um resumo do currículo — estão a testar se pensa em termos de tolerâncias, não de cargos. Um trabalhador de armazém sem experiência direta em prensas dobradeiras pode manter-se na corrida ao traduzir a precisão das tarefas em termos de fabrico. Manusear chapas com contagens exatas, gerir o fluxo seguro de materiais ou registar verificações de qualidade implicam controlo de processo. Enquadrar esses momentos como “preparação para fabrico” mostra que entende a exigência da oficina por precisão metódica.
Substitua afirmações vagas (“aprendo rápido”) por paralelismos mensuráveis: “Carregamento diário de chapas de 50 libras sem incidentes; verificação das dimensões comparando com a especificação da encomenda usando paquímetro digital.” Essa formulação reflete a disciplina de produção. Utilize o método STAR — Situação, Tarefa, Ação, Resultado — para contar micro-histórias de precisão e consistência. Mesmo pequenos dados como “registou inspeções de segurança sem não conformidades” ou “manteve tolerância na colocação de paletes dentro de limites de meia polegada” ligam-se naturalmente à repetibilidade da prensa dobradeira.
Os supervisores de fabrico raramente o rejeitam por não ter experiência com prensa dobradeira — o que acaba com conversas é a ausência de curiosidade. Mencione que estudou configuração do batente traseiro, cálculo de folga de dobra ou sistemas de segurança através de canais e manuais de maquinistas reputados. Oito em cada dez oficinas preferem alguém que já esteja a aprender a linguagem em vez de um aprendiz silencioso. A curiosidade sinaliza capacidade de aprendizagem; a capacidade de aprendizagem supera sempre a experiência prévia.
A entrevista muitas vezes termina na oficina, onde um casual “Já usou um destes?” se transforma subitamente num teste de competência. Um paquímetro — digital ou analógico — é a sua tábua de salvação. Tenha pronta uma demonstração mental de 30 segundos. Deslize as garras para uma borda, faça o zero, meça um raio interno de dobra e leia claramente no visor digital: “Raio de 0,125 polegadas.” O ato, e não o número, é o que garante credibilidade. Um manuseio confiante demonstra que já ultrapassou a teoria.
Ligue esta precisão a algo familiar. Se verificou saliências de paletes ou validou dimensões de inventário, diga-o. Essa ligação reinterpreta o seu histórico como base para disciplina de medição. Conheça as conversões decimais; tropeçar em frações transmite instantaneamente “incapaz de ser treinado.” Ser fluente em conversões simples — um oitavo é 0,125, um dezasseis é 0,0625 — mostra que o seu cérebro já funciona no código da produção.
Durante a visita, mostre atenção. Uma observação calma — “Parece que o batente traseiro está fora por alguns milésimos” — indica a um supervisor que tem olho para calibração. Nunca invente dados; comente sobre a alinhamento, não sobre leituras. Maquinistas experientes confirmam que operadores capazes de explicar o uso de um paquímetro ou identificar um batente desalinhado em termos simples são frequentemente contratados no momento porque demonstram confiança analítica, não apenas familiaridade mecânica.
Quando a conversa passa do currículo para a adequação, mude a dinâmica. Pergunte: “Como é o seu processo de configuração?” A questão fá-lo parecer um potencial colaborador. Todo o encarregado tem opiniões fortes sobre configurações — trocas de ferramentas, sequência de dobras de teste, métodos de verificação. Ao perguntar, ele revela o que mais valoriza. Esse é o seu momento para mostrar alinhamento.
Se já operou prensas CNC ou manuais, explique de forma concisa como abordou a configuração: reviu desenhos, selecionou matrizes, dobrou sucata de teste, ajustou o curso do cilindro para variação do material e documentou o desvio. Se está a transitar de um cargo em armazém ou produção, reflita o processo de forma conceptual: “Analisaria as especificações do trabalho, mediria o material, definiria posições de batente e faria um teste de movimento antes do primeiro contacto.” A lógica é paralela à disciplina de fabrico — inspecionar, preparar, testar, finalizar — independentemente do ambiente.
A distinção entre “carregador de botão” e “pensador de configuração” separa contratações temporárias de operadores a longo prazo. As oficinas investem em solucionadores de problemas que entendem porque cada ajuste importa. Esse modelo mental — antecipar folga de dobra, verificar compensação de ângulo, auditar a precisão da primeira peça — não se pode fingir. Perguntar sobre o processo coloca-o ao lado deles, não abaixo deles.
| Etapas de Configuração (de perceções reais de operadores) | Ligação com experiência em armazém ou geral | Porque ressoa nas entrevistas |
|---|---|---|
| Revisão de desenhos ou especificações de peças | Leitura de folhas de carga ou listas de recolha | Disciplina de documentação de sinais |
| Selecionar matrizes e ajustar os batentes posteriores | Escolher acessórios para empilhador | Demonstra julgamento de equipamento |
| Executar dobras de teste e ajustar a pressão | Empilhamento experimental ou verificações de calibração | Mostra resolução de problemas iterativa |
| Verificar resultados com cálipers/micrómetros | Efetuar medições de inventário | Incorpora precisão mensurável |
Os entrevistadores traduzem as tuas palavras em avaliações de risco: Esta pessoa consegue aprender a nossa sequência, respeitar as nossas tolerâncias e manter a velocidade do ciclo sem causar desperdício? A forma como descreves o teu raciocínio responde a isso antes que o teste na oficina comece.
A maioria dos candidatos trata a entrevista como um exame. Não é — é uma observação da abordagem. Os gestores lembram-se de quem narra o seu processo de tomada de decisão, não de quem lista as máquinas com que “já trabalhou”. Os melhores candidatos falam sobre o fluxo do processo: como verificam a espessura do material em relação ao desenho, porque confirmam a primeira dobra antes da execução completa, como corrigem desvios. Cada pergunta que fazem elimina a incerteza.
A mentalidade vencedora não é “convencê-los de que sou qualificado”. É “mostrar-lhes que penso como o melhor operador deles”. Ao combinar uma tradução sincera do teu percurso com microdemostrações de competência e perguntas movidas pela curiosidade, transformas um teste de oficina intimidante numa conversa entre colegas. Essa é a ponte entre candidato e contratado — o momento em que o encarregado deixa de explicar a prensa dobradeira a ti e começa a falar sobre metas de produção contigo. Segunda-feira de manhã: a tua corrida de 30 dias rumo a um retorno de chamada.
A primeira semana é dedicada a converter a sua experiência para a linguagem que as ofertas de emprego de operador de prensa dobradeira CNC realmente procuram. Se o seu currículo disser “assistente de armazém” ou “operador de empilhador”, você fica invisível aos filtros que procuram “CNC”, “leitura de desenho técnico” e “tolerância”. Substitua listas genéricas de tarefas por uma formulação específica de produção: “Manuseei chapas entre 10–50 lb sem incidentes de segurança, em conformidade com os procedimentos LOTO.” Acrescente uma linha que prove a sua curiosidade técnica: “Pratiquei simulação de sequência de dobras usando aplicações gratuitas de formação CNC, atingindo precisão de leitura de desenhos de 95%.” Isto demonstra aptidão e disciplina — as duas qualidades que as pequenas oficinas de fabrico valorizam mais do que credenciais.
Depois, passe da escrita para a prática física. Prepare o seu “Exercício na Mesa da Cozinha”. Durante 45 minutos por noite, recrie o que os operadores fazem diariamente. Comece com cinco folhas de desenhos técnicos encontradas numa pesquisa de imagens no Google e redesenhe à mão cada ângulo de dobra. Converta frações em decimais com uma calculadora até conseguir ver que ⅜” equivale a 0,375 sem pensar. No terceiro dia, veja um breve tutorial de prensa e identifique cada componente — martelo, matriz, batente traseiro — como se fossem cartões de estudo. Até ao sétimo dia, registe pelo menos vinte dobras simuladas numa aplicação gratuita e faça capturas de ecrã com os seus resultados de precisão. Guarde-os para entrevistas; as fotos são prova de foco. O objetivo não é perfeição, é fluência — mostrar que já pensa como alguém no chão de fábrica.
O que muda tudo esta semana é perceber que o seu currículo não é um registo histórico; é um sinal. Quando reproduz a linguagem da oficina, já não está a pedir uma oportunidade — está pronto para falar de produção.
A segunda semana prova que nem todas as contratações acontecem online. Pequenas empresas de fabrico — aquelas que operam duas a quatro prensas dobradeiras — ainda decidem com um aperto de mão. Use o Google Maps, pesquise “fabrico de metal” num raio de 30 km e destaque oficinas com menos de 50 empregados. Apareça a meio da manhã, currículo na mão, pronto para fazer uma pergunta: “Poderia mostrar-me o seu processo de configuração por alguns minutos?” É respeitoso, específico e demonstra que compreende que eles trabalham em minutos, não em reuniões.
Essas conversas de 10 minutos muitas vezes superam 100 candidaturas digitais. Se lhe derem um paquímetro e uma chapa de sucata, saberá que é o seu teste informal na oficina. Acerte na marca de 2,375″ que praticou na mesa da cozinha e isso transforma-se numa oportunidade de emprego. Se não puderem contratar, pergunte: “Onde encontra os seus melhores ajudantes?” Os proprietários conversam; a sua próxima recomendação pode surgir antes de sair do parque de estacionamento.
A imagem que fica consigo aqui é simples — luvas marcadas com óleo numa bancada, não um ecrã de ofertas de emprego a piscar. Porque, uma vez visto a medir e não a fazer scroll, já está meio contratado.
Na terceira semana, a sua lista de contactos é mais importante do que a caixa de entrada. Faça o seguimento com cada contacto da semana dois: mensagem curta, um ponto de prova, um pedido. “Agradeço a visita à oficina de terça-feira — pratiquei mais uma dúzia de dobras desde então. Tem vagas para ajudantes?” Essa mensagem diz-lhes que segue instruções, investe na competência e volta com progresso, não desculpas.
Enquanto espera, procure funções de “assistente de prensa” ou “ajudante de oficina” — as verdadeiras vias de acesso à operação CNC. Estas colocam-no ao lado do operador da prensa em todos os turnos. Percurso típico: duas semanas a movimentar materiais e limpar matrizes, depois ajudar gradualmente nas mudanças de ferramentas. Quem aprende a organizar peças por espessura e a ler a folha de configuração sobe de função rapidamente. Os dados do setor mostram que ajudantes internos avançam três a seis vezes mais rápido do que candidatos externos que repetem o percurso de certificação.
Mantenha-se atento a sinais de alerta: anúncios que prometem “todos os turnos, início imediato, sem formação” são armadilhas de alta rotatividade. Em vez disso, foque-se em anúncios que mencionam “aprendiz” ou “apoio ao operador.” Cada posição de ajudante que recusa por rapidez custa-lhe uma progressão de competências constante. Escolha a que oferece formação.
Na quarta semana, a persistência torna-se o seu diferencial. Cinco seguimentos profissionais através dos seus contactos normalmente desencadeiam pelo menos um teste pago. Não está a pedir trabalho; está a apresentar prontidão comprovada por hábito e repetição.
| Dias | Foco | Ações‑Chave | Ideias‑Centrais |
|---|---|---|---|
| 1–7 | Tradução do Currículo e Exercício de Competências na “Mesa da Cozinha” | • Reformular currículo para corresponder à linguagem da prensa dobradeira CNC (“CNC,” “leitura de desenho técnico,” “tolerância”). • Substituir tarefas genéricas por formulação de produção: por exemplo, “Manuseei chapas entre 10–50 lb sem incidentes de segurança, em conformidade com os procedimentos LOTO.” • Adicione evidências de curiosidade técnica (“Praticou simulação de sequência de dobra utilizando aplicações gratuitas de treino CNC, alcançando precisão de desenho 95%.”). • Realize o “Exercício de Mesa de Cozinha” de 45 minutos todas as noites: redesenhe plantas, converta frações em decimais, identifique componentes da prensa dobradeira e registe dobras simuladas. | O seu currículo deve transmitir fluência em produção, não apenas experiência passada. Assim que refletir a linguagem de oficina, parecerá pronto para trabalho real. |
| 8–14 | A Estratégia de Visita Presencial em Oficinas Metálicas Locais | • Identifique pequenas oficinas de fabrico (com menos de 50 empregados) através do Google Maps num raio de 20 milhas. • Visite a meio da manhã com o currículo; peça para observar o processo de preparação. • Utilize conversas breves e respeitosas para criar oportunidades práticas (teste de paquímetro ou pequena demonstração). • Se não houver vagas, peça recomendações. | A contratação real acontece frequentemente cara a cara. Ser visto a medir no chão da oficina vale mais do que enviar candidaturas online. |
| 15–30 | Acompanhamentos e Foco em Funções de “Assistente” | • Faça seguimento com todas as oficinas da segunda semana através de mensagens curtas e específicas que demonstrem progresso. • Procure posições de “assistente de prensa” ou “ajudante de oficina” que sirvam de ponte para funções de operador. • Evite armadilhas de alta rotatividade que prometem início imediato sem formação. • Dê prioridade a funções que mencionem mentoria ou aprendizagem. | Acompanhamentos consistentes e escolha estratégica de funções criam mobilidade ascendente. Persistência e provas de prática transformam contactos em ensaios remunerados. |
Há um mês, poderia ter temido o painel de controlo de uma prensa dobradeira como uma porta trancada. Agora pode apontar uma semana de exercícios, duas semanas de visitas presenciais e acompanhamentos diários que construíram tanto competência como oportunidade. A corrida de 30 dias termina na mesma mesa de cozinha onde começou — exceto que agora há o nome de uma metalúrgica escrito a lápis ao lado da sua caneca de café e uma chamada marcada para sexta-feira. O avanço não é sorte; é movimento.


















