

Sebuah perlambatan pabrik terjadi. Pengemudi forklift dipulangkan. Perakit dipangkas. Namun bengkel yang sama masih memposting lowongan untuk Operator CNC press brake. Kontradiksi itu adalah petunjuk pertama—ini adalah salah satu dari sedikit pekerjaan di mana presisi dan keandalan secara harfiah dapat melindungi gaji Anda. Ketika seluruh departemen menyusut, orang yang bisa mengubah lembaran logam datar menjadi bagian yang tepat untuk perakitan bernilai jutaan dolar mempertahankan posisinya di mesin.
Di sebagian besar bengkel fabrikasi, orang yang “hanya menjalankan bagian” memperlakukan press brake seperti mesin penjual otomatis—memuat lembaran kosong, menginjak pedal, menumpuk hasilnya. Saat alur kerja diperketat, para penekan tombol ini yang pertama diganti. Sebaliknya, fabrikator sejati tahu cara menginterpretasikan pengurangan tekukan, memperbaiki perataan ram, dan membaca gambar dengan cukup baik untuk menyesuaikan offset di tengah produksi. Mereka bukan membuat origami logam; mereka mengendalikan variabel yang menentukan apakah suatu batch diterima atau dibuang.
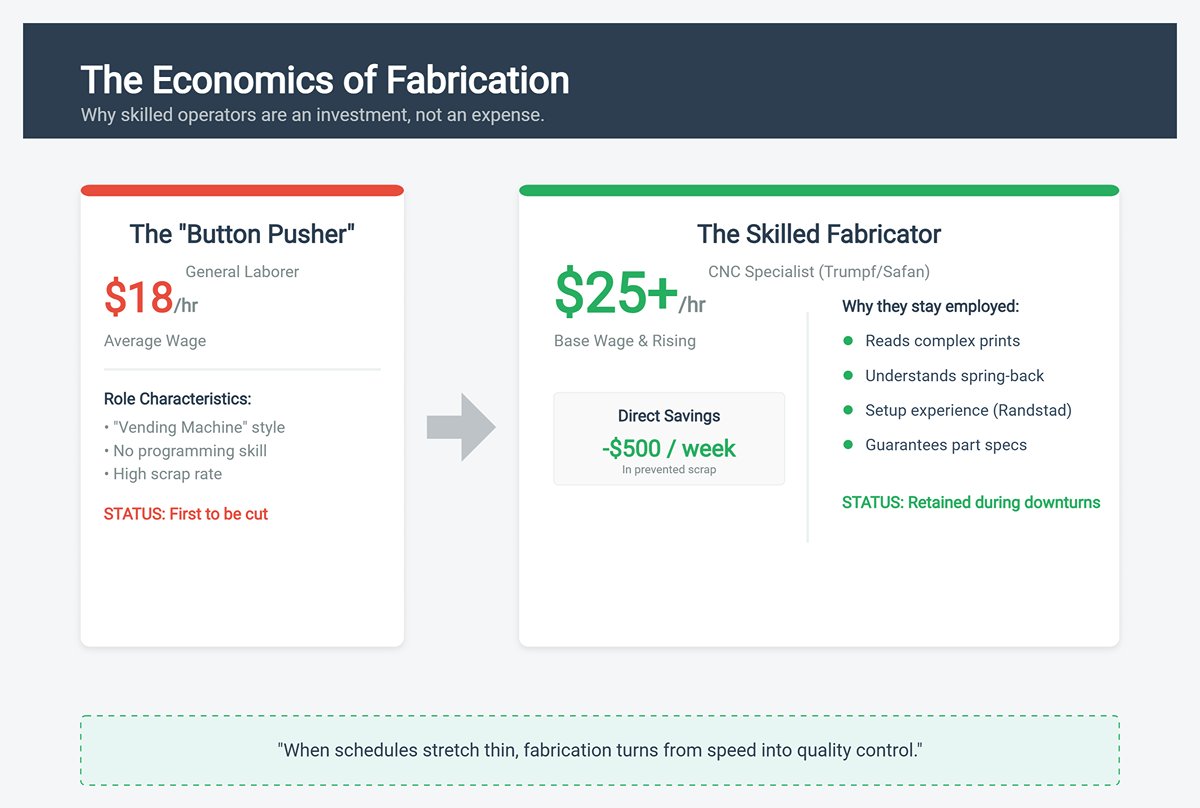
Operator CNC press brake yang menggunakan mesin Trumpf atau Safan melakukan lebih dari sekadar menekan tombol start. Mereka memprogram urutan tekukan yang kompleks, memahami pantulan material (spring back), dan meminimalkan limbah pada produksi baja tahan karat atau aluminium dengan toleransi sekitar satu persen. Pengetahuan itu langsung diterjemahkan menjadi lebih sedikit lembaran yang rusak—penghematan terukur yang langsung dilihat manajer. Saat terjadi penurunan produksi, orang yang mencegah $500 kerugian material setiap minggu jauh lebih berharga dibanding pekerja umum lain. Itulah sebabnya peran press manual dengan bayaran sekitar $18 per jam menghilang lebih dulu, sedangkan fabrikator CNC terampil yang menghasilkan $25 tetap masuk jadwal.
Data pekerjaan Randstad menguatkan hal ini: lowongan menekankan “kemampuan membaca gambar teknik yang kompleks” dan “pengalaman setup” sebagai kunci untuk retensi jangka panjang. Begitu bengkel melambat, fabrikasi berubah dari murni kecepatan menjadi pengendalian kualitas—dan hanya operator terlatih yang bisa menjamin bagian tetap sesuai spesifikasi saat jadwal makin ketat.
Setiap manajer fabrikasi akan mengatakan mereka membutuhkan keterampilan teknis, tetapi yang pertama mereka butuhkan adalah keandalan. Di forum fabrikasi dan lowongan kerja kontrak-ke-tetap, keluhan yang berulang adalah tingginya pergantian pekerja. Sekitar tiga perempat pemutusan kerja terjadi karena ketidakhadiran, bukan keterampilan buruk. Itulah sebabnya kandidat tanpa pengalaman formal membaca blueprint tetap bisa diterima jika lolos tes meteran dan memiliki catatan keselamatan yang bersih.
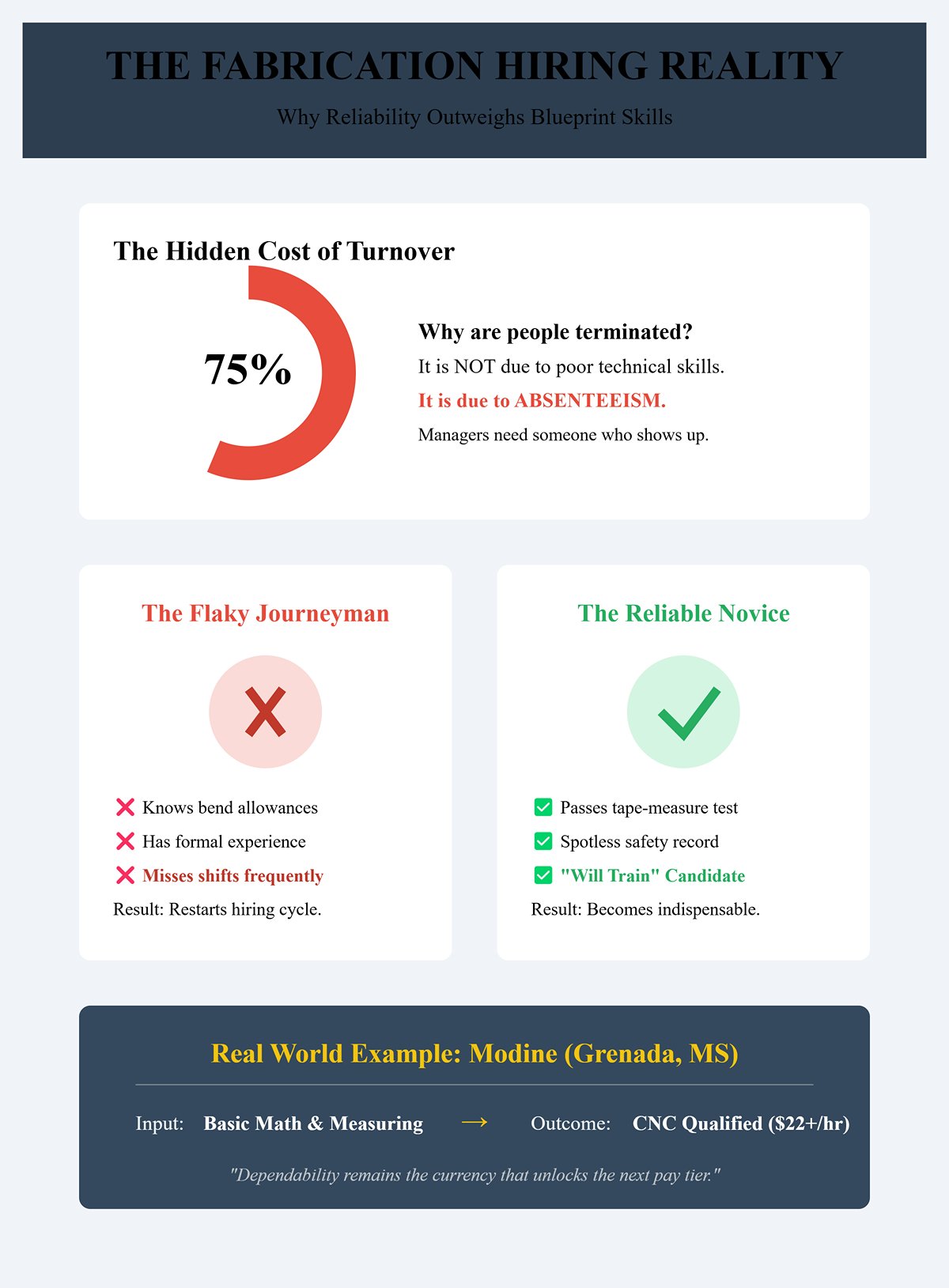
Kekurangan ini begitu terus-menerus sehingga perusahaan secara terbuka mengiklankan “akan melatih” bahkan untuk peran yang terkait dengan peralatan bernilai jutaan dolar. Pekerja gudang dengan sertifikasi forklift dan “bebas insiden selama dua tahun” bisa unggul dibanding pekerja berpengalaman yang tahu toleransi tekukan tetapi sering absen. Bengkel lebih memilih mengajari seseorang cara meratakan lembaran ke backgauge daripada mengulang siklus perekrutan di tengah proyek.
Keandalan itu berubah menjadi kepercayaan di lantai produksi. Supervisor sering memasangkan pemula yang stabil dengan operator senior, memberi mentor kenaikan gaji dan pemula akses ke pelatihan langsung. Mempelajari cara mengkalibrasi ram, menyesuaikan backgauge, atau memasukkan koreksi tekukan ke konsol CNC memakan waktu berminggu-minggu, bukan berbulan-bulan. Kandidat langka yang datang tepat waktu sepanjang minggu-minggu tersebut segera menjadi tak tergantikan.
Contoh nyata membuktikan hal ini. Fasilitas Modine di Grenada, MS—tipikal pabrik regional—merekrut operator meski tanpa kemampuan membaca blueprint, asalkan pelamar memiliki kemampuan mengukur dan dasar matematika bengkel yang baik. Setelah dilatih, karyawan tersebut dengan cepat naik ke kategori CNC dengan bayaran $22 per jam atau lebih. Ketekunan tetap menjadi mata uang yang membuka tingkat gaji selanjutnya.
Matematika kelas pekerja dapat membentuk atau merusak reputasi sebuah pekerjaan. Di atas kertas, tarif $20 per jam terdengar biasa saja. Di bengkel fabrikasi yang berjalan 50–60 jam per minggu, tarif itu menjadi inti penghasilan kelas menengah yang solid. Dua ribu jam reguler setara dengan $40.000 per tahun; tambahkan 500 jam lembur dengan bayaran satu setengah kali lipat, itu menambah sekitar $15.000–$19.000 lagi. Tiba-tiba total tahunan melewati $60.000—rentang yang dikonfirmasi di dataset Indeed dari lebih dari 7.000 lowongan operator press brake di seluruh negeri.
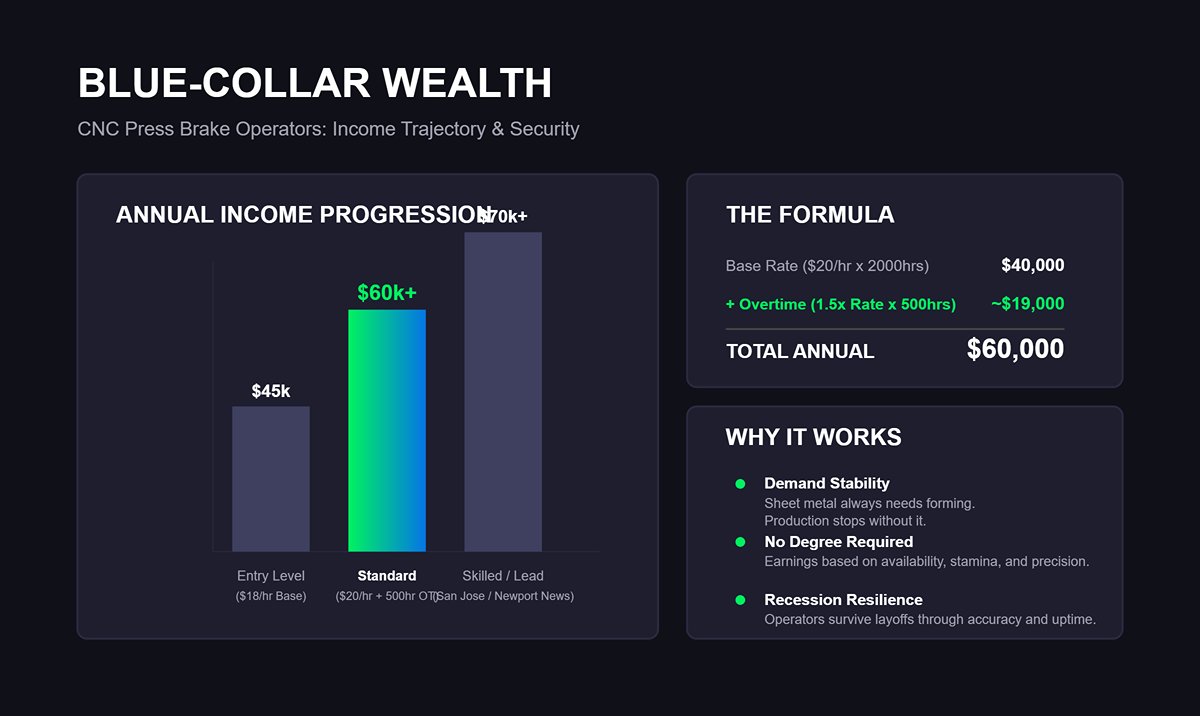
Variasi gaji regional memperjelas gambaran. Di bengkel fabrikasi dan galangan kapal Virginia, lowongan saat ini menunjukkan tarif dasar $24–$28 per jam dengan lembur stabil. Pekerja di pusat manufaktur Midwest rata-rata $22 dasar tetapi memperoleh bayaran kuartil teratas dengan shift panjang. Pekerja pemula di $18 bisa mencapai kisaran $45.000–$50.000 di tahun pertama penuh. Pemrogram terampil atau operator utama di pasar berbiaya tinggi—San Jose, Mankato, atau Newport News—mendorong total hingga $70.000 saat lembur menumpuk.
Kekuatan penghasilan itu tidak bergantung pada sertifikasi atau gelar; ia dibangun dari ketersediaan, stamina, dan presisi. Tunggakan pekerjaan pengelasan bisa hilang ketika kontrak berubah, tetapi komponen lembaran logam selalu perlu dibentuk. Manajer produksi tahu tenggat waktu tidak menunggu siklus pelatihan—jika satu press brake berhenti, proyek langsung terhenti. Jadi mereka membayar untuk menjaga mesin tetap berjalan dan memberi imbalan kepada operator yang mewujudkannya.
Hasilnya: pekerjaan di mana keandalan, yang didukung oleh kurva pembelajaran yang terjangkau dan lembur konsisten, membentuk apa yang diam-diam disebut banyak orang di industri manufaktur sebagai “tiket emas.” Berbeda dengan peran yang terikat pada lonjakan permintaan, operator CNC press brake tetap sibuk bahkan ketika ekonomi bergejolak. Mereka bertahan dari PHK bukan karena keberuntungan, tetapi karena akurasi dan waktu operasi tidak pernah ketinggalan zaman.
Shift 10 jam pada CNC press brake dimulai jauh sebelum tekukan pertama. Operator memulai dengan membaca cetak biru—sering kali dalam ukuran seperseribu inci—lalu menerjemahkannya menjadi pengaturan mesin yang akan mempertahankan toleransi lebih ketat daripada ketebalan koin dime. Pengaturan dapat memakan waktu dua jam pertama: memilih dies dan punches, menyelaraskannya secara tidak simetris untuk sudut majemuk, memasang perkakas tanpa merusak permukaan, dan memprogram posisi backgauge pada pengontrol. Satu input tonase atau offset backgauge yang salah dapat mengubah lembaran $100 menjadi scrap.
Begitu produksi dimulai, kecepatannya melonjak menjadi 50–100 bagian per jam. Setiap siklus membawa perhitungan baru: perubahan ketebalan material memengaruhi springback, panas pada perkakas menggeser sudut, dan bahkan suhu oli mengubah konsistensi tekukan. Operator menyesuaikan di tengah proses, bukan dengan tebakan, tetapi dengan pemeriksaan mikrometer dan pemrograman ulang yang terhitung. Itulah keterampilan tenang di balik pencapaian toleransi kelas aerospace atau pertahanan.
Di antara tekukan, ada gemuk, kebisingan, dan pembersihan—tugas yang jarang masuk dalam iklan lowongan kerja. Pembersihan kabut oli dan serpihan logam di tengah shift menjaga lantai tetap aman, sementara pembersihan akhir hari pada rel dan backgauge memperpanjang umur perkakas. Dokumentasi menutup setiap shift: mencatat koreksi sudut, respons hidrolik, atau penyimpangan bagian agar operator berikutnya menghindari kesalahan berulang. Perhatian terhadap detail ini membuat “hari kerja 10 jam” menjadi sepuluh setengah jam—tetapi inilah cara membangun kepercayaan dan kecepatan.
Kesimpulan utama: Di bengkel dengan volume tinggi, kesalahan pengaturan saja menghabiskan 20–30% dari total waktu shift. Pemula yang menyetel tekukan uji pada hari pertama bukan hanya akurat—mereka adalah kandidat promosi untuk peran pengaturan atau pemrograman.
Deskripsi pekerjaan terdengar sederhana—mengangkat 50 pon, berdiri sepanjang hari—tetapi pekerjaan sebenarnya adalah 40% kekuatan dan 60% geometri mental. Operator menangani lembaran baja berat, sering kali dengan crane untuk pengangkatan massal, namun beban pekerjaan berasal dari penyelarasan berulang dan penempatan tangan yang presisi. Satu penjepitan dengan sudut salah atau geseran terburu-buru menciptakan tekukan salah yang baru terlihat setelah proses machining mahal di tahap berikutnya. Kelelahan pada sepatu baja dan kebisingan 90 desibel adalah risiko yang sudah pasti, tetapi ketegangan punggung dan pergelangan tangan akibat gerakan retooling yang canggung jauh lebih umum.
Tantangan yang lebih besar tersembunyi dalam matematika dan persepsi. Membaca simbol pengukuran dan toleransi geometris (GD&T) untuk menentukan garis tekukan, mengonversi cetak biru pecahan menjadi input desimal, dan menilai allowance tekukan memerlukan pemeriksaan mental yang konstan. Satu derajat kesalahan pada potongan sepanjang 10 kaki membengkokkan flange sebesar seperdelapan inci—langsung menjadi scrap untuk klien presisi.
Operator berpengalaman belajar “merasakan” logam saat ram turun, memprediksi springback sebelum terjadi. Mereka menggunakan pengukur sudut dan kaliper untuk mengonfirmasi apa yang sudah diperingatkan oleh intuisi. Perpaduan kerja otak dan sentuhan ini membedakan pekerja otot $18 per jam dari pemecah masalah $25 per jam yang dapat memprogram dan memecahkan masalah di tengah proses.
Intinya: Kalimat “harus mengangkat 50 lbs” menyembunyikan penyebab kelelahan sebenarnya—delapan hingga sepuluh jam fokus. Operator yang kelelahan secara mental menggandakan tingkat scrap mereka setelah jam kedelapan, membuktikan bahwa keberhasilan di sini lebih bergantung pada ketahanan kognitif daripada kekuatan fisik.
Bagi operator baru, job shop kecil menawarkan jalur tercepat menuju penguasaan. Perusahaan dengan kurang dari 50 karyawan sering kali merekrut berdasarkan keandalan daripada kredensial, memungkinkan kandidat membuktikan diri melalui uji coba langsung alih-alih saringan résumé. Pemula mungkin mulai dengan memilah scrap atau menyiapkan material, tetapi dalam beberapa minggu mereka akan mengganti dies dan menjalankan siklus produksi pendek yang mengajarkan dasar-dasar pengaturan. Setiap proyek satu kali memperkenalkan mereka pada perkakas, material, dan pemeriksaan pengukuran baru—pendidikan praktis yang tidak tertandingi oleh kelas.
Sebaliknya, pabrik besar berkembang melalui repetisi. Operator mereka mengunduh pekerjaan yang sudah diprogram, menyesuaikan untuk penyimpangan kecil, dan mempertahankan target throughput. Ini pekerjaan yang stabil, tetapi tidak mengembangkan keterampilan. Pemula sulit berkembang karena pemrograman dan pemeliharaan hidrolik adalah spesialisasi terpisah dengan hambatan sertifikasi. Di job shop kecil, bidang-bidang itu saling tumpang tindih. Pemilik sering memberikan tanggung jawab nyata kepada pendatang baru setelah mereka menunjukkan kesadaran akan keselamatan dan perhatian terhadap detail.
Dampak karier: Data Opti Staffing menunjukkan bahwa job shop kecil mengisi posisi entry-level 30% lebih cepat daripada pabrik dan merekrut dua kali lebih banyak tanpa pengalaman CNC formal. Pelatihan di tempat kerja dan bimbingan langsung mempercepat kurva pembelajaran dari bertahun-tahun menjadi beberapa bulan. Itulah mengapa banyak profesional berpengalaman—setelah bekerja di pabrik besar—kembali ke job shop kustom untuk mendapatkan kembali kendali atas keterampilan dan perkembangan mereka.
Hari kerja operator CNC press brake memadukan rekayasa presisi, tenaga fisik, dan pemecahan masalah secara real-time. Mesin menghargai kesabaran dan menghukum jalan pintas, membuat peran ini sekaligus berlandaskan fisik dan menuntut secara mental. Bagi siapa pun yang mempertimbangkan masuk ke bidang ini, memahami apa pekerjaan ini terasa seperti menggeser pandangan dari “tenaga kerja industri” menjadi “pemecahan masalah presisi.” Dan kesadaran itu adalah yang mengubah pendatang baru menjadi pekerja terampil dengan masa depan.
Operator CNC press brake tidak menggunakan kalkulus di lantai produksi; mereka menggunakan akurasi konversi. Setiap pengaturan dan sudut tekukan kembali ke pecahan dan desimal—jika Anda tidak bisa mengubah 3/16″ menjadi 0,1875″ di kepala, produksi akan terhenti. Bengkel menguji ini segera. Selama wawancara langsung atau penyaringan pra‑pekerjaan, harapkan demo cepat dengan kaliper atau pita ukur. Jika pembacaan atau konversi Anda salah, percakapan berhenti di situ.
Kenyataannya: operator tingkat awal mengandalkan aritmetika sederhana. Program tekukan mungkin memerlukan ketebalan material 0,125″, atau pembukaan cetakan delapan kali lipat (1,000″). Presisi menuntut Anda memahami apa arti angka‑angka tersebut secara fisik dan digital. Operator yang menerjemahkan pecahan seperti bahasa kedua akan melakukan pengaturan lebih cepat, membuang lebih sedikit lembaran, dan lebih cepat mendapatkan kepercayaan supervisor.
Untuk melatih keterampilan ini, luangkan 10 menit setiap hari untuk konversi pecahan‑desimal menggunakan kursus gratis, seperti modul aritmetika Khan Academy. Tujuannya bukan menghafal—tetapi refleks. Saat Anda melihat 5/8″, tangan Anda harus otomatis mengetik 0,625″ tanpa jeda. Tukang mesin berpengalaman di forum perdagangan secara konsisten mengatakan: geometri dasar dan konversi cepat mengalahkan aljabar setiap saat sampai Anda masuk ke pemrograman atau desain perkakas. Bengkel merekrut untuk dasar‑dasar ini karena kesalahan presisi pada panel $300 memberikan pelajaran yang sangat mahal.
Mesin tidak lagi menakutkan setelah Anda mengenal bahasanya. “Backgauge,” “ram,” dan “die” terdengar seperti jargon musik metal sampai Anda melihatnya bergerak. Kandidat masuk paling cerdas mempelajari demonstrasi teknis singkat sebelum menyentuh press brake. Dengan cara ini, mereka datang berbicara seperti magang—menggunakan istilah yang tepat, mengajukan pertanyaan spesifik—dan supervisor memperhatikan.
Mulailah dengan video dasar yang menguraikan tiga komponen utama: the backgauge, yang memposisikan lembaran logam untuk tekukan berulang; the ram, balok bergerak yang menekan alat punch ke dalam die, membentuk material; dan unit kontrol yang memprogram gerakan tersebut. Menonton demo merek tertentu (Trumpf, Bystronic, atau Amada) menjembatani teori ke praktik—pabrikan ini merancang mesin yang digunakan sebagian besar bengkel.
Selanjutnya, amati tutorial pengaturan perkakas. Perhatikan bagaimana lebar die berhubungan dengan ketebalan material (sekitar delapan kali ketebalan untuk baja lunak). Memahami rasio “V‑opening” membantu Anda mencegah kerusakan alat atau bagian—sesuatu yang lebih dihargai manajer produksi daripada berbicara soal kecepatan. Lalu tonton panduan pemrograman yang menunjukkan bagaimana sudut tekukan, urutan operasi, dan pergerakan backgauge diatur dalam perangkat lunak. Banyak kandidat yang dapat menjelaskan alur kerja ini selama wawancara langsung lolos tahap awal karena mereka terdengar bisa diajari.
Terakhir, tinjau video “kesalahan umum” atau pemecahan masalah yang menyoroti backgauge yang tidak sejajar, ram yang bergerak terlalu jauh, atau protokol lockout/tagout yang terlewat. Anda akan belajar aturan tak tertulis di bengkel: keselamatan dan konsistensi mengalahkan kecepatan. Tonton ulang keempat video tersebut beberapa kali, buat catatan fisik, dan latih menjelaskan setiap istilah dengan lantang. Bahkan bermain peran bagaimana Anda akan mengatur ulang kedalaman ram untuk tekukan 90 derajat pada baja 1/8″ membantu Anda berpikir seperti operator sebelum masuk ke pabrik.
Tidak ada alat yang memberi tahu supervisor lebih banyak tentang kesiapan Anda selain pita ukur sederhana. Setiap bengkel fabrikasi menggunakannya sebagai ambang perekrutan. Jika Anda ragu saat membaca 1/32″, Anda tidak akan mendekati panel CNC. Presisi dimulai di sini: kaitkan ujung pita pada material, sejajarkan tepi, baca tanda dengan percaya diri, dan komunikasikan dalam desimal. Saat Anda mengatakan “dua belas dan lima per enam belas” sama dengan “dua belas koma tiga satu dua lima,” Anda menunjukkan kefasihan dalam bahasa bengkel.
Latih hingga pembacaan pita menjadi otomatis. Buat papan bekas yang ditandai dengan ukuran halus, ukur titik yang sama lima puluh kali, dan periksa konsistensi Anda. Catat hasil Anda; margin kesalahan Anda harus turun di bawah satu per tiga puluh dua inci. Gunakan aplikasi kalkulator pecahan‑ke‑desimal gratis untuk memverifikasi pekerjaan sampai matematika mental Anda menyusul.
Bengkel yang merekrut “pembantu” mengevaluasi keterampilan ini sebelum hal lain. Menurut data pelatihan Fabricators and Manufacturers Association, pekerja yang dapat membuktikan pengukuran yang andal berpindah dari penanganan material ke operasi press brake dalam beberapa bulan—sering mencapai $22 per jam tanpa pengalaman CNC sebelumnya. Mereka tidak membutuhkan sertifikasi segera; mereka membutuhkan akurasi yang dapat diulang di bawah tekanan.
Ketika mandor meminta Anda mengukur lembaran baja seberat 50 pon dan menentukan bend allowance‑nya, kemampuan Anda membaca, menghitung, dan melaporkan angka dengan tenang akan memenangkan kepercayaan. Sejak saat itu, Anda bukan lagi pekerja gudang—mereka melihat Anda sebagai trainee yang dapat dibentuk menjadi operator. Dasar‑dasarnya bukan akademis. Mereka adalah kunci dunia nyata untuk membuka karier di bidang keterampilan yang menghargai keandalan, presisi, dan rasa ingin tahu di atas segalanya.
Bengkel fabrikasi modern tidak merekrut berdasarkan “kekuatan” atau “etos kerja”—hal-hal itu sudah dianggap ada. Mereka merekrut berdasarkan presisi yang terukur. Ketika resume Anda berbicara secara umum, sistem pelacakan pelamar (ATS) membaca “tidak memenuhi syarat.” Ketika resume Anda menyebutkan alat, toleransi, dan kebiasaan kerja bengkel yang sudah Anda praktikkan, ATS membaca “siap untuk dilatih.” Perbedaan ini menentukan apakah Anda akan diabaikan atau mendapat panggilan.
Reputasi operator CNC press brake bergantung pada akurasi. Resume Anda juga harus demikian. Ganti sifat umum dengan kecakapan yang terukur. “Pengukuran Presisi” bukan sekadar kata kunci; ini menandakan bahwa Anda memahami toleransi—variasi kecil yang diizinkan antara desain dan bagian jadi—yang menentukan kualitas fabrikasi. Jika Anda dapat mengukur ketebalan lembaran atau memeriksa sudut tekukan dalam batas seperenam belas inci, Anda sudah melakukan sebagian pekerjaan operator.
Sebagai contoh: “Memverifikasi dimensi lembaran dengan meteran dan kaliper hingga akurasi ±1/16 inci; mempertahankan nol pengerjaan ulang selama enam bulan.” Kalimat ini memberi tahu manajer perekrutan bahwa Anda menangani toleransi secara sengaja. Padukan dengan kata kerja aksi seperti mengkalibrasi, menyelaraskan, atau memeriksa, bukan membantu atau bekerja pada. Kata kerja tersebut menunjukkan kesadaran mekanis, bukan usaha yang samar.
Metrik presisi mengalahkan klaim kepribadian. Ketika perekrut memfilter resume untuk “pengukuran” atau “kaliper,” Anda ingin nama Anda ada di daftar itu. Presisi adalah bahasa pertama press brake—gunakan sebelum Anda pernah mengoperasikannya.
Pengalaman gudang dapat langsung diterjemahkan ke dalam fabrikasi logam jika Anda membingkainya dengan benar. Pemberi kerja melihat “operator forklift” dan “petugas inventaris,” tetapi mereka tidak otomatis melihat “spesialis aliran material.” Tugas Anda adalah menghubungkan titik-titik itu. Menangani lembaran logam, memverifikasi ukuran dan berat, serta menyiapkan bagian untuk produksi mencerminkan langkah penanganan material yang memasok press brake.
Terjemahkan tugas Anda seperti ini: “Menyiapkan lembaran baja 4’x8′ dengan aman menggunakan forklift dan crane overhead; berkoordinasi dengan lini fabrikasi untuk mempertahankan kelancaran throughput press brake.” Pernyataan tunggal itu menunjukkan bahwa Anda memahami standar keselamatan dan efisiensi alur kerja—dua metrik evaluasi teratas untuk bengkel fabrikasi.
Dengan mengubah merek pengalaman gudang menjadi “Kesiapan Fabrikasi,” Anda menonjolkan keterampilan yang dapat dialihkan: kesadaran spasial, keseimbangan beban, dan pengaturan waktu. Tunjukkan bahwa Anda sudah berpikir dalam hal aliran produksi, bukan hanya logistik penyimpanan. Tambahkan bahan spesifik—aluminium, baja galvanis, baja tahan karat—dan sebutkan pengukuran jika bisa. Detail ini meyakinkan manajer perekrutan bahwa orientasi minimal akan diperlukan sebelum Anda dapat mendukung mesin mereka.
Kuantifikasi hasil jika memungkinkan: jumlah muatan per shift, rekor bebas kecelakaan, atau persentase tepat waktu. Dalam fabrikasi, angka membuktikan keandalan lebih cepat daripada kata sifat.
Jalur tercepat untuk menjadi operator penuh jarang dimulai dengan jabatan “Operator CNC Press Brake.” Banyak bengkel memasang iklan peran pembantu atau penangan material “Akan Dilatih” yang menempatkan Anda tepat di sebelah mesin. Dari sudut pandang itu, Anda mengamati pergantian alat, pemrograman back‑gauge, dan urutan pembengkokan—pengetahuan langsung yang tidak dapat ditiru oleh ruang kelas.
Posisi pengumpan umum termasuk Pembantu Fabrikasi, Penata Material, dan Pekerja Bengkel. Peran ini dibayar antara $16–$19 per jam, tetapi mereka berada di dalam sel produksi, bukan di pengiriman. Dalam waktu tiga hingga enam bulan, pembantu yang dapat diandalkan yang mempelajari nomor bagian, mengikuti prosedur lockout/tagout, dan meminta untuk membayangi pengaturan sering menjadi trainee operator berikutnya. Memilih kedekatan daripada gaji untuk sementara waktu mempercepat kurva pembelajaran.
Resume Anda harus menargetkan daftar ini secara eksplisit. Ganti “mencari level awal” dengan “bersemangat untuk dilatih dalam pembentukan CNC dan penataan material.” Itu menandakan ambisi tanpa melebih-lebihkan kualifikasi. Sertakan bukti kesadaran keselamatan—sebutkan sertifikasi forklift OSHA atau pelatihan pertolongan pertama—untuk meyakinkan perekrut bahwa Anda akan melindungi peralatan dan rekan kerja. Bengkel mempromosikan keandalan terlebih dahulu, kemudian presisi, lalu pemrograman.
Jalan pintas dunia nyata: Bengkel kecil cenderung mengabaikan persyaratan formal ketika kandidat datang dengan mengetahui kosakata—kata-kata seperti penyesuaian ram, back‑gauge, atau V‑die. Itu bukan trik; itu adalah penanda kredibilitas. Menggunakannya dengan benar dalam percakapan memberi tahu mandor bahwa Anda memahami apa yang penting di lantai produksi.
Kebanyakan pelamar mengejar lowongan kerja yang berbunyi “Operator CNC Press Brake – pengalaman 3 tahun diperlukan” dan otomatis tersaring. Langkah tak terduga? Targetkan peran yang mendukung mesin sebagai gantinya. Berdirilah di samping peralatan sampai ritmenya menjadi kebiasaan. Amati bagaimana operator meratakan material, mengatur urutan pembengkokan, dan memverifikasi terhadap cetak biru. Perbarui resume Anda setiap bulan dengan kata kerja aktif itu—memposisikan, membantu, mengukur, memverifikasi.
Ketika akhirnya Anda melamar kembali untuk posisi operator, resume Anda tidak lagi menggambarkan pekerja gudang yang mencoba masuk; itu menggambarkan seorang pembuat yang sedang berkembang yang sudah fasih dalam bahasa produksi. Begitulah cara Anda beralih dari lamaran yang diabaikan menjadi wawancara—dan dari memindahkan palet menjadi membentuk logam.
Ketika para pembuat mendengar “Ceritakan tentang pengalaman Anda,” mereka bukan meminta ringkasan résumé—mereka sedang menguji apakah Anda berpikir dalam toleransi, bukan jabatan. Seorang pekerja gudang tanpa pengalaman langsung dengan press brake dapat tetap bersaing dengan menerjemahkan ketelitian tugas ke dalam istilah fabrikasi. Menangani lembaran logam dengan hitungan yang akurat, mengelola aliran material yang aman, atau mencatat pemeriksaan kualitas semuanya menunjukkan kontrol proses. Membingkai momen-momen tersebut sebagai “kesiapan fabrikasi” menunjukkan bahwa Anda memahami tuntutan bengkel akan ketelitian yang metodis.
Ganti klaim yang samar (“Saya cepat belajar”) dengan kesepadanan yang terukur: “Memuat lembaran logam seberat 50 pon setiap hari tanpa insiden; memverifikasi dimensi sesuai spesifikasi pesanan menggunakan kaliper digital.” Ungkapan tersebut mencerminkan disiplin produksi. Gunakan metode STAR—Situasi, Tugas, Aksi, Hasil—untuk menceritakan kisah mikro tentang ketelitian dan konsistensi. Bahkan poin data kecil seperti “mencatat inspeksi keselamatan tanpa ketidaksesuaian” atau “mempertahankan toleransi penempatan palet dalam batas setengah inci” secara alami terhubung dengan konsistensi press brake.
Pengawas fabrikasi jarang menolak Anda karena kurangnya jam kerja dengan press brake—yang menghentikan percakapan adalah kurangnya rasa ingin tahu. Sebutkan bahwa Anda telah mempelajari pengaturan backgauge, allowance tekukan, atau interlock keselamatan dari saluran machinist terkemuka dan manual. Delapan dari sepuluh bengkel lebih memilih seseorang yang sudah mempelajari bahasanya dibandingkan seorang magang yang diam. Rasa ingin tahu menandakan kemauan belajar; kemauan belajar mengalahkan latar belakang setiap saat.
Wawancara sering berakhir di lantai bengkel, di mana pertanyaan santai “Pernah menggunakan ini?” tiba-tiba berubah menjadi tes kompetensi. Kaliper—digital atau dial—adalah penyelamat Anda. Siapkan demo mental 30 detik. Geser rahang ke tepi, nolkan, ukur radius tekukan bagian dalam, dan baca layar digital dengan jelas: “radius 0,125 inci.” Tindakannya, bukan angkanya, yang memberi Anda kredibilitas. Penanganan yang percaya diri menunjukkan Anda sudah melampaui teori.
Hubungkan ketelitian ini dengan hal yang familiar. Jika Anda pernah memeriksa overhang palet atau memverifikasi dimensi inventaris, katakanlah. Koneksi itu membingkai latar belakang Anda sebagai fondasi untuk disiplin pengukuran. Kuasai konversi desimal Anda; tersandung pada pecahan langsung terbaca sebagai “tidak dapat dilatih.” Lancar dalam konversi sederhana—seperdelapan adalah 0,125, seperenam belas adalah 0,0625—menunjukkan otak Anda sudah bekerja dalam kode manufaktur.
Selama tur, tunjukkan kewaspadaan. Pengamatan tenang—“Sepertinya backgauge meleset beberapa ribu inci”—memberi tahu pengawas bahwa Anda memiliki mata untuk kalibrasi. Jangan pernah memalsukan data; komentari penyelarasan, bukan angka bacaan. Tukang mesin berpengalaman mengonfirmasi bahwa operator yang dapat menjelaskan penggunaan kaliper atau mengidentifikasi gauge yang tidak sejajar dengan istilah sederhana sering kali langsung diterima bekerja karena mereka menunjukkan kepercayaan diri analitis, bukan sekadar familiaritas.
Ketika percakapan beralih dari résumé ke kecocokan, ubahlah dinamika. Tanyakan: “Bagaimana proses setup Anda?” Pertanyaan tersebut membingkai Anda sebagai calon rekan kerja. Setiap mandor memiliki pandangan kuat tentang setup—pergantian perkakas, urutan tekukan uji, metode verifikasi. Saat Anda bertanya, mereka mengungkapkan apa yang paling mereka hargai. Itulah saatnya Anda menunjukkan keselarasan.
Jika Anda pernah mengoperasikan CNC atau press manual sebelumnya, jelaskan secara ringkas bagaimana Anda melakukan setup: meninjau cetakan, memilih dies, menguji tekukan pada sisa material, menyesuaikan stroke ram untuk variasi material, lalu mendokumentasikan offset. Jika Anda beralih dari peran gudang atau produksi, cerminkan proses secara konseptual: “Saya akan meninjau spesifikasi pekerjaan, mengukur material, mengatur posisi backstop, menjalankan gerakan tanpa beban sebelum kontak pertama.” Logika tersebut sejajar dengan disiplin fabrikasi—inspeksi, persiapan, uji, finalisasi—di lingkungan mana pun.
Perbedaan antara “penekan tombol” dan “pemikir setup” memisahkan pekerja sementara dari operator jangka panjang. Bengkel berinvestasi pada pemecah masalah yang memahami mengapa setiap penyesuaian penting. Model mental itu—mengantisipasi allowance tekukan, memverifikasi kompensasi sudut, mengaudit akurasi potongan pertama—tidak bisa dipalsukan. Menanyakan tentang proses mereka menempatkan Anda di sisi mereka, bukan di bawah mereka. Langkah Setup (dari wawasan operator nyata).
| Tautan pengalaman gudang atau umum | Mengapa hal ini berkesan dalam wawancara | Meninjau gambar atau spesifikasi bagian |
|---|---|---|
| Membaca lembar muatan atau daftar pengambilan | Menandakan disiplin dokumentasi | Memilih dies dan mengatur backgauge |
| Select dies and set backgauges | Memilih lampiran forklift | Menunjukkan penilaian peralatan |
| Lakukan uji tekukan dan sesuaikan tekanan | Uji coba penumpukan atau pemeriksaan kalibrasi | Menunjukkan pemecahan masalah secara iteratif |
| Verifikasi hasil dengan kaliper/mikrometer | Melakukan pengukuran inventaris | Mewujudkan presisi yang terukur |
Pewawancara menerjemahkan kata-kata Anda menjadi penilaian risiko: Apakah orang ini bisa mempelajari urutan kami, menghormati toleransi kami, dan mempertahankan kecepatan siklus tanpa menyebabkan scrap? Cara Anda menggambarkan pemikiran menjawab hal itu sebelum uji coba di bengkel dimulai.
Kebanyakan pelamar memperlakukan wawancara seperti ujian. Padahal tidak—itu adalah pengamatan terhadap pendekatan. Manajer mengingat siapa yang menceritakan proses pengambilan keputusan mereka, bukan siapa yang hanya menyebutkan mesin yang pernah mereka “lihat-lihat.” Kandidat terbaik berbicara tentang alur proses: bagaimana mereka memeriksa ketebalan material terhadap cetakan, mengapa mereka memverifikasi tekukan pertama sebelum produksi penuh, bagaimana mereka mengoreksi penyimpangan. Setiap pertanyaan yang mereka ajukan kembali menghilangkan keraguan.
Pola pikir yang menang bukanlah “meyakinkan mereka bahwa saya memenuhi syarat.” Melainkan “menunjukkan bahwa saya berpikir seperti operator terbaik mereka.” Dengan memadukan terjemahan jujur dari latar belakang Anda dengan demonstrasi kecil keterampilan dan pertanyaan yang didorong rasa ingin tahu, Anda mengubah uji coba bengkel yang menegangkan menjadi percakapan antar rekan. Itulah jembatan dari pencari kerja menjadi karyawan—momen ketika mandor berhenti menjelaskan mesin press brake kepada Anda dan mulai berbicara tentang target produksi bersama Anda.
Minggu pertama adalah tentang mengubah pengalaman Anda menjadi bahasa yang benar-benar dicari oleh lowongan pekerjaan CNC press brake. Jika resume Anda tertulis “asisten gudang” atau “operator forklift,” Anda tidak terlihat oleh filter yang mencari “CNC,” “membaca cetak biru,” dan “toleransi.” Ganti daftar tugas umum dengan frasa khusus produksi: “Menangani bahan lembaran 10–50lb tanpa insiden keselamatan, sesuai prosedur LOTO.” Tambahkan satu baris yang membuktikan rasa ingin tahu teknis Anda: “Berlatih simulasi urutan tekukan menggunakan aplikasi pelatihan CNC gratis, mencapai akurasi cetak biru 95%.” Ini menunjukkan bakat dan disiplin — dua sifat yang dihargai bengkel fabrikasi kecil di atas kredensial.
Kemudian, beralih dari mengetik ke latihan taktil. Siapkan “Latihan Meja Dapur” Anda. Selama 45 menit setiap malam, tirukan apa yang dilakukan operator setiap hari. Mulailah dengan lima lembar cetak biru dari pencarian gambar Google dan gambar ulang setiap sudut tekukan secara manual. Ubah pecahan menjadi desimal dengan kalkulator sampai Anda bisa melihat bahwa ⅜” sama dengan 0,375 tanpa berpikir. Pada hari ketiga, tonton tutorial singkat press brake dan beri label setiap komponen — ram, die, backgauge — seperti kartu flash. Pada hari ketujuh, catat setidaknya dua puluh tekukan simulasi di aplikasi gratis dan tangkap layar hasil akurasi Anda. Simpan untuk wawancara; foto adalah bukti fokus. Tujuannya bukan kesempurnaan, melainkan kefasihan — menunjukkan bahwa Anda sudah berpikir seperti seseorang yang bekerja di lantai produksi.
Yang mengubah segalanya minggu ini adalah menyadari bahwa résumé Anda bukanlah sejarah; itu adalah sinyal. Begitu résumé Anda menggema dengan bahasa lantai produksi, Anda tidak lagi meminta kesempatan — Anda siap berbicara soal produksi.
Minggu kedua membuktikan bahwa tidak semua perekrutan terjadi secara online. Usaha fabrikasi kecil — yang mengoperasikan dua hingga empat press brake — masih memutuskan lewat jabat tangan. Gunakan Google Maps, cari “fabrikasi logam” dalam radius 20 mil, dan tandai bengkel dengan kurang dari 50 karyawan. Datanglah di pertengahan pagi, résumé di tangan, siap mengajukan satu pertanyaan: “Bolehkah saya melihat proses setup Anda selama beberapa menit?” Pertanyaan ini sopan, spesifik, dan menunjukkan bahwa Anda paham mereka bekerja dalam hitungan menit, bukan rapat.
Percakapan 10 menit itu sering kali mengalahkan 100 lamaran digital. Jika mereka memberikan Anda kaliper dan pelat sisa, Anda akan tahu itu adalah tes informal bengkel. Capai tanda 2,375″ yang sudah Anda latih di meja dapur dan itu bisa berubah menjadi peluang kerja. Jika mereka tidak bisa merekrut, tanyakan, “Di mana Anda menemukan pembantu terbaik Anda?” Pemilik saling berbicara; rujukan berikutnya bisa datang sebelum Anda sampai di parkiran.
Gambaran yang tertinggal di benak Anda di sini sederhana — sarung tangan penuh bekas minyak di atas bangku, bukan papan lowongan yang berkedip. Karena begitu Anda terlihat sedang mengukur, bukan menggulir layar, Anda sudah setengah jalan menuju diterima kerja.
Memasuki minggu ketiga, daftar koneksi Anda lebih penting daripada kotak masuk email. Tindak lanjuti setiap kontak bengkel dari minggu kedua: pesan singkat, satu bukti kemajuan, satu permintaan. “Terima kasih atas tur bengkel Selasa — sudah berlatih belokan tambahan belasan kali. Apakah ada lowongan pembantu?” Pesan itu menunjukkan Anda mengikuti instruksi, berinvestasi dalam keterampilan, dan kembali dengan kemajuan, bukan alasan.
Sambil menunggu, carilah peran “asisten press” atau “pembantu bengkel” — jalur masuk sebenarnya menuju operasi CNC. Posisi ini menempatkan Anda dalam jangkauan operator press brake setiap shift. Jalur umum: dua minggu memindahkan material dan membersihkan cetakan, lalu secara bertahap membantu pergantian tooling. Mereka yang belajar menata bagian berdasarkan ketebalan dan membaca lembar setup akan naik jabatan dengan cepat. Data industri menunjukkan bahwa pembantu internal naik jabatan tiga hingga enam kali lebih cepat daripada pelamar luar yang mengulang jalur sertifikasi.
Tetap waspada terhadap tanda bahaya: lowongan yang menjanjikan “semua shift, mulai segera, tanpa pelatihan” adalah jebakan turnover. Sebaliknya, bidik iklan yang menyebut “magang” atau “dukungan operator.” Setiap posisi pembantu yang Anda tolak demi kecepatan akan mengorbankan tangga keterampilan yang stabil. Ambil yang memberi pelatihan.
Memasuki minggu keempat, kegigihan menjadi pembeda Anda. Lima tindak lanjut profesional kepada kontak Anda biasanya memicu setidaknya satu uji coba berbayar. Anda tidak sedang meminta pekerjaan; Anda sedang menunjukkan kesiapan yang dibuktikan oleh kebiasaan dan pengulangan.
| Hari | Fokus | Tindakan Utama | Wawasan Inti |
|---|---|---|---|
| 1–7 | Penerjemahan Resume dan Latihan Keterampilan “Meja Dapur” | • Ubah résumé agar sesuai dengan bahasa CNC press brake (“CNC,” “membaca cetak biru,” “toleransi”). • Ganti tugas umum dengan frasa produksi: misalnya, “Menangani bahan lembaran 10–50lb tanpa insiden keselamatan, sesuai dengan prosedur LOTO.” • Tambahkan bukti rasa ingin tahu teknis (“Melatih simulasi urutan belokan menggunakan aplikasi pelatihan CNC gratis, mencapai akurasi cetak biru 95%.”). • Lakukan “Latihan Meja Dapur” setiap malam selama 45 menit: menggambar ulang cetak biru, mengubah pecahan menjadi desimal, memberi label komponen press brake, dan mencatat belokan simulasi. | Resume Anda harus menunjukkan kelancaran produksi, bukan hanya riwayat. Begitu mencerminkan bahasa lantai produksi, Anda terlihat siap untuk pekerjaan nyata. |
| 8–14 | Strategi Walk‑In di Bengkel Logam Lokal | • Identifikasi bengkel fabrikasi kecil (di bawah 50 karyawan) melalui Google Maps dalam radius 20 mil. • Kunjungi di pertengahan pagi dengan resume; minta untuk mengamati proses penyiapan mereka. • Gunakan percakapan singkat dan sopan untuk menciptakan peluang praktik langsung (tes kaliper atau demo singkat). • Jika tidak ada lowongan, mintalah referensi. | Perekrutan nyata sering terjadi secara tatap muka. Terlihat sedang mengukur di lantai produksi lebih baik daripada mengirim lamaran online. |
| 15–30 | Tindak Lanjut dan Menargetkan Peran “Pembantu” | • Tindak lanjuti setiap bengkel dari minggu kedua melalui pesan singkat dan spesifik yang menunjukkan kemajuan. • Cari posisi “asisten press” atau “pembantu bengkel” yang dapat menjadi batu loncatan ke peran operator. • Hindari jebakan pergantian karyawan yang menjanjikan mulai instan tanpa pelatihan. • Prioritaskan peran yang menyebutkan pembimbingan atau magang. | Tindak lanjut yang konsisten dan pemilihan peran yang strategis menciptakan mobilitas ke atas. Ketekunan dan bukti praktik mengubah koneksi menjadi uji coba berbayar. |
Sebulan lalu, Anda mungkin takut panel kontrol press brake seperti pintu terkunci. Sekarang Anda dapat menunjuk pada satu minggu latihan, dua minggu walk‑in, dan tindak lanjut harian yang membangun kompetensi sekaligus peluang. Sprint 30 hari berakhir di meja dapur yang sama seperti saat dimulai — kecuali sekarang ada nama bengkel baja tertulis di sebelah cangkir kopi Anda dan panggilan terjadwal untuk hari Jumat. Terobosan ini bukan keberuntungan; ini adalah gerakan.


















