

Bir fabrikada yavaşlama başlar. Forklift operatörleri eve gönderilir. Montajcılar işten çıkarılır. Ancak aynı atölye hâlâ CNC abkant pres operatörleri. için ilan vermektedir. Bu çelişki ilk ipucu—bu, hassasiyet ve güvenilirliğin maaşınızı kelimenin tam anlamıyla koruyabileceği az sayıdaki meslekten biridir. Tüm departmanlar küçülürken, düz sac metali milyon dolarlık montajlar için tam parçaya dönüştürebilen kişi makinedeki yerini korur.
Çoğu imalat atölyesinde “sadece parça çalıştıran” kişiler abkant presi bir otomat gibi görür—boş parçayı yükle, pedala bas, çıkan parçayı istifle. İş akışları daraldığında, bu düğme basıcılar ilk olarak değiştirilir. Gerçek imalatçılar ise bükme paylarını yorumlamayı, koç hizasını düzeltmeyi ve baskı sırasında ofseti ayarlayabilecek kadar iyi teknik çizim okumayı bilir. Onlar metal origami yapmıyor; bir partinin kabul edilip edilmeyeceğini veya hurdaya çıkıp çıkmayacağını belirleyen değişkenleri kontrol ediyorlar.
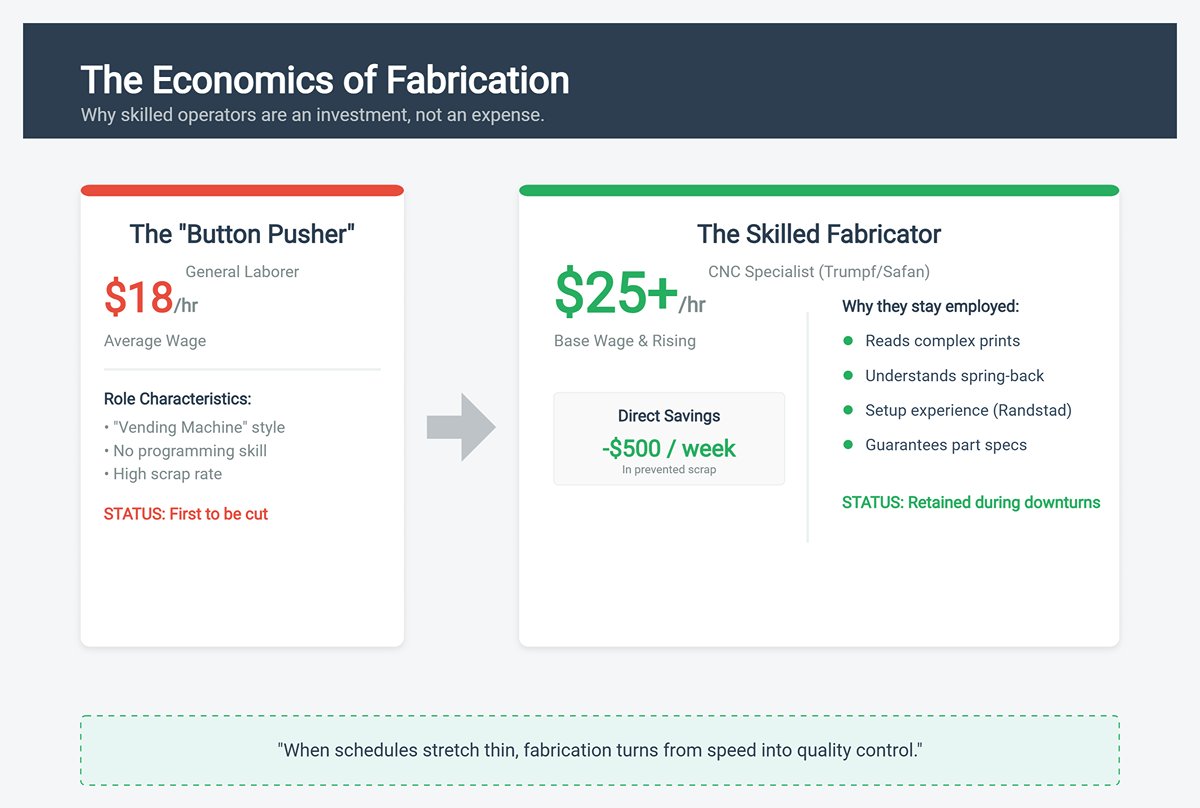
Trumpf veya Safan makineleri kullanan CNC abkant pres operatörleri sadece başlat tuşuna basmaz. Karmaşık bükme dizilerini programlar, malzemenin geri yaylanmasını anlar ve paslanmaz çelik veya alüminyum serilerinde toleransları yüzde bir civarında tutarak israfı en aza indirir. Bu bilgi doğrudan daha az hasarlı boş parçaya dönüşür—yöneticinin anında gördüğü ölçülebilir tasarruf. Durgunluk dönemlerinde, her hafta $500 hurdayı önleyen biri, başka bir genel işçiden çok daha değerlidir. Bu yüzden saatte yaklaşık $18 ödenen manuel pres görevleri önce ortadan kalkarken, CNC becerisine sahip imalatçılar saatte $25 ile çalışmaya devam eder.
Randstad iş verileri bunu doğruluyor: ilanlarda “karmaşık mühendislik çizimlerini okuyabilme” ve “kurulum deneyimi” uzun vadeli istihdamın anahtarı olarak vurgulanıyor. Bir atölye yavaşladığında, imalat saf hızdan kalite kontrolüne dönüşür—ve yalnızca eğitimli operatörler, programlar sıkıştığında bile parçaların hâlâ spesifikasyona uygun olmasını garanti edebilir.
Her imalat yöneticisi teknik beceriye ihtiyaç duyduklarını söyler, ancak ilk ihtiyaçları güvenilirliktir. İmalat forumlarında ve geçici‑kalıcı ilanlarında tekrar eden bir şikâyet var: yüksek personel devri. İşten çıkarmaların yaklaşık dörtte üçü, yetersiz beceriden değil devamsızlıktan kaynaklanıyor. Bu yüzden resmi teknik çizim deneyimi olmayan adaylar bile, mezura testi geçip kusursuz bir iş güvenliği geçmişi gösterirse işe alınır.
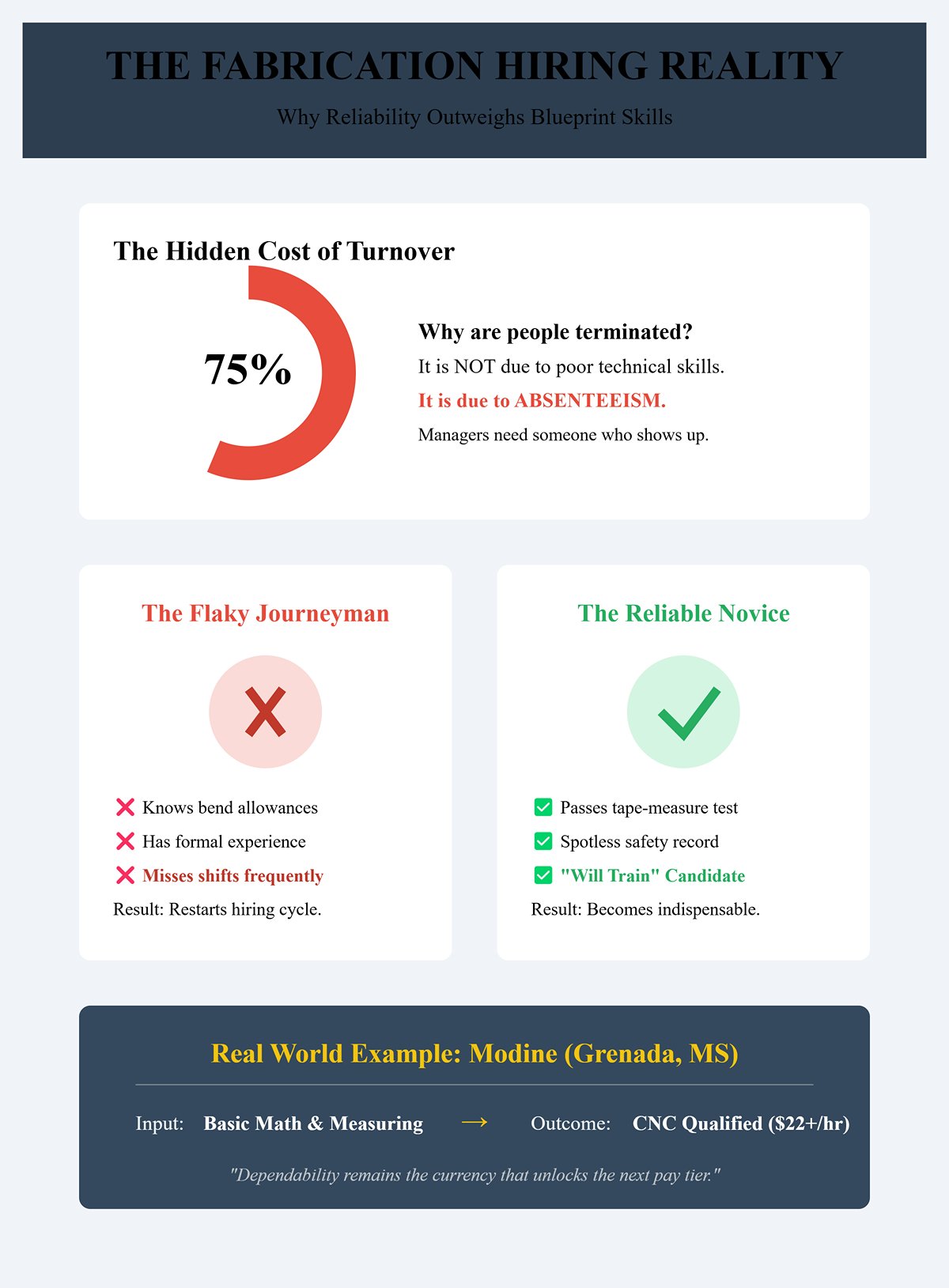
Eksiklik o kadar kalıcı ki şirketler, milyon dolarlık ekipmanla ilgili görevler için bile açıkça “eğitim verilecektir” diye ilan veriyor. Forklift sertifikası olan ve “iki yıldır kaza yapmamış” bir depo işçisi, bükme paylarını bilen ama vardiyalara gelmeyen tutarsız bir ustadan daha çok öne çıkabilir. Atölyeler, bir sacı arka dayamaya göre karelemeyi öğretmeyi, projelerin ortasında işe alım sürecini yeniden başlatmaya tercih eder.
Bu güvenilirlik, sahada güvene dönüşür. Süpervizörler genellikle istikrarlı acemileri kıdemli operatörlerle eşleştirir, mentorlara maaş artışı verir ve acemilere uygulamalı eğitim imkânı sağlar. Koçu kalibre etmeyi, arka dayamayı ayarlamayı veya CNC konsoluna bükme düzeltmeleri girmeyi öğrenmek haftalar alır, aylar değil. O haftaların hepsinde zamanında gelen nadir aday kısa sürede vazgeçilmez hale gelir.
Somut örnekler bunu kanıtlıyor. Modine’nin Grenada, MS tesisinde—bölgesel üreticilere tipik—teknik çizim bilgisi olmayan operatörler bile, iyi ölçüm ve atölye matematiği temellerini gösterebildikleri sürece işe alınır. Eğitim aldıktan sonra aynı çalışanlar hızla CNC nitelikli kategorilere geçer ve saatte $22 veya daha fazla kazanır. Güvenilirlik, bir sonraki maaş kademesinin kapısını açan para birimi olmaya devam eder.
Mavi yakalı matematik bir mesleğin itibarını belirleyebilir. Kâğıt üzerinde saatlik $20 ücreti mütevazı görünebilir. 50‑60 saatlik haftalarla çalışan bir imalat atölyesinde bu, sağlam bir orta sınıf gelirinin temelidir. İki bin normal saat yıllık $40,000 eder; üzerine 500 saatlik bir buçuk maaşlı fazla mesai eklenirse yaklaşık $15,000–$19,000 daha gelir. Yıllık toplam bir anda $60,000’i aşar—bu aralık, ülke çapında 7.000’den fazla abkant operatörü ilanı içeren Indeed verileriyle doğrulanmıştır.
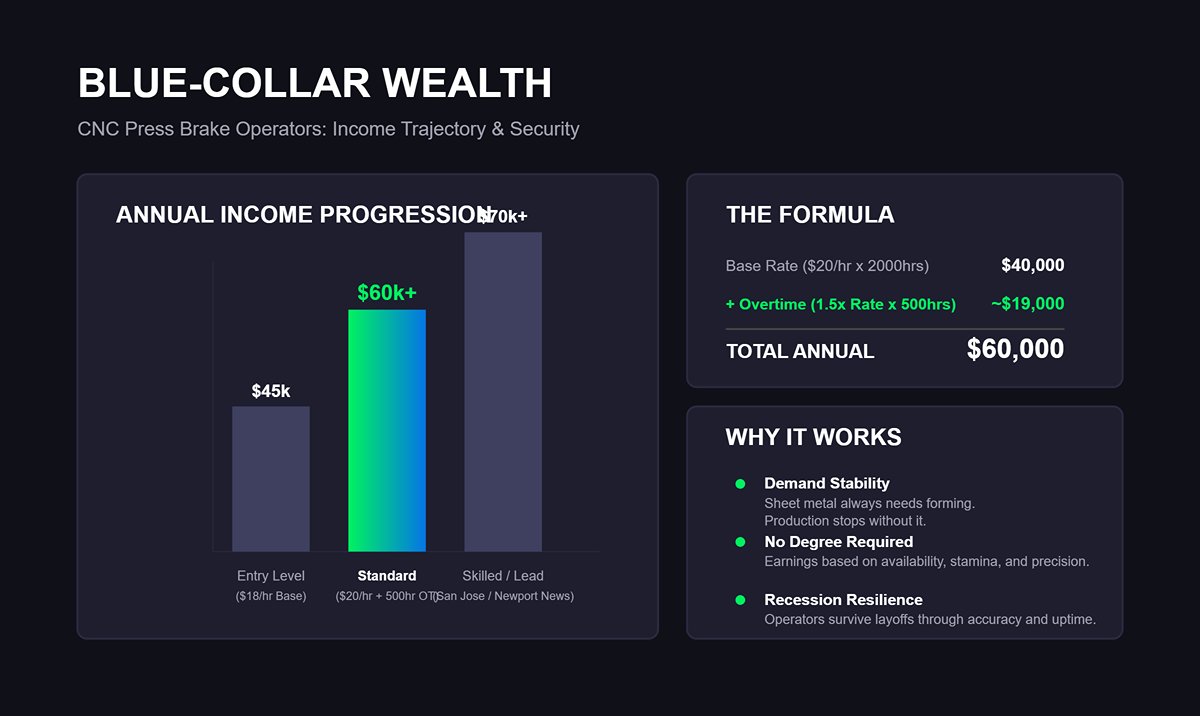
Bölgesel ücret farkları tabloyu netleştirir. Virginia’daki imalat atölyeleri ve gemi onarım tersanelerinde mevcut ilanlar, düzenli fazla mesai ile saatlik $24–$28 taban ücret gösteriyor. Orta Batı’daki üretim merkezlerinde çalışanlar saatlik $22 taban kazanır ancak uzun vardiyalarla en yüksek çeyrek gelir grubuna girer. Saatlik $18 ile başlayan giriş seviyesindeki çalışanlar, ilk tam yıllarında $45,000–$50,000 aralığına çıkabilir. Daha pahalı bölgelerdeki yetenekli programcılar veya lider operatörler—San Jose, Mankato veya Newport News—fazla mesai biriktiğinde toplamda $70,000’e ulaşır.
Bu kazanç gücü bir sertifika veya diplomaya bağlı değil; uygunluk, dayanıklılık ve hassasiyet üzerine kurulu. Kaynakçının işleri sözleşmeler değiştiğinde bitebilir, ancak sac metal bileşenler her zaman şekillendirilmeye ihtiyaç duyar. Üretim yöneticileri, teslim tarihlerinin eğitim döngülerini beklemediğini bilir—bir abkant pres durursa, proje tamamen durur. Bu yüzden makineleri çalışır halde tutmak için ödeme yapar ve bunu sağlayan operatörleri ödüllendirirler.
Sonuç: güvenilirliğin, yönetilebilir bir öğrenme eğrisinin ve sürekli fazla mesainin birleştiği, üretimde birçok kişinin sessizce “altın bilet” dediği bir meslek. Talep dalgalanmalarına bağlı görevlerin aksine, CNC abkant pres operatörleri ekonomi sallansa bile meşgul kalır. İşten çıkarmalardan şansla değil, doğruluk ve çalışma süresinin modası hiç geçmediği için kurtulurlar.
Bir CNC abkant presinde 10 saatlik vardiya, ilk bükmeden çok önce başlar. Operatörler, genellikle inçin binde birleriyle ifade edilen teknik çizimleri okuyarak başlar, ardından bunları, bir kuruşun kalınlığından daha sıkı toleransları koruyacak bir makine kurulumuna çevirirler. Kurulum ilk iki saati yutabilir: kalıp ve zımba seçmek, bileşik açılar için eksantrik hizalama yapmak, takım aparatını yüzey bozulması olmadan monte etmek ve kontrol panelinde arka dayama pozisyonlarını programlamak. Yanlış bir tonaj girişi veya arka dayama offseti, $100’lük bir sacı hurdaya çevirebilir.
Üretim başladığında tempo saatte 50–100 parçaya çıkar. Her çevrim yeni hesaplamalar getirir: malzeme kalınlığındaki değişiklikler geri esnemeyi etkiler, takım ısısı açıları kaydırır ve hatta yağ sıcaklığı bükme tutarlılığını değiştirir. Operatör, tahminle değil, mikrometre kontrolleri ve hesaplanmış yeniden programlamalarla üretim ortasında ayarlama yapar. Bu, havacılık veya savunma sınıfı toleransları tutturmanın sessiz becerisidir.
Bükmeler arasında gres, gürültü ve temizlik vardır—iş ilanlarında nadiren yer alan görevler. Vardiya ortasında yağ buharı ve metal talaşlarını temizlemek zemini güvenli tutar, gün sonunda kızaklar ve arka dayamalardaki silme işlemleri takım ömrünü uzatır. Her vardiya, açı düzeltmeleri, hidrolik tepkiler veya parça sapmalarını not ederek kapanır, böylece sonraki operatör aynı hataları tekrar etmez. Bu detaylara dikkat, “10 saatlik” günü on buçuk saate uzatır—ama güveni ve hızı böyle inşa edersiniz.
Ana çıkarım: Yüksek hacimli atölyelerde, yalnızca kurulum hataları toplam vardiya süresinin –30%’sini yakar. İlk gün test bükmelerini doğru ayarlayan acemi, sadece isabetli değildir—kurulum veya programlama rolleri için terfi potansiyeli taşır.
İş tanımları basit görünür—50 libre kaldır, tüm gün ayakta dur—ama gerçek iş % fiziksel güç ve % zihinsel geometridir. Operatörler ağır sac çelikleri, genellikle toplu kaldırma için vinçlerle taşır, ancak işin yıpratıcı kısmı tekrarlayan hizalama ve hassas el konumlandırmasından gelir. Tek bir yanlış açıyla sıkıştırma veya aceleyle kaydırma, yalnızca pahalı talaşlı imalat sonrası ortaya çıkan hatalı bükmelere yol açar. Çelik burunlu ayakkabı yorgunluğu ve 90 desibel gürültü bilinen tehlikelerdir, ancak garip yeniden takımlama hareketlerinden kaynaklanan sırt ve bilek zorlanmaları çok daha yaygındır.
Daha büyük zorluk ise matematik ve algıda gizlidir. Bükme çizgilerini belirlemek için geometrik boyutlandırma ve tolerans sembollerini (GD&T) okumak, kesirli teknik çizimleri ondalık girişlere çevirmek ve bükme paylarını hesaplamak sürekli zihinsel kontrol gerektirir. 10 metrelik bir parçada bir derecelik hata, flanşı sekizde bir inç yamultur—hassasiyet müşterileri için anında hurda.
Deneyimli operatörler, koç inişi sırasında metali “hissederek” geri esnemeyi gerçekleşmeden tahmin eder. Açı ölçerler ve kumpaslar kullanarak sezgilerinin önceden uyardığı şeyi doğrularlar. Bu beyin gücü ve dokunuş birleşimi, saatte $18 kazanan kas gücüyle işe alınan kişiyi, üretim ortasında programlama ve sorun giderme yapabilen saatte $25 kazanan problem çözücüden ayırır.
Sonuç: “50 libre kaldırmalı” satırı, gerçek yorgunluk kaynağını gizler—sekiz ila on saatlik odaklanma. Zihinsel olarak tükenmiş operatörler, sekizinci saatten sonra hurda oranlarını ikiye katlar, bu da burada başarının kaba kuvvetten çok bilişsel dayanıklılık olduğunu kanıtlar.
Yeni operatörler için küçük iş atölyeleri ustalığa en hızlı yolu sunar. 50’den az çalışanı olan şirketler, özgeçmiş filtreleri yerine güvenilirliği ön planda tutarak, adayların kendilerini uygulamalı denemelerle kanıtlamalarına izin verir. Bir acemi hurda ayırma veya malzeme hazırlama ile başlayabilir, ancak birkaç hafta içinde kalıp değiştirecek ve kurulum temellerini öğreten kısa üretim döngülerini çalıştıracaktır. Her tek seferlik proje, onları yeni takımlar, malzemeler ve ölçüm kontrolleriyle tanıştırır—hiçbir sınıf ortamının eşleşemeyeceği pratik bir eğitim.
Buna karşılık, büyük fabrikalar tekrara dayanır. Operatörler önceden programlanmış işleri indirir, küçük sapmaları ayarlar ve üretim hedeflerini korur. Bu istikrarlı bir iştir, ancak geliştirici değildir. Yeni başlayanlar ilerlemekte zorlanır çünkü programlama ve hidrolik bakım, sertifika engelleri olan ayrı uzmanlık alanlarıdır. Küçük atölyelerde bu alanlar örtüşür. Sahipler, güvenlik bilinci ve detaylara dikkat gösterdikten sonra yeni gelenlere gerçek sorumluluklar verir.
Kariyer etkisi: Opti Staffing verileri, küçük atölyelerin giriş seviyesindeki pozisyonları fabrikalardan % daha hızlı doldurduğunu ve resmi CNC deneyimi olmayan iki kat daha fazla kişiyi işe aldığını gösteriyor. İş başında eğitim ve doğrudan mentorluk, öğrenme eğrisini yıllardan aylara sıkıştırır. Bu yüzden birçok deneyimli profesyonel—büyük tesislerdeki dönemlerden sonra—zanaat ve gelişim üzerinde kontrolü yeniden kazanmak için özel iş atölyelerine geri döner.
Bir CNC abkant pres operatörünün günü, hassas mühendislik, fiziksel emek ve gerçek zamanlı sorun çözmeyi harmanlar. Makine sabrı ödüllendirir ve kestirmeleri cezalandırır, bu da rolü hem fiziksel hem de zihinsel olarak zorlayıcı kılar. Bu alana girmeyi düşünen herkes için, işin nasıl hissettirdiğini anlamak, fikri “endüstriyel işçilikten” “hassas problem çözmeye” kaydırır. Ve bu farkındalık, bir acemiyi geleceği olan bir zanaatkâra dönüştürür.
CNC abkant pres operatörleri atölyede kalkülüs kullanmaz; dönüşüm doğruluğu kullanırlar. Her kurulum ve bükme açısı kesirlere ve ondalıklara dayanır—eğer kafanızda 3/16″ değerini 0.1875″'e çeviremiyorsanız, üretim durur. Atölyeler bunu hemen test eder. Anlık mülakatlar veya işe alım öncesi değerlendirmelerde kumpas veya mezura ile hızlı bir demo bekleyin. Okumanız veya çeviriniz yanlışsa, konuşma orada biter.
Gerçek şu ki: giriş seviyesindeki operatörler basit aritmetik hesaplara güvenir. Bir bükme programı 0.125″ malzeme kalınlığı veya bunun sekiz katı (1.000″) bir kalıp açıklığı isteyebilir. Hassasiyet, bu sayıların fiziksel ve dijital olarak ne anlama geldiğini anlamanızı gerektirir. Kesirleri ikinci bir dil gibi çevirebilen operatör daha hızlı kurulum yapar, daha az sac israf eder ve kısa sürede ustabaşının güvenini kazanır.
Bu beceriyi pekiştirmek için her gün 10 dakikanızı ücretsiz bir kursta, örneğin Khan Academy’nin aritmetik modüllerinde kesir‑ondalık çevirilerine ayırın. Amaç ezber değil—refleks geliştirmektir. 5/8″ gördüğünüzde, ellerinizin duraksamadan 0.625″ yazması gerekir. Meslek forumlarındaki deneyimli ustalar sürekli şunu söyler: temel geometri ve hızlı dönüştürmeler, programlamaya veya takım tasarımına geçene kadar her zaman cebiri yener. Atölyeler bu temeller için işe alım yapar çünkü $300 panelindeki bir hassasiyet hatası çok pahalı bir derstir.
Bir makine, dilini bildiğinizde göz korkutucu olmaktan çıkar. “Backgauge”, “ram” ve “die” terimleri, hareket halinde olduklarını görene kadar ağır metal jargonuna benzer. En akıllı adaylar, bir abkant presine dokunmadan önce kısa teknik gösterimleri izler. Böylece, çırak gibi konuşarak gelirler—doğru terimleri kullanır, belirli sorular sorarlar—ve ustabaşları bunu fark eder.
Üç ana bileşeni açıklayan bir temeller videosuyla başlayın: backgauge, sacı tekrarlı bükümler için konumlandıran parça; ram, zımba takımını kalıba (die), bastıran hareketli kiriş; ve bu hareketleri programlayan kontrol ünitesi. Markaya özgü bir demo (Trumpf, Bystronic veya Amada gibi) izlemek, teoriden uygulamaya köprü kurar—bu üreticiler atölyelerde en yaygın kullanılan makineleri tasarlar.
Sonra bir takım kurulum eğitim videosu izleyin. Kalıp genişliğinin malzeme kalınlığıyla nasıl ilişkili olduğuna (yumuşak çelik için kalınlığın yaklaşık sekiz katı) dikkat edin. “V‑açıklığı” oranlarını anlamak, takım veya parça hasarını önlemenize yardımcı olur—bu, üretim yöneticilerinin hızdan çok daha fazla değer verdiği bir beceridir. Ardından bükme açıları, işlem sırası ve backgauge hareketlerinin yazılımda nasıl sıralandığını gösteren bir programlama anlatımı izleyin. Bu iş akışını mülakatta tarif edebilen adaylar, öğretilebilir göründükleri için genellikle ilk elemeyi anında geçer.
Son olarak, hizası bozuk backgauge’leri, fazla hareket eden ram’leri veya atlanan kilitleme/etiketleme (lockout/tagout) protokollerini vurgulayan bir “yaygın hatalar” veya sorun giderme videosunu izleyin. Atölyenin yazılı olmayan kuralını öğreneceksiniz: güvenlik ve tutarlılık hızdan üstündür. Dört videoyu da birkaç kez yeniden izleyin, fiziksel notlar alın ve her terimi yüksek sesle açıklama pratiği yapın. Hatta 1/8″ çelikte 90 derecelik bir bükme için ram derinliğini nasıl sıfırlayacağınızı canlandırmak bile, atölyeye adım atmadan önce bir operatör gibi düşünmenizi sağlar.
Bir ustabaşına, hazır olduğunuzu bir mezura kadar iyi anlatan başka bir araç yoktur. Her imalat atölyesi bunu işe alım eşiği olarak kullanır. 1/32″ okurken tereddüt ediyorsanız, CNC paneline yaklaşamazsınız. Hassasiyet burada başlar: mezuranın ucunu malzemeye takın, kenarı hizalayın, işaretleri güvenle okuyun ve ondalıklardan konuşun. “12 ve 5/16”nın “12.3125”e eşit olduğunu söylediğinizde, atölye dilinde akıcılığınızı gösterirsiniz.
Mezura okumaları otomatik hale gelene kadar pratik yapın. İnce aralıklarla işaretlenmiş hurda tahtalar oluşturun, aynı noktayı elli kez ölçün ve tutarlılığınızı kontrol edin. Sonuçlarınızı izleyin; hata payınız bir otuz ikinci inçin altına düşmelidir. Zihinsel matematiğiniz yetişene kadar işinizi doğrulamak için ücretsiz kesir‑ondalık hesaplayıcı uygulamaları kullanın.
“Yardımcı” pozisyonu için işe alan atölyeler, önce bu beceriyi değerlendirir. Fabricators and Manufacturers Association eğitim verilerine göre, güvenilir ölçüm becerisini kanıtlayabilen çalışanlar, birkaç ay içinde malzeme taşımadan abkant pres işletimine geçer—çoğu CNC deneyimi olmadan saatte $22 parça hızına ulaşır. Hemen sertifika gerekmez; baskı altında tekrarlanabilir doğruluk gerekir.
Bir ustabaşı sizden 50 kiloluk çelik levhayı ölçmenizi ve bükme payını belirlemenizi istediğinde, sayıları sakin bir şekilde okuyup hesaplayarak rapor edebilme yeteneğiniz güven kazandırır. O andan itibaren artık bir depo işçisi değilsiniz—sizi bir operatör olarak yetiştirilebilecek bir stajyer olarak görürler. Temel bilgiler akademik değildir. Bunlar, güvenilirlik, hassasiyet ve merakı her şeyin üzerinde tutan vasıflı bir meslek kariyerinin kilidini açan gerçek dünya anahtarlarıdır.
Modern imalat atölyeleri “güç” veya “çalışma disiplini” için işe almaz—bunlar zaten varsayılır. Ölçülebilir hassasiyet için işe alırlar. Özgeçmişiniz genellemelerle konuştuğunda, aday takip sistemleri (ATS) “yetersiz” olarak okur. Kullandığınız aletleri, toleransları ve zaten uyguladığınız atölye alışkanlıklarını belirttiğinde ise “eğitime hazır” olarak okur. Bu fark, görmezden mi gelineceğinizi yoksa aranıp aranmayacağınızı belirler.
Bir CNC abkant pres operatörünün itibarı doğrulukla yaşar ya da ölür. Özgeçmişiniz de öyle olmalı. Genel özellikleri ölçülebilir yetkinliklerle değiştirin. “Hassas Ölçüm” sadece bir moda sözcük değildir; toleransları—tasarım ile bitmiş parça arasındaki küçük izin verilen varyasyonu—anladığınızı gösterir ve bu da imalat kalitesini tanımlar. Sac kalınlığını ölçebiliyor veya bükme açılarını 1/16 inç hassasiyetle kontrol edebiliyorsanız, zaten operatörün işinin bir kısmını yapıyorsunuz demektir.
Örneğin: “Sac ölçülerini şerit metre ve kumpas ile ±1/16 inç hassasiyetle doğruladı; altı ay boyunca sıfır yeniden işleme sağladı.” Bu satır, herhangi bir işe alım yöneticisine toleransları bilinçli olarak ele aldığınızı gösterir. Bunu şu gibi eylem fiilleriyle eşleştirin: kalibre etti, hizaladı, veya denetledi, şu değil: yardım etti veya üzerinde çalıştı. Bu fiiller mekanik farkındalık gösterir, belirsiz çaba değil.
Hassasiyet ölçütleri kişilik iddialarını geride bırakır. Bir işe alım uzmanı özgeçmişleri “ölçüm” veya “kumpas” için filtrelediğinde, adınızın o listede olmasını istersiniz. Hassasiyet, abkant preslerin ilk dilidir—henüz birini çalıştırmadan önce bu dili konuşun.
Depo deneyimi, doğru şekilde çerçevelendiğinde doğrudan metal imalatına dönüşür. İşverenler “forklift operatörü” ve “stok memuru” görür, ancak otomatik olarak “malzeme akışı uzmanı” görmezler. Bu bağlantıları kurmak sizin işinizdir. Sac metal taşımak, boyut ve ağırlığı doğrulamak ve parçaları üretim için hazırlamak, abkant presleri besleyen malzeme taşıma adımlarını yansıtır.
Görevlerinizi şu şekilde aktarın: “4’x8′ çelik levhaları forklift ve tavan vinçleri kullanarak güvenli bir şekilde hazırladı; sürekli abkant pres üretim akışını sağlamak için imalat hattıyla koordine etti.” Bu tek ifade, hem güvenlik standartlarını hem de iş akışı verimliliğini anladığınızı gösterir—imalat atölyeleri için en önemli iki değerlendirme ölçütü.
Depo deneyimini “Üretim Hazırlığı” olarak yeniden markalayarak, aktarılabilir becerileri vurgulamış olursunuz: mekânsal farkındalık, yük dengesi ve zamanlama. Sadece depolama lojistiği değil, üretim akışı açısından düşündüğünüzü gösterin. Alüminyum, galvanizli çelik, paslanmaz gibi belirli malzemeler ekleyin ve yapabiliyorsanız ölçü belirtin. Bu ayrıntılar, işe alım yöneticisine makinelerini desteklemeye başlamadan önce minimum yönlendirme gerekeceğinizi gösterir.
Mümkün olduğunda sonuçları sayısal olarak ifade edin: vardiya başına yük sayısı, kazasız geçen süreler veya zamanında teslim yüzdeleri. Üretimde, sayılar sıfatlardan daha hızlı güvenilirlik kanıtlar.
Tam operatör olmaya giden en hızlı yol, nadiren “CNC Abkant Pres Operatörü” unvanıyla başlar. Birçok atölye, sizi doğrudan makinelerin yanına yerleştiren “Eğitim Verilir” yardımcı veya malzeme taşıyıcı pozisyonlar açar. Bu noktadan, takım değişimlerini, arka dayama programlamasını ve bükme dizilerini gözlemlersiniz—hiçbir sınıfın tekrarlayamayacağı uygulamalı bilgi.
Yaygın besleyici pozisyonlar arasında Üretim Yardımcısı, Malzeme Hazırlayıcı ve Atölye İşçisi bulunur. Bu roller saatte $16–$19 arasında maaş verir, ancak sevkiyatta değil, üretim hücresinin içindedir. Üç ila altı ay içinde, parça numaralarını öğrenen, kilitleme/etiketleme prosedürlerini uygulayan ve kurulumları gözlemlemek için talepte bulunan güvenilir bir yardımcı genellikle bir sonraki operatör adayı olur. Bir süreliğine yakınlığı maaşa tercih etmek, öğrenme eğrisini kısaltır.
Özgeçmişiniz bu ilanları doğrudan hedeflemelidir. “Giriş seviyesinde iş arıyorum” ifadesini şu şekilde değiştirin: “CNC şekillendirme ve malzeme hazırlamada eğitim almaya istekli.” Bu, nitelikleri aşmadan hırsı gösterir. Güvenlik farkındalığı kanıtı ekleyin—OSHA forklift sertifikası veya ilk yardım eğitimi gibi—böylece işe alımcılar hem ekipmanı hem de çalışma arkadaşlarını koruyacağınızı bilsin. Atölyeler önce güvenilirliği, sonra hassasiyeti, ardından programlamayı terfi ettirir.
Gerçek dünya kısayolu: Küçük atölyeler, adaylar kelime dağarcığını bildiklerinde resmi gereklilikleri göz ardı etme eğilimindedir—şu kelimeler gibi: ram ayarı, arka dayama, veya V‑kalıp. Bunlar hile değil; güvenilirlik göstergeleridir. Konuşmada doğru kullanmak, ustabaşına sahada neyin önemli olduğunu anladığınızı söyler.
Çoğu aday “CNC Abkant Pres Operatörü – 3 yıl deneyim gerekli” şeklindeki ilanların peşinden gider ve otomatik olarak elenir. Beklenmedik hamle? Bunun yerine makineyi destekleyen rollere yönelin. Ekipmanın yanında durun, ritmi ikinci doğa haline gelsin. Operatörlerin malzemeyi nasıl hizaladığını, bükme dizilerini nasıl ayarladığını ve planlara göre nasıl doğruladığını gözlemleyin. Özgeçmişinizi her ay şu aktif fiillerle güncelleyin—konumlandırdı, yardım etti, ölçtü, doğruladı.
Sonunda bir operatör ilanına yeniden başvurduğunuzda, özgeçmişiniz artık içeri girmeye çalışan bir depo işçisini değil; üretim diline hâlihazırda hâkim, ilerleme aşamasındaki bir imalatçıyı tanımlar. Böylece yanıtsız başvurulardan mülakatlara, palet taşımaktan metal şekillendirmeye geçersiniz.
Üreticiler “Bana deneyiminden bahset” dediğinde, özgeçmiş özetini istemezler—toleranslarla mı yoksa unvanlarla mı düşündüğünüzü test ederler. Doğrudan pres freni deneyimi olmayan bir depo çalışanı, görev hassasiyetini imalat terimlerine çevirerek oyunda kalabilir. Sac stokunu doğru sayılarla elleçlemek, güvenli malzeme akışını yönetmek veya kalite kontrollerini kaydetmek, süreç kontrolünü ima eder. Bu anları “imalata hazır” olarak çerçevelemek, atölyenin metodik doğruluk talebini anladığınızı gösterir.
Belirsiz iddiaları (“Hızlı öğrenirim”) ölçülebilir benzerliklerle değiştirin: “Günlük 50 pound sac stok yüklemesi, sıfır olay; dijital kumpas ile sipariş spesifikasyonuna karşı ölçüleri doğruladım.” Bu ifade üretim disiplinini yansıtır. STAR yöntemini—Durum, Görev, Eylem, Sonuç—kullanarak hassasiyet ve tutarlılık üzerine mikro hikayeler anlatın. “Sıfır uygunsuzlukla güvenlik denetimlerini kaydettim” veya “Palet yerleşiminde yarım inç sınırlar içinde toleransı korudum” gibi küçük veri noktaları bile pres freni tekrarlanabilirliğine doğal olarak bağlanır.
İmalat amirleri sizi pres freni saatlerinizin eksikliğinden nadiren reddeder—konuşmaları bitiren şey merak eksikliğidir. Saygın makinist kanallarından ve kılavuzlardan arka dayama ayarı, bükme payı veya güvenlik kilitleri üzerine çalıştığınızı belirtin. On atölyeden sekizi, sessiz bir çıraktan ziyade dili öğrenmeye başlamış birini tercih eder. Merak, öğrenilebilirlik sinyali verir; öğrenilebilirlik her zaman geçmişi yener.
Mülakat genellikle atölye sahasında biter, burada “Bunu hiç kullandın mı?” gibi rahat bir soru aniden yetkinlik testine dönüşür. Kumpas—dijital veya kadranlı—sizin can simidinizdir. 30 saniyelik bir demo zihninizde hazır olsun. Çeneleri bir kenara kaydırın, sıfırlayın, iç bükme yarıçapını ölçün ve dijital ekrandan net okuyun: “0.125 inç yarıçap.” Sayı değil, hareket güvenilirlik kazandırır. Kendinden emin kullanım, teorinin ötesinde olduğunuzu gösterir.
Bu hassasiyeti tanıdık zemine bağlayın. Palet taşmalarını kontrol ettiyseniz veya envanter ölçülerini doğruladıysanız, bunu söyleyin. Bu bağlantı geçmişinizi ölçüm disiplininin temeli olarak yeniden çerçeveler. Ondalık dönüşümleri bilin; kesirlerde tökezlemek anında “öğretilemez” olarak okunur. Basit dönüşümlerde akıcı olmak—sekizde bir 0.125, onaltıda bir 0.0625—zihninizin zaten imalat kodunda çalıştığını gösterir.
Tur sırasında dikkatli olun. Sakin bir gözlem—“Arka dayama birkaç binde bir hatalı gibi görünüyor”—bir amire kalibrasyon konusunda gözünüz olduğunu söyler. Asla veri uydurmayın; ölçüm değil hizalama hakkında yorum yapın. Pratik makinistler, kumpas kullanımını açıklayabilen veya yanlış hizalanmış bir dayamayı basit terimlerle tanımlayabilen operatörlerin genellikle anında işe alındığını doğrular, çünkü bu kişiler ezberden değil analitik güven sergiler.
Konuşma özgeçmişten uyuma döndüğünde, dinamiği tersine çevirin. Sorun: “Kurulum süreciniz nasıl görünüyor?” Bu soru sizi potansiyel bir işbirlikçi olarak yeniden çerçeveler. Her ustabaşının kurulumlar hakkında güçlü fikirleri vardır—takım değişiklikleri, test bükme sırası, doğrulama yöntemleri. Sorduğunuzda, en çok neye değer verdiklerini ortaya koyarlar. Bu, uyumunuzu göstereceğiniz andır.
Daha önce CNC veya manuel pres çalıştırdıysanız, kuruluma nasıl yaklaştığınızı kısaca açıklayın: çizimleri incelediniz, kalıpları seçtiniz, hurda parçada test bükmesi yaptınız, malzeme değişimine göre ram strokunu ayarladınız, ardından ofseti belgelediniz. Depo veya üretim rolünden geçiş yapıyorsanız, süreci kavramsal olarak yansıtın: “İş spesifikasyonlarını incelerim, malzemeyi ölçerim, arka dayama konumlarını ayarlarım, ilk temas öncesi kuru çalıştırma yaparım.” Mantık, ortam ne olursa olsun imalat disiplinine paraleldir—inceleme, hazırlık, test, sonlandırma.
“Düğme basan” ile “kurulum düşünen” arasındaki fark, geçici işe alınanları uzun vadeli operatörlerden ayırır. Atölyeler, her ayarın neden önemli olduğunu anlayan problem çözücülere yatırım yapar. Bu zihinsel model—bükme payını öngörmek, açı telafisini doğrulamak, ilk parça doğruluğunu denetlemek—taklit edilemez. Süreçlerini sormak onların yanında, değil altında konumlanmanızı sağlar.
| Kurulum Adımı (gerçek operatör içgörülerinden) | Depo veya genel deneyim bağlantısı | Mülakatlarda neden etkili olur |
|---|---|---|
| Çizimleri veya parça spesifikasyonlarını incelemek | Yükleme listelerini veya toplama listelerini okumak | Sinyalleri belgeleme disiplini |
| Kalıpları seçin ve arka dayanakları ayarlayın | Forklift ataşmanlarını seçme | Ekipman değerlendirmesini gösterir |
| Test bükmeleri yapın ve basıncı ayarlayın | Deneme istifleme veya kalibrasyon kontrolleri | Yinelemeli problem çözmeyi gösterir |
| Sonuçları kumpas/mikrometre ile doğrulayın | Envanter ölçümleri yapma | Ölçülebilir hassasiyeti yansıtır |
Mülakatçılar sözlerinizi risk değerlendirmelerine çevirir: Bu kişi bizim sıramızı öğrenebilir mi, toleranslarımıza saygı gösterebilir mi ve hurda oluşturmadan çevrim hızını koruyabilir mi? Düşüncenizi nasıl tanımladığınız, atölye testi başlamadan önce bunun cevabını verir.
Çoğu başvuru sahibi mülakatı bir sınav gibi görür. Oysa değildir—yaklaşımın gözlemlenmesidir. Yöneticiler, hangi makinelerin “yakınında bulunmuş” olduğunu listeleyenleri değil, karar verme sürecini anlatanları hatırlar. En iyi adaylar süreç akışından bahseder: malzeme kalınlığını plana göre nasıl kontrol ettikleri, neden tam üretimden önce ilk bükmeyi doğruladıkları, sapmayı nasıl düzelttikleri. Geriye sordukları her soru şüpheyi ortadan kaldırır.
Kazandıran zihniyet “onları nitelikli olduğuma ikna et” değildir. “En iyi operatörleri gibi düşündüğümü göster”dir. Geçmişinizi dürüstçe aktararak ve beceri ile merak odaklı soruların küçük gösterimlerini eşleştirerek, göz korkutan atölye testini meslektaşlar arasında bir sohbete dönüştürürsünüz. Bu, iş arayan ile işe alınan arasındaki köprüdür—ustabaşının pres freni açıklamayı bırakıp size üretim hedeflerinden bahsetmeye başladığı sizinle anıdır.
İlk hafta, deneyiminizi CNC abkant pres iş ilanlarının gerçekten aradığı dile dönüştürmekle ilgilidir. Özgeçmişinizde “depo görevlisi” veya “forklift operatörü” yazıyorsa, “CNC,” “teknik çizim okuma” ve “tolerans” gibi terimleri tarayan filtreler için görünmezsiniz. Genel görev listelerini üretime özgü ifadelerle değiştirin: “LOTO prosedürlerine uygun olarak, 10–50 lb sac malzemeleri sıfır iş kazasıyla taşıdı.” Teknik merakınızı kanıtlayan bir satır ekleyin: “Ücretsiz CNC eğitim uygulamaları kullanarak bükme sırası simülasyonu yaptım, blueprint doğruluğu sağladım.” Bu, küçük imalat atölyelerinin diplomalardan daha çok değer verdiği iki özelliği — yetenek ve disiplin — gösterir.
Sonra, yazmaktan dokunsal pratiğe geçin. “Mutfak Masası Tatbikatınızı” kurun. Her gece 45 dakika, operatörlerin günlük yaptığı işleri yeniden oluşturun. Google görsel aramasından beş teknik çizim sayfası bulun ve her bükme açısını elle yeniden çizin. Kesirleri hesap makinesiyle ondalıklara çevirin, ⅜” ölçüsünün 0.375 olduğunu düşünmeden görene kadar çalışın. Üçüncü gün, kısa bir abkant pres eğitimi videosu izleyin ve her bileşeni — ram, kalıp, arka dayama — flash kart gibi etiketleyin. Yedinci güne kadar, ücretsiz bir uygulamada en az yirmi simüle edilmiş bükme kaydedin ve doğruluk sonuçlarınızın ekran görüntüsünü alın. Bunları mülakatlar için saklayın; fotoğraflar odak kanıtıdır. Amaç mükemmellik değil, akıcılık — zaten atölyede çalışan biri gibi düşündüğünüzü göstermek.
Bu hafta her şeyi değiştiren şey, özgeçmişinizin bir geçmiş değil, bir sinyal olduğunu fark etmektir. Atölye dilini yansıttığında artık bir şans istemiyorsunuz — üretim hakkında konuşmaya hazırsınız.
İkinci hafta, tüm işe alımların çevrimiçi olmadığının kanıtıdır. İki ila dört abkant pres çalıştıran küçük imalat işletmeleri hâlâ tokalaşarak karar verir. Google Haritalar’ı kullanın, 20 mil içinde “metal imalat” arayın ve 50“den az çalışanı olan atölyeleri işaretleyin. Sabah ortasında, özgeçmişiniz elinizde, şu soruyu sormaya hazır olarak gidin: ”Kurulum sürecinizi birkaç dakika görebilir miyim?” Bu saygılı, net ve onların toplantılarla değil dakikalarla çalıştığını anladığınızı gösterir.
Bu 10 dakikalık sohbetler çoğu zaman 100 dijital başvuruyu geride bırakır. Size bir kumpas ve hurda plaka verirlerse, bunun sizin gayriresmî atölye testiniz olduğunu bilirsiniz. Mutfak masasında çalıştığınız 2.375″ ölçüsünü tutturursanız, bu bir iş fırsatına dönüşür. Eğer işe alamazlarsa, “En iyi yardımcılarınızı nereden buluyorsunuz?” diye sorun. Patronlar konuşur; bir sonraki yönlendirme, otoparka varmadan gelebilir.
Burada aklınızda kalan görsel basittir — tezgâhta yağ lekeli eldivenler, yanıp sönen iş ilanı panosu değil. Çünkü ölçüm yaparken görülmek, ekran kaydırırken görülmekten çok daha işe yakın olduğunuzu gösterir.
Üçüncü haftada, bağlantı listeniz gelen kutunuzdan daha önemlidir. İkinci haftadaki her atölye temasınızla takip yapın: kısa bir mesaj, bir kanıt noktası, bir talep. “Salı günkü atölye turu için teşekkürler — o zamandan beri bir düzine bükme daha çalıştım. Yardımcı pozisyonunuz var mı?” Bu mesaj, talimatları takip ettiğinizi, beceriye yatırım yaptığınızı ve mazeret değil ilerleme ile geri döndüğünüzü gösterir.
Beklerken, “pres asistanı” veya “atölye yardımcısı” rollerini arayın — CNC operatörlüğüne gerçek giriş rampaları bunlardır. Sizi her vardiyada abkant operatörünün yanına konumlandırırlar. Tipik yol: iki hafta boyunca malzemeleri taşımak ve kalıpları temizlemek, ardından kademeli olarak takım değişimlerine yardımcı olmak. Parçaları kalınlığa göre sıralamayı ve kurulum sayfasını okumayı öğrenenler hızlıca rol değiştirir. Sektör verileri, içeriden gelen yardımcıların sertifika yolunu tekrar eden dış başvuru sahiplerinden üç ila altı kat daha hızlı ilerlediğini gösterir.
Kırmızı bayraklara dikkat edin: “tüm vardiyalar, hemen başla, eğitim yok” vaat eden ilanlar, yüksek devinim tuzaklarıdır. Bunun yerine “çırak” veya “operatör destek” ifadeleri geçen ilanları hedefleyin. Hız için reddettiğiniz her yardımcı pozisyon, size sağlam bir beceri merdivenine mal olur. Eğiteni seçin.
Dördüncü haftada, ısrar sizin ayırt edici özelliğiniz olur. İletişim listenizde beş profesyonel takip genellikle en az bir ücretli deneme fırsatını tetikler. Artık iş istemiyorsunuz; alışkanlık ve tekrar ile doğrulanmış hazır olduğunuzu sunuyorsunuz.
| Günler | Odak | Ana Eylemler | Temel İçgörüler |
|---|---|---|---|
| 1–7 | Özgeçmiş Çevirisi ve “Mutfak Masası” Beceri Tatbikatı | • Özgeçmişi CNC abkant pres diline uyarlayın (“CNC,” “teknik çizim okuma,” “tolerans”). • Genel görevleri üretim ifadeleriyle değiştirin: örn. “LOTO prosedürlerine uygun olarak, 10–50 lb sac malzemeleri sıfır iş kazasıyla taşıdı.” • Teknik merak kanıtı ekleyin (“Ücretsiz CNC eğitim uygulamaları kullanarak bükme sırası simülasyonu yaptım, 95% plan doğruluğu elde ettim.”). • Her gece 45 dakikalık “Mutfak Masası Tatbikatı” yapın: planları yeniden çizin, kesirleri ondalıklara çevirin, pres fren bileşenlerini etiketleyin ve simüle edilmiş bükmeleri kaydedin. | Özgeçmişiniz yalnızca geçmişinizi değil, üretim akıcılığınızı da göstermelidir. Atölye diliyle uyum sağladığında, gerçek işe hazır görünürsünüz. |
| 8–14 | Yerel Metal Atölyelerinde “İçeri Girme” Stratejisi | • Google Haritalar üzerinden 20 mil içinde, 50’den az çalışanı olan küçük imalat atölyelerini belirleyin. • Özgeçmişinizle sabah ortasında ziyaret edin; kurulum süreçlerini gözlemlemek isteyin. • Kısa ve saygılı sohbetlerle pratik fırsatlar yaratın (kumpas testi veya kısa demo). • Açık pozisyon yoksa, yönlendirme isteyin. | Gerçek işe alım çoğu zaman yüz yüze gerçekleşir. Atölyede ölçüm yaparken görülmek, çevrimiçi başvuru göndermekten daha etkilidir. |
| 15–30 | Takipler ve “Yardımcı” Rollerini Hedefleme | • İkinci haftadaki her atölyeyi ilerlemenizi gösteren kısa ve net mesajlarla takip edin. • Operatör rollerine geçiş basamağı olarak “pres asistanı” veya “atölye yardımcısı” pozisyonlarını arayın. • Eğitim vermeden anında başlangıç vaat eden yüksek devirli tuzaklardan kaçının. • Mentorluk veya çıraklık belirtilen rollere öncelik verin. | Tutarlı takipler ve stratejik rol seçimi yukarı doğru hareketlilik sağlar. Israr ve pratik kanıtı, bağlantıları ücretli denemelere dönüştürür. |
Bir ay önce, pres frenin kontrol panelinden kilitli bir kapı gibi korkuyor olabilirdiniz. Şimdi ise bir haftalık tatbikat, iki haftalık içeri girme ziyaretleri ve günlük takiplerin hem yetkinlik hem fırsat yarattığını gösterebilirsiniz. 30 günlük sprint, başladığı mutfak masasında sona eriyor — tek fark, kahve fincanınızın yanına kurşun kalemle yazılmış bir çelik atölyesi adı ve Cuma günü için planlanmış bir arama olması. Atılım şans değil; harekettir.


















