

A factory slowdown hits. Forklift drivers are sent home. Assemblers get cut. Yet the same shop still posts openings for CNC press brake operators. That contradiction is the first clue—this is one of the few trades where precision and reliability can literally protect your paycheck. While entire departments shrink, the person who can turn flat sheet metal into exact parts for million‑dollar assemblies keeps their spot at the machine.
In most fab shops, the people who “just run parts” treat the brake like a vending machine—load a blank, hit the pedal, stack the result. When workflows tighten, those button pushers are replaced first. True fabricators, by contrast, know how to interpret bend deductions, correct ram alignment, and read a print well enough to adjust an offset mid‑run. They aren’t creating metal origami; they’re controlling variables that determine whether a batch gets accepted or scrapped.
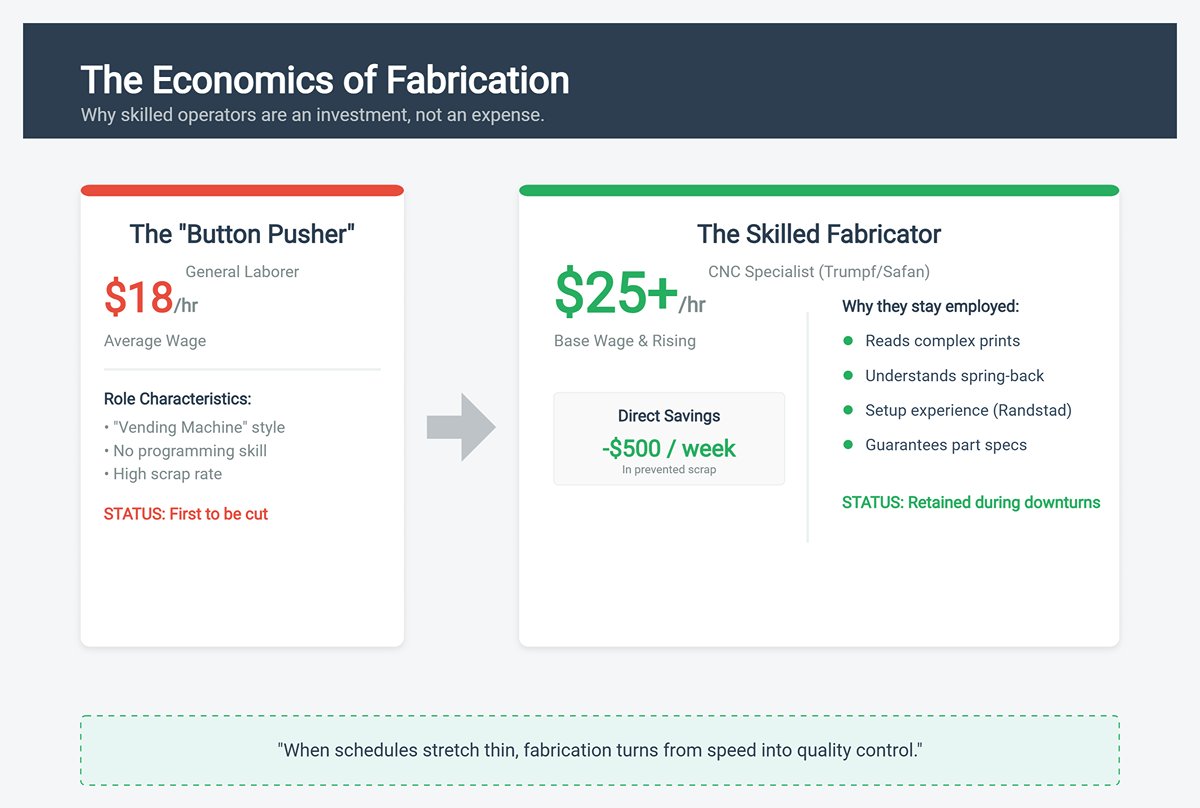
CNC press brake operators using Trumpf or Safan machines do more than press start. They program complex bend sequences, understand material spring‑back, and minimize waste across stainless or aluminum runs with tolerances around one percent. That knowledge translates directly into fewer damaged blanks—measurable savings a manager sees instantly. During downturns, someone who prevents $500 in scrap every week is worth far more than another general laborer. That’s why manual press roles paying around $18 per hour vanish first, while CNC‑skilled fabricators earning $25 stay on rotation.
Randstad job data backs this up: listings emphasize “ability to read complex engineering drawings” and “setup experience” as key to long‑term retention. The moment a shop slows down, fabrication turns from pure speed into quality control—and only trained operators can guarantee parts that still meet spec when schedules stretch thin.
Every fabrication manager will say they need technical skill, but what they need first is reliability. Across fabrication forums and temp‑to‑hire listings, one complaint repeats: high turnover. About three‑quarters of terminations happen because of absenteeism, not poor skill. That’s why candidates without formal blueprint experience still get hired if they can pass a tape‑measure test and show a spotless safety record.
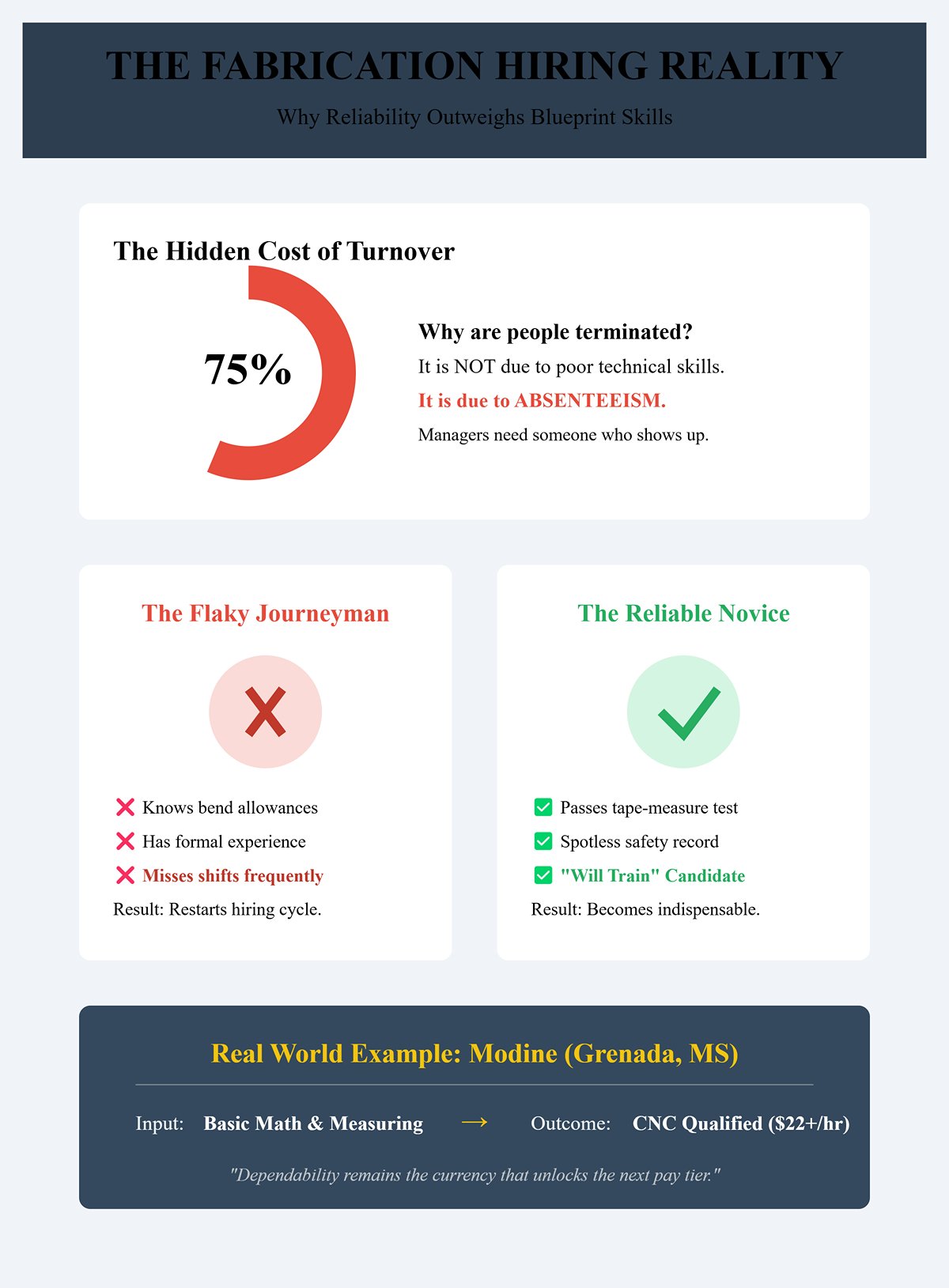
The shortage is so persistent that companies publicly advertise “will train” even for roles tied to million‑dollar equipment. A warehouse worker with forklift certification and “no incidents in two years” can stand out over a flaky journeyman who knows bend allowances but misses shifts. Shops would rather teach someone to square a sheet against a backgauge than restart the hiring cycle mid‑project.
That reliability converts into trust on the floor. Supervisors often pair steady beginners with senior operators, giving mentors a pay bump and rookies access to hands‑on training. Learning to calibrate the ram, adjust the backgauge, or enter bend corrections into the CNC console takes weeks, not months. The rare candidate who arrives on time for all those weeks soon finds themselves indispensable.
Concrete examples prove the point. Modine’s Grenada, MS facility—typical of regional manufacturers—hires for operators even without blueprint fluency, provided applicants demonstrate good measuring and shop‑math basics. Once trained, those same employees move quickly into CNC‑qualified brackets earning $22 per hour or more. Dependability remains the currency that unlocks the next pay tier.
Blue‑collar math can make or break a trade’s reputation. On paper, a $20 hourly rate sounds modest. In a fabrication shop running 50‑ to 60‑hour weeks, it’s the core of a solid middle‑class income. Two thousand regular hours equal $40,000 annually; tack on 500 hours of time‑and‑a‑half overtime, and that adds roughly $15,000–$19,000 more. Suddenly the yearly total climbs past $60,000—a range confirmed across Indeed’s dataset of more than 7,000 brake‑operator postings nationwide.
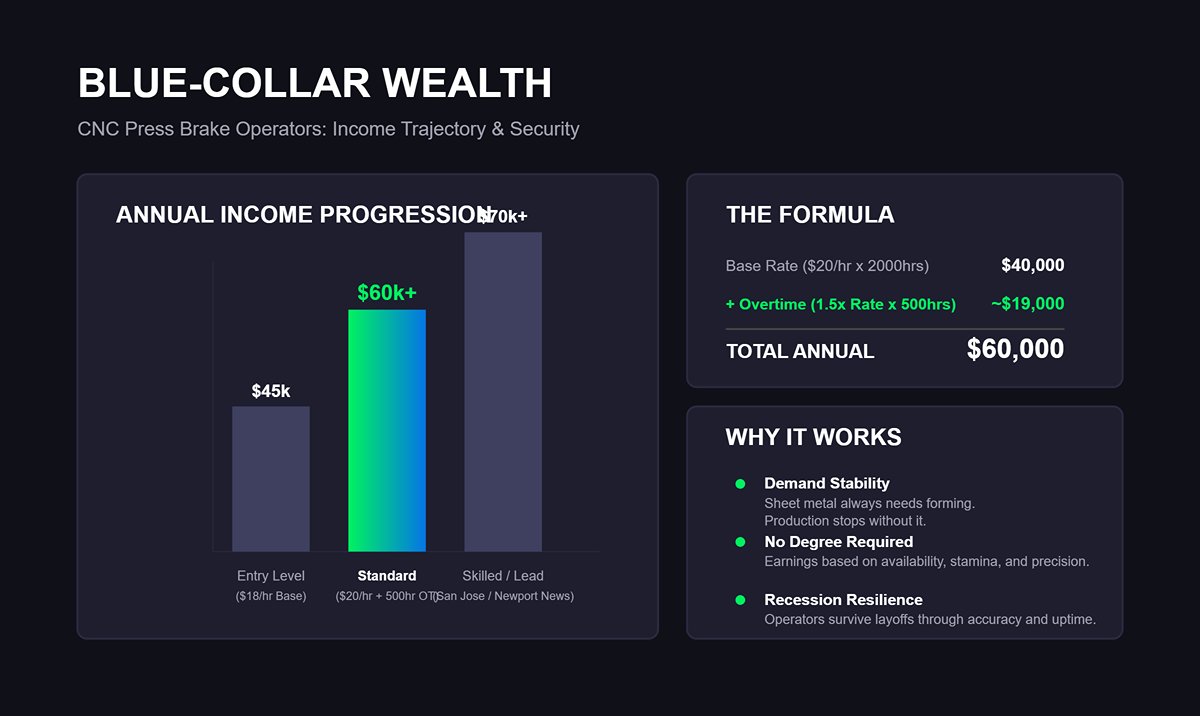
Regional pay variation sharpens the picture. In Virginia fabrication shops and ship‑repair yards, current listings show $24–$28 per hour bases with steady overtime. Workers in Midwest manufacturing hubs average $22 base but earn top‑quartile pay by logging extended shifts. Entry‑level hires at $18 can cross into the $45,000–$50,000 range their first full year. Skilled programmers or lead operators in higher‑cost markets—San Jose, Mankato, or Newport News—push totals upward of $70,000 when overtime stacks up.
That earning power isn’t tied to a certification or degree; it’s built on availability, stamina, and precision. A welder’s backlog may vanish when contracts shift, but sheet‑metal components always need forming. Production managers know deadlines don’t wait for training cycles—if one press brake goes idle, a project stops cold. So they pay to keep those machines running and reward the operators who make it happen.
The result: a trade where reliability, backed by a manageable learning curve and consistent overtime, forms what many in manufacturing quietly call a “golden ticket.” Unlike roles tethered to demand spikes, CNC press brake operators stay busy even when the economy wobbles. They survive layoffs not by luck, but because accuracy and uptime never go out of style.
A 10-hour shift on a CNC press brake starts long before the first bend. Operators begin by reading blueprints—often in thousandths of an inch—then translating those into a machine setup that will hold tolerances tighter than the thickness of a dime. Setup can swallow the first two hours: selecting dies and punches, aligning them off-center for compound angles, mounting tooling without galling, and programming the backgauge positions on the controller. One wrong tonnage input or backgauge offset can turn a $100 sheet into scrap.
Once production starts, the pace jumps to 50–100 parts per hour. Every cycle brings new calculations: material thickness changes affect springback, tooling heat shifts angles, and even oil temperature alters bend consistency. The operator adjusts mid-run, not with guesswork, but with micrometer checks and calculated reprograms. That’s the quiet skill behind meeting aerospace or defense-grade tolerances.
Between bends, there’s grease, noise, and cleanup—tasks that rarely make it into job ads. Mid-shift scrubbing of oil mist and metal chips keeps the floor safe, while end-of-day wipe-downs on guides and backgauges extend tooling life. Documentation closes every shift: noting angle corrections, hydraulic responses, or part deviations so the next operator avoids repeat errors. This attention to detail stretches a “10-hour” day into ten and a half—but it’s how you build both trust and speed.
Key takeaway: In high-volume shops, setup errors alone burn 20–30% of total shift time. The rookie who dials in test bends on the first day isn’t just accurate—they’re promotion material for setup or programming roles.
Job descriptions sound simple—lift 50 pounds, stand all day—but the true work is 40% strength and 60% mental geometry. Operators handle heavy sheet steel, often with cranes for bulk lifting, yet the job’s strain comes from repetitive alignment and fine hand positioning. A single off-angle clamp or hurried slide creates misbends that only show up after costly machining downstream. Steel-toe fatigue and 90-decibel noise are given hazards, but back and wrist strain from awkward retooling motions are far more common.
The bigger challenge hides in math and perception. Reading geometric dimensioning and tolerancing symbols (GD&T) to locate bend lines, converting fractional blueprints into decimal inputs, and judging bend allowances requires constant mental checks. One degree of error on a 10-foot piece warps a flange by an eighth of an inch—instant scrap for precision clients.
Veteran operators learn to “feel” the metal during ram descent, predicting springback before it happens. They use angle finders and calipers to confirm what intuition already warned them about. That blend of brainwork and touch distinguishes the $18-per-hour muscle hire from the $25-per-hour problem-solver who can program and troubleshoot mid-run.
Bottom line: The “must lift 50 lbs” line hides the real fatigue driver—eight to ten hours of focus. Mentally exhausted operators double their scrap rate after hour eight, proving success here is more cognitive endurance than brute strength.
For new operators, small job shops offer the fastest route to mastery. Companies with fewer than 50 employees often hire for reliability over credentials, letting candidates prove themselves through hands-on trials instead of résumé filters. A beginner may start sorting scrap or staging material, but within weeks they’ll be swapping dies and running short production cycles that teach setup fundamentals. Each one-off project exposes them to new tooling, materials, and measurement checks—a practical education no classroom matches.
Large factories, by contrast, thrive on repetition. Their operators download preprogrammed jobs, adjust for minor deviations, and maintain throughput targets. It’s stable work, but not developmental. Beginners struggle to advance because programming and hydraulic maintenance are siloed specialties with certification barriers. In small shops, those domains overlap. Owners often hand newcomers real responsibility after they demonstrate safety awareness and attention to detail.
Career impact: Opti Staffing data shows that small shops fill entry-level positions 30% faster than factories and hire twice as many without formal CNC experience. On-the-job training and direct mentorship compress the learning curve from years to months. That’s why many seasoned professionals—after stints in large plants—circle back to custom job shops to regain control over their craft and growth.
A CNC press brake operator’s day blends precision engineering, sweat, and real-time troubleshooting. The machine rewards patience and punishes shortcuts, making the role both physically grounded and mentally demanding. For anyone considering entering the field, understanding what the job feels like shifts the idea from “industrial labor” to “precision problem-solving.” And that awareness is what turns a newcomer into a tradesperson with a future.
CNC press brake operators don’t use calculus on the shop floor; they use conversion accuracy. Every setup and bend angle comes back to fractions and decimals—if you can’t flip 3/16″ to 0.1875″ in your head, you’ll stall production. Shops test this immediately. During walk‑in interviews or pre‑hire screenings, expect a quick demo with a caliper or tape measure. If your reading or conversion is off, the conversation ends there.
The reality: entry‑level operators rely on straightforward arithmetic. A bend program might call for 0.125″ material thickness, or a die opening eight times that (1.000″). Precision demands you understand what those numbers mean physically and digitally. The operator who translates fractions like a second language sets up faster, wastes fewer sheets, and earns supervisor trust sooner.
To drill this skill, commit to 10 minutes daily on fraction‑decimal conversions using a free course, such as Khan Academy’s arithmetic modules. The goal isn’t memorization—it’s reflex. When you see 5/8″, your hands should auto‑type 0.625″ without a pause. Seasoned machinists on trade forums consistently say: basic geometry and quick conversions beat algebra every time until you move into programming or tooling design. Shops hire for these basics because precision errors on a $300 panel teach very expensive lessons.
A machine isn’t intimidating once you know its language. “Backgauge,” “ram,” and “die” sound like heavy‑metal jargon until you’ve watched them in motion. The smartest entry candidates study short technical demonstrations before ever touching a press brake. This way, they show up talking like apprentices—using proper terms, asking specific questions—and supervisors notice.
Start with a fundamentals video that breaks down the three key components: the backgauge, which positions the metal sheet for repeat bends; the ram, the moving beam that presses the punch tool into the die, forming the material; and the control unit that programs those movements. Watching a brand‑specific demo (Trumpf, Bystronic, or Amada) bridges theory to practice—these manufacturers design the machines most shops use.
Next, observe a tooling setup tutorial. Pay attention to how die width relates to material thickness (around eight times the thickness for mild steel). Understanding “V‑opening” ratios helps you prevent tool or part damage—something production managers value far more than talk about speed. Then watch a programming walkthrough that shows how bend angles, order of operations, and backgauge movements are sequenced in software. Many candidates who can describe this workflow during an interview instantly move past the first cut because they sound teachable.
Finally, review a “common mistakes” or troubleshooting clip highlighting misaligned backgauges, over‑traveling rams, or skipped lockout/tagout protocols. You’ll learn the shop’s unspoken rule: safety and consistency beat speed. Rewatch all four videos several times, take physical notes, and practice explaining each term aloud. Even role‑playing how you’d reset a ram depth for a 90‑degree bend on 1/8″ steel helps you think like an operator before stepping into a plant.
No tool tells a supervisor more about your readiness than a simple tape measure. Every fabrication shop uses it as the hiring threshold. If you hesitate when reading 1/32″, you’re not getting near a CNC panel. Precision starts here: hook the tape’s end on material, align the edge, read the marks confidently, and communicate in decimals. When you say “twelve and five‑sixteenths” equals “twelve point three one two five,” you’re showing fluency in shop language.
Practice until tape readings are automatic. Create scrap boards marked with fine increments, measure the same spot fifty times, and check your consistency. Track your results; your error margin should fall below one‑thirty‑second of an inch. Use free fraction‑to‑decimal calculator apps to verify work until your mental math catches up.
Shops that hire “helpers” evaluate this skill before anything else. According to Fabricators and Manufacturers Association training data, workers who can prove reliable measurements move from material handling into press brake operation within months—often hitting $22 per hour without prior CNC experience. They don’t need certifications right away; they need repeatable accuracy under pressure.
When a foreman asks you to measure a 50‑pound steel sheet and determine its bend allowance, your ability to read, compute, and report numbers calmly wins trust. From that moment, you’re no longer a warehouse worker—they see a trainee who can be molded into an operator. The fundamentals aren’t academic. They’re the real‑world keys to unlocking a skilled trade career that values reliability, precision, and curiosity above all else.
Modern fabrication shops don’t hire for “strength” or “work ethic”—those are assumed. They hire for measurable precision. When your resume speaks in generalities, applicant tracking systems (ATS) read “unqualified.” When it names the tools, tolerances, and shop habits you already practice, it reads “ready to train.” The difference determines whether you get ghosted or get a call.
A CNC press brake operator’s reputation lives or dies on accuracy. Your resume should, too. Replace generic traits with quantifiable proficiency. “Precision Measurement” isn’t just a buzzword; it signals that you understand tolerances—the small allowable variation between design and finished part—that define fabrication quality. If you can measure sheet thickness or check bend angles within a sixteenth of an inch, you’re already performing part of the operator’s job.
For example: “Verified sheet dimensions with tape measure and calipers to ±1/16 in. accuracy; maintained zero rework for six months.” This line tells any hiring manager that you handle tolerances deliberately. Pair it with action verbs like calibrated, aligned, or inspected, not helped or worked on. Those verbs show mechanical awareness, not vague effort.
Precision metrics beat personality claims. When a recruiter filters resumes for “measurement” or “caliper,” you want your name on that list. Precision is the first language of press brakes—speak it before you ever run one.
Warehouse experience translates directly into metal fabrication if you frame it correctly. Employers see “forklift operator” and “inventory clerk,” but they don’t automatically see “material flow specialist.” It’s your job to connect those dots. Handling sheet metal, verifying size and weight, and staging parts for production mirrors the material-handling steps that feed brake presses.
Translate your tasks like this: “Safely staged 4’x8′ steel sheets using forklifts and overhead cranes; coordinated with fabrication line to maintain continuous press brake throughput.” That single statement shows you understand both safety standards and workflow efficiency—two of the top evaluation metrics for fabrication shops.
By rebranding warehouse experience as “Fabrication Readiness,” you highlight transfer skills: spatial awareness, load balance, and timing. Show that you already think in terms of production flow, not just storage logistics. Add specific materials—aluminum, galvanized steel, stainless—and mention gauging if you can. These details reassure the hiring manager that minimal orientation will be needed before you can support their machines.
Quantify results when possible: number of loads per shift, accident-free streaks, or on-time percentages. In fabrication, numbers prove reliability faster than adjectives do.
The fastest route to becoming a full operator rarely begins with the title “CNC Press Brake Operator.” Many shops post “Will Train” helper or material-handler roles that seat you right beside the machines. From that vantage point, you observe tool changes, back‑gauge programming, and bending sequences—hands-on knowledge that no classroom replicates.
Common feeder positions include Fabrication Helper, Material Stager, and Shop Laborer. These roles pay between $16–$19 per hour, but they’re inside the production cell, not in shipping. Within three to six months, a dependable helper who learns part numbers, follows lockout/tagout procedures, and asks to shadow setups often becomes the next operator trainee. Choosing proximity over pay for a season collapses the learning curve.
Your resume should target these listings explicitly. Replace “seeking entry-level” with “eager to train in CNC forming and material staging.” That signals ambition without overreaching on qualifications. Include proof of safety awareness—mention OSHA forklift certification or first-aid training—to reassure recruiters that you’ll protect both equipment and coworkers. Shops promote reliability first, then precision, then programming.
Real-world shortcut: Small job shops tend to overlook formal requirements when candidates walk in knowing the vocabulary—words like ram adjustment, back‑gauge, or V‑die. Those aren’t tricks; they’re credibility markers. Using them correctly in conversation tells a foreman you understand what matters on the floor.
Most applicants chase job postings that read “CNC Press Brake Operator – 3 yrs experience required” and get filtered out automatically. The unexpected turn? Target roles that support the machine instead. Stand beside the equipment until its rhythm becomes second nature. Observe how operators square material, set bending sequences, and verify against blueprints. Update your resume every month with those active verbs—positioned, assisted, measured, verified.
When you finally re‑apply for an operator opening, your resume no longer describes a warehouse worker trying to break in; it describes an in‑progress fabricator already fluent in production language. That’s how you move from ghosted applications to interviews—and from moving pallets to shaping metal.
When fabricators hear “Tell me about your experience,” they’re not requesting a résumé recap—they’re testing whether you think in tolerances, not titles. A warehouse worker with no direct brake experience can stay in the game by translating task precision into fabrication terms. Handling sheet stock with accurate counts, managing safe material flow, or recording quality checks all imply process control. Framing those moments as “fabrication readiness” shows you understand the shop’s demand for methodical accuracy.
Replace vague claims (“I pick up fast”) with measurable parallels: “Daily loading of 50-pound sheet stock with zero incidents; verified dimensions against order spec using digital calipers.” That phrasing mirrors production discipline. Use the STAR method—Situation, Task, Action, Result—to tell micro stories of precision and consistency. Even small data points like “logged safety inspections with zero nonconformities” or “maintained tolerance in pallet placement within half-inch limits” link naturally to press brake repeatability.
Fabrication supervisors rarely reject you for lacking press brake hours—what ends conversations is an absence of curiosity. Mention that you’ve studied backgauge setup, bend allowance, or safety interlocks from reputable machinist channels and manuals. Eight out of ten shops prefer someone who’s already learning the language over a silent apprentice. Curiosity signals teachability; teachability beats background every time.
The interview often ends on the shop floor, where a casual “Ever used one of these?” suddenly turns into a competence test. A caliper—digital or dial—is your lifeline. Keep a mental 30-second demo ready. Slide the jaws to an edge, zero it, measure an inside bend radius, and read the digital window clearly: “0.125 inch radius.” The act, not the number, earns credibility. Confident handling demonstrates you’re beyond theory.
Link this precision to familiar ground. If you’ve checked pallet overhangs or verified inventory dimensions, say so. That connection reframes your background as a foundation for measurement discipline. Know your decimal conversions; stumbling over fractions instantly reads as “untrainable.” Being fluent in simple conversions—one-eighth is 0.125, one-sixteenth is 0.0625—shows your brain already works in manufacturing code.
During the tour, show alertness. A calm observation—“Looks like the backgauge is a few thousandths off”—tells a supervisor you’ve got an eye for calibration. Never fake data; comment on alignment, not readings. Practical machinists confirm that operators who can explain caliper use or identify a misaligned gauge in plain terms are often hired on the spot because they demonstrate analytical confidence, not rote familiarity.
When the conversation turns from résumé to fit, flip the dynamic. Ask: “What does your setup process look like?” The question reframes you as a potential collaborator. Every foreman has strong feelings about setups—tooling changeovers, sequence of test bends, verification methods. When you ask, they reveal what they value most. That’s your cue to show alignment.
If you’ve run CNC or manual presses before, explain concisely how you approached setup: reviewed prints, selected dies, test bent scrap, adjusted ram stroke for material variation, then documented the offset. If you’re transitioning from a warehouse or production role, mirror the process conceptually: “I’d review job specs, gauge material, set backstop positions, dry-run the motion before first contact.” The logic parallels fabrication discipline—inspect, prepare, test, finalize—no matter the environment.
The distinction between “button pusher” and “setup thinker” separates temporary hires from long-term operators. Shops invest in problem-solvers who understand why each adjustment matters. That mental model—anticipating bend allowance, verifying angle compensation, auditing first-piece accuracy—can’t be faked. Asking about their process positions you beside them, not below them.
| Setup Step (from real operator insights) | Warehouse or general experience link | Why it resonates in interviews |
|---|---|---|
| Review drawings or part specs | Reading load sheets or pick lists | Signals documentation discipline |
| Select dies and set backgauges | Choosing forklift attachments | Demonstrates equipment judgment |
| Perform test bends and adjust pressure | Trial stacking or calibration checks | Shows iterative problem-solving |
| Verify results with calipers/micrometers | Conducting inventory measurements | Embodies measurable precision |
Interviewers translate your words into risk assessments: Can this person learn our sequence, respect our tolerances, and maintain cycle speed without causing scrap? The way you describe your thinking answers that before the shop test begins.
Most applicants treat the interview as an exam. It isn’t—it’s an observation of approach. Managers remember who narrates their decision-making, not who lists machines they’ve “been around.” The best candidates talk about process flow: how they check material thickness against a print, why they verify the first bend before full run, how they correct drift. Every question they ask back cuts through doubt.
The winning mindset isn’t “convince them I qualify.” It’s “show them I think like their best operator.” By pairing honest translation of your background with micro-demonstrations of skill and curiosity-driven questions, you turn an intimidating shop test into a conversation among peers. That’s the bridge from jobseeker to hire—the moment when a foreman stops explaining the press brake to you and starts talking about production goals with you.
The first week is about converting your experience into the language that CNC press brake job postings actually search for. If your résumé says “warehouse associate” or “forklift operator,” you’re invisible to filters that screen for “CNC,” “blueprint reading,” and “tolerance.” Replace generic task lists with production-specific phrasing: “Handled 10–50lb sheet materials with zero safety incidents, compliant with LOTO procedures.” Add one line proving your technical curiosity: “Practiced bend sequence simulation using free CNC training apps, achieving 95% blueprint accuracy.” This shows aptitude and discipline — the two traits small fabrication shops prize above credentials.
Then, shift from typing to tactile practice. Set up your “Kitchen Table Drill.” For 45 minutes a night, re‑create what operators do daily. Start with five blueprint sheets from a Google image search and re‑draw each bend angle by hand. Convert fractions to decimals with a calculator until you can see that ⅜” equals 0.375 without thinking. On day three, watch a short press brake tutorial and label every component — ram, die, backgauge — like flashcards. By day seven, log at least twenty simulated bends on a free app and screenshot your accuracy results. Keep them for interviews; photos are proof of focus. The point isn’t perfection, it’s fluency — showing you already think like someone on the floor.
What changes everything this week is realizing your résumé isn’t a history; it’s a signal. Once it echoes the shop floor’s language, you’re no longer asking for a chance — you’re ready to talk production.
The second week is proof that not all hiring happens online. Small fabrication businesses — the ones running two to four press brakes — still decide by handshake. Use Google Maps, search “metal fabrication” within 20 miles, and highlight shops with fewer than 50 employees. Show up midmorning, résumé in hand, ready to ask one question: “Could I see your setup process for a few minutes?” It’s respectful, specific, and shows you understand they work in minutes, not meetings.
Those 10‑minute conversations often beat 100 digital applications. If they hand you a caliper and a scrap plate, you’ll know it’s your informal shop test. Hit the 2.375″ mark you practiced at the kitchen table and it turns into a job lead. If they can’t hire, ask, “Where do you find your best helpers?” Owners talk; your next referral could come before you hit the parking lot.
The visual that stays with you here is simple — grease‑marked gloves on a bench, not a blinking job board. Because once you’re seen measuring, not scrolling, you’re already halfway hired.
By the third week, your list of connections matters more than your inbox. Follow up with every shop contact from week two: short text, one proof point, one ask. “Appreciate Tuesday’s shop tour — practiced another dozen bends since. Do you have any helper openings?” That message tells them you follow instructions, invest in skill, and return with progress, not excuses.
While you wait, hunt for “press assistant” or “shop helper” roles — the true on‑ramps to CNC operation. They position you within reach of the brake operator every shift. Typical path: two weeks moving materials and cleaning dies, then gradually assisting on tooling changes. Those who learn to stage parts by thickness and read the setup sheet jump roles fast. Industry data shows that internal helpers move up three to six times faster than outside applicants repeating the certification route.
Stay alert to red flags: postings that promise “all shifts, immediate start, no training” are turnover traps. Instead, target ads mentioning “apprentice” or “operator support.” Every helper position you decline for speed costs you a steady skill ladder. Take the one that trains.
By week four, persistence becomes your differentiator. Five professional follow‑ups across your contacts usually trigger at least one paid trial. You’re not requesting work; you’re presenting readiness verified by habit and repetition.
| Days | Focus | Key Actions | Core Insights |
|---|---|---|---|
| 1–7 | Resume Translation and “Kitchen Table” Skills Drill | • Rework résumé to match CNC press brake language (“CNC,” “blueprint reading,” “tolerance”). • Replace generic tasks with production phrasing: e.g., “Handled 10–50lb sheet materials with zero safety incidents, compliant with LOTO procedures.” • Add evidence of technical curiosity (“Practiced bend sequence simulation using free CNC training apps, achieving 95% blueprint accuracy.”). • Conduct nightly 45‑minute “Kitchen Table Drill”: redraw blueprints, convert fractions to decimals, label press brake components, and log simulated bends. | Your résumé must signal production fluency, not just history. Once it mirrors shop‑floor language, you appear ready for real work. |
| 8–14 | The Walk‑In Strategy at Local Metal Shops | • Identify small fabrication shops (under 50 employees) via Google Maps within 20 miles. • Visit midmorning with résumé; ask to observe their setup process. • Use brief, respectful conversations to create hands‑on opportunities (caliper test or short demo). • If no openings, ask for referrals. | Real hiring often happens face‑to‑face. Being seen measuring on the floor beats sending online applications. |
| 15–30 | Follow‑Ups and Targeting “Helper” Roles | • Follow up with every shop from week two via short, specific messages demonstrating progress. • Search for “press assistant” or “shop helper” positions that serve as stepping stones to operator roles. • Avoid turnover traps promising instant starts without training. • Prioritize roles mentioning mentoring or apprenticeship. | Consistent follow‑ups and strategic role choice create upward mobility. Persistence and proof of practice turn connections into paid trials. |
A month ago, you might have feared a press brake’s control panel like a locked door. Now you can point to a week of drills, two weeks of walk‑ins, and daily follow‑ups that built both competence and opportunity. The 30‑day sprint ends at the same kitchen table where it began — except now there’s a steel shop name penciled next to your coffee mug and a call scheduled for Friday. The breakthrough isn’t luck; it’s motion.


















