

Un ralentissement frappe l’usine. Les caristes sont renvoyés chez eux. Les assembleurs sont supprimés. Pourtant, le même atelier publie encore des offres pour opérateurs de presses plieuses CNC. Cette contradiction est le premier indice — c’est l’un des rares métiers où la précision et la fiabilité peuvent littéralement protéger votre salaire. Alors que des départements entiers se réduisent, la personne capable de transformer une tôle plate en pièces exactes pour des ensembles valant des millions de dollars garde sa place à la machine.
Dans la plupart des ateliers de fabrication, les personnes qui “ se contentent de produire des pièces ” traitent la presse comme un distributeur automatique — charger une pièce brute, appuyer sur la pédale, empiler le résultat. Lorsque les flux de travail se resserrent, ces pousseurs de boutons sont remplacés en premier. Les véritables fabricants, en revanche, savent interpréter les déductions de pliage, corriger l’alignement du vérin et lire un plan suffisamment bien pour ajuster un décalage en cours de production. Ils ne créent pas de l’origami métallique ; ils contrôlent des variables qui déterminent si un lot est accepté ou mis au rebut.
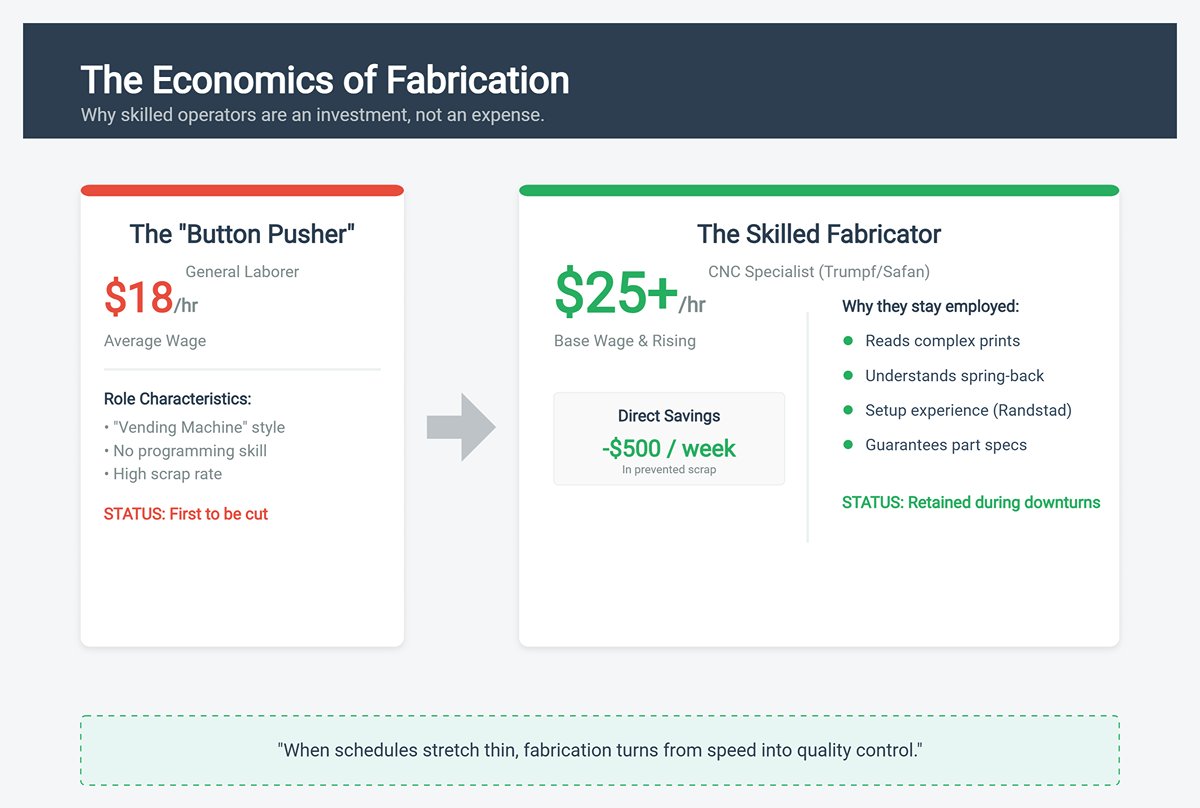
Les opérateurs de presses plieuses CNC utilisant des machines Trumpf ou Safan font bien plus qu’appuyer sur démarrer. Ils programment des séquences de pliage complexes, comprennent le retour élastique du matériau et minimisent les déchets sur des séries en inox ou aluminium avec des tolérances d’environ un pour cent. Ces connaissances se traduisent directement par moins de pièces endommagées — des économies mesurables qu’un responsable voit immédiatement. En période de ralentissement, quelqu’un qui évite $500 de rebuts chaque semaine vaut bien plus qu’un autre ouvrier généraliste. C’est pourquoi les postes manuels payés environ $18 de l’heure disparaissent en premier, tandis que les fabricants qualifiés en CNC gagnant $25 restent en rotation.
Les données d’emploi de Randstad confirment cela : les annonces mettent l’accent sur “ la capacité à lire des plans d’ingénierie complexes ” et “ l’expérience de réglage ” comme clés pour une rétention à long terme. Dès qu’un atelier ralentit, la fabrication passe de la vitesse pure au contrôle qualité — et seuls les opérateurs formés peuvent garantir des pièces conformes aux spécifications lorsque les calendriers s’allongent.
Chaque responsable de fabrication dira qu’il a besoin de compétences techniques, mais ce qu’il lui faut d’abord, c’est la fiabilité. Sur les forums de fabrication et dans les annonces d’intérim avec embauche, une plainte revient sans cesse : le fort taux de rotation. Environ trois quarts des licenciements surviennent à cause de l’absentéisme, et non d’un manque de compétence. C’est pourquoi des candidats sans expérience formelle en lecture de plans sont quand même embauchés s’ils peuvent réussir un test au mètre ruban et montrer un dossier de sécurité impeccable.
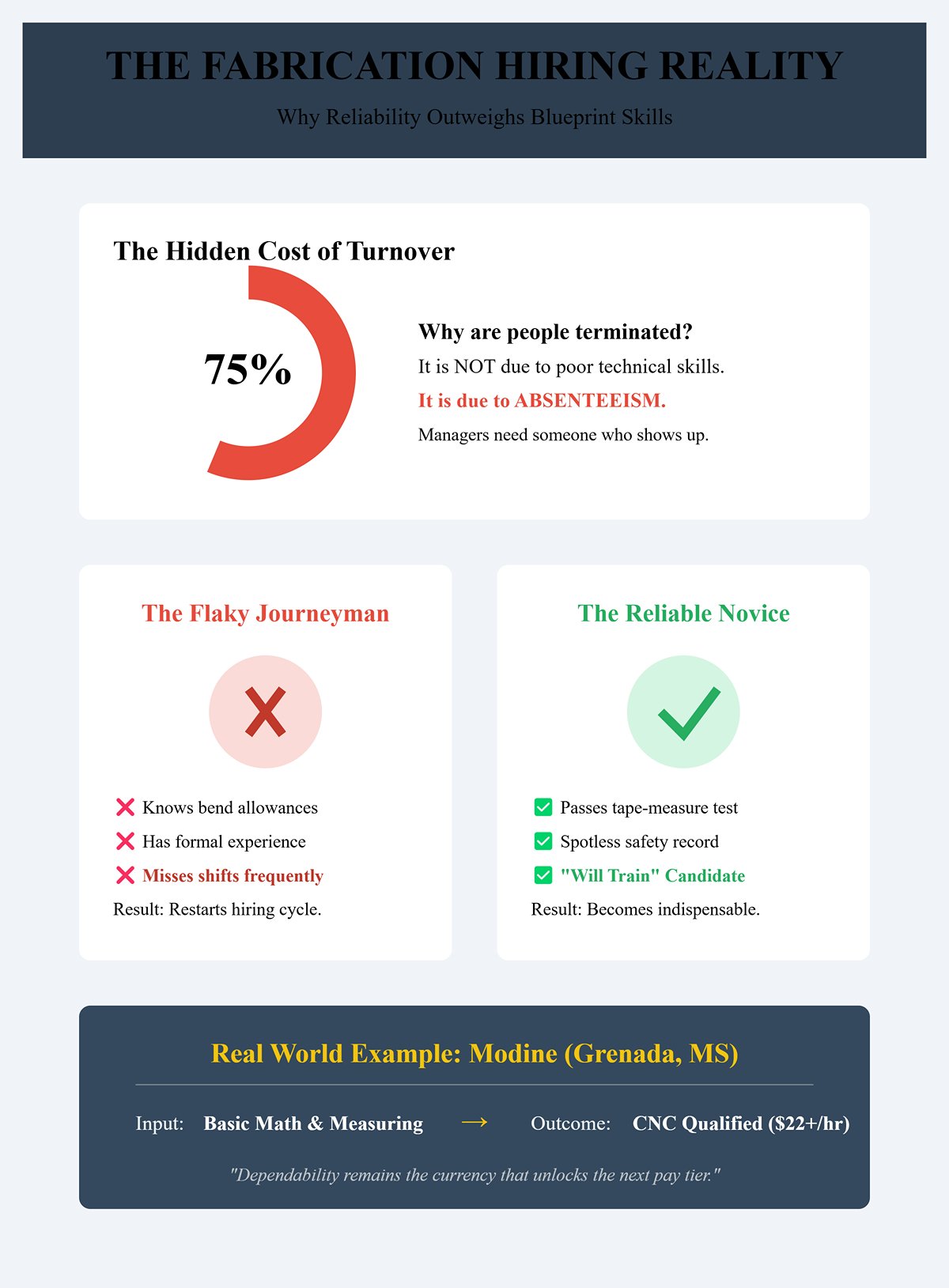
La pénurie est si persistante que les entreprises annoncent publiquement “ formation assurée ” même pour des postes liés à des équipements valant des millions de dollars. Un magasinier titulaire d’un certificat de cariste et “ sans incident depuis deux ans ” peut se démarquer face à un compagnon expérimenté connaissant les tolérances de pliage mais manquant des shifts. Les ateliers préfèrent apprendre à quelqu’un à mettre une tôle d’équerre contre une butée arrière plutôt que de relancer le cycle de recrutement en plein projet.
Cette fiabilité se transforme en confiance sur le terrain. Les superviseurs associent souvent des débutants réguliers à des opérateurs seniors, offrant aux mentors une prime et aux novices un accès à une formation pratique. Apprendre à calibrer le vérin, régler la butée arrière ou entrer des corrections de pliage dans la console CNC prend des semaines, pas des mois. Le candidat rare qui arrive à l’heure toutes ces semaines se rend vite indispensable.
Des exemples concrets le prouvent. L’usine Modine de Grenada, MS — typique des fabricants régionaux — recrute des opérateurs même sans maîtrise des plans, à condition que les candidats démontrent de bonnes bases en mesure et en mathématiques d’atelier. Une fois formés, ces mêmes employés passent rapidement dans les catégories qualifiées CNC gagnant $22 de l’heure ou plus. La fiabilité reste la monnaie qui ouvre le palier de salaire suivant.
Les calculs ouvriers peuvent faire ou défaire la réputation d’un métier. Sur le papier, un taux horaire de $20 semble modeste. Dans un atelier de fabrication tournant à 50 ou 60 heures par semaine, c’est le cœur d’un revenu solide de classe moyenne. Deux mille heures régulières équivalent à $40,000 par an ; ajoutez 500 heures supplémentaires à temps et demi, et cela ajoute environ $15,000–$19,000 de plus. Soudain, le total annuel dépasse $60,000 — une fourchette confirmée par l’ensemble des données Indeed sur plus de 7 000 annonces de postes d’opérateurs de presses plieuses à l’échelle nationale.
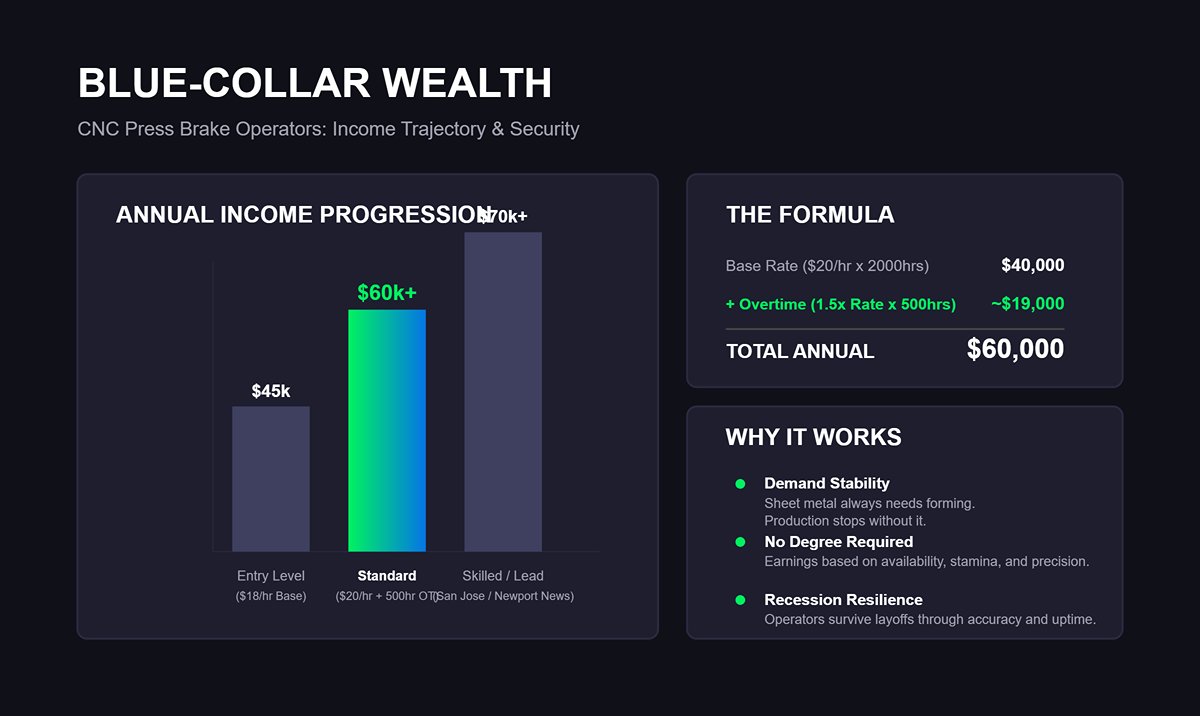
Les variations régionales de salaire affinent l’image. Dans les ateliers de fabrication et les chantiers navals de Virginie, les annonces actuelles affichent des taux de base de $24–$28 de l’heure avec des heures supplémentaires régulières. Les travailleurs des pôles manufacturiers du Midwest gagnent en moyenne $22 de base mais atteignent le quartile supérieur en cumulant des shifts prolongés. Les débutants à $18 peuvent atteindre la fourchette $45,000–$50,000 leur première année complète. Les programmeurs qualifiés ou opérateurs principaux dans les marchés à coût élevé — San Jose, Mankato ou Newport News — dépassent les $70,000 lorsque les heures supplémentaires s’accumulent.
Ce pouvoir de gain n’est pas lié à une certification ou un diplôme ; il repose sur la disponibilité, l’endurance et la précision. Le carnet de commandes d’un soudeur peut disparaître lorsque les contrats changent, mais les composants en tôle nécessitent toujours un formage. Les responsables de production savent que les délais n’attendent pas les cycles de formation — si une presse plieuse s’arrête, un projet est gelé. Ils paient donc pour maintenir ces machines en marche et récompensent les opérateurs qui y parviennent.
Résultat : un métier où la fiabilité, soutenue par une courbe d’apprentissage gérable et des heures supplémentaires régulières, constitue ce que beaucoup dans la fabrication appellent discrètement un “ ticket d’or ”. Contrairement aux postes liés aux pics de demande, les opérateurs de presses plieuses CNC restent occupés même lorsque l’économie vacille. Ils survivent aux licenciements non par chance, mais parce que la précision et la disponibilité ne se démodent jamais.
Un poste de 10 heures sur une plieuse CNC commence bien avant le premier pli. Les opérateurs commencent par lire les plans — souvent au millième de pouce — puis traduisent ces données en un réglage machine qui maintiendra des tolérances plus strictes que l’épaisseur d’une pièce de dix cents. Le réglage peut engloutir les deux premières heures : sélectionner les matrices et poinçons, les aligner en décalé pour des angles composés, monter les outillages sans les marquer, et programmer les positions du butoir arrière sur le contrôleur. Une seule erreur de saisie de tonnage ou de décalage du butoir arrière peut transformer une tôle $100 en rebut.
Une fois la production lancée, le rythme passe à 50–100 pièces par heure. Chaque cycle apporte de nouveaux calculs : les variations d’épaisseur du matériau influencent le retour élastique, la chaleur de l’outillage modifie les angles, et même la température de l’huile altère la constance du pli. L’opérateur ajuste en cours de production, non pas au hasard, mais avec des vérifications au micromètre et des reprogrammations calculées. C’est cette compétence discrète qui permet de respecter les tolérances de niveau aéronautique ou défense.
Entre les plis, il y a de la graisse, du bruit et du nettoyage — des tâches rarement mentionnées dans les annonces d’emploi. Le nettoyage en milieu de poste de la brume d’huile et des copeaux métalliques maintient la sécurité au sol, tandis que les essuyages en fin de journée sur les guides et butoirs prolongent la durée de vie des outillages. La documentation clôt chaque poste : noter les corrections d’angle, les réactions hydrauliques ou les écarts de pièces afin que le prochain opérateur évite de répéter les erreurs. Cette attention aux détails transforme une “ journée de 10 heures ” en dix heures et demie — mais c’est ainsi que l’on construit à la fois la confiance et la rapidité.
À retenir : Dans les ateliers à grand volume, les erreurs de réglage à elles seules consomment 20–30% du temps total de poste. Le débutant qui règle les plis d’essai dès le premier jour n’est pas seulement précis — il est un candidat idéal pour des postes de réglage ou de programmation.
Les descriptions de poste semblent simples — soulever 50 livres, rester debout toute la journée — mais le vrai travail c’est 40% de force et 60% de géométrie mentale. Les opérateurs manipulent de lourdes tôles d’acier, souvent avec des grues pour les levages en vrac, mais la fatigue vient surtout des alignements répétés et du positionnement manuel précis. Un seul serrage mal orienté ou un glissement précipité crée des plis incorrects qui ne se révèlent qu’après un usinage coûteux en aval. La fatigue des chaussures de sécurité et le bruit à 90 décibels sont des risques connus, mais les tensions au dos et aux poignets dues aux mouvements de retooling maladroits sont bien plus fréquentes.
Le plus grand défi se cache dans les mathématiques et la perception. Lire les symboles de cotation et tolérancement géométriques (GD&T) pour localiser les lignes de pli, convertir des plans fractionnaires en données décimales, et évaluer les tolérances de pliage exige des vérifications mentales constantes. Un degré d’erreur sur une pièce de 3 mètres déforme un rebord de 3 mm — rebut immédiat pour les clients exigeant la précision.
Les opérateurs expérimentés apprennent à “ sentir ” le métal pendant la descente du vérin, anticipant le retour élastique avant qu’il ne se produise. Ils utilisent des rapporteurs d’angle et des pieds à coulisse pour confirmer ce que leur intuition leur avait déjà signalé. Ce mélange de travail cérébral et de toucher distingue l’embauche musculaire à $18 de l’heure de l’expert à $25 de l’heure capable de programmer et de dépanner en cours de production.
En résumé : La mention “ doit soulever 50 lb ” masque le véritable facteur de fatigue — huit à dix heures de concentration. Les opérateurs mentalement épuisés doublent leur taux de rebut après la huitième heure, prouvant que la réussite ici repose davantage sur l’endurance cognitive que sur la force brute.
Pour les nouveaux opérateurs, les petits ateliers offrent la voie la plus rapide vers la maîtrise. Les entreprises de moins de 50 employés embauchent souvent pour la fiabilité plutôt que pour les diplômes, permettant aux candidats de faire leurs preuves par des essais pratiques plutôt que par des filtres de CV. Un débutant peut commencer par trier les rebuts ou préparer le matériel, mais en quelques semaines il échangera les matrices et lancera de courts cycles de production qui enseignent les bases du réglage. Chaque projet unique l’expose à de nouveaux outillages, matériaux et contrôles de mesure — une formation pratique qu’aucune salle de classe n’égale.
Les grandes usines, en revanche, prospèrent grâce à la répétition. Leurs opérateurs téléchargent des travaux préprogrammés, ajustent pour de petites déviations et maintiennent les objectifs de production. C’est un travail stable, mais peu formateur. Les débutants peinent à progresser car la programmation et la maintenance hydraulique sont des spécialités cloisonnées avec des barrières de certification. Dans les petits ateliers, ces domaines se chevauchent. Les propriétaires confient souvent de vraies responsabilités aux nouveaux après qu’ils aient démontré leur sens de la sécurité et leur attention aux détails.
Impact sur la carrière : Les données d’Opti Staffing montrent que les petits ateliers pourvoient des postes de débutants 30% plus rapidement que les usines et embauchent deux fois plus de personnes sans expérience CNC formelle. La formation sur le tas et le mentorat direct réduisent la courbe d’apprentissage de plusieurs années à quelques mois. C’est pourquoi de nombreux professionnels chevronnés — après des passages dans de grandes usines — reviennent aux ateliers sur mesure pour reprendre le contrôle de leur métier et de leur progression.
La journée d’un opérateur de plieuse CNC mêle ingénierie de précision, effort physique et dépannage en temps réel. La machine récompense la patience et sanctionne les raccourcis, rendant le rôle à la fois physiquement concret et mentalement exigeant. Pour quiconque envisage d’entrer dans le domaine, comprendre ce que le travail ressent transforme l’idée de “ travail industriel ” en “ résolution de problèmes de précision ”. Et cette prise de conscience est ce qui transforme un débutant en artisan avec un avenir.
Les opérateurs de presses plieuses CNC n’utilisent pas le calcul intégral sur le plancher de l’atelier ; ils utilisent la précision de conversion. Chaque réglage et chaque angle de pliage se ramènent aux fractions et aux décimales — si vous ne pouvez pas transformer mentalement 3/16″ en 0,1875″, vous bloquerez la production. Les ateliers testent cela immédiatement. Lors d’entretiens spontanés ou de tests pré‑embauche, attendez‑vous à une démonstration rapide avec un pied à coulisse ou un mètre ruban. Si votre lecture ou votre conversion est incorrecte, la conversation s’arrête là.
La réalité : les opérateurs débutants s’appuient sur une arithmétique simple. Un programme de pliage peut demander une épaisseur de matériau de 0,125″, ou une ouverture de matrice huit fois plus grande (1,000″). La précision exige que vous compreniez ce que ces nombres signifient physiquement et numériquement. L’opérateur qui traduit les fractions comme une seconde langue effectue ses réglages plus rapidement, gaspille moins de feuilles et gagne plus vite la confiance du superviseur.
Pour exercer cette compétence, consacrez 10 minutes par jour aux conversions fraction‑décimale en utilisant un cours gratuit, comme les modules d’arithmétique de Khan Academy. L’objectif n’est pas la mémorisation, mais le réflexe. Quand vous voyez 5/8″, vos mains doivent taper automatiquement 0,625″ sans pause. Les machinistes expérimentés sur les forums professionnels disent constamment : la géométrie de base et les conversions rapides surpassent l’algèbre à chaque fois, jusqu’à ce que vous passiez à la programmation ou à la conception d’outillage. Les ateliers embauchent pour ces bases car les erreurs de précision sur un panneau $300 coûtent très cher.
Une machine n’est plus intimidante une fois que vous connaissez son langage. “ Butée arrière ”, “ vérin ” et “ matrice ” sonnent comme du jargon de heavy metal jusqu’à ce que vous les voyiez en action. Les candidats les plus avisés étudient de courtes démonstrations techniques avant de toucher une presse plieuse. Ainsi, ils arrivent en parlant comme des apprentis — utilisant les bons termes, posant des questions précises — et les superviseurs le remarquent.
Commencez par une vidéo sur les fondamentaux qui décompose les trois composants clés : la butée arrière, qui positionne la tôle pour des plis répétitifs ; le vérin, la poutre mobile qui presse l’outil poinçon dans la matrice, formant le matériau ; et l’unité de commande qui programme ces mouvements. Regarder une démonstration spécifique à une marque (Trumpf, Bystronic ou Amada) relie la théorie à la pratique — ces fabricants conçoivent les machines utilisées par la plupart des ateliers.
Ensuite, observez un tutoriel de montage d’outillage. Faites attention à la façon dont la largeur de la matrice est liée à l’épaisseur du matériau (environ huit fois l’épaisseur pour l’acier doux). Comprendre les rapports d’ouverture en “ V ” vous aide à éviter d’endommager l’outil ou la pièce — ce que les responsables de production apprécient bien plus que les discours sur la vitesse. Puis regardez une présentation de programmation qui montre comment les angles de pliage, l’ordre des opérations et les mouvements de la butée arrière sont séquencés dans le logiciel. De nombreux candidats capables de décrire ce flux de travail lors d’un entretien passent immédiatement la première étape car ils semblent capables d’apprendre.
Enfin, examinez une vidéo sur les “ erreurs courantes ” ou le dépannage, mettant en évidence les butées arrière mal alignées, les vérins qui dépassent leur course ou les protocoles de consignation/étiquetage ignorés. Vous apprendrez la règle tacite de l’atelier : la sécurité et la constance priment sur la vitesse. Revoyez les quatre vidéos plusieurs fois, prenez des notes physiques et entraînez‑vous à expliquer chaque terme à voix haute. Même jouer le rôle où vous expliqueriez comment régler la profondeur d’un vérin pour un pli à 90 degrés sur de l’acier de 1/8″ vous aide à penser comme un opérateur avant de mettre les pieds dans l’usine.
Aucun outil n’en dit plus à un superviseur sur votre préparation qu’un simple mètre ruban. Chaque atelier de fabrication l’utilise comme seuil d’embauche. Si vous hésitez en lisant 1/32″, vous n’approcherez pas un panneau CNC. La précision commence ici : accrochez l’extrémité du mètre sur le matériau, alignez le bord, lisez les repères avec assurance et communiquez en décimales. Quand vous dites “ douze et cinq seizièmes ” équivaut à “ douze virgule trois cent douze cinq ”, vous montrez votre aisance dans le langage de l’atelier.
Entraînez‑vous jusqu’à ce que les lectures au mètre soient automatiques. Créez des planches de rebut marquées avec de fines graduations, mesurez le même point cinquante fois et vérifiez votre constance. Suivez vos résultats ; votre marge d’erreur doit être inférieure à un trente‑deuxième de pouce. Utilisez des applications gratuites de conversion fraction‑décimale pour vérifier votre travail jusqu’à ce que votre calcul mental soit au niveau.
Les ateliers qui embauchent des “ aides ” évaluent cette compétence avant toute autre. Selon les données de formation de la Fabricators and Manufacturers Association, les travailleurs capables de prouver la fiabilité de leurs mesures passent de la manutention de matériaux à l’exploitation de presses plieuses en quelques mois — atteignant souvent $22 par heure sans expérience CNC préalable. Ils n’ont pas besoin de certifications immédiatement ; ils ont besoin d’une précision reproductible sous pression.
Lorsque un contremaître vous demande de mesurer une tôle d’acier de 50 livres et de déterminer sa tolérance de pliage, votre capacité à lire, calculer et communiquer les chiffres avec calme inspire confiance. À partir de ce moment, vous n’êtes plus un simple employé d’entrepôt — ils voient en vous un apprenti qui peut être formé pour devenir opérateur. Les bases ne sont pas théoriques. Ce sont les clés concrètes pour accéder à une carrière dans un métier qualifié qui valorise avant tout la fiabilité, la précision et la curiosité.
Les ateliers de fabrication modernes n’embauchent pas pour la “force” ou la “bonne volonté” — ces qualités sont supposées acquises. Ils embauchent pour une précision mesurable. Lorsque votre CV parle en généralités, les systèmes de suivi des candidatures (ATS) lisent “non qualifié”. Lorsqu’il mentionne les outils, tolérances et habitudes d’atelier que vous pratiquez déjà, il lit “prêt à être formé”. Cette différence détermine si vous êtes ignoré ou si vous recevez un appel.
La réputation d’un opérateur de presse plieuse CNC repose entièrement sur la précision. Votre CV devrait en faire autant. Remplacez les traits génériques par des compétences quantifiables. “Mesure de précision” n’est pas juste un mot à la mode ; cela indique que vous comprenez les tolérances — la petite variation admissible entre la conception et la pièce finie — qui définissent la qualité de fabrication. Si vous pouvez mesurer l’épaisseur d’une tôle ou vérifier les angles de pliage à un seizième de pouce près, vous accomplissez déjà une partie du travail d’un opérateur.
Par exemple : “ Vérification des dimensions des tôles avec mètre ruban et pieds à coulisse à ±1/16 po de précision ; maintien de zéro reprise pendant six mois. ” Cette phrase indique à tout responsable du recrutement que vous gérez les tolérances de manière intentionnelle. Associez-la à des verbes d’action comme calibré, aligné, ou inspecté, et non aidé ou travaillé sur. Ces verbes montrent une conscience mécanique, pas un effort vague.
Les mesures précises surpassent les affirmations sur la personnalité. Lorsqu’un recruteur filtre les CV pour “mesure” ou “pied à coulisse”, vous voulez que votre nom apparaisse sur cette liste. La précision est la première langue des presses plieuses — parlez-la avant même d’en utiliser une.
L’expérience en entrepôt se traduit directement en fabrication métallique si vous la présentez correctement. Les employeurs voient “cariste” et “préposé à l’inventaire”, mais ils ne voient pas automatiquement “spécialiste du flux de matériaux”. C’est à vous de relier ces points. Manipuler des tôles, vérifier leurs dimensions et leur poids, et préparer les pièces pour la production reflète les étapes de manutention qui alimentent les presses plieuses.
Traduisez vos tâches ainsi : “ Mise en place sécuritaire de tôles d’acier 4’x8′ à l’aide de chariots élévateurs et de ponts roulants ; coordination avec la ligne de fabrication pour maintenir un débit continu sur la presse plieuse. ” Cette seule déclaration montre que vous comprenez à la fois les normes de sécurité et l’efficacité du flux de travail — deux des principaux critères d’évaluation des ateliers de fabrication.
En rebaptisant l’expérience en entrepôt en “ Préparation à la fabrication ”, vous mettez en avant des compétences transférables : conscience spatiale, équilibre des charges et sens du timing. Montrez que vous pensez déjà en termes de flux de production, et pas seulement de logistique de stockage. Ajoutez des matériaux spécifiques — aluminium, acier galvanisé, inox — et mentionnez le contrôle d’épaisseur si possible. Ces détails rassurent le responsable du recrutement sur le fait qu’une orientation minimale sera nécessaire avant que vous puissiez soutenir leurs machines.
Quantifiez les résultats lorsque c’est possible : nombre de charges par poste, séries sans accident ou pourcentages de ponctualité. En fabrication, les chiffres prouvent la fiabilité plus rapidement que les adjectifs.
La voie la plus rapide pour devenir opérateur à part entière commence rarement par le titre “ Opérateur CNC Press Brake ”. De nombreux ateliers publient des offres de postes d’aide ou de manutentionnaire de matériaux “ Formation assurée ” qui vous installent juste à côté des machines. De ce point d’observation, vous voyez les changements d’outils, la programmation du butoir arrière et les séquences de pliage — un savoir pratique qu’aucune salle de classe ne peut reproduire.
Les postes tremplins courants incluent Aide à la fabrication, Préparateur de matériaux et Ouvrier d’atelier. Ces postes sont rémunérés entre $16 et $19 de l’heure, mais ils se trouvent à l’intérieur de la cellule de production, et non à l’expédition. En trois à six mois, un aide fiable qui apprend les références, suit les procédures de consignation/déconsignation et demande à observer les réglages devient souvent le prochain stagiaire opérateur. Choisir la proximité plutôt que le salaire pendant une période raccourcit considérablement la courbe d’apprentissage.
Votre CV doit cibler explicitement ces annonces. Remplacez “ cherche poste débutant ” par “ désireux de se former au formage CNC et à la préparation de matériaux ”.” Cela signale de l’ambition sans surestimer vos qualifications. Incluez une preuve de votre sens de la sécurité — mentionnez une certification OSHA pour chariot élévateur ou une formation de premiers secours — pour rassurer les recruteurs sur le fait que vous protégerez à la fois l’équipement et vos collègues. Les ateliers promeuvent d’abord la fiabilité, puis la précision, puis la programmation.
Raccourci concret : Les petits ateliers ont tendance à négliger les exigences formelles lorsque les candidats se présentent en connaissant le vocabulaire — des mots comme réglage du vérin, butoir arrière, ou V‑matrice. Ce ne sont pas des astuces ; ce sont des marqueurs de crédibilité. Les utiliser correctement dans la conversation indique à un contremaître que vous comprenez ce qui compte sur le terrain.
La plupart des candidats courent après des annonces qui indiquent “ Opérateur CNC Press Brake – 3 ans d’expérience requis ” et sont automatiquement filtrés. Le détour inattendu ? Cibler des postes qui soutiennent la machine à la place. Restez à côté de l’équipement jusqu’à ce que son rythme devienne une seconde nature. Observez comment les opérateurs mettent la matière d’équerre, définissent les séquences de pliage et vérifient par rapport aux plans. Mettez à jour votre CV chaque mois avec ces verbes d’action —positionné, assisté, mesuré, vérifié.
Lorsque vous repostulez enfin à un poste d’opérateur, votre CV ne décrit plus un employé d’entrepôt essayant de percer ; il décrit un fabricant en cours de formation déjà fluent dans le langage de la production. C’est ainsi que vous passez des candidatures ignorées aux entretiens — et du déplacement de palettes au façonnage du métal.
Lorsque les fabricants entendent “ Parlez-moi de votre expérience ”, ils ne demandent pas un résumé de votre CV — ils testent si vous pensez en termes de tolérances, pas de titres. Un employé d’entrepôt sans expérience directe sur une presse plieuse peut rester dans la course en traduisant la précision de ses tâches en termes de fabrication. Manipuler des feuilles métalliques avec des comptages précis, gérer un flux de matériaux sûr ou enregistrer des contrôles qualité impliquent tous un contrôle de processus. Présenter ces moments comme une “ préparation à la fabrication ” montre que vous comprenez l’exigence de précision méthodique de l’atelier.
Remplacez les affirmations vagues (“ J’apprends vite ”) par des parallèles mesurables : “ Chargement quotidien de feuilles métalliques de 50 livres sans incident ; dimensions vérifiées par rapport aux spécifications de commande à l’aide de pieds à coulisse numériques. ” Cette formulation reflète la discipline de production. Utilisez la méthode STAR — Situation, Tâche, Action, Résultat — pour raconter de petites histoires de précision et de constance. Même de petites données comme “ inspections de sécurité enregistrées sans non-conformités ” ou “ maintien de la tolérance dans le placement des palettes à moins d’un demi-pouce ” se relient naturellement à la répétabilité d’une presse plieuse.
Les superviseurs de fabrication vous écartent rarement pour manque d’heures sur presse plieuse — ce qui met fin aux conversations, c’est l’absence de curiosité. Mentionnez que vous avez étudié le réglage du butoir arrière, la compensation de pliage ou les dispositifs de sécurité à partir de chaînes de machinistes réputées et de manuels. Huit ateliers sur dix préfèrent quelqu’un qui apprend déjà le langage plutôt qu’un apprenti silencieux. La curiosité indique la capacité d’apprentissage ; la capacité d’apprentissage surpasse toujours l’expérience passée.
L’entretien se termine souvent sur le plancher de l’atelier, où un “ Vous avez déjà utilisé ça ? ” devient soudain un test de compétence. Un pied à coulisse — numérique ou à cadran — est votre bouée de sauvetage. Gardez en tête une démonstration de 30 secondes prête. Faites glisser les mâchoires jusqu’à un bord, mettez à zéro, mesurez un rayon de pli intérieur, et lisez clairement l’écran numérique : “ Rayon de 0,125 pouce ”. C’est le geste, pas le chiffre, qui inspire la crédibilité. Une manipulation assurée montre que vous êtes au-delà de la théorie.
Reliez cette précision à un terrain connu. Si vous avez vérifié le dépassement des palettes ou contrôlé les dimensions d’inventaire, dites-le. Cette connexion recadre votre expérience comme base pour la discipline de mesure. Connaissez vos conversions décimales ; trébucher sur les fractions se lit instantanément comme “ non formable ”. Être fluide dans les conversions simples — un huitième équivaut à 0,125, un seizième à 0,0625 — montre que votre esprit fonctionne déjà en code de fabrication.
Pendant la visite, montrez votre vigilance. Une observation calme — “ On dirait que le butoir arrière est décalé de quelques millièmes ” — indique à un superviseur que vous avez l’œil pour l’étalonnage. Ne falsifiez jamais de données ; commentez l’alignement, pas les mesures. Les machinistes expérimentés confirment que les opérateurs capables d’expliquer l’utilisation d’un pied à coulisse ou d’identifier un butoir mal aligné en termes simples sont souvent embauchés sur-le-champ car ils démontrent une confiance analytique, pas une simple familiarité mécanique.
Lorsque la conversation passe du CV à l’adéquation, inversez la dynamique. Demandez : “ À quoi ressemble votre processus de réglage ? ” La question vous recadre comme un collaborateur potentiel. Chaque contremaître a des opinions tranchées sur les réglages — changements d’outillage, séquence des plis d’essai, méthodes de vérification. Quand vous demandez, ils révèlent ce qu’ils valorisent le plus. C’est votre signal pour montrer votre alignement.
Si vous avez déjà utilisé des presses CNC ou manuelles, expliquez brièvement comment vous abordiez le réglage : examen des plans, sélection des matrices, pliage d’essai sur des chutes, ajustement de la course du vérin selon la variation du matériau, puis documentation du décalage. Si vous passez d’un rôle en entrepôt ou en production, reflétez le processus conceptuellement : “ Je vérifierais les spécifications du travail, jaugerais le matériau, réglerais les positions de butée, ferais un essai à vide avant le premier contact. ” La logique est parallèle à la discipline de fabrication — inspecter, préparer, tester, finaliser — quel que soit l’environnement.
La distinction entre “ pousseur de boutons ” et “ penseur de réglage ” sépare les embauches temporaires des opérateurs à long terme. Les ateliers investissent dans des résolveurs de problèmes qui comprennent pourquoi chaque ajustement compte. Ce modèle mental — anticiper la compensation de pliage, vérifier la compensation d’angle, auditer la précision de la première pièce — ne peut pas être simulé. Demander leur processus vous place à leurs côtés, pas en dessous d’eux.
| Étape de réglage (d’après des témoignages réels d’opérateurs) | Lien avec l’expérience en entrepôt ou générale | Pourquoi cela résonne en entretien |
|---|---|---|
| Examiner les plans ou les spécifications des pièces | Lecture de feuilles de chargement ou de listes de prélèvement | Discipline de documentation des signaux |
| Sélectionner les matrices et régler les butées arrière | Choisir les accessoires de chariot élévateur | Démontre le jugement en matière d’équipement |
| Effectuer des pliages d’essai et ajuster la pression | Essai d’empilage ou vérifications d’étalonnage | Montre une résolution de problèmes itérative |
| Vérifier les résultats avec des pieds à coulisse/micromètres | Réaliser des mesures d’inventaire | Incarne une précision mesurable |
Les intervieweurs traduisent vos paroles en évaluations de risque : Cette personne peut-elle apprendre notre séquence, respecter nos tolérances et maintenir la vitesse de cycle sans provoquer de rebut ? La manière dont vous décrivez votre réflexion répond à cette question avant même que le test en atelier ne commence.
La plupart des candidats considèrent l’entretien comme un examen. Ce n’est pas le cas — c’est une observation de l’approche. Les responsables se souviennent de ceux qui expliquent leur prise de décision, pas de ceux qui énumèrent les machines qu’ils ont “ côtoyées ”. Les meilleurs candidats parlent du flux de processus : comment ils vérifient l’épaisseur du matériau par rapport au plan, pourquoi ils valident le premier pli avant la production complète, comment ils corrigent une dérive. Chaque question qu’ils posent en retour dissipe le doute.
L’état d’esprit gagnant n’est pas “ les convaincre que je suis qualifié ”. C’est “ leur montrer que je pense comme leur meilleur opérateur ”. En associant une traduction honnête de votre parcours à de micro-démonstrations de compétence et à des questions motivées par la curiosité, vous transformez un test en atelier intimidant en une conversation entre pairs. C’est le pont entre le chercheur d’emploi et l’embauche — le moment où un contremaître cesse d’expliquer la presse plieuse à vous et commence à parler des objectifs de production avec vous.
La première semaine consiste à convertir votre expérience dans le langage que les offres d’emploi pour opérateurs de presse plieuse CNC recherchent réellement. Si votre CV indique “ préposé à l’entrepôt ” ou “ cariste ”, vous êtes invisible aux filtres qui repèrent “ CNC ”, “ lecture de plans ” et “ tolérance ”. Remplacez les listes de tâches génériques par des formulations propres à la production : “ Manipulation de matériaux en tôle de 10 à 50 lb sans incident de sécurité, conforme aux procédures LOTO. ” Ajoutez une ligne qui prouve votre curiosité technique : “ Simulation de séquence de pliage via des applications de formation CNC gratuites, atteignant une précision de plan de 95%. ” Cela montre votre aptitude et votre discipline — les deux qualités que les petits ateliers de fabrication apprécient plus que les diplômes.
Ensuite, passez de la frappe au travail tactile. Mettez en place votre “ Exercice de la table de cuisine ”. Pendant 45 minutes chaque soir, recréez ce que les opérateurs font chaque jour. Commencez avec cinq plans trouvés par une recherche Google Images et redessinez à la main chaque angle de pliage. Convertissez les fractions en décimales avec une calculatrice jusqu’à ce que vous voyiez spontanément que ⅜ ” équivaut à 0,375. Le troisième jour, regardez un court tutoriel sur la presse plieuse et identifiez chaque composant — coulisse, matrice, butée arrière — comme des fiches mémoire. Au septième jour, effectuez au moins vingt pliages simulés sur une application gratuite et capturez les résultats de précision. Conservez-les pour les entretiens ; les photos prouvent votre concentration. Le but n’est pas la perfection, mais la fluidité — montrer que vous pensez déjà comme quelqu’un sur le plancher de production.
Ce qui change tout cette semaine, c’est de comprendre que votre CV n’est pas une simple chronologie ; c’est un signal. Dès qu’il reflète le langage de l’atelier, vous ne demandez plus une chance — vous êtes prêt à parler production.
La deuxième semaine prouve que toutes les embauches ne se font pas en ligne. Les petites entreprises de fabrication — celles qui font fonctionner deux à quatre presses plieuses — décident encore par poignée de main. Utilisez Google Maps, cherchez “ fabrication métallique ” dans un rayon de 30 km, et repérez les ateliers comptant moins de 50 employés. Présentez‑vous en fin de matinée, CV en main, prêt à poser une question : “ Pourrais‑je voir votre processus de configuration pendant quelques minutes ? ” C’est respectueux, précis et démontre que vous comprenez qu’ils travaillent à la minute, pas en réunion.
Ces conversations de dix minutes valent souvent mieux que cent candidatures en ligne. S’ils vous donnent un pied à coulisse et une plaque de rebut, vous saurez que c’est votre test officieux d’atelier. Atteignez la marque de 2,375 “ que vous avez pratiquée à la table de cuisine, et cela peut se transformer en piste d’emploi. S’ils ne peuvent pas embaucher, demandez : ” Où trouvez‑vous vos meilleurs aides ? » Les propriétaires se parlent ; votre prochaine recommandation pourrait vous parvenir avant que vous ne quittiez le parking.
L’image qui vous restera ici est simple — des gants marqués de graisse sur un établi, pas un site d’emploi clignotant. Parce qu’une fois qu’on vous voit mesurer au lieu de faire défiler, vous êtes déjà à moitié embauché.
La troisième semaine, votre liste de contacts compte plus que votre boîte mail. Faites un suivi avec chaque contact d’atelier de la deuxième semaine : court message, une preuve concrète, une demande. “ Merci pour la visite de l’atelier de mardi — j’ai pratiqué une douzaine de pliages supplémentaires depuis. Avez‑vous des postes d’aide disponibles ? ” Ce message montre que vous suivez les instructions, investissez dans vos compétences et revenez avec des progrès, pas des excuses.
Pendant que vous attendez, recherchez les postes de “ préposé à la presse ” ou d“” aide d’atelier » — véritables tremplins vers l’exploitation CNC. Ils vous placent à portée de l’opérateur de presse à chaque quart de travail. Parcours typique : deux semaines à déplacer des matériaux et nettoyer les matrices, puis assistance graduelle aux changements d’outillage. Ceux qui apprennent à préparer les pièces par épaisseur et à lire la feuille de configuration montent rapidement en grade. Les données du secteur montrent que les aides internes progressent trois à six fois plus vite que les candidats externes suivant la voie de certification.
Restez attentif aux signaux d’alerte : les annonces promettant “ tous les quarts, démarrage immédiat, sans formation ” sont des pièges à rotation rapide. Visez plutôt les offres mentionnant “ apprenti ” ou “ soutien d’opérateur ”. Chaque poste d’aide que vous refusez pour aller plus vite vous coûte une progression solide. Choisissez celui qui forme.
À la quatrième semaine, la persévérance devient votre différenciateur. Cinq relances professionnelles auprès de vos contacts déclenchent généralement au moins un essai rémunéré. Vous ne demandez pas du travail ; vous présentez une disponibilité prouvée par l’habitude et la répétition.
| Jours | Concentration | Actions clés | Principaux enseignements |
|---|---|---|---|
| 1–7 | Traduction du CV et exercice de compétences “ table de cuisine ” | • Revoir le CV pour qu’il corresponde au langage de la presse plieuse CNC (“ CNC ”, “ lecture de plans ”, “ tolérance ”). • Remplacer les tâches génériques par des expressions liées à la production : par exemple “ Manipulation de matériaux en tôle de 10 à 50 lb sans incident de sécurité, conforme aux procédures LOTO. ” • Ajoutez des preuves de curiosité technique (“ Simulation de séquence de pliage pratiquée à l’aide d’applications gratuites de formation CNC, atteignant une précision de plan 95%. ”). • Effectuez chaque soir un “Exercice de Table de Cuisine” de 45 minutes : redessiner les plans, convertir les fractions en décimales, étiqueter les composants de la presse plieuse et consigner les pliages simulés. | Votre CV doit refléter la maîtrise de la production, pas seulement votre parcours. Une fois qu’il adopte le langage de l’atelier, vous paraissez prêt pour un vrai travail. |
| 8–14 | La stratégie de visite spontanée dans les ateliers de métallurgie locaux | • Identifier les petits ateliers de fabrication (moins de 50 employés) via Google Maps dans un rayon de 20 miles. • Se présenter en milieu de matinée avec un CV ; demander à observer leur processus de mise en place. • Utiliser des conversations brèves et respectueuses pour créer des opportunités pratiques (test au pied à coulisse ou courte démonstration). • En cas d’absence de postes vacants, demander des recommandations. | Le recrutement réel se fait souvent en face à face. Être vu en train de mesurer sur le terrain vaut mieux que d’envoyer des candidatures en ligne. |
| 15–30 | Suivi et ciblage des postes de “helper” | • Faire un suivi auprès de chaque atelier de la deuxième semaine via des messages courts et précis montrant vos progrès. • Rechercher des postes de “assistant presse” ou “aide d’atelier” servant de tremplin vers des rôles d’opérateur. • Éviter les pièges liés au turnover promettant un démarrage instantané sans formation. • Prioriser les postes mentionnant un mentorat ou un apprentissage. | Des suivis réguliers et un choix stratégique de poste créent une mobilité ascendante. La persistance et la preuve de pratique transforment les contacts en essais rémunérés. |
Il y a un mois, vous pouviez craindre le panneau de commande d’une presse plieuse comme une porte verrouillée. Aujourd’hui, vous pouvez évoquer une semaine d’exercices, deux semaines de visites spontanées et des suivis quotidiens qui ont construit à la fois compétence et opportunité. Le sprint de 30 jours se termine à la même table de cuisine où il a commencé — sauf que maintenant, un nom d’atelier de métallurgie est inscrit au crayon à côté de votre tasse de café et un appel est prévu pour vendredi. La percée n’est pas due à la chance ; c’est le mouvement.


















