

Letzten Monat rollte ein Junge einen “kompletten Pressenbiegemaschinen-Bausatz” in meinem Laden aus dem Kofferraum eines Kombis. Zwei Stahl-Seitenplatten, ein Flaschenheber, eine Handvoll Schrauben und ein Versprechen, das auf der Schachtel gedruckt war: Biege 1/4-Zoll-Platten zu Hause.
Er stellte es auf meinen Boden wie eine Modelleisenbahn an Weihnachten. Alle Teile waren da. Alles, was er tun musste, war, es zusammenzuschrauben.
Das ist die Illusion.
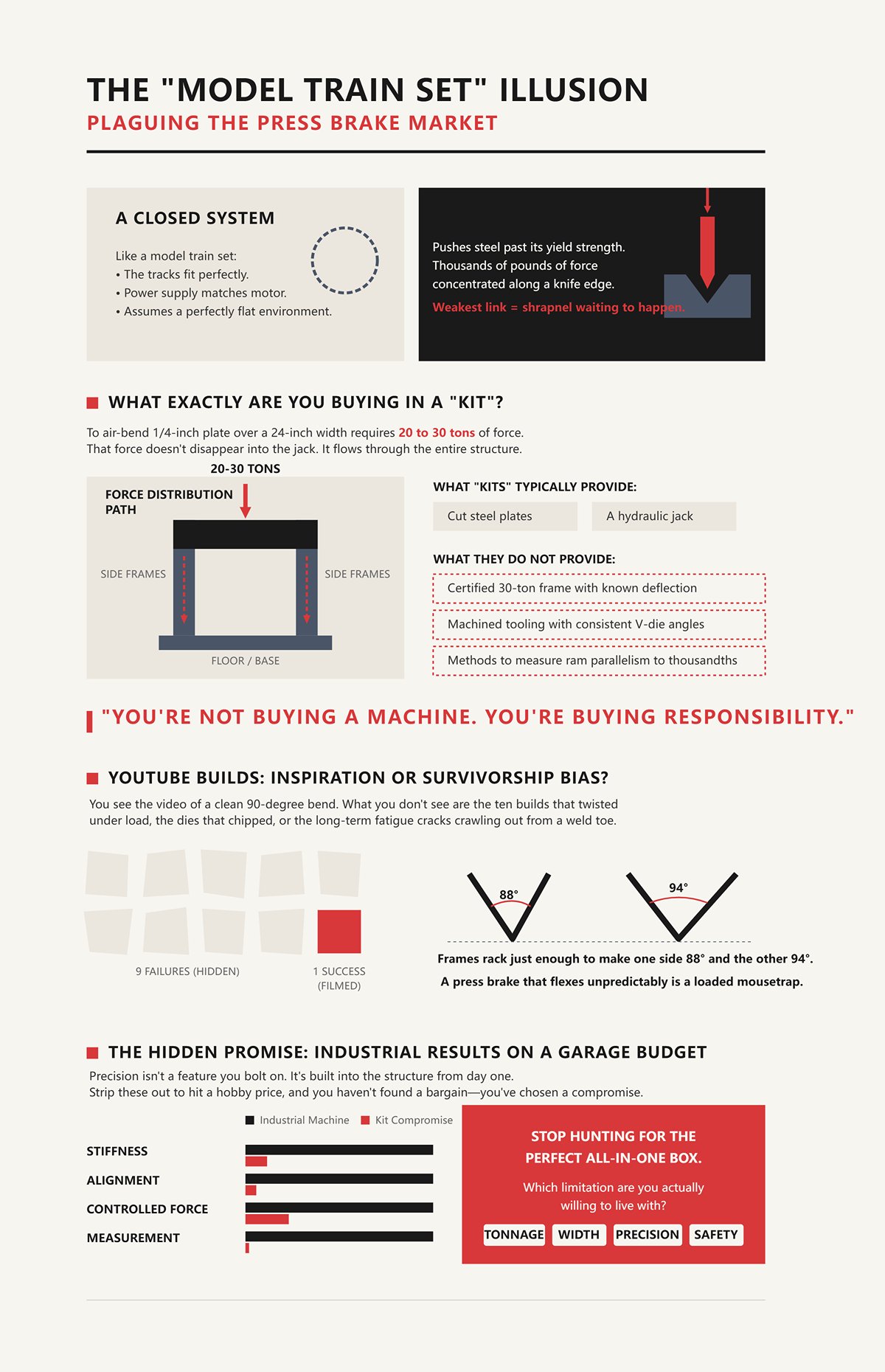
Wenn du eine Modelleisenbahn kaufst, kaufst du ein geschlossenes System. Die Schienen passen. Die Stromversorgung passt zum Motor. Die Anleitung nimmt nichts über deinen Keller an, außer dass er eben ist.
Eine Pressenbiegemaschine ist kein geschlossenes System. Es ist eine Maschine, die zurückschlägt. Sie drückt Stahl über seine Streckgrenze hinaus – das ist der Punkt, an dem Metall aufhört, zurückzufedern, und beginnt, dauerhaft gebogen zu bleiben – und sie tut dies mit tausenden Pfund Kraft, konzentriert entlang einer messerscharfen Kante.
Harte Wahrheit: Wenn irgendein Teil dieses Kraftpfades schwach ist – Rahmen, Stempel, Werkzeug, Befestigungselemente, Boden – wird das schwächste Glied zu Schrapnell, das nur darauf wartet, loszufliegen.
Also, wenn du “Pressenbiegemaschinen-Bausatz” in eine Suchleiste tippst, was erwartest du wirklich, dass in der Schachtel auftaucht?
Nehmen wir diesen Anspruch mit 1/4-Zoll Baustahl. Um 1/4-Zoll-Platten über, sagen wir, eine Breite von 24 Zoll zu Luftbiegen, brauchst du je nach Matrizenöffnung etwa 20 bis 30 Tonnen. Diese Kraft verschwindet nicht im Heber. Sie fließt durch den Stempel, in die Seitenrahmen, hinunter in das, woran du es angeschraubt hast.
Die meisten “Bausätze” geben dir zugeschnittene Platten und einen Heber. Sie geben dir keinen zertifizierten 30-Tonnen-Rahmen mit bekanntem Durchbiegungsverhalten unter Last. Sie geben dir kein bearbeitetes Werkzeug mit konsistenten V-Matrizen-Winkeln. Sie geben dir definitiv keine Möglichkeit, die Parallelität des Stempels auf wenige Tausendstel zu messen.
Du kaufst keine Maschine. Du kaufst Verantwortung.
Und wenn die Schachtel keine Konstruktion für Durchbiegung, Ausrichtung und Wiederholgenauigkeit enthält, wer genau soll das lösen, sobald sich der Stahl bewegt?
Du hast die Videos gesehen. Ein Typ schweißt einen Rahmen aus Schrott-I-Trägern zusammen, setzt einen Hydraulikzylinder ein, biegt saubere 90° vor der Kamera, lächelt.
Was du nicht siehst, sind die zehn Bauten, die sich unter Last verdreht haben, die Matrizen, die abgesplittert sind, die Rahmen, die sich gerade so verzogen haben, dass eine Seite der Biegung 88 Grad und die andere 94 Grad beträgt. Kameras messen keine Verjüngung. Sie zeigen keine langfristigen Ermüdungsrisse, die aus einer Schweißnaht herauskriechen.
Harte Wahrheit: Eine Pressenbiegemaschine, die sich unvorhersehbar verformt, ist eine geladene Mausefalle, die auf deine Finger wartet.
Die Konstruktionen, die es schaffen, gefilmt zu werden, sind die Ausreißer — der Fertiger, der Lastpfade, Schweißfolge und Spannungskonzentration versteht. Wenn du diese Begriffe nicht schon im Blut hast, kopierst du einen Plan… oder setzt du auf Glück?
Schau dir an, wohin das echte Geld bei Abkantpressen gerade fließt: mehrachsige CNC-Maschinen, elektrische Antriebe mit präzisen Hinteranschlägen, Software, die den Rückfederungseffekt simuliert, bevor der erste Biegevorgang erfolgt. Werkstätten zahlen dafür, weil Wiederholbarkeit Gewinn bedeutet.
Der Bausatzmarkt flüstert etwas Verführerisches: Du kannst all das überspringen und trotzdem saubere, rechtwinklige, produktionswürdige Biegungen in einer Ein-Auto-Garage erzielen.
Aber Präzision ist kein Feature, das man einfach anschraubt. Es ist Steifigkeit, Ausrichtung, kontrollierte Kraft und Messung — von Tag eins in die Struktur eingebaut. Wenn du diese Elemente entfernst, um einen Hobby-Preis zu erreichen, hast du kein Schnäppchen gefunden. Du hast einen Kompromiss gewählt, ob du es zugibst oder nicht.
Also ist der Wandel, den ich von dir brauche, folgender: Hör auf, nach der perfekten All-in-One-Box zu suchen, und fang an zu fragen, mit welcher Einschränkung — Tonnage, Breite, Präzision oder Sicherheitsmarge — du tatsächlich leben kannst, wenn der Stempel herunterkommt.
Du stellst jetzt die richtige Frage: Wenn das “Komplettset” nicht real ist, wie entscheidest du, welches Maß an Leistungsfähigkeit und Risiko du tatsächlich akzeptieren willst?
Gut. Das ist der Moment, in dem du aufhörst, wie ein Konsument einzukaufen, und anfängst, wie ein Fertiger zu denken.
Letzten Sommer habe ich eine 10-Fuß-Industrie-Abkantpresse mit frischen Dichtungen und kalibriertem Werkzeug eingestellt. Die Umgebungstemperatur in der Werkstatt schwankte von morgens bis nachmittags um etwa 12°C. Das reichte aus, um den unteren Totpunkt — den exakt tiefsten Punkt des Stempelhubs — um ungefähr 0,04 mm zu verschieben. Auf dem Papier klingt das mikroskopisch. Bei einem Teil mit einer Biegetoleranz von ±0,5° war es der Unterschied zwischen Bestehen und Ausschuss.
Diese Maschine wiegt mehr als dein Pickup.
Wenn thermische Drift eine klimatisierte, servo-hydraulische Abkantpresse vom Ziel abbringen kann, was glaubst du, macht ein Wagenheber in einem verschraubten Rahmen, während du nach Gefühl pumpst?
Du wählst nicht zwischen “billig” und “teuer”. Du wählst, wie viel unkontrollierte Bewegung du in einem System tolerieren willst, das kleine Fehler in sichtbare verwandelt.
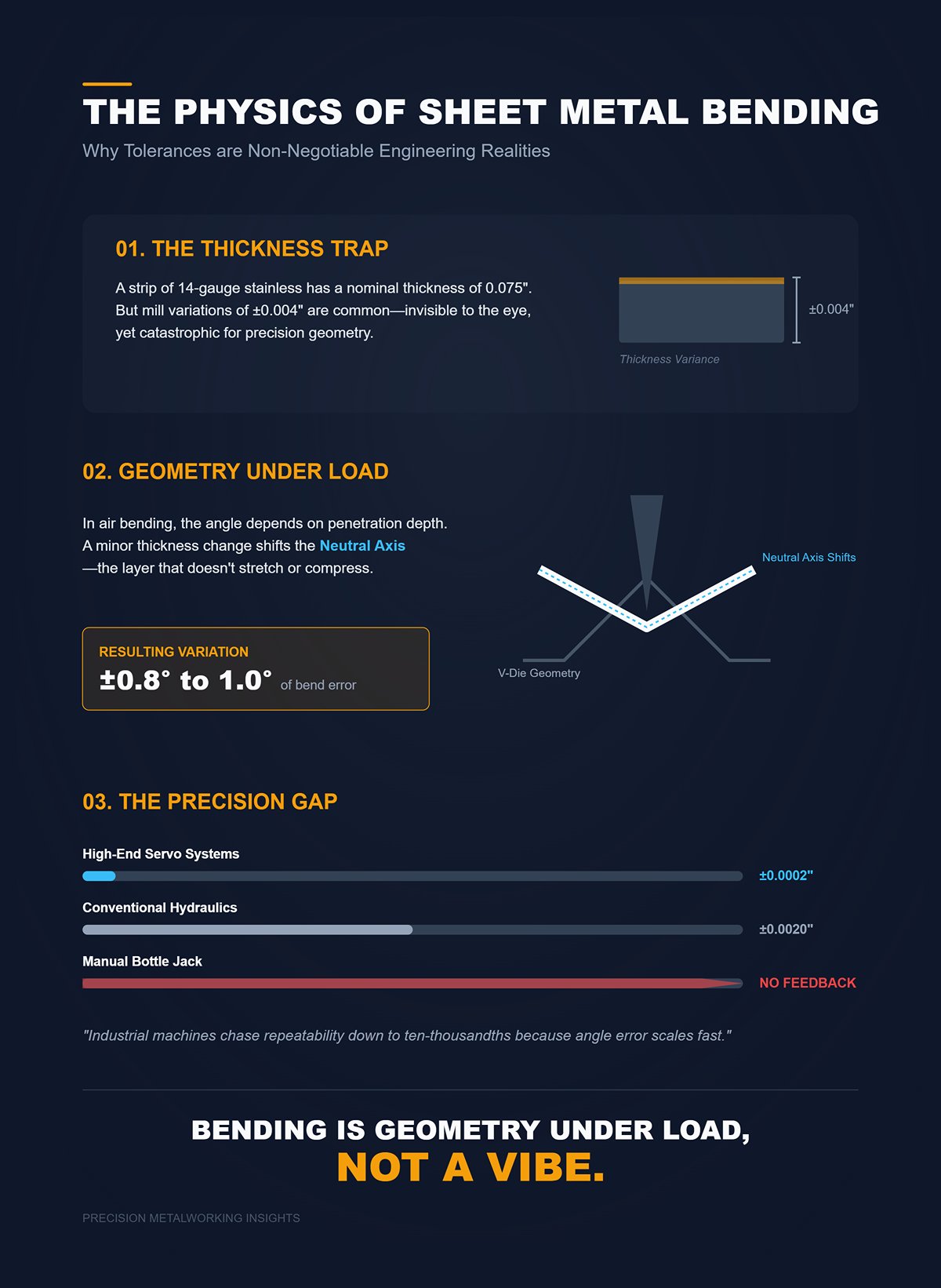
Nimm einen Streifen aus Edelstahl mit 14 Gauge. Die nominale Dicke könnte 0,075 Zoll betragen. Stell dir nun vor, der Lieferant schickt dir eine Charge, die über die Bleche hinweg um ±0,004 Zoll variiert. Das klingt nicht nach viel — man kann es kaum sehen.
Beim Luftbiegen — wo der Stempel das Blech in eine V-Matrize drückt, ohne es vollständig zu setzen — hängt der Biegewinkel davon ab, wie tief der Stempel im Verhältnis zur Dicke eindringt. Eine kleine Änderung der Dicke verändert die Position der neutralen Achse (die Schicht, die sich weder dehnt noch staucht) im Material. Das verschiebt den Rückfederungseffekt. Bei Edelstahl kann allein diese Dickenschwankung etwa ±0,8 bis 1,0° Biegeveränderung bedeuten, wenn du die Endposition nicht anpasst.
Und das, bevor wir über Rahmenverformung sprechen. Bevor Stempel-Drift. Bevor Werkzeugverschleiß.
Wenn also ein Bausatz “90°-Biegungen” verspricht, was bedeutet das überhaupt? Neunzig bei welcher Dicke, von welchem Werk, bei welcher Temperatur, mit welcher Eindringtiefe?
Harte Wahrheit: Biegen ist Geometrie unter Last, kein Gefühl.
Industriemaschinen jagen die Wiederholbarkeit bis auf wenige Zehntausendstel Zoll in der Stempelposition, weil Winkelfehler schnell skalieren. Hochwertige Servosysteme können innerhalb von etwa ±0,0002 Zoll Hub wiederholen. Konventionelle Hydraulik könnte ±0,002 Zoll betragen — eine Größenordnung lockerer — und das kann etwa ±1° Schwankung bei einem typischen Luftbiegen bedeuten.
Ihr Wagenheber hat keinen Encoder. Kein Feedback. Nur Ihren Arm und ein Manometer.
Sie sehen, wohin das führt.
| Abschnitt | Inhalt |
|---|---|
| Materialbeispiel | 14-Gauge-Edelstahl mit einer nominalen Dicke von 0,075 Zoll |
| Dickenvariation | Lieferantenvariation von ±0,004 Zoll über die Bleche hinweg |
| Biegemethode | Luftbiegen (Stempel drückt das Blech in eine V-Matrize, ohne es vollständig zu setzen) |
| Schlüsselabhängigkeit | Der Biegewinkel hängt von der Eindringtiefe des Stempels im Verhältnis zur Materialdicke ab |
| Einfluss der neutralen Achse | Dickenänderungen verschieben die Position der neutralen Achse und beeinflussen den Rückfederungseffekt |
| Resultierende Winkelvariation | Bei Edelstahl kann eine Dickenvariation von ±0,004 Zoll ohne Anpassung der Endposition eine Biegewinkelvariation von etwa ±0,8° bis 1,0° verursachen |
| Zusätzliche Variablen | Rahmenflex, Kolbenabweichung und Werkzeugverschleiß beeinflussen die Genauigkeit zusätzlich |
| Infragestellung von “90°-Biegungen” | Der tatsächliche Biegewinkel hängt von Dicke, Materialquelle, Temperatur und Eindringtiefe ab |
| Grundprinzip | Biegen ist Geometrie unter Belastung, kein Ratespiel |
| Industrielle Präzision | Hochwertige Servosysteme wiederholen sich innerhalb von ±0,0002 Zoll Hub |
| Hydraulische Präzision | Konventionelle Hydraulik wiederholt sich innerhalb von ±0,002 Zoll Hub |
| Winkelempfindlichkeit | Hubabweichungen können bei typischem Luftbiegen zu einer Winkeländerung von etwa ±1° führen |
| Manuelle Einschränkung | Flaschenheber verfügen weder über Encoder noch über Feedbacksysteme und verlassen sich ausschließlich auf manuelle Kraft und Druckmesser |
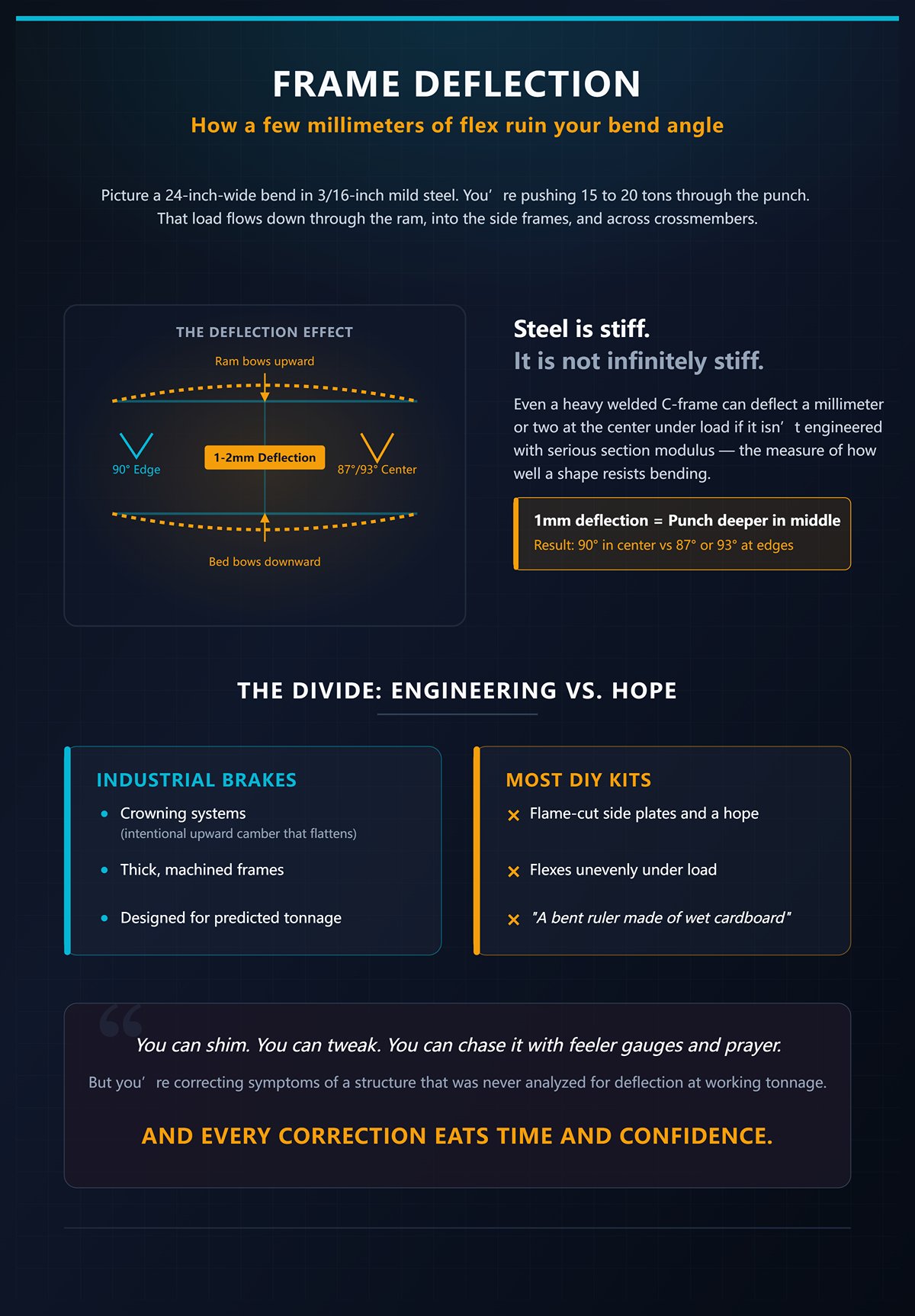
Stellen Sie sich eine 24 Zoll breite Biegung in 3/16 Zoll Baustahl vor. Sie drücken, sagen wir, 15 bis 20 Tonnen durch den Stempel. Diese Last fließt durch den Schlitten, in die Seitenrahmen und über das Querträgerteil, das sie miteinander verbindet.
Stahl ist steif. Er ist nicht unendlich steif.
Selbst ein schwerer, geschweißter C-Rahmen kann sich in der Mitte unter Last um ein oder zwei Millimeter durchbiegen, wenn er nicht mit ernsthaftem Widerstandsmoment konstruiert wurde — das ist das Maß dafür, wie gut eine Form Biegung widersteht. Ein Millimeter vertikale Durchbiegung in der Mitte bedeutet nicht nur “ein bisschen Flex”. Es bedeutet, dass der Stempel in der Mitte tiefer ist als an den Enden. Das Ergebnis? 90° in der Mitte und 87° oder 93° an den Rändern, je nach Ausgleich.
Industrielle Pressen bekämpfen dies mit Wölbungssystemen — absichtlicher Aufwärtskrümmung im Bett, die sich unter Last abflacht — und dicken, bearbeiteten Rahmen, die von Anfang an auf die vorhergesagte Tonnage ausgelegt sind.
Die meisten Bausätze liefern Ihnen flammgeschnittene Seitenplatten und Hoffnung.
Ein Rahmen, der sich unter Last ungleichmäßig biegt, ist ein krummer Lineal aus nassem Karton.
Sie können unterlegen. Sie können justieren. Sie können es mit Fühlerlehren und Gebeten verfolgen. Aber Sie korrigieren Symptome einer Struktur, die niemals auf Durchbiegung bei Arbeitstonnen analysiert wurde.
Und jede Korrektur frisst Zeit und Vertrauen.
Nun sprechen wir darüber, was Anfänger versuchen, wenn sich Luftbiegen nicht verhält: Sie pressen durch.
Durchpressen bedeutet, dass Sie den Stempel ganz durchfahren, bis das Material fest in den Matrizenwinkel gezwungen wird. Anstatt dass der Winkel durch die Hubtiefe gesteuert wird, wird er durch die Werkzeuggeometrie bestimmt. Das reduziert die Empfindlichkeit gegenüber kleinen Fehlern in der Schlittenposition. Klingt wie eine Lösung.
Außer beim Bottoming wird deutlich mehr Tonnage benötigt – oft das 3- bis 5‑fache dessen, was beim Luftbiegen für dasselbe Material und dieselbe Breite erforderlich ist. Wenn das Luftbiegen einer 1/4‑Zoll‑Platte 25 Tonnen erfordert, kann das Bottoming Zahlen verlangen, die weit über die ehrliche Kapazität eines 20‑Tonnen‑Wagenhebers hinausgehen.
Und diese 20‑Tonnen‑Bewertung? Das ist die Spitzenkraft unter idealen Bedingungen, nicht die Dauerlast bei einem unbequemen Hub in der Mitte mit Seitenbelastung durch ungenaue Ausrichtung.
Harte Wahrheit: Wenn Ihnen die Hubkontrolle ausgeht und Sie mit roher Gewalt kompensieren, vervielfachen Sie die Belastung in einem System, das bereits an der Grenze war.
Bei einer starren, speziell gebauten Presse ist Bottoming eine kalkulierte Entscheidung. Bei einem leichten Rahmen mit Wagenheber ist es Verzweiflung – und Verzweiflung in der Hydraulik ist der Weg, wie Dichtungen platzen und Rahmen sich verziehen.
Wenn Sie den Hub nicht präzise genug halten können, um Luft zu biegen, und die Tonnage nicht sicher genug vervielfachen können, um zu bottomen – in welchem Modus arbeiten Sie dann wirklich?
Ich habe gesehen, wie eine 12‑Tonnen‑Werkstattpresse einen Lagerring quer durch den Raum gespuckt hat, als ein billiger Guss unter Last brach. Keine Warnung. Nur ein scharfer Knall und Stahl, der sich schneller bewegt als Ihre Reflexe.
Stellen Sie sich nun 20 Tonnen vor, konzentriert durch eine schmale Stempelspitze. Diese Kraft wirkt über Bolzen in einfacher Scherung, Schweißnähte mit unbekannter Durchdringung, Seitenplatten, die möglicherweise nicht perfekt parallel sind. Wenn ein Bolzen nachgibt, verteilt sich die Last sofort auf die anderen. Wenn die Ausrichtung nicht stimmt, bekommt der Wagenheber eine Seitenlast, für die er nie ausgelegt war.
Hydraulikzylinder sind dafür gedacht, gerade zu drücken. Belasten Sie sie stark seitlich, und Sie ritzen den Kolben, verklemmen die Dichtungen oder – schlimmer – schleudern etwas unter Druck heraus.
Harte Wahrheit: Gespeicherte hydraulische Energie “versagt” nicht sanft. Sie entlädt sich.
Wenn Sie ein Kit zusammenschrauben, ohne veröffentlichte Durchbiegungsdaten, ohne verifizierte Ausrichtungstoleranz, ohne angegebenen Sicherheitsfaktor, sind Sie der verantwortliche Ingenieur – ob Sie es wollten oder nicht.
Hier ist die Wende, die Sie machen müssen: Statt zu fragen “Ist dieses Kit vollständig?” sollten Sie fragen “Bei welcher Tonnage, Breite und Winkeltoleranz höre ich auf, so zu tun, als wäre dies Produktionsausrüstung, und gebe zu, dass es ein grobes Formwerkzeug ist?”
Denn sobald Sie diese Grenze akzeptieren, können wir über das sprechen, was einem echten Kompromiss am nächsten kommt – den Werkstattpressenaufsatz – und ihn ehrlich anhand dieser Physik messen, statt mit Wunschdenken.
Sie haben einen 20‑Tonnen‑H‑Rahmen in der Ecke. Wagenheber oben. Verstellbare Bettbolzen. Sie schieben einen anschraubbaren Bremsenaufsatz hinein: Oberer Stempel, untere V‑Matrize, eine kleine Torsionsstange, die beide Seiten verbindet, damit der Kolben sich nicht verdreht. Pumpen Sie den Griff, und das Flachmaterial biegt sich. Kein Rahmen schweißen. Keine Betten bearbeiten. Einfach anschrauben und biegen.
Alle Teile waren vorhanden.
Deshalb ist dies das Nächste an einem ehrlichen “Kit”. Die Struktur existiert bereits. Sie tun nicht so, als würden Sie einen Rahmen von Grund auf konstruieren – Sie leihen sich einen, der für Drucklast ausgelegt ist. Die Frage ist nicht, ob er Metall biegt. Das tut er. Die Frage ist, was diese Struktur mit Ihrem Winkel, Ihrer Wiederholbarkeit und Ihrer Sicherheit macht, sobald Sie aufhören, 1/8‑Zoll‑Laschen zu biegen, und anfangen, sich darauf zu stützen.
Nehmen Sie einen einfachen Auftrag: vier 90°‑Biegungen in 1/8‑Zoll‑Weichstahl, um eine Halterung zu fertigen. Zwölf Zoll breit. Luftbiegen über eine 1‑Zoll‑V‑Matrize. Das liegt gut innerhalb einer 20‑Tonnen‑Presse. Der Aufsatz hält den Stempel grob zentriert. Der H‑Rahmen trägt die Last gerade nach unten. Für Einzelstücke? Funktioniert. Sie können sich langsam an den Winkel herantasten, mit einem Winkelmesser prüfen, noch einmal pumpen.
Worin er glänzt, sind Arbeiten mit niedriger Tonnage, schmaler Breite, großzügigen Toleranzen. Garagenprojekte. Traktorlaschen. Halterungen, die in Baugruppen eingeschweißt werden, wo ein oder zwei Grad im Zusammenbau verschwinden.
Jetzt drück ihn.
Gleiche Presse. Versuche 3/16 Zoll über 24 Zoll. Du spielst mit 15–20 Tonnen bei einem Luftbiegen, je nach Matrizenbreite. Die senkrechten Seitenteile des H‑Rahmens beginnen sich minimal zu spreizen. Nicht sichtbar. Einige Tausendstel. Die Bettstifte nehmen Biegebelastung statt reiner Scherung auf. Die Torsionsstange hilft, den Stempel vor dem Verdrehen zu bewahren, aber sie tut nichts gegen die vertikale Durchbiegung im Rahmen.
Du jagst den Winkel mit dem Hub.
Hier werden Anfänger auf die schlimmste Weise clever. Sie schneiden Entlastungsnuten in dickere Teile, damit die Presse “nicht so hart arbeiten muss”. Ich habe gesehen, wie Leute eine 1/4‑Zoll‑Platte vor dem Biegen schlitzen und dann den Schnitt nachher wieder zuschweißen. Du hast kein Kraftproblem gelöst — du hast es weiter verlagert. Jetzt schleifst du Schweißnähte, kämpfst gegen Verzerrung und tust so, als sei das Präzision. Das Teil wird zum Rissstarter, eine Spannungsspitze, die unter Vibration darauf wartet, sich auszubreiten.
Was diese Aufsätze ruinieren, ist nicht nur die Winkelkonstanz. Es ist die Prozessdisziplin. Sie verleiten dich dazu, an der falschen Stelle zu kompensieren.
Harte Wahrheit: Wenn der Rahmen und die Hubsteuerung die Geometrie nicht halten können, wird kein nachträgliches Schweißen den Biegewinkel “wahr” machen.”
Also siehst du dir den Katalog an und denkst: gut, ich rüste das Werkzeug auf.
Du kannst gehärtete, präzisionsgeschliffene V‑Matrizen kaufen. Wunderschöne Stücke. Scharfe Schultern. Konsistente eingeschlossene Winkel. Manche Sätze bieten sogar elektrische Servostempel anstelle des Wagenhebers — schneller, geschmeidiger, wiederholbar innerhalb weniger Tausendstel Zoll Hub.
Das ist wichtig. An einer steifen Maschine.
Aber Präzision ist keine Funktion, die man einfach anschraubt.
Stell dir vor, der Hub des Stempels ist wiederholbar auf ±0,002 Zoll. Klingt eng. Bei einem typischen Luftbiegen in Weichstahl kann ein Hub von wenigen Tausendstel den Winkel um fast ein Grad verändern, abhängig von der Matrizenbreite. Setz das nun auf einen Rahmen, der sich unter Last einen Millimeter in der Mitte durchbiegt — wir haben bereits darüber gesprochen, wie dies deinen 90°‑Winkel über 24 Zoll in ein Lächeln oder ein Stirnrunzeln verwandelt. Der Matrizenwinkel ist perfekt. Dem Stahl ist das egal. Er folgt dem Kraftverlauf.
Und diese Torsionsstange? Sie synchronisiert die linke und rechte Bewegung, damit der Stempel nicht verkantet. Gut. Notwendig. Aber sie erzeugt kein „Crowning“ — diese absichtliche nach oben gerichtete Wölbung, die Industriebremsen ins Bett einbauen, um Durchbiegung auszugleichen. Dein H‑Rahmen wurde dafür gebaut, Lager und Buchsen zu pressen, nicht um über die Breite hinweg einen Winkel zu halten.
Jetzt füge Kraftlimits hinzu. Manche elektrischen Servoaufsätze hören weit unter hydraulischer Tonnage auf. Sie sind schnell und wiederholbar — bis du 1/4‑Zoll über volle Breite versuchst und schlicht keine Kraft mehr hast. Dann bist du wieder beim Wagenheber, schlägst unten an, weil Luftbiegen den Winkel nicht konstant trifft.
Harte Wahrheit: Wenn du strukturelle Durchbiegung mit mehr Kraft kompensierst, belastest du Stifte, Schweißnähte und Wagenheberdichtungen auf Arten, für die die Presse nie ausgelegt wurde.
Ein Werkstattpressenaufsatz mit Premium‑Matrizen auf einem leichten H‑Rahmen ist wie einen Rennvergaser an einen Rasenmähermotor zu hängen — lautes Versprechen, gleiches Grundproblem.
Wo bleibt das?
Stell dir das vor: Du brauchst acht identische Halterungen für den Bau eines Anhängers. Toleranz? Innerhalb von zwei Grad. Breite? Zehn Zoll. Material? 1/8‑Zoll. Ein Werkstattpressenaufsatz bringt dich ans Ziel, wenn du methodisch arbeitest — markiere deine Hubposition, Probenbiegen aus demselben Materialbatch, akzeptiere leichte Rückfederungsvariationen. Für eine Heimwerkstatt ist das ein vernünftiger Kompromiss.
Jetzt stell dir fünfzig Teile vor. Oder 3/16‑Zoll bei voller Pressenbreite. Oder ein Projekt, bei dem die Lochposition nach dem Biegen innerhalb eines Sechzehntels passen muss. Der fehlende Hubend‑Einsteller, die Rahmenverformung, das Vertrauen auf das “Gefühl” am Pumpgriff — all das summiert sich. Du verbringst mehr Zeit mit Messen und Korrigieren als mit Biegen.
Ein Typ schweißt aus einem Schrott-I-Träger einen Rahmen zusammen, setzt einen Hydraulikzylinder ein, biegt saubere 90er vor der Kamera, lächelt. Was man nicht sieht, ist das zehnte Teil, das zwanzigste, wie der Winkel abdriftet, wenn sich der Rahmen erwärmt und die Bolzen abnutzen, das schleichende Zweifelgefühl, ob der letzte Pumpstoß derselbe war wie die anderen.
Harte Wahrheit: Dieses Setup ist ein Grobformwerkzeug, das innerhalb seines Einsatzbereichs sicher verwendet werden kann — dünnes Material, moderate Breite, tolerante Maßabweichungen — und außerhalb davon zum Glücksspiel wird.
Wenn Sie diese Grenze akzeptieren, ist der Aufsatz für die Werkstattpresse der ehrlichste Mittelweg, den Sie in einer Box finden werden. Wenn nicht, werden Sie versuchen, ihn wie eine echte Abkantpresse zu behandeln und sich selbst die Schuld geben, wenn die Physik gewinnt.
Benötigte Werkzeuge:
Wenn der Aufsatz zum Anschrauben ehrlich, aber begrenzt ist, was passiert, wenn Sie auf Schweiß‑es‑selbst‑Abkantpressen‑Pakete umsteigen, die “echte Steifigkeit” versprechen — und welche neuen Fallen kommen mit diesem zusätzlichen Stahl?
Sie denken: gut. Wenn Anschraubaufsätze sich verformen und Sie täuschen, schweiße ich einfach einen echten Rahmen. Mehr Stahl. Dickere Seitenplatten. Problem gelöst.
Ich habe gesehen, wie ein Erbauer eines dieser Kits auf einem Schweißtisch auslegte. Zwei lasergeschnittene Seitenplatten, vielleicht 3/4 Zoll dick. Eine Bettplatte. Ein Stempelhalter. Einige Führungsstangen. Ein Hydraulikzylinder mit Gabelkopf. Alle Teile waren vorhanden. Er hefte die senkrechten Teile an, prüfte sie mit einem Winkel, verschweißte sie heiß. Es sah kräftig aus.
Erster Testbiegevorgang? Nahe 90. Zweiter? 92 links, 89 rechts.
Also, was hat sich tatsächlich geändert?
Öffnen Sie eines dieser Pakete und Sie bekommen keine Maschine. Sie bekommen Teile.
Die Seitenplatten sind flamm‑ oder lasergeschnitten. Das bedeutet, die Kanten haben wärmebeeinflusste Zonen und leichte Verjüngung. Die Bettplatte mag für eine Anhängerkupplung flach genug sein, aber sie ist nicht oberflächengeschliffen. Der Stempel und das Gesenk sind oft generisch — gehärtet, ja — aber nicht als Set abgestimmt, nicht höhenqualifiziert, nicht garantiert, eine gemeinsame Schließhöhe zu teilen. Schließhöhe ist einfach der geschlossene Abstand zwischen Stößel und Bett, wenn der Stempel im Gesenk aufsetzt. Bei einer echten Abkantpresse wird dieses Maß auf Tausendstel genau kontrolliert.
Hier? Es ist “ungefähr”.”
Ich habe eine lasergeschnittene Platte gemessen, die allein durch Eigenspannung über zwei Fuß um 0,010–0,020 Zoll aus der Ebene war. Schweißt man das in einen C‑Rahmen ohne Spannungsabbau, fixiert man diese Verdrehung dauerhaft. Jetzt bewegt sich dein Stempel durch eine Geometrie, die von Anfang an nie rechtwinklig war. Du kannst unterlegen. Du kannst schleifen. Aber du korrigierst eine Verformung, die schon eingebrannt war, bevor du den ersten Lichtbogen gezogen hast.
Und das Werkzeug? Generische V‑Matrizen funktionieren – bis zu einem gewissen Punkt. Aber professionelle Werkstätten, die von Ausrichtungsproblemen aufrüsten, erhöhen nicht nur die Tonnage; sie wechseln zu präzisionsgeschliffenem Werkzeug, damit die Kraft gleichmäßig über die gesamte Länge verteilt wird. Dieser gleichmäßige Kontakt sorgt dafür, dass der Winkel über 24 Zoll konstant bleibt. Wenn die Schultern deiner Matrize von einem Ende zum anderen um ein paar Tausendstel in der Höhe variieren, variiert dein Winkel mit ihnen. Kein Rahmenschweiß fixiert das.
Harte Wahrheit: Wenn nichts im Bausatz plan bearbeitet oder als System aufeinander abgestimmt ist, wird die Genauigkeit zu dem, was deine Fertigungsfähigkeiten retten können.
Also, woher kommt die fehlende Präzision?
Sieh dir an, wie ein sorgfältiger Erbauer so etwas zusammensetzt. Führungsstangen zuerst installiert, um “alles auszurichten”. Stempelträger eingeschoben, Klemmen festgezogen. Eine Sharpie‑Linie auf dem Stempel, um die Tiefe zu markieren. Probelauf. Messen. Anpassen. Wieder testen.
Er baut Präzision durch Iteration auf.
Es gibt einen Grund, warum industrielle Abkantpressen mit Luftbiegen den ganzen Tag ±0,3 Grad erreichen können. Sie sind nicht an jedem Punkt magisch steifer; sie haben kontrollierte Referenzflächen – bearbeitete Betten, abgestimmte Werkzeughöhen, kalibrierte Hubsysteme – und oft Sensoren zur Kompensation. Die Geometrie ist bekannt, bevor das erste Teil eingelegt wird.
Dein Selbstbaurahmen hat keine bekannte Geometrie, es sei denn, du erzeugst sie. Das bedeutet:
Wenn eine Seite deines Rahmens sich beim Schweißen um 0,015 Zoll nach innen zieht, wird der Stempel leicht von der Vertikalen abweichen. Unter 15 Tonnen verwandelt sich diese Fehlausrichtung in eine ungleichmäßige Belastung über die Matrize. Eine Schulter greift zuerst. Die andere holt auf. Die Biegung wird zu einer subtilen Schraubenform.
Das ist kein kosmetisches Problem. Es ist ein Spannungskonzentrator, der in Strukturteilen auf einen Bruch wartet.
Könntest du das Bett nach dem Schweißen bearbeiten? Ja – wenn du eine ausreichend große Fräsmaschine besitzt, weißt, wie man ein verzogenes Schweißteil ausrichtet, und bereit bist, für Fräser zu zahlen, die mit Zunder und Härte umgehen können. Die meisten Heimbauer tun das nicht. Sie verlassen sich auf sorgfältiges Schweißen und hoffen.
Hoffnung ist kein Messsystem.
Und selbst wenn du die Ausrichtung beim Zusammenbau perfekt triffst, bewegt sich Stahl. Schweißwärme erzeugt Eigenspannung. Ohne Spannungsabbau – kontrolliertes Erhitzen und Abkühlen zur Normalisierung der Struktur – kann sich der Rahmen mit der Zeit verformen. Das zehnte Teil entspricht möglicherweise nicht dem ersten.
Also, was macht das mit dem “Budget”-Argument?
Lass uns ein einfaches Gedankenexperiment durchführen.
Das Paket kostet weniger als eine kleine Tischkantbank. Sie sparen zunächst. Sie verbringen ein Wochenende mit Schweißen. Dann ein weiteres damit, die Ausrichtung einzustellen. Sie verschrotten drei Teststücke aus 3/16‑Zoll‑Platte, um den Winkel zu erreichen, weil Ihre Hubmarkierungen unter Last nicht wiederholbar waren. Sie kaufen eine Messuhr, um den Hubabweichung zu messen. Sie ersetzen das generische Werkzeug, nachdem Sie inkonsistente Schultern bemerkt haben. Jetzt suchen Sie ohnehin nach präzisionsgeschliffenem Werkzeug.
Das ist die zweite Zahlung.
Ich habe gesehen, wie Leute tagelang einem halben Grad Fehler hinterherjagten. Das Werkzeug unterlegen. Eine Strebe neu anschweißen. Eine obere Zugstange hinzufügen. Jede Änderung beeinflusst etwas anderes, weil das System nie als einheitliche Maschine konstruiert wurde. Es ist wie das Einstellen eines Vergasers an einem Motor mit einem Riss im Block – Geräusch und Bewegung, aber keine stabile Ausgangsbasis.
Inzwischen hat Ihre Zeit einen Wert, auch wenn Sie so tun, als hätte sie keinen. Zwei Wochenenden Fehlersuche entsprechen dem Preisunterschied, den Sie glaubten vermieden zu haben. Und Sie haben immer noch keine dokumentierte Wiederholbarkeit – nur eine Einstellung, die Sie nicht zu berühren wagen.
Harte Wahrheit: Die falsche Wirtschaftlichkeit betrifft nicht nur Geld, sondern auch Vertrauen. Wenn Sie der Maschine nicht trauen, messen Sie zu viel, kompensieren zu viel und verlangsamen sich bis zum Stillstand.
Selbstbau‑Pakete können funktionieren. In fähigen Händen, mit Zugang zu Maschinen, mit Geduld. Aber wenn Sie eines gekauft haben, um die Grenzen von Anbaugeräten zu umgehen, haben Sie lediglich sichtbare Biegung gegen unsichtbare Geometriefehler eingetauscht.
Wenn Anbau‑Kits ehrlich, aber begrenzt sind, und Selbstbau‑Pakete Maschinenbauer‑Fähigkeiten erfordern, um echte Präzision zu erreichen – was bietet Ihnen dann eine speziell gebaute Tischkantbank, das zusätzlichen Stahl und Schweißarbeit nicht tun?
Ich habe gesehen, wie eine 24‑Zoll‑Tischkantbank einen 3/16‑Zoll‑Streifen nahm und sich in den Bogen setzte, ohne dass der Rahmen zuckte. Kein Unterlegmaterial am Werkzeug. Keine seitlich wandernden Sharpie‑Markierungen. Der Stempel kam herunter, der Punch berührte das V, und beide Enden des Winkels zeigten denselben Wert auf der Messuhr.
Das ist es, wofür das zusätzliche Geld steht: eine Maschine, die als System bearbeitet wurde, bevor Sie sie überhaupt berührt haben.
Keine Magie. Kein Branding. Geometrie, die Sie nicht selbst erfinden mussten.
Sie sehen “20 Tonnen” in einem Katalog und Ihr Gehirn fixiert sich darauf. Klingt robust. Aber setzen Sie eine Messuhr auf das Bett eines leichten C‑Rahmens unter 15 Tonnen und Sie sehen, wie es sich in der Mitte um einige Tausendstel bewegt. Diese Durchbiegung verändert die effektive V‑Öffnung, wenn der Punch heruntergeht. Ändern Sie das V um einen Hauch, ändern Sie den Biegewinkel.
Bei einer speziell gebauten Tischkantbank sind die Ständer dicker, ja – aber wichtiger ist, dass Bett und Hubflächen nach dem Schweißen parallel bearbeitet werden. Das bedeutet, wenn die Last steigt, teilen sich beide Enden diese gleichmäßig. Der Rahmen biegt sich immer noch. Jeder Rahmen biegt sich. Aber er biegt sich vorhersehbar, symmetrisch, innerhalb eines Bereichs, den der Konstrukteur einkalkuliert hat.
Eine reine Tonnage‑Angabe sagt Ihnen, wie stark der Zylinder drücken kann. Sie sagt nichts darüber aus, wie die Struktur reagiert, wenn er es tut.
Ich habe gesehen, wie Werkzeugkataloge mit Einheiten und spitzen Winkeln spielen, um Kapazitätszahlen aufzublähen. Einundachtzig Kurztonnen pro Fuß sehen größer aus als dreiundsiebzig Langtonnen pro Fuß, und nur wenige Heimwerker bemerken den Unterschied. Spitzes Werkzeug kann die Angabe ebenfalls in die Höhe treiben. Sie denken, Sie hätten Spielraum. Haben Sie nicht.
Harte Wahrheit: Wenn sich der Rahmen unter Last spreizt, hört diese Kraft auf, vertikal zu sein, und beginnt seitlich in Bolzen, Stifte und Werkzeugschultern zu wandern. Das ist eine Splittergefahr.
Eine dedizierte Kantbank ist nicht immun gegen falsche Berechnungen. Sie berechnen immer noch Material, Dicke, Länge. Aber Sie starten von einer Struktur, die dafür entworfen wurde, die Last gerade nach unten in die Basis zu leiten, nicht durch irgendeine Schweißreihenfolge, die Sie in Ihrer Garage hinbekommen haben.
Benötigte Werkzeuge:
Also sorgt die Steifigkeit dafür, dass alles unter Druck gerade bleibt. Aber gerade ist nicht dasselbe wie genau, oder?
Nimm ein Stück mit der Aufschrift 4,0 mm. Miss es. Du bekommst vielleicht 3,85 mm. Dieser Unterschied von 0,15 mm klingt nicht nach viel, bis du dich daran erinnerst, dass sich die Tonnage beim Luftbiegen ungefähr mit dem Quadrat der Dicke skaliert. Kleine Dickenänderung, größere Kraftänderung. Größere Kraftänderung, anderes Rückfedern.
Selbst hochwertige CNC‑Abkantpressen haben im Durchschnitt etwa einen halben Grad Abweichung ohne ausgefeilte Rückmeldungen und dynamisches Ausgleichssystem. Ein halber Grad — bei Maschinen, die mehr kosten als dein Haus. Und diese Abweichung stammt oft von Materialinkonsistenz, nicht von schlampigen Rahmen.
Wenn du also hörst “diese $2.000 Tischabkantpresse ist genau”, verstehe, was das bedeutet. Es bedeutet, dass der Stößel senkrecht zum Bett läuft. Es bedeutet, dass die Werkzeughöhen übereinstimmen. Es bedeutet, dass dein linker End nicht 92° biegt, während dein rechter End bei 89° liegt, weil eine Matrizenauflage höher ist.
Es bedeutet nicht, dass die Maschine schlechtes Stahlmaterial, ausgelassene Messungen oder schlampige Einrichtung ausgleicht.
Harte Wahrheit: Eine steife, ausgerichtete Abkantpresse wird deine Fehler mit professioneller Konsistenz reproduzieren. Das ist eine Guillotine, die auf deine Toleranzen wartet.
Der Unterschied zwischen “kann biegen” und “kann genau biegen” ist Wiederholbarkeit. Wenn du acht identische 1/8‑Zoll‑Winkel biegst und sie alle innerhalb des gleichen halben Grad Fensters landen, kannst du einmal kompensieren und weitermachen. Bei einem Bausatz musst du jedes Teil kompensieren, weil sich die Ausgangsbasis verschiebt.
Präzision bedeutet nicht Perfektion. Es bedeutet eine stabile Referenz, der du vertrauen kannst.
Und damit kommen wir zu dem Teil, bei dem den Leuten der Preis im Hals stecken bleibt.
Öffne die Kiste einer ordentlichen Tischabkantpresse und der Stempel und die Matrize sind auf die Maschinenbreite abgestimmt, auf gleichmäßige Höhe geschliffen und in wiederholbarer Weise eingespannt. Die Spannleiste ist kein Stapel Schrauben, den du jedes Mal “ungefähr gleich” anziehst. Es ist ein System.
Könntest du präzisionsgeschliffenes Werkzeug separat kaufen und an einen Schweißbausatz schrauben? Klar. Addiere die Kosten. Dann addiere die Zeit, um dein Bett zu bearbeiten oder zu unterlegen, damit das Werkzeug tatsächlich flach sitzt. Alle Teile waren auf dem Papier beim günstigeren Weg vorhanden — Rahmen, Zylinder, Matrizen. Aber Präzision ist kein Feature, das man einfach anschraubt.
Ein Typ schweißt einen Rahmen aus Schrott‑I‑Trägern zusammen, setzt einen Hydraulikzylinder ein, biegt saubere 90er vor der Kamera, lächelt. Was du nicht siehst, ist die Stunde, die er damit verbracht hat, die Matrize mit Fühlerlehren einzurichten, oder die Tatsache, dass er immer wieder das gleiche verzeihende Baustahlstück biegt.
Integriertes Werkzeug beseitigt nicht die Notwendigkeit von Berechnungen. Selbst die Hersteller werden dir sagen, dass du jedes Mal Material, Länge und Sicherheitsmarge berücksichtigen musst. Es gibt keinen universellen “diese Presse gewinnt” nur aufgrund der Tonnage. Wofür du zahlst, ist, dass die Stempelhöhe zum Stößelhub passt, der Matrizensitz zum Bett passt und die Spannmethode nicht jedes Mal eine Verdrehung einführt, wenn du sie anziehst.
Harte Wahrheit: Das Mischen von generischem Werkzeug mit unbekener Rahmengeometrie ist eine Fingerfalle für deinen Geldbeutel.
Ist der vierfache Preis gerechtfertigt? Wenn du gelegentlich Laschen biegst, vielleicht nicht. Wenn du erwartest, dass die Teile nächsten Monat noch passen, oder wenn du deine Zeit mehr schätzt als Schrottstahl, kauft dir dieser Aufpreis eine Maschine, die nicht zuckt, wenn die Tonnagenadel steigt — und diese Stabilität ermöglicht es dir, dich auf Material- und Werkzeugwahl zu konzentrieren, statt die Presse zwischen den Jobs neu aufzubauen.
Und sobald du akzeptierst, dass Rahmen und Werkzeug nur ein Teil der Rechnung sind, bemerkst du etwas anderes, das sich leise im Hintergrund ansammelt.
Du starrst auf das Preisschild der Maschine und denkst, das sei die Zahl. Ist es nicht.
Die Bremse ist nur der Muskel. Das Werkzeug ist die Zähne. Und Zähne sind das, was tatsächlich das Werkstück berührt.
Du kannst einen steifen kleinen Tischrahmen für ein paar Tausend kaufen und das Gefühl haben, das System geschlagen zu haben. Dann öffnest du einen Werkzeugkatalog und siehst, dass ein einzelner präzisionsgeschliffener Stempel und die passende V-Matrize ein Viertel dessen kosten, was du für die gesamte Bremse bezahlt hast. Dann sinkt dir der Magen. Denn jetzt wird dir klar, dass die “komplette” Maschine eigentlich nichts komplett gemacht hat – sie hat dich nur an die Startlinie gebracht.
Das ist der Multiplikator, den niemand erwähnt.
Weil die Matrize der Ort ist, an dem Geometrie zur Realität wird.
Eine Abkantpressen-Matrize ist nicht nur ein Stück Stahl mit einer Nut darin. Sie wird gerade gefräst, plan geschabt, wärmebehandelt für Verschleißfestigkeit und geschliffen, damit Winkel und Höhe innerhalb enger Toleranzen bleiben. Das ±0,5° von dem man bei guten Maschinen hört? Das ist nur möglich, weil der Radius der Stempelspitze, der Winkel der Matrize und die Schulterhöhen über die Länge hinweg konsistent sind.
Wenn der Stößel herunterkommt, übt die Maschine nur Kraft aus. Die Matrize entscheidet, wie diese Kraft in das Material fließt. Wenn die Schultern nicht gleichmäßig sind, verschiebt sich die Last seitlich. Wenn der Winkel um ein Grad abweicht, verfolgt jeder Bogen diesen Fehler. Harte Wahrheit: schlechtes Werkzeug verwandelt einen geraden Kraftfluss in einen seitlichen Kampf – und das ist ein gebrochener Zahn, der nur darauf wartet, zu passieren.
Du zahlst nicht für Stahl. Du zahlst für kontrollierte Geometrie unter Last.
Und kontrollierte Geometrie erfordert industrielle Prozesse, die deine Garage nicht hat.
Kurze Antwort? Nicht, wenn dir Finger oder fertige Teile wichtig sind.
Ich habe Leute gesehen, die einen V-Block aus Platten zusammenschweißen, ihn “ungefähr” schleifen und ihn als Starter-Matrize bezeichnen. Er wird dünnen, weichen Baustahl biegen. Einmal. Vielleicht zweimal. Dann wölben sich die Schultern, der Winkel öffnet sich, und dein 90 wird am einen Ende zu 93 und am anderen zu 88. Kunststoffdrucke? Sie sind gut für Modelle und Experimente mit Biegezugaben. Setze echte Tonnage darauf, und sie verformen sich wie warme Butter.
Die Matrizenfläche sieht konzentrierte Kontaktbelastung. Das bedeutet lokaler Druck, hoch genug, um weichere Stähle zu verbeulen – dauerhaft einzudellen. Ohne richtige Wärmebehandlung und Oberflächenfinish reibt sich die Matrizenoberfläche auf, überträgt Material und verkratzt dein Werkstück. Jetzt bist du nicht nur ungenau. Du ruinierst Teile.
Harte Wahrheit: selbstgebautes Werkzeug unter echter Last ist ein Glashammer – sieht solide aus, zerbricht, wenn es darauf ankommt.
Könntest du für Prototypenarbeit mit verzeihendem Material und geringem Volumen auskommen? Sicher. Aber in dem Moment, in dem du Wiederholbarkeit brauchst oder zu härterem Material wechselst, wirst du ohnehin echtes Werkzeug kaufen. Und du wirst dir wünschen, du hättest dafür budgetiert, anstatt so zu tun, als wäre das Kit die gesamte Investition.
Also was entscheidet tatsächlich, ob das Geld, das du ausgegeben hast, klug oder dumm war?
Das Spann- und Ausrichtungssystem.
Nicht der Zylinder. Nicht die Rahmenstärke. Sondern die Art und Weise, wie Stempel und Matrize sitzen, sich ausrichten und wiederholen, wenn man sie austauscht.
Wenn Ihr Werkzeug nicht auf einer bearbeiteten Referenzfläche sitzt – flach, parallel, konsistent – wird jeder Wechsel zum Ratespiel. Sie lösen Schrauben, klopfen mit einem Hammer, ziehen eine Seite fest, dann die andere, und hoffen, dass Sie keine Verdrehung eingebracht haben. Jeder Aufbau kostet Zeit. Wenn Ihre Werkstattzeit etwas wert ist, ist das echtes Geld, das verloren geht.
Bei höherwertigen Systemen positioniert sich das Werkzeug gegen gehärtete Schultern oder Präzisionskeile. Höhen sind standardisiert. Sie können eine 4‑Zoll‑V‑Matrize herausziehen und eine 2‑Zoll‑Matrize einsetzen, und das Verhältnis zum Stößel bleibt bekannt. Das ist der Grund, warum progressive oder Spezialmatrizen selbst in einer kleinen Werkstatt Sinn ergeben – weil die Maschine ohne Drama wieder auf Null zurückkehren kann.
Der Multiplikator ist nicht nur der Werkzeugpreis. Es ist die Rüstzeit, die Ausschussrate und die Kosten, Fehler zu verfolgen, die von Anfang an nicht im Stahl waren.
Und sobald Sie das sehen, hören Sie auf zu fragen: “Was ist das günstigste Komplettset?” und beginnen, eine bessere Frage zu stellen: Angesichts des Materials, das ich biege, der Mengen, die ich produziere, und des Risikos, das ich bereit bin zu tolerieren – wo investiere ich in Steifigkeit und wo akzeptiere ich Kompromisse?
Sie beginnen nicht mit der Maschine.
Sie beginnen mit dem Stahl, den Sie tatsächlich biegen wollen, wie oft Sie ihn biegen wollen und wie verärgert Sie sein werden, wenn das zehnte Teil nicht mit dem ersten übereinstimmt. Alle Bausteine waren vorhanden – Tonnagetabellen, glänzende Sets, Hydraulikzylinder mit großen Zahlen darauf – aber nichts davon ist relevant, bevor Sie Ihre tatsächliche Arbeitslast festlegen. Denn Ihr erster Schritt geht nicht darum, Fähigkeiten zu kaufen. Es geht darum zu wählen, mit welcher Einschränkung Sie leben können.
Also, welche Zahlen engen Sie ein?
Blechstärke ist die Dicke. Dicke bestimmt die Tonnage. Tonnage bestimmt die Rahmenbelastung.
Das ist die erste Wand.
Weiches 16‑Gauge‑Blech über einem kurzen Flansch ist eine Welt. Viertelzoll über zwei Fuß ist eine andere. Die Kraft skaliert nicht höflich; sie steigt schnell an, und jede zusätzliche Tonne versucht, Ihren Rahmen zu spreizen, den Stößel zu verdrehen und den Stempel seitlich zu verschieben. Harte Wahrheit: Sobald Sie mit der maximalen Tonnage einer Maschine flirten, laden Sie sie wie eine gesprungene Glocke – nur einen guten Schlag entfernt von einer dauerhaften Verformung.
Material ist die zweite Wand. Aluminium verzeiht. Weicher Stahl toleriert. Hochfester Stahl wehrt sich und öffnet sich nach dem Biegen wieder – das ist Rückfederung, das elastische Zurückfedern des Metalls, sobald der Druck nachlässt. Wenn Ihre Abkantpresse nicht jedes Mal in die gleiche Endposition zurückkehrt, werden Sie den ganzen Nachmittag Winkel nachjagen.
Dann der Biegeradius – die innere Kurve der Biegung. Zu eng für das Material, und Sie dehnen die äußeren Fasern über ihre Grenze hinaus. Teile reißen in der Nähe von Löchern, Flansche verziehen sich, und Ihr “90” wird zum Ratespiel, weil das Metall ungleichmäßig durch seine Dicke fließt.
Diese drei Zahlen – Dicke, Materialart, gewünschter Radius – bestimmen, wie viel Struktur und Ausrichtung Sie bezahlen müssen. Welches Profil passt tatsächlich zu Ihnen?
Wenn Sie 14–18‑Gauge‑Weichstahl biegen, kurze Flansche, eine Handvoll Teile auf einmal, kann ein Umbau zur Werkstattpresse ehrliche Arbeit leisten.
Ehrlich. Begrenzte.
Sie akzeptieren, dass das Bett nicht perfekt parallel ist. Sie akzeptieren keinen Anschlag – das ist der Stopper, der die Flanschlänge festlegt – sodass Sie jedes Rohteil messen und markieren. Sie akzeptieren, dass ein Hydraulikzylinder bedeutet, dass der Stößel leicht abdriften kann, wenn eine Dichtung leckt, und dass diese Abweichung dazu führt, dass eine Seite Ihrer Biegung enger schließt als die andere.
Harte Wahrheit: Eine Einkolbenpresse unter ungleichmäßiger Belastung ist wie ein verbogener Lineal aus nassem Karton.
Für “Wochenendhalterungen” kann dieser Kompromiss sinnvoll sein. Du tauschst Wiederholbarkeit gegen Preis. Du tauschst Geschwindigkeit gegen Einfachheit. Wenn ein Flansch um einen Grad abweicht, spannst du ihn in den Schraubstock, korrigierst ihn und machst weiter.
Benötigte Werkzeuge:
Aber was, wenn du diese Halterungen verkaufen willst, statt sie nur an deine eigene Wand zu schrauben?
In dem Moment, in dem du Liefertermine versprichst, ändert sich die Rechnung.
Jetzt ist es dir wichtig, dass Teil #1 und Teil #50 innerhalb eines halben Grades übereinstimmen. Jetzt ist es dir wichtig, dass Flanschlängen sich wiederholen, ohne jedes Rohteil neu zu messen. Genau hier hört eine echte Werkbank-Abkantpresse – mit bearbeiteten Klemmflächen und synchronisierter Stößelführung – auf, Luxus zu sein, und wird zur Versicherung.
Nicht, weil sie stärker ist.
Sondern, weil sie konstant ist.
Eine dedizierte Abkantpresse ist auf Parallelität ausgelegt. Der Stempel und die Matrize liegen an Referenzflächen an, die rechtwinklig zum Rahmen bearbeitet wurden. Diese Geometrie bedeutet, dass, wenn du leicht überbiegst, um den Rückfederungseffekt auszugleichen – und das wirst du – die Korrektur gleichmäßig über die Breite wirkt.
Harte Wahrheit: Das Überlasten selbst einer Werkbank-Abkantpresse über ihre Nenn-Tonnage hinaus ist Rahmenverformung in Zeitlupe, und verzogene Rahmen kehren nie zurück.
Wenn dein Nebenerwerb gelegentlich dickeres Material beinhaltet, kaufst du nicht die Presse, die es gerade so schafft. Du gehst entweder eine Stufe höher in der Kapazität oder entwirfst das Teil neu. Präzision ist kein Feature, das man später anschraubt; sie ist in die Struktur eingebaut, die du am ersten Tag auswählst.
Benötigte Werkzeuge:
Was ist, wenn Ihre Zahlen den Besitz von irgendetwas überhaupt nicht rechtfertigen?
Hier kommt der Teil, den niemand hören will.
Wenn Sie zweimal im Jahr zehn schwere Biegungen in einer 3/8‑Zoll‑Platte benötigen, ist der Kauf einer beliebigen Abkantpresse Ego, nicht Wirtschaftlichkeit. Eine Fertigungswerkstatt mit einer 100‑Tonnen‑Maschine und ordentlicher Wölbung — das ist kontrollierte Durchbiegungskompensation entlang des Betts — wird Ihre Winkel in einem einzigen Aufbau treffen.
Sie können Tausende ausgeben, um zu vermeiden, ein paar Hundert zu zahlen.
Harte Wahrheit: Eine leichte Maschine zu zwingen, schwere Arbeit zu leisten, ist eine Splitterbombe, die nur darauf wartet, zu passieren.
Auslagern ist keine Kapitulation. Es bedeutet, Ihre strukturellen Grenzen anzuerkennen und Ihr Geld dort zu investieren, wo Sie tatsächlich die Variablen kontrollieren — Schneiden, Schweißen, Finish. Sie behalten leichte Arbeiten im eigenen Haus mit einer bescheidenen Ausstattung und lagern die seltenen Monster aus, die sonst Ihre Ausrüstung über ihre sichere Belastungsgrenze hinaus treiben würden.
Hier ist die Perspektive, die ich möchte, dass Sie beibehalten:
Struktur an Belastung anpassen und Präzision an Versprechen anpassen.
Dicke und Material sagen Ihnen die Belastung. Volumen und Kundenerwartungen sagen Ihnen das Versprechen. Wo die Belastung gering und die Versprechen locker sind, können Sie bei der Struktur Kompromisse eingehen. Wo die Belastung hoch oder die Versprechen streng sind, kaufen Sie zuerst Ausrichtung und Kapazität — oder Sie lassen jemand anderen die Last übernehmen.
Das ist Ihr erster Schritt.


















