

先月、ある子供がハッチバックの後ろに「完全なプレスブレーキキット」を転がして私の店に持ってきました。2つの鋼製サイドプレート、ボトルジャッキ、一握りのボルト、そして箱に印刷された約束がありました: 自宅で1/4インチのプレートを曲げる。.
彼はそれをクリスマスの朝に模型列車セットを置くように私の床に置きました。すべての部品が揃っていました。彼がやるべきことは、それをボルトで組み立てることだけでした。.
それが幻想です。.
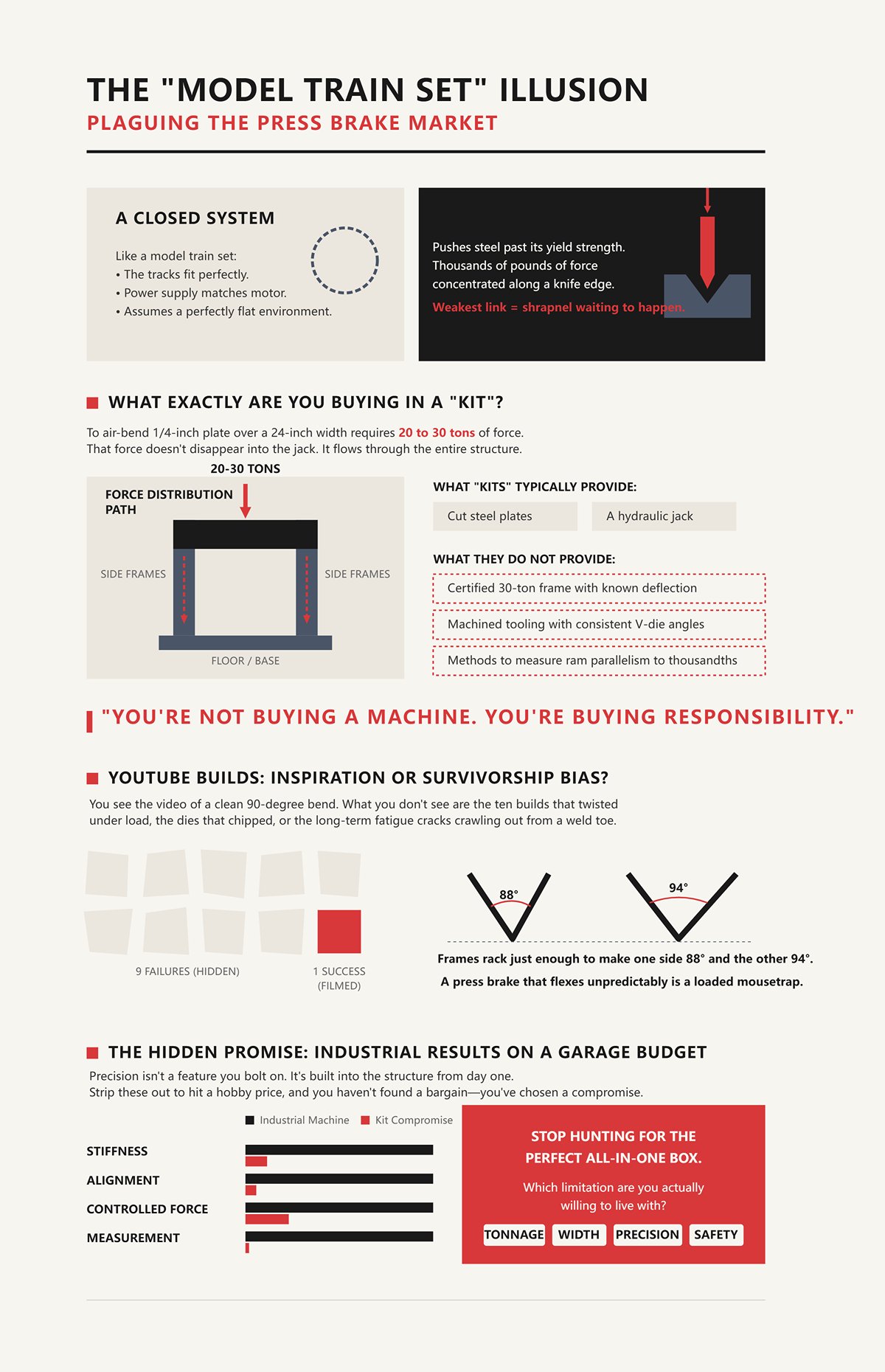
模型列車セットを購入すると、閉じたシステムを購入することになります。レールは合います。電源はモーターに合います。説明書は、あなたの地下室が平らであること以外は何も仮定していません。.
プレスブレーキは閉じたシステムではありません。それは反撃する機械です。鋼を降伏強度を超えて押し出します — それは金属が元に戻るのをやめて曲がり続けるポイントです — そして、それはナイフエッジに集中した数千ポンドの力で行われます。.
厳しい真実:その力の経路のいずれかの部分が弱い場合 — フレーム、ラム、ツーリング、ファスナー、床 — 最も弱いリンクは、起こるのを待っている破片になります。.
だから、「プレスブレーキキット」と検索バーに入力すると、実際に箱に何が表示されることを期待しているのですか?
その1/4インチの軟鋼の主張を見てみましょう。1/4インチのプレートを、例えば24インチの幅でエアベンドするには、ダイの開口部によって20トンから30トンの範囲に入ります。その力はジャッキに消えるわけではありません。それはラムを通り、サイドフレームに流れ込み、ボルトで固定したものに下っていきます。.
ほとんどの「キット」は、切断されたプレートとジャッキを提供します。彼らは、負荷下での変形が知られている認定30トンのフレームを提供しません。彼らは、一貫したVダイ角度を持つ機械加工されたツーリングを提供しません。彼らは、ラムの平行性を数千分の一まで測定する方法を提供しません。.
あなたは機械を買っているのではありません。あなたは責任を買っているのです。.
そして、箱に変形、アライメント、再現性のためのエンジニアリングが含まれていない場合、鋼が動き始めたときにそれを解決するのは誰なのでしょうか?
あなたはそのビデオを見たことがあります。ある男がスクラップのIビームからフレームを溶接し、油圧シリンダーを取り付け、カメラの前でクリーンな90度を曲げ、笑顔を見せます。.
あなたが見ないのは、負荷の下でねじれた10のビルド、欠けたダイ、曲げの一方が88度で他方が94度になるようにわずかに歪んだフレームです。カメラはテーパーを測定しません。彼らは、溶接トーから這い出る長期的な疲労亀裂を示しません。.
厳しい真実:予測不可能に曲がるプレスブレーキは、あなたの指を待っている仕掛けられたネズミ捕りです。.
撮影されるまで生き残るビルドは例外です — 負荷経路、溶接順序、応力集中を理解している製造者です。もしあなたがその言葉を骨の中で知らないなら、あなたは計画をコピーしているのか…それとも運に賭けているのか?
プレスブレーキの本当の利益が今どこに向かっているのか見てください:多軸CNC機械、正確なバックゲージを備えた電動ドライブ、最初の曲げの前にスプリングバックをシミュレートするソフトウェア。ショップはそれにお金を払います。なぜなら、再現性が利益だからです。.
キット市場は魅力的なことを囁いています:すべてをスキップして、一台の車が入るガレージでクリーンで四角い、製品に適した曲げを得ることができます。.
しかし、精度はボルトで取り付ける機能ではありません。それは剛性、アライメント、制御された力、そして測定です — 初日から構造に組み込まれています。それらを取り除いて趣味の価格に達しても、あなたはお得な買い物を見つけたわけではありません。認めようと認めまいと、妥協を選んだのです。.
だから、あなたがすべきシフトはこれです:完璧なオールインワンボックスを探すのをやめ、ラムが下がるときに実際にどの制限 — トン数、幅、精度、安全マージン — を受け入れる準備ができているのかを尋ね始めてください。.
あなたは今、正しい質問をしています:「完全なキット」が現実でないなら、実際にどのレベルの能力とリスクを受け入れる準備ができているのかをどうやって決めるのですか?
良いですね。それが、消費者のように買い物をするのをやめ、製造業者のように考え始める瞬間です。.
昨年の夏、私は新しいシールとキャリブレーションされたツーリングを備えた10フィートの産業用ブレーキを調整していました。ショップの周囲温度は、朝から午後にかけて約12°C変動しました。それは、ラムストロークの正確な最低点であるボトムデッドセンターを約0.04 mm動かすのに十分でした。紙の上では、それは微小に聞こえます。±0.5°の曲げ公差で指定された部品では、それは合格と廃棄の違いでした。.
その機械はあなたのピックアップトラックよりも重いです。.
もし熱ドリフトが気候制御されたサーボ油圧ブレーキを目標から外すことができるなら、ボルトで組み立てたフレームの中でボトルジャックが何をしていると思いますか?あなたが感覚でポンピングしている間に。
あなたは「安い」と「高い」の間で選んでいるのではありません。あなたは、小さなエラーを目に見えるものに増幅するシステムで、どれだけの制御されていない動きを許容する準備ができているのかを選んでいるのです。.
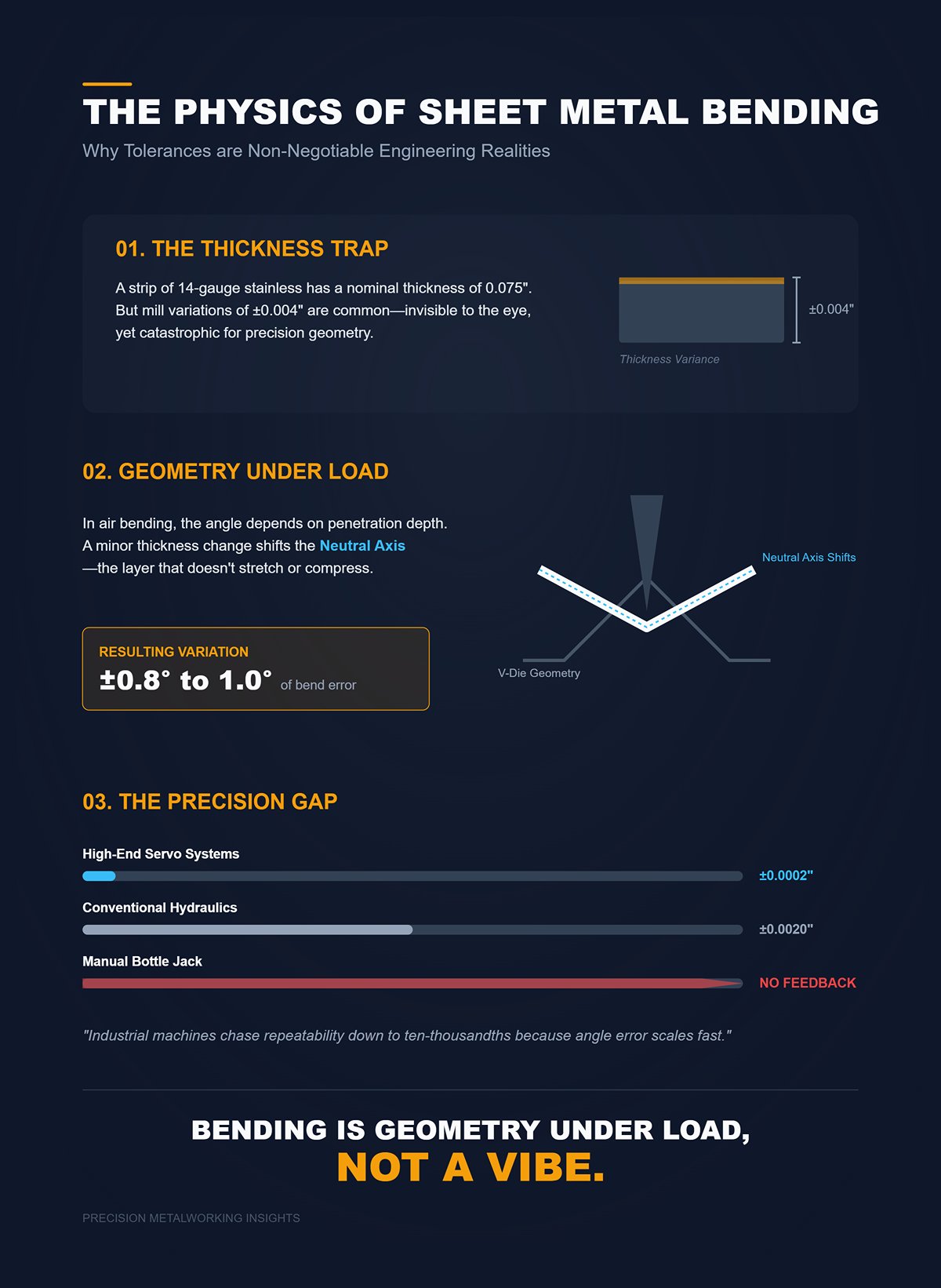
14ゲージのステンレス鋼のストリップを取ってください。名目上の厚さは0.075インチかもしれません。今、供給者がシートごとに±0.004インチ変動するバッチを送ってきたと想像してください。それはあまり大きくないように聞こえます — あなたはそれをほとんど見ることができません。.
エアベンディングでは — パンチがシートをVダイに押し込むとき、底に達することなく — 曲げ角度は、パンチが厚さに対してどれだけ深く侵入するかに依存します。厚さの小さな変化は、中立軸(伸びたり圧縮されたりしない層)が材料内でどこにあるかを変えます。それがスプリングバックをシフトさせます。ステンレス鋼では、その厚さの変動だけで、ボトム位置を調整しなければ、約±0.8から1.0°の曲げ変動に変わる可能性があります。.
それはフレームのたわみについて話す前のことです。ラムのドリフトの前です。ツーリングの摩耗の前です。.
だから、キットが「90°の曲げ」を約束するとき、それは一体何を意味するのでしょうか?どの厚さで、どのミルから、どの温度で、どの侵入深さでの90°なのでしょうか?
厳しい真実:曲げは荷重下の幾何学であり、雰囲気ではありません。.
産業用機械は、角度誤差が急速にスケールするため、ラム位置を数万分の一インチまで再現性を追求します。高級サーボシステムはストロークの約±0.0002インチ内で再現できます。従来の油圧は±0.002インチかもしれません — それはオーダーオブマグニチュードが緩い — そしてそれは典型的なエアベンドで約±1°の揺れを意味することがあります。.
あなたのボトルジャックにはエンコーダーがありません。フィードバックもありません。あなたの腕と圧力計だけです。.
これがどこに向かうのかが見えます。.
| セクション | 内容 |
|---|---|
| 材料の例 | 名目厚さ0.075インチの14ゲージステンレス鋼 |
| 厚さの変動 | シート間の供給者の変動は±0.004インチ |
| 曲げ方法 | エアベンディング(パンチがシートをVダイに押し込むが、底に達しない) |
| 主要依存関係 | 曲げ角度は、材料の厚さに対するパンチの貫通深さに依存する |
| 中立軸への影響 | 厚さの変化は中立軸の位置をシフトさせ、スプリングバックに影響を与える |
| 結果としての角度変動 | ステンレス鋼の場合、±0.004インチの厚さの変動は、底位置調整なしで約±0.8°から1.0°の曲げ変動を引き起こす可能性がある |
| 追加の変数 | フレームのたわみ、ラムのドリフト、および工具の摩耗は、精度にさらに影響を与える |
| 「90°曲げ」の疑問“ | 実際の曲げ角度は、厚さ、材料の供給元、温度、および貫通深さに依存する |
| 核心原理 | 曲げは負荷下の幾何学であり、推測ではない |
| 産業用精度 | 高級サーボシステムはストロークの±0.0002インチ以内で繰り返す |
| 油圧精度 | 従来の油圧はストロークの±0.002インチ以内で繰り返します |
| 角度感度 | ストロークの変動は、典型的なエアベンディングで約±1°の角度変化を引き起こす可能性があります |
| 手動制限 | ボトルジャッキはエンコーダーやフィードバックシステムを欠いており、手動の力と圧力計にのみ依存しています |
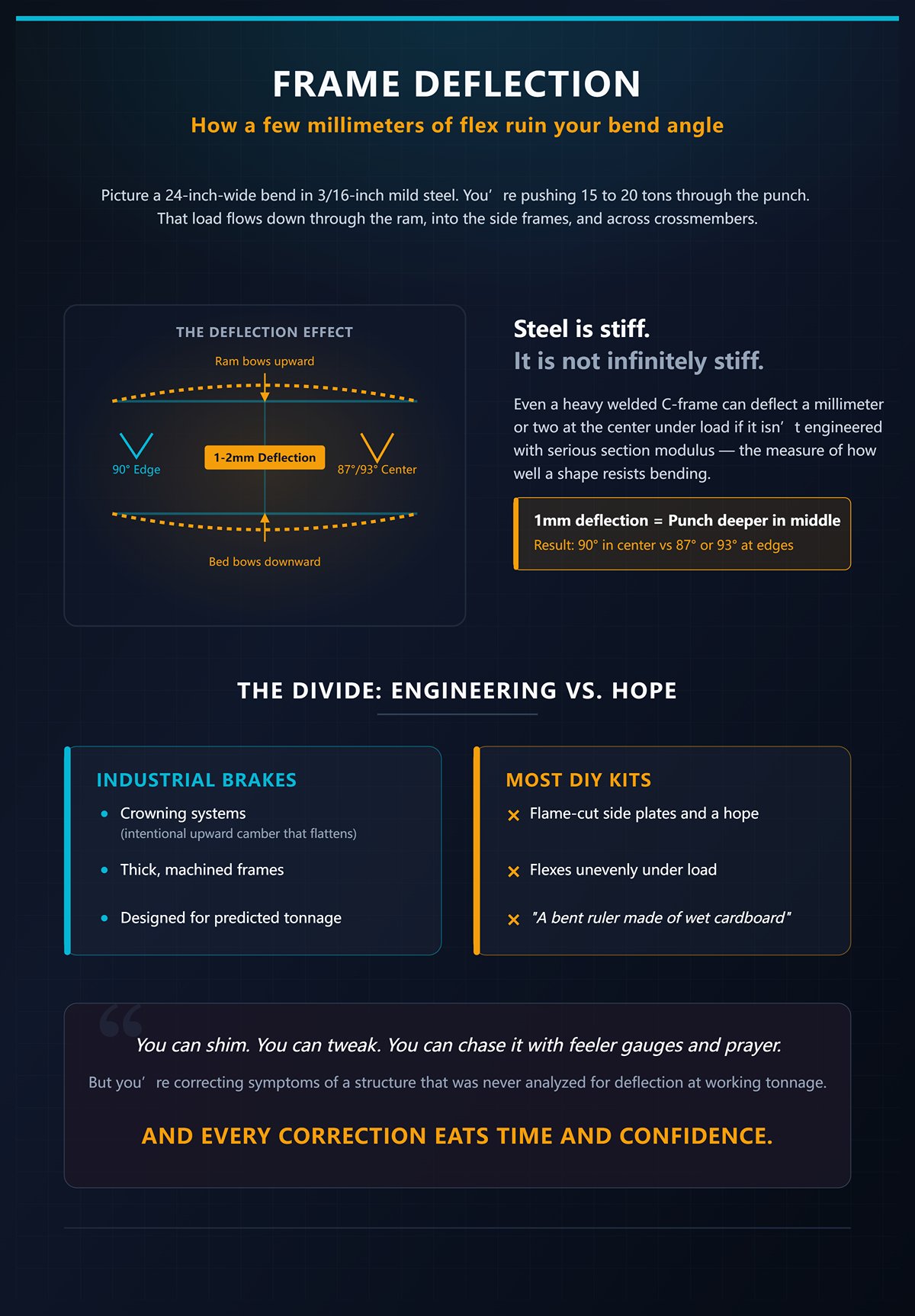
3/16インチの軟鋼で24インチ幅の曲げを想像してください。あなたは、例えば、15トンから20トンをパンチを通して押しています。その荷重はラムを通り、サイドフレームに流れ込み、それらを結びつけるクロスメンバーを横切ります。.
鋼は硬いです。しかし、無限に硬いわけではありません。.
重い溶接されたCフレームでも、真ん中で荷重の下で1ミリメートルか2ミリメートルたわむことがあります。これは、真剣な断面係数で設計されていない場合です — 断面係数は、形状が曲げに対してどれだけ抵抗するかを測る指標です。中央での1ミリメートルの垂直たわみは、「少しの柔軟性」を意味するだけではありません。それは、パンチが端よりも中央で深くなっていることを意味します。その結果? 中央で90°、端で87°または93°、補償に応じて変わります。.
産業用ブレーキは、荷重の下で平らになるベッドに意図的な上向きのカンバーを持つクラウンシステムでこれに対抗します — そして、予測されたトン数に基づいて初日から設計された厚い機械加工フレームです。.
ほとんどのキットは、炎切断されたサイドプレートと希望を提供します。.
荷重の下で不均一にたわむフレームは、濡れた段ボールで作られた曲がった定規です。.
シムを入れることができます。調整することができます。フィーラーゲージと祈りで追いかけることができます。しかし、あなたは、作業トン数でたわみが分析されていなかった構造の症状を修正しているのです。.
そして、すべての修正は時間と自信を消費します。.
さて、エアベンディングがうまくいかないときに初心者が試みることについて話しましょう:彼らは底打ちします。.
底打ちとは、パンチを最後まで押し込んで、材料が金型の角度にしっかりと押し込まれることを意味します。角度がストロークの深さによって制御されるのではなく、工具の形状によって制御されます。これにより、小さなラム位置の誤差に対する感度が低下します。解決策のように聞こえます。.
ただし、底打ちにはかなり多くのトン数が必要です — 同じ材料と幅に対してエアベンディングが必要とするものの3倍から5倍です。1/4インチのプレートをエアベンディングするのに25トンかかる場合、底打ちするには20トンのジャッキの正直な能力を大きく超える数値が要求されることがあります。.
そして、その20トンの定格? それは理想的な条件下でのピーク力であり、不完全なアライメントからの側荷重を伴う不便な中ストロークでの持続的な荷重ではありません。.
厳しい真実:ストローク制御がなくなり、 brute force で補償すると、すでに限界のあるシステムにおけるストレスが増加します。.
剛性の目的に特化したブレーキでは、ボトミングは計算された選択です。軽量フレームにボトルジャックを使う場合、それは絶望です — そして、油圧における絶望は、シールが破裂し、フレームが歪む原因となります。.
もしストロークを正確に保持できず、ボトムに十分なトン数を安全に掛けられないなら、実際にはどのモードで操作しているのでしょうか?
私は、安価な鋳造品が負荷の下で割れたとき、12トンのショッププレスがベアリングレースを部屋の中に飛ばすのを見たことがあります。警告なし。鋭い音とともに、鋼があなたの反射神経よりも速く動きます。.
さあ、狭いパンチ先端を通して20トンが集中していることを想像してください。その力は、単一のせん断でボルトを通じて反応し、浸透が不明な溶接、完璧に平行でないかもしれない側板を通じて反応します。もし1本のボルトが降伏すれば、荷重は瞬時に他のボルトに再分配されます。アライメントがずれていると、ジャックは設計されていない側荷重を受けます。.
油圧シリンダーは真っ直ぐ押すために設計されています。側荷重を強くかけると、ラムに傷がつき、シールがバインドし、最悪の場合、圧力下で何かが排出されます。.
厳しい真実: 蓄えられた油圧エネルギーは「穏やかに失敗しません」。それは放出されます。.
公表されたたわみデータがなく、検証されたアライメント許容値がなく、安全係数が明記されていないキットをボルトで組み立てると、あなたは意図せずとも記録のエンジニアになります。.
だから、あなたが行うべき転換はこれです: 「このキットは完全ですか?」と尋ねるのではなく、「どのトン数、幅、角度の許容値で、これが生産設備であるふりをやめて、粗成形工具であることを認めるべきか?」と尋ね始めてください。“
その限界を受け入れると、私たちは真の妥協に最も近いもの — ショッププレスアタッチメント — について話し、願望的な思考ではなく、これらの物理法則に対して正直に測定できます。.
あなたのコーナーには20トンのHフレームがあります。上にボトルジャック。調整可能なベッドピン。ボルトで取り付けるブレーキアタッチメントをスライドさせます: 上部パンチ、下部Vダイ、ラムがねじれないように両側を結ぶ小さなトーションバー。ハンドルをポンプすると、フラットバーが折れます。フレームを溶接する必要はありません。ベッドを機械加工する必要もありません。ただボルトで取り付けて曲げるだけです。.
すべての部品は揃っていました。.
だからこそ、これは正直な「キット」に最も近いものなのです。構造はすでに存在します。あなたはゼロからフレームを設計するふりをしているわけではなく、圧縮荷重に対して評価されたものを借りているのです。問題は、それが金属を曲げるかどうかではありません。曲げます。問題は、その構造があなたの角度、再現性、安全性にどのように影響するかです。1/8インチのタブを曲げるのをやめて、それに頼り始めたときに。.
簡単な作業を考えてみてください: 1/8インチの軟鋼で4つの90°の曲げを作ってマウントブラケットを作ります。幅は12インチ。1インチのVダイを越えて空気曲げを行います。それは20トンのプレスの範囲内です。アタッチメントはパンチを大体中央に保ちます。Hフレームは荷重を真下に運びます。一回限りの作業には?うまくいきます。角度を少しずつ調整し、正方形で確認し、もう一度ポンプをかけることができます。.
それが優れているのは、低トン数、狭い作業、寛容な許容値です。ガレージプロジェクト。トラクターのタブ。フィットアップで1度や2度消えるブラケットが組み込まれるアセンブリ。.
さあ、押してみてください。.
同じプレスで、24インチの3/16インチを試してみてください。ダイの幅によっては、空気曲げのために15〜20トンに近づいています。Hフレームの側面の立ち上がりがわずかに広がり始めます。目に見えない程度です。数千分の一です。ベッドピンは純粋なせん断ではなく、曲げ荷重を受けます。トーションバーはパンチがコルクスクリューしないように助けますが、フレームの垂直たわみに対しては何の助けにもなりません。.
あなたはストロークで角度を追いかけます。.
初心者が最も悪い方法で賢くなるのはここです。彼らは、プレスが「それほど努力しなくても済むように」、厚い部分にリリーフノッチを切ります。私は、曲げる前に1/4インチのプレートにスロットを切り、その後に切り口を溶接で閉じるのを見たことがあります。あなたは力の問題を解決したわけではありません — それを下流に移動させただけです。今、あなたは溶接を研磨し、歪みと戦い、それが精度であるかのように振る舞っています。その部品は亀裂の始まりとなり、振動の下で伝播を待つ応力の上昇点になります。.
これらのアタッチメントが台無しにするのは、角度の一貫性だけではありません。それはプロセスの規律です。彼らはあなたを間違った場所で補償するように誘惑します。.
厳しい真実:フレームとストローク制御が幾何学を保持できない場合、事後の溶接では曲げを「真っ直ぐ」にすることはできません。“
だから、カタログを見て考えます:よし、工具をアップグレードしよう。.
硬化された精密研削されたVダイを購入できます。美しいものです。鋭い肩。一貫した含まれる角度。一部のキットは、ボトルジャックの代わりに電動サーボラムを提供しており — より速く、より滑らかで、ストロークの数千分の一以内で繰り返し可能です。.
それは重要です。剛性のある機械では。.
しかし、精度はボルトで取り付ける機能ではありません。.
ラムストロークが±0.002インチに繰り返し可能だと想像してください。タイトに聞こえます。一般的なエアベンドの軟鋼では、数千分のストロークがダイの幅に応じて角度を1度近く変えることができます。今、それを荷重下で中間スパンで1ミリメートル変形するフレームに重ねてみてください — あなたの90°が24インチにわたって微笑みやしかめっ面に変わることについてはすでに話しました。ダイの角度は完璧です。鋼は気にしません。力の道をたどります。.
そして、そのトーションバーは?それは左と右の動きを同期させてパンチがずれないようにします。良いことです。必要です。しかし、それはクラウンを導入しません — それは、変形を相殺するために工業用ブレーキがベッドに機械的に作り出す意図的な上向きの湾曲です。あなたのHフレームは、ベアリングやブッシングを押すために設計されており、幅全体で角度の公差を保持するためではありません。.
今、力の制限を追加します。一部の電動サーボアタッチメントは、油圧トン数のはるか下で上限に達します。彼らは迅速で繰り返し可能です — 本当の幅で1/4インチを試すまで、単に押し出す力が足りなくなります。そうすると、あなたはボトルジャックに戻り、エアベンドが一貫して角度を出せないために底をつきます。.
厳しい真実:構造的なたわみを補償するためにより多くの力を加えると、ピン、溶接、ジャックシールにプレスが分析されていなかった方法で負荷がかかります。.
プレミアムダイを備えたショッププレスアタッチメントは、軽量Hフレームに取り付けるのは、レーシングキャブレターを芝刈り機のエンジンに取り付けるようなものです — 騒がしい約束、同じ底辺。.
それでは、どこにそれを残しますか?
これを想像してください:トレーラーの構築のために8つの同一のブラケットが必要です。公差?2度以内。幅?10インチ。材料?1/8インチ。ショッププレスアタッチメントは、方法論的に作業すればそこに到達できます — ストローク位置をマークし、同じバッチから曲げをテストし、わずかなスプリングバックの変動を受け入れます。ホームガレージにとって、それは合理的な妥協です。.
今、50個の部品を想像してください。あるいは、フルプレス幅で3/16インチ。あるいは、曲げた後の穴の整列が16分の1以内で重要なプロジェクト。ストロークの終端調整の欠如、フレームの広がり、ポンプハンドルでの「感覚」への依存 — それらは積み重なります。あなたは曲げるよりも測定と修正に多くの時間を費やします。.
ある男がスクラップのIビームからフレームを溶接し、油圧シリンダーを取り付け、カメラの前でクリーンな90度を曲げて微笑んでいます。あなたが見えないのは、10番目の部品、20番目の部品、フレームが温まるにつれて角度がどのようにずれるか、ピンが摩耗するにつれて、最後のポンプが他のものと同じだったかどうかについての creeping doubt です。.
厳しい真実:このセットアップは、安全にその範囲内で使用できる粗形成ツールです — 軽いゲージ、控えめな幅、許容範囲の広い — そして、その範囲を超えるとギャンブルになります。.
その境界を受け入れるなら、ショッププレスアタッチメントは、箱の中で見つけることができる最も誠実な中間地点です。受け入れないなら、あなたはそれを本物のブレーキのように振る舞わせようとし、物理学が勝ったときに自分を責めることになります。.
必要な工具:
ボルトオンが正直だが限られている場合、“本当の剛性”を約束する自分で溶接するブレーキバンドルにステップアップすると何が起こるのか、そしてその追加の鋼材にはどんな新しい罠があるのか?
あなたは考えている:いいだろう。ボルトオンの取り付けが曲がって嘘をつくなら、私は本物のフレームを溶接するだけだ。もっと鋼材。厚い側板。問題解決。.
私はビルダーがこれらのキットの一つを溶接テーブルにレイアウトするのを見た。2つのレーザー切断された側板、厚さはおそらく3/4インチ。ベッドプレート。パンチホルダー。いくつかのガイドロッド。クリンチ付きの油圧シリンダー。すべての部品が揃っていた。彼は立て柱をタックし、フレーミングスクエアでチェックし、熱で焼き入れた。それは頑丈に見えた。.
最初のテストベンド? 90に近い。2回目? 左が92、右が89。.
では、実際に何が変わったのか?
これらのバンドルの一つを開けると、機械は得られない。部品が得られるだけだ。.
側板は炎またはレーザーで切断されている。それは、エッジに熱影響部とわずかなテーパーがあることを意味する。ベッドプレートはトレーラーヒッチ用に十分に平坦かもしれないが、表面研磨はされていない。パンチとダイはしばしば一般的なものであり、硬化されているが、セットとして一致しておらず、高さも確認されておらず、共通のシャット高さを共有することが保証されていない。シャット高さとは、パンチがダイに底をつけたときのラムとベッドの間の閉じた距離のことだ。本物のブレーキでは、その寸法は千分の一の範囲内で制御されている。.
ここでは?「近い」となる。“
私は、残留応力から2フィートの長さで0.010〜0.020インチの平坦性を欠いたレーザー切断されたプレートを測定した。それをストレスリリーフなしでCフレームに溶接すると、そのねじれが永続的に固定される。今、あなたのラムは最初から正方形ではなかったジオメトリを通って移動する。シムを入れることも、研磨することもできる。しかし、最初のアークを引く前に焼き入れられた歪みを修正しているのだ。.
そして工具は?一般的なVダイは機能するが、ある程度までだ。しかし、アライメントの頭痛からアップグレードするプロのショップは、単にトン数を追加するのではなく、力が全長にわたって均等に分配されるように精密研磨された工具に切り替える。それが24インチにわたって角度を一貫して保つための均等な接触だ。ダイの肩の高さが一方の端から他方の端まで数千分の一変わると、角度もそれに応じて変わる。フレームの溶接ではそれを修正できない。.
厳しい真実:キット内の何も平坦に加工されておらず、システムとして一致していない場合、精度はあなたの製造スキルが救えるものになる。.
失われた精度はどこから来るのか?
注意深いビルダーがこれを組み立てるのを見てください。最初にガイドロッドを取り付けて「物を整列させる」。パンチキャリアをスライドさせ、クランプをしっかりと固定。ラムに深さを示すためのシャーピーの線。テストベンド。測定。調整。再テスト。.
彼は反復によって精度を構築している。.
産業用プレスブレーキがエアベンディングで±0.3度を一日中達成できる理由がある。彼らはどのポイントでも魔法のように硬くなるわけではなく、制御された基準面—機械加工されたベッド、マッチした工具の高さ、キャリブレーションされたストロークシステム—を持ち、しばしば補償用のセンサーも備えている。最初の部品が入る前に幾何学は知られている。.
あなたの自作フレームには、あなたがそれを作成しない限り、既知の幾何学はない。それは意味します:
フレームの一側が溶接中に0.015インチ内側に引っ張られると、ラムはわずかに垂直からずれる。15トンの下では、その不整合が金型全体に不均一な荷重をもたらす。一方の肩が最初に食い込む。もう一方が追いつく。曲げは微妙なコルクスクリューになる。.
それは見た目の問題ではない。それは構造部品において起こり得る応力集中である。.
溶接後にベッドを機械加工することはできるか?はい—大きなミルを所有し、歪んだ溶接部品を示す方法を知っていて、スケールと硬度に対応できるカッターにお金を払う意志があるなら。ほとんどの自宅ビルダーはそうではない。彼らは注意深い溶接に頼り、希望する。.
希望は測定システムではない。.
そして、組み立て時にアライメントを完璧にしても、鋼は動く。溶接熱は残留応力を導入する。応力緩和なしに—構造を正規化するための制御された加熱と冷却—フレームは時間とともにゆっくりと変形する。十番目の部品は最初の部品と一致しないかもしれない。.
それは「予算」議論に何をもたらすのか?
簡単な仮定をしてみよう。.
そのバンドルは小さなベンチトップブレーキよりも安い。あなたは前払いで節約する。あなたは週末を溶接に費やす。次に、アライメントを調整するためにもう一つの週末を費やす。ストロークマークが荷重下で再現可能でなかったため、角度を追い求めて3つの3/16インチのプレートのテストピースを廃棄する。ラムのたわみを測定するためにダイヤルインジケーターを購入する。肩が不均一であることに気づいた後、一般的な金型を交換する。今、あなたは精密加工された工具を探している。.
それが二回目の支払いである。.
私は、半度の誤差を追い求める人々を何日も見てきた。金型をシムで調整する。ガセットを再溶接する。上部のタイバーを追加する。各変更は他の何かに影響を与える、なぜならシステムは統一された機械として設計されていなかったからだ。それは、ひびの入ったブロックを持つエンジンのキャブレターを調整するようなもので—音と動きはあるが、安定した基準はない。.
その間に、あなたの時間には価値がある、たとえあなたがそうでないふりをしても。トラブルシューティングに二つの週末を費やすことは、あなたが避けたと思った価格差に等しい。そして、あなたはまだ文書化された再現性を持っていない—ただ bump するのが怖いセットアップだけ。.
厳しい真実:偽の経済はお金だけではなく、自信でもあります。機械を信頼できないと、過剰に測定し、過剰に補償し、ゆっくりと這うようになります。.
自分で溶接するバンドルは機能させることができます。能力のある手で、機械加工のアクセスがあり、忍耐が必要です。しかし、ボルトオンの取り付けの限界から逃れるために1つを購入した場合、目に見えるフレックスを目に見えないジオメトリの誤差に置き換えただけです。.
ボルトオンキットが正直で限られているなら、そして自分で溶接するバンドルが本当の精度を達成するために機械製造者のスキルを要求するなら、目的に応じて設計されたベンチトップブレーキは、追加の鋼と汗では得られないものを何を提供するのでしょうか?
私は24インチのベンチトップブレーキが3/16インチのストリップを取り込み、フレームが揺れずに曲げに入るのを見ました。ダイにテープで貼り付けたシムストックはありません。シャーピーの目印が横にずれることもありませんでした。ラムが下がり、パンチがVにキスし、角度の両端がゲージで同じ値を示しました。.
それが追加のお金が買うものです:あなたが触れる前にシステムとして加工された機械です。.
魔法ではありません。ブランドでもありません。あなたが発明する必要のなかったジオメトリです。.
カタログで「20トン」を見ると、あなたの脳はそれにロックオンします。頑丈に聞こえます。しかし、15トン未満の軽量Cフレームのベッドにダイヤルインジケーターを置くと、中央で数千分の一動くのを見ます。そのたわみは、パンチが降下する際に有効なV開口を変えます。Vをわずかに変えると、曲げ角度が変わります。.
目的に応じて設計されたベンチトップブレーキでは、立ち上がり部分は厚くなっていますが、より重要なのは、ベッドとラムの面が溶接後に平行に加工されていることです。つまり、荷重が増加すると、両端が均等にそれを分担します。フレームは依然としてたわみます。すべてのフレームはたわみます。しかし、それは設計者が考慮した範囲内で予測可能かつ対称的にたわみます。.
生のトン数評価は、シリンダーがどれだけ強く押すことができるかを教えてくれます。それが行われるときに構造がどのように反応するかについては何も言いません。.
私はツーリングカタログが単位や鋭角を使って容量の数字を膨らませるのを見たことがあります。1フィートあたり81ショートトンは、1フィートあたり73ロングトンよりも大きく見え、ほとんどの家庭の人々はその違いに気づきません。鋭角のツーリングも評価を急上昇させることができます。あなたは余裕があると思っていますが、実際にはありません。.
厳しい真実:フレームが荷重の下で広がると、その力は垂直ではなくなり、ボルト、ピン、ダイの肩に横に歩き始めます。それは起こるのを待っている破片です。.
専用のブレーキは悪い数学から免れるわけではありません。材料、厚さ、長さを計算する必要があります。しかし、あなたは荷重を真下に基礎に運ぶように設計された構造から始めています。あなたがガレージで管理した溶接シーケンスを通してではありません。.
必要な工具:
したがって、剛性は圧力の下で物事を真っ直ぐに保ちます。しかし、真っ直ぐであることは正確であることと同じではありませんよね?
4.0 mmとラベル付けされた部品を取り、測定します。3.85 mmが得られるかもしれません。その0.15 mmの差は大したことがないように思えますが、空気曲げにおいてトン数が厚さの二乗に比例することを思い出すと、状況は変わります。小さな厚さの変化は、大きな力の変化を引き起こします。大きな力の変化は、異なるスプリングバックを引き起こします。.
高級CNCブレーキでも、豪華なフィードバックやダイナミッククラウンなしで平均して約半度の変動があります。半度 — あなたの家より高い機械で。 そして、その変動はしばしば材料の不均一性から来ており、いい加減なフレームからではありません。.
「この$2,000ベンチトップブレーキは正確です」と聞いたとき、それが何を意味するのか理解してください。それはラムがベッドに対して直角に移動することを意味します。それはツーリングの高さが一致していることを意味します。それは、片側の端が92°に曲がっている一方で、もう片側の端が89°に留まっていることを意味します。なぜなら、一方のダイの肩が高いからです。.
それは、機械が悪い鋼、測定のスキップ、またはいい加減なセットアップを打ち消すことを意味しません。.
厳しい真実:剛性があり、整列されたブレーキは、あなたのミスをプロフェッショナルな一貫性で忠実に再現します。それは、あなたの許容範囲を待っているギロチンです。.
「曲げることができる」と「正確に曲げることができる」の違いは再現性です。同じ1/8インチのブランケットを8つ曲げて、すべてが同じ半度の範囲内に収まる場合、一度補正すれば次に進むことができます。キットビルドでは、基準が変わるため、すべての部品を補正する必要があります。.
精度は完璧さではありません。信頼できる安定した基準のことです。.
これが人々が価格に驚く理由です。.
適切なベンチトップブレーキのクレートを開けると、パンチとダイは機械の幅に合わせて調整され、一貫した高さに研磨され、再現可能な方法でクランプされています。クランピングバーは、毎回「ほぼ同じ」ようにトルクをかけるボルトの束ではありません。それはシステムです。.
精密研削されたツーリングを別々に購入して、溶接キットにボルトで取り付けることはできますか?もちろん。コストを合計してください。そして、ツーリングが実際に平らに座るようにベッドを機械加工またはシムするための時間を追加してください。安価なルートでは、すべての部品が紙の上にありました — フレーム、シリンダー、ダイ。しかし、精度は取り付ける機能ではありません。.
ある男がスクラップのIビームからフレームを溶接し、油圧シリンダーを取り付け、カメラの前できれいに90度に曲げ、笑顔を見せます。あなたが見えないのは、彼がフィーラーゲージでダイをトラムするのに費やした1時間や、彼が同じ許容範囲のマイルドスチールクーポンを何度も曲げているという事実です。.
統合されたツーリングは計算の必要性を取り除きません。製造業者でさえ、毎回材料、長さ、安全マージンを考慮するように言います。トン数だけで「このブレーキが勝つ」という普遍的なものはありません。あなたが支払っているのは、パンチの高さがラムの移動に一致し、ダイシートがベッドに一致し、クランピング方法が毎回締める際にねじれを引き起こさないことです。.
厳しい真実:一般的なツーリングを不明なフレームジオメトリと混ぜることは、あなたの財布を待っている指の罠です。.
4倍の価格は正当化されますか?たまにタブを曲げるのであれば、たぶんそうではありません。来月に部品が一致することを期待する場合、またはスクラップ鋼よりも時間を大切にする場合、そのプレミアムは、トン数の針が上昇してもひるまない機械を手に入れるためのものです — そしてその安定性が、仕事の合間にプレスを再構築するのではなく、材料とツーリングの選択に集中できるようにします。.
そして、フレームとツーリングが請求書の一部に過ぎないことを受け入れると、背景で静かに積み上がっている別の何かに気づき始めます。.
あなたは機械の価格タグを見つめ、それがその数字だと思っています。しかし、それはそうではありません。.
ブレーキは単なる筋肉です。ツーリングは歯です。そして、歯が実際に作業に触れるものです。.
数千ドルで頑丈なベンチトップフレームを購入し、システムを打ち負かしたように感じることができます。しかし、ツーリングカタログを開くと、単一の精密研削されたパンチと一致するVダイが、あなたが全体のブレーキのために支払った金額の4分の1であることがわかります。その時、あなたの胃が落ちるのです。なぜなら、今や「完全な」機械は実際には何も完成させていなかったことに気づくからです — それはただあなたをスタートラインに連れて行っただけです。.
誰も言わない乗数です。.
金型は、幾何学が現実になる場所だからです。.
プレスブレーキの金型は、ただの溝のある鋼の塊ではありません。真っ直ぐにミル加工され、平らにプレーナー加工され、耐摩耗性のために熱処理され、角度と高さが厳密な公差内に保たれるように研磨されています。良い機械で聞く±0.5°は、パンチ先端半径、金型角度、肩の高さが長さにわたって一貫しているからこそ可能です。.
ラムが下がると、機械は力を加えるだけです。金型がその力が材料にどのように流れるかを決定します。肩が均等でない場合、荷重は横にずれます。角度が1度ずれていると、すべての曲げがその誤差を追いかけます。厳しい真実:悪い工具は直線的な荷重経路を横方向の戦いに変え、それは割れた歯が待っている状態です。.
あなたが支払っているのは鋼ではありません。荷重下で制御された幾何学に対して支払っているのです。.
そして、制御された幾何学は、あなたのガレージにはない工業プロセスを必要とします。.
短い答え?指や完成品を気にするなら、できません。.
私は、プレートからVブロックを溶接し、「十分近い」と研磨してスタート金型と呼ぶ人を見たことがあります。それは薄くて柔らかい軟鋼を一度、もしくは二度曲げることができます。その後、肩がきのこ状になり、角度が開き、片方の90が93になり、もう片方が88になります。プラスチックプリント?それはモックアップや曲げ許容実験には良いですが、実際のトン数をかけると、温かいバターのように変形します。.
金型面は集中した接触応力を受けます。これは、柔らかい鋼をブリネル硬度で永久的にへこませるのに十分な局所的な圧力を意味します。適切な熱処理と表面仕上げがなければ、金型表面はガル、材料を移し、作業部品に傷をつけます。今やあなたは単に不正確なだけではありません。部品を台無しにしています。.
厳しい真実:実際の荷重下での自作工具はガラスのハンマーです — 見た目は固そうですが、重要な時に粉々になります。.
許容される材料と低ボリュームでプロトタイプ作業を行うことはできますか?もちろん。しかし、再現性が必要になった瞬間や、より硬い材料に切り替えた瞬間、あなたは本物の工具を購入することになるでしょう。そして、キットが全体の投資であるかのように振る舞っていたことを後悔するでしょう。.
では、実際にあなたが支払ったお金が賢いものだったか愚かなものだったかを決定するのは何ですか?
クランプおよびアライメントシステムです。.
シリンダーではありません。フレームの厚さでもありません。パンチと金型が座り、登録し、交換時に再現する方法です。.
あなたの工具が加工された基準面 — 平らで、平行で、一貫している — に座っていない場合、すべての変更は推測ゲームになります。ボルトを緩め、ハンマーで叩き、片側を締め、次にもう一方を締めて、ねじれを導入していないことを願います。各セットアップには時間がかかります。あなたの作業時間が何かの価値があるなら、それは本当のお金が流出していることになります。.
高級システムでは、工具は硬化した肩や精密キーに対して位置決めされます。高さは標準化されています。4インチのV金型を引き抜いて2インチのものを落とし込むことができ、ラムとの関係は知られたままです。これが、小さな工場でプログレッシブまたは特殊金型が意味を持つ理由です — 機械がドラマなしでゼロに戻ることができるからです。.
乗数は単なる工具の価格ではありません。セットアップ時間、廃棄率、そして最初から鋼に存在しなかった誤差を追いかけるコストです。.
そして、それを見たら、「最も安い完全キットは何ですか?」と尋ねるのをやめて、より良い質問を始めます。つまり、私が曲げる材料、私が扱う数量、そして私が許容できるリスクを考慮した場合、どこで剛性のためにお金を使い、どこで妥協を受け入れるべきかということです。
機械から始めるわけではありません。.
実際に曲げる予定の鋼材、何回曲げる予定か、そして10番目の部品が最初の部品と合わないときにどれだけ怒るかから始まります。すべての要素は揃っていました — トン数チャート、光沢のあるキット、大きな数字が刻まれた油圧シリンダー — しかし、実際の作業量を把握するまではそれらは重要ではありません。なぜなら、最初の動きは能力を購入することではなく、どの制限を受け入れるかを選ぶことだからです。.
では、あなたを制約する数字は何ですか?
ゲージは厚さです。厚さはトン数を決定します。トン数はフレームのストレスを決定します。.
それが最初の壁です。.
短いフランジの上にある16ゲージの軟鋼は一つの世界です。2フィートの上にある1/4インチは別の世界です。力は穏やかにスケールしません;急速に増加し、追加のトンはフレームを広げ、ラムをねじり、パンチを横に押し出そうとします。厳しい真実:機械の最大トン数に近づくと、ひびの入った鐘のように負荷をかけていることになります — 一度の良い衝撃で永久的な歪みが生じるのです。.
材料は第二の壁です。アルミニウムは許容します。軟鋼は耐えます。高強度鋼は反撃し、曲げた後に弾けて戻ります — それがスプリングバックであり、圧力が解放されると金属が弾性で反発します。ブレーキが毎回同じ底位置に戻らない場合、あなたは午後中ずっと角度を追いかけることになります。.
次に曲げ半径 — 曲げの内側の曲線です。材料に対してあまりにもタイトだと、外側の繊維が限界を超えて引き伸ばされます。部品は穴の近くで割れ、フランジは歪み、あなたの「90」は金属が厚さを通じて不均等に屈曲するため、推測ゲームになります。.
これら三つの数字 — 厚さ、材料の種類、希望する半径 — は、どれだけの構造と整列にお金を払わなければならないかを決定します。あなたは実際にどのプロファイルに適合しますか?
もしあなたが14〜18ゲージの軟鋼を曲げているなら、短いフランジ、同時に数個の部品を扱う場合、ショッププレスの変換は誠実な作業となることがあります。.
誠実です。限られています。.
ベッドが完全に平行でないことを受け入れます。バックゲージがないことを受け入れます — それはフランジの長さを設定するストップです — だから、各ブランクを測定してマーキングします。油圧シリンダーが一つだけで、シールが漏れた場合にラムが少しずれることを受け入れ、そのずれは曲げの一方が他方よりもきつく閉じることとして現れます。.
厳しい真実:不均等な負荷の下での単一シリンダープレスは、濡れた段ボールで作られた曲がった定規です。.
「週末用ブラケット」には、その妥協が合理的であることがあります。あなたは価格のために再現性を取引しています。あなたは単純さのために速度を取引しています。フランジが1度ずれている場合、バイスで調整して次に進みます。.
必要な工具:
しかし、もしそれらのブラケットを自分の壁にボルトで取り付けるだけでなく、販売したい場合はどうしますか?
納期を約束した瞬間、計算が変わります。.
今、あなたは部品#1と部品#50が半度以内で一致することを気にしています。今、あなたはフランジの長さが毎回ブランクを再測定することなく繰り返されることを気にしています。これが、機械加工されたクランプ面と同期したラムガイダンスを備えた本物のベンチトップブレーキが贅沢ではなく、保険になる理由です。.
それが強いからではありません。.
それが一貫しているからです。.
専用のブレーキは平行性を基に設計されています。パンチとダイはフレームに対して直角に機械加工された基準面に接触します。その幾何学的形状は、スプリングバックに対抗するためにわずかにオーバーベンドしたとき — そしてあなたはそうするでしょう — 補正が幅全体に均等に適用されることを意味します。.
厳しい真実:ベンチトップブレーキを定格トン数以上に過負荷にすると、フレームがスローモーションで歪み、歪んだフレームは決して元に戻りません。.
もしあなたのサイドハッスルが「たまに」厚い材料を含むなら、かろうじてそれを扱えるブレーキを購入することはありません。あなたは能力を上げるか、部品を再設計するかのいずれかです。精度は後から追加する機能ではなく、初日から選ぶ構造に組み込まれています。.
必要な工具:
では、もしあなたの数字が何も所有することを正当化しない場合はどうしますか?
誰も聞きたくない部分があります。.
もし年に二回、3/8インチの板で十回の重い曲げが必要なら、どんなブレーキを買うこともエゴであり、経済的ではありません。100トンの機械と適切なクラウンを備えた製作工場 — それはベッドに沿った制御されたたわみ補償です — は、1回のセットアップであなたの角度を達成します。.
数千ドルを使って数百ドルの支払いを避けることができます。.
厳しい真実:軽量機械に重作業を強いることは、いつか破片が飛び散るのを待っているようなものです。.
アウトソーシングは降伏ではありません。それはあなたの構造的限界を認め、実際に変数をコントロールできる場所にお金を投資することです — 切断、溶接、仕上げ。軽量作業は控えめなセットアップで社内に留め、そうでなければ機器を安全な範囲を超えて押しやることになる稀なモンスターを外注します。.
だから、これがあなたに持ち帰ってほしい視点です:
構造をストレスに合わせ、精度を約束に合わせてください。.
厚さと材料がストレスを教えます。体積と顧客の期待が約束を教えます。ストレスが低く、約束がカジュアルな場合は、構造を妥協できます。ストレスが高いか、約束が厳しい場合は、まずアライメントとキャパシティを購入します — さもなければ他の誰かに負担をかけさせます。.
それがあなたの最初の動きです。.


















