

Geçen ay bir çocuk, bir “tam pres freni kiti”ni bir hatchback’in bagajında dükkânıma getirdi. İki çelik yan plaka, bir şişe kriko, bir avuç dolusu cıvata ve kutunun üzerine basılmış bir vaat: Evde 1/4 inç levhayı bükün.
Onu zeminime, Noel sabahındaki bir model tren seti gibi yerleştirdi. Bütün parçalar yerindeydi. Tek yapması gereken, onları birbirine cıvatalamaktı.
İllüzyon tam da budur.
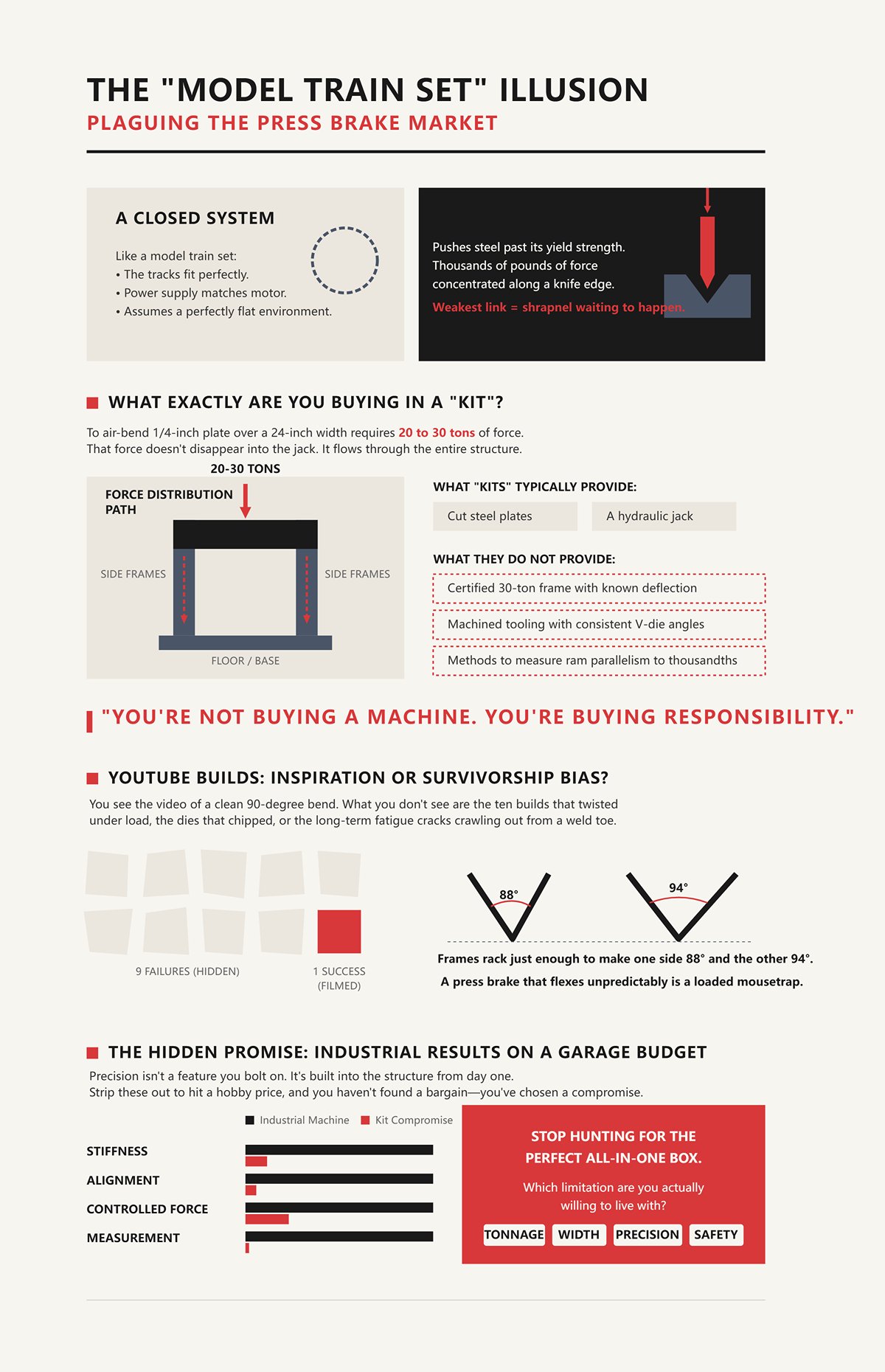
Bir model tren seti aldığınızda, kapalı bir sistem satın alırsınız. Raylar birbirine uyar. Güç kaynağı motorla eşleşir. Talimatlar, bodrumunuz hakkında sadece düz olduğunu varsayar.
Bir pres freni kapalı bir sistem değildir. Karşılık veren bir makinedir. Çeliği akma dayanımının ötesine iter — yani metalin geri sekmeyi bırakıp kalıcı şekilde bükülmeye başladığı nokta — ve bunu, bir bıçak kenarı boyunca yoğunlaşmış binlerce libre kuvvetle yapar.
Acı gerçek: o kuvvet yolundaki herhangi bir parça zayıfsa — gövde, piston, kalıp, bağlantı elemanları, zemin — en zayıf halka, olmayı bekleyen bir şarapnel parçasına dönüşür.
Yani bir arama çubuğuna “pres freni kiti” yazdığınızda, kutudan çıkmasını gerçekten neyin bekliyorsunuz?
O 1/4 inç yumuşak çelik iddiasını ele alalım. Diyelim ki 24 inç genişliğinde bir levhayı havada bükmek istiyorsunuz; kalıp açıklığına göre 20 ila 30 ton civarında kuvvet gerekir. Bu kuvvet kriko içinde kaybolmaz. Pistondan yan çerçevelere, oradan da onu neye cıvataladıysanız oraya akar.
Çoğu “kit” size kesilmiş plakalar ve bir kriko verir. Size yük altında sapması bilinen onaylı 30 tonluk bir çerçeve vermez. Tutarlı V-kalip açılarına sahip işlenmiş takımlar vermez. Kesinlikle ram paralelliğini birkaç bindelik hassasiyetle ölçmenin bir yolunu da vermez.
Bir makine satın almıyorsunuz. Sorumluluk satın alıyorsunuz.
Ve kutu, sapma, hizalama ve tekrarlanabilirlik için mühendisliği içermiyorsa, çelik hareket etmeye başladığında bunların çözümünü kim bulacak?
O videoları gördünüz. Bir adam hurda I-kirişlerden bir çerçeve kaynatır, bir hidrolik silindiri takar, kamerada düzgün 90 derecelik bükümler yapar, gülümser.
Görmediğiniz şey ise yük altında burulan on yapım, çatlayan kalıplar, bir tarafı 88 derece, diğer tarafı 94 derece olan bükümler üreten gövdeler. Kameralar eğimi ölçmez. Kaynak kenarından yavaşça çıkan uzun vadeli yorgunluk çatlaklarını göstermez.
Acı gerçek: Öngörülemeyen şekilde esneyen bir pres freni, parmaklarınızı bekleyen kurulu bir fare kapanıdır.
Çekime kadar dayanabilen yapılar istisnadır — yük yollarını, kaynak sırasını ve gerilme yoğunlaşmasını bilen üreticilerindir. Eğer bu kelimeleri henüz iliklerinize kadar bilmiyorsanız, bir planı mı kopyalıyorsunuz… yoksa şansa mı oynuyorsunuz?
Şu anda abkant preslerde gerçek paranın nereye aktığına bakın: çok eksenli CNC makineleri, hassas arka dayamalı elektrikli tahrikler, ilk bükmeden önce esnemeyi simüle eden yazılımlar. Atölyeler buna para ödüyor çünkü tekrarlanabilirlik kâr demektir.
Kit piyasası kulağa baştan çıkarıcı bir şey fısıldıyor: tüm bunları atlayabilir ve hâlâ tek araba garajında temiz, dik, üretim kalitesinde bükümler elde edebilirsin.
Ama hassasiyet, sonradan ekleyeceğin bir özellik değildir. O; rijitlik, hizalama, kontrollü kuvvet ve ölçüm demektir — yapının içine ilk günden yerleştirilmelidir. Bunları hobi fiyatına ulaşmak için çıkardığında, bir pazarlık bulmuş olmazsın. Kabul etsen de etmesen de bir uzlaşma seçmiş olursun.
Dolayısıyla senden istediğim değişim şu: mükemmel her-şey-dahil kutuyu aramayı bırak, ve ram aşağı indiğinde hangi sınırlamayla — tonaj, genişlik, hassasiyet veya güvenlik payı — yaşamaya razı olduğunu sormaya başla.
Artık doğru soruyu soruyorsun: eğer “tam kit” diye bir şey gerçek değilse, hangi seviye yetenek ve riski kabul etmeye razı olduğunu nasıl belirlersin?
Güzel. İşte bu, artık bir tüketici gibi alışveriş yapmayı bırakıp bir imalatçı gibi düşünmeye başladığın an.
Geçen yaz, yeni contalar ve kalibre edilmiş takım setiyle 10 metrelik bir endüstriyel abkant presi ayarlıyordum. Atölyedeki ortam sıcaklığı sabah ile öğleden sonra arasında yaklaşık 12°C değişti. Bu bile ölü noktanın — yani ram strokunun tam en düşük noktasının — yaklaşık 0.04 mm oynamasına yetti. Kâğıt üzerinde bu mikroskobik görünüyor. Ancak ±0.5° büküm toleransıyla belirtilmiş bir parçada, bu fark geçmekle hurda arasında kaldı.
O makine kamyonetinden daha ağır.
Sıcaklık sapması, iklim kontrollü servo-hidrolik bir presi hedefinden kaydırabiliyorsa, sen kol kuvvetiyle pompalarken civata geçmeli bir şasedeki krikonun ne yaptığını sanıyorsun?
“Ucuz” ve “pahalı” arasında seçim yapmıyorsun. Küçük hataların görünür olanlara dönüştüğü bir sistemde ne kadar kontrolsüz hareketi tolere etmeye razı olduğunu seçiyorsun.
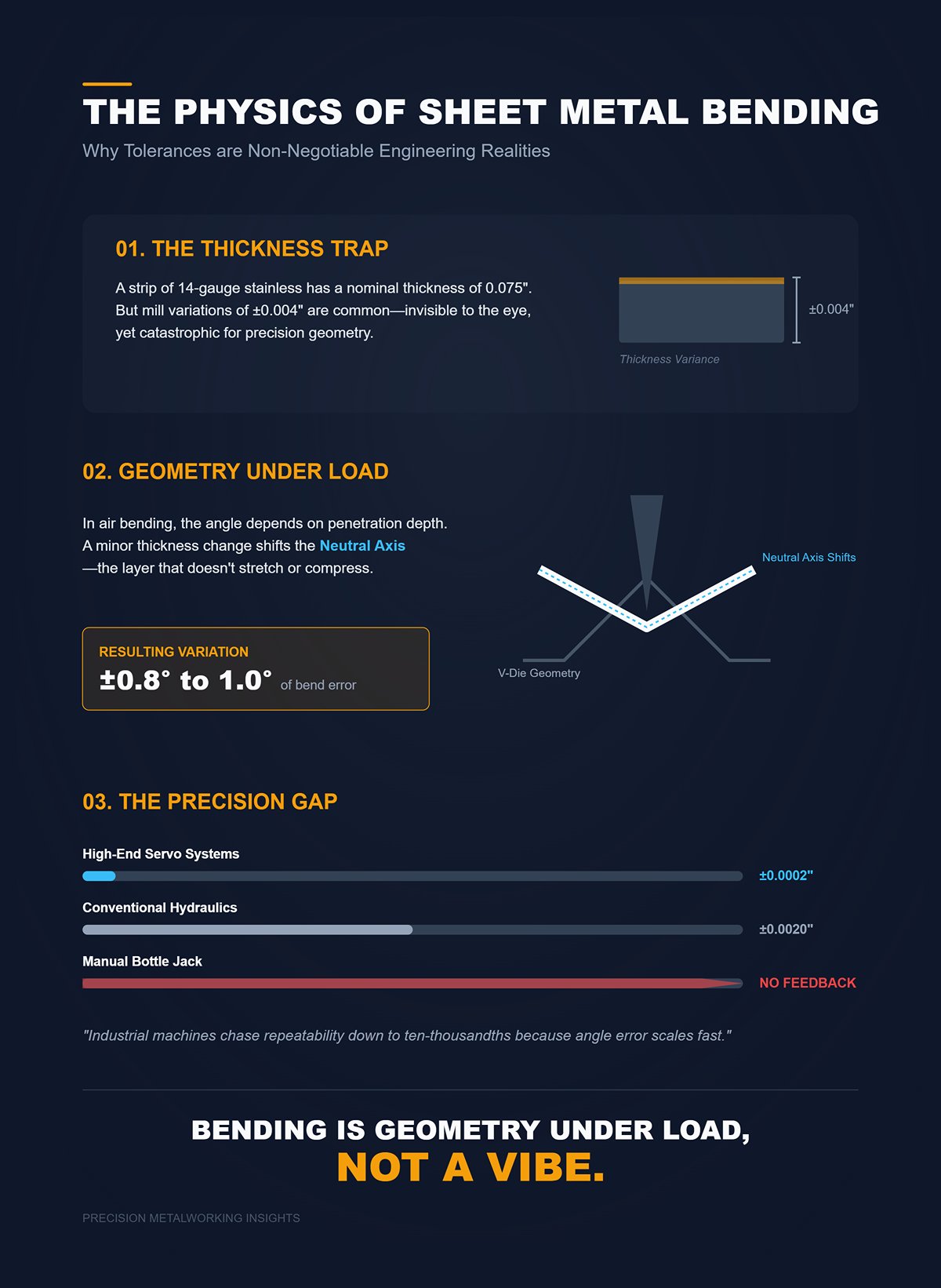
14 numara paslanmaz çelikten bir şerit al. Nominal kalınlık yaklaşık 0.075 inçtir. Şimdi tedarikçinin, levhalar arasında ±0.004 inç değişiklik gösteren bir parti gönderdiğini hayal et. Bu pek büyük görünmez — gözle fark etmek bile zordur.
Hava bükümünde — punç, sacı V kalıba tamamen oturtmadan bastırır — büküm açısı, punçun malzemeye göre ne kadar derine girdiğine bağlıdır. Kalınlıktaki küçük bir değişim, nötr eksenin (uzamayan veya sıkışmayan tabaka) malzeme içindeki konumunu değiştirir. Bu da esnemeyi etkiler. Paslanmaz çelikte bu kalınlık değişimi, alt pozisyonu ayarlamazsan yaklaşık ±0.8 ila 1.0° arasında büküm farklılığına dönüşebilir.
Bu, çerçeve esnemesinden, ram kaymasından ve takım aşınmasından önceki durumdur.
Yani bir kit “90° bükümler” vaat ettiğinde, bu ne anlama geliyor? Hangi kalınlıkta, hangi haddeden, hangi sıcaklıkta, hangi delme derinliğiyle?
Acı gerçek: büküm, yük altındaki geometridir, his işi değil.
Endüstriyel makineler, çünkü açı hatası hızla büyür, ram konumunda birkaç on binde bir inçlik tekrarlanabilirliği kovalar. Üst seviye servo sistemler vuruş içinde yaklaşık ±0.0002 inç tekrarlayabilir. Geleneksel hidrolikler ±0.002 inç olabilir — bir büyüklük mertebesi kadar gevşek — ve bu tipik bir hava bükümünde yaklaşık ±1° fark anlamına gelebilir.
Senin krikonun enkoderi yok. Geri bildirimi yok. Sadece kol kuvvetin ve bir basınç göstergen var.
Nereye vardığını anlıyorsun.
| Bölüm | İçerik |
|---|---|
| Malzeme Örneği | 0,075 inç nominal kalınlığa sahip 14 numara paslanmaz çelik |
| Kalınlık Varyasyonu | Levhalar arasında ±0,004 inç tedarikçi varyasyonu |
| Bükme Yöntemi | Hava bükme (zımba, sacı altına kadar inmeden V kalıbına iter) |
| Temel Bağımlılık | Bükme açısı, malzeme kalınlığına göre zımba batma derinliğine bağlıdır |
| Nötr Eksen Etkisi | Kalınlık değişiklikleri nötr eksenin konumunu değiştirerek geri esnemeyi etkiler |
| Ortaya Çıkan Açı Varyasyonu | Paslanmaz çelikte ±0,004 inçlik kalınlık değişimi, alt konum ayarı yapılmazsa yaklaşık ±0,8° ila 1,0° büküm varyasyonuna neden olabilir |
| Ek Değişkenler | Şase esnemesi, koç salınımı ve kalıp aşınması doğruluğu daha da etkiler |
| “90° Bükümler”i Sorgulamak” | Gerçek büküm açısı kalınlığa, malzeme kaynağına, sıcaklığa ve batma derinliğine bağlıdır |
| Temel İlke | Bükme, yük altındaki geometridir; tahmin işi değildir |
| Endüstriyel Hassasiyet | Yüksek kaliteli servo sistemleri, strokun ±0,0002 inç içinde tekrarlanabilir |
| Hidrolik Hassasiyet | Geleneksel hidrolikler, strok boyunca ±0.002 inç tekrarlama hassasiyetine sahiptir |
| Açı Hassasiyeti | Vuruş değişimi, tipik hava bükmede yaklaşık ±1° açı değişimine neden olabilir |
| Manuel Sınırlama | Kriko sistemlerinde kodlayıcılar ve geri bildirim sistemleri bulunmaz, yalnızca manuel kuvvet ve basınç göstergelerine dayanırlar |
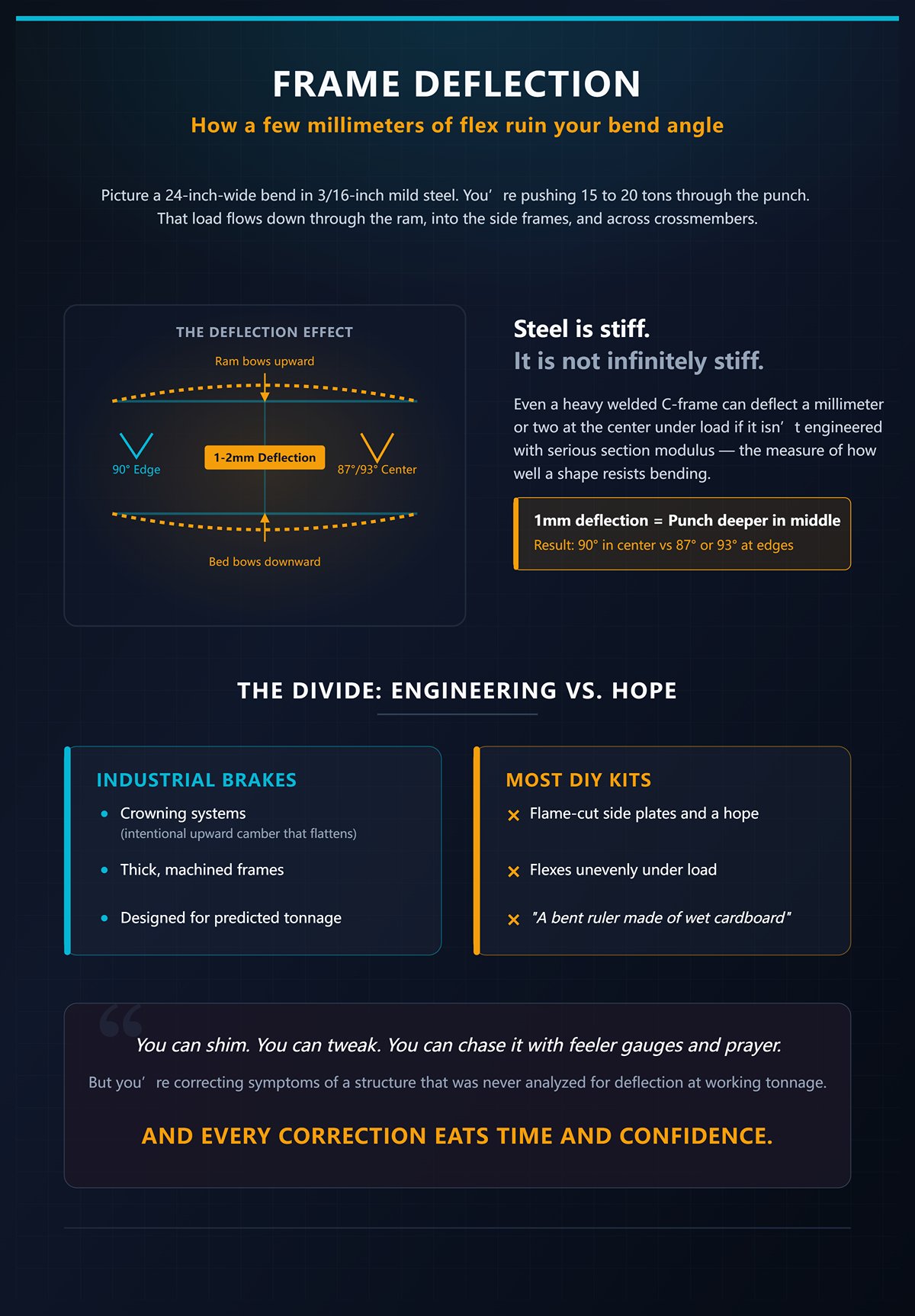
3/16 inç yumuşak çelikte 24 inç genişliğinde bir bükme hayal edin. Punch aracılığıyla, diyelim 15 ila 20 tonluk bir kuvvet uyguluyorsunuz. Bu yük, koçtan aşağıya, yan çerçevelere ve onları birbirine bağlayan çapraz kirişe doğru akar.
Çelik serttir. Fakat sonsuz derecede sert değildir.
Ağır kaynaklı bir C-çerçeve bile, ciddi bir kesit modülüne sahip değilse yük altında ortada bir ya da iki milimetre esneyebilir — bu, bir şeklin bükülmeye karşı ne kadar iyi direndiğinin ölçüsüdür. Orta noktada bir milimetrelik dikey esneme sadece “biraz esneme” anlamına gelmez. Bu, zımba ortada uçlara göre daha derine iniyor demektir. Sonuç mu? Ortada 90° ve kenarlarda 87° veya 93°, telafiye bağlı olarak.
Endüstriyel pres frenleri bunu taçlama sistemleriyle önler — yük altında düzleşen kasten yukarı doğru bombe verilmiş yataklar — ve öngörülen tonaja göre en baştan tasarlanmış kalın, işlenmiş gövdeler.
Çoğu kit yalnızca alevle kesilmiş yan plakalar ve bir umut verir.
Yük altında düzensiz şekilde esneyen bir gövde, ıslak mukavvadan yapılmış eğri bir cetvel gibidir.
Takviye yapabilirsiniz. Ayarlama yapabilirsiniz. Yaprak mastarları ve dualarla uğraşabilirsiniz. Ancak bunlar, çalışma tonajında esneme açısından hiçbir zaman analiz edilmemiş bir yapının semptomlarını düzeltmektir.
Ve her düzeltme, zamanı ve güveni tüketir.
Şimdi, hava bükme düzgün çalışmadığında acemilerin denediği yöntemi konuşalım: malzemeyi sıkıştırmak yani sonuna kadar bastırmak.
Sıkıştırmak, zımbayı tamamen itip malzemenin kalıp açısına sıkıca oturmasını sağlamaktır. Açının strok derinliğiyle değil, takım geometrisiyle kontrol edilmesi anlamına gelir. Bu, küçük koç konum hatalarına duyarlılığı azaltır. Kulağa çözüm gibi geliyor.
Ancak sıkıştırma, aynı malzeme ve genişlikte hava bükmenin gerektirdiği tonajın genellikle 3 ila 5 katını ister. Eğer 1/4 inç plakanın hava bükmesi 25 ton gerektiriyorsa, sıkıştırma bunu 20 tonluk bir krikonun gerçek kapasitesini çok aşan değerlere çıkarabilir.
Ve o 20 tonluk değer? Bu, ideal koşullarda ulaşılan tepe kuvvettir, kusurlu hizalamadan kaynaklanan yan yüklerle orta strokta sürdürülebilir bir yük anlamına gelmez.
Zor gerçek: strok kontrolünü kaybedip kaba kuvvetle telafi ettiğinde, zaten sınırlarda çalışan bir sistemdeki stresi katlamış oluyorsun.
Sert, özel yapım bir frende dibe vurmak hesaplı bir tercihtir. Hafif bir şaside, şişe krikoyla yapılan işlem ise çaresizliktir — ve hidrolikte çaresizlik, contaların patlamasına ve şasinin bükülmesine yol açar.
Yani, eğer strok’u hava bükme için yeterince hassas tutamıyor ve dibe vurmak için yeterince güvenli şekilde tonajı artıramıyorsan, aslında hangi modda çalışıyorsun?
Ucuz bir döküm yük altında çatladığında, 12 tonluk bir atölye presinin bir rulman bileziğini odaya fırlattığını gördüm. Uyarı yoktu. Sadece keskin bir patlama sesi ve reflekslerinden hızlı hareket eden çelik.
Şimdi, 20 tonun dar bir zımba ucunda yoğunlaştığını hayal et. Bu kuvvet, tek kesmede çalışan civatalardan, nüfuz derinliği bilinmeyen kaynak dikişlerinden, tam paralel olmayan yan plakalar üzerinden geçiyor. Bir civata akmaya başlarsa yük anında diğerlerine dağılır. Hizalama bozuksa, kriko hiç tasarlanmadığı şekilde yan yük alır.
Hidrolik silindirler düz itmek için tasarlanmıştır. Yeterince yan yük uygularsan pistonu çizersin, contaları sıkıştırırsın, ya da daha kötüsü, basınç altında bir parçayı fırlatabilirsin.
Zor gerçek: depolanmış hidrolik enerji “nazikçe arızalanmaz.” Boşalır.
Eğer sapma verisi yayımlanmamış, hizalama toleransı doğrulanmamış, güvenlik faktörü belirtilmemiş bir kiti civatalarla birleştiriyorsan, ister istemez kayıtlı mühendis sensin.
O yüzden yapman gereken dönüm noktası şu: “Bu kit tamam mı?” diye sormak yerine “Hangi tonaj, genişlik ve açı toleransında bunun üretim ekipmanı olmaktan çıkıp bir kaba şekillendirme aracı olduğunu kabul etmeliyim?” diye sormaya başla.”
Çünkü o sınırı kabul ettiğinde, gerçek bir uzlaşmaya en yakın şey — atölye presi eki — hakkında konuşabiliriz ve bunu dileklerle değil, fizik kurallarıyla dürüstçe ölçebiliriz.
Köşede 20 tonluk bir H-şasili presin var. Üstte şişe kriko. Ayarlanabilir yatak pimleri. Cıvatalarla takılan bir fren eki yerleştiriyorsun: üst zımba, alt V kalıp, iki tarafı birbirine bağlayan küçük bir burulma çubuğu ki piston dönmesin. Kolu pompalıyorsun ve düz çubuk bükülüyor. Ne çerçeve kaynak gerekiyor ne de yatak işleme. Sadece tak ve bük.
Tüm parçalar zaten oradaydı.
İşte bu yüzden bu, dürüst bir “kit”e en yakın şeydir. Yapı zaten var. Sıfırdan bir çerçeve tasarlıyormuş gibi davranmıyorsun — basma yüküne göre derecelendirilmiş bir yapıyı ödünç alıyorsun. Soru metalin bükülüp bükülmediği değil. Bükülüyor. Soru, bu yapının 1/8 inçlik parçaları bırakıp ciddi işler yapmaya başladığında senin açını, tekrarlanabilirliğini ve güvenliğini nasıl etkilediği.
Basit bir iş düşün: 1/8 inç yumuşak çelikten dört tane 90° büküntüyle bir montaj braketi yapmak. On iki inç genişliğinde. 1 inçlik bir V kalıbı üzerinde hava bükme. 20 tonluk bir presin sınırları içinde. Ek, zımbayı kabaca merkezde tutuyor. H-çerçeve yükü doğrudan aşağı taşıyor. Tek seferlik işler için? İşe yarıyor. Açıyı yavaş yavaş ayarlayabilir, gönye ile kontrol edip bir pompa daha verebilirsin.
Başarılı olduğu alan düşük tonaj, dar iş, hoşgörülü toleranslardır. Garaj projeleri. Traktör delikleri. Montajlara kaynaklanacak, hizalamada bir iki derece farkın önemsiz olduğu braketler.
Şimdi zorla.
Aynı pres. 3/16 inç kalınlığında, 24 inç genişliğinde dene. Kalıp genişliğine bağlı olarak hava bükmede 15–20 ton arası flört ediyorsun. H-şasinin yan dikmeleri saç teli kadar açılmaya başlar. Görünmez. Sadece birkaç binde bir. Yatak pimleri, saf kesme yerine eğilme yükü almaya başlar. Burulma çubuğu zımbanın burulmasını bir nebze engeller ama çerçevedeki dikey sapmaya hiçbir faydası olmaz.
Stroku (vuruş) ile açıyı kovalarsın.
İşte burada acemiler en kötü biçimde zeki olmaya çalışır. Pres “çok çalışmak zorunda kalmasın” diye kalın bölümlere rahatlama yarıkları açarlar. 1/4 inç levhayı bükmeden önce yarıp ardından kaynakla kapatan adamlar gördüm. Bir kuvvet problemini çözmedin — sadece ileriye taşıdın. Şimdi kaynak taşlıyorsun, deformasyonla savaşıyorsun ve buna hassasiyet diyormuş gibi davranıyorsun. O parça bir çatlak başlatıcıya, titreşim altında yayılmayı bekleyen bir gerilim yoğunlaştırıcısına dönüşür.
Bu eklentilerin mahvettiği şey yalnızca açı tutarlılığı değildir. İşlem disiplinini de yok ederler. Seni yanlış yerde telafi etmeye teşvik ederler.
Ağır gerçek: eğer iskelet (çerçeve) ve vuruş kontrolü geometriden sapıyorsa, sonradan yapılan hiçbir kaynak bükümü “doğru” hale getiremez.”
Sonra kataloğa bakar ve düşünürsün: iyi, takımları yükseltirim.
Sertleştirilmiş, hassas taşlanmış V-kalıplar satın alabilirsin. Harika işler. Keskin omuzlar. Tutarlı dahil açılar. Bazı setler, kriko yerine elektrikli servo piston bile sunuyor — daha hızlı, daha pürüzsüz, vuruşun birkaç binde biri içinde tekrarlanabilir.
Bu önemlidir. Katı bir makinede.
Ama hassasiyet öyle cıvatalanacak bir özellik değildir.
Düşün, piston stroku ±0.002 inç tekrarlanabilir. Kulağa sıkı geliyor. Hafif çelikte tipik bir hava bükümünde, birkaç binde vuruş, kalıp genişliğine bağlı olarak açıyı neredeyse bir derece oynatabilir. Şimdi bunu yük altındaki ortada bir milimetre esneyen bir çerçeveyle birleştir — zaten 24 inç boyunca 90°’nin nasıl bir gülümsemeye ya da somurtmaya dönüştüğünü konuşmuştuk. Kalıp açısı mükemmel. Çeliğin umurunda değil. Kuvvetin izlediği yolu izler.
Peki o burulma çubuğu? Soldan sağa hareketi senkronize eder ki zımba kaymasın. Güzel. Gerekli. Ama o sanayi tipi pres frenlerinin esnemeyi dengelemek için tabla içine bilerek kattığı kavis (taçlama) özelliğini eklemez. Senin H-çerçeven rulman ve burç sıkmak için tasarlandı, genişlik boyunca açı toleransını korumak için değil.
Şimdi kuvvet sınırlarını ekle. Bazı elektrikli servo eklentiler hidrolik tonajın çok altında sınır koyar. Hızlı ve tekrarlanabilirdirler — ta ki gerçek genişlikte 1/4 inç bükmeyi deneyip gücün tükenmesine kadar. Sonra tekrar krikoya dönersin, çünkü hava bükmede açı tutarlı şekilde yakalanmaz ve piston dibe vurur.
Ağır gerçek: yapısal esnemeyi daha fazla kuvvetle telafi ettiğinde, pime, kaynağa ve kriko contalarına presin hiç hesaplanmadığı yükleri bindirirsin.
Hafif bir H-çerçevede kaliteli kalıplı bir atölye pres eklentisi, çim biçme makinesi motoruna yarış karbüratörü takmak gibidir — gürültülü vaat, aynı zayıf temel.
Peki bu durumda sonuç ne olur?
Şöyle düşün: bir römork için sekiz özdeş braket yapman gerekiyor. Tolerans? İki derece içinde. Genişlik? On inç. Malzeme? 1/8 inç. Dikkatli çalışırsan — vuruş konumunu işaretle, aynı partiden deneme büküm yap, küçük elastik geri tepme farkını kabul et — bir atölye pres eklentisi seni oraya götürür. Ev tipi garaj için mantıklı bir uzlaşmadır.
Şimdi elli parça hayal et. Ya da tam genişlikte 3/16 inç. Ya da bükümden sonra delik hizasının altı milimetre içinde tutması gereken bir proje. Vuruş sonu ayarının olmaması, çerçevenin açılması, pompa kolundaki “hissetmeye” bağımlılık — hepsi üst üste biner. Bükmekten çok ölçüm ve düzeltme yapmaya zaman harcarsın.
Bir adam hurda I-kirişten çerçeve kaynatır, hidrolik silindir takar, kamerada 90’ları tertemiz büker, gülümser. Kamerada görmediğin şey onuncu parça, yirmincisi, çerçevenin ısındıkça açının sapması, pimler aşındıkça değişim, o son pompanın öncekiyle aynı olup olmadığından duyulan şüphedir.
Ağır gerçek: bu düzenek, sınırları içinde güvenle kullanılabilecek bir kaba şekil verme aracıdır — ince malzeme, mütevazı genişlik, hoşgörülü toleranslar — ve bunun ötesinde bir kumar haline gelir.
Eğer bu sınırı kabul edersen, atölye pres eki, bir kutuda bulabileceğin en dürüst orta yoldur. Eğer kabul etmezsen, onun gerçek bir bükme makinesi gibi davranmasını sağlamaya çalışırsın ve fizik kazandığında kendini suçlarsın.
Gerekli Aletler:
Yani, cıvata ile takılan model dürüst ama sınırlıysa, “gerçek rijitlik” vaat eden kendi kendine kaynaklanabilir bükme paketi seviyesine geçtiğinde ne olur — ve bu ekstra çelikle hangi yeni tuzaklar gelir?
Şöyle düşünüyorsun: güzel. Cıvata ile takılan ekler esner ve seni kandırırsa, ben de gerçek bir çerçeve kaynatırım. Daha fazla çelik. Daha kalın yan plakalar. Sorun çözüldü.
Bu kitlerden birini bir kaynak masasında yerleştiren bir ustayı izledim. İki lazer kesim yan plaka, belki 3/4 inç kalınlığında. Bir yatak plakası. Bir zımba tutucu. Birkaç kılavuz mil. Kelebek bağlantılı bir hidrolik silindir. Bütün parçalar oradaydı. Dikey destekleri puntaladı, gönye ile kontrol etti, sonra tam kaynattı. Sağlam görünüyordu.
İlk test bükümü? Neredeyse 90 derece. İkincisi? Sol 92, sağ 89.
Peki gerçekte ne değişti?
Bu paketlerden birini açtığında bir makine değil, parçalar alırsın.
Yan plakalar alevle veya lazerle kesilmiştir. Bu, kenarlarının ısıdan etkilenmiş bölgeleri ve hafif bir açısal eğimi olduğu anlamına gelir. Yatak plakası bir römork çeki demiri için yeterince düz olabilir, ancak yüzey taşlaması yapılmamıştır. Zımba ve kalıp genellikle geneldir—sertleştirilmiş, evet—ama eşlenmiş bir takım değildir, yükseklik açısından ayarlanmamış, ortak kapalı yüksekliği paylaşacağı garanti edilmemiştir. Kapalı yükseklik, zımbanın kalıba tamamen oturduğu anda koç ile yatak arasındaki mesafedir. Gerçek bir bükme makinesinde bu ölçü binlik inç mertebesinde kontrol edilir.
Burada mı? “Yaklaşık.”
Yalnızca iç gerilimden dolayı, iki ayak boyunca 0.010–0.020 inç düzlemsizlik gösteren lazer kesim plakalar ölçtüm. Bu durumu gerilim giderme işlemi yapmadan C‑çerçeveye kaynaklarsan, o eğriliği kalıcı olarak kilitlemiş olursun. Artık koçun, baştan beri dik olmayan bir geometrinin içinde hareket eder. Şim koyabilirsin. Taşlayabilirsin. Ama ilk arkını yakmadan önce içine işlenmiş bir deformasyonu düzeltmeye çalışıyorsun.
Peki ya takımlar? Genel V‑kalıplar çalışır—bir yere kadar. Ancak profesyonel atölyeler, hizalama sorunlarından bıktıklarında sadece tonajı artırmaz; kuvvetin tüm uzunluk boyunca eşit dağılması için hassas taşlanmış takımlara geçerler. Bu eşit temas, 24 inç boyunca açının tutarlı kalmasını sağlar. Eğer kalıp omuzlarının yüksekliği uçtan uca birkaç binlik inç değişiyorsa, açın da onlarla birlikte değişir. Hiçbir çerçeve kaynağı bunu düzeltmez.
Acı gerçek: Setin içindeki hiçbir şey düz işlenmemiş veya sistem olarak eşleştirilmemişse, doğruluk senin imalat becerilerinin kurtarabileceği kadar olur.
Peki eksik hassasiyet nereden geliyor?
Bu kitlerden birini dikkatlice monte eden usta bir imalatçıyı izle. Kılavuz çubuklar önce takılır, “her şey hizalı kalsın” diye. Zımba taşıyıcısı kaydırılır, kelepçeler sıkılır. Derinliği işaretlemek için pabuç üzerine bir kalem çizgisi. Deneme bükümü. Ölçüm. Ayar. Yeniden deneme.
Tekrarlama yoluyla hassasiyet inşa ediyor.
Endüstriyel pres frenlerin hava ile bükmede tüm gün boyunca ±0.3 derece tutturabilmesinin bir nedeni var. Bu makineler her noktada sihirli biçimde daha rijit değiller; kontrollü referans yüzeylerine sahipler—işlenmiş yataklar, eşleştirilmiş takım yükseklikleri, kalibre edilmiş strok sistemleri—ve çoğu zaman telafi için sensörleri vardır. Geometri, ilk parça girmeden önce bilinir.
Kendin kaynakladığın çerçevenin bilinen bir geometrisi yok, onu sen yaratmadıkça. Bu da şu anlama gelir:
Çerçevenin bir tarafı kaynak sırasında 0.015 inç içeri çekilirse, koç dikey doğrultudan hafifçe sapar. 15 ton altında bu hizasızlık, kalıp boyunca eşit olmayan yüklemeye dönüşür. Bir omuz önce ısırır. Diğeri sonradan yakalar. Büküm ince bir burguya dönüşür.
Bu kozmetik bir sorun değil. Yapısal parçalarda gerçekleşmeyi bekleyen bir gerilme birikimidir.
Kaynak sonrası yatağı işleyebilir misin? Evet—eğer yeterince büyük bir freze tezgâhın varsa, kaynaklı bir yapıyı nasıl referanslayacağını biliyorsan ve sertlik ile yüzey ölçeğine dayanabilecek kesicilere para ödemeye hazırsan. Çoğu ev yapımcısı bunu yapmaz. Dikkatli kaynak ve umuda bel bağlarlar.
Umut bir ölçüm sistemi değildir.
Ve montaj sırasında hizalamayı mükemmel tutsan bile çelik hareket eder. Kaynak ısısı artık gerilmeler yaratır. Gerilim giderme—yapıyı normalleştirmek için kontrollü ısıtma ve soğutma—olmadan çerçeve zamanla sürünür. Onuncu parça, birinciyle aynı olmayabilir.
Peki bu durum “bütçe” argümanına ne yapar?
Basit bir varsayım yapalım.
Paket, küçük bir tezgâh tipi frenden daha ucuza mal olur. Peşin tasarruf edersin. Bir hafta sonunu kaynağa harcarsın. Sonra bir diğerini hizalamayı ayarlamaya. 3/16 inç levhadan üç test parçasını hurdaya çıkarırsın, çünkü yük altındayken strok işaretlerin tekrarlanabilir değildi. Koç seğirmesini ölçmek için bir komparatör alırsın. Tutarsız omuzlar fark edince sıradan kalıbı değiştirirsin. Şimdi yine hassas taşlanmış takım peşindesin.
İkinci ödemeyi yapmış olursun.
Günlerce yarım derecelik bir hatayı kovalamış adamlar gördüm. Kalıbın altına takoz koy. Bir gusset’i yeniden kaynat. Üst çapraz bağlantı ekle. Her değişiklik başka bir şeyi etkiliyor çünkü sistem hiçbir zaman birleşik bir makine olarak tasarlanmamıştı. Çatlak bloklu bir motorda karbüratör ayarı yapmak gibi—gürültü ve hareket var ama kararlı bir temel yok.
Bu arada, zamanının bir değeri var, sen fark etmezden gelsen bile. İki hafta sonu süren arıza araması, kaçtığını sandığın fiyat farkına eşittir. Ve hâlâ belgelenmiş tekrarlanabilirliğe sahip değilsin—sadece çarpmaya korktuğun bir kurulum var.
Acı gerçek: Sahte ekonomi sadece para değildir; özgüvendir. Makineye güvenmediğinde, aşırı ölçüm yapar, aşırı telafi eder ve yavaşlarsın.
Kendin‑kaynat‑paketleri çalışabilir hâle getirilebilir. Yetkin ellerde, işleme erişimiyle, sabırla. Ancak bu paketleri, vidalı eklentilerin sınırlarından kaçmak için satın aldıysan, sadece görünür esnekliği görünmez geometri hatalarıyla değiştirmişsindir.
Yani, vidalı kitler dürüst ama sınırlıysa ve kendin‑kaynat‑paketler gerçek hassasiyete ulaşmak için makine‑üreticisi becerileri gerektiriyorsa, o zaman amaca özel üretilmiş bir tezgâh tipi baskı freni sana ekstra çelik ve terin sağlayamadığını ne kazandırır?
24 inçlik bir tezgâh tipi frenin 3/16 inçlik bir şeridi alıp, çerçeve titreşmeden bükülmeye yerleştiğini izledim. Kalıba bantlanmış takoz yok. Yanlara kayan Sharpie işaretleri yok. Koç aşağı indi, zımba V’yi okşadı ve açının her iki ucu da ölçüde aynı değeri verdi.
İşte o ekstra paranın sana sağladığı şey bu: sen ona dokunmadan önce sistem olarak işlenmiş bir makine.
Büyü değil. Marka değil. Senin icat etmek zorunda kalmadığın geometri.
Katalogda “20 ton” göreceksin ve beynin ona kilitlenecek. Sağlam geliyor. Ama hafif bir C‑çerçevenin yatak kısmına 15 ton altında bir kadran göstergesi koy ve ortada birkaç binde bir hareket ettiğini gör. Bu esneme, zımba inerken etkili V‑ağzını değiştirir. V’yi bir kıl payı değiştirirsen, bükü açısını da değiştirirsin.
Amaca özel tezgâh tipi bir baskı frende, dikey kolonlar daha kalındır evet — ama daha da önemlisi, kaynak sonrası yatak ve koç yüzeyleri paralel olarak işlenmiştir. Bu da yük arttığında her iki ucun yükü eşit paylaşması anlamına gelir. Çerçeve hâlâ esner. Her çerçeve esner. Ama öngörülebilir, simetrik biçimde ve tasarımcının hesaba kattığı aralıkta esner.
Ham tonaj değeri sadece silindirin ne kadar kuvvet uygulayabileceğini söyler. Bunu yaptığında yapının nasıl tepki verdiği hakkında hiçbir şey söylemez.
Takım kataloğu numaralarla ve keskin açı değerleriyle oynayarak kapasiteyi şişirebilir. Ayak başına seksen bir kısa ton, ayak başına yetmiş üç uzun tondan daha fazla görünüyor ve çoğu ev kullanıcısı farkı anlamıyor. Keskin açılı takımlar da bu değeri artırabilir. Fazlalığın var sanırsın; aslında yoktur.
Acı gerçek: Çerçeve yük altında açılıyorsa, o kuvvet dikey olmaktan çıkıp yanlara—cıvatalara, pimlere ve kalıp omuzlarına—doğru yürümeye başlar. Bu da patlamayı bekleyen şarapneldir.
Özel bir fren, kötü hesaplamadan muaf değildir. Yine de malzemeyi, kalınlığı, uzunluğu hesaplarsın. Ama başlangıç noktan, garajındaki kaynak sırasına bağlı bir yapı değil; yükü doğrudan tabana iletmek üzere tasarlanmış bir yapıdır.
Gerekli Aletler:
Yani, rijitlik baskı altında şeyleri düz tutar. Ama düz olmak doğru olmakla aynı şey değil, öyle mi?
4,0 mm olarak etiketlenmiş bir parça alın. Ölçün. 3,85 mm bulabilirsiniz. 0,15 mm fark çok büyük görünmeyebilir, ta ki hava bükümünde tonajın kalınlığın karesiyle orantılı olduğunu hatırlayana kadar. Küçük kalınlık değişimi, daha büyük kuvvet değişimi demektir. Daha büyük kuvvet değişimi, farklı yaylanma demektir.
En üst sınıf CNC pres frenler bile, karmaşık geri besleme ve dinamik taç dengeleme olmadan ortalama yarım derece sapma gösterir. Yarım derece — evinizden pahalı makinalarda. Ve o sapma genellikle gevşek iskeletlerden değil, malzeme tutarsızlığından kaynaklanır.
Yani birisi “bu $2,000 tezgah tipi pres freni hassas” dediğinde, bunun ne anlama geldiğini bilin. Bu, koçun yatağa dik hareket ettiği anlamına gelir. Takım yüksekliklerinin eşleştiği anlamına gelir. Sol uç 92°’de eğilirken sağ ucun 89°’de kalmaması, çünkü bir kalıp omzu diğerinden daha yüksek olmaması demektir.
Bu, makinenin kötü çeliği, atlanan ölçümleri veya özensiz kurulumu telafi ettiği anlamına gelmez.
Acı gerçek: rijit ve hizalı bir pres freni, hatalarınızı profesyonel bir tutarlılıkla yeniden üretir. Bu, toleranslarınız için bekleyen bir giyotin gibidir.
“Eğilebilir” ile “doğru şekilde eğilebilir” arasındaki fark tekrarlanabilirliktir. Sekiz aynı 1/8 inçlik köşe parçasını eğip hepsi aynı yarım derece aralığında kalıyorsa, bir kez telafi eder ve devam edersiniz. Ancak set halinde üretilmiş bir makinede, her parçayı telafi edersiniz çünkü temel sürekli kayar.
Hassasiyet mükemmellik demek değildir. Güvenebileceğiniz kararlı bir referans noktası demektir.
Bu da bizi insanları fiyat karşısında yutkunmaya iten kısma getiriyor.
Düzgün bir tezgah tipi pres frenin sandığını açtığınızda, zımba ve kalıp makine genişliğine uygun, tutarlı yükseklikte taşlanmış ve tekrarlanabilir şekilde sıkıştırılmıştır. Sıkıştırma çubuğu her seferinde “aşağı yukarı aynı” torkla sıktığınız bir cıvata yığını değildir. Bir sistemdir.
Ayrı olarak hassas taşlanmış takımlar satın alıp bir kaynak kiti üzerine monte edebilir misiniz? Tabii. Maliyeti toplayın. Sonra, takımların gerçekten düz oturması için yatağınızı işleme veya şimleme süresini ekleyin. Daha ucuz seçenekte kağıt üzerinde tüm parçalar vardı — iskelet, silindir, kalıplar. Ancak hassasiyet sonradan eklenen bir özellik değildir.
Bir adam hurdadan I-kirişlerle bir çerçeve kaynatıyor, bir hidrolik silindir takıyor, kamerada tertemiz 90’lar büküyor, gülümsüyor. Göremediğiniz şey, kalıbı kumpaslarla hizalamak için harcadığı saat ya da aynı hoşgörülü yumuşak çelik kuponu tekrar tekrar eğdiği gerçeğidir.
Entegre takımlar hesap yapma ihtiyacını ortadan kaldırmaz. Üreticiler bile her seferinde malzeme, uzunluk ve güvenlik payını hesaba katmanızı söyler. Sadece tonajla “bu pres kazanır” diye evrensel bir kural yok. Ödediğiniz şey, zımba yüksekliğinin koç hareketiyle, kalıp yuvasının yatakla eşleşmesi ve sıkıştırma yönteminin her sıkışta burulma yaratmamasıdır.
Acı gerçek: bilinmeyen çerçeve geometrisiyle jenerik takım karıştırmak, cüzdanınız için bir parmak tuzağı gibidir.
Dört kat fiyat farkı haklı mı? Ara sıra bir kulakçık eğiyorsanız belki değil. Ama önümüzdeki ay parçaların aynı olmasını bekliyorsanız ya da zamanınızı hurda çelikten daha çok önemsiyorsanız, o fark size tonaj ibresi yükseldiğinde kılını bile kıpırdatmayan bir makine kazandırır — ve o kararlılık, işleri aralarında presi yeniden kurmak yerine malzeme ve takım seçimlerine odaklanmanızı sağlar.
Ve çerçeve ile takımın faturanın sadece bir kısmı olduğunu kabul ettiğinizde, arka planda sessizce biriken başka bir maliyetin farkına varırsınız.
Makinenin fiyat etiketine bakıp bunun rakam olduğunu düşünüyorsunuz. Değil.
Fren sadece kastır. Takım dişlerdir. Ve işe gerçekten dokunan dişlerdir.
Birkaç bin dolara sert, küçük bir tezgah çerçevesi satın alabilir ve sistemi alt ettiğinizi düşünebilirsiniz. Sonra bir takım kataloğunu açarsınız ve hassas olarak taşlanmış tek bir delici ve eşleşen V-kalıbın, tüm fren için ödediğinizin dörtte biri kadar olduğunu görürsünüz. İşte o zaman mideniz çöker. Çünkü şimdi “tam” makinenin aslında hiçbir şeyi tamamlamadığını, sadece sizi başlangıç çizgisine getirdiğini fark edersiniz.
İşte kimsenin bahsetmediği çarpan bu.
Çünkü kalıp, geometrinin gerçeğe dönüştüğü yerdir.
Bir pres freni kalıbı, sadece içinde bir oluk bulunan bir çelik parçası değildir. Düz olarak frezelenir, düzleştirilir, aşınma direnci için ısıl işlem görür ve açı ile yüksekliğin sıkı toleranslar içinde kalması için taşlanır. İyi makinelerde bahsedilen ±0,5° var ya? Bu, sadece delici uç yarıçapı, kalıp açısı ve omuz yükseklikleri uzunluk boyunca tutarlı olduğu için mümkündür.
Koç aşağı indiğinde, makine sadece kuvvet uygular. Bu kuvvetin malzemeye nasıl aktığını kalıp belirler. Eğer omuzlar eşit değilse, yük yana doğru kayar. Açı bir derece bile hatalıysa, her büküm o hatayı izler. Sert gerçek: kötü takım, düz bir yük yolunu yana doğru bir kavgaya dönüştürür ve bu, kırılmayı bekleyen bir diştir.
Ödediğiniz şey çelik değil. Yük altında kontrol edilen geometridir.
Ve kontrol edilen geometri, garajınızda bulunmayan endüstriyel süreçler gerektirir.
Kısa cevap mı? Eğer parmaklarınızı veya bitmiş parçaları önemsiyorsanız, hayır.
Plevnelerden bir V-blok kaynaklayan, “yeterince yakın” öğüten ve buna başlangıç kalıbı diyen adamlar gördüm. İnce, yumuşak yumuşak çeliği bükecektir. Bir kez. Belki iki kez. Sonra omuzlar şişer, açı açılır ve 90'ın bir ucu 93 olurken diğeri 88 olur. Plastik baskılar mı? Maketler ve bükme payı denemeleri için iyidir. Gerçek tonaj uyguladığınızda, ılık tereyağı gibi şekil değiştirirler.
Kalıp yüzeyi, yoğun temas gerilmelerine maruz kalır. Bu, daha yumuşak çeliklerin kalıcı olarak ezilmesine yetecek kadar yüksek yerel basınç demektir. Uygun ısıl işlem ve yüzey finisajı olmadan, kalıp yüzeyi sıvanır, malzeme transfer eder ve iş parçasınızı çizer. Artık sadece hatalı değilsiniz. Parçalarınızı mahvediyorsunuz.
Sert gerçek: ev yapımı takımlar gerçek yük altında cam çekiç gibidir — sağlam görünür, iş ciddiye bindiğinde parçalanır.
Düşük hacimli, affedici malzemeyle prototip çalışmaları için idare edebilir misiniz? Elbette. Ama tekrarlanabilirliğe ihtiyaç duyduğunuzda ya da daha sert malzemeye geçtiğinizde, nasıl olsa gerçek takımlar satın alacaksınız. Ve sırf setin tüm yatırım olduğunu hayal ederek bütçeye dahil etmediğiniz için pişman olacaksınız.
Peki harcadığınız paranın akıllıca mı, yoksa aptalca mı olduğunu aslında ne belirler?
Bağlama ve hizalama sistemi.
Ne silindir, ne de çerçeve kalınlığı. Delici ve kalıbın oturma, hizalanma ve tekrar takılma biçimi.
Takımınız işlenmiş bir referans yüzeye — düz, paralel, tutarlı — oturmuyorsa, her değişim bir tahmin oyununa dönüşür. Civataları gevşetirsiniz, tokmakla vurursunuz, bir tarafı sıkarsınız, sonra diğerini, ve umarsınız ki bir bükülme yaratmamışsınızdır. Her kurulum zaman kaybettirir. Eğer atölye zamanınızın bir değeri varsa, o gerçek para kan kaybediyor demektir.
Daha üst düzey sistemlerde, takım sertleştirilmiş omuzlara veya hassas anahtarlara karşı konumlanır. Yükseklikler standartlaştırılmıştır. 4 inçlik bir V kalıbını çıkarabilir ve yerine 2 inçlik bir kalıp takabilirsiniz ve buna rağmen koçla olan ilişki sabit kalır. Küçük bir atölyede bile kademeli veya özel kalıpların mantıklı olmasını sağlayan şey budur — çünkü makine sıfır noktasına sorunsuzca dönebilir.
Çarpan sadece takım fiyatı değildir. Kurulum süresi, hurda oranı ve baştan beri çelikte olmayan hataların peşinden koşmanın maliyetidir.
Ve bunu bir kez gördüğünüzde, artık “En ucuz komple set hangisi?” diye sormayı bırakırsınız ve daha iyi bir soru sormaya başlarsınız: büktüğüm malzeme, yaptığım üretim miktarları ve kabul etmeye razı olduğum risk göz önüne alındığında — sertlik için nereye harcama yapmalı ve nerede taviz vermeliyim?
Makineyle başlamazsın.
Gerçekten bükmeyi planladığın çelikle başlarsın, bunu kaç kez bükmeyi düşündüğünle ve onuncu parçanın birincisine uymadığını gördüğünde ne kadar sinirleneceğinle. Bütün parçalar oradaydı — tonaj tabloları, parlak setler, üstünde büyük rakamlar kazınmış hidrolik silindirler — ama gerçek iş yükünü belirlemeden hiçbirinin önemi yoktur. Çünkü ilk hamlen yetenek satın almakla ilgili değildir. Hangi sınırlamayla yaşayabileceğini seçmekle ilgilidir.
Peki seni kısıtlayan sayılar hangileri?
Kalınlık, malzeme inceliğidir. Kalınlık tonajı belirler. Tonaj, gövde gerilimini belirler.
Bu ilk duvardır.
Kısa bir flanş üzerinde 16 numara yumuşak çelik başka bir dünyadır. İki fit uzunluğundaki çeyrek inçlik başka bir dünyadır. Kuvvet düzgün ölçeklenmez; hızla artar ve her ekstra ton, gövdeni genişletmeye, koçu bükmeye ve zımbanı yana itmeyi dener. Sert gerçek: Bir makinenin maksimum tonajına yaklaşıyorsan, onu çatlamış bir zil gibi yüklüyorsun — kalıcı deformasyona sadece bir darbe uzaktasın.
Malzeme ikinci duvardır. Alüminyum affedicidir. Yumuşak çelik hoşgörülüdür. Yüksek mukavemetli çelik ise karşılık verir ve bükmeden sonra geri açılır — buna yaylanma denir, metal basınç kaldırıldığında elastik olarak geri döner. Eğer abkant presin her seferinde aynı alt noktaya dönmüyorsa, bütün öğleden sonranı açıların peşinden koşarak geçirirsin.
Sonra gelir büküm yarıçapı — bükümün iç eğriliği. Malzeme için fazla dar olursa, dış lifleri sınırlarının ötesine esnetirsin. Parçalar deliklerin yakınında çatlar, flanşlar eğrilir ve “90” bir tahmin oyununa döner çünkü metal kalınlığı boyunca eşit olmayan şekilde şekil değiştirir.
Bu üç sayı — kalınlık, malzeme türü, istenen yarıçap — ne kadar yapı ve hizalamaya para vermen gerektiğine karar verir. Hangi profile gerçekte uyuyorsun?
Eğer 14–18 numara yumuşak çelik büküyorsan, kısa flanşlar, bir seferde birkaç parça — bir atölye presi dönüşümü gayet makul bir seçenektir.
Dürüst. Sınırlı.
Yatağın mükemmel paralel olmadığını kabul edersin. Arka dayama olmadığını kabul edersin — flanş uzunluğunu belirleyen durdurucu — bu yüzden her levhayı ölçer ve işaretlersin. Tek bir hidrolik silindir olduğu için sızdırmazlık halkası kaçırırsa koçun biraz kayabileceğini ve bu kaymanın bükümün bir tarafının diğerinden daha sıkı kapanması olarak görüneceğini kabul edersin.
Sert gerçek: dengesiz yük altındaki tek silindirli bir pres, ıslak mukavvadan yapılmış eğrilmiş bir cetvel gibidir.
“Hafta sonu braketleri” için bu taviz mantıklıdır. Tekrarlanabilirliği fiyata değişiyorsun. Hızı sadeliğe değişiyorsun. Bir flanş bir derece açıksa, mengene içinde hafifçe düzeltir ve devam edersin.
Gerekli Aletler:
Peki ya bu braketi sadece kendi duvarınıza monte etmek yerine satmak isterseniz?
Teslim tarihleri vermeye söz verdiğiniz anda, hesap değişir.
Artık #1 parçası ile #50 parçasının yarım derece içinde eşleşmesine önem veriyorsunuz. Artık flanş uzunluklarının her levhayı yeniden ölçmeden tekrar etmesine önem veriyorsunuz. İşte burada işlenmiş sıkıştırma yüzeyleri ve senkronize koç kılavuzu olan gerçek bir tezgah üstü abkant, lüks olmaktan çıkar ve sigorta olmaya başlar.
Daha güçlü olduğu için değil.
Tutarlı olduğu için.
Özel bir abkant paralellik etrafında inşa edilir. Zımba ve kalıp, gövdeye dik olarak işlenmiş referans yüzeylere oturur. Bu geometrik yapının anlamı, geri sekmeyi telafi etmek için biraz fazla büktüğünüzde — ve bunu yapacaksınız — düzeltmenin genişlik boyunca eşit şekilde uygulanmasıdır.
Acı gerçek: Bir tezgah üstü abkantı bile belirtilen tonajının ötesinde aşırı yüklemek, iskelet deformasyonunu yavaş çekimle izlemek gibidir; eğilen çerçeveler asla eski haline dönmez.
Yan girişiminiz ara sıra “biraz daha kalın” sacları içeriyorsa, bunu ancak sınırda kaldırabilen bir abkant almazsınız. Ya kapasiteyi artırırsınız ya da parçayı yeniden tasarlarsınız. Hassasiyet sonradan takılacak bir özellik değildir; ilk günden seçtiğiniz yapıya işlenmiştir.
Gerekli Aletler:
Peki ya rakamlarınız hiçbir şey satın almayı haklı çıkarmıyorsa?
İşte kimsenin duymak istemediği kısım.
Yılda iki kez 3/8 inçlik levhada on adet ağır büküm yapmanız gerekiyorsa, herhangi bir pres freni satın almak ekonomi değil, egodur. 100 tonluk bir makineye ve uygun taçlandırmaya — bu yatak boyunca kontrollü sapma telafisidir — sahip bir imalat atölyesi, açılarını tek seferde yakalar.
Birkaç yüz dolar ödemekten kaçınmak için binlerce harcayabilirsiniz.
Acı gerçek: Hafif bir makineyi ağır iş yapmaya zorlamak, patlamayı bekleyen şarapneldir.
Dış kaynak kullanmak teslimiyet değildir. Bu, yapısal sınırlarınızı kabul etmek ve paranızı değişkenleri gerçekten kontrol ettiğiniz yere yatırmaktır — kesim, kaynak, finisaj. İnce sac işlerini mütevazı bir kurulumla kendi bünyenizde tutarsınız ve ekipmanınızı güvenli sınırlarının ötesine zorlayacak nadir dev işleri dışarıya verirsiniz.
Bu yüzden ileride benimsemenizi istediğim bakış açısı şu:
Yapıyı gerilime, hassasiyeti de vaade uygun hale getirin.
Kalınlık ve malzeme size gerilimi söyler. Hacim ve müşteri beklentileri ise size vaadi anlatır. Gerilimin düşük, vaatlerin rahat olduğu yerlerde yapıdan ödün verebilirsiniz. Gerilimin yüksek veya vaatlerin katı olduğu yerlerde ise öncelikle hizalama ve kapasiteyi satın alırsınız — ya da yükü başkasına bırakırsınız.
Bu sizin ilk hamlenizdir.


















