

Le mois dernier, un gamin a débarqué dans mon atelier avec un “ kit complet de presse plieuse ” à l’arrière d’une voiture à hayon. Deux plaques latérales en acier, un cric hydraulique, une poignée de boulons, et une promesse imprimée sur la boîte : Pliez une plaque de 1/4 de pouce à la maison.
Il l’a posée sur mon sol comme un train miniature un matin de Noël. Toutes les pièces étaient là. Il n’avait qu’à les assembler avec des boulons.
C’est l’illusion.
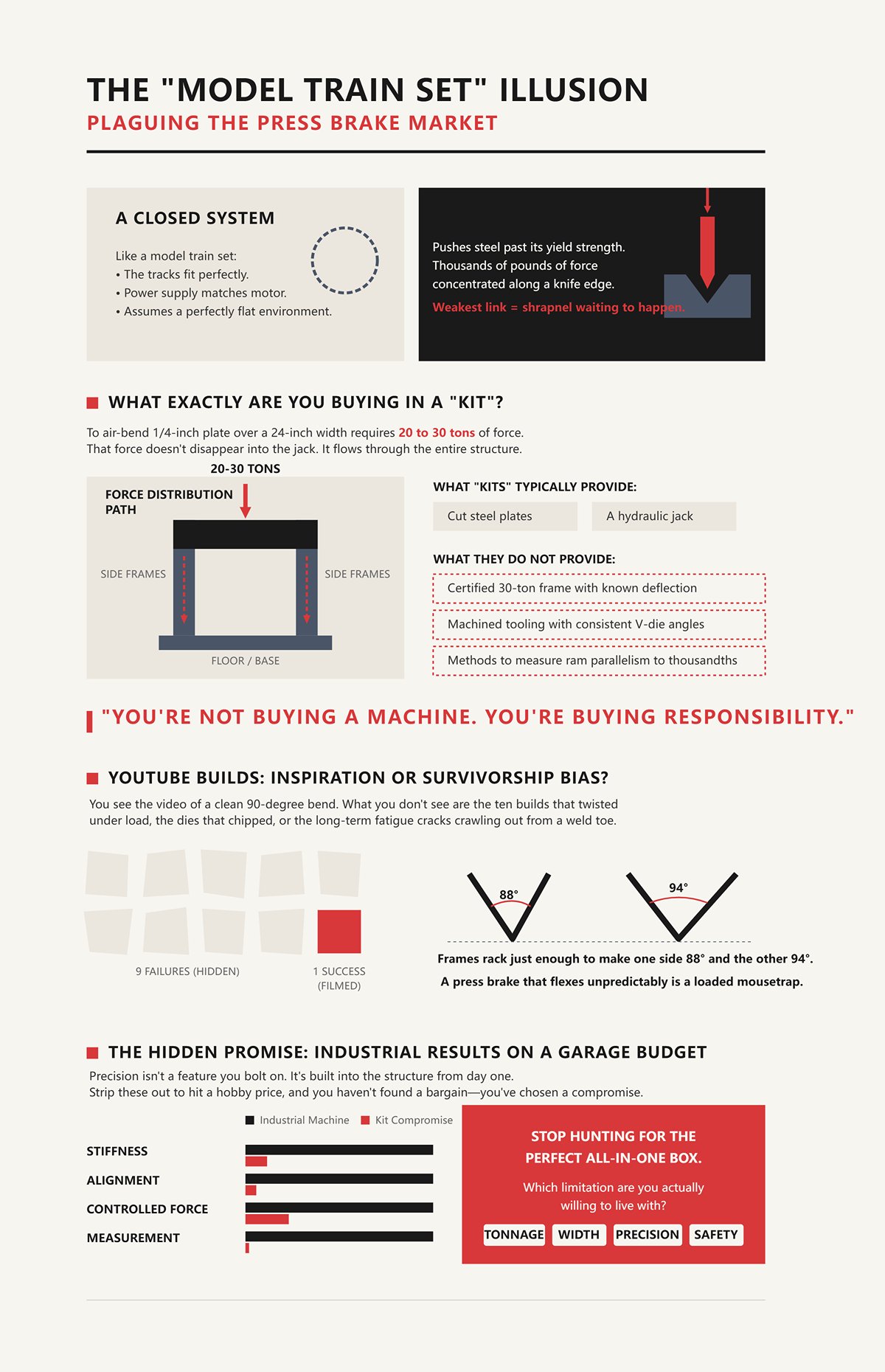
Quand vous achetez un train miniature, vous achetez un système fermé. Les rails s’emboîtent. L’alimentation électrique correspond au moteur. Les instructions ne supposent rien sur votre sous-sol, si ce n’est qu’il est plat.
Une presse plieuse n’est pas un système fermé. C’est une machine qui résiste. Elle pousse l’acier au-delà de sa limite d’élasticité — le point où le métal cesse de revenir en arrière et commence à rester plié — et elle le fait avec des milliers de livres de force concentrées le long d’un tranchant.
Vérité dure : si un seul élément du chemin de force est faible — châssis, coulisseau, outillage, fixations, sol — le maillon le plus faible devient un éclat prêt à voler.
Alors, quand vous tapez “ kit de presse plieuse ” dans un moteur de recherche, qu’attendez-vous vraiment de trouver dans la boîte ?
Prenons cette affirmation sur l’acier doux de 1/4 de pouce. Pour plier à l’air une plaque de 1/4 de pouce sur, disons, 24 pouces de largeur, on parle d’environ 20 à 30 tonnes selon l’ouverture de la matrice. Cette force ne disparaît pas dans le cric. Elle passe par le coulisseau, dans les montants latéraux, puis descend dans ce à quoi vous l’avez fixé.
La plupart des “ kits ” vous donnent des plaques découpées et un cric. Ils ne vous donnent pas un châssis certifié de 30 tonnes avec une déformation connue sous charge. Ils ne vous donnent pas un outillage usiné avec des angles de matrice en V constants. Ils ne vous donnent certainement pas un moyen de mesurer le parallélisme du coulisseau à quelques millièmes près.
Vous n’achetez pas une machine. Vous achetez une responsabilité.
Et si la boîte n’inclut pas l’ingénierie pour la déformation, l’alignement et la répétabilité, qui est censé résoudre cela une fois que l’acier commence à bouger ?
Vous avez vu les vidéos. Un gars soude un châssis à partir de poutres en I récupérées, installe un vérin hydraulique, plie des angles droits impeccables devant la caméra, sourit.
Ce que vous ne voyez pas, ce sont les dix constructions qui se sont tordues sous la charge, les matrices qui se sont ébréchées, les châssis qui se sont déformés juste assez pour que d’un côté le pli fasse 88 degrés et de l’autre 94. Les caméras ne mesurent pas le défaut de parallélisme. Elles ne montrent pas les fissures de fatigue à long terme qui se propagent depuis le pied d’un cordon de soudure.
Vérité dure : une presse plieuse qui fléchit de manière imprévisible est un piège à souris chargé prêt à attraper vos doigts.
Les montages qui survivent jusqu’à être filmés sont les exceptions — le fabricant qui comprend les chemins de charge, la séquence de soudage et la concentration des contraintes. Si vous ne connaissez pas déjà ces mots dans vos tripes, êtes-vous en train de copier un plan… ou de parier sur la chance ?
Regardez où va l’argent réel dans les presses plieuses en ce moment : machines CNC multi-axes, entraînements électriques avec butées arrière précises, logiciels qui simulent le retour élastique avant le premier pli. Les ateliers paient pour ça parce que la répétabilité, c’est le profit.
Le marché des kits murmure quelque chose de séduisant : vous pouvez sauter tout ça et obtenir quand même des plis propres, carrés, dignes d’une production, dans un garage pour une seule voiture.
Mais la précision n’est pas une caractéristique que l’on boulonne. C’est la rigidité, l’alignement, la force contrôlée et la mesure — intégrés dans la structure dès le premier jour. Retirez tout cela pour atteindre un prix de loisir, et vous n’avez pas trouvé une bonne affaire. Vous avez choisi un compromis, que vous l’admettiez ou non.
Alors le changement que je veux que vous fassiez est celui-ci : arrêtez de chercher la boîte parfaite tout-en-un, et commencez à demander quelle limitation — tonnage, largeur, précision ou marge de sécurité — vous êtes réellement prêt à accepter lorsque le coulisseau descend.
Vous posez maintenant la bonne question : si le “ kit complet ” n’existe pas, comment décider du niveau de capacité et de risque que vous êtes réellement prêt à accepter ?
Bien. C’est le moment où vous cessez de faire vos achats comme un consommateur et commencez à penser comme un fabricant.
L’été dernier, j’étais en train de régler une presse plieuse industrielle de 3 mètres avec des joints neufs et un outillage calibré. La température ambiante dans l’atelier variait d’environ 12°C entre le matin et l’après-midi. Cela suffisait à déplacer le point mort bas — le point le plus bas exact de la course du coulisseau — d’environ 0,04 mm. Sur le papier, cela semble microscopique. Sur une pièce spécifiée avec une tolérance de pli de ±0,5°, c’était la différence entre passer et mettre au rebut.
Cette machine pèse plus que votre pick-up.
Si la dérive thermique peut décaler une presse plieuse servo-hydraulique en environnement climatisé hors cible, que pensez-vous exactement qu’un cric bouteille dans un châssis boulonné est en train de faire pendant que vous pompez à l’aveugle ?
Vous ne choisissez pas entre “ bon marché ” et “ cher ”. Vous choisissez combien de mouvement non contrôlé vous êtes prêt à tolérer dans un système qui multiplie les petites erreurs en erreurs visibles.
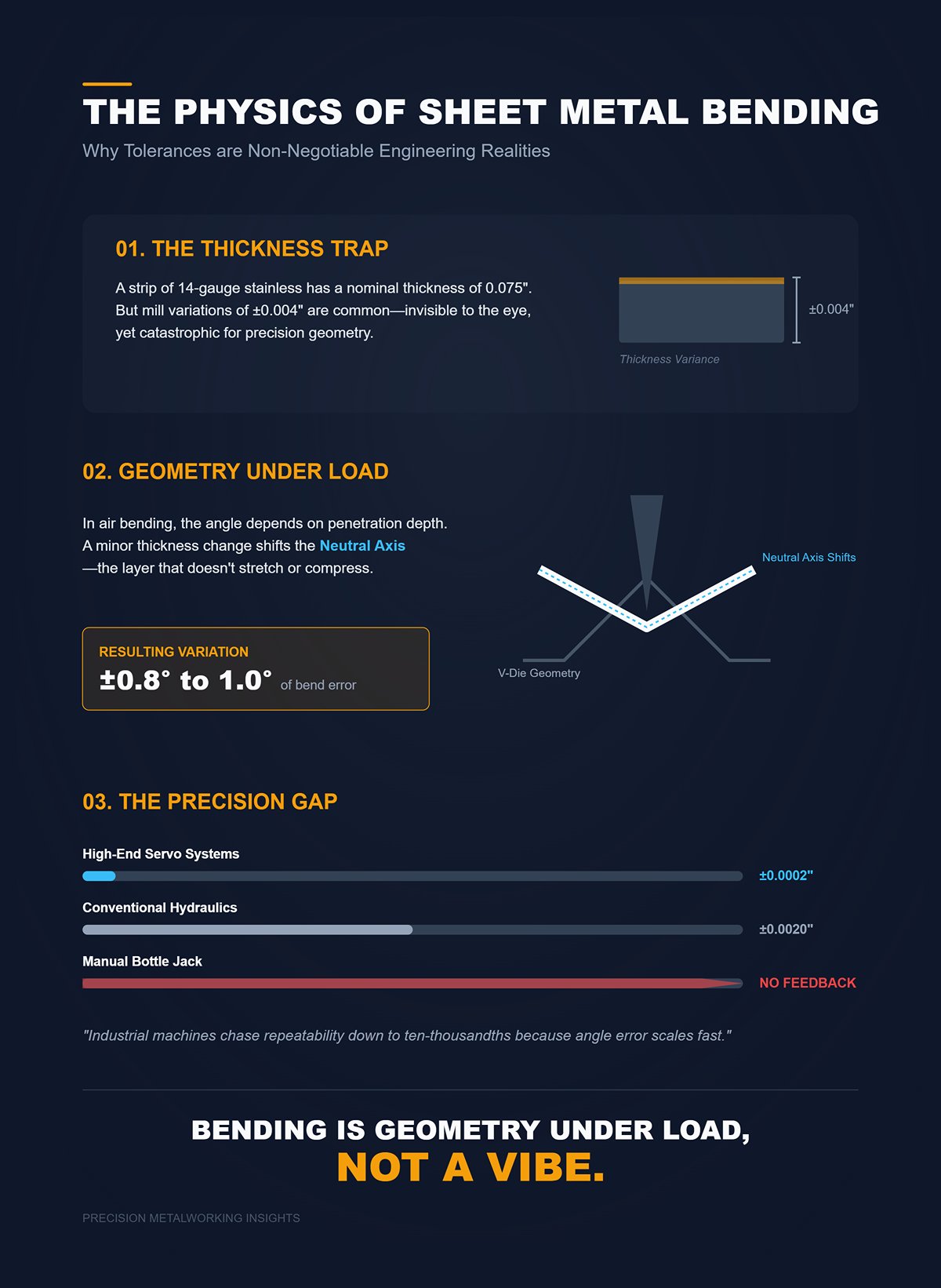
Prenez une bande d’acier inoxydable de calibre 14. L’épaisseur nominale pourrait être de 0,075 pouces. Imaginez maintenant que le fournisseur vous envoie un lot qui varie de ±0,004 pouces d’une feuille à l’autre. Cela ne semble pas beaucoup — vous pouvez à peine le voir.
En pliage à l’air — où le poinçon presse la tôle dans une matrice en V sans aller jusqu’au fond — l’angle de pli dépend de la profondeur de pénétration du poinçon par rapport à l’épaisseur. Une petite variation d’épaisseur change l’emplacement de l’axe neutre (la couche qui ne s’étire ni ne se comprime) à l’intérieur du matériau. Cela modifie le retour élastique. Sur l’inox, cette variation d’épaisseur seule peut se traduire par environ ±0,8 à 1,0° de variation d’angle de pli si vous n’ajustez pas la position basse.
Et cela avant de parler de flexion du châssis. Avant la dérive du coulisseau. Avant l’usure de l’outillage.
Alors, quand un kit promet des “ plis à 90° ”, qu’est-ce que cela signifie réellement ? Quatre-vingt-dix sur quelle épaisseur, provenant de quel laminoir, à quelle température, avec quelle profondeur de pénétration ?
Vérité dure : le pliage, c’est de la géométrie sous charge, pas une impression.
Les machines industrielles traquent la répétabilité jusqu’à quelques dix-millièmes de pouce dans la position du coulisseau, car l’erreur d’angle augmente rapidement. Les systèmes servo haut de gamme peuvent répéter à environ ±0,0002 pouces de course. Les systèmes hydrauliques conventionnels peuvent être à ±0,002 pouces — un ordre de grandeur plus lâche — et cela peut signifier environ ±1° de variation sur un pliage à l’air typique.
Votre cric bouteille n’a pas d’encodeur. Aucun retour d’information. Juste votre bras et un manomètre.
Vous voyez où cela mène.
| Section | Contenu |
|---|---|
| Exemple de matériau | Acier inoxydable calibre 14 avec une épaisseur nominale de 0,075 pouces |
| Variation d’épaisseur | Variation du fournisseur de ±0,004 pouces sur les feuilles |
| Méthode de pliage | Pliage à l’air (le poinçon presse la feuille dans une matrice en V sans aller jusqu’au fond) |
| Dépendance clé | L’angle de pliage dépend de la profondeur de pénétration du poinçon par rapport à l’épaisseur du matériau |
| Impact de l’axe neutre | Les variations d’épaisseur déplacent la position de l’axe neutre, affectant le retour élastique |
| Variation d’angle résultante | Sur l’acier inoxydable, une variation d’épaisseur de ±0,004 pouces peut provoquer environ ±0,8° à 1,0° de variation de pliage sans ajustement de la position de fond |
| Variables supplémentaires | La flexion du châssis, la dérive du vérin et l’usure de l’outillage affectent également la précision |
| Remise en question des “pliages à 90°” | L’angle réel de pliage dépend de l’épaisseur, de la source du matériau, de la température et de la profondeur de pénétration |
| Principe fondamental | Le pliage est de la géométrie sous charge, pas du hasard |
| Précision industrielle | Les systèmes servo haut de gamme répètent avec une précision de ±0,0002 pouces de course |
| Précision hydraulique | Les systèmes hydrauliques conventionnels répètent avec une précision de ±0,002 pouces de course |
| Sensibilité à l’angle | La variation de course peut entraîner un changement d’angle d’environ ±1° dans le pliage à l’air typique |
| Limitation manuelle | Les crics hydrauliques ne disposent pas d’encodeurs ni de systèmes de retour d’information, et se fient uniquement à la force manuelle et aux manomètres |
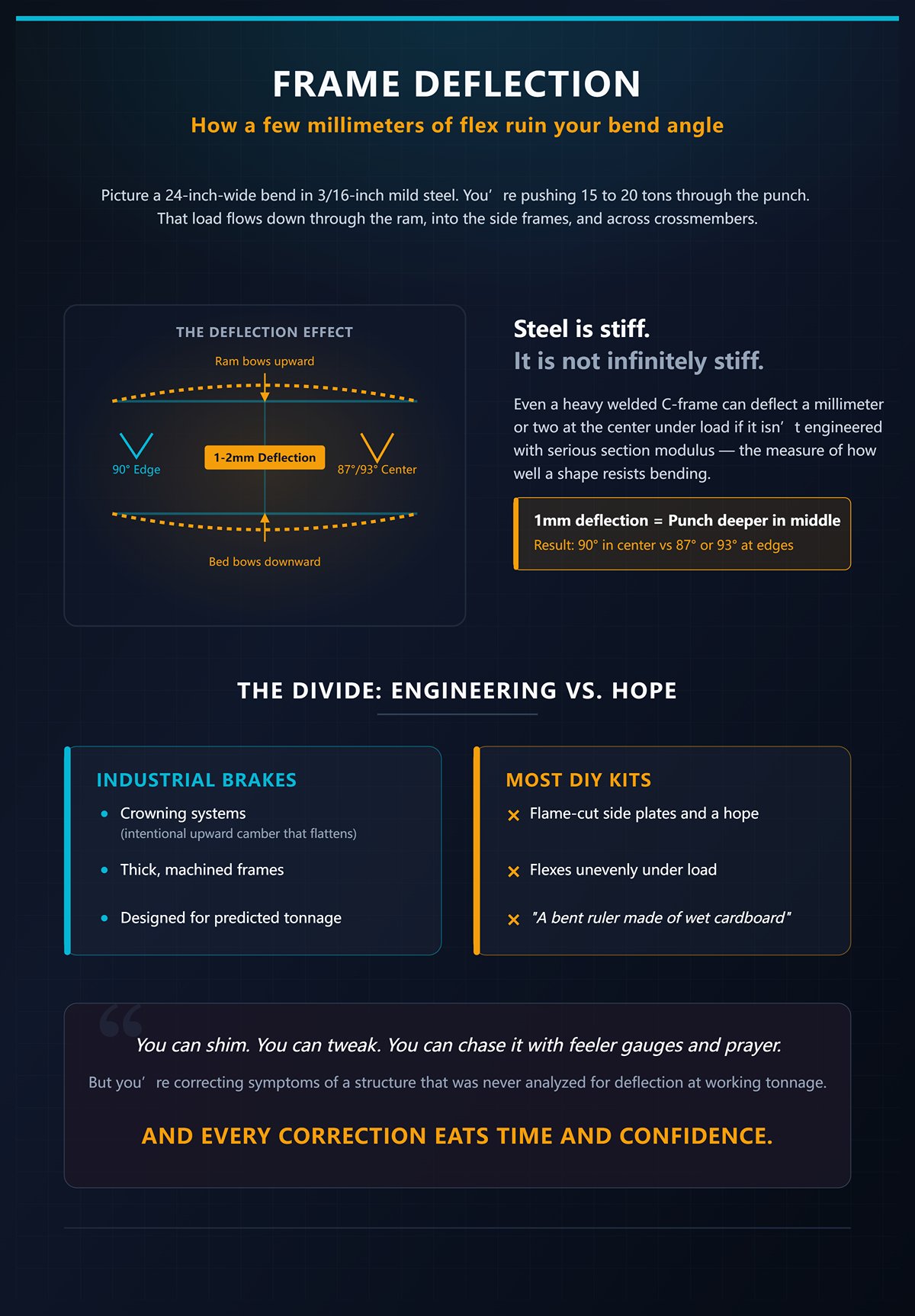
Imaginez un pli de 24 pouces de large dans de l’acier doux de 3/16 pouces. Vous appliquez, disons, 15 à 20 tonnes à travers le poinçon. Cette charge descend par le coulisseau, dans les montants latéraux, et traverse le traverse qui les relie.
L’acier est rigide. Il n’est pas infiniment rigide.
Même un bâti en C lourd soudé peut fléchir d’un millimètre ou deux au centre sous charge s’il n’est pas conçu avec un module de section important — c’est la mesure de la capacité d’une forme à résister au pliage. Un millimètre de déflexion verticale au milieu ne signifie pas seulement “ un peu de flexion ”. Cela signifie que le poinçon est plus profond au centre qu’aux extrémités. Résultat ? Un angle de 90° au centre et de 87° ou 93° aux bords, selon la compensation.
Les presses industrielles combattent cela avec des systèmes de bombage — une cambrure ascendante intentionnelle dans le lit qui s’aplatit sous charge — et des bâtis épais, usinés, conçus dès le départ en fonction du tonnage prévu.
La plupart des kits vous donnent des plaques latérales découpées à la flamme et un espoir.
Un bâti qui fléchit de manière inégale sous charge est une règle tordue faite de carton mouillé.
Vous pouvez caler. Vous pouvez ajuster. Vous pouvez courir après avec des jauges d’épaisseur et des prières. Mais vous corrigez les symptômes d’une structure qui n’a jamais été analysée pour la déflexion au tonnage de travail.
Et chaque correction grignote du temps et de la confiance.
Parlons maintenant de ce que les débutants essaient lorsque le pliage à l’air ne se comporte pas : ils matent.
Le matage signifie que vous enfoncez le poinçon jusqu’à ce que le matériau soit forcé fermement dans l’angle de la matrice. Au lieu que l’angle soit contrôlé par la profondeur de course, il est contrôlé par la géométrie de l’outillage. Cela réduit la sensibilité aux petites erreurs de position du coulisseau. Ça semble être une solution.
Sauf que le matriçage nécessite nettement plus de tonnage — souvent de 3 à 5 fois ce que le pliage à l’air demande pour le même matériau et la même largeur. Si plier à l’air une plaque de 1/4 de pouce prend 25 tonnes, le matriçage peut exiger des chiffres qui dépassent largement la capacité réelle d’un cric de 20 tonnes.
Et cette cote de 20 tonnes ? C’est la force de pointe dans des conditions idéales, pas la charge soutenue à mi-course avec un chargement latéral dû à un alignement imparfait.
Dure réalité : quand vous manquez de contrôle de course et compensez par la force brute, vous multipliez le stress dans un système qui était déjà limite.
Sur une presse plieuse rigide, conçue pour, le matriçage est un choix calculé. Sur un châssis léger avec un cric bouteille, c’est de la désespération — et la désespération en hydraulique, c’est la façon dont les joints explosent et les cadres se tordent.
Donc si vous ne pouvez pas maintenir la course assez précisément pour plier à l’air, et que vous ne pouvez pas multiplier le tonnage en toute sécurité pour matriçer, dans quel mode êtes-vous vraiment en train de travailler ?
J’ai vu une presse d’atelier de 12 tonnes projeter une bague de roulement à travers une pièce quand une pièce moulée bon marché a fissuré sous la charge. Aucun avertissement. Juste un bruit sec et de l’acier se déplaçant plus vite que vos réflexes.
Imaginez maintenant 20 tonnes concentrées à travers une pointe de poinçon étroite. Cette force réagit à travers des boulons en cisaillement simple, des soudures à pénétration inconnue, des plaques latérales qui peuvent ne pas être parfaitement parallèles. Si un boulon cède, la charge se redistribue instantanément aux autres. Si l’alignement est mauvais, le cric subit un chargement latéral pour lequel il n’a jamais été conçu.
Les cylindres hydrauliques sont conçus pour pousser droit. Si vous les chargez latéralement assez fort, vous rayez le piston, bloquez les joints, ou pire, vous éjectez quelque chose sous pression.
Dure réalité : l’énergie hydraulique stockée ne “cède pas doucement”. Elle se libère.
Quand vous assemblez un kit sans données publiées sur la déflexion, sans tolérance d’alignement vérifiée, sans facteur de sécurité indiqué, vous êtes l’ingénieur responsable, que vous l’ayez voulu ou non.
Voici donc le changement de perspective que vous devez adopter : au lieu de demander “Ce kit est-il complet ?”, commencez à demander “À quel tonnage, quelle largeur et quelle tolérance d’angle dois-je arrêter de prétendre que c’est un équipement de production et admettre que c’est un outil de formage grossier ?”
Parce qu’une fois que vous acceptez cette limite, nous pouvons parler de ce qui se rapproche le plus d’un vrai compromis — l’accessoire pour presse d’atelier — et le mesurer honnêtement par rapport à ces lois physiques plutôt que par des illusions.
Vous avez un châssis en H de 20 tonnes dans un coin. Cric bouteille sur le dessus. Broches de lit réglables. Vous glissez un accessoire de presse plieuse à boulonner : poinçon supérieur, matrice en V inférieure, une petite barre de torsion reliant les deux côtés pour que le vérin ne vrille pas. Vous pompez la poignée et la barre plate se plie. Pas besoin de souder un châssis. Pas besoin d’usiner des lits. Il suffit de le boulonner et de plier.
Toutes les pièces étaient là.
C’est pourquoi c’est ce qui se rapproche le plus d’un véritable “kit”. La structure existe déjà. Vous ne prétendez pas concevoir un châssis à partir de zéro — vous en empruntez un conçu pour la charge en compression. La question n’est pas de savoir si ça plie le métal. Oui. La question est ce que cette structure fait à votre angle, votre répétabilité et votre sécurité une fois que vous cessez de plier des languettes de 1/8 de pouce et commencez à appuyer dessus.
Prenez un travail simple : quatre plis à 90° dans de l’acier doux de 1/8 de pouce pour fabriquer un support de montage. Douze pouces de large. Pliage à l’air sur une matrice en V de 1 pouce. C’est bien dans les capacités d’une presse de 20 tonnes. L’accessoire maintient le poinçon à peu près centré. Le châssis en H porte la charge droit vers le bas. Pour des pièces uniques ? Ça marche. Vous pouvez ajuster progressivement l’angle, vérifier avec une équerre, donner un autre coup de pompe.
Là où ça excelle, c’est dans les travaux à faible tonnage, étroits, avec des tolérances indulgentes. Projets de garage. Pattes de tracteur. Supports qui sont soudés dans des ensembles où un degré ou deux disparaît lors de l’assemblage.
Maintenant, poussez-le.
Même presse. Essayez 3/16‑pouce sur 24 pouces. Vous flirtez avec 15–20 tonnes pour un pliage à l’air selon la largeur de la matrice. Les montants latéraux du châssis en H commencent à s’écarter légèrement. Pas de manière visible. Quelques millièmes. Les broches de la table subissent une charge de flexion au lieu d’un cisaillement pur. La barre de torsion aide à empêcher le poinçon de se vriller, mais elle ne fait rien contre la déflexion verticale du châssis.
Vous recherchez l’angle en jouant sur la course.
Voilà où les débutants deviennent malins de la pire façon. Ils découpent des encoches de décharge dans des pièces plus épaisses pour que la presse “n’ait pas à travailler si dur.” J’ai vu des gars fendre une plaque de 1/4‑pouce avant le pliage, puis refermer la coupe au soudage après. Vous n’avez pas résolu un problème de force — vous l’avez déplacé en aval. Maintenant vous meulez les soudures, vous luttez contre les déformations, et vous prétendez que c’est précis. Cette pièce devient un amorceur de fissure, un concentrateur de contraintes prêt à se propager sous vibration.
Ce que ces accessoires ruinent, ce n’est pas seulement la constance de l’angle. C’est la discipline du processus. Ils vous tentent de compenser au mauvais endroit.
Vérité dure : si le châssis et le contrôle de la course ne peuvent pas maintenir la géométrie, aucun soudage après coup ne rendra le pliage “parfait”.”
Alors vous regardez le catalogue et vous pensez : très bien, je vais améliorer l’outillage.
Vous pouvez acheter des matrices en V durcies et rectifiées avec précision. Magnifique matériel. Épaules nettes. Angles inclus réguliers. Certains kits proposent même des vérins électriques à servomoteur à la place du cric hydraulique — plus rapides, plus fluides, répétables à quelques millièmes de pouce près de course.
Cela compte. Sur une machine rigide.
Mais la précision n’est pas une caractéristique que l’on boulonne.
Imaginez que la course du vérin soit répétable à ±0,002 pouces. Ça semble serré. Sur un pliage à l’air typique en acier doux, quelques millièmes de course peuvent faire varier l’angle de près d’un degré selon la largeur de la matrice. Maintenant empilez ça sur un châssis qui fléchit d’un millimètre au milieu sous charge — nous avons déjà parlé de la façon dont cela transforme votre 90° en sourire ou en grimace sur 24 pouces. L’angle de la matrice est parfait. L’acier s’en fiche. Il suit le chemin de la force.
Et cette barre de torsion ? Elle synchronise le mouvement gauche-droite afin que le poinçon ne se déforme pas en biais. Bien. Nécessaire. Mais elle n’introduit pas de cambrage — cette courbure intentionnelle vers le haut que les freins industriels usinent dans la table pour compenser la déflexion. Votre châssis en H a été conçu pour presser des roulements et des bagues, pas pour maintenir la tolérance angulaire sur la largeur.
Ajoutez maintenant les limites de force. Certains accessoires à servomoteur électrique plafonnent bien en dessous du tonnage hydraulique. Ils sont rapides et répétables — jusqu’à ce que vous essayiez 1/4‑pouce sur une vraie largeur et que vous manquiez simplement de poussée. Alors vous revenez au cric hydraulique, arrivant en butée car le pliage à l’air n’atteint pas l’angle de façon constante.
Vérité dure : lorsque vous compensez la flexion structurelle par plus de force, vous chargez les broches, les soudures et les joints de cric d’une manière qui n’a jamais été analysée pour la presse.
Un accessoire de presse d’atelier avec des matrices haut de gamme sur un châssis en H léger, c’est comme accrocher un carburateur de course sur un moteur de tondeuse — promesse bruyante, même bas moteur.
Alors, où cela le laisse-t-il ?
Imaginez ceci : vous avez besoin de huit supports identiques pour construire une remorque. Tolérance ? Dans les deux degrés. Largeur ? Dix pouces. Matériau ? 1/8‑pouce. Un accessoire de presse d’atelier vous permettra de le faire si vous travaillez méthodiquement — marquez la position de votre course, testez le pliage dans le même lot, acceptez de légères variations de retour élastique. Pour un garage domestique, c’est un compromis rationnel.
Maintenant imaginez cinquante pièces. Ou 3/16‑pouce sur toute la largeur de la presse. Ou un projet où l’alignement des trous après pliage doit être précis à un seizième. L’absence de réglage de fin de course, l’écartement du châssis, la dépendance au “ressenti” sur la poignée de pompe — tout cela s’additionne. Vous passez plus de temps à mesurer et corriger qu’à plier.
Un gars soude un châssis à partir d’une poutre en I de récupération, y installe un vérin hydraulique, plie des angles droits parfaits devant la caméra, sourit. Ce que tu ne vois pas, c’est la dixième pièce, la vingtième, la façon dont l’angle dérive à mesure que le châssis chauffe et que les axes s’usent, le doute insidieux sur le fait que le dernier coup de pompe ait été le même que les précédents.
Vérité difficile : cet assemblage est un outil de formage grossier pouvant être utilisé en toute sécurité dans ses limites — tôle fine, largeur modeste, tolérances indulgentes — et devient un pari risqué au-delà.
Si tu acceptes cette limite, l’accessoire de presse d’atelier est le compromis le plus honnête que tu puisses trouver dans une boîte. Si tu refuses, tu essaieras de lui faire adopter le comportement d’une véritable presse plieuse et tu te blâmeras quand la physique remportera la partie.
Outils requis :
Alors si l’accessoire boulonné est honnête mais limité, que se passe‑t‑il quand tu passes aux kits de presse plieuse à souder soi‑même qui promettent une “ vraie rigidité ” — et quels nouveaux pièges accompagnent cet acier supplémentaire ?
Tu te dis : très bien. Si les accessoires boulonnés fléchissent et te trompent, je vais simplement souder un vrai châssis. Plus d’acier. Des flancs plus épais. Problème résolu.
J’ai vu un constructeur disposer un de ces kits sur une table de soudure. Deux flancs découpés au laser, peut‑être de 3/4 de pouce d’épaisseur. Une plaque de lit. Un porte‑poinçon. Quelques tiges de guidage. Un vérin hydraulique avec chape. Toutes les pièces étaient là. Il a pointé les montants, les a vérifiés avec une équerre de charpentier, puis soudés à chaud. Ça semblait costaud.
Premier pli d’essai ? Près de 90°. Deuxième ? 92 à gauche, 89 à droite.
Alors, qu’est‑ce qui a réellement changé ?
Ouvre un de ces kits et tu n’obtiens pas une machine. Tu obtiens des pièces.
Les flancs sont découpés à la flamme ou au laser. Cela signifie que les bords possèdent des zones affectées par la chaleur et une légère conicité. La plaque inférieure peut être assez plane pour un attelage de remorque, mais elle n’est pas rectifiée en surface. Le poinçon et la matrice sont souvent génériques — trempés, certes — mais pas appariés en ensemble, ni calibrés en hauteur, ni garantis pour partager une même hauteur de fermeture. La hauteur de fermeture est simplement la distance, poinçon fermé, entre le bélier et la table lorsque le poinçon touche le fond de la matrice. Sur une vraie presse plieuse, cette cote est contrôlée au millième de pouce.
Ici ? C’est “ à peu près ”.”
J’ai mesuré une plaque découpée au laser qui présentait un défaut de planéité de 0,010 à 0,020 pouces sur deux pieds, simplement à cause de la contrainte résiduelle. Soudez cela dans un châssis en C sans traitement de relaxation et vous emprisonnez cette torsion de façon permanente. Maintenant, votre coulisseau se déplace dans une géométrie qui n’a jamais été d’équerre au départ. Vous pouvez caler. Vous pouvez meuler. Mais vous corrigez une distorsion qui était déjà présente avant votre premier cordon de soudure.
Et l’outillage ? Les V‑dies génériques fonctionnent—jusqu’à un certain point. Mais les ateliers professionnels qui veulent en finir avec les problèmes d’alignement ne se contentent pas d’ajouter de la tonnage ; ils passent à un outillage rectifié de précision pour que la force se répartisse uniformément sur toute la longueur. Ce contact uniforme est ce qui maintient l’angle constant sur 24 pouces. Si les épaules de votre matrice varient de quelques millièmes en hauteur d’une extrémité à l’autre, votre angle variera avec elles. Aucun soudage de châssis ne corrige cela.
La dure réalité : quand aucun élément du kit n’est usiné plat ou ajusté en tant que système, la précision devient ce que vos compétences de fabrication peuvent sauver.
Alors, d’où vient la précision qui manque ?
Observez un constructeur méticuleux assembler l’un de ces appareils. Tiges de guidage installées en premier pour “ garder l’alignement ”. Porte‑poinçon glissé en place, brides serrées. Un trait de feutre sur le coulisseau pour marquer la profondeur. Essai de pliage. Mesure. Ajustement. Nouvel essai.
Il construit la précision par itération.
Il y a une raison pour laquelle les presses plieuses industrielles peuvent atteindre ±0,3 degrés toute la journée avec le pliage à l’air. Elles ne sont pas magiquement plus rigides en chaque point ; elles disposent de surfaces de référence contrôlées—lits usinés, hauteurs d’outils assorties, systèmes de course calibrés—et souvent de capteurs pour compenser. La géométrie est connue avant que la première pièce n’entre.
Votre châssis soudé maison n’a pas de géométrie connue, à moins que vous ne la créiez. Cela signifie :
Si un côté de votre châssis se rapproche de 0,015 pouces vers l’intérieur pendant le soudage, le coulisseau suivra un trajet légèrement hors vertical. Sous 15 tonnes, ce désalignement se transforme en chargement inégal sur la matrice. Une épaule mord en premier. L’autre rattrape. Le pli devient une subtile vrille.
Ce n’est pas un problème esthétique. C’est un amorce de rupture qui attend de se produire dans les pièces structurelles.
Pourriez‑vous usiner le lit après soudage ? Oui—si vous possédez une fraiseuse assez grande, savez comment pointer un assemblage soudé déformé et êtes prêt à payer pour des fraises capables de gérer l’oxydation et la dureté. La plupart des constructeurs amateurs ne le font pas. Ils comptent sur un soudage soigneux et espèrent.
L’espoir n’est pas un système de mesure.
Et même si vous clouez l’alignement lors de l’assemblage, l’acier bouge. La chaleur du soudage introduit des contraintes résiduelles. Sans traitement de relaxation—chauffage et refroidissement contrôlés pour normaliser la structure—le châssis peut se déformer avec le temps. La dixième pièce peut ne pas correspondre à la première.
Alors, que fait cela à l’argument “ budget ” ?
Prenons un simple scénario hypothétique.
Le lot coûte moins cher qu’un petit frein d’établi. Vous économisez au départ. Vous passez un week‑end à souder. Puis un autre à régler l’alignement. Vous mettez au rebut trois pièces d’essai en plaque de 3/16 po en cherchant l’angle, car vos marques de course n’étaient pas reproductibles sous charge. Vous achetez un comparateur pour mesurer la déflexion du vérin. Vous remplacez la matrice générique après avoir remarqué des épaules incohérentes. Maintenant, vous cherchez quand même des outils rectifiés de précision.
C’est le deuxième paiement.
J’ai vu des gars traquer une erreur d’un demi‑degré pendant des jours. Caler la matrice. Re‑souder un renfort. Ajouter une barre supérieure. Chaque changement affecte autre chose, car le système n’a jamais été conçu comme une machine unifiée. C’est comme régler un carburateur sur un moteur avec un bloc fissuré — du bruit et du mouvement, mais aucune base stable.
Pendant ce temps, votre temps a de la valeur, même si vous prétendez le contraire. Deux week‑ends de dépannage équivalent à l’écart de prix que vous pensiez éviter. Et vous n’avez toujours pas de répétabilité documentée — juste un réglage que vous avez peur de déranger.
Vérité difficile : la fausse économie n’est pas seulement l’argent ; c’est la confiance. Quand vous ne faites pas confiance à la machine, vous mesurez trop, vous compensez trop, et vous ralentissez jusqu’à ramper.
Les kits à souder soi‑même peuvent fonctionner. Entre des mains compétentes, avec accès à l’usinage, avec patience. Mais si vous en avez acheté un pour échapper aux limites des accessoires boulonnés, vous avez simplement échangé la flexion visible contre des erreurs de géométrie invisibles.
Donc, si les kits boulonnés sont honnêtes mais limités, et que les kits à souder soi‑même exigent des compétences de constructeur de machines pour atteindre une vraie précision, qu’est‑ce qu’un frein d’établi conçu à cet effet vous apporte que l’acier supplémentaire et la sueur ne vous donnent pas ?
J’ai vu un frein d’établi de 24 po prendre une bande de 3/16 po et se poser dans le pli sans que le châssis ne tressaute. Pas de cales collées à la matrice. Pas de marques au feutre qui se déplacent sur le côté. Le vérin est descendu, le poinçon a effleuré le V, et les deux extrémités de l’angle ont affiché la même mesure sur le calibre.
C’est ce que l’argent supplémentaire vous achète : une machine qui a été usinée comme un système avant que vous ne la touchiez.
Pas de magie. Pas de marque. Une géométrie que vous n’avez pas eu à inventer.
Vous verrez “ 20 tonnes ” dans un catalogue et votre cerveau s’y accroche. Ça semble robuste. Mais placez un comparateur sur le lit d’un petit châssis en C sous 15 tonnes et vous le verrez bouger de quelques millièmes au centre. Cette déflexion change l’ouverture effective du V à mesure que le poinçon descend. Changez le V d’un cheveu, vous changez l’angle de pliage.
Sur un frein d’établi conçu à cet effet, les montants sont plus épais, oui — mais plus important encore, les faces du lit et du vérin sont usinées parallèles après soudage. Cela signifie que lorsque la charge augmente, les deux extrémités la partagent équitablement. Le châssis fléchit toujours. Chaque châssis fléchit. Mais il fléchit de manière prévisible, symétrique, dans une plage que le concepteur a prise en compte.
Une valeur brute de tonnage vous indique la force que le cylindre peut exercer. Elle ne dit rien sur la manière dont la structure réagit lorsqu’il le fait.
J’ai vu des catalogues d’outillage jouer avec les unités et les angles aigus pour gonfler les chiffres de capacité. Quatre‑vingt‑une tonnes courtes par pied semblent plus grandes que soixante‑treize tonnes longues par pied, et peu de bricoleurs remarquent la différence. Les outils aigus peuvent aussi faire grimper la valeur. Vous pensez avoir de la marge. Vous n’en avez pas.
Vérité difficile : si le châssis s’écarte sous charge, cette force cesse d’être verticale et commence à se déplacer latéralement dans les boulons, les goupilles et les épaules de la matrice. C’est un éclat prêt à se produire.
Un frein dédié n’est pas à l’abri des mauvais calculs. Vous calculez toujours le matériau, l’épaisseur, la longueur. Mais vous partez d’une structure qui a été conçue pour transmettre la charge directement vers la base, pas à travers la séquence de soudage que vous avez réalisée dans votre garage.
Outils requis :
Ainsi, la rigidité maintient les choses droites sous pression. Mais droit n’est pas la même chose qu’exact, n’est‑ce pas ?
Prenez une pièce étiquetée 4,0 mm. Mesurez‑la. Vous pourriez obtenir 3,85 mm. Cette différence de 0,15 mm ne semble pas énorme jusqu’à ce que vous vous rappeliez que le tonnage varie approximativement avec le carré de l’épaisseur en pliage à l’air. Petite variation d’épaisseur, variation de force plus importante. Variation de force plus importante, ressort différent.
Même les presses plieuses CNC haut de gamme présentent en moyenne environ un demi‑degré de variation sans système de rétroaction sophistiqué ni compensation dynamique. Un demi‑degré — sur des machines qui coûtent plus cher que votre maison. Et cette variation provient souvent de l’inconstance du matériau, pas de cadres mal conçus.
Ainsi, lorsque vous entendez “ cette presse plieuse de table $2 000 est précise ”, comprenez ce que cela signifie. Cela signifie que le coulisseau se déplace perpendiculairement au lit. Cela signifie que les hauteurs des outils sont assorties. Cela signifie que votre extrémité gauche ne plie pas à 92° tandis que votre extrémité droite reste à 89° parce qu’une épaule de matrice est plus haute.
Cela ne signifie pas que la machine compense un acier de mauvaise qualité, des mesures ignorées ou un montage bâclé.
Vérité dure : une presse plieuse rigide et alignée reproduira fidèlement vos erreurs avec une constance professionnelle. C’est une guillotine prête à faucher vos tolérances.
La différence entre “ peut plier ” et “ peut plier avec précision ” est la répétabilité. Si vous pliez huit équerres identiques de 1/8 pouce et qu’elles se retrouvent toutes dans la même fenêtre de variation d’un demi‑degré, vous pouvez compenser une fois et passer à autre chose. Avec un kit à monter, vous compensez chaque pièce car la référence de base change.
La précision n’est pas une question de perfection. C’est une question de référence stable sur laquelle vous pouvez compter.
Ce qui nous amène à la partie qui fait avaler de travers à cause du prix.
Ouvrez la caisse d’une bonne presse plieuse de table et le poinçon et la matrice sont assortis à la largeur de la machine, rectifiés à une hauteur constante et fixés de manière répétable. La barre de serrage n’est pas un empilement de boulons que vous serrez “ à peu près pareil ” chaque fois. C’est un système.
Pourriez‑vous acheter séparément un outillage rectifié de précision et le boulonner sur un kit soudé ? Bien sûr. Additionnez le coût. Puis ajoutez le temps nécessaire pour usiner ou caler votre lit afin que cet outillage soit réellement plat. Toutes les pièces étaient présentes sur le papier avec l’option moins chère — cadre, vérin, matrices. Mais la précision n’est pas une caractéristique que l’on boulonne.
Un gars soude un cadre à partir de poutres en I de récupération, installe un vérin hydraulique, plie des 90° propres devant la caméra, sourit. Ce que vous ne voyez pas, c’est l’heure qu’il a passée à régler la matrice avec des jauges d’épaisseur, ou le fait qu’il plie le même coupon indulgent en acier doux encore et encore.
L’outillage intégré ne supprime pas la nécessité de calculer. Même les fabricants vous diront de prendre en compte le matériau, la longueur et la marge de sécurité à chaque fois. Il n’existe pas de “ cette presse gagne ” universel basé uniquement sur le tonnage. Ce que vous payez, c’est que la hauteur du poinçon corresponde au déplacement du coulisseau, que le siège de la matrice corresponde au lit, et que la méthode de serrage n’introduise pas de torsion à chaque serrage.
Vérité dure : mélanger un outillage générique avec une géométrie de cadre inconnue est un piège à doigts prêt pour votre portefeuille.
Le prix multiplié par quatre est‑il justifié ? Si vous pliez un onglet de temps en temps, peut‑être pas. Si vous attendez que les pièces correspondent le mois prochain, ou si vous valorisez votre temps plus que l’acier de rebut, cette prime vous offre une machine qui ne bronche pas lorsque l’aiguille du tonnage grimpe — et cette stabilité vous permet de vous concentrer sur le choix du matériau et de l’outillage plutôt que de reconstruire la presse entre les travaux.
Et une fois que vous acceptez que le cadre et l’outillage ne sont qu’une partie de la facture, vous commencez à remarquer autre chose qui s’accumule discrètement en arrière‑plan.
Vous fixez l’étiquette de prix sur la machine et pensez que c’est le chiffre. Ce ne l’est pas.
Le frein n’est que le muscle. L’outillage, ce sont les dents. Et les dents sont ce qui touche réellement le travail.
Vous pouvez acheter un petit châssis rigide de table pour quelques milliers et avoir l’impression d’avoir déjoué le système. Puis vous ouvrez un catalogue d’outillage et voyez qu’un seul poinçon rectifié de précision et sa matrice en V assortie coûtent un quart du prix que vous avez payé pour tout le frein. C’est là que votre estomac se serre. Car vous réalisez alors que la machine “ complète ” n’a en réalité rien complété — elle vous a juste amené sur la ligne de départ.
C’est le multiplicateur dont personne ne parle.
Parce que la matrice est l’endroit où la géométrie devient réalité.
Une matrice de presse plieuse n’est pas juste un morceau d’acier avec une rainure. Elle est fraisée droite, rabotée plane, traitée thermiquement pour résister à l’usure, et rectifiée pour que l’angle et la hauteur restent dans des tolérances strictes. Ce ±0,5° dont on parle sur les bonnes machines ? Ce n’est possible que parce que le rayon de pointe du poinçon, l’angle de la matrice et les hauteurs des épaules sont cohérents sur toute la longueur.
Quand le coulisseau descend, la machine n’applique que la force. La matrice décide comment cette force se transmet au matériau. Si les épaules ne sont pas égales, la charge se déplace latéralement. Si l’angle est décalé d’un degré, chaque pli reproduit cette erreur. Vérité dure : un mauvais outillage transforme un chemin de charge droit en un combat latéral, et c’est une dent fissurée qui vous attend.
Vous ne payez pas pour de l’acier. Vous payez pour une géométrie contrôlée sous charge.
Et une géométrie contrôlée nécessite des procédés industriels que votre garage n’a pas.
Réponse courte ? Pas si vous tenez à vos doigts ou à vos pièces finies.
J’ai vu des gars souder un bloc en V à partir de plaques, le rectifier “ à peu près ”, et l’appeler une matrice de départ. Elle pliera de l’acier doux mince et tendre. Une fois. Peut-être deux. Puis les épaules s’écrasent, l’angle s’ouvre, et votre 90 devient 93 d’un côté et 88 de l’autre. Impressions plastiques ? Elles sont parfaites pour des maquettes et des essais de calcul de longueur de pli. Mettez une vraie tonnage dessus et elles se déforment comme du beurre chaud.
La face de la matrice subit un stress de contact concentré. Cela signifie une pression localisée suffisamment élevée pour marquer — dent permanente — les aciers plus tendres. Sans traitement thermique approprié et finition de surface, la surface de la matrice s’use, transfère du matériau et marque votre pièce. Vous n’êtes plus seulement imprécis. Vous abîmez vos pièces.
Vérité dure : un outillage maison sous charge réelle est un marteau en verre — il semble solide, mais se brise quand il faut.
Pourriez-vous vous en sortir pour un travail de prototype avec un matériau tolérant et un faible volume ? Bien sûr. Mais dès que vous aurez besoin de répétabilité, ou que vous passerez à un matériau plus dur, vous achèterez de toute façon un vrai outillage. Et vous regretterez de ne pas l’avoir budgété au lieu de prétendre que le kit était tout l’investissement.
Alors, qu’est-ce qui décide réellement si l’argent que vous avez dépensé était intelligent ou stupide ?
Le système de serrage et d’alignement.
Pas le cylindre. Pas l’épaisseur du châssis. C’est la façon dont le poinçon et la matrice s’installent, s’alignent et se répètent lorsque vous les échangez.
Si vos outils ne reposent pas sur une surface de référence usinée — plate, parallèle, constante — chaque changement devient un jeu de devinettes. Vous desserrez les boulons, tapez avec un maillet, serrez un côté puis l’autre, en espérant ne pas avoir introduit de torsion. Chaque réglage coûte du temps. Si le temps de votre atelier a de la valeur, c’est de l’argent réel qui s’échappe.
Sur les systèmes haut de gamme, les outils se positionnent contre des épaulements trempés ou des clés de précision. Les hauteurs sont standardisées. Vous pouvez retirer une matrice en V de 4 pouces et installer une de 2 pouces, et la relation avec le coulisseau reste connue. C’est ce qui rend les matrices progressives ou spécialisées pertinentes même dans un petit atelier — parce que la machine peut revenir à zéro sans problème.
Le multiplicateur n’est pas seulement le prix des outils. C’est le temps de réglage, le taux de rebut, et le coût de la chasse aux erreurs qui n’étaient pas présentes dans l’acier au départ.
Et une fois que vous voyez cela, vous cessez de demander : “ Quel est le kit complet le moins cher ? ” et vous commencez à poser une meilleure question : étant donné le matériau que je plie, les quantités que je produis, et le risque que je suis prêt à tolérer — où dois-je investir dans la rigidité, et où puis-je accepter un compromis ?
Vous ne commencez pas par la machine.
Vous commencez par l’acier que vous prévoyez réellement de plier, combien de fois vous comptez le plier, et à quel point vous serez contrarié si la dixième pièce ne correspond pas à la première. Tous les éléments étaient là — tableaux de tonnage, kits brillants, cylindres hydrauliques avec de grands chiffres gravés dessus — mais rien de tout cela n’a d’importance tant que vous n’avez pas défini votre charge de travail réelle. Parce que votre premier choix ne concerne pas l’achat de capacité. Il s’agit de choisir quelle limitation vous pouvez accepter.
Alors, quels sont les chiffres qui vous enferment ?
L’épaisseur, c’est le calibre. L’épaisseur détermine le tonnage. Le tonnage détermine la contrainte sur le châssis.
C’est le premier mur.
Un acier doux de calibre 16 sur un petit rebord, c’est un monde. Un quart de pouce sur deux pieds, c’en est un autre. La force ne se scale pas gentiment ; elle grimpe vite, et chaque tonne supplémentaire tente d’écarter votre châssis, de tordre votre coulisseau, et de pousser votre poinçon de côté. Vérité dure : lorsque vous flirtez avec le tonnage maximum d’une machine, vous la chargez comme une cloche fissurée — à un coup près de la déformation permanente.
Le matériau est le deuxième mur. L’aluminium pardonne. L’acier doux tolère. L’acier à haute résistance se défend et se rouvre après le pliage — c’est le retour élastique, le métal rebondissant une fois la pression relâchée. Si votre presse plieuse ne revient pas à la même position basse à chaque fois, vous passerez l’après-midi à courir après les angles.
Puis le rayon de pliage — la courbe intérieure du pli. Trop serré pour le matériau et vous étirez les fibres extérieures au-delà de leur limite. Les pièces se fissurent près des trous, les rebords se déforment, et votre “ 90 ” devient un jeu de devinettes parce que le métal cède de manière inégale à travers son épaisseur.
Ces trois chiffres — épaisseur, type de matériau, rayon souhaité — déterminent combien de structure et d’alignement vous devez payer. Quel profil vous correspond réellement ?
Si vous pliez de l’acier doux de calibre 14 à 18, petits rebords, quelques pièces à la fois, une conversion de presse d’atelier peut faire un travail honnête.
Honnête. Limité.
Vous acceptez que le lit ne soit pas parfaitement parallèle. Vous acceptez l’absence de butée arrière — c’est l’arrêt qui fixe la longueur du rebord — donc vous mesurez et marquez chaque pièce brute. Vous acceptez qu’un seul cylindre hydraulique signifie que le coulisseau peut dériver légèrement si un joint fuit, et que cette dérive se traduit par un côté de votre pli qui se ferme plus serré que l’autre.
Vérité difficile : une presse à cylindre unique sous charge inégale est une règle tordue faite de carton mouillé.
Pour les “ supports du week-end ”, ce compromis peut être rationnel. Vous échangez la répétabilité contre le prix. Vous échangez la vitesse contre la simplicité. Si une bride est décalée d’un degré, vous l’ajustez dans un étau et vous passez à autre chose.
Outils requis :
Mais que faire si vous voulez vendre ces supports plutôt que simplement les fixer à votre propre mur ?
Dès que vous promettez des dates de livraison, les calculs changent.
Maintenant, vous vous souciez que la pièce #1 et la pièce #50 correspondent à moins d’un demi‑degré près. Maintenant, vous vous souciez que les longueurs de brides se répètent sans remesurer chaque ébauche. C’est là qu’une vraie plieuse d’établi — avec des surfaces de serrage usinées et un guidage du vérin synchronisé — cesse d’être un luxe et commence à être une assurance.
Pas parce qu’elle est plus forte.
Parce qu’elle est cohérente.
Une plieuse dédiée est conçue autour du parallélisme. Le poinçon et la matrice s’appuient sur des surfaces de référence qui ont été usinées d’équerre par rapport au bâti. Cette géométrie signifie que lorsque vous surpliez légèrement pour compenser le retour élastique — et vous le ferez — la correction s’applique uniformément sur toute la largeur.
Vérité difficile : surcharger même une plieuse d’établi au‑delà de son tonnage nominal, c’est tordre le châssis au ralenti, et les châssis tordus ne reviennent jamais.
Si votre activité secondaire inclut de temps en temps des matériaux plus épais, vous n’achetez pas la plieuse qui les supporte à peine. Vous augmentez soit la capacité, soit vous redessinez la pièce. La précision n’est pas une caractéristique que l’on ajoute après coup ; elle est intégrée dans la structure que vous choisissez dès le premier jour.
Outils requis :
Alors, que faire si vos chiffres ne justifient pas de posséder quoi que ce soit ?
Voici la partie que personne ne veut entendre.
Si vous avez besoin de dix pliages lourds dans une plaque de 3/8 pouce deux fois par an, acheter n’importe quelle presse plieuse relève de l’ego, pas de l’économie. Un atelier de fabrication avec une machine de 100 tonnes et un système de couronnement adéquat — c’est-à-dire une compensation contrôlée de la déflexion le long du lit — réalisera vos angles en une seule configuration.
Vous pouvez dépenser des milliers pour éviter de payer quelques centaines.
Vérité dure : forcer une machine légère à effectuer un travail lourd, c’est des éclats prêts à voler.
La sous-traitance n’est pas une reddition. C’est reconnaître vos limites structurelles et investir votre argent là où vous contrôlez réellement les variables — découpe, soudage, finition. Vous gardez le travail de faible épaisseur en interne sur un équipement modeste, et vous externalisez les rares monstres qui pousseraient autrement votre matériel au-delà de sa zone de sécurité.
Voici donc la perspective que je veux que vous conserviez :
Faites correspondre la structure au stress, et la précision à la promesse.
L’épaisseur et le matériau vous indiquent le stress. Le volume et les attentes du client vous indiquent la promesse. Là où le stress est faible et les promesses sont informelles, vous pouvez faire des compromis sur la structure. Là où le stress est élevé ou les promesses strictes, vous achetez d’abord l’alignement et la capacité — ou vous laissez quelqu’un d’autre prendre la charge.
C’est votre premier geste.


















