

Il mese scorso un ragazzo ha portato nel mio laboratorio, nel bagagliaio di una hatchback, un “kit completo per pressa piegatrice”. Due piastre laterali in acciaio, un cric idraulico, una manciata di bulloni e una promessa stampata sulla scatola: Piega lamiera da 1/4 di pollice a casa.
Lo ha posato sul mio pavimento come un trenino elettrico la mattina di Natale. Tutti i pezzi c’erano. Tutto quello che doveva fare era avvitarlo insieme.
Questa è l’illusione.
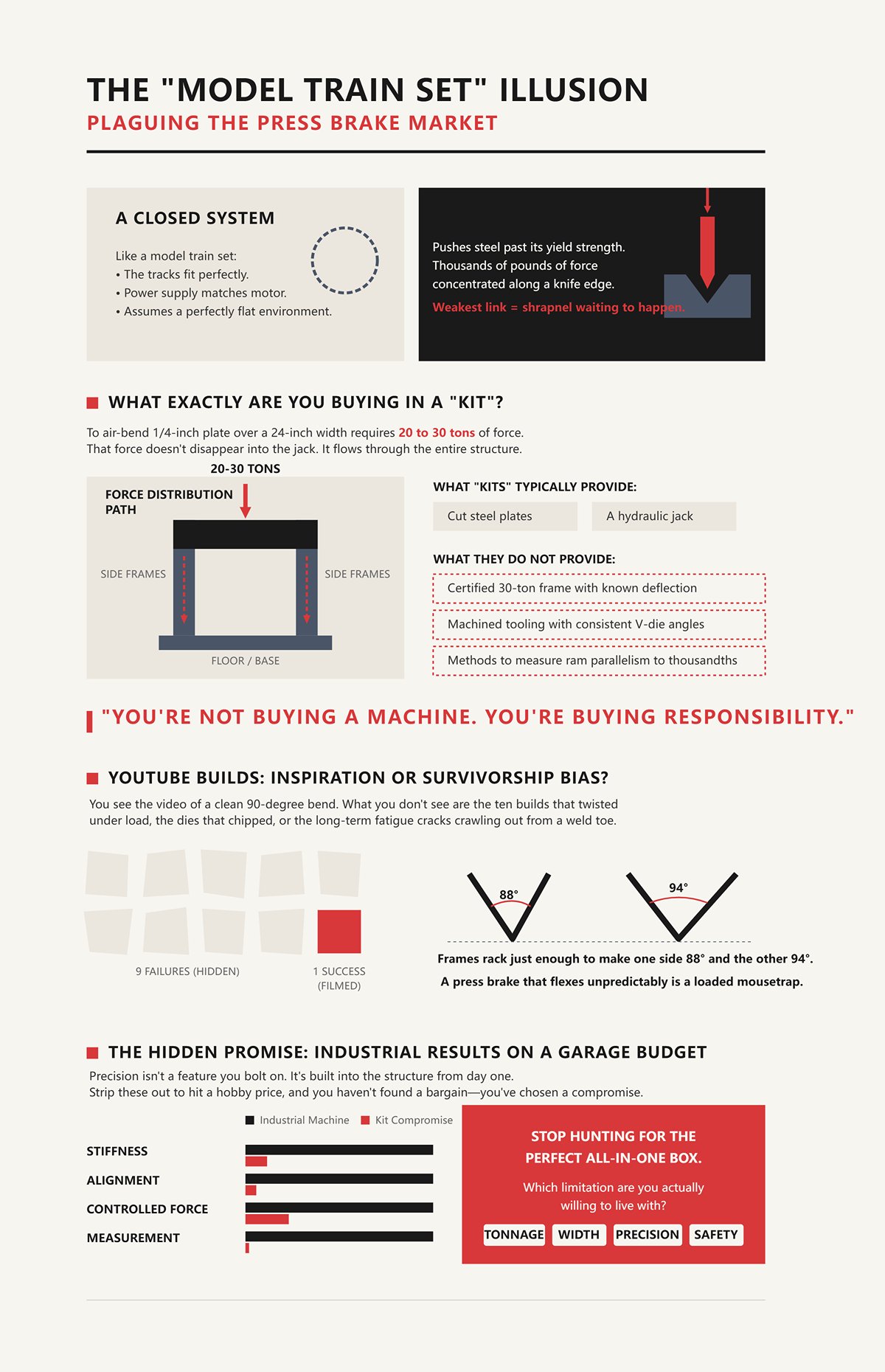
Quando compri un trenino elettrico, stai acquistando un sistema chiuso. I binari combaciano. L’alimentazione corrisponde al motore. Le istruzioni non presuppongono nulla sul tuo seminterrato, se non che sia piano.
Una pressa piegatrice non è un sistema chiuso. È una macchina che ti resiste. Spinge l’acciaio oltre il suo limite elastico — il punto in cui il metallo smette di tornare alla forma originale e comincia a rimanere piegato — e lo fa con migliaia di libbre di forza concentrate lungo un filo di coltello.
Dura verità: se una qualsiasi parte del percorso di quella forza è debole — telaio, pistone, utensili, bulloneria, pavimento — l’anello più debole diventa schegge pronte a scoppiare.
Quindi, quando digiti “kit per pressa piegatrice” in un motore di ricerca, cosa ti aspetti davvero di trovare nella scatola?
Prendiamo la dichiarazione sull’acciaio dolce da 1/4 di pollice. Per piegare in aria una lamiera da 1/4 di pollice su, diciamo, una larghezza di 24 pollici, sei nell’ordine di 20-30 tonnellate a seconda dell’apertura della matrice. Quella forza non si dissolve nel cric. Passa attraverso il pistone, nei telai laterali, giù verso ciò a cui l’hai avvitato.
La maggior parte dei “kit” ti fornisce piastre tagliate e un cric. Non ti danno un telaio certificato da 30 tonnellate con deflessione nota sotto carico. Non ti danno utensili lavorati con angoli V della matrice uniformi. Di certo non ti danno un modo per misurare il parallelismo del pistone a pochi millesimi.
Non stai comprando una macchina. Stai comprando responsabilità.
E se la scatola non include progettazione per deflessione, allineamento e ripetibilità, chi dovrebbe esattamente risolvere il problema quando l’acciaio comincia a muoversi?
Hai visto i video. Un tipo salda un telaio con travi I di recupero, infila un cilindro idraulico, piega angoli puliti da 90° davanti alla telecamera, sorride.
Quello che non vedi sono le dieci costruzioni che si sono deformate sotto carico, le matrici scheggiate, i telai che si inclinano quel tanto che basta per far sì che un lato della piega sia di 88 gradi e l’altro di 94. Le telecamere non misurano il fuori squadra. Non mostrano le crepe da fatica a lungo termine che si insinuano fuori dal piede di una saldatura.
Dura verità: una pressa piegatrice che flette in modo imprevedibile è una trappola carica in attesa delle tue dita.
Le costruzioni che sopravvivono per essere filmate sono le eccezioni — il fabbro che comprende i percorsi di carico, la sequenza di saldatura e la concentrazione di stress. Se non conosci già questi concetti nel profondo, stai copiando un progetto… o scommettendo sulla fortuna?
Guarda dove stanno andando i veri soldi nelle presse piegatrici in questo momento: macchine CNC multi-asse, azionamenti elettrici con riscontri posteriori precisi, software che simula il ritorno elastico prima della prima piega. Le officine pagano per questo perché la ripetibilità è profitto.
Il mercato dei kit sussurra qualcosa di seducente: puoi saltare tutto questo e ottenere comunque pieghe pulite, squadrate e di qualità produttiva in un garage per un'auto.
Ma la precisione non è una caratteristica che si può aggiungere dopo. È rigidità, allineamento, forza controllata e misurazione — incorporati nella struttura fin dal primo giorno. Se li elimini per raggiungere un prezzo da hobbista, non hai trovato un affare. Hai scelto un compromesso, che tu lo ammetta o meno.
Quindi lo spostamento di prospettiva che voglio da te è questo: smetti di cercare la perfetta macchina tutto-in-uno, e inizia a chiederti quale limitazione — tonnellaggio, larghezza, precisione o margine di sicurezza — sei davvero disposto ad accettare quando il punzone scende.
Ora stai facendo la domanda giusta: se il “kit completo” non esiste, come decidi quale livello di capacità e rischio sei veramente disposto ad accettare?
Bene. Questo è il momento in cui smetti di comprare come un consumatore e inizi a pensare come un fabbricatore.
La scorsa estate stavo regolando una pressa piegatrice industriale da 3 metri con guarnizioni nuove e utensili calibrati. La temperatura ambiente in officina è variata di circa 12°C dalla mattina al pomeriggio. È stato sufficiente a spostare il punto morto inferiore — l’esatto punto più basso della corsa del punzone — di circa 0,04 mm. Sulla carta sembra microscopico. Su un pezzo con tolleranza di piega di ±0,5°, era la differenza tra approvare e scartare.
Quella macchina pesa più del tuo pick-up.
Se la deriva termica può spostare fuori bersaglio una pressa servo-idraulica in ambiente controllato, cosa pensi che stia facendo un cricchetto idraulico in una struttura imbullonata mentre pompi a sensazione?
Non stai scegliendo tra “economico” e “costoso”. Stai scegliendo quanta parte di movimento non controllato sei disposto a tollerare in un sistema che moltiplica piccoli errori facendoli diventare visibili.
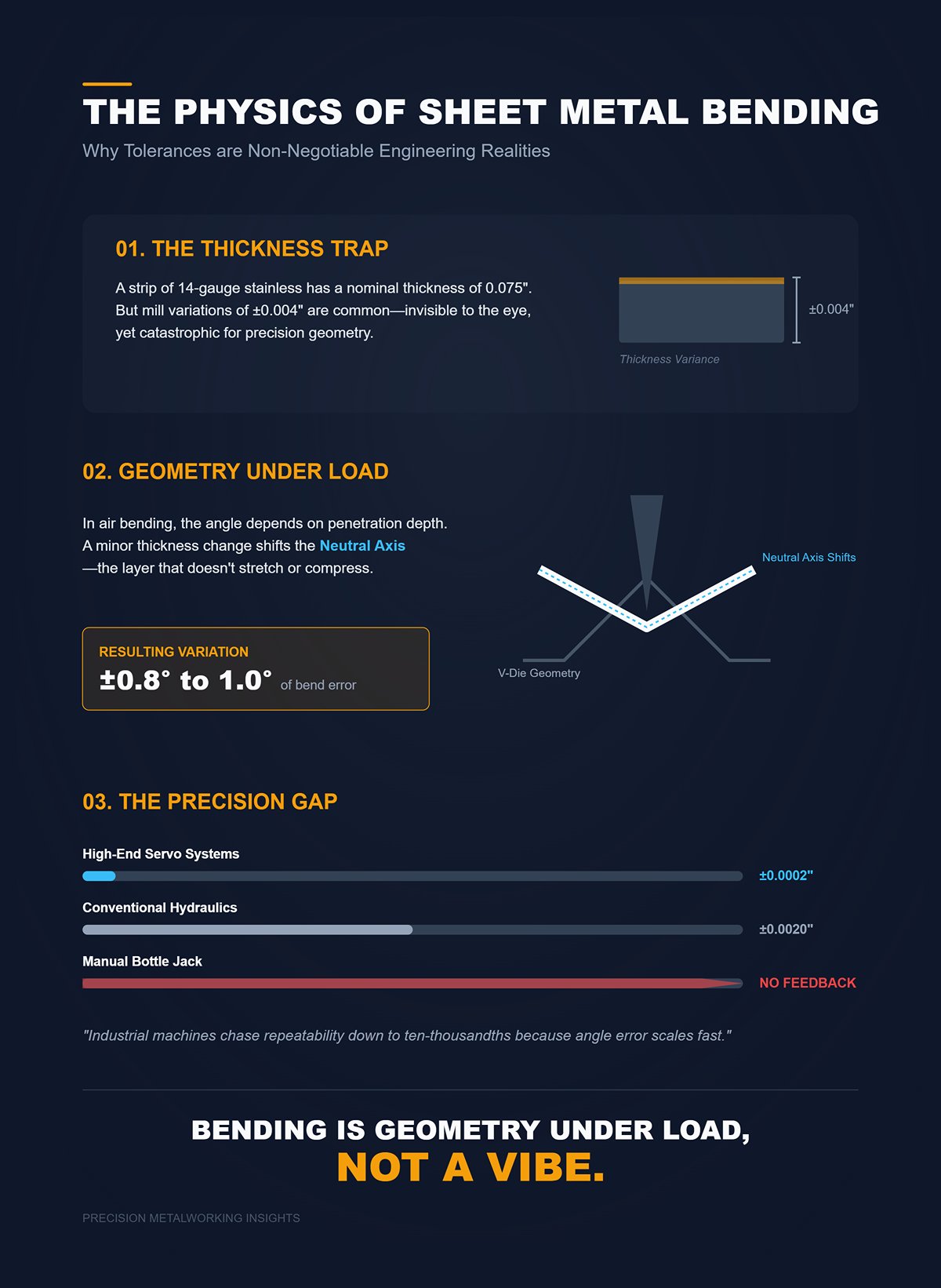
Prendi una striscia di acciaio inox da 14 gauge. Lo spessore nominale può essere di circa 0,075 pollici. Ora immagina che il fornitore ti invii un lotto che varia di ±0,004 pollici tra un foglio e l’altro. Non sembra molto — riesci a malapena a vederlo.
Nella piegatura in aria — dove il punzone spinge il foglio in una matrice a V senza arrivare a fondo corsa — l’angolo di piega dipende da quanto in profondità il punzone penetra rispetto allo spessore. Una piccola variazione nello spessore cambia la posizione dell’asse neutro (lo strato che non si allunga né si comprime) all’interno del materiale. Questo modifica il ritorno elastico. Sull’acciaio inox, solo questa variazione di spessore può tradursi in circa ±0,8 a 1,0° di variazione nell’angolo di piega se non si regola la posizione finale del punzone.
E questo prima ancora di parlare della flessione del telaio. Prima della deriva del punzone. Prima dell’usura degli utensili.
Quindi quando un kit promette “pieghe a 90°”, cosa significa esattamente? Novanta gradi su quale spessore, proveniente da quale laminatoio, a quale temperatura, con quale profondità di penetrazione?
Dura verità: la piegatura è geometria sotto carico, non un’impressione.
Le macchine industriali inseguono la ripetibilità fino a pochi centomillesimi di pollice nella posizione del punzone perché l’errore angolare cresce rapidamente. I sistemi servo di fascia alta possono ripetere entro circa ±0,0002 pollici di corsa. Le idrauliche convenzionali forse restano entro ±0,002 pollici — un ordine di grandezza meno precise — e ciò può significare circa ±1° di variazione su una tipica piegatura in aria.
Il tuo cricchetto idraulico non ha nessun encoder. Nessun feedback. Solo il tuo braccio e un manometro.
Ora capisci dove si va a finire.
| Sezione | Contenuto |
|---|---|
| Esempio di materiale | Acciaio inossidabile calibro 14 con spessore nominale di 0,075 pollici |
| Variazione di spessore | Variazione del fornitore di ±0,004 pollici tra le lastre |
| Metodo di piegatura | Piegatura ad aria (il punzone spinge la lamiera in una matrice a V senza raggiungere il fondo) |
| Dipendenza chiave | L'angolo di piegatura dipende dalla profondità di penetrazione del punzone rispetto allo spessore del materiale |
| Impatto sull’asse neutro | Le variazioni di spessore spostano la posizione dell’asse neutro, influenzando il ritorno elastico |
| Variazione dell’angolo risultante | Sull’acciaio inossidabile, una variazione di spessore di ±0,004 pollici può causare una variazione dell’angolo di piegatura di circa ±0,8°–1,0° senza regolazione della posizione inferiore |
| Variabili aggiuntive | La flessione del telaio, il gioco del pistone e l’usura degli utensili influiscono ulteriormente sulla precisione |
| Mettere in discussione le “pieghe a 90°” | L’angolo di piegatura effettivo dipende da spessore, provenienza del materiale, temperatura e profondità di penetrazione |
| Principio fondamentale | La piegatura è geometria sotto carico, non un’ipotesi |
| Precisione industriale | I sistemi servo di alta gamma ripetono entro ±0,0002 pollici di corsa |
| Precisione idraulica | I sistemi idraulici convenzionali ripetono entro ±0,002 pollici di corsa |
| Sensibilità dell’angolo | La variazione della corsa può comportare un cambiamento di angolo di circa ±1° nella piegatura ad aria tipica |
| Limitazione manuale | I cric a bottiglia non hanno encoder né sistemi di feedback, e si affidano solamente alla forza manuale e ai manometri |
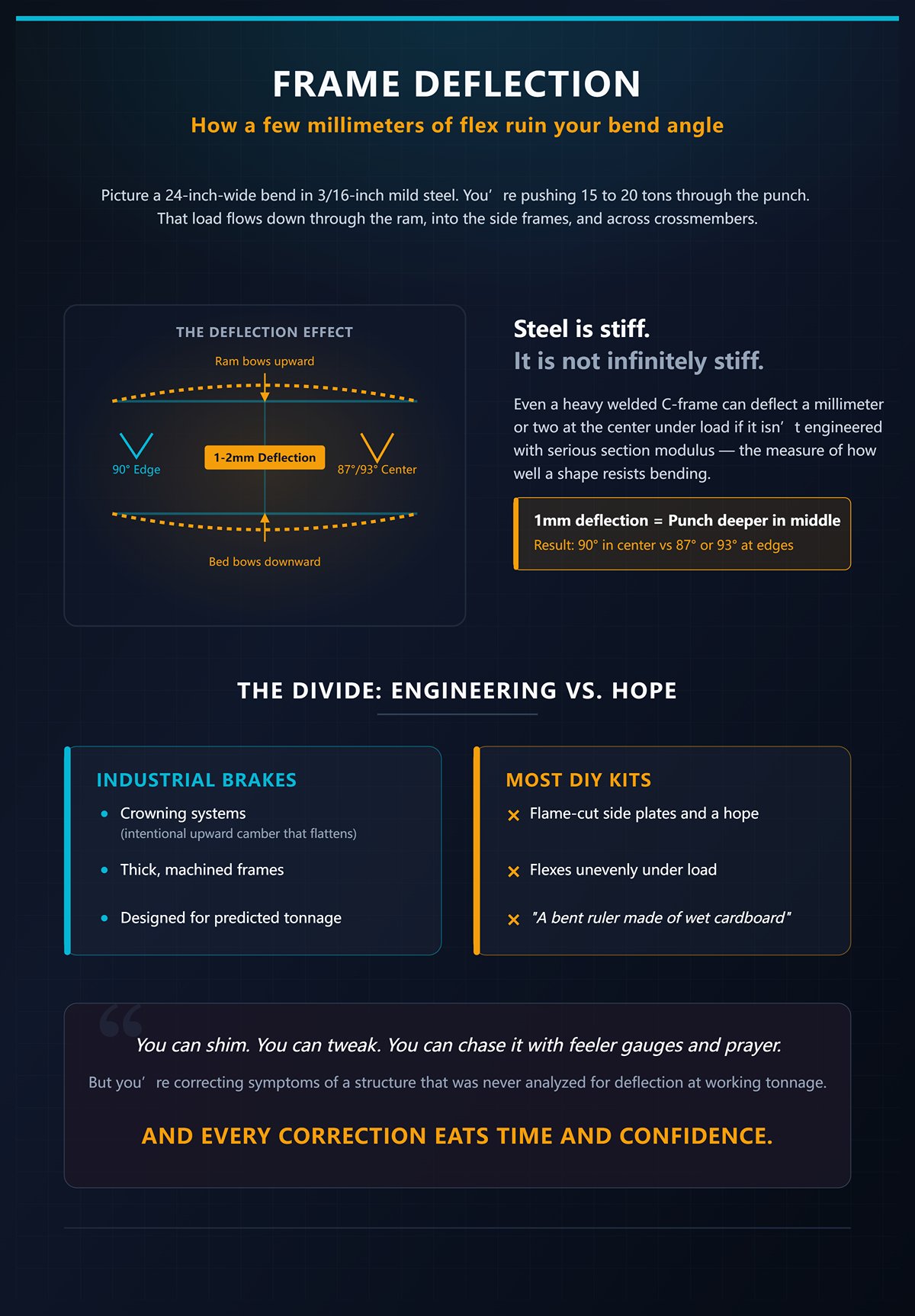
Immagina una piega larga 24 pollici in acciaio dolce da 3/16 di pollice. Stai spingendo, diciamo, da 15 a 20 tonnellate attraverso il punzone. Quel carico scorre giù attraverso il pistone, nei montanti laterali, e attraversa qualunque traversa li unisca.
L’acciaio è rigido. Non è infinitamente rigido.
Anche un robusto telaio a C saldato può flettersi di un millimetro o due al centro sotto carico se non è progettato con un serio modulo di sezione — la misura di quanto bene una forma resista alla piegatura. Un millimetro di deflessione verticale a metà campata non significa solo “un po” di flessione”. Significa che il punzone è più profondo al centro che alle estremità. Il risultato? Un angolo di 90° al centro e 87° o 93° ai margini, a seconda della compensazione.
Le presse industriali contrastano questo con sistemi di bombatura — una curvatura verso l’alto intenzionale nel letto che si appiattisce sotto carico — e telai spessi, lavorati, progettati sin dall’inizio in base al tonnellaggio previsto.
La maggior parte dei kit ti offre piastre laterali tagliate a fiamma e una speranza.
Un telaio che si flette in modo irregolare sotto carico è un righello piegato fatto di cartone bagnato.
Puoi mettere spessori. Puoi regolare. Puoi inseguirlo con spessimetri e preghiere. Ma stai correggendo sintomi di una struttura che non è mai stata analizzata per la deflessione al tonnellaggio di lavoro.
E ogni correzione consuma tempo e fiducia.
Ora parliamo di ciò che i principianti provano quando la piegatura ad aria non si comporta: schiacciano fino in fondo.
Schiacciare fino in fondo significa portare il punzone completamente fino a quando il materiale è costretto strettamente nell’angolo della matrice. Invece che l’angolo sia controllato dalla profondità della corsa, è controllato dalla geometria dell’utensile. Questo riduce la sensibilità a piccoli errori di posizione del pistone. Sembra una soluzione.
Tranne che schiacciare fino in fondo richiede una quantità di tonnellaggio significativamente maggiore — spesso da 3 a 5 volte quello che serve per la piegatura ad aria dello stesso materiale e larghezza. Se per piegare ad aria una lamiera da 1/4 di pollice servono 25 tonnellate, schiacciarla fino in fondo può richiedere valori che superano di gran lunga la reale capacità di un cric da 20 tonnellate.
E quella valutazione di 20 tonnellate? È la forza di picco in condizioni ideali, non il carico sostenuto a metà corsa, con carichi laterali dovuti a un allineamento imperfetto.
Dura verità: quando esaurisci il controllo della corsa e compensi con la forza bruta, moltiplichi lo stress in un sistema che era già al limite.
Su una pressa rigida, costruita appositamente, schiacciare fino in fondo è una scelta calcolata. Su un telaio leggero con un cric a bottiglia, è disperazione — e la disperazione in idraulica è il modo in cui si fanno saltare le guarnizioni e si torcono i telai.
Quindi, se non riesci a controllare la corsa con la precisione necessaria per la piegatura in aria, e non puoi moltiplicare in modo sicuro la tonnellaggio per arrivare a fondo corsa, in quale modalità stai davvero operando?
Ho visto una pressa da officina da 12 tonnellate lanciare una pista di cuscinetto attraverso una stanza quando una fusione economica si è crepata sotto carico. Nessun avviso. Solo un rumore secco e acciaio che si muove più veloce dei tuoi riflessi.
Ora immagina 20 tonnellate concentrate attraverso una punta di punzone stretta. Quella forza reagisce attraverso bulloni in taglio singolo, saldature con penetrazione sconosciuta, piastre laterali che potrebbero non essere perfettamente parallele. Se un bullone si snerva, il carico si redistribuisce istantaneamente sugli altri. Se l’allineamento è errato, il cric subisce un carico laterale per il quale non è mai stato progettato.
I cilindri idraulici sono fatti per spingere in linea retta. Se li carichi lateralmente abbastanza, rigano lo stelo, bloccano le guarnizioni o, peggio, espellono qualcosa sotto pressione.
Dura verità: l’energia idraulica immagazzinata non “cede dolcemente”. Si rilascia.
Quando assembli un kit senza dati pubblicati sulla deflessione, senza tolleranze di allineamento verificate, senza un fattore di sicurezza dichiarato, tu sei l’ingegnere responsabile, che tu lo voglia o no.
Ecco quindi il cambio di prospettiva che devi fare: invece di chiederti “Questo kit è completo?”, inizia a chiederti “A quale tonnellaggio, larghezza e tolleranza d’angolo devo smettere di fingere che sia un’attrezzatura da produzione e ammettere che è uno strumento per la formatura grossolana?”
Perché una volta accettato quel limite, possiamo parlare dell’unico vero compromesso — l’accessorio per pressa da officina — e valutarlo onestamente rispetto a queste leggi fisiche invece che alle speranze.
Hai una pressa a telaio ad H da 20 tonnellate nell’angolo. Cric a bottiglia sopra. Perni del piano regolabili. Inserisci un accessorio per piegatura avvitato: punzone superiore, matrice a V inferiore, una piccola barra di torsione che collega i due lati per evitare che il pistone ruoti. Pompi la leva e la barra piatta si piega. Nessuna saldatura del telaio. Nessuna lavorazione dei piani. Basta avvitarlo e piegare.
Tutti i pezzi erano già lì.
Ecco perché questa è la cosa più vicina a un vero “kit”. La struttura esiste già. Non stai fingendo di progettare un telaio da zero — ne stai usando uno classificato per carichi di compressione. La domanda non è se piega il metallo. Lo fa. La domanda è cosa fa quella struttura al tuo angolo, alla tua ripetibilità e alla tua sicurezza quando smetti di piegare linguette da 1/8 di pollice e inizi a spingere davvero.
Prendi un lavoro semplice: quattro piegature a 90° su acciaio dolce da 1/8 di pollice per creare una staffa di montaggio. Dodici pollici di larghezza. Piegatura in aria su una matrice a V da 1 pollice. È ben entro i limiti di una pressa da 20 tonnellate. L’accessorio mantiene il punzone approssimativamente centrato. Il telaio ad H porta il carico dritto verso il basso. Per pezzi unici? Funziona. Puoi avvicinarti gradualmente all’angolo, verificare con una squadra, dare un’altra pompata.
Dove eccelle è nei lavori a bassa tonnellaggio, di piccola larghezza, con tolleranze permissive. Progetti da garage. Staffe per trattore. Supporti che vengono saldati in assiemi dove un grado o due si perdono nel montaggio.
Ora spingilo.
Stessa pressa. Prova 3/16 di pollice su 24 pollici. Stai sfidando tra 15 e 20 tonnellate per una piegatura in aria, a seconda della larghezza della matrice. I montanti laterali del telaio ad H iniziano ad aprirsi leggermente. Non visibilmente. Pochi millesimi. I perni del piano subiscono carico di flessione invece del puro taglio. La barra di torsione aiuta a evitare che il punzone si avviti, ma non fa nulla contro la deflessione verticale del telaio.
Insegui l’angolo con la corsa.
E qui i principianti si fanno furbi nel modo peggiore. Tagliano intagli di scarico nei pezzi più spessi affinché la pressa “non debba lavorare così tanto”. Ho visto persone incidere piastre da 1/4 di pollice prima della piegatura e poi saldare la fenditura dopo. Non hai risolto un problema di forza — l’hai spostato più avanti. Ora stai smerigliando saldature, lottando contro la distorsione e fingendo che sia precisione. Quella parte diventa un punto d’innesco per cricche, un concentratore di tensione pronto a propagarsi sotto vibrazione.
Ciò che questi accessori compromettono non è solo la coerenza dell’angolo. È la disciplina del processo. Ti tentano a compensare nel punto sbagliato.
Dura verità: se il telaio e il controllo della corsa non riescono a mantenere la geometria, nessuna saldatura successiva renderà la piega “perfetta”.”
Allora guardi il catalogo e pensi: bene, aggiornerò l’attrezzatura.
Puoi acquistare V‑dies temprate, rettificate con precisione. Roba bellissima. Spigoli netti. Angoli inclusi coerenti. Alcuni kit offrono persino martinetti servo‑elettrici al posto del cric a bottiglia — più veloci, più fluidi, ripetibili entro pochi millesimi di pollice di corsa.
Questo conta. Su una macchina rigida.
Ma la precisione non è una caratteristica che si può semplicemente imbullonare.
Immagina che la corsa del martinetto sia ripetibile entro ±0,002 pollici. Sembra precisa. In una normale piega ad aria in acciaio dolce, pochi millesimi di corsa possono variare l’angolo di quasi un grado a seconda della larghezza della matrice. Ora aggiungi a questo un telaio che si flette di un millimetro a metà campata sotto carico — abbiamo già parlato di come ciò trasformi il tuo 90° in un sorriso o in un broncio lungo 24 pollici. L’angolo della matrice è perfetto. L’acciaio non se ne cura. Segue la direzione della forza.
E quella barra di torsione? Sincronizza il movimento sinistro e destro in modo che il punzone non si inclini. Bene. Necessario. Ma non introduce la bombatura — quella curvatura intenzionale verso l’alto che le presse industriali lavorano nel banco per contrastare la flessione. Il tuo telaio a H è stato progettato per pressare cuscinetti e boccole, non per mantenere la tolleranza angolare lungo la larghezza.
Ora aggiungi i limiti di forza. Alcuni accessori servo‑elettrici si fermano ben al di sotto della portata idraulica. Sono rapidi e ripetibili — finché non provi 1/4 di pollice su piena larghezza e semplicemente finisci la spinta. Poi torni al cric a bottiglia, andando a fondo corsa perché la piega ad aria non raggiunge l’angolo in modo coerente.
Dura verità: quando compensi la flessione strutturale con più forza, stai caricando perni, saldature e guarnizioni del cric in modi per cui la pressa non è mai stata progettata.
Un accessorio per pressa da officina con matrici di pregio su un leggero telaio a H è come montare un carburatore da corsa su un motore da tosaerba — promessa rumorosa, stessa base.
Allora dove ci lascia tutto questo?
Immagina questo: ti servono otto staffe identiche per costruire un rimorchio. Tolleranza? Entro due gradi. Larghezza? Dieci pollici. Materiale? 1/8 di pollice. Un accessorio per pressa da officina ti porterà al risultato se lavori con metodo — segna la posizione della corsa, esegui pieghe di prova dallo stesso lotto, accetta piccole variazioni di ritorno elastico. Per un garage domestico è un compromesso razionale.
Ora immagina cinquanta pezzi. O 3/16 di pollice a piena larghezza della pressa. O un progetto in cui l’allineamento dei fori dopo la piega deve rientrare in un sedicesimo di pollice. La mancanza di regolazione a fine corsa, la flessione del telaio, la dipendenza dal “sentire” alla leva della pompa — tutti fattori che si sommano. Passi più tempo a misurare e correggere che a piegare.
Un tizio salda un telaio con travi a I di scarto, installa un cilindro idraulico, piega puliti angoli di 90 davanti alla telecamera, sorride. Quello che non si vede è il decimo pezzo, il ventesimo, il modo in cui l’angolo varia man mano che il telaio si scalda e i perni si consumano, il dubbio crescente sul fatto che quell’ultima pompata fosse uguale alle altre.
Dura verità: questo setup è uno strumento di formatura grezza che può essere usato in sicurezza entro i suoi limiti — lamiera sottile, larghezza moderata, tolleranze permissive — e diventa un azzardo al di fuori di essi.
Se accetti quel confine, l’accessorio per pressa da officina è il compromesso più onesto che troverai in una scatola. Se non lo accetti, cercherai di farlo comportare come una vera pressa piegatrice e ti incolperai quando la fisica avrà la meglio.
Strumenti necessari:
Quindi, se il modello a bulloni è onesto ma limitato, cosa succede quando si passa ai kit di piegatrici da saldare in proprio che promettono “rigidità reale” — e quali nuove insidie arrivano con quell’acciaio extra?
Stai pensando: bene. Se gli accessori a bulloni flettono e ti ingannano, allora salderò un telaio vero. Più acciaio. Piastre laterali più spesse. Problema risolto.
Ho visto un costruttore disporre uno di questi kit su un banco da saldatura. Due piastre laterali tagliate al laser, forse spesse 3/4 di pollice. Una piastra di base. Un supporto per il punzone. Alcune barre di guida. Un cilindro idraulico con occhiello. Tutti i pezzi erano presenti. Ha puntato i montanti, li ha controllati con una squadra da carpentiere, poi li ha saldati a pieno calore. Sembrava robusto.
Primo piegamento di prova? Quasi 90. Secondo? 92 a sinistra, 89 a destra.
Quindi, cosa è realmente cambiato?
Apri uno di questi kit e non ricevi una macchina. Ricevi pezzi.
Le piastre laterali sono tagliate alla fiamma o al laser. Questo significa che i bordi hanno zone termicamente alterate e una leggera conicità. La piastra di base può essere abbastanza piatta per un gancio da traino, ma non è rettificata di superficie. Il punzone e la matrice sono spesso generici—induriti, sì—ma non abbinati come set, non qualificati in altezza, non garantiti di condividere la stessa altezza di chiusura. L’altezza di chiusura è semplicemente la distanza a macchina chiusa tra il punzone e il banco quando il punzone raggiunge il fondo della matrice. In una vera piegatrice, quella dimensione è controllata entro pochi millesimi di pollice.
Qui? È “approssimativa”.”
Ho misurato piastre tagliate al laser che presentavano una non planarità di 0,010–0,020 pollici su due piedi solo a causa di tensioni residue. Salda quella in un telaio a C senza distensione e fissi quella torsione in modo permanente. Ora il tuo martinetto si muove attraverso una geometria che non è mai stata perpendicolare fin dall’inizio. Puoi spessorare. Puoi rettificare. Ma stai correggendo una distorsione che era già intrinseca prima ancora di accendere il saldatore.
E l’attrezzatura? Le matrici a V generiche funzionano—fino a un certo punto. Ma le officine professionali che vogliono eliminare i problemi di allineamento non aggiungono solo tonnellaggio; passano ad attrezzature rettificate di precisione in modo che la forza si distribuisca uniformemente lungo tutta la lunghezza. Quel contatto uniforme è ciò che mantiene costante l’angolo lungo 24 pollici. Se le spalle della matrice variano di qualche millesimo di pollice in altezza da un’estremità all’altra, anche il tuo angolo varierà di conseguenza. Nessuna saldatura del telaio corregge questo difetto.
La dura verità: quando niente nel kit è lavorato in piano o abbinato come sistema, la precisione diventa semplicemente ciò che le tue capacità di fabbricazione riescono a salvare.
Quindi, da dove arriva la precisione mancante?
Guarda un costruttore attento assemblare uno di questi. Le barre di guida installate per prime per “mantenere l’allineamento”. Il porta‑punzone fatto scorrere, le ganasce serrate. Una linea con lo Sharpie sul pistone per segnare la profondità. Prova di piega. Misurazione. Regolazione. Prova di nuovo.
Sta costruendo la precisione per iterazione.
C’è un motivo per cui le presse piegatrici industriali possono mantenere ±0,3 gradi tutto il giorno con piegatura ad aria. Non sono magicamente più rigide in ogni punto; hanno superfici di riferimento controllate—letti lavorati a macchina, altezze degli utensili abbinate, sistemi di corsa calibrati—e spesso sensori per compensare. La geometria è nota prima che il primo pezzo venga inserito.
Il tuo telaio “saldalo tu” non ha geometria nota a meno che tu non la crei. Questo significa:
Se un lato del tuo telaio si tira verso l’interno di 0,015 pollici durante la saldatura, il pistone seguirà leggermente fuori dal verticale. Con 15 tonnellate, tale disallineamento si traduce in un carico non uniforme sulla matrice. Una spalla morde per prima. L’altra recupera. La piega diventa un sottile effetto a vite.
Non è un problema estetico. È un punto di concentrazione di stress pronto a manifestarsi nei pezzi strutturali.
Potresti lavorare il letto dopo la saldatura? Sì—se possiedi una fresatrice abbastanza grande, sai come indicare una saldatura deformata e sei disposto a pagare per utensili che possano affrontare incrostazioni e durezza. La maggior parte dei costruttori domestici no. Si affidano a saldature accurate e alla speranza.
La speranza non è un sistema di misurazione.
E anche se ottieni l’allineamento al momento dell’assemblaggio, l’acciaio si muove. Il calore della saldatura introduce stress residuo. Senza rilievo dello stress—riscaldamento e raffreddamento controllati per normalizzare la struttura—il telaio può deformarsi col tempo. Il decimo pezzo potrebbe non corrispondere al primo.
Quindi cosa fa questo all’argomento del “budget”?
Facciamo un semplice ipotetico.
Il kit costa meno di una piccola piegatrice da banco. Risparmi subito. Passi un weekend a saldare. Poi un altro per mettere a punto l’allineamento. Butti via tre pezzi di prova in lamiera da 3/16 di pollice inseguendo l’angolo perché i tuoi segni di corsa non erano ripetibili sotto carico. Comprerai un comparatore per misurare la deflessione del pistone. Sostituisci la matrice generica dopo aver notato spalle inconsistenti. Ora stai cercando comunque utensili rettificati di precisione.
Quello è il secondo pagamento.
Ho visto persone inseguire un errore di mezzo grado per giorni. Inserire spessori sotto la matrice. Ri‑saldare un rinforzo. Aggiungere una barra superiore di legatura. Ogni modifica influisce su qualcos’altro perché il sistema non è mai stato progettato come una macchina unificata. È come regolare un carburatore su un motore con il blocco crepato—rumore e movimento, ma nessuna base stabile.
Nel frattempo, il tuo tempo ha valore, anche se fingi di no. Due weekend di ricerca guasti equivalgono alla differenza di prezzo che pensavi di evitare. E ancora non hai ripetibilità documentata—solo una configurazione che hai paura di toccare.
Verità dura: la falsa economia non è solo denaro; è fiducia. Quando non ti fidi della macchina, misuri troppo, compensi troppo e rallenti fino a un’andatura da lumaca.
I pacchetti “saldalo‑tu” possono funzionare. In mani capaci, con accesso alla lavorazione, con pazienza. Ma se ne hai acquistato uno per sfuggire ai limiti degli accessori imbullonati, hai semplicemente scambiato la flessione visibile con errori di geometria invisibili.
Quindi, se i kit imbullonati sono onesti ma limitati, e i pacchetti “saldalo‑tu” richiedono competenze da costruttore di macchine per ottenere una vera precisione, cosa ti offre una pressa piegatrice da banco progettata appositamente che acciaio extra e sudore non possano dare?
Ho osservato una pressa piegatrice da banco da 24 pollici prendere una striscia da 3/16 di pollice e assestarsi nella piega senza che il telaio tremasse. Nessun lamierino di spessore fissato al punzone. Nessun segno di Sharpie che si spostava lateralmente. Il martinetto è sceso, il punzone ha toccato la V, e entrambe le estremità dell’angolo hanno letto lo stesso valore sul calibro.
Ecco cosa ti dà il denaro extra: una macchina che è stata lavorata come un sistema prima che tu la toccassi.
Non magia. Non marchio. Geometria che non hai dovuto inventare.
Vedrai “20 ton” in un catalogo e la tua mente ci si bloccherà. Sembra robusto. Ma se metti un comparatore sul piano di un leggero telaio a C sotto 15 ton, lo vedrai muoversi di qualche millesimo al centro. Questa deflessione cambia l’apertura V effettiva mentre il punzone scende. Cambia la V di un capello, cambi l’angolo di piega.
Su una pressa piegatrice da banco progettata appositamente, le colonne sono più spesse, sì — ma soprattutto, le facce del banco e del martinetto sono lavorate parallele dopo la saldatura. Ciò significa che quando il carico aumenta, entrambe le estremità lo condividono uniformemente. Il telaio flette comunque. Ogni telaio flette. Ma flette in modo prevedibile, simmetrico, entro un intervallo calcolato dal progettista.
Una valutazione di tonnellaggio grezzo ti dice quanto può spingere il cilindro. Non dice nulla su come la struttura reagisce quando lo fa.
Ho visto cataloghi di utensili giocare con unità e angoli acuti per gonfiare i numeri di capacità. Ottantuno ton corte per piede sembrano più grandi di settantatré ton lunghe per piede, e pochi hobbisti colgono la differenza. Utensili acuti possono far salire la valutazione anche. Pensi di avere margine. Non ce l’hai.
Verità dura: se il telaio si allarga sotto carico, quella forza smette di essere verticale e comincia a camminare lateralmente verso bulloni, perni e spalle del punzone. È schegge pronte a volare.
Una pressa piegatrice dedicata non è immune a calcoli sbagliati. Devi comunque calcolare materiale, spessore, lunghezza. Ma parti da una struttura progettata per portare il carico dritto verso la base, non attraverso qualsiasi sequenza di saldatura che sei riuscito a fare nel tuo garage.
Strumenti necessari:
Quindi la rigidità mantiene le cose dritte sotto pressione. Ma dritto non è lo stesso che preciso, giusto?
Prendi un pezzo etichettato 4,0 mm. Misuralo. Potresti ottenere 3,85 mm. Quella differenza di 0,15 mm non sembra molto finché non ricordi che il tonnellaggio scala approssimativamente con il quadrato dello spessore nella piegatura ad aria. Piccolo cambiamento di spessore, maggiore cambiamento di forza. Maggiore cambiamento di forza, diversa resilienza elastica.
Anche le presse piegatrici CNC di fascia alta hanno in media circa mezzo grado di variazione senza sofisticati sistemi di feedback e compensazione dinamica. Mezzo grado — su macchine che costano più di una casa. E quella variazione spesso deriva dall’inconsistenza del materiale, non da telai montati male.
Quindi, quando senti dire “questa $2.000 pressa da banco è precisa”, capisci cosa significa. Significa che il martinetto si muove in modo perpendicolare al piano di lavoro. Significa che le altezze degli utensili sono abbinate. Significa che la tua estremità sinistra non piega a 92° mentre la destra resta a 89° perché una spalla della matrice è più alta.
Non significa che la macchina annulli acciaio scadente, misure saltate o configurazioni approssimative.
Dura verità: una pressa rigida e allineata riprodurrà fedelmente i tuoi errori con coerenza professionale. È una ghigliottina pronta per le tue tolleranze.
La differenza tra “può piegare” e “può piegare con precisione” è la ripetibilità. Se pieghi otto staffe identiche da 1/8 di pollice e finiscono tutte entro lo stesso intervallo di mezzo grado, puoi compensare una volta sola e andare avanti. Con un kit assemblato, stai compensando ogni pezzo perché il punto di riferimento cambia.
La precisione non riguarda la perfezione. Riguarda un riferimento stabile su cui puoi fare affidamento.
E questo ci porta alla parte che fa tossire per il prezzo.
Aprendo la cassa di una buona pressa da banco, il punzone e la matrice sono abbinati alla larghezza della macchina, rettificati a un’altezza coerente e bloccati in modo ripetibile. La barra di serraggio non è una pila di bulloni che stringi “più o meno uguale” ogni volta. È un sistema.
Potresti acquistare utensili rettificati di precisione separatamente e fissarli a un kit saldato? Certo. Somma i costi. Poi aggiungi il tempo per lavorare o spessorare il piano affinché gli utensili si appoggino realmente in piano. Tutti i pezzi erano lì, sulla carta, con l’opzione più economica — telaio, cilindro, matrici. Ma la precisione non è una caratteristica che si aggiunge con dei bulloni.
Un tizio salda un telaio con travi a doppia T recuperate, monta un cilindro idraulico, piega dritti a 90° davanti alla telecamera, sorride. Quello che non vedi è l’ora che ha passato a regolare la matrice con spessimetri, o il fatto che sta piegando sempre la stessa lamiera di acciaio dolce tollerante.
Gli utensili integrati non eliminano la necessità dei calcoli. Anche i produttori ti diranno di considerare il materiale, la lunghezza e il margine di sicurezza ogni volta. Non esiste un “questa pressa vince” universale solo in base alla potenza. Quello per cui paghi è che l’altezza del punzone corrisponde alla corsa del martinetto, la sede della matrice corrisponde al piano, e il metodo di bloccaggio non introduce una torsione ogni volta che lo serri.
Dura verità: mescolare utensili generici con geometrie di telaio sconosciute è una trappola per dita pronta per il tuo portafoglio.
Il prezzo quattro volte superiore è giustificato? Se pieghi solo qualche linguetta ogni tanto, forse no. Se ti aspetti che i pezzi coincidano anche il mese prossimo, o se dai più valore al tuo tempo che all’acciaio di scarto, quel sovrapprezzo ti compra una macchina che non vacilla quando l’ago della tonnellata sale — e quella stabilità è ciò che ti permette di concentrarti sulla scelta dei materiali e degli utensili invece di ricostruire la pressa tra un lavoro e l’altro.
E una volta che accetti che telaio e utensili sono solo una parte del conto, inizi a notare qualcos’altro che si accumula silenziosamente sullo sfondo.
Stai fissando il cartellino del prezzo sulla macchina e pensi che quello sia il numero. Non lo è.
La pressa è solo il muscolo. Gli utensili sono i denti. E i denti sono quelli che toccano davvero il lavoro.
Puoi comprare un piccolo telaio rigido da banco per pochi mila euro e sentirti come se avessi battuto il sistema. Poi apri un catalogo di utensili e scopri che un singolo punzone rettificato di precisione e una matrice a V abbinata costano un quarto di quanto hai pagato per tutta la pressa. È lì che ti si stringe lo stomaco. Perché ora capisci che la macchina “completa” in realtà non ha completato nulla — ti ha solo portato alla linea di partenza.
Questo è il moltiplicatore di cui nessuno parla.
Perché la matrice è dove la geometria diventa realtà.
Una matrice per pressa piegatrice non è solo un pezzo di acciaio con una scanalatura. È fresata dritta, spianata piatta, trattata termicamente per resistenza all’usura e rettificata affinché angolo e altezza rimangano entro tolleranze strette. Quel ±0,5° di cui senti parlare sulle macchine di qualità? È possibile solo perché il raggio della punta del punzone, l’angolo della matrice e l’altezza delle spalle sono coerenti lungo tutta la lunghezza.
Quando il martinetto scende, la macchina applica solo forza. La matrice decide come quella forza si trasferisce nel materiale. Se le spalle non sono pari, il carico si sposta lateralmente. Se l’angolo è fuori di un grado, ogni piega porta con sé quell’errore. Dura verità: utensili scadenti trasformano un percorso di carico dritto in una lotta laterale, ed è un dente incrinato che aspetta solo di accadere.
Non stai pagando per l’acciaio. Stai pagando per geometria controllata sotto carico.
E la geometria controllata richiede processi industriali che il tuo garage non possiede.
Risposta breve? Non se tieni alle tue dita o ai pezzi finiti.
Ho visto persone saldare un blocco a V partendo da piastre, molarlo “abbastanza vicino” e chiamarlo una matrice iniziale. Piegano acciaio dolce sottile. Una volta. Forse due. Poi le spalle si deformano a fungo, l’angolo si apre e il tuo 90 diventa 93 ad un’estremità e 88 all’altra. Stampe in plastica? Vanno bene per prove di ingombro e sperimenti sulle tolleranze di piega. Sotto carico reale si deformano come burro caldo.
La superficie della matrice subisce stress di contatto concentrati. Significa pressione localizzata abbastanza alta da provocare brinell — ovvero ammaccature permanenti — negli acciai più morbidi. Senza un adeguato trattamento termico e finitura superficiale, la superficie della matrice si grippa, trasferisce materiale e rovina il pezzo. A quel punto non sei solo impreciso. Stai rovinando pezzi.
Dura verità: utensili fatti in casa sotto carico reale sono come un martello di vetro — sembrano solidi, si frantumano quando conta.
Potresti cavartela per lavori prototipali con materiale tollerante e basso volume? Certo. Ma nel momento in cui ti serve ripetibilità o passi a materiale più duro, finirai comunque per comprare utensili veri. E ti pentirai di non averli messi a budget invece di fingere che il kit fosse tutto l’investimento.
Quindi cosa decide realmente se i soldi che hai speso erano una mossa intelligente o stupida?
Il sistema di bloccaggio e allineamento.
Non il cilindro. Non lo spessore del telaio. Il modo in cui il punzone e la matrice si posizionano, registrano e si ripetono quando li scambi.
Se i tuoi utensili non si appoggiano su una superficie di riferimento lavorata — piatta, parallela, coerente — ogni cambio diventa un tiro a indovinare. Allenti bulloni, colpisci con un martello, stringi un lato e poi l’altro, sperando di non aver introdotto una torsione. Ogni setup costa tempo. Se il tempo del tuo laboratorio vale qualcosa, è denaro reale che si sta dissipando.
Nei sistemi di fascia più alta, gli utensili si posizionano contro spalle temprate o chiavi di precisione. Le altezze sono standardizzate. Puoi togliere una matrice a V da 4 pollici e inserire una da 2 pollici, e la relazione col martinetto resta nota. È ciò che rende sensata l’uso di matrici progressive o speciali anche in un piccolo laboratorio — perché la macchina può tornare allo zero senza drammi.
Il moltiplicatore non è solo il prezzo degli utensili. È il tempo di setup, il tasso di scarti e il costo di inseguire errori che non erano nell’acciaio fin dall’inizio.
E una volta che lo capisci, smetti di chiedere, “Qual è il kit completo più economico?” e inizi a chiedere una domanda migliore: dati il materiale che piego, le quantità che produco e il rischio che sono disposto a tollerare — dove spendo per la rigidità, e dove accetto compromessi?
Non si comincia dalla macchina.
Si comincia dall’acciaio che hai davvero intenzione di piegare, da quante volte prevedi di piegarlo e da quanto ti arrabbierai quando il decimo pezzo non corrisponderà al primo. Tutti gli elementi erano lì — tabelle di tonnellaggio, kit luccicanti, cilindri idraulici con grandi numeri impressi sopra — ma nulla di tutto ciò conta fino a quando non definisci il tuo vero carico di lavoro. Perché la tua prima mossa non riguarda l’acquisto di capacità. Riguarda la scelta di quale limitazione puoi accettare.
Allora, quali sono i numeri che ti mettono in gabbia?
Lo spessore è la misura della lamiera. Lo spessore determina il tonnellaggio. Il tonnellaggio determina la sollecitazione del telaio.
Questo è il primo muro.
Un dolce 16 gauge su una flangia corta è un mondo. Un quarto di pollice su due piedi è un altro. La forza non scala in modo educato; cresce rapidamente, e ogni tonnellata extra cerca di allargare il telaio, torcere il martello e spingere di lato il punzone. Dura verità: quando ti avvicini al tonnellaggio massimo di una macchina, la stai caricando come una campana crepata — a un colpo di distanza da una deformazione permanente.
Il materiale è il secondo muro. L’alluminio perdona. L’acciaio dolce tollera. L’acciaio ad alta resistenza reagisce e si apre dopo la piega — questo è il ritorno elastico, il metallo che rimbalza elasticamente una volta rilasciata la pressione. Se la tua piegatrice non ritorna sempre nella stessa posizione inferiore, passerai il pomeriggio a inseguire gli angoli.
Poi il raggio di piega — la curva interna della piega. Troppo stretto per il materiale e stai stirando le fibre esterne oltre il loro limite. I pezzi si incrinano vicino ai fori, le flange si deformano, e il tuo “90” diventa un terno al lotto perché il metallo cede in modo irregolare attraverso il suo spessore.
Questi tre numeri — spessore, tipo di materiale, raggio desiderato — decidono quanta struttura e precisione di allineamento devi pagare. In quale profilo ti inserisci davvero?
Se pieghi acciaio dolce da 14–18 gauge, flange corte, pochi pezzi per volta, una conversione di pressa da officina può essere un lavoro onesto.
Onesto. Limitato.
Accetti che il banco non sia perfettamente parallelo. Accetti di non avere un riscontro posteriore — cioè la battuta che determina la lunghezza della flangia — quindi misuri e marchi ogni pezzo grezzo. Accetti che un solo cilindro idraulico significhi che il martello può inclinarsi leggermente se una guarnizione perde, e tale deriva si traduce in un lato della piega che si chiude più stretto dell’altro.
Dura verità: una pressa a cilindro singolo sotto carico irregolare è come un righello piegato fatto di cartone bagnato.
Per le “staffette del weekend”, quel compromesso può essere razionale. Stai scambiando ripetibilità con prezzo. Stai scambiando velocità con semplicità. Se una flangia è fuori di un grado, la aggiusti in una morsa e vai avanti.
Strumenti necessari:
Ma cosa succede se vuoi vendere quelle staffe invece di fissarle solo al tuo muro?
Nel momento in cui prometti date di consegna, la matematica cambia.
Ora ti importa che il pezzo #1 e il pezzo #50 coincidano entro mezzo grado. Ora ti importa che le lunghezze delle flange si ripetano senza dover misurare di nuovo ogni pannello. È qui che una vera piegatrice da banco — con superfici di serraggio lavorate e guida sincronizzata del punzone — smette di essere un lusso e inizia a essere un’assicurazione.
Non perché sia più potente.
Perché è coerente.
Una piegatrice dedicata è costruita attorno al parallelismo. Il punzone e la matrice si appoggiano su superfici di riferimento che sono state lavorate a squadra rispetto al telaio. Quella geometria significa che quando pieghi leggermente di più per compensare il ritorno elastico — e succederà — la correzione si applica uniformemente su tutta la larghezza.
Dura verità: sovraccaricare anche una piegatrice da banco oltre il tonnellaggio nominale è una deformazione del telaio a rallentatore, e i telai deformati non tornano mai come prima.
Se il tuo lavoretto include materiale più spesso “ogni tanto”, non compri la piegatrice che a malapena lo gestisce. O aumenti la capacità o ridisegni il pezzo. La precisione non è una caratteristica che puoi aggiungere in seguito; è integrata nella struttura che scegli il primo giorno.
Strumenti necessari:
E se i tuoi numeri non giustificano possedere nulla?
Ecco la parte che nessuno vuole sentire.
Se ti servono dieci piegature pesanti in lamiera da 3/8 di pollice due volte l’anno, comprare una qualsiasi piegatrice è vanità, non economia. Un’officina di fabbricazione con una macchina da 100 tonnellate e con adeguata curvatura — che è compensazione controllata della deflessione lungo il banco — realizzerà i tuoi angoli in un’unica configurazione.
Puoi spendere migliaia per evitare di pagarne poche centinaia.
Dura verità: costringere una macchina leggera a svolgere lavori pesanti è una scheggia pronta a partire.
L’outsourcing non è una resa. È ammettere i propri limiti strutturali e investire il denaro dove si controllano davvero le variabili — taglio, saldatura, finitura. Si mantiene il lavoro con lamiere sottili internamente con un setup modesto, e si esternalizzano i rari “mostri” che altrimenti spingerebbero l’attrezzatura oltre i suoi limiti di sicurezza.
Ecco la prospettiva che voglio che tu porti avanti:
Abbina la struttura allo sforzo e la precisione alla promessa.
Lo spessore e il materiale ti indicano lo sforzo. Il volume e le aspettative del cliente ti indicano la promessa. Dove lo sforzo è basso e le promesse sono informali, puoi permetterti di compromettere la struttura. Dove lo sforzo è alto o le promesse sono rigide, investi prima in allineamento e capacità — oppure lascia che qualcun altro si prenda il carico.
Questa è la tua prima mossa.


















