

В прошлом месяце парень привёз в мою мастерскую “полный комплект листогиба” в багажнике хэтчбека. Две стальные боковые пластины, бутылочный домкрат, горсть болтов и обещание, напечатанное на коробке: Гните лист толщиной 1/4 дюйма дома.
Он поставил это на мой пол, как железную дорогу под ёлкой на Рождество. Все детали были на месте. Всё, что ему нужно было — просто скрутить их вместе.
Вот в этом и иллюзия.
Когда вы покупаете набор железной дороги, вы покупаете замкнутую систему. Рельсы подходят друг к другу. Блок питания соответствует мотору. Инструкции не предполагают ничего о вашем подвале, кроме того, что он ровный.
Листогиб — это не замкнутая система. Это машина, которая сопротивляется. Она проталкивает сталь за предел её предела текучести — это точка, где металл перестаёт пружинить обратно и начинает оставаться согнутым — и делает это с тысячами фунтов силы, сосредоточенной вдоль режущей кромки.
Горькая правда: если хоть один элемент в пути этой силы слаб — рама, ползун, инструмент, крепёж, пол — то самое слабое звено превращается в осколки, готовые разлететься.
Так что, когда вы набираете в поиске “комплект листогиба”, что именно вы ожидаете увидеть в коробке?
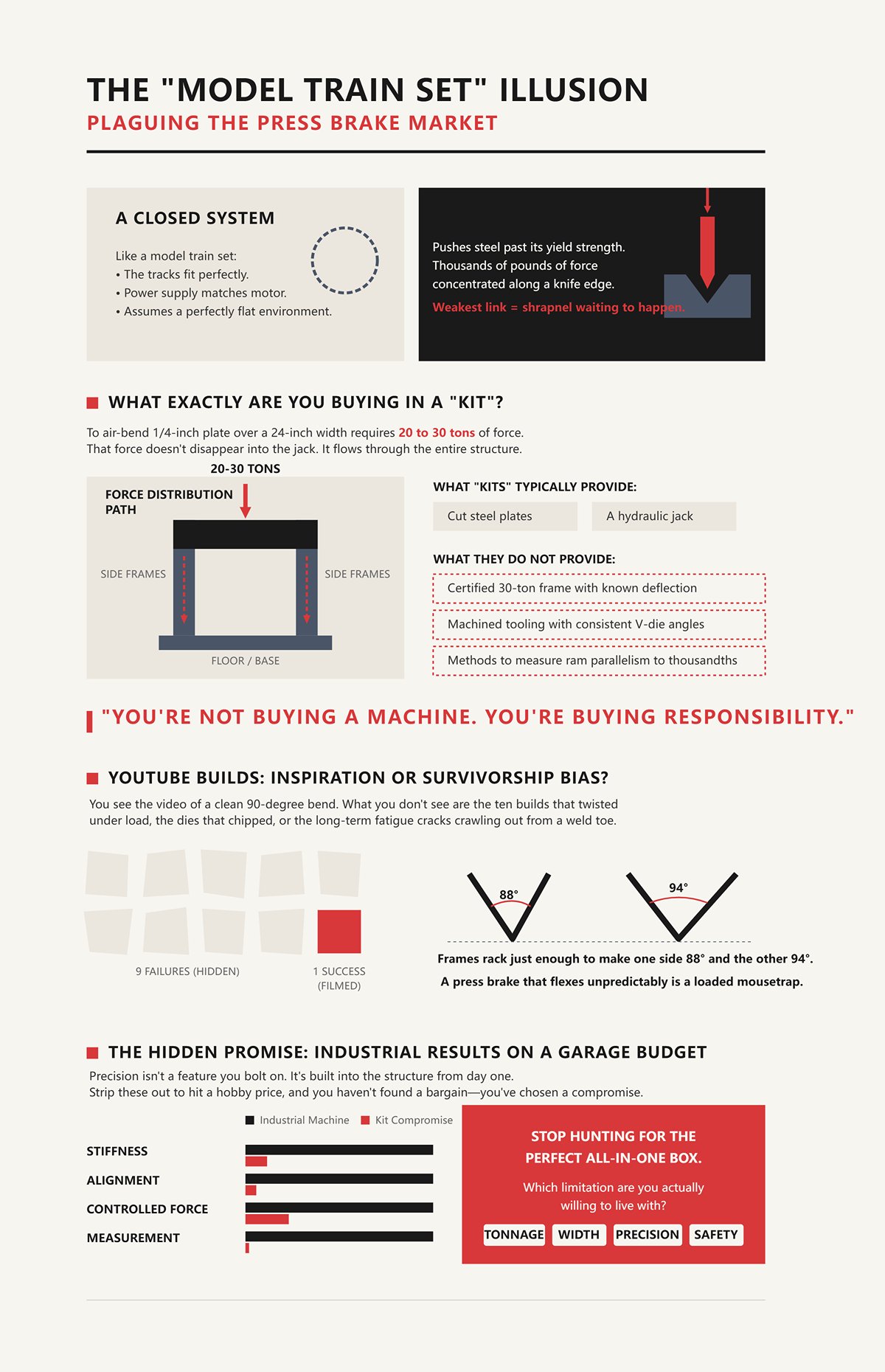
Давайте возьмём утверждение про 1/4-дюймовую мягкую сталь. Чтобы согнуть на воздухе лист толщиной 1/4 дюйма, скажем, на ширину 24 дюйма, вам потребуется примерно от 20 до 30 тонн усилия в зависимости от раскрытия матрицы. Эта сила не исчезает в домкрате. Она проходит через ползун, в боковые рамы, вниз в то, к чему вы его прикрутили.
Большинство “комплектов” дают вам нарезанные пластины и домкрат. Они не дают вам сертифицированную 30-тонную раму с известным прогибом под нагрузкой. Они не дают вам обработанный инструмент с постоянными углами V-матрицы. И уж точно не дают способ измерить параллельность ползуна с точностью до нескольких тысячных дюйма.
Вы покупаете не машину. Вы покупаете ответственность.
И если в коробке нет инженерных расчётов по прогибу, выравниванию и повторяемости, то кто именно должен решить эту задачу, когда сталь начнёт двигаться?
Вы видели эти видео. Парень сваривает раму из обрезков двутавра, вставляет гидроцилиндр, гнёт ровные 90 градусов на камеру, улыбается.
Чего вы не видите — это десять сборок, которые повело под нагрузкой, матрицы, которые скололись, рамы, которые перекосились настолько, что одна сторона изгиба получилась 88 градусов, а другая — 94. Камеры не измеряют конусность. Они не показывают долгосрочные усталостные трещины, ползущие от начала сварного шва.
Горькая правда: листогиб, который гнётся непредсказуемо, — это заряженная мышеловка, готовая к вашим пальцам.
Сборки, которые доживают до съемки, — это исключения: изготовитель, который понимает пути нагрузки, последовательность сварки и концентрацию напряжений. Если вы не знаете эти слова на уровне интуиции, вы копируете план… или играете в азартную игру?
Посмотрите, куда сейчас идут реальные деньги в прессах с гибочным тормозом: многоосевые станки с ЧПУ, электрические приводы с точными упорами, программное обеспечение, которое моделирует упругий возврат до первого изгиба. Мастерские платят за это, потому что повторяемость — это прибыль.
Рынок наборов шепчет что-то соблазнительное: вы можете пропустить всё это и всё равно получить чистые, ровные, пригодные для производства изгибы в гараже на одну машину.
Но точность — это не функция, которую можно прикрутить. Это жесткость, выравнивание, контролируемое усилие и измерение — заложенные в конструкцию с первого дня. Уберите их ради достижения цены для хобби, и вы не нашли выгодную сделку. Вы сделали выбор в пользу компромисса, признаете вы это или нет.
Так что перемена, которую я хочу, чтобы вы сделали, заключается в следующем: перестаньте искать идеальный универсальный ящик и начните спрашивать, с каким ограничением — тоннаж, ширина, точность или запас прочности — вы действительно готовы жить, когда опускается ползун.
Теперь вы задаёте правильный вопрос: если “полный набор” не реален, как решить, какой уровень возможностей и риска вы действительно готовы принять?
Отлично. Это момент, когда вы перестаёте покупать как потребитель и начинаете думать как изготовитель.
Прошлым летом я настраивал промышленный тормоз длиной 10 футов с новыми уплотнениями и откалиброванным инструментом. Температура в цеху изменилась примерно на 12°C с утра до вечера. Этого хватило, чтобы сместить нижнюю мёртвую точку — точнейший самый нижний момент хода ползуна — примерно на 0,04 мм. На бумаге это звучит микроскопически. На детали с допуском изгиба ±0,5° это было разницей между сдачей и браком.
Эта машина весит больше, чем ваш пикап.
Если тепловой дрейф может сместить в сторону климат-контролируемый серво-гидравлический тормоз, то что, по-вашему, делает бутылочный домкрат в сборной раме, пока вы качаете «на ощупь»?
Вы выбираете не между “дешевым” и “дорогим”. Вы выбираете, сколько неконтролируемого движения вы готовы терпеть в системе, которая умножает маленькие ошибки в заметные.
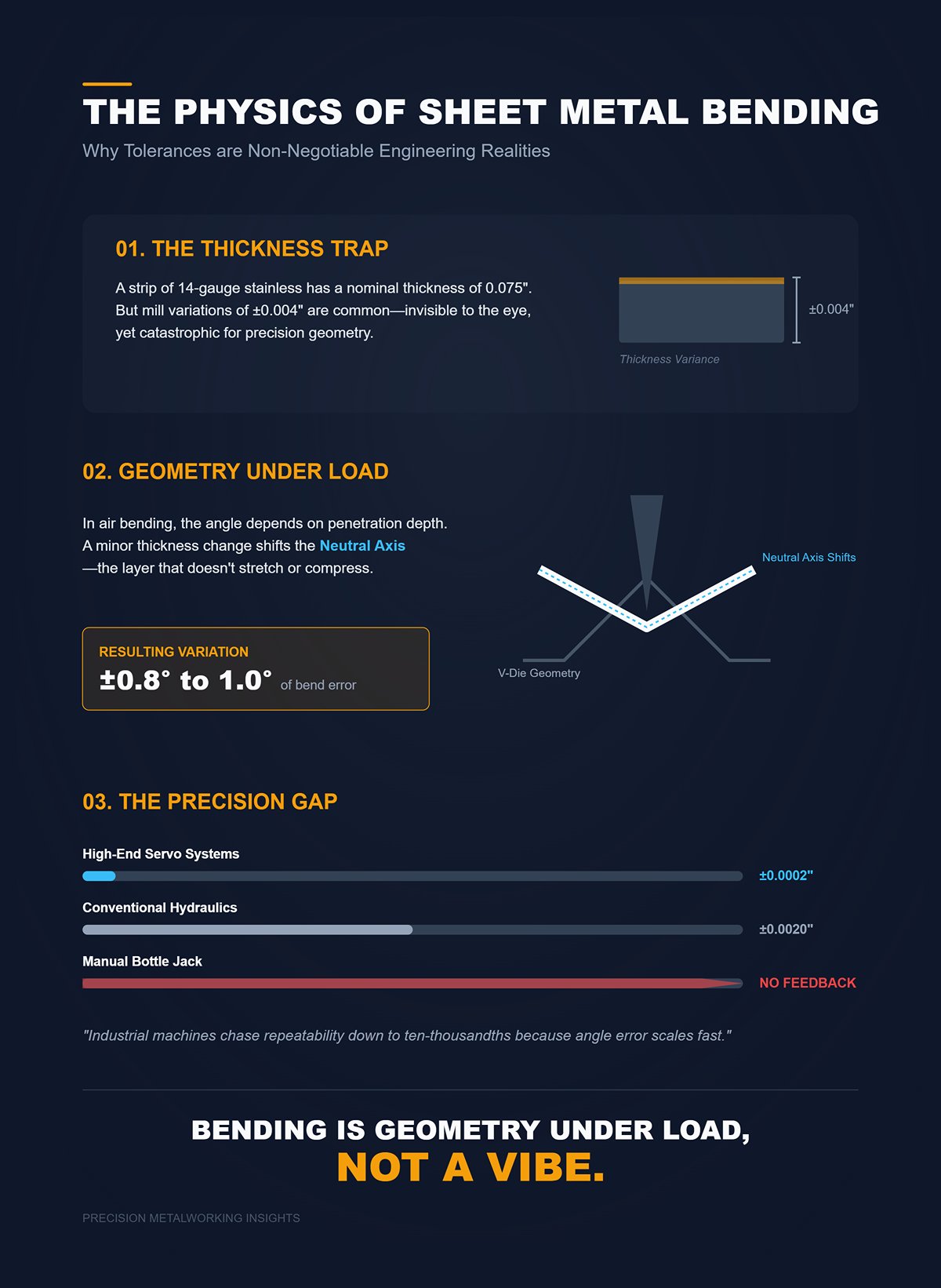
Возьмите полоску нержавейки толщиной 14 gauge. Номинальная толщина может быть 0,075 дюйма. Теперь представьте, что поставщик прислал вам партию с колебанием ±0,004 дюйма между листами. Это не кажется большим — вы едва можете это увидеть.
При гибке в воздухе — когда пуансон вдавливает лист в V-образную матрицу, не доходя до упора — угол изгиба зависит от того, насколько глубоко пуансон проникает относительно толщины. Небольшое изменение толщины меняет положение нейтральной оси (слоя, который не растягивается и не сжимается) внутри материала. Это смещает упругий возврат. На нержавейке одно это колебание толщины может привести к примерно ±0,8–1,0° вариации изгиба, если вы не корректируете нижнюю позицию.
И это ещё до того, как мы заговорим о прогибе рамы. До дрейфа ползуна. До износа инструмента.
Так что, когда набор обещает “90° изгибы”, что это вообще значит? Девяносто на какой толщине, с какого завода, при какой температуре, с какой глубиной проникновения?
Горькая правда: гибка — это геометрия под нагрузкой, а не настроение.
Промышленные машины стремятся к повторяемости до нескольких десятитысячных дюйма в положении ползуна, потому что ошибка угла быстро масштабируется. Высококлассные серво-системы могут повторять с точностью примерно ±0,0002 дюйма хода. Обычная гидравлика может иметь ±0,002 дюйма — на порядок менее точная — и это может означать примерно ±1° колебания на типичной гибке в воздухе.
Ваш бутылочный домкрат не имеет энкодера. Нет обратной связи. Только ваша рука и манометр.
Вы понимаете, к чему это ведёт.
| Раздел | Содержание |
|---|---|
| Пример материала | Нержавеющая сталь толщиной 14 калибра с номинальной толщиной 0,075 дюйма |
| Вариация толщины | Отклонение поставщика ±0,004 дюйма по листам |
| Метод гибки | Гибка на воздухе (пуансон вдавливает лист в V-образную матрицу без полного упора) |
| Ключевая зависимость | Угол гиба зависит от глубины проникновения пуансона относительно толщины материала |
| Влияние нейтральной оси | Изменения толщины смещают положение нейтральной оси, влияя на упругий возврат |
| Вариация получаемого угла | На нержавеющей стали отклонение толщины ±0,004 дюйма может вызвать примерно ±0,8°–1,0° вариацию угла гиба без регулировки нижнего положения |
| Дополнительные переменные | Гибкость рамы, дрейф ползуна и износ инструмента дополнительно влияют на точность |
| Сомнение в “гибах на 90°” | Фактический угол гиба зависит от толщины, источника материала, температуры и глубины проникновения |
| Основной принцип | Гибка — это геометрия под нагрузкой, а не угадывание |
| Промышленная точность | Высококлассные сервосистемы повторяют ход с точностью ±0,0002 дюйма |
| Гидравлическая точность | Обычные гидравлические системы повторяют ход с точностью ±0,002 дюйма |
| Чувствительность к углу | Изменение хода может привести к изменению угла примерно на ±1° при типичном воздушном гибе |
| Ручное ограничение | Домкраты бутылочного типа не имеют энкодеров и систем обратной связи, полагаясь только на ручное усилие и манометры |
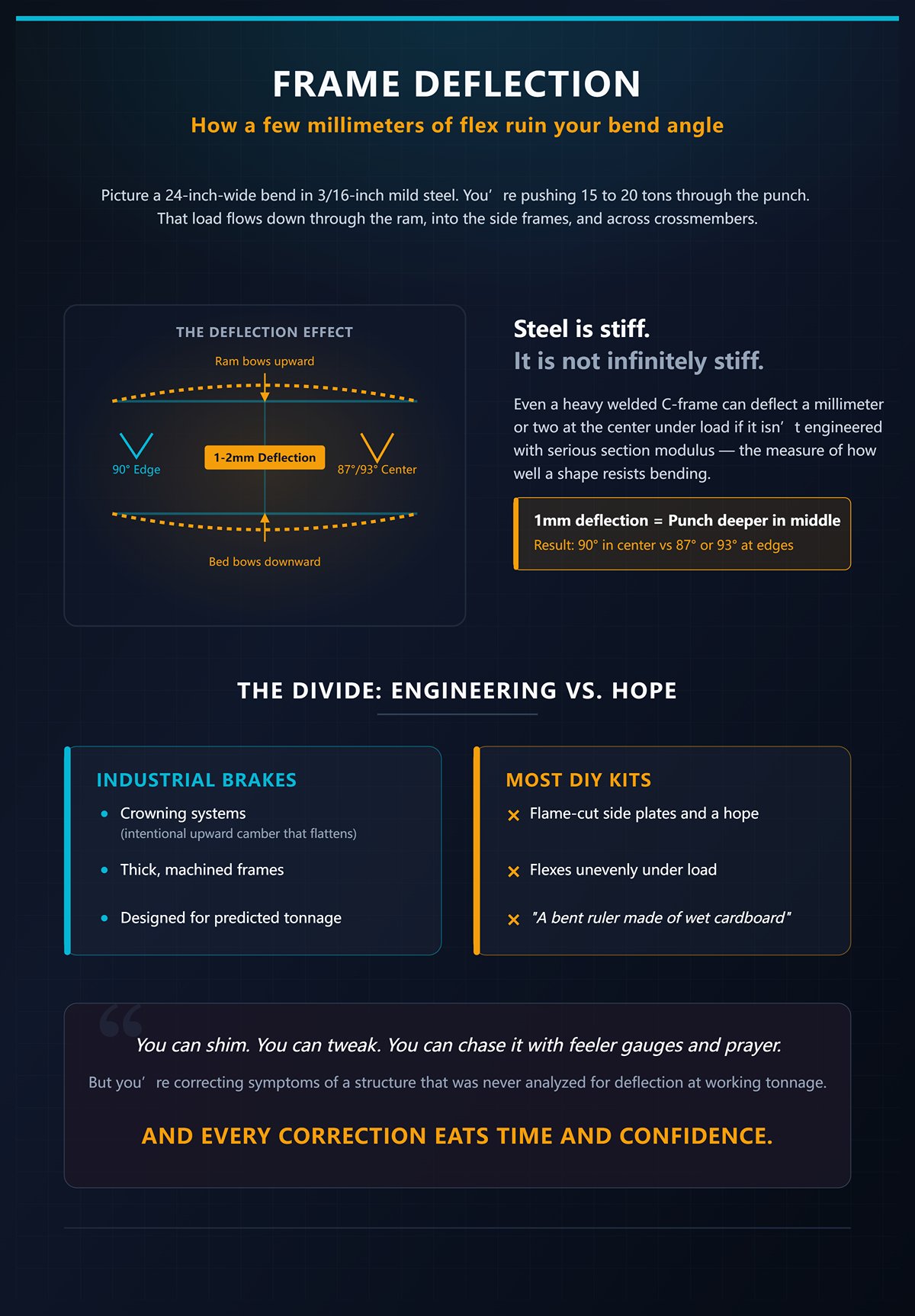
Представьте себе гиб шириной 24 дюйма в мягкой стали толщиной 3/16 дюйма. Вы прикладываете, скажем, 15–20 тонн через пуансон. Эта нагрузка проходит вниз через ползун, в боковые стойки и через поперечину, которая их соединяет.
Сталь жесткая. Но она не бесконечно жесткая.
Даже тяжелая сварная С-образная рама может прогнуться на миллиметр или два в центре под нагрузкой, если она не спроектирована с серьёзным модулем сечения — это показатель того, насколько форма сопротивляется изгибу. Один миллиметр вертикального прогиба в середине пролёта — это не просто “немного изгиба”. Это значит, что пуансон глубже в центре, чем на краях. Результат? 90° в центре и 87° или 93° на краях, в зависимости от компенсации.
Промышленные прессы борются с этим с помощью систем кронения — намеренного подъёма в станине, который выравнивается под нагрузкой — и толстых, обработанных рам, спроектированных с самого начала с учётом предполагаемой тоннажности.
Большинство комплектов предлагают вам боковые пластины, вырезанные пламенем, и надежду.
Рама, которая прогибается неравномерно под нагрузкой, — это как изогнутая линейка из моконого картона.
Вы можете подкладывать шайбы. Можете подправлять. Можете гоняться за точностью с помощью щупов и молитв. Но вы исправляете симптомы конструкции, которая никогда не анализировалась на прогиб при рабочей тоннажности.
И каждое исправление съедает время и уверенность.
Теперь поговорим о том, что пробуют новички, когда воздушный гиб не удаётся: они упирают.
Упор означает, что вы опускаете пуансон до конца, пока материал не будет плотно вдавлен в угол матрицы. Вместо того чтобы угол контролировался глубиной хода, он контролируется геометрией инструмента. Это снижает чувствительность к небольшим ошибкам положения ползуна. Звучит как решение.
За исключением того, что осадка требует значительно большего тоннажа — часто в 3–5 раз больше, чем воздушное гибание для того же материала и ширины. Если для воздушного гибания пластины толщиной 1/4 дюйма требуется 25 тонн, то при осадке могут понадобиться значения, которые значительно превышают честную мощность домкрата на 20 тонн.
А эта номинальная мощность в 20 тонн? Это пиковое усилие при идеальных условиях, а не постоянная нагрузка в неудобной средней точке хода с боковой нагрузкой от несовершенного выравнивания.
Горькая правда: когда вы теряете контроль хода и компенсируете это грубой силой, вы умножаете напряжение в системе, которая и так была на грани.
На жёстком, специально построенном прессе осадка — это рассчитанный выбор. На лёгкой раме с бутылочным домкратом — это отчаяние, а отчаяние в гидравлике — это то, как рвутся уплотнения и скручиваются рамы.
Так что если вы не можете удерживать ход достаточно точно для воздушного гибания и не можете безопасно увеличить тоннаж для осадки, в каком режиме вы на самом деле работаете?
Я видел, как пресс на 12 тонн выбросил обойму подшипника через всю мастерскую, когда дешёвая отливка треснула под нагрузкой. Без предупреждения. Просто резкий хлопок и сталь, движущаяся быстрее, чем ваша реакция.
А теперь представьте 20 тонн, сосредоточенных через узкий наконечник пуансона. Эта сила проходит через болты в одно срезное соединение, сварные швы с неизвестной глубиной провара, боковые пластины, которые могут быть не идеально параллельны. Если один болт поддастся, нагрузка мгновенно перераспределится на остальные. Если выравнивание нарушено, домкрат получает боковую нагрузку, на которую он никогда не был рассчитан.
Гидравлические цилиндры предназначены для прямого толчка. Достаточно сильно нагрузите их боковой силой — и вы поцарапаете шток, зажмёте уплотнения или, что хуже, выбросите что-то под давлением.
Горькая правда: накопленная гидравлическая энергия не “ломается мягко”. Она высвобождается.
Когда вы собираете комплект без опубликованных данных о прогибах, без проверенных допусков по выравниванию, без указанного коэффициента запаса прочности, вы становитесь главным инженером, хотите вы того или нет.
Так что вот поворот, который вам нужно сделать: вместо того чтобы спрашивать “Полный ли это комплект?”, начните спрашивать “При каком тоннаже, ширине и допуске по углу я перестану притворяться, что это производственное оборудование, и признаю, что это инструмент для грубой формовки?”
Потому что как только вы примете этот предел, мы сможем поговорить о самом близком к настоящему компромиссе — насадке для прессов — и честно оценить её с точки зрения физики, а не желаемого мышления.
У вас есть H‑образный пресс на 20 тонн в углу. Бутылочный домкрат сверху. Регулируемые штифты для стола. Вы вставляете насадку для гибки: верхний пуансон, нижняя V‑образная матрица, небольшой торсионный стержень, связывающий две стороны, чтобы шток не скручивался. Качаете ручку — и плоская полоса сгибается. Никакой сварки рамы. Никакой обработки столов. Просто закрепите и гните.
Все детали были на месте.
Вот почему это самое близкое к честному “комплекту”. Структура уже существует. Вы не притворяетесь, что проектируете раму с нуля — вы используете ту, что рассчитана на сжатие. Вопрос не в том, гнёт ли она металл. Гнёт. Вопрос в том, что эта структура делает с вашим углом, повторяемостью и безопасностью, когда вы перестаёте гнуть вкладки толщиной 1/8 дюйма и начинаете нагружать её.
Возьмём простую задачу: четыре изгиба на 90° в мягкой стали толщиной 1/8 дюйма для изготовления монтажного кронштейна. Ширина — 12 дюймов. Воздушное гибание на V‑образной матрице шириной 1 дюйм. Это вполне в пределах возможностей пресса на 20 тонн. Насадка удерживает пуансон примерно по центру. H‑образная рама передаёт нагрузку строго вниз. Для единичных работ? Работает. Можно постепенно подойти к нужному углу, проверить угольником, качнуть ещё раз.
Где она хороша — это низкий тоннаж, узкие детали, допустимые отклонения. Гаражные проекты. Кронштейны для трактора. Детали, которые будут приварены в сборки, где один-два градуса уйдут в процессе подгонки.
Теперь нажмите.
Та же пресса. Попробуйте 3/16 дюйма на 24 дюйма. Вы балансируете на грани 15–20 тонн для воздушного изгиба в зависимости от ширины матрицы. Боковые стойки H‑образной рамы начинают чуть-чуть расходиться. Незаметно. На несколько тысячных дюйма. Штифты станины воспринимают изгибную нагрузку вместо чистого среза. Торсионный вал помогает избежать скручивания пуансона, но ничего не делает для вертикального прогиба рамы.
Вы ловите угол ходом.
Вот здесь новички проявляют смекалку в худшем смысле. Они режут облегчительные прорези в более толстых деталях, чтобы прессе “не пришлось так сильно работать”. Я видел, как люди прорезают 1/4‑дюймовую пластину перед изгибом, а потом заваривали этот пропил. Вы не решили проблему силы — вы перенесли её дальше по процессу. Теперь вы шлифуете швы, боретесь с деформацией и притворяетесь, что это точность. Эта деталь превращается в зарождение трещины, концентратор напряжения, готовый к распространению при вибрации.
То, что эти приспособления портят, — это не только стабильность угла. Это дисциплина процесса. Они соблазняют компенсировать в неправильном месте.
Горькая правда: если рама и система контроля хода не могут удерживать геометрию, никакая сварка “после факта” не сделает изгиб «точным».”
И вот вы смотрите каталог и думаете: ладно, я улучшу оснастку.
Можно купить закалённые, точно шлифованные V‑матрицы. Красота. Острые кромки. Постоянные углы. Некоторые комплекты даже предлагают электрические серво‑рамы вместо домкрата — быстрее, плавнее, с повторяемостью в пределах нескольких тысячных дюйма хода.
Это имеет значение. На жёсткой машине.
Но точность — это не функция, которую можно просто прикрутить.
Представьте, что ход рамы повторяется с точностью ±0.002 дюйма. Звучит хорошо. При обычном воздушном изгибе мягкой стали несколько тысячных дюйма хода могут изменить угол почти на градус в зависимости от ширины матрицы. Теперь наложите это на раму, которая прогибается на миллиметр в середине под нагрузкой — мы уже говорили, как это превращает ваши 90° в улыбку или гримасу на 24 дюйма. Угол матрицы идеален. Сталь всё равно следует пути силы.
А этот торсионный вал? Он синхронизирует левое и правое движение, чтобы пуансон не перекосило. Хорошо. Необходимо. Но он не создаёт кронование — ту намеренную выгнутую вверх форму, которую промышленные листогибы закладывают в стол, чтобы компенсировать прогиб. Ваша H‑рама была спроектирована для запрессовки подшипников и втулок, а не для удержания углового допуска по ширине.
Теперь добавьте ограничения по усилию. Некоторые электрические серво‑приспособления достигают предела гораздо ниже гидравлического тоннажа. Они быстрые и повторяемые — пока вы не пробуете 1/4 дюйма по полной ширине и просто не упираетесь в недостаток силы. Тогда вы возвращаетесь к домкрату, упираясь до конца, потому что воздушный изгиб не даёт устойчивого угла.
Горькая правда: когда вы компенсируете структурный прогиб дополнительной силой, вы нагружаете штифты, сварные швы и уплотнения домкрата так, как пресс никогда не рассчитывался.
Приспособление для гаражного пресса с премиальными матрицами на лёгкой H‑раме — это как поставить гоночный карбюратор на двигатель газонокосилки: громкие обещания, тот же слабый нижний диапазон.
Итак, что из этого следует?
Представьте: вам нужно восемь одинаковых кронштейнов для сборки прицепа. Допуск? В пределах двух градусов. Ширина? Десять дюймов. Материал? 1/8 дюйма. Приспособление к гаражному прессу справится, если работать методично — отмечать положение хода, делать пробный изгиб из той же партии, принимать небольшие вариации упругого возврата. Для домашнего гаража это разумный компромисс.
Теперь представьте пятьдесят деталей. Или 3/16 дюйма по полной ширине пресса. Или проект, где совпадение отверстий после изгиба важно с точностью до одной шестнадцатой. Отсутствие регулировки в конце хода, прогиб рамы, зависимость от “ощущения” на ручке насоса — всё это суммируется. Вы тратите больше времени на измерения и исправление, чем на изгиб.
Парень сваривает раму из обрезков двутавровой балки, вставляет гидравлический цилиндр, гнёт чистые 90 градусов на камеру, улыбается. Чего вы не видите — это десятая деталь, двадцатая, то, как угол уходит, когда рама нагревается и штифты изнашиваются, медленно растущее сомнение, была ли последняя прокачка такой же, как остальные.
Горькая правда: эта установка — инструмент грубой формовки, который можно безопасно использовать в пределах его возможностей — лёгкий металл, умеренная ширина, прощаемые допуски — и превращается в риск за их пределами.
Если вы принимаете эту границу, насадка для гидропресса — самый честный компромисс, который вы найдёте в коробке. Если нет — вы попытаетесь заставить её вести себя как настоящий листогиб и будете винить себя, когда физика победит.
Необходимые инструменты:
Так если навесная насадка честна, но ограничена, что произойдёт, когда вы перейдёте к комплектам “свари сам” листогибов, обещающим «настоящую жёсткость» — и какие новые ловушки принесёт эта дополнительная сталь?
Вы думаете: хорошо. Если навесные насадки гнутся и обманывают, я просто сварю настоящую раму. Больше стали. Толще боковые пластины. Проблема решена.
Я видел, как мастер раскладывал один из таких комплектов на сварочном столе. Две лазерно‑резаные боковые пластины, толщиной примерно 3/4 дюйма. Опорная плита. Держатель пуансона. Несколько направляющих стержней. Гидравлический цилиндр с вилкой. Все детали были на месте. Он прихватил стойки, проверил их угольником, проварил горячо. Выглядело крепко.
Первый пробный изгиб? Почти 90. Второй? 92 слева, 89 справа.
Так что же на самом деле изменилось?
Откройте один из этих комплектов — и вы не получите машину. Вы получите детали.
Боковые пластины вырезаны пламенем или лазером. Это значит, что края имеют зоны термического влияния и лёгкий конус. Опорная плита может быть достаточно ровной для фаркопа, но она не шлифована. Пуансон и матрица часто универсальные — закалённые, да — но не подобраны как комплект, не выровнены по высоте, не гарантировано, что они имеют общий закрытый размер. Закрытый размер — это просто расстояние между ползуном и опорной плитой при полном входе пуансона в матрицу. В настоящем листогибе этот размер контролируется с точностью до тысячных.
Здесь? Это “примерно”.”
Я измерил лазерно‑резаную пластину, которая была не плоской на 0,010–0,020 дюйма на двух футах только из‑за остаточных напряжений. Если приварить её к C‑образной раме без снятия напряжений, вы навсегда зафиксируете этот перекос. Теперь ваш ползун перемещается по геометрии, которая изначально не была квадратной. Можно подложить прокладки. Можно шлифовать. Но вы исправляете деформацию, которая была заложена ещё до того, как вы сделали первый сварочный шов.
А оснастка? Обычные V‑матрицы работают — до определённого момента. Но профессиональные мастерские, избавляясь от проблем с выравниванием, не просто добавляют усилие; они переходят на точно шлифованную оснастку, чтобы сила распределялась равномерно по всей длине. Этот равномерный контакт — то, что сохраняет угол постоянным на протяжении 24 дюймов. Если высота плеч матрицы отличается на несколько тысячных дюйма от одного конца до другого, угол будет меняться вместе с ними. Никакая сварка рамы это не исправит.
Горькая правда: когда ни один элемент комплекта не обработан плоско или не согласован как система, точность становится такой, какую ваши навыки изготовления смогут спасти.
Так откуда берётся недостающая точность?
Посмотрите, как аккуратный мастер собирает одну из таких машин. Сначала устанавливаются направляющие стержни, чтобы “всё было в линию”. Ползун для пуансона вставляется, зажимы затягиваются. Линия маркером на ползуне, чтобы отметить глубину. Пробный изгиб. Измерение. Регулировка. Снова проба.
Он создаёт точность методом итераций.
Есть причина, по которой промышленные листогибы могут держать ±0,3 градуса весь день при воздушном гибе. Они не волшебно жёстче в каждой точке; у них есть контролируемые опорные поверхности — фрезерованные столы, согласованные высоты оснастки, откалиброванные системы хода — и часто датчики для компенсации. Геометрия известна ещё до того, как первая деталь попадёт внутрь.
Ваша сварная рама «сделай сам» не имеет известной геометрии, если вы её не создадите. Это значит:
Если одна сторона вашей рамы втянется внутрь на 0,015 дюйма во время сварки, ползун будет двигаться с небольшим отклонением от вертикали. При нагрузке в 15 тонн это смещение превращается в неравномерную нагрузку по матрице. Одно плечо врезается первым. Второе догоняет. Изгиб превращается в едва заметную спираль.
Это не косметическая проблема. Это концентратор напряжений, готовый вызвать разрушение в конструкционных деталях.
Можно ли обработать стол после сварки? Да — если у вас есть фрезерный станок достаточно большого размера, вы умеете выставлять индикатором деформированную сварную конструкцию и готовы заплатить за фрезы, способные работать с окалиной и твёрдостью. Большинство домашних мастеров этого не делают. Они полагаются на аккуратную сварку и надежду.
Надежда — это не система измерений.
И даже если вы добьётесь идеального выравнивания при сборке, сталь движется. Тепло сварки создаёт остаточные напряжения. Без снятия напряжений — контролируемого нагрева и охлаждения для нормализации структуры — рама может со временем ползти. Десятая деталь может не совпадать с первой.
Так что это значит для аргумента “бюджет”?
Давайте рассмотрим простой гипотетический пример.
Комплект стоит меньше, чем небольшой настольный листогиб. Вы экономите сразу. Проводите выходные за сваркой. Потом ещё одни — на настройку выравнивания. Вы выбрасываете три тестовых заготовки из пластины толщиной 3/16 дюйма, пытаясь поймать угол, потому что ваши отметки хода не повторялись под нагрузкой. Вы покупаете индикатор часового типа, чтобы измерить прогиб ползуна. Вы заменяете универсальный штамп после того, как заметили непостоянные плечи. И вот вы всё равно ищете инструмент с прецизионной шлифовкой.
Это второй платёж.
Я видел, как ребята гоняются за ошибкой в полградуса днями. Подкладывают прокладку под штамп. Пересваривают косынку. Добавляют верхнюю стяжку. Каждое изменение влияет на что-то ещё, потому что система изначально не была спроектирована как единая машина. Это как настраивать карбюратор на двигателе с трещиной в блоке — шум и движение, но без стабильной базы.
Тем временем ваше время имеет ценность, даже если вы делаете вид, что нет. Два выходных на устранение проблем равны разнице в цене, которую вы думали, что сэкономили. И у вас всё ещё нет документированной повторяемости — только настройка, которую вы боитесь задеть.
Горькая правда: ложная экономия — это не только деньги, но и уверенность. Когда вы не доверяете машине, вы слишком много измеряете, слишком сильно компенсируете и замедляетесь до ползучей скорости.
Комплекты «свари сам» можно заставить работать. В умелых руках, с доступом к станкам, с терпением. Но если вы купили такой, чтобы уйти от ограничений навесных приспособлений, вы просто обменяли видимый прогиб на невидимые ошибки геометрии.
Так если навесные комплекты честны, но ограничены, а комплекты «свари сам» требуют навыков строителя машин для достижения настоящей точности, что даёт вам специально построенный настольный листогиб, чего не дают лишняя сталь и пот?
Я наблюдал, как 24‑дюймовый настольный листогиб брал полосу толщиной 3/16 дюйма и входил в изгиб без того, чтобы рама дёргалась. Без прокладочного металла, приклеенного к штампу. Без меток маркером, ползущих в сторону. Ползун опускался, пуансон касался V‑образного штампа, и оба конца угла показывали одинаковое значение на измерителе.
Вот что покупает вам лишняя сумма: машину, которая была обработана как система ещё до того, как вы к ней прикоснулись.
Не магия. Не бренд. Геометрия, которую вам не пришлось изобретать.
Вы видите “20 тонн” в каталоге, и ваш мозг цепляется за это. Звучит мощно. Но поставьте индикатор часового типа на стол лёгкой С‑образной рамы под 15 тонн — и вы увидите, как она прогибается на несколько тысячных в середине. Этот прогиб изменяет фактическое V‑отверстие по мере опускания пуансона. Измените V на долю миллиметра — измените угол изгиба.
В специально построенном настольном листогибе стойки толще, да — но важнее то, что поверхности стола и ползуна обрабатываются параллельно после сварки. Это значит, что при увеличении нагрузки оба конца делят её поровну. Рама всё равно прогибается. Каждая рама прогибается. Но она прогибается предсказуемо, симметрично, в пределах, которые учёл конструктор.
Номинальный тоннаж говорит вам, насколько сильно цилиндр может давить. Он ничего не говорит о том, как конструкция реагирует, когда это происходит.
Я видел, как каталоги инструмента играют с единицами измерения и острыми углами, чтобы завысить показатели мощности. Восемьдесят одна короткая тонна на фут выглядит больше, чем семьдесят три длинные тонны на фут, и мало кто из домашних мастеров замечает разницу. Острый инструмент тоже может поднять рейтинг. Вы думаете, что у вас есть запас. У вас его нет.
Горькая правда: если рама расходится под нагрузкой, эта сила перестаёт быть вертикальной и начинает уходить в сторону — в болты, штифты и плечи штампа. Это осколки, готовые к выстрелу.
Специализированный листогиб не застрахован от неверных расчётов. Вы всё равно рассчитываете материал, толщину, длину. Но вы начинаете с конструкции, которая была спроектирована, чтобы передавать нагрузку прямо вниз в основание, а не через ту последовательность сварки, которую вы смогли выполнить в гараже.
Необходимые инструменты:
Жёсткость держит всё ровным под давлением. Но ровность — это не то же самое, что точность, верно?
Возьмите деталь с маркировкой 4,0 мм. Измерьте её. Вы можете получить 3,85 мм. Разница в 0,15 мм может показаться незначительной, пока вы не вспомните, что тоннаж при воздушном гибе примерно пропорционален квадрату толщины. Малое изменение толщины — большее изменение силы. Большее изменение силы — другая упругая отдача.
Даже высококлассные ЧПУ-гибочные прессы имеют среднюю вариацию около половины градуса без сложных систем обратной связи и динамической компенсации прогиба. Полградуса — на машинах, которые стоят дороже вашего дома. И эта вариация часто вызвана непостоянством материала, а не небрежными рамами.
Так что, когда вы слышите “этот $2,000 настольный пресс точный”, понимайте, что это значит. Это значит, что ползун движется перпендикулярно столу. Это значит, что высоты инструмента совпадают. Это значит, что ваш левый конец не гнёт на 92°, пока правый остаётся на 89°, потому что одна опора матрицы выше другой.
Это не значит, что машина компенсирует плохую сталь, пропущенные измерения или небрежную настройку.
Горькая правда: жёсткий, выровненный пресс будет с профессиональной стабильностью воспроизводить ваши ошибки. Это гильотина для ваших допусков.
Разница между “может гнуть” и “может гнуть точно” — это повторяемость. Если вы гнёте восемь одинаковых кронштейнов толщиной 1/8 дюйма, и все они попадают в одно и то же окно в полградуса, вы можете компенсировать один раз и двигаться дальше. С самодельным комплектом вы компенсируете каждую деталь, потому что базовый уровень меняется.
Точность — это не совершенство. Это стабильная опора, которой можно доверять.
И это подводит нас к части, от которой люди начинают задыхаться из-за цены.
Откройте ящик с приличным настольным прессом — и пуансон с матрицей подобраны под ширину машины, шлифованы до одинаковой высоты и закреплены повторяемым образом. Прижимная планка — это не набор болтов, которые вы затягиваете “примерно одинаково” каждый раз. Это система.
Можно ли купить прецизионно шлифованный инструмент отдельно и прикрутить его к сварному комплекту? Конечно. Сложите стоимость. Потом добавьте время на обработку или подкладку стола, чтобы инструмент действительно лежал ровно. На бумаге все детали были в более дешёвом варианте — рама, цилиндр, матрицы. Но точность — это не функция, которую можно просто прикрутить.
Парень сваривает раму из обрезков двутавра, вставляет гидроцилиндр, гнёт чистые 90° на камеру, улыбается. Чего вы не видите — это час, который он потратил на юстировку матрицы с помощью щупов, или то, что он гнёт один и тот же прощающий образец из мягкой стали снова и снова.
Интегрированный инструментальный комплект не убирает необходимость расчётов. Даже производители скажут вам учитывать материал, длину и запас прочности каждый раз. Нет универсального “этот пресс лучший” только по тоннажу. Вы платите за то, что высота пуансона соответствует ходу ползуна, посадка матрицы соответствует столу, а метод крепления не вносит перекос каждый раз, когда вы его затягиваете.
Горькая правда: смешивание универсального инструмента с неизвестной геометрией рамы — это ловушка для вашего кошелька.
Оправдана ли цена в четыре раза выше? Если вы гнёте случайную пластину время от времени — возможно, нет. Если вы ожидаете, что детали будут совпадать через месяц, или цените своё время больше, чем обрезки стали, эта премия покупает вам машину, которая не дрогнет, когда стрелка тоннажа поднимается — и эта стабильность позволяет вам сосредоточиться на выборе материала и инструмента, а не на перестройке пресса между работами.
И как только вы принимаете, что рама и инструмент — это лишь часть счёта, вы начинаете замечать кое-что ещё, тихо накапливающееся в фоне.
Вы смотрите на ценник на машине и думаете, что это и есть сумма. Нет.
Тормоз — это просто мышцы. Оснастка — это зубы. А зубы — это то, что на самом деле касается работы.
Вы можете купить жёсткую маленькую настольную раму за несколько тысяч и почувствовать, что перехитрили систему. Потом вы открываете каталог оснастки и видите, что один прецизионно шлифованный пуансон и соответствующая V-матрица стоят четверть того, что вы заплатили за весь пресс. Вот тогда у вас опускается сердце. Потому что теперь вы понимаете — “полная” машина на самом деле ничего не завершила, она просто поставила вас на стартовую линию.
Вот тот самый множитель, о котором никто не говорит.
Потому что именно в матрице геометрия становится реальностью.
Матрица листогибочного пресса — это не просто кусок стали с канавкой. Её фрезеруют ровно, строгают плоско, подвергают термообработке для устойчивости к износу и шлифуют так, чтобы угол и высота оставались в пределах строгих допусков. Те ±0,5°, о которых говорят в хороших машинах? Они возможны только потому, что радиус вершины пуансона, угол матрицы и высоты плеч одинаковы по всей длине.
Когда ползун опускается, машина просто прикладывает усилие. Матрица решает, как это усилие пройдет в материал. Если плечи неровные — нагрузка смещается в сторону. Если угол ошибается на градус — каждый изгиб повторяет эту ошибку. Горькая правда: плохая оснастка превращает прямой путь нагрузки в боковую борьбу — это ждет трещин в зубьях.
Вы платите не за сталь. Вы платите за контролируемую геометрию под нагрузкой.
А контролируемая геометрия требует промышленных процессов, которых нет в вашем гараже.
Короткий ответ? Нет, если вам нужны пальцы и готовые детали.
Я видел, как ребята сваривали V-блок из пластин, шлифовали его “почти точно” и называли это стартовой матрицей. Она согнет тонкую, мягкую низкоуглеродистую сталь. Один раз. Может быть два раза. Потом плечи расплющиваются, угол раскрывается, и ваш 90 превращается в 93 на одном конце и 88 на другом. Пластиковые распечатки? Они годятся для макетов и экспериментов с припуском на изгиб. Дайте им реальное усилие — и они деформируются как тёплое масло.
Лицевая поверхность матрицы испытывает концентрированные контактные напряжения. Это означает локализованное давление, достаточно высокое, чтобы образовать вмятины (бринеллировать) на более мягких сталях. Без должной термообработки и качественной поверхности матрица задирается, переносит материал и оставляет следы на вашей детали. Теперь вы не просто неточны — вы портите детали.
Горькая правда: самодельная оснастка под реальной нагрузкой — это стеклянный молоток: выглядит крепким, но ломается в самый важный момент.
Можно ли обойтись для прототипирования, используя мягкий материал и малую партию? Конечно. Но как только вам потребуется повторяемость или вы перейдёте к более твёрдому металлу — вы всё равно купите реальную оснастку. И пожалеете, что не заложили её в бюджет, вместо того чтобы притворяться, что комплект — это вся инвестиция.
Так что же на самом деле решает, были ли ваши расходы умными или глупыми?
Система зажима и выравнивания.
Не цилиндр. Не толщина рамы. А то, как пуансон и матрица устанавливаются, фиксируются и повторяются при их замене.
Если ваш инструмент не опирается на обработанную опорную поверхность — плоскую, параллельную, стабильную — каждая переналадка превращается в игру на угадывание. Вы ослабляете болты, слегка постукиваете киянкой, подтягиваете одну сторону, затем другую, и надеетесь, что не внесли перекос. Каждая установка занимает время. Если время в вашей мастерской чего-то стоит, это реальные деньги, которые утекут.
В более дорогих системах инструмент фиксируется на закалённых упорах или точных шпонках. Высоты стандартизированы. Вы можете вынуть V-образную матрицу высотой 4 дюйма и поставить 2-дюймовую, и взаимное положение с ползуном останется известным. Именно это делает прогрессивные или специальные матрицы осмысленными даже в небольшой мастерской — потому что станок может вернуться в ноль без лишних проблем.
Множитель — это не только цена инструмента. Это время наладки, процент брака и стоимость устранения ошибок, которых изначально не было в металле.
И когда вы это понимаете, вы перестаёте спрашивать: “Какой самый дешёвый полный комплект?” и начинаете задавать более правильный вопрос: учитывая материал, который я гну, объёмы, которые я выпускаю, и риск, который готов принять — где я трачу деньги на жёсткость, а где готов пойти на компромисс?
Вы не начинаете со станка.
Вы начинаете с того металла, который реально планируете гнуть, с того, сколько раз вы планируете его гнуть, и с того, насколько вас разозлит, если десятая деталь не будет совпадать с первой. Все составляющие были на месте — таблицы тоннажа, блестящие комплекты, гидравлические цилиндры с большими числами на них — но всё это не имеет значения, пока вы не определите свою реальную нагрузку. Потому что первый шаг — это не покупка возможностей. Это выбор ограничения, с которым вы сможете жить.
Так какие числа загоняют вас в рамки?
Толщина — это gauge. Толщина определяет тоннаж. Тоннаж определяет нагрузку на раму.
Это первая стена.
Мягкая сталь толщиной 16 gauge на коротком фланце — это один мир. Четверть дюйма на двух футах — другой. Сила растёт не линейно; она быстро увеличивается, и каждый дополнительный тон пытается раздвинуть вашу раму, скрутить ползун и сместить пуансон в сторону. Жёсткая правда: когда вы приближаетесь к максимальному тоннажу станка, вы нагружаете его как треснувший колокол — одно сильное усилие может привести к необратимому деформированию.
Материал — это вторая стена. Алюминий прощает. Мягкая сталь терпит. Высокопрочная сталь сопротивляется и раскрывается после гиба — это пружинение, когда металл упруго возвращается после снятия давления. Если ваш пресс не возвращается в одно и то же нижнее положение каждый раз, вы будете ловить углы весь день.
Затем радиус гиба — внутренняя кривая изгиба. Слишком малый радиус для данного материала — и вы растягиваете внешние волокна за предел прочности. Детали трескаются возле отверстий, фланцы коробятся, и ваш “90” превращается в угадайку, потому что металл течёт неравномерно по толщине.
Эти три числа — толщина, тип материала, желаемый радиус — определяют, сколько конструкции и точности вам придётся оплатить. В какой профиль вы реально вписываетесь?
Если вы гнёте мягкую сталь толщиной 14–18 gauge, короткие фланцы, несколько деталей за раз, переделка под пресс мастерской может быть честной работой.
Честной. Ограниченной.
Вы принимаете, что стол не идеально параллелен. Вы принимаете отсутствие заднего упора — это стопор, который задаёт длину фланца — поэтому вы измеряете и размечаете каждую заготовку. Вы принимаете, что один гидравлический цилиндр означает возможность небольшого смещения ползуна, если уплотнение подтекает, и это смещение проявляется в том, что одна сторона гиба закрывается чуть сильнее, чем другая.
Горькая правда: пресс с одним цилиндром при неравномерной нагрузке — это согнутая линейка из моконого картона.
Для “скоб выходного дня” такой компромисс может быть рациональным. Вы меняете повторяемость на цену. Вы меняете скорость на простоту. Если фланец отклонён на градус, вы подправляете его в тисках и идёте дальше.
Необходимые инструменты:
А что, если вы хотите продавать эти скобы, а не просто прикручивать их к своей стене?
В тот момент, когда вы обещаете сроки поставки, математика меняется.
Теперь вам важно, чтобы деталь #1 и деталь #50 совпадали в пределах половины градуса. Теперь вам важно, чтобы длины фланцев повторялись без повторного измерения каждой заготовки. Вот здесь настоящий настольный листогиб — с обработанными зажимными поверхностями и синхронизированным направлением хода — перестаёт быть роскошью и становится страховкой.
Не потому, что он прочнее.
А потому, что он стабилен.
Специализированный листогиб построен вокруг параллельности. Пуансон и матрица опираются на опорные поверхности, которые были обработаны под прямым углом к раме. Эта геометрия означает, что когда вы слегка перегибаете, чтобы компенсировать упругий возврат — а вы будете — коррекция применяется равномерно по всей ширине.
Горькая правда: перегрузка даже настольного листогиба сверх его номинального тоннажа — это медленное коробление рамы, а деформированные рамы никогда не возвращаются в исходное состояние.
Если ваш побочный проект включает более толстый материал “время от времени”, вы не покупаете листогиб, который едва справляется с ним. Вы либо повышаете мощность, либо перерабатываете деталь. Точность — это не функция, которую можно прикрутить позже; она заложена в конструкцию, которую вы выбираете с первого дня.
Необходимые инструменты:
Так что, если ваши цифры не оправдывают владение чем‑либо вообще?
Вот та часть, которую никто не хочет слышать.
Если вам нужны десять тяжелых изгибов в пластине толщиной 3/8 дюйма дважды в год, покупка любого гибочного пресса — это вопрос эго, а не экономики. Фабрика с машиной на 100 тонн и правильным профилированием — это контролируемая компенсация прогиба вдоль станины — выполнит ваши углы за одну установку.
Вы можете потратить тысячи, чтобы избежать оплаты нескольких сотен.
Горькая правда: заставлять лёгкую машину выполнять тяжёлую работу — это осколки, готовые вылететь.
Аутсорсинг — это не капитуляция. Это признание ваших конструктивных ограничений и вложение денег туда, где вы действительно контролируете переменные — резка, сварка, отделка. Вы оставляете работу с тонким металлом внутри компании на скромном оборудовании, а редких монстров, которые иначе вывели бы вашу технику за пределы безопасной зоны, отдаёте на сторону.
Вот взгляд, который я хочу, чтобы вы сохранили:
Соответствуйте конструкцию нагрузке и точность обещанию.
Толщина и материал подскажут вам нагрузку. Объём и ожидания клиента подскажут вам обещание. Там, где нагрузка низкая и обещания нестрогие, можно идти на компромисс в конструкции. Там, где нагрузка высокая или обещания строгие, вы сначала покупаете выравнивание и мощность — или позволяете кому‑то другому взять на себя нагрузку.
Это ваш первый шаг.


















