

في الشهر الماضي، قام طفل بإدخال “مجموعة مكابح ضغط كاملة” إلى ورشتي في الجزء الخلفي من سيارة هاتشباك. لوحين جانبيين من الصلب، رافعة زجاجة، حفنة من البراغي، ووعد مطبوع على العلبة: ثني لوح بسمك 1/4 بوصة في المنزل.
وضعها على أرضيتي مثل مجموعة قطارات نموذجية في صباح عيد الميلاد. كانت جميع القطع موجودة. كل ما كان عليه فعله هو ربطها معًا.
هذه هي الوهم.
عندما تشتري مجموعة قطارات نموذجية، فإنك تشتري نظامًا مغلقًا. المسارات تتناسب. مصدر الطاقة يتناسب مع المحرك. التعليمات تفترض عدم وجود شيء في قبو منزلك سوى أنه مستوٍ.
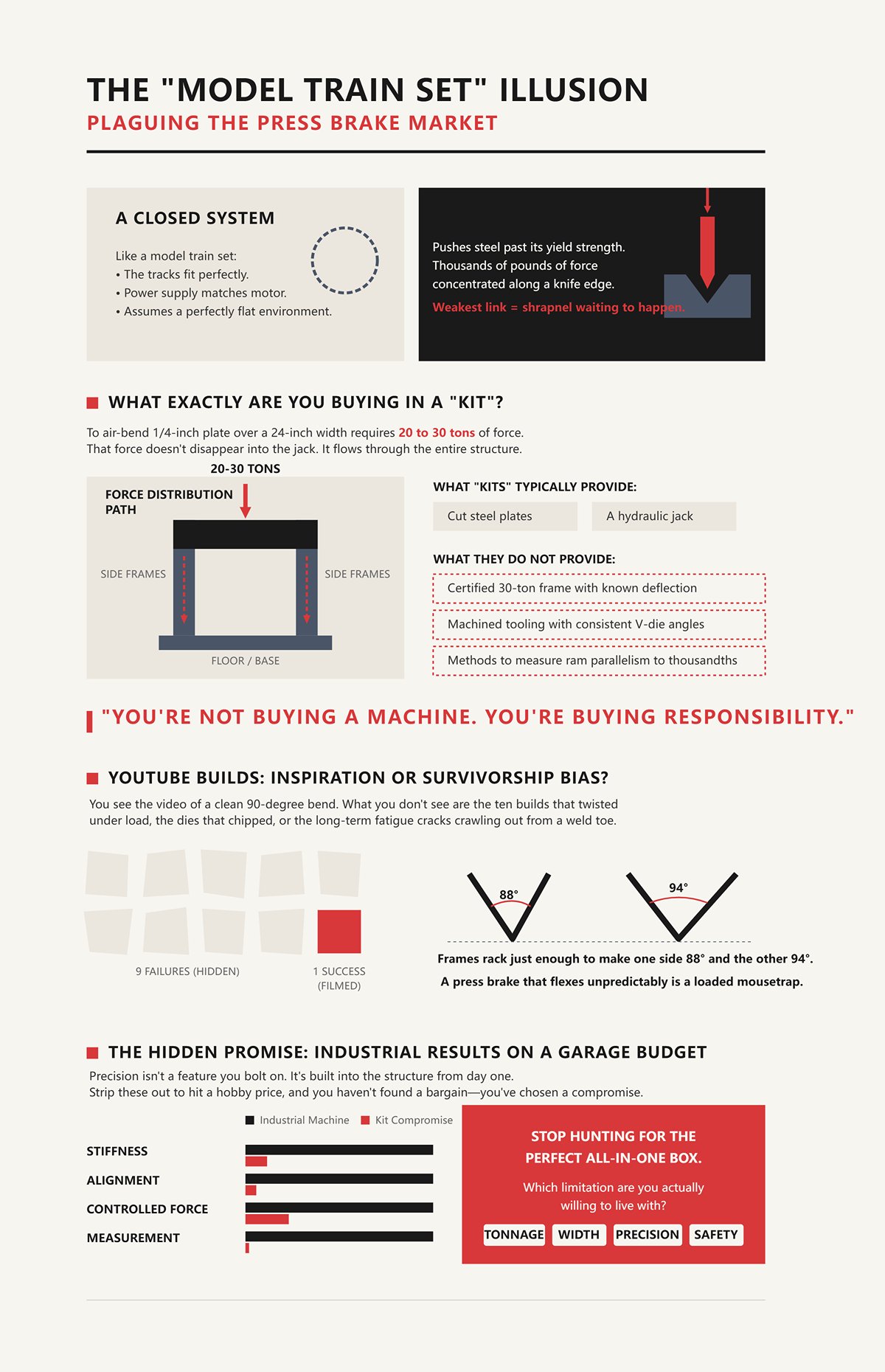
مكبس الضغط ليس نظامًا مغلقًا. إنه آلة تقاوم. إنها تدفع الصلب إلى ما بعد قوة التحمل الخاصة به - تلك النقطة التي يتوقف فيها المعدن عن الارتداد ويبدأ في البقاء مثنيًا - وتفعل ذلك بآلاف الأرطال من القوة المركزة على حافة حادة.
الحقيقة الصعبة: إذا كانت أي جزء من مسار تلك القوة ضعيفًا - الإطار، المكبس، الأدوات، المسامير، الأرضية - فإن الحلقة الأضعف تصبح شظايا تنتظر أن تحدث.
لذا عندما تكتب “مجموعة مكابح ضغط” في شريط البحث، ماذا تتوقع حقًا أن يظهر في العلبة؟
دعنا نأخذ تلك الادعاء بخصوص الفولاذ اللين بسمك 1/4 بوصة. لثني لوح بسمك 1/4 بوصة على عرض 24 بوصة، أنت في حدود 20 إلى 30 طنًا حسب فتح القالب. تلك القوة لا تختفي في الرافعة. إنها تتدفق عبر المكبس، إلى الإطارات الجانبية، إلى الأسفل إلى أي شيء قمت بربطه به.
معظم “المجموعات” تعطيك ألواح مقطوعة ورافعة. لا تعطيك إطارًا معتمدًا بوزن 30 طنًا مع انحراف معروف تحت الحمل. لا تعطيك أدوات مصنعة بزاوية V-die ثابتة. بالتأكيد لا تعطيك وسيلة لقياس توازي المكبس إلى بضعة آلاف من البوصة.
أنت لا تشتري آلة. أنت تشتري مسؤولية.
وإذا لم تتضمن العلبة هندسة للانحراف، والمحاذاة، والتكرارية، فمن المفترض أن يحل ذلك بمجرد أن يبدأ الفولاذ في التحرك؟
لقد رأيت الفيديوهات. شخص يقوم بتلحيم إطار من حديد الخردة، يضع أسطوانة هيدروليكية، يثني زوايا نظيفة بزاوية 90 درجة أمام الكاميرا، ويبتسم.
ما لا تراه هو العشر بناءات التي انحرفت تحت الحمل، والقوالب التي تشققت، والإطارات التي تتزحزح بما يكفي لجعل جانب واحد من الثني 88 درجة والآخر 94. الكاميرات لا تقيس التناقص. لا تظهر الشقوق الناتجة عن التعب الطويل التي تزحف من طرف اللحام.
الحقيقة الصعبة: مكبس الضغط الذي ينحني بشكل غير متوقع هو فخ محمل ينتظر أصابعك.
البناءات التي تنجو لتصويرها هي الاستثناءات - الصانع الذي يفهم مسارات الحمل، تسلسل اللحام، وتركيز الإجهاد. إذا لم تكن تعرف تلك الكلمات في عظامك، هل أنت تقوم بنسخ خطة... أم تراهن على الحظ؟
انظر إلى المكان الذي تذهب إليه الأموال الحقيقية في مكابس الصحافة الآن: آلات CNC متعددة المحاور، ومحركات كهربائية مع قياسات دقيقة، وبرامج تحاكي ارتداد الزنبرك قبل الانحناء الأول. تدفع المحلات ثمن ذلك لأن القابلية للتكرار تعني الربح.
سوق المعدات يهمس بشيء مغري: يمكنك تخطي كل ذلك وما زلت تحصل على انحناءات نظيفة ومربعة وقابلة للإنتاج في مرآب سيارة واحدة.
لكن الدقة ليست ميزة يمكنك إضافتها. إنها الصلابة، والمحاذاة، والقوة المتحكم بها، والقياس - مبنية في الهيكل منذ اليوم الأول. إذا قمت بإزالة تلك العناصر لتصل إلى سعر هواية، فلن تجد صفقة. لقد اخترت تسوية سواء اعترفت بذلك أم لا.
لذا، التحول الذي أحتاجك أن تقوم به هو: توقف عن البحث عن الصندوق المثالي الشامل، وابدأ في السؤال عن أي قيد - الوزن، العرض، الدقة، أو هامش الأمان - أنت مستعد للعيش معه عندما ينزل المكبس.
أنت تسأل السؤال الصحيح الآن: إذا لم تكن “المجموعة الكاملة” حقيقية، كيف تقرر مستوى القدرة والمخاطر التي أنت مستعد لقبولها؟
جيد. تلك هي اللحظة التي تتوقف فيها عن التسوق كمستهلك وتبدأ في التفكير كصانع.
في الصيف الماضي، كنت أضبط مكبس صناعي بطول 10 أقدام مع أختام جديدة وأدوات معايرة. كانت درجة الحرارة المحيطة في الورشة تتغير حوالي 12 درجة مئوية من الصباح إلى بعد الظهر. كان ذلك كافيًا لتحريك النقطة الميتة السفلية - النقطة الأدنى بالضبط من حركة المكبس - بحوالي 0.04 مم. على الورق، يبدو أن ذلك دقيق للغاية. على جزء محدد بتحمل انحناء ±0.5°، كانت الفرق بين النجاح والإلغاء.
تلك الآلة تزن أكثر من شاحنتك.
إذا كان الانجراف الحراري يمكن أن يحرف مكبس هيدروليكي سيرفو تحت السيطرة المناخية عن الهدف، فما الذي تعتقد أن جاك الزجاجة في إطار متصل بالبراغي يفعله بينما تضخ بالشعور؟
أنت لا تختار بين “رخيص” و“غالي”. أنت تختار مقدار الحركة غير المتحكم بها التي أنت مستعد لتحملها في نظام يضاعف الأخطاء الصغيرة إلى أخطاء مرئية.
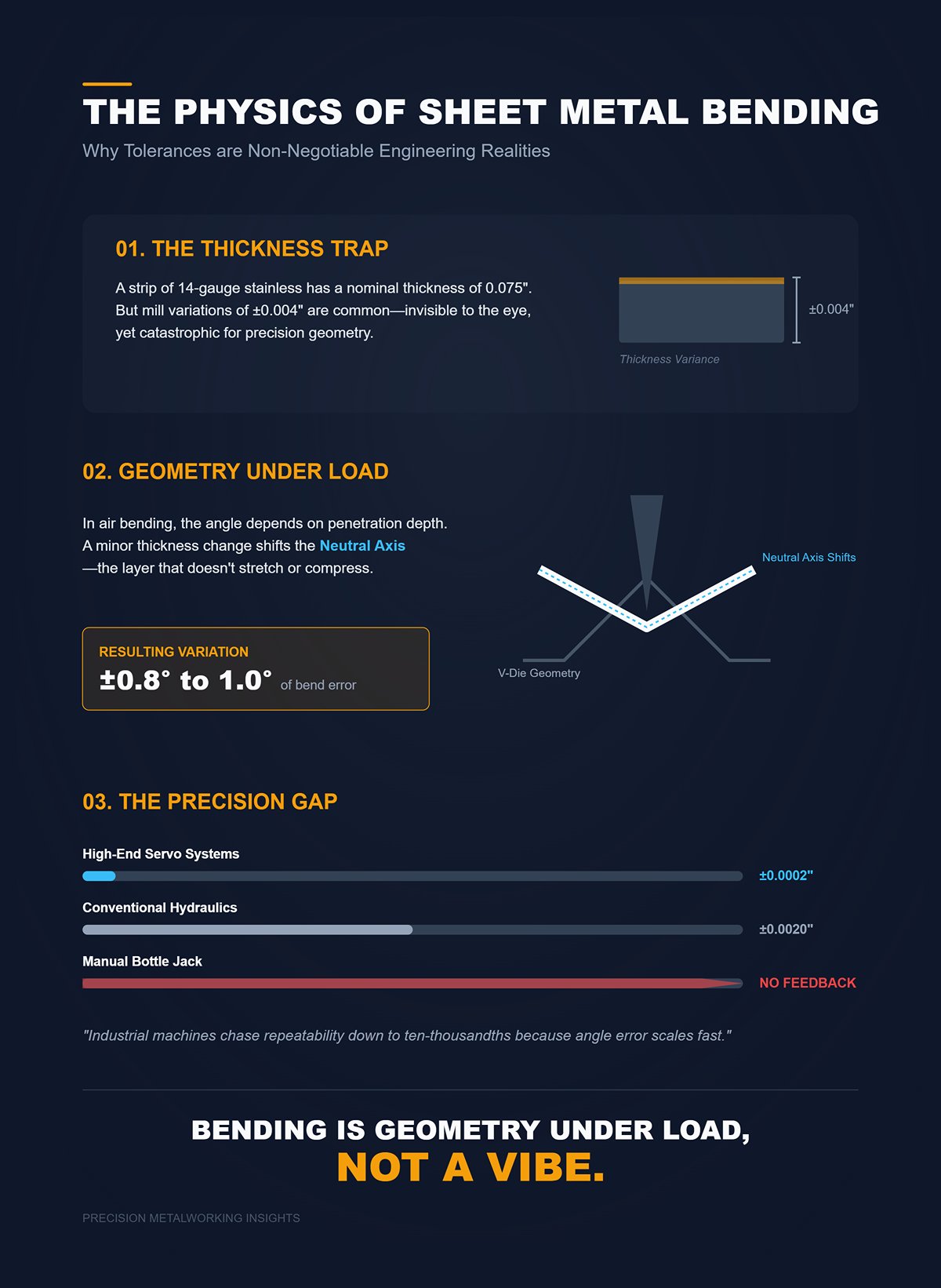
خذ شريطًا من الفولاذ المقاوم للصدأ بسمك 14. قد يكون السمك الاسمي 0.075 بوصة. الآن تخيل أن المورد يرسل لك دفعة تتفاوت ±0.004 بوصة عبر الصفائح. لا يبدو أن ذلك كثيرًا - بالكاد يمكنك رؤيته.
في الانحناء الهوائي - حيث يضغط القالب على الصفيحة في قالب على شكل V دون أن يصل إلى القاع - يعتمد زاوية الانحناء على مدى عمق اختراق القالب بالنسبة للسمك. تغيير صغير في السمك يغير مكان المحور المحايد (الطبقة التي لا تتمدد أو تنضغط) داخل المادة. ذلك يحول الارتداد. على الفولاذ المقاوم للصدأ، يمكن أن تترجم تلك التغيرات في السمك وحدها إلى حوالي ±0.8 إلى 1.0° من تباين الانحناء إذا لم تقم بضبط الوضع السفلي.
هذا قبل أن نتحدث عن انحناء الإطار. قبل انجراف المكبس. قبل تآكل الأدوات.
لذا عندما تعد مجموعة “انحناءات 90°”، ماذا يعني ذلك حتى؟ تسعين على أي سمك، من أي مطحنة، عند أي درجة حرارة، مع أي عمق اختراق؟
الحقيقة القاسية: الانحناء هو هندسة تحت الحمل، وليس مجرد شعور.
تسعى الآلات الصناعية إلى القابلية للتكرار حتى بضع عشرة آلاف من البوصة في موضع المكبس لأن خطأ الزاوية يتزايد بسرعة. يمكن للأنظمة السيرفو عالية الجودة أن تتكرر ضمن حوالي ±0.0002 بوصة من الحركة. قد تكون الهيدروليك التقليدية ±0.002 بوصة - وهو أمر أكثر مرونة - ويمكن أن يعني ذلك تقريبًا ±1° من التغير في انحناء هوائي نموذجي.
جاك الزجاجة الخاص بك ليس لديه مشفر. لا يوجد تغذية راجعة. فقط ذراعك ومقياس ضغط.
أنت ترى إلى أين يذهب هذا.
| القسم | المحتوى |
|---|---|
| مثال مادة | الفولاذ المقاوم للصدأ بسمك 14 قياس بسماكة اسمية تبلغ 0.075 بوصة |
| تغير السماكة | تغير المورد بمقدار ±0.004 بوصة عبر الصفائح |
| طريقة الانحناء | الانحناء الهوائي (يضغط المكبس الصفيحة في قالب على شكل V دون الوصول إلى القاع) |
| اعتماد المفتاح | زاوية الانحناء تعتمد على عمق اختراق المكبس بالنسبة لسماكة المادة |
| أثر المحور المحايد | تغيرات السماكة تحرك موضع المحور المحايد، مما يؤثر على الارتداد |
| نتيجة تغير الزاوية | على الفولاذ المقاوم للصدأ، يمكن أن يتسبب تغير السماكة بمقدار ±0.004 بوصة في تغير زاوية الانحناء بحوالي ±0.8° إلى 1.0° دون تعديل موضع القاع |
| متغيرات إضافية | انحناء الإطار، انحراف المكبس، وتآكل الأدوات تؤثر أيضًا على الدقة |
| التساؤل حول “الانحناءات بزاوية 90°” | زاوية الانحناء الفعلية تعتمد على السماكة، مصدر المادة، درجة الحرارة، وعمق الاختراق |
| المبدأ الأساسي | الانحناء هو هندسة تحت الحمل، وليس تخمينًا |
| الدقة الصناعية | أنظمة السيرفو عالية الجودة تتكرر ضمن ±0.0002 بوصة من الشوط |
| الدقة الهيدروليكية | الهيدروليك التقليدي يتكرر ضمن ±0.002 بوصة من الشوط |
| حساسية الزاوية | يمكن أن تؤدي اختلافات السكتة إلى تغيير زاوية تقريبًا ±1° في الانحناء الهوائي النموذجي |
| الحدود اليدوية | تفتقر رافعات الزجاجات إلى أجهزة التشفير وأنظمة التغذية الراجعة، وتعتمد فقط على القوة اليدوية ومقاييس الضغط |
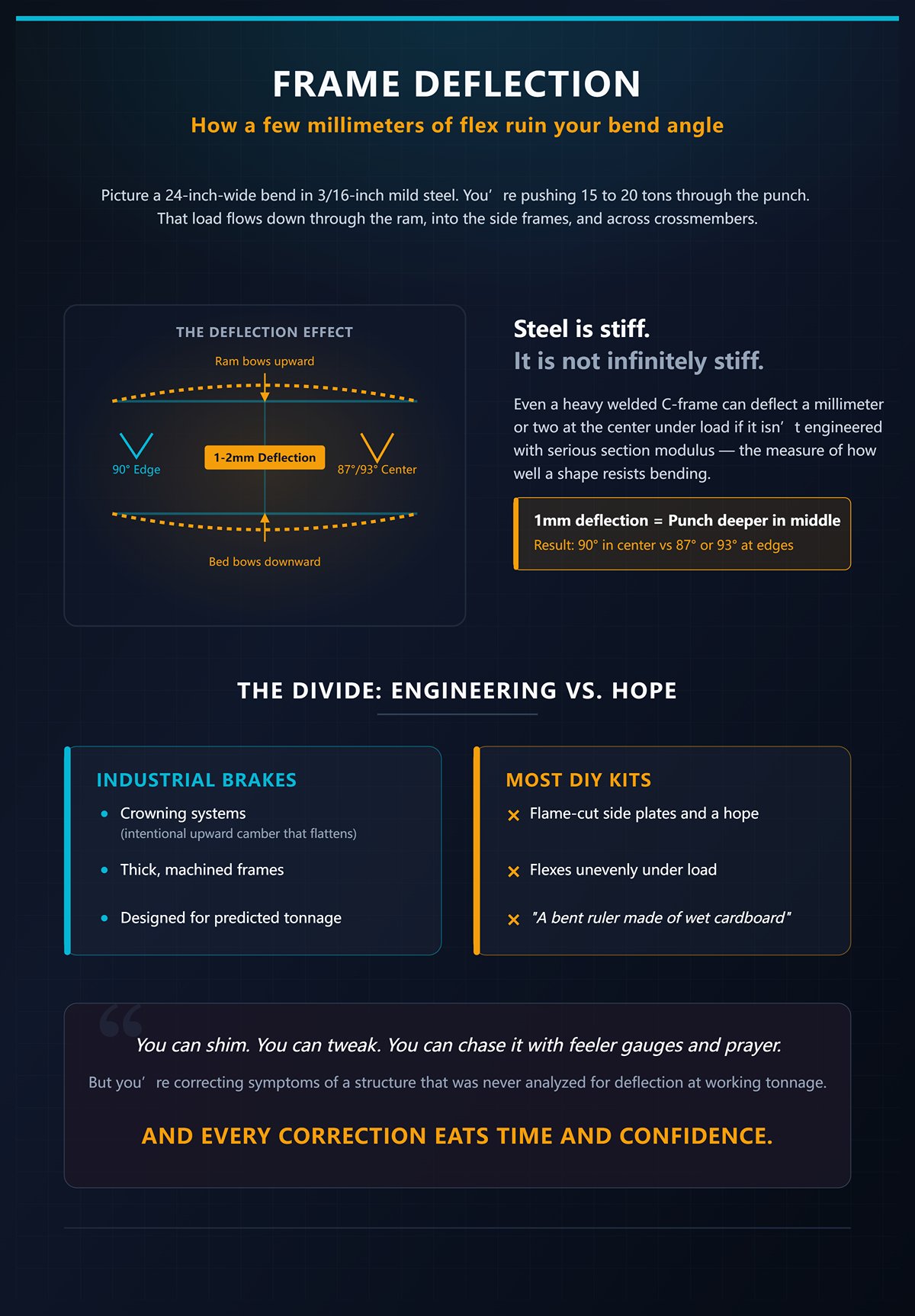
تخيل انحناء بعرض 24 بوصة في فولاذ معتدل بسماكة 3/16 بوصة. أنت تدفع، لنقل، 15 إلى 20 طنًا عبر الثقب. يتدفق هذا الحمل عبر المكبس، إلى الإطارات الجانبية، وعبر أي عارضة عرضية تربطها معًا.
الفولاذ صلب. لكنه ليس صلبًا بلا حدود.
حتى إطار C ملحوم ثقيل يمكن أن ينحرف بمليمتر أو اثنين في المنتصف تحت الحمل إذا لم يتم تصميمه بجدية مع معامل مقطع عرضي — وهو مقياس لمدى مقاومة الشكل للانحناء. مليمتر واحد من الانحراف العمودي في منتصف الامتداد لا يعني فقط “مرونة بسيطة”. بل يعني أن الثقب أعمق في المنتصف مما هو عليه عند الأطراف. النتيجة؟ زاوية 90° في المنتصف و87° أو 93° عند الحواف، حسب التعويض.
تتغلب المكابح الصناعية على ذلك بأنظمة التاج — انحناء متعمد للأعلى في السرير الذي يتسطح تحت الحمل — وإطارات سميكة مصنوعة بدقة مصممة منذ اليوم الأول حول الحمولة المتوقعة.
تمنحك معظم المجموعات لوحات جانبية مقطوعة بالنار وأملاً.
إطار ينحني بشكل غير متساوٍ تحت الحمل هو كمسطرة من الورق المقوى الرطب.
يمكنك استخدام الشيم. يمكنك تعديلها. يمكنك مطاردتها بمقاييس الشعور والدعاء. لكنك تصحح أعراض هيكل لم يتم تحليله أبدًا من أجل الانحراف عند الحمولة العاملة.
وكل تصحيح يستغرق الوقت والثقة.
الآن دعنا نتحدث عن ما يحاول المبتدئون فعله عندما لا يتصرف الانحناء الهوائي بشكل صحيح: إنهم يصلون إلى القاع.
الوصول إلى القاع يعني أنك تدفع الثقب حتى النهاية حتى يتم إجبار المادة بإحكام في زاوية القالب. بدلاً من أن تكون الزاوية تحت السيطرة من خلال عمق السكتة، يتم التحكم بها من خلال هندسة الأدوات. هذا يقلل من الحساسية لأخطاء موضع المكبس الصغيرة. يبدو كحل.
إلا أن الوصول إلى القاع يتطلب حمولة أكبر بكثير — غالبًا 3 إلى 5 مرات مما يحتاجه الانحناء الهوائي لنفس المادة والعرض. إذا كان الانحناء الهوائي لصفائح بسماكة 1/4 بوصة يتطلب 25 طنًا، فإن الوصول إلى القاع يمكن أن يتطلب أرقامًا تدفع بعيدًا عن سعة رافعة بوزن 20 طنًا.
وتلك السعة البالغة 20 طنًا؟ هذه هي القوة القصوى في ظروف مثالية، وليست حمولة مستدامة في منتصف السكتة مع تحميل جانبي من محاذاة غير مثالية.
الحقيقة القاسية: عندما تنفد منك السيطرة على السكتة وتعوض بالقوة الغاشمة، فإنك تضاعف الضغط في نظام كان بالفعل هامشيًا.
على مكابح صلبة مصممة لهذا الغرض، يكون الوصول إلى القاع خيارًا محسوبًا. على إطار خفيف مع رافعة زجاجة، إنه يأس — واليأس في الهيدروليك هو كيف تنفجر الأختام وتلتوي الإطارات.
لذا إذا لم تتمكن من التحكم بدقة في الضغطة لتقوم بعملية الانحناء الهوائي، وإذا لم تتمكن من مضاعفة الوزن بأمان بما يكفي للوصول إلى القاع، فما الوضع الذي تعمل فيه حقًا؟
لقد رأيت مكبس ورشة بوزن 12 طنًا يقذف حلقة محمل عبر غرفة عندما انكسر صب رخيص تحت الحمل. لا تحذير. مجرد صوت حاد وفولاذ يتحرك أسرع من ردود أفعالك.
الآن تخيل 20 طنًا مركزة من خلال طرف مثقاب ضيق. تلك القوة تتفاعل من خلال براغي في القص المفرد، ووصلات لحام بعمق غير معروف، وألواح جانبية قد لا تكون متوازية تمامًا. إذا انحنت برغي واحد، يتم إعادة توزيع الحمل على الفور إلى الآخرين. إذا كان المحاذاة غير صحيحة، فإن الجاك يتعرض لحمل جانبي لم يكن مصممًا له أبدًا.
تُصمم الأسطوانات الهيدروليكية للدفع بشكل مستقيم. إذا تعرضت لحمل جانبي بشكل قوي بما فيه الكفاية، فإنك تخدش المكبس، وتربط الأختام، أو أسوأ من ذلك، تطلق شيئًا تحت الضغط.
الحقيقة القاسية: الطاقة الهيدروليكية المخزنة لا “تفشل بلطف”. إنها تطلق.
عندما تقوم بتثبيت مجموعة دون بيانات انحراف منشورة، دون تحمل محاذاة موثقة، دون عامل أمان محدد، فأنت المهندس المسؤول سواء كنت تقصد ذلك أم لا.
إليك النقطة التي تحتاج إلى تغييرها: بدلاً من السؤال “هل هذه المجموعة كاملة؟” ابدأ بالسؤال “عند أي وزن، وعرض، وتحمل زاوية أوقف التظاهر بأن هذه معدات إنتاج وأعترف بأنها أداة تشكيل خشن؟”
لأنه بمجرد أن تقبل ذلك الحد، يمكننا التحدث عن أقرب شيء إلى حل حقيقي - ملحق مكبس الورشة - وقياسه بصدق ضد هذه الفيزياء بدلاً من التفكير الرغبي.
لديك إطار H بوزن 20 طن في الزاوية. جاك زجاجة في الأعلى. دبابيس سرير قابلة للتعديل. تقوم بإدخال ملحق مكبح قابل للتثبيت: مثقاب علوي، قالب V سفلي، قضيب التواء يربط الجانبين معًا حتى لا يلتوي المكبس. قم بضخ المقبض وينثني الشريط المسطح. لا لحام إطار. لا تشغيل أسرة. فقط قم بتثبيته وانحني.
كانت جميع القطع موجودة.
لهذا السبب تعتبر هذه أقرب شيء إلى “مجموعة” صادقة. الهيكل موجود بالفعل. أنت لا تتظاهر بتصميم إطار من الصفر - أنت تستعير واحدًا مصنفًا لتحمل الحمل الضاغط. السؤال ليس ما إذا كان ينحني المعدن. إنه ينحني. السؤال هو ماذا يفعل هذا الهيكل لزاويتك، وتكرار عملك، وسلامتك بمجرد أن تتوقف عن ثني الأجزاء بسمك 1/8 بوصة وتبدأ في الاعتماد عليه.
خذ وظيفة بسيطة: أربعة انحناءات بزاوية 90 درجة في فولاذ خفيف بسمك 1/8 بوصة لصنع دعامة تثبيت. بعرض 12 بوصة. انحناء هوائي فوق قالب V بسمك 1 بوصة. هذا ضمن نطاق مكبس بوزن 20 طن. يحافظ الملحق على المثقاب تقريبًا في المنتصف. يحمل إطار H الحمل مباشرة للأسفل. بالنسبة للأعمال الفردية؟ يعمل. يمكنك الاقتراب من الزاوية، والتحقق باستخدام مربع، وضخ مرة أخرى.
حيث يتفوق هو في الأحمال المنخفضة، والأعمال الضيقة، والتحملات المتسامحة. مشاريع المرآب. علامات الجرار. الدعائم التي يتم لحامها في التجميعات حيث تختفي درجة أو درجتين في التركيب.
الآن ادفعه.
نفس المكبس. جرب 3/16 بوصة على مدى 24 بوصة. أنت تقترب من 15-20 طنًا لعملية انحناء هوائي اعتمادًا على عرض القالب. تبدأ الأعمدة الجانبية لإطار H في الانتشار قليلاً. ليس بشكل مرئي. بضع آلاف من البوصات. تأخذ دبابيس السرير الحمل الانحنائي بدلاً من القص النقي. يساعد قضيب التواء في الحفاظ على المثقاب من الالتواء، لكنه لا يفعل شيئًا بالنسبة للانحراف العمودي في الإطار.
تطارد الزاوية مع الضغطة.
هنا حيث يصبح المبتدئون أذكياء بطريقة سيئة. يقومون بقطع فتحات تخفيف في الأجزاء الأكثر سمكًا حتى “لا يتعين على المكبس العمل بجد”. لقد رأيت رجالًا يقومون بعمل شقوق في لوح بسمك 1/4 بوصة قبل الانحناء، ثم يلحمون الشق مغلقًا بعد ذلك. لم تحل مشكلة القوة - لقد نقلتها إلى الأسفل. الآن أنت تقوم بطحن اللحامات، وتكافح التشويه، وتPretend أن ذلك هو الدقة. تصبح تلك القطعة بداية شق، وموضع توتر ينتظر الانتشار تحت الاهتزاز.
ما تفسده هذه الملحقات ليس فقط اتساق الزاوية. إنه انضباط العملية. إنها تغريك بالتعويض في المكان الخطأ.
الحقيقة القاسية: إذا لم يتمكن الإطار ووحدة التحكم في الضرب من الحفاظ على الهندسة، فلن تجعل أي كمية من اللحام بعد الفعل الانحناء “صحيحًا”.”
لذا تنظر إلى الكتالوج وتفكر: حسنًا، سأقوم بترقية الأدوات.
يمكنك شراء قوالب V مصنوعة من الفولاذ المقسى والمصقولة بدقة. أشياء جميلة. أكتاف حادة. زوايا متضمنة متسقة. بعض المجموعات تقدم حتى أسطوانات سيرفو كهربائية بدلاً من جاك الزجاجة - أسرع، أكثر سلاسة، قابلة للتكرار ضمن بضعة آلاف من البوصة من السكتة.
هذا مهم. على آلة صلبة.
لكن الدقة ليست ميزة يمكنك تثبيتها.
تخيل أن سكتة الأسطوانة قابلة للتكرار إلى ±0.002 بوصة. يبدو ضيقًا. في انحناء هوائي نموذجي في الفولاذ اللين، يمكن أن تؤدي بضعة آلاف من السكتة إلى تغيير الزاوية بالقرب من درجة واحدة اعتمادًا على عرض القالب. الآن ضع ذلك على إطار ينحني بمقدار مليمتر في منتصف الامتداد تحت الحمل - لقد تحدثنا بالفعل عن كيف أن ذلك يحول زوايا 90° إلى ابتسامة أو عبوس عبر 24 بوصة. زاوية القالب مثالية. الفولاذ لا يهتم. إنه يتبع مسار القوة.
وما عن قضيب الالتواء؟ إنه يزامن الحركة اليسرى واليمنى حتى لا يتأرجح الثقب. جيد. ضروري. لكنه لا يقدم التاج - ذلك الانحناء الصاعد المتعمد الذي تصنعه المكابح الصناعية في السرير لمواجهة الانحراف. تم تصميم إطار H الخاص بك للضغط على المحامل والأكمام، وليس للحفاظ على التسامح الزاوي عبر العرض.
الآن أضف حدود القوة. بعض الملحقات الكهربائية لل servo تتوقف عند مستويات أقل بكثير من الوزن الهيدروليكي. إنها سريعة وقابلة للتكرار - حتى تحاول 1/4 بوصة فوق العرض الحقيقي وتنتهي ببساطة من عدم القدرة على الدفع. ثم تعود إلى جاك الزجاجة، وتنتهي لأن الانحناء الهوائي لن يحقق الزاوية بشكل متسق.
الحقيقة القاسية: عندما تعوض عن الانحراف الهيكلي بمزيد من القوة، فإنك تحمل الدبابيس واللحامات وأختام الجاك بطرق لم يتم تحليل المكبس لها أبدًا.
ملحق مكبس الورشة مع قوالب ممتازة على إطار H خفيف مثل تعليق كربوراتور سباق على محرك جزازة العشب - وعد صاخب، نفس النهاية السفلية.
فأين يترك ذلك؟
تخيل هذا: تحتاج إلى ثمانية حوامل متطابقة لبناء مقطورة. التسامح؟ ضمن درجتين. العرض؟ عشر بوصات. المادة؟ 1/8 بوصة. ستحصل على ذلك باستخدام ملحق مكبس الورشة إذا عملت بطريقة منهجية - حدد موضع السكتة، اختبر الانحناء من نفس الدفعة، اقبل اختلافات الارتداد الطفيفة. بالنسبة لمرآب منزلي، هذا هو حل منطقي.
الآن تخيل خمسين قطعة. أو 3/16 بوصة عند عرض الضغط الكامل. أو مشروع حيث يهم محاذاة الثقوب بعد الانحناء ضمن ستة عشر. نقص ضبط نهاية السكتة، انتشار الإطار، الاعتماد على “الإحساس” عند مقبض المضخة - تتراكم. تقضي وقتًا أطول في القياس والتصحيح أكثر من الانحناء.
رجل يقوم بلحام إطار من عارضة I من الخردة، ويضع أسطوانة هيدروليكية، وينحني بزاوية 90 درجة نظيفة أمام الكاميرا، مبتسمًا. ما لا تراه هو الجزء العاشر، الجزء العشرون، الطريقة التي تنجرف بها الزاوية مع تسخين الإطار واهتراء الدبابيس، الشك المتزايد حول ما إذا كانت تلك المضخة الأخيرة هي نفسها مثل الأخريات.
الحقيقة القاسية: هذا الإعداد هو أداة تشكيل خشن يمكن استخدامها بأمان داخل حدودها - قياس خفيف، عرض معتدل، تسامحات متساهلة - وتصبح مقامرة خارجها.
إذا قبلت تلك الحدود، فإن ملحق مكبس الورشة هو أكثر الحلول صدقًا التي ستجدها في صندوق. إذا لم تفعل، فستحاول جعله يتصرف مثل مكبح حقيقي وتلوم نفسك عندما تفوز الفيزياء.
الأدوات المطلوبة:
لذا إذا كانت التركيبات القابلة للتثبيت صادقة ولكن محدودة، ماذا يحدث عندما تنتقل إلى حزم المكابح التي تحتاج إلى لحام بنفسك والتي تعد بـ “صلابة حقيقية” - وما هي الفخاخ الجديدة التي تأتي مع ذلك الفولاذ الإضافي؟
أنت تفكر: حسنًا. إذا كانت التركيبات القابلة للتثبيت تتقوس وتكذب عليك، سأقوم بلحام إطار حقيقي. المزيد من الفولاذ. ألواح جانبية أكثر سمكًا. تم حل المشكلة.
لقد شاهدت أحد البنائين يقوم بترتيب إحدى هذه المجموعات على طاولة اللحام. لوحين جانبيين مقطوعين بالليزر، ربما بسمك 3/4 بوصة. لوحة سرير. حامل ثقب. بعض قضبان التوجيه. أسطوانة هيدروليكية مع مشبك. كانت جميع القطع موجودة. قام بلحام الأعمدة، وتحقق منها باستخدام مربع الإطار، ولحامها بشدة. كان يبدو قويًا.
اختبار الانحناء الأول؟ قريب من 90. الثاني؟ 92 على اليسار، 89 على اليمين.
فما الذي تغير فعلاً؟
افتح واحدة من هذه الحزم ولن تحصل على آلة. ستحصل على قطع.
الألواح الجانبية مقطوعة بالنار أو بالليزر. هذا يعني أن الحواف تحتوي على مناطق متأثرة بالحرارة وتضيق طفيف. قد تكون لوحة السرير مسطحة بما يكفي لجرار مقطورة، لكنها ليست مصقولة السطح. غالبًا ما تكون القالب والقالب العام غير متطابقين - مصقولين، نعم - ولكن ليس كطقم، وليس مؤهلين من حيث الارتفاع، وليس مضمونًا أن تشترك في ارتفاع إغلاق مشترك. ارتفاع الإغلاق هو ببساطة المسافة المغلقة بين المكبس والسرير عندما يصل الثقب إلى القالب. في مكابح حقيقية، يتم التحكم في هذا البعد ضمن الألف.
هنا؟ إنه “قريب”.”
لقد قمت بقياس لوحة مقطوعة بالليزر كانت غير مسطحة بمقدار 0.010–0.020 بوصة على مدى قدمين فقط من الضغط المتبقي. إذا لحمت ذلك في إطار C بدون تخفيف الضغط، فإنك تقفل هذا الالتواء بشكل دائم. الآن يسير المكبس عبر هندسة لم تكن مربعة من البداية. يمكنك استخدام قطع إضافية. يمكنك الطحن. لكنك تصحح التشوه الذي تم خبزه قبل أن تضرب قوسك الأول.
وماذا عن الأدوات؟ تعمل قوالب V العامة - حتى نقطة معينة. لكن المتاجر المهنية التي تقوم بترقية من صداع المحاذاة لا تضيف فقط الوزن؛ بل تتحول إلى أدوات مصقولة بدقة حتى يتم توزيع القوة بالتساوي على طول الطول الكامل. هذا الاتصال المتساوي هو ما يحافظ على الزاوية ثابتة عبر 24 بوصة. إذا كانت أكتاف القالب تختلف بضع آلاف من الارتفاع من طرف إلى آخر، فإن الزاوية تختلف معها. لا يصلح أي لحام للإطار ذلك.
الحقيقة الصعبة: عندما لا يكون هناك شيء في المجموعة مصقولًا بشكل مسطح أو متطابق كنظام، تصبح الدقة ما يمكن لمهاراتك في التصنيع أن تنقذه.
فمن أين يأتي نقص الدقة؟
شاهد بناءً دقيقًا يقوم بتجميع واحدة من هذه. تم تثبيت قضبان التوجيه أولاً “للحفاظ على المحاذاة.” تم إدخال حاملة الثقب، وتم شد المشابك. خط من قلم ماركر على المكبس لتحديد العمق. اختبار الانحناء. قياس. تعديل. اختبار مرة أخرى.
إنه يبني الدقة من خلال التكرار.
هناك سبب يجعل مكابس الضغط الصناعية قادرة على تحقيق ±0.3 درجة طوال اليوم مع الانحناء الهوائي. فهي ليست أكثر صلابة بشكل سحري في كل نقطة؛ لديها أسطح مرجعية مسيطر عليها - أسرة مصنعة، ارتفاعات أدوات متطابقة، أنظمة شوط معايرة - وغالبًا ما تحتوي على حساسات للتعويض. الهندسة معروفة قبل دخول الجزء الأول.
إطارك الذي تصنعه بنفسك ليس له هندسة معروفة ما لم تقم بإنشائها. وهذا يعني:
إذا سحب جانب واحد من إطارك إلى الداخل بمقدار 0.015 بوصة أثناء اللحام، فسيتتبع المكبس قليلاً خارج العمودي. تحت 15 طنًا، يتحول هذا الانحراف إلى تحميل غير متساوٍ عبر القالب. يعض كتف واحد أولاً. الآخر يلحق به. يصبح الانحناء لولبيًا دقيقًا.
هذه ليست مشكلة تجميلية. إنها نقطة ضغط تنتظر أن تحدث في الأجزاء الهيكلية.
هل يمكنك طحن السرير بعد اللحام؟ نعم - إذا كنت تمتلك مطحنة كبيرة بما يكفي، وتعرف كيف تحدد انحراف اللحام، ومستعد لدفع ثمن أدوات يمكنها التعامل مع القشور والصلابة. معظم البنائين المنزليين لا يفعلون. يعتمدون على اللحام الدقيق والأمل.
الأمل ليس نظام قياس.
وحتى إذا نجحت في المحاذاة أثناء التجميع، فإن الفولاذ يتحرك. حرارة اللحام تُدخل إجهادًا متبقيًا. بدون تخفيف الإجهاد - التسخين والتبريد المنضبط لتطبيع الهيكل - يمكن أن يتسرب الإطار مع مرور الوقت. قد لا يتطابق الجزء العاشر مع الأول.
ماذا يفعل ذلك بحجة “الميزانية”؟
دعنا نجرّب افتراضًا بسيطًا.
تتكلف الحزمة أقل من مكبس طاولة صغير. أنت توفر مقدمًا. تقضي عطلة نهاية أسبوع في اللحام. ثم أخرى لضبط المحاذاة. تتخلص من ثلاث قطع اختبار من لوح بسمك 3/16 بوصة بحثًا عن الزاوية لأن علامات الشوط لم تكن قابلة للتكرار تحت الحمل. تشتري مؤشرًا دائريًا لقياس انحراف المكبس. تستبدل القالب العام بعد ملاحظة أكتاف غير متسقة. الآن أنت تتسوق لأدوات مصقولة بدقة على أي حال.
هذه هي الدفعة الثانية.
لقد رأيت رجالًا يلاحقون خطأ نصف درجة لعدة أيام. وضع شيم للقالب. إعادة لحام دعامة. إضافة قضيب ربط علوي. كل تغيير يؤثر على شيء آخر لأن النظام لم يُصمم أبدًا كآلة موحدة. إنه مثل ضبط كربوراتور على محرك به كتلة متصدعة - ضوضاء وحركة، ولكن لا يوجد خط أساس ثابت.
في هذه الأثناء، وقتك له قيمة، حتى لو تظاهرت بأنه ليس كذلك. تعادل عطلتان من حل المشكلات الفجوة السعرية التي كنت تعتقد أنك تجنبتها. وما زلت لا تمتلك تكرارًا موثقًا - فقط إعداد تخاف من تحريكه.
الحقيقة القاسية: الاقتصاد الزائف ليس مجرد مال؛ إنه الثقة. عندما لا تثق في الآلة، فإنك تقيس بشكل مفرط، وتعوض بشكل مفرط، وتتباطأ إلى حد الزحف.
يمكن صنع حزم اللحام بنفسك لتعمل. في الأيدي القادرة، مع إمكانية الوصول إلى الآلات، مع الصبر. ولكن إذا اشتريت واحدة لتتجنب حدود الملحقات المثبتة بالبراغي، فقد قمت ببساطة بتبديل المرونة المرئية بأخطاء هندسية غير مرئية.
لذا إذا كانت مجموعات البراغي صادقة ولكن محدودة، وتطلب حزم اللحام بنفسك مهارات بناء الآلات لتحقيق دقة حقيقية، فما الذي تشتريه لك مكابح الطاولة المصممة خصيصًا والذي لا تفعله الصلب الإضافي والجهد؟
شاهدت مكبح طاولة بطول 24 بوصة يأخذ شريطًا بعرض 3/16 بوصة ويستقر في الانحناء دون أن يتحرك الإطار. لا يوجد شريط تزيين ملصق على القالب. لا توجد علامات شارب تتسلل إلى الجوانب. نزل المكبس، وقبّل القالب على شكل V، وكانت كلا طرفي الزاوية تقرأ نفس الشيء على المقياس.
هذا ما يشتريه لك المال الإضافي: آلة تم تصنيعها كنظام قبل أن تلمسها.
ليس سحرًا. ليس علامة تجارية. هندسة لم يكن عليك اختراعها.
سترى “20 طنًا” في كتالوج وسيقفل عقلك عليها. يبدو قويًا. ولكن ضع مؤشرًا دائريًا على سرير إطار C خفيف تحت 15 طنًا وستشاهدها تتحرك بضع آلاف في المنتصف. تلك الانحرافات تغير الفتحة الفعالة على شكل V مع نزول المكبس. غير الفتحة V قليلاً، ستغير زاوية الانحناء.
على مكبح الطاولة المصمم خصيصًا، تكون الأعمدة أكثر سمكًا، نعم — ولكن الأهم من ذلك، أن أسطح السرير والمكبس مصنوعة بشكل متوازي بعد اللحام. هذا يعني أنه عندما يرتفع الحمل، يتقاسم كلا الطرفين ذلك بالتساوي. لا يزال الإطار ينحني. كل إطار ينحني. لكنه ينحني بشكل متوقع، متماثل، ضمن نطاق أخذ المصمم في الاعتبار.
تقييم الوزن الخام يخبرك بمدى قوة دفع الأسطوانة. لا يقول شيئًا عن كيفية تفاعل الهيكل عندما يفعل ذلك.
لقد رأيت كتالوجات الأدوات تلعب بالأرقام والزوايا الحادة لتضخيم أرقام السعة. يبدو أن واحدًا وثمانين طنًا قصيرًا لكل قدم أكبر من ثلاثة وسبعين طنًا طويلًا لكل قدم، وقليل من الأشخاص في المنازل يلتقطون الفرق. يمكن أن تزيد الأدوات الحادة من التقييم أيضًا. تظن أنك لديك هامش. لكنك لا تملك.
الحقيقة الصعبة: إذا انتشر الإطار تحت الحمل، فإن تلك القوة تتوقف عن كونها عمودية وتبدأ في السير جانبيًا إلى البراغي، والدبابيس، وأكتاف القالب. هذا شظايا تنتظر أن تحدث.
المكبح المخصص ليس محصنًا من الرياضيات السيئة. لا يزال عليك حساب المواد، والسماكة، والطول. لكنك تبدأ من هيكل تم تصميمه لتحمل الحمل مباشرة إلى القاعدة، وليس من خلال أي تسلسل لحام تمكنت منه في مرآبك.
الأدوات المطلوبة:
لذا فإن الصلابة تحافظ على الأشياء مستقيمة تحت الضغط. لكن الاستقامة ليست هي نفسها الدقة، أليس كذلك؟
خذ قطعة موسومة بـ 4.0 مم. قسها. قد تحصل على 3.85 مم. ذلك الفرق البالغ 0.15 مم لا يبدو كثيرًا حتى تتذكر أن تقييمات الوزن تتناسب تقريبًا مع السماكة المربعة في الانحناء الهوائي. تغيير صغير في السماكة، تغيير أكبر في القوة. تغيير أكبر في القوة، ارتداد مختلف.
حتى المكابح CNC عالية الجودة تتوسط حوالي نصف درجة من التباين دون ملاحظات فاخرة وتاج ديناميكي. نصف درجة - على آلات تكلف أكثر من منزلك. وغالبًا ما يأتي هذا التباين من عدم اتساق المواد، وليس من إطارات رديئة.
لذا عندما تسمع “هذا المكبح المكتبي $2,000 دقيق”، افهم ما يعنيه ذلك. يعني أن المكبس يتحرك بشكل مربع بالنسبة للسرير. يعني أن ارتفاعات الأدوات متطابقة. يعني أن الطرف الأيسر الخاص بك لا ينحني 92° بينما الطرف الأيمن يجلس عند 89° لأن أحد جوانب القالب أعلى.
لا يعني ذلك أن الآلة تلغي الفولاذ السيئ، أو القياسات المتجاوزة، أو الإعداد غير الدقيق.
الحقيقة الصعبة: المكبح الصلب والمستقيم سيعيد إنتاج أخطائك بدقة احترافية. هذا هو المقصلة التي تنتظر تسامحاتك.
الفرق بين “يمكن أن ينحني” و “يمكن أن ينحني بدقة” هو القابلية للتكرار. إذا قمت بثني ثمانية أقواس متطابقة بسمك 1/8 بوصة وهبطت جميعها ضمن نفس نافذة نصف الدرجة، يمكنك التعويض مرة واحدة والمضي قدمًا. مع بناء مجموعة، أنت تعوض كل جزء لأن الخط الأساسي يتغير.
الدقة ليست عن الكمال. إنها عن مرجع مستقر يمكنك الوثوق به.
وهذا يقودنا إلى الجزء الذي يجعل الناس يختنقون من السعر.
افتح الصندوق على مكبح مكتبي جيد وستكون القالب والمطرقة متطابقتين مع عرض الآلة، مصقولتين لارتفاع متسق، ومثبتتين بطريقة قابلة للتكرار. شريط التثبيت ليس مجموعة من البراغي التي تشدها “تقريبًا بنفس الطريقة” في كل مرة. إنها نظام.
هل يمكنك شراء أدوات مصقولة بدقة بشكل منفصل وتثبيتها على مجموعة لحام؟ بالتأكيد. اجمع التكلفة. ثم أضف الوقت لآلة أو تسوية سريرك بحيث تجلس الأدوات بشكل مسطح. كانت جميع القطع موجودة على الورق مع الطريق الأرخص - الإطار، الأسطوانة، القوالب. لكن الدقة ليست ميزة يمكنك تثبيتها.
رجل يقوم بلحام إطار من حديد I من الخردة، ويضع أسطوانة هيدروليكية، وينحني بزاوية 90 درجة نظيفة أمام الكاميرا، مبتسمًا. ما لا تراه هو الساعة التي قضاها في ضبط القالب باستخدام مقاييس الشعور، أو حقيقة أنه ينحني نفس قطعة الفولاذ اللين المتسامح مرارًا وتكرارًا.
الأدوات المتكاملة لا تلغي الحاجة إلى الحساب. حتى الشركات المصنعة ستخبرك بأخذ المواد والطول وهامش الأمان في الاعتبار في كل مرة. لا يوجد “هذا المكبح يفوز” على أساس الوزن فقط. ما تدفعه هو أن ارتفاع القالب يتطابق مع حركة المكبس، ومقعد القالب يتطابق مع السرير، وطريقة التثبيت لا تقدم التواء في كل مرة تشدها.
الحقيقة الصعبة: خلط الأدوات العامة مع هندسة الإطار غير المعروفة هو فخ ينتظر محفظتك.
هل السعر أربعة أضعاف مبرر؟ إذا كنت تنحني في بعض الأحيان، ربما لا. إذا كنت تتوقع أن تتطابق الأجزاء في الشهر المقبل، أو كنت تقدر وقتك أكثر من الفولاذ الخردة، فإن تلك الزيادة تشتري لك آلة لا تتردد عندما يرتفع مؤشر الوزن - وهذه الاستقرار هو ما يسمح لك بالتركيز على المواد واختيارات الأدوات بدلاً من إعادة بناء المكبس بين الوظائف.
ومتى ما قبلت أن الإطار والأدوات هما جزء فقط من الفاتورة، تبدأ في ملاحظة شيء آخر يتراكم بهدوء في الخلفية.
أنت تحدق في سعر الآلة وتفكر أن هذا هو الرقم. إنه ليس كذلك.
المكبح هو مجرد العضلات. الأدوات هي الأسنان. والأسنان هي ما تلامس العمل فعليًا.
يمكنك شراء إطار مكتبي صلب مقابل بضعة آلاف وتشعر أنك قد تغلبت على النظام. ثم تفتح كتالوج الأدوات وترى أن مطرقة مصقولة بدقة واحدة وقالب V مطابق يكلف ربع ما دفعته مقابل المكبح بالكامل. عندها يسقط معدتك. لأنك الآن تدرك أن الآلة “الكاملة” لم تكمل شيئًا فعليًا - لقد أوصلتك فقط إلى خط البداية.
هذا هو المضاعف الذي لا يذكره أحد.
لأن القالب هو المكان الذي تتحول فيه الهندسة إلى واقع.
قالب مكبس الفرامل ليس مجرد قطعة من الصلب بها شق. إنه مصقول بشكل مستقيم، ومسطح، ومعالج حراريًا لمقاومة التآكل، ومطحون بحيث يبقى الزاوية والارتفاع ضمن حدود ضيقة. تلك ±0.5° التي تسمع عنها في الآلات الجيدة؟ إنها ممكنة فقط لأن نصف قطر رأس الضرب، وزاوية القالب، وارتفاعات الكتف متسقة عبر الطول.
عندما ينزل المكبس، تطبق الآلة القوة فقط. القالب هو الذي يحدد كيفية تدفق تلك القوة إلى المادة. إذا لم تكن الأكتاف متساوية، فإن الحمل يتحول إلى الجانب. إذا كانت الزاوية غير صحيحة بدرجة، فإن كل انحناءة تتبع ذلك الخطأ. الحقيقة الصعبة: الأدوات السيئة تحول مسار الحمل المستقيم إلى قتال جانبي، وهذا هو السن المكسور الذي ينتظر حدوثه.
أنت لا تدفع ثمن الصلب. أنت تدفع ثمن الهندسة المتحكم فيها تحت الحمل.
والهندسة المتحكم فيها تتطلب عمليات صناعية ليس لديك في مرآبك.
الإجابة القصيرة؟ ليس إذا كنت تهتم بأصابعك أو الأجزاء النهائية.
لقد رأيت رجالًا يقومون بلحام كتلة V من لوح، ويطحنونها “بالقرب من الكفاية”، ويطلقون عليها اسم قالب البداية. ستثني الفولاذ الطري الرقيق. مرة واحدة. ربما مرتين. ثم تتشوه الأكتاف، وتفتح الزاوية، ويصبح 90 لديك 93 من طرف و88 من الطرف الآخر. الطباعة البلاستيكية؟ إنها جيدة للنماذج التجريبية وتجارب السماح بالانحناء. ضع وزنًا حقيقيًا عليها وستتغير مثل الزبدة الدافئة.
يواجه وجه القالب ضغط تماس مركز. وهذا يعني ضغطًا محليًا مرتفعًا بما يكفي لتكوين تجويف دائم في الفولاذات الأكثر ليونة. بدون معالجة حرارية مناسبة وتشطيب سطحي، يتآكل سطح القالب، وينقل المادة، ويخدش قطعة العمل الخاصة بك. الآن لم تعد غير دقيقة فقط. أنت تدمر الأجزاء.
الحقيقة الصعبة: الأدوات المصنوعة في المنزل تحت الحمل الحقيقي هي مطرقة زجاجية - تبدو صلبة، وتتحطم عندما تكون في حاجة إليها.
هل يمكنك الاستغناء عن العمل النموذجي مع مادة متسامحة وحجم منخفض؟ بالتأكيد. لكن في اللحظة التي تحتاج فيها إلى التكرار، أو عندما تنتقل إلى مواد أكثر صلابة، ستشتري أدوات حقيقية على أي حال. وستتمنى لو كنت قد خصصت ميزانية لذلك بدلاً من التظاهر بأن المجموعة كانت كل الاستثمار.
فما الذي يحدد فعليًا ما إذا كانت الأموال التي أنفقتها ذكية أم غبية؟
نظام التثبيت والمحاذاة.
ليس الأسطوانة. وليس سمك الإطار. الطريقة التي يجلس بها الرأس والقالب، ويسجلان، ويتكرران عندما تقوم بتبديلهما.
إذا لم تكن أدواتك جالسة على سطح مرجعي مصقول - مسطح، ومتوازي، ومتسق - فإن كل تغيير يصبح لعبة تخمين. تقوم بفك البراغي، وتطرق بمطرقة، وتشد جانبًا، ثم الجانب الآخر، وتأمل ألا تكون قد أدخلت التواء. كل إعداد يكلف وقتًا. إذا كانت وقت عملك يستحق أي شيء، فهذا هو المال الحقيقي الذي يتسرب.
في الأنظمة عالية الجودة، تحدد الأدوات ضد الأكتاف المعالجة أو المفاتيح الدقيقة. يتم توحيد الارتفاعات. يمكنك سحب قالب V بطول 4 بوصات وإدخال قالب بطول 2 بوصة، وتبقى العلاقة مع المكبس معروفة. هذا ما يجعل القوالب التقدمية أو الخاصة منطقية حتى في ورشة صغيرة - لأن الآلة يمكن أن تعود إلى الصفر بدون دراما.
المضاعف ليس فقط سعر الأدوات. إنه وقت الإعداد، ومعدل الخردة، وتكلفة مطاردة الأخطاء التي لم تكن في الصلب من البداية.
ومتى رأيت ذلك، ستتوقف عن السؤال، “ما هو أرخص مجموعة كاملة؟” وتبدأ في طرح سؤال أفضل: بالنظر إلى المادة التي أنحنيها، والكميات التي أعمل بها، والمخاطر التي أكون مستعدًا لتحملها - أين أنفق على الصلابة، وأين أقبل التسوية؟
لا تبدأ بالآلة.
تبدأ بالصلب الذي تخطط فعلاً لثنيه، وعدد المرات التي تخطط لثنيه، ومدى انزعاجك عندما لا يتطابق الجزء العاشر مع الأول. كانت جميع القطع موجودة — جداول الوزن، مجموعات لامعة، أسطوانات هيدروليكية تحمل أرقاماً كبيرة مطبوعة عليها — لكن لا شيء من ذلك يهم حتى تحدد عبء العمل الحقيقي الخاص بك. لأن أول خطوة لك ليست حول شراء القدرة. إنها حول اختيار أي قيد يمكنك التعايش معه.
ما هي الأرقام التي تحد من خياراتك؟
القياس هو السماكة. السماكة تحدد الوزن. الوزن يحدد ضغط الإطار.
هذه هي الجدار الأول.
الصلب المعتدل بسمك 16 هو عالم واحد. ربع بوصة على طول قدمين هو عالم آخر. القوة لا تتصاعد بلطف؛ إنها تتصاعد بسرعة، وكل طن إضافي يحاول نشر إطارك، ويشوه مكبس الضغط، ويدفع قضيبك جانباً. الحقيقة القاسية: بمجرد أن تبدأ في الاقتراب من الوزن الأقصى للآلة، فإنك تحمّلها مثل جرس مكسور — على بعد ضربة جيدة واحدة من التشوه الدائم.
المادة هي الجدار الثاني. الألمنيوم يتسامح. الصلب المعتدل يتحمل. الصلب عالي القوة يقاوم وينفتح بعد الثني — هذا هو الارتداد، المعدن الذي يعود بشكل مرن بمجرد تحرير الضغط. إذا لم يعد مكبحك إلى نفس الوضع السفلي في كل مرة، ستقضي فترة بعد الظهر في مطاردة الزوايا.
ثم يأتي نصف قطر الثني — المنحنى الداخلي للثني. إذا كان ضيقاً جداً بالنسبة للمادة، فأنت تمد الألياف الخارجية إلى ما بعد حدها. الأجزاء تتشقق بالقرب من الثقوب، والحواف تتشوه، و“90” لديك تصبح لعبة تخمين لأن المعدن ينحني بشكل غير متساوٍ عبر سماكته.
تلك الأرقام الثلاثة — السماكة، نوع المادة، نصف القطر المطلوب — تحدد مقدار الهيكل والمحاذاة التي يجب أن تدفع ثمنها. أي شكل يناسبك فعلاً؟
إذا كنت تثني الصلب المعتدل بسمك 14-18، وحواف قصيرة، وعدد قليل من الأجزاء في كل مرة، يمكن أن يكون تحويل مكبس الورشة عملاً صادقاً.
صادق. محدود.
تقبل أن السرير ليس متوازياً تماماً. تقبل عدم وجود مقياس خلفي — وهو التوقف الذي يحدد طول الحافة — لذا تقيس وتحدد كل قطعة فارغة. تقبل أن وجود أسطوانة هيدروليكية واحدة يعني أن المكبس يمكن أن ينحرف قليلاً إذا تسربت الختم، وأن ذلك الانحراف يظهر كأن أحد جانبي ثنيك يغلق بشكل أكثر إحكاماً من الآخر.
الحقيقة القاسية: مكبس ذو أسطوانة واحدة تحت حمل غير متساوٍ هو مسطرة من كرتون مبلل.
بالنسبة لـ “دعائم عطلة نهاية الأسبوع”، يمكن أن يكون ذلك التنازل معقولاً. أنت تتاجر بالقدرة على التكرار مقابل السعر. أنت تتاجر بالسرعة مقابل البساطة. إذا كانت الحافة منحرفة بدرجة، تقوم بتعديلها في مخرطة وتتابع.
الأدوات المطلوبة:
لكن ماذا لو كنت تريد بيع تلك الأقواس بدلاً من تثبيتها فقط على جدارك الخاص؟
في اللحظة التي تعد فيها بمواعيد التسليم، تتغير الحسابات.
الآن تهتم بأن الجزء #1 والجزء #50 يتطابقان ضمن نصف درجة. الآن تهتم بأن أطوال الشفة تتكرر دون إعادة قياس كل فراغ. هنا تتوقف فرامل الطاولة الحقيقية - مع أسطح تثبيت مصنعة وإرشادات رام متزامنة - عن كونها رفاهية وتبدأ في كونها تأمينًا.
ليس لأنها أقوى.
لأنها متسقة.
تم بناء فرامل مخصصة حول التوازي. يتم تثبيت الثقب والقالب ضد أسطح مرجعية تم تصنيعها بشكل مربع بالنسبة للإطار. تعني هذه الهندسة أنه عندما تنحني قليلاً لتعويض الارتداد - وستفعل - فإن التصحيح ينطبق بالتساوي عبر العرض.
الحقيقة الصعبة: التحميل الزائد حتى على فرامل الطاولة تتجاوز حمولتها المقدرة هو انحناء الإطار في حركة بطيئة، والإطارات المنحنية لا تعود أبدًا.
إذا كان عملك الجانبي يتضمن مواد أكثر سمكًا “بين الحين والآخر”، فلا تشتري الفرامل التي تتعامل معها بالكاد. إما أن تزيد من السعة أو تعيد تصميم الجزء. الدقة ليست ميزة تضيفها لاحقًا؛ إنها مدمجة في الهيكل الذي تختاره في اليوم الأول.
الأدوات المطلوبة:
فماذا لو كانت أرقامك لا تبرر امتلاك أي شيء على الإطلاق؟
إليك الجزء الذي لا يرغب أحد في سماعه.
إذا كنت بحاجة إلى عشرة انحناءات ثقيلة في لوح بسمك 3/8 بوصة مرتين في السنة، فإن شراء أي فرامل هو مجرد كبرياء، وليس اقتصاديات. ستصل ورشة التصنيع التي تمتلك آلة بقدرة 100 طن وتاج مناسب - وهو تعويض انحراف محكوم على طول السرير - إلى زواياك في إعداد واحد.
يمكنك إنفاق آلاف لتجنب دفع بضع مئات.
الحقيقة الصعبة: إجبار آلة خفيفة على القيام بأعمال ثقيلة هو شظايا تنتظر أن تحدث.
الاستعانة بمصادر خارجية ليست استسلامًا. إنها اعتراف بحدودك الهيكلية واستثمار أموالك حيث يمكنك التحكم في المتغيرات — القطع، اللحام، التشطيب. تحتفظ بأعمال القياس الخفيف في المنزل على إعداد متواضع، وتقوم بإسناد الوحوش النادرة التي ستدفع معداتك إلى ما بعد حدودها الآمنة.
لذا إليك العدسة التي أريدك أن تحملها إلى الأمام:
طابق الهيكل مع الإجهاد، وطابق الدقة مع الوعد.
تخبرك السماكة والمادة بالإجهاد. تخبرك الحجم وتوقعات العملاء بالوعد. حيث يكون الإجهاد منخفضًا والوعد غير رسمي، يمكنك التنازل عن الهيكل. حيث يكون الإجهاد مرتفعًا أو الوعد صارمًا، تشتري المحاذاة والقدرة أولاً — أو تترك شخصًا آخر يتحمل العبء.
هذه هي حركتك الأولى.


















