

Letzten Dienstag habe ich einen 600-teiligen Halter bei einem Lauf “glatt gehen” sehen. Acht Biegungen auf einer Standard-V-Matrize. Danach haben zwei Bediener jeweils 3,5 Stunden damit verbracht, Aufweitung zu beseitigen und Verzerrungen zu glätten, bei $32/Stunde. Das sind $224 an Arbeitskosten, nachdem die Abkantpresse aufgehört hat zu laufen.
Niemand hat “Sekundärbearbeitung” auf den Laufzettel geschrieben. Sie war einfach da, still, wie ein 3% Margenleck, das niemand festzieht.
Bei 600 Teilen sind das $0,37 pro Stück nur für die Nachbearbeitung. Wenn der Auftrag nur $1,10 Bruttomarge trägt, hast du gerade 34% davon mit Feile und Hammer verbrannt. Und du nennst maßgefertigtes Werkzeug immer noch einen “Luxus”, den man sich erst bei 10.000 Teilen gönnt?
Ich habe gesehen, wie Betriebe einen $4.800‑Sonderstempel ablehnten, weil der Lauf “nur” 800 Teile hatte. Derselbe Betrieb zahlt gerne $0,40 pro Teil für Nacharbeit, Prüfverzögerungen und Verlangsamungen – $320 bei dieser Charge, $320 bei der nächsten, $320 bei jeder Nachbestellung – als wäre es unsichtbares Geld.
Du spürst nicht $0,40. Du spürst $4.800.
Aber Mathe kümmert sich nicht um Gefühle. Wenn ein Sonderwerkzeug $0,40 pro Teil an sekundären Arbeits- und Fehlerkosten eliminiert, liegt der Break-even bei 12.000 Teilen für diese Rate. Erhöht man die Arbeitskosten vom früheren $18/Stunde auf heutige $32/Stunde, wird aus den $0,40 stillschweigend $0,70. Der Break-even sinkt unter 7.000. Fügt man eine 2% Fehlerreduzierung bei einem $12‑Teil hinzu – $0,24 eingespart – liegt man unter 5.000 Teilen.
Und das, bevor wir über Rüstzeiten sprechen.
Wenn versteckte Kosten pro Teil × Volumen ≥ Werkzeugkosten, dann ist Sonderwerkzeug kein Luxus – es ist Mathematik.
Also warum zahlen wir immer noch die „Schrotttonne“-Steuer?

Betrachte ein Teil, das nach einem Standard-Luftbiegen noch Umsäumen, Glätten und kosmetische Nachbearbeitung braucht. Jeder Handgriff dauert 20 Sekunden. Drei Handgriffe ergeben eine Minute. Bei $32/Stunde sind das $0,53 pro Teil an Arbeitskosten.
Lauf mit 500 Teilen. Du hast gerade $265 ausgegeben, um so zu tun, als wärst du “flexibel”.”
Eine gut gestaltete Sondermatrize, die in einem Hub formt und umsäumt, könnte 15% mehr Rüstzeit erfordern – sagen wir 30 zusätzliche Minuten bei $32/Stunde, also $16. Aber wenn sie diese $0,53 pro Teil eliminiert, holst du dir $265 bei den ersten 500 Teilen zurück. Nettogewinn: $249. Das ist eine 15% Margensteigerung bei einem $1.600‑Auftrag.
Ja, Sonderwerkzeuge können Risiken mit sich bringen – Überraschungen beim Rückfedern, Tonnagebegrenzungen. Aber Standardwerkzeuge beseitigen diese nicht. Sie verlagern die Korrektur nur in menschliche Hände bei $32/Stunde. Wenn deine sekundären Arbeitskosten pro Teil × 500 die zusätzlichen Rüstkosten + Werkzeugamortisation übersteigen, dann mietest du Flexibilität mit Verlust.
Also woher kommt dieser 10.000‑Teile‑Aberglaube?
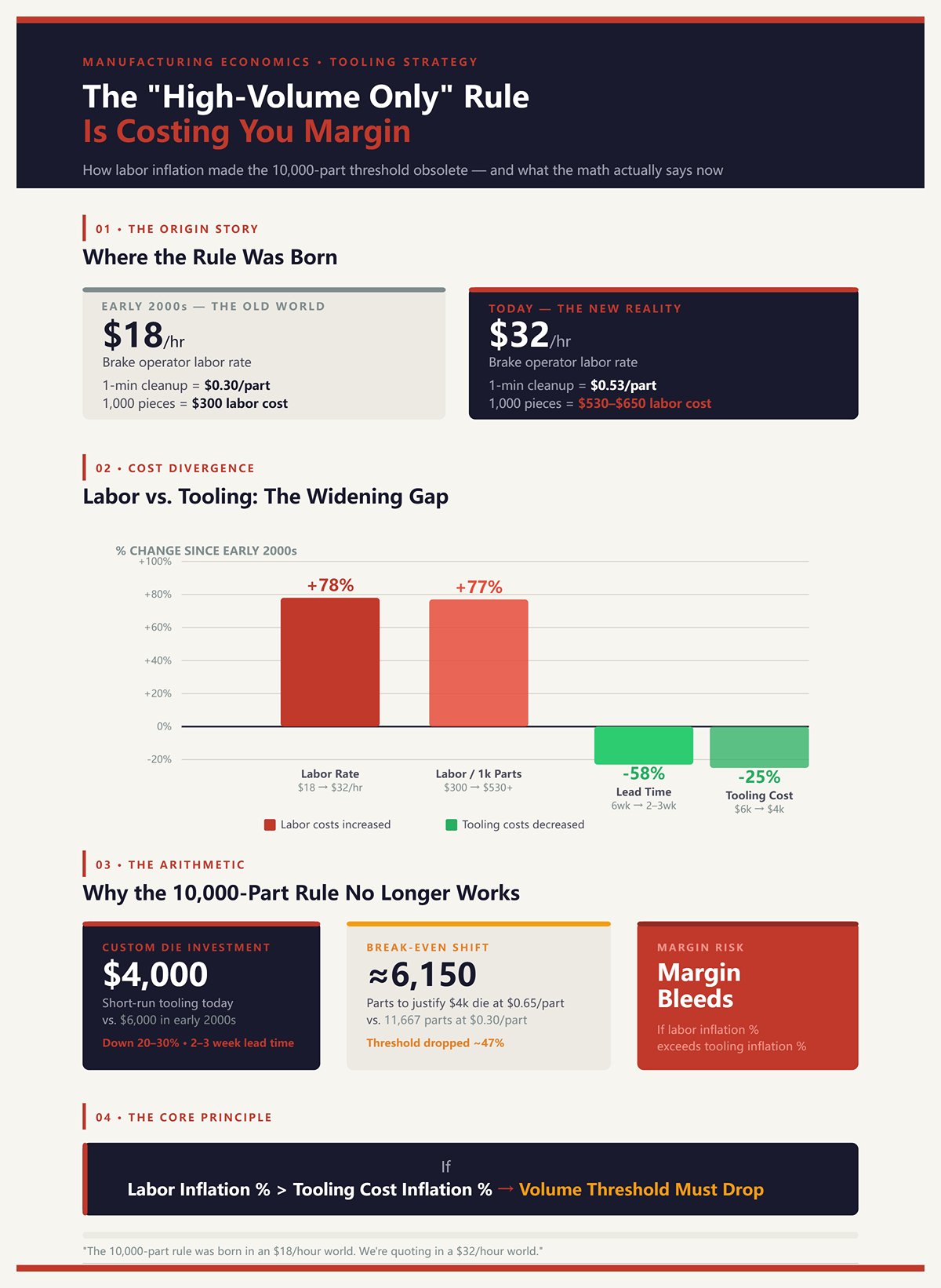
Anfang der 2000er zahlte ich $18/Stunde für Abkantpressenbediener. Eine einminütige Nachbearbeitung kostete $0,30 pro Teil. Bei 1.000 Teilen sind das $300. Schwer, ein $3.500‑Sonderwerkzeug dagegen zu rechtfertigen.
Schneller Vorlauf: Dieselbe Minute kostet jetzt $0,53. Dieselben 1.000 Teile kosten $530. Mit Lohnnebenkosten kommst du nahe an $650. Die Arbeitskostenzeile hat sich verdoppelt; das mentale Regelbuch nicht.
Inzwischen haben CAD und Drahterodieren Kurzserienwerkzeuge billiger und schneller gemacht. Was früher 6 Wochen und $6.000 kostete, kann jetzt je nach Komplexität 2–3 Wochen und $4.000 kosten. Die Kostenkurve sank um 20–30%. Die Arbeitskosten stiegen um 70–80%.
Die Regel der 10.000 Teile entstand in einer $18/Stunden-Welt. Wir kalkulieren in einer $32/Stunden-Welt. Wenn die Lohninflation % > Werkzeugkosteninflation % ist, dann muss Ihre Mengenschwelle sinken oder Ihre Marge blutet.
Warum fühlt sich die alte Zahl also immer noch “sicher” an?

Weil sich der Schmerz verteilt.
Ein $5.000-Werkzeug taucht einmal in der Bestellung auf. Es ist laut. Es erscheint in der Kapitalprüfung. Sekundäre Arbeitskosten von $0,50 pro Teil verstecken sich in der Produktion. Es sieht aus wie “normale Stunden”. Kein rotes Fähnchen. Nur 2–3% weniger Marge bei jedem Lauf, wie eine Hydraulikleitung, die bei jedem Zyklus 2% Druck verliert.
Und Sonderwerkzeuge erfordern Engagement. Sie müssen Zeichnungen festlegen. Den Pressdruck bestätigen. Akzeptieren, dass, wenn sich das Teil um 10% ändert, das Werkzeug eventuell angepasst werden muss. Das wirkt riskant bei einem Auftrag von 500 Stück. Aber ebenso riskant ist es, jedes Mal $300–$400 zu verlieren, weil niemand die Entscheidung verantworten wollte.
Komfort erscheint nicht in der Gewinn- und Verlustrechnung. Arbeit schon.
Wenn Wiederholungsmenge × versteckte Arbeit pro Teil innerhalb von zwei Zyklen die Werkzeugkosten übersteigt, dann ist “das haben wir schon immer so gemacht” keine Strategie – es ist eine Subvention für Ineffizienz.
Die eigentliche Frage ist jetzt nicht, ob Sonderwerkzeuge ein Luxus sind. Sondern wo genau diese versteckte Steuer in Ihrem aktuellen Arbeitsablauf sitzt.
Letzten Monat haben wir eine Seitenwand aus Edelstahl mit 500 Stück gefertigt. Sah auf dem Papier harmlos aus: vier Biegungen, eine Falz, 14 Gauge 304. Standard-V-Matrize, Luftbiegen, Wenden, Falzen im zweiten Durchgang. Presszeit? Insgesamt 2,8 Stunden.
Was im Arbeitsplan nicht stand: 1,5 Stunden an der Entgratstation, um Mikrorisse entlang der Falz zu beseitigen, 45 Minuten in der Endkontrolle wegen Winkelschwankungen und 30 Minuten Punkt-Schweißnacharbeit, weil die Falz nicht eben lag. Bei $32 pro Stunde sind das $144 für Nacharbeit und Korrektur zusätzlich zur Formgebung. Bei einem Auftrag mit $900 Bruttomarge sind das 16% Verlust — nicht durch Ausschuss, nicht durch Überstunden — sondern einfach im “normalen Ablauf”.”
Sie werden es im Angebot nicht sehen. Es ist in Arbeitskostenblöcken versteckt, die als “Unterstützung” bezeichnet sind.”
Aber Mathematik kümmert sich nicht um Gefühle.
Bei $0,29 pro Teil an zusätzlicher Handhabung ($144 ÷ 500) hat Ihr 500-Stück-Lauf gerade 3%–5% eines bescheidenen $4.000-Sonderwerkzeugs vorfinanziert. Wenn Sie es zweimal im Jahr laufen lassen, haben Sie jährlich $288 verloren – für das Privileg, “flexibel” zu bleiben. Das ist die Ausschusskisten-Steuer – klein genug, um sie zu ignorieren, beständig genug, um weh zu tun.
Wenn versteckte Arbeit pro Teil × Jahresmenge ≥ 20% der Werkzeugkosten beträgt, dann finanzieren Sie Ineffizienz auf Raten.
Wo also versteckt sie sich in Ihrer Werkstatt?
Stellen Sie sich einen Kanal mit Versätzen vor. Standardwerkzeug bedeutet: erster Schlag zum Formen der Schenkel, Umrüsten, zweiter Schlag zum Erzeugen des Versatzes. Zwei Einrichtvorgänge, zwei Messpunkte, zwei Gelegenheiten, um 0,5° daneben zu liegen.
Bei einem 500-Stück-Los sind das nicht nur 500 zusätzliche Hübe. Es sind 500 Entladungen, 500 Wege zur Palette, 500 Neuausrichtungen. Selbst wenn jeder Handhabungszyklus 25 Sekunden dauert, sind das 3,5 Arbeitsstunden – $112 bei $32 pro Stunde – bevor Sie das zweite Einrichten mit 20 Minuten, also weiteren $11, berücksichtigen. Sie sind $123 tief, nur weil die Geometrie nicht zu Ihrem Werkzeugsatz passt.
Und hier ist der stille Killer: Jede Nachkalibrierung führt zu Abweichungen. Angenommen, Ihr Ausschuss steigt um 2% aufgrund eines Handhabungsfehlers bei einem $18-Teil. Zehn ausgesonderte Teile entsprechen $180 an Material und Gemeinkosten. Jetzt betragen Ihre “zweiten Treffer”-Kosten $303 bei 500 Teilen — $0,61 pro Teil — ohne dass jemand einen Scheck mit der Aufschrift “Fehler” ausstellt.”
So wird aus einer zweiten Biegung eine zweite Maschine, eine zweite Warteschlange und eine zweite Rechnung, die Sie nie einzeln ausweisen.
Wenn (zusätzliche Handhabungsarbeit + Ausschuss durch Nachbearbeitung) pro Teil × 500 ≥ Werkzeugabschreibung pro Lauf, dann gewinnt die Einstufen-Sonderlösung — selbst bei geringer Stückzahl.
Warum also kämpfen wir gegen das Material, anstatt es einmal zu formen und weiterzugehen?
Verarbeiten Sie 980 MPa hochfesten Stahl in einer Standard-V-Matrize und sehen Sie, was passiert. Sie programmieren 88°, um 90° zu erreichen. Die ersten fünf Teile landen bei 89,5°. Der Bediener stellt auf 87,5° um. Jetzt liegen Sie bei 90,8°. Wieder zurücksetzen. Und erneut nachjustieren.
Zehn Testteile zu je $12 ergeben $120 an Material, bevor Sie stabil sind. Fügen Sie 40 Minuten Bedienerzeit zur Feinabstimmung hinzu — $21. Das sind $141, die verbrannt werden, bevor Teil #11 ausgeliefert wird. Bei einem Auftrag über 500 Teile ergibt das allein $0,28 pro Teil an Abstimmungskosten.
Standardwerkzeuge behandeln Rückfederung wie Wetter – etwas, das man umgehen muss. Sonderwerkzeuge ändern die Geometrie: engerer Stempelradius, kontrolliertes Durchdrücken, vielleicht eine entlastete Schulter, um die Biegung zu fixieren. Sie investieren 15% mehr an anfänglichen Werkzeugkonstruktionkosten und sparen 50% an Winkeldrift und nahezu null Testausschuss.
Ja, Sie könnten das Teil neu konstruieren – den Radius vergrößern, auf 5052 statt 6061 wechseln, die Spezifikation abschwächen. Manchmal ist das klug. Aber wenn die Zeichnung fixiert ist und die Legierung durch den Lastfall bestimmt wird, zahlen Sie $0,25–$0,40 pro Teil an Anpassungsarbeit, weil die Matrize nicht zur Physik passt.
Wenn Abstimmungszeit für Rückfederung + Testausschuss pro Lauf innerhalb von zwei Aufträgen mehr als 5% der Werkzeugkosten übersteigt, dann schlägt die Geometriekorrektur das Programm-Tuning.
Damit kommen wir zum nächsten Verlust – dem, über den die Qualitätskontrolle ständig diskutiert.
Jedes Mal, wenn Sie ein Teil wenden, setzen Sie den Nullpunkt zurück.
Nehmen Sie eine vierfach gebogene Box, die in zwei separaten Aufspannungen geformt wird. Jede Aufspannung trägt ±0,5° Winkelabweichung. Über vier Biegungen summiert sich das auf ±1,5 mm an der gegenüberliegenden Kante. Die Qualitätsprüfung markiert 8% der Teile als “grenzwertig”. Bediener beginnen, mit einem Hammer manuell nachzubiegen.
Bei einem Lauf von 500 Teilen werden 40 manuell nachbearbeitet, jeweils 90 Sekunden. Das ist eine Stunde Arbeit — $32. Nicht dramatisch. Aber fügen Sie die 45 Minuten des Prüfers zum Sortieren hinzu — $24 — und Sie sind bei $56, also $0,11 pro Teil, nur um die Toleranz wieder einzuhalten.
Nun kommt die Opportunitätskosten hinzu: Die Abkantpresse stand 30 Minuten still und wartete auf die Freigabe. Bei einem Maschinenstundensatz von etwa $85 pro Stunde sind das weitere $42 an ungenutzter Kapazität.
Ihre “Toleranzverwaltung” hat Sie also $98 gekostet — 11% einer $900-Marge — weil Abweichungen im Prozess zu Beginn eingeführt und am Ende von Menschen statt durch Stahl korrigiert wurden.
Sonderwerkzeuge, die alle vier Biegungen in einer einzigen referenzierten Position formen, eliminieren zwei Wendungen und zwei Toleranzrücksetzungen. Weniger Aufschichtungen. Weniger Diskussionen. Weniger $0,11-Verluste, die zu klein scheinen, um sie zu verfolgen.
Wenn nachgelagerte Nacharbeitszeit + Prüfzeit pro Lauf ≥ 10% der Formzeit beträgt, dann kompensiert der Prozess das Werkzeug anstatt Teile zu produzieren.
Und das führt zu den Kosten, über die alle nur mit den Schultern zucken.
Ich höre es ständig: “Standardrüstungen dauern nur 20–30 Minuten.”
Gut. Nennen wir es 25 Minuten bei $32/Stunde — $13. Fügen wir 10 Minuten für Werkzeugsuche und Vorbereitung hinzu — weitere $5. Du bist bei $18, bevor das erste Teil überhaupt gefertigt ist.
Mach das dreimal, weil der Auftrag drei Werkzeugkonfigurationen benötigt, und du bist bei $54 pro Charge. Bei 500 Teilen sind das $0.11 pro Teil. Klingt harmlos.
Bis der Auftrag viermal im Jahr wiederkehrt. Jetzt hast du jährlich $216 nur für wiederholte Rüstzeit-Reibung ausgegeben — 24% dieser gleichen $900 Marge — und niemand hat den Prozess auch nur um einen Zentimeter verbessert.
Kundenspezifische, konsolidierte Werkzeuge könnten beim ersten Rüsten 40 Minuten hinzufügen — $21 extra —, aber zwei zukünftige Rüstvorgänge pro Charge eliminieren. Über vier Durchläufe sparst du 200 Minuten Maschinenstillstand — $107 — und gewinnst Kapazität, um einen weiteren Auftrag mit einem Umsatzwert von $1.200 auszuführen.
Rüstzeit ist keine lästige Pflicht. Sie ist Zins. Sie verzinst sich still mit 10%–25% der Marge über ein Jahr, wenn du sie unverändert wiederholst.
Wenn (eingesparte Rüstminuten pro Lauf × Läufe pro Jahr × Stundensatz) ≥ zusätzlicher Werkzeugkosten über zwei Jahre, dann verlangt das Standardwerkzeug Miete von dir.
Und Miete ist das, was du zahlst, wenn du die Lösung nicht besitzt.
Bei einem 500-teiligen Edelstahlgehäuse, das wir im letzten Quartal gefertigt haben, verlangte die Zeichnung eine Rückkantung und eine Bördelung an derselben Kante. Mit Standardsegmenten bedeutete das: vorbiegen, umdrehen, Bördel schließen, dann ein separates Glätten. Drei Hübe. Zwei Rüstungen. Eine Schweißvorrichtung nachgeschaltet, weil die Bördelung nie perfekt gerade war. Wir haben $2.400 in ein kundenspezifisches Stufenwerkzeug investiert, das Rückkantung und Bördelung in einem kontrollierten Hub formte. Gleiche Abkantpresse. Gleicher Bediener. Ein Hub.
Der Unterschied war nicht theoretisch. Die Zykluszeit fiel von 55 Sekunden auf 28 Sekunden — 27 Sekunden eingespart × 500 Teile ergeben 3,75 Arbeitsstunden, $120 bei $32/Stunde. Wir haben eine 30-minütige Sekundärrüstung eliminiert — $16. Wir haben die Schweißnacharbeit eliminiert, die im Schnitt 45 Sekunden pro Teil betrug — weitere 6,25 Stunden, $200. Das ergibt $336 an direkter Arbeitszeit bei den ersten 500 Teilen, plus wir haben eine Vorrichtung entfernt, die 20 Quadratfuß Bodenfläche und $1.100 an Baukosten belegte. Beim zweiten Lauf hatte sich das Werkzeug bereits zu 28% seines Preises amortisiert, und die Schweißzelle stoppte den Verlust von 12% Marge durch Nacharbeit.
So trifft man Entscheidungen. Du fragst nicht: “Ist das Großserie?” Du fragst: “Wie viele Kostenstellen verschwinden, wenn ich es einmal forme, statt dreimal dagegen anzukämpfen?” Wenn gestrichene Operationen pro Teil × Stundensatz × 500 ≥ Werkzeugamortisation, dann hört kundenspezifisch auf, Luxus zu sein, und wird zum Schraubenschlüssel an einer lecken Leitung.
Ich habe Bediener gesehen, die “Acht Biegungen auf einer Standard-V-Matrize” durchführen, weil das Werkzeug eben im Gestell lag. Biegen, verschieben, erneut positionieren, wieder biegen. Jede Neupositionierung dauert 6–8 Sekunden, wenn der Bediener flink ist. Nennen wir es 7 Sekunden × 7 zusätzliche Bewegungen = 49 Sekunden reine Handhabung. Bei $32/Stunde sind das $0.44 pro Teil nur durch Bewegung. Bei 500 Stücken hast du $220 verbrannt, noch bevor du Winkelprüfungen oder Ausschuss einrechnest.
Ein „One-Hit“-Stufenwerkzeug nimmt diese acht Merkmale und referenziert sie auf eine einzige Position. Ein Hub in 18 Sekunden. Du hast gerade 49 Sekunden Handhabung und 20 Sekunden zusätzliche Zykluszeit eliminiert — etwa 69 Sekunden insgesamt. Das sind 9,6 Arbeitsstunden, die bei 500 Stücken eingespart werden, oder $307. Und hier ist der Punkt, den die meisten übersehen: Du eliminierst auch sieben Möglichkeiten, sich zu vermessen. Wenn dein Ausschuss von 3% auf 1% bei einem Teil im Wert von $18 fällt, sind das 10 Teile weniger im Abfall — $180 zurückgewonnen.
Du hast nicht nur Zeit gespart. Du hast Variabilität entfernt. Wenn (zusätzliche Hübe − 1) × Handhabungssekunden × Stundensatz × 500 + Ausschussdifferenz ≥ Werkzeugkosten, dann ist das Einhubwerkzeug der günstigere Stahl.
Aber löst jedes kundenspezifische Werkzeug dasselbe Problem?
Wir haben 980-MPa-Hochfestigkeitsbügel gefertigt, die bei einem Stempelradius von 0,125″ rissen. Standardkatalogwerkzeug. Günstig. Nach 12 Teilen Haarrisse an der Biegelinie — 4% Ausschuss bei einem $22-Rohteil. Das sind $44 Verlust bei den ersten 50 Teilen und steigend auf $440 bei 500, wenn du nichts änderst.
Die Lösung war nicht “mehr Geschick”. Es war Geometrie. Wir bestellten einen Stempel mit einem Radius von 0,250″ und einer entlasteten Schulter, um das Durchdrücken zu kontrollieren. Werkzeugkosten: $1.800. Ausschuss sank von 4% auf unter 1%. Bei 500 Teilen sind das 15 gerettete Teile — $330 an Material — zusätzlich hörten wir auf, pro Durchgang 30 Minuten damit zu verbringen, die Rückfederung einzustellen, weitere $16. Die Amortisation war kein Zauber; es war Physik.
Das ist geometriegetriebene Anpassung: Sie ändern die Form, um der Zeichnung zu entsprechen.
Dann gibt es materialgetriebene Anpassung. Polierte 304-Edelstahlplatten kamen mit Riefen vom 32 Rc kaltgefrästen Gesenk aus der Abkantpresse. Die kosmetische Ausschussrate lag bei 6% auf einer $28-Platte — $168 pro 100 Teile, $840 bei 500. Wir wechselten zu gehärteten, nicht markierenden Einsätzen mit über 50 Rc. Werkzeugkosten $2.200. Ausschuss fiel auf 1%. Sie sparen $700 an Materialausschuss bei den ersten 500 und vermeiden 2 Stunden Polierarbeit — $64 — bei jeder Charge.
Unterschiedliche Probleme. Gleiche Mathematik. Wenn das Materialverhalten oder die Oberflächenanforderung mehr als 3% Ausschuss oder mehr als 30 Minuten Einstellzeit pro Durchgang kostet, muss die Werkzeuggeometrie geändert werden, sonst schmilzt die Marge dahin.
Aber selbst wenn der Bogen stimmt, was macht Ihre Abkantpresse während Sie Stahl wechseln?
| Kategorie | Geometriegetriebene Anpassung | Materialgetriebene Anpassung |
|---|---|---|
| Kernidee | Werkzeugform ändern, um der Zeichnung zu entsprechen | Werkzeugmaterial ändern, um dem Materialverhalten oder der Oberflächenanforderung zu entsprechen |
| Problembeispiel | 980 MPa hochfeste Halterungen reißen bei 0,125″ Stempelradius | Polierte 304-Edelstahlplatten mit Riefen von 32 Rc Gesenk |
| Ursprüngliches Werkzeug | Standardkatalog-Werkzeug (billig) | 32 Rc kaltgefräste Gesenke |
| Fehlerergebnis | 4% Ausschuss nach 12 Teilen; Haarrisse an der Biegekante | 6% kosmetische Ausschussrate |
| Kostenwirkung (500 Stück) | ~$440 prognostizierter Ausschussverlust | $840 Ausschussverlust |
| Lösung | 0,250″ Radius-Stempel mit entlasteter Schulter zur Kontrolle des Aufsetzens | Gehärtete, nicht markierende Einsätze mit über 50 Rc |
| Werkzeugkosten | $1,800 | $2,200 |
| Ausschuss nach Reparatur | Reduziert von 4% auf unter 1% | Reduziert von 6% auf 1% |
| Materialeinsparung (500 Stück) | 15 Teile eingespart = $330 | $700 im Ausschuss zurückgewonnen |
| Arbeitseinsparung | 30 Minuten Federkennlinien-Abstimmung pro Lauf eingespart (~$16) | 2 Stunden Polierarbeit pro Charge eingespart (~$64) |
| Amortisationslogik | Physikgestützte Geometriekorrektur | Materialkompatibilität und Oberflächenschutz |
| Entscheidungsregel | Wenn Ausschuss >3% oder Abstimmung >30 Min./Lauf, Geometrie ändern | Wenn Ausschuss >3% oder Abstimmung >30 Min./Lauf, ändere das Werkzeugmaterial |
Ich habe letzten Monat einen Auftrag gestoppt. Drei Werkzeugwechsel. Jeder Wechsel: 12 Minuten zum Herausnehmen der Segmente, Reinigen des Betts, Bereitstellen neuer, Abdrücken zur Ausrichtung. Das sind 36 Minuten ohne Schneidvorgang. Bei einer Maschinenstundensatzbelastung von $85/Std. sind das $51 pro Los. Bei vier Wiederholungen im Jahr sind $204 verloren – 22% einer $900‑Marge – nur durch Schraubenschlüsselzeit.
Individuell kombinierte Werkzeuge machten aus diesen drei Rüstkonfigurationen ein einziges 20‑Minuten‑Setup. Du fügst vorne 8 Minuten hinzu – $11. Aber du streichst 24 Minuten pro Lauf. Über vier Läufe sind das 96 Minuten zurück – $136 Maschinenkapazität, die du verkaufen kannst. Das ist ein halber Tag, der über das Jahr aus der “Flexibilitäts”-Schrottsteuer zurückgewonnen wird.”
Ja, Sonderwerkzeuge sind komplexer. Ja, wenn dein Programmierer keine gestuften Biegungen beherrscht, zahlst du mit Debug‑Zeit. Ich habe 45 Minuten durch falsche Sequenzen verloren – $24 Arbeitskosten – weil das Offline‑Programm Freiräume nicht berücksichtigt hat. Aber sobald es festgelegt ist, wird das Setup wiederholbar. Standard‑Segmentwerkzeuge verlieren, sobald sie geschnitten und gemischt sind, ihre Ausrichtgenauigkeit und jagen 0,030″ über 4 Fuß. Präzisionswerkzeuge halten 0,0004″ pro Fuß. Das ist kein Prospektgerede; das ist der Unterschied zwischen Unterlegen und Ausliefern.
Wenn (ersparte Einrichtminuten pro Jahr × Maschinensatz) − zusätzliche Programmierzeit ≥ jährliche Werkzeugkosten, dann ist segmentierte “Flexibilität” nichts als gemietete Ineffizienz.
Und was passiert nach den ersten 20 Teilen, wenn die Prüfung anfängt, zu schweben?
Bei einer 4‑Fuß‑Tafel driftete das kaltgeplante Segmentwerkzeug etwa 0,0015″ pro Fuß, sobald wir Längen mischten. Das ergibt rund 0,006″ über die Gesamtbreite. Klingt nicht nach viel, bis die Montage ±0,010″ Gesamttoleranz braucht. Wir verloren 1 Stunde pro 500‑Teile‑Lauf beim Prüfsortieren – $32 – und eine weitere Stunde beim Nachbiegen – nochmal $32. $64 pro Los, weil der Werkzeugstapel die Linie nicht halten konnte.
Wir stellten auf einen durchgehend präzisionsgeschliffenen Werkzeugsatz um. Die Wiederholgenauigkeit verengte sich auf etwa 0,0004″ pro Fuß. Sortierzeit fiel auf 15 Minuten – $8. Nachbiegen verschwand fast ganz. Nennen wir es $50 Ersparnis pro 500. Kein Titelthema. Aber addiere das zu den $300 aus dem Ein‑Schlag‑Umformen und $136 aus Einrichtzeit‑Verkürzung, bist du bei über $486 beim gleichen Los.
Konstanz senkt auch die Abhängigkeit vom Bediener. Wenn der Prozess hält, machen A‑Spieler und B‑Spieler gleichermaßen gute Teile. Wenn Winkelabweichung manuelle Korrektur bei 8% der Teile erzwingt und jede Korrektur 60 Sekunden dauert, sind das 6,7 Arbeitsstunden pro 500 – $214. Fixiere die Geometrie im Stahl, senke die Korrektur auf 2%, und du gewinnst $160 zurück. Aber Mathematik kümmert sich nicht um Gefühle – sie kümmert sich um Minuten × Satz × Teile.
Hier ist die Werkstattregel, die ich auf jedem Angebot rot unterstreiche: Wenn (Nacharbeits‑ + Prüf‑ + Ausschusskosten) pro Teil × 500 ≥ 25% des Sonderwerkzeug‑Preises, dann finanzierst du das Werkzeug bereits – nur durch Verschwendung statt durch Stahl.
Wann überschreitet ein Auftrag also die Grenze? Wenn die Vorgänge, die du bei 500 Stück löschen kannst, mehr wert sind als den Scheck, den du für das Werkzeug ausstellen würdest. Der nächste Schritt ist, beide Spalten nebeneinander zu stellen und die Zahlen diskutieren zu lassen.
Ich hatte letztes Quartal ein 500‑Stück‑Gehäuse auf dem Tisch. Standard‑Segmentwerkzeug bedeutete zwei Schläge und einen kurzen Entgraddurchgang. Nachbearbeitung kostete uns $10 pro Teil, klar und einfach. Ein Ein‑Schlag‑Sonderstempel wurde mit $5.000 angeboten. Die Frage war nicht “Sind 500 hohes Volumen?” Die Frage war: Wann hört $5.000 auf, beängstigend zu sein, und fängt an, günstig zu werden?
Streich einen $10‑Vorgang über 500 Teile und du ersparst genau $5.000. Bei 501 Teilen bist du $10 vorn. Das ist der Kipp‑Punkt – nicht 5.000 Stück, nicht “Automobil‑Volumen”. Fünfhundert. Aber Mathematik kümmert sich nicht um Gefühle.
Also stellen wir beide Spalten nebeneinander und sehen, wo das Bluten tatsächlich beginnt.
Nehmen wir ein realistisches Beispiel. Manuelle oder einfache CNC‑Abkantpresse, mit $70/Std. belastet. Fünf‑Minuten‑Zyklus mit Standard‑Segmentmatrizen. Das ergibt ($5 Min / 60) × $70 = $5.83 pro Teil an Maschinen‑ und Arbeitskosten. Füge $0.20 Entgraten hinzu und du bist bei $6.03 pro Teil vor Ausschuss. Bei 500 Stück sind das $3.015 an direkter Bearbeitung.
Nun füge das hinzu, was niemand fett im Angebot druckt: einen zusätzlichen Schlag mit 45 Sekunden Handhabung und Umrüsten. Das sind 0,75 Minuten × $70/Std. = $0.88 pro Teil. Weitere $440 bei 500 Stück. Deine reale Summe ist $3.455 – und wir haben Ausschuss oder Prüfung noch nicht berührt.
Version der Sonderwerkzeuge: Ein-Schlag-Zyklus sinkt auf 4 Minuten. ($4 / 60) × $70 = $4,67 pro Teil. Kein Entgraten. Keine zusätzliche Handhabung. Bei 500 Stück sind das $2.335 in Bearbeitung plus $5.000 Werkzeugkosten = $7.335 insgesamt beim ersten Durchlauf.
Standard sieht auf den ersten Blick günstiger aus: $3.455 vs. $7.335. Das liegt daran, dass Sie Wiederholungsdurchläufe, Ausschussdifferenzen oder den Sekundäroperationsschritt, den wir gleich eliminieren, nicht berücksichtigt haben. Wenn Ihr einziger Vergleich die Erstchargenbearbeitung ist, gewinnt der Standard bei ungefähr unter 1.000 Stück auf einer manuellen Abkantpresse. Wenn Sie die Rechnung dort beenden, mieten Sie Ineffizienz.
Wenn (Standard-Kosten pro Teil − Sonder-Kosten pro Teil) × Volumen ≥ Werkzeugkosten, dann ist Sonderstahl günstigerer Stahl.
Aber was ist, wenn Sie nur eine einzige Sekundäroperation löschen?
Lassen Sie uns das isolieren. Angenommen, Ihr Standardprozess erfordert ein Nachbiegen zur Flachdrückung einer Schweißlasche auf einer Presse oder einem Bandschleifer. Das sind 6 Minuten bei $50/Stunde kombinierten Arbeitskosten. Das entspricht $5 pro Teil. Bei 500 Stück sind das $2.500 weg.
Oder nutzen Sie das sauberere Beispiel: $10 pro Teil für eine Sekundäroperation — Schweißen, Schleifen, Montage von Beschlägen. Bei 500 Teilen sind das $5.000. Das entspricht genau einem $5.000 Sonderwerkzeug Dollar für Dollar. Ihr Break-even liegt genau bei 500 Stück. Laufen Sie 750 Teile im Jahr, und Sie haben $2.500 an Marge zurückgewonnen — 50% Rendite auf dieses Werkzeug im ersten Jahr.
Der Teilepreis sinkt von (Grundpreis $6,03 + $10 Sekundär) = $16,03 auf ungefähr $4,67 Bearbeitung, sobald Sie den Schlag verkürzen. Das ist eine Schwankung von $11,36 pro Teil oder $5.680 über 500 Stück. Selbst nach Abzug der $5.000 Werkzeugkosten sind Sie beim ersten Durchlauf um $680 im Plus.
Hier sagen die Leute: “Ja, aber was ist mit Ausschuss?” Gut. Lassen Sie uns über die Ausschusssteuer sprechen.
Wenn Sekundäroperationskosten × Volumen ≥ Werkzeugpreis, dann sind 500 Stück kein kleines Volumen — es ist der Wendepunkt.
Verwenden Sie ein $25 Rohteil. Standardsegmentwerkzeuge erzeugen 4% kosmetischen oder Winkel-Ausschuss. Das sind 20 fehlerhafte Teile bei 500 Stück. 20 × $25 = $500 nur für Material. Fügen Sie 4 Minuten pro Neuanfertigung bei $70/Stunde hinzu — weitere $93. Gesamter Ausschuss-Effekt: etwa $593 pro 500 Stück oder $1,19 pro ausgeliefertem Teil.
Reduzieren Sie den Ausschuss auf 1% mit kontrollierter Geometrie. Jetzt verlieren Sie 5 Teile, $125 an Material plus $23 für die Nachbiegung. Nennen wir es $148 insgesamt. Differenz zwischen den Prozessen: $445 pro 500 Teile.
Diese $445 sind 8,9% eines $5.000 Werkzeugs. Fügen Sie eine gelöschte $5 pro Teil Sekundäroperation ($2.500) hinzu und Sie haben bereits 59% der Werkzeugkosten gerechtfertigt, bevor wir überhaupt über Rüstung sprechen.
Hier ist die saubere Schwelle: Ausschussdifferenz % × Materialkosten × Volumen = Werkzeugrechtfertigungsanteil.
Wenn Ausschussverbesserung ≥ (Werkzeugkosten ÷ (Materialkosten × Volumen)), dann ist Standardwerkzeug eine Belastung. Mit einem $5.000 Werkzeug, $25 Rohteilen und 500 Stück liegt der Break-even Ausschuss bei 40%. Das klingt hoch — bis Sie daran denken, dass wir Ausschuss mit Arbeit und Einrichtung stapeln, nicht nur auf Ausschuss setzen.
Ausschuss allein zahlt selten für das Werkzeug. Ausschuss plus eine gelöschte Operation tut dies oft.
Was passiert also, wenn dieses Teil kein Einmaljob ist?
Die meisten Betriebe sehen 500 Stück und denken “Kurzlauf.” Ich sehe 500 dieses Quartal, 500 nächstes Jahr und drei verwandte Teile mit demselben Biegeprofil. Jetzt sitzt dieses $5.000 Werkzeug nicht auf einem einzigen Auftrag, sondern ist über 1.500 Stück in zwei Jahren verteilt.
Bei 1.500 Stück beträgt Ihre Werkzeugamortisation $3,33 pro Teil. Wenn Sie $5 pro Teil an wegfallender Sekundärarbeit und $0,89 bei der Handhabung sparen, ergibt das $5,89 pro Teil zurückgewonnen. Nettogewinn: $2,56 pro Teil × 1.500 = $3.840 positiv nach Bezahlung des Werkzeugs. Das ergibt eine 76% Rendite über die Werkzeuglebensdauer, und wir haben die Lohninflation noch nicht berücksichtigt.
Und hier verkennen die Automationsskeptiker den Punkt. Eine $95.000 CNC-Abkantpresse lohnt sich nur, wenn das Volumen hoch genug ist, um sie auszulasten. Aber ein $5.000 maßgefertigter Stempel, der $5 pro Teil eins spart, bezahlt sich schon bei 500 Stück – selbst auf einer $35.000 NC-Abkantpresse. Die Maschinenklasse verschiebt den Anstieg, nicht die Mathematik.
Wenn Lohninflation % > Werkzeugkosteninflation %, dann muss Ihr Volumenschwellenwert sinken oder Ihre Marge blutet.
Fünfhundert Stück sind kein Zauber. Es ist einfach der Punkt, an dem eine weggefallene $10 Gewohnheit einer $5.000 Stahlkomponente entspricht. Fahren Sie 501, und Sie verdienen Geld. Fahren Sie es nächstes Jahr erneut, und der Schraubenschlüssel bleibt fest auf der undichten Hydraulikleitung.
Aber hier ist die Leitplankenfrage, die die Skeptiker gleich stellen werden: Wann funktioniert diese Rechnung nicht?
Hier bricht die Rechnung bei 500 Stück: wenn das Teil, das Sie heute rechtfertigen, eine 30% Chance hat, sich zu ändern, bevor Sie die letzte Einheit ausliefern. Wenn Sie $5.000 für maßgefertigten Stahl ausgeben und die Konstruktion 6–10 Wochen zu je $85/Stunde für 40 Stunden ($3.400) vor dem ersten Span benötigt, sind Sie mit $8.400 verpflichtet. Wenn die Flanschlänge nächsten Monat um 0,125″ geändert wird und das Werkzeug zum Briefbeschwerer wird, ist das ein 100% Abschreiber – kein 12% Margengewinn.
Maßgefertigtes Werkzeug stoppt ein 10% Margenbluten. Aber es kann auch eine 15% Kapitalblutung erzeugen, wenn Sie raten, statt die Geometrie zu fixieren.
Hier geht es nicht um Angst. Es geht um Risiko.
Wenn Wahrscheinlichkeitsänderung im Design × (Werkzeugkosten + Konstruktionskosten) ≥ Einsparungen durch entfernte Operationen, dann gewinnt Standardwerkzeug – egal wie hübsch die Zykluszeit aussieht.
Prototypen lügen.
Sie zeigen Ihnen einen 4-minütigen Ein-Treffer-Biegevorgang, aber verbergen die 25% Chance, dass der Kunde den Umschlag verbreitert oder nach Feldtests eine Sicke hinzufügt. Jetzt passt Ihr $5.000 gestufter Stempel nicht, und Ihr Nacharbeitsweg ist erneut 6–10 Wochen plus weitere $3.000–$4.000 Konstruktionszeit. Bei einem 500-Stück-Auftrag mit $11,36 pro Teil erwarteter Einsparung ($5.680 insgesamt) vernichtet eine einmalige Geometrieänderung 148% Ihres erwarteten Gewinns.
Standardsegmentiertes Werkzeug wirkt langsamer mit $6,03 pro Teil plus einer $10 Sekundärarbeit. Aber wenn die Zeichnung sich verschiebt, verschieben Sie Segmente, justieren den Hinteranschlag und liefern weiter. Kein versunkener Stahl. Keine Kalenderpanik. Sie zahlen in Zykluszeit, nicht in Kapital.
Wenn Geometrievolatilität > 20%, bevor 500 Einheiten geliefert werden, dann ist maßgefertigtes Werkzeug keine Strategie – sondern Spekulation.
Cashflow hasst tote Wochen.
Maßgefertigtes Werkzeug kostet nicht nur $5.000 – es kostet Zeit. Sechs bis zehn Wochen, in denen Ihr Auftrag in der Schwebe hängt, während Standardwerkzeuge morgen hätten starten können. Wenn diese Verzögerung $150.000 an nachgelagerten Baugruppen verschiebt und Sie 1,5% monatliche Gemeinkosten für diesen WIP tragen, sind das $2.250 pro Monat an Lagerkosten. Zwei Monate Warten auf Stahl haben gerade $4.500 verbrannt – fast den gesamten Werkzeugpreis.
Und was passiert, wenn der Kunde in drei Wochen erste Muster will? Sie beschleunigen entweder das Werkzeug zu einem 20% Aufpreis ($1.000 extra bei einem $5.000 Werkzeug) oder Sie greifen doch auf Standard zurück und akzeptieren die Rüstineffizienz, die Sie vermeiden wollten.
Maßgefertigtes Werkzeug spart $5 pro Teil bei 500 Stück. Aber wenn der Planungsnachteil $4.500 beträgt, bevor Sie überhaupt den Zyklus starten, verdoppelt sich Ihr Break-even auf 900–1.000 Stück.
Wenn die Kosten der Vorlaufverzögerung ≥ den Einsparungen des ersten Durchlaufs sind, dann schlägt Geschwindigkeit Eleganz.
Standardwerkzeuge brechen auch. Der Unterschied liegt in der Lagertiefe.
Bricht ein Standard-V-Matrizenwerkzeug von 1″, nimmst du einfach ein weiteres aus dem Regal. Vielleicht verlierst du 2 Stunden bei $70/Stunde — $140. Reißt ein kundenspezifischer Abschnittsstempel mit einer Ersatzzeit von 4 Wochen, kommt dein 500-Stück-Lauf zum Stillstand. Wenn deine Abkantpresse eine Deckungsbeitragsmarge von $120/Stunde erzeugt und eine Woche lang 40 Stunden stillsteht, sind das $4.800 an Opportunitätskosten — noch bevor Eilfracht und Nacharbeitsgebühren anfallen.
Jetzt trägt dein $5.000-Werkzeug eine unausgesprochene Versicherungsprämie.
Du kannst dich absichern, indem du ein Duplikat bestellst. Glückwunsch — deine Werkzeugkosten haben sich gerade auf $10.000 verdoppelt, und deine 500-Stück-Kalkulation löst sich in Luft auf.
Wenn das Risiko eines Einzelpunkt-Werkzeugausfalls × Ausfallzeitkosten > Einsparungen durch duplizierte Sekundäroperationen ist, dann ist Standardwerkzeug die sicherere Gewinnstrategie.
Das trifft einen Nerv.
Ich habe Betriebe gesehen, die $7.000 in ein komplexes Formwerkzeug steckten, um eine Ausschussrate von 6% zu “beheben”, die tatsächlich auf eine schlechte Biegelinieneinstellung und ungleichmäßige Materialstärke zurückzuführen war. Der Ausschuss kostete $593 pro 500 Teile. Sie gaben 1,180% des Problems aus, um Schulung zu umgehen.
Sonderwerkzeuge straffen die Hydraulikleitung. Aber wenn deine Bediener den Winkel bei Standardarbeiten nicht innerhalb von ±0,5° halten können, wird sich diese Instabilität anderswo zeigen — gerissene Ecken, Überlastungsschläge, vorzeitiger Werkzeugverschleiß. Du löst kein $1.000-Schulungsdefizit mit $5.000-Stahl und nennst das klug.
Standardwerkzeuge erzwingen Disziplin. Sie decken Prozessabweichungen zu $1,19 pro Teil an Ausschuss auf, statt sie im abgeschriebenen Kapital zu verstecken.
Wenn die Kosten der Prozessinstabilität < dem Sonderwerkzeugaufschlag sind, dann behebe den Prozess — nicht das Werkzeug.
Sonderwerkzeuge bei 500 Teilen sind Mathematik, keine Magie. Sie funktionieren, wenn die Geometrie stabil ist, die Zeitpläne vorhersehbar sind, die Lieferanten zuverlässig sind und deine Bediener bereits saubere Teile fertigen können. Fehlt eines davon, wird der “Schraubenschlüssel an einer lecken Leitung” zu einer sehr teuren Vermutung.
Also lautet die eigentliche Frage nicht: “Können 500 Teile Sonderanfertigungen rechtfertigen?”
Sondern diese: Kann dein Unternehmen es verkraften, sich um $8.000 zu irren, wenn sich die Annahmen ändern?
Du willst einen objektiven Auslöser bei 500 Teilen? Hör auf, über Teile zu streiten. Fang an, über Dollars zu streiten, die du bereits verlierst.
Bei einem 500-teiligen Gehäuse haben wir mit einem abgestuften Werkzeug 27 Sekunden pro Teil eingespart. Das klingt nach Ingenieurs-Stolz. Aber 27 Sekunden × 500 Teile = 13.500 Sekunden oder 3,75 Bremsenstunden. Bei einem realen Stundensatz von $85 belastet sind das $318,75 an der Abkantpresse. Niemand unterschreibt einen $7.500-Bestellschein, um $318,75 zu sparen. Das sind 4,2% der Werkzeugkosten. Das ist Rauschen.
Aber Mathematik kümmert sich nicht um Gefühle.
Dieselben “27 Sekunden” eliminierten 500 Handübertragungen, 500 Neuaufspannungen und 500 Gelegenheiten für einen Ausschusstreffer von $42 bei 14-Gauge-Edelstahl. Der Ausschuss fiel von 4% auf 1%. Bei 500 Teilen mit einem Materialwert von $42 sind das 15 gerettete Teile oder $630. Jetzt liegen wir bei $948,75. Immer noch nicht $7.500. Also warum funktioniert das manchmal überhaupt?
Denn die Zykluszeit ist nur das sichtbare Leck. Das echte Geld liegt stromabwärts.
Wenn Ihre gestrichenen Sekunden nur die Maschinenzeit betreffen, dann ist Sonderwerkzeug Luxus. Wenn diese Sekunden Ausschuss, Handhabung und Prüfung reduzieren, kaufen Sie Ihre Marge zurück.
Die Führung sieht ein $7.500 Werkzeug. Sie sehen nicht das 2% hydraulische Leck in jedem Zyklus.
Standardwerkzeug wirkt “abbezahlt”. Aber wenn es eine $10 Sekundärschweißung bei 500 Teilen erzwingt, sind das $5.000 pro Jahr bei einem Auftrag. Fügen Sie $144 an Reinigungslabor hinzu, wie wir es schon gesehen haben, plus $630 Ausschussdifferenz, und jetzt blicken Sie auf $5.774 jährliche Ineffizienz. Das sind 77% des Preises des Sonderwerkzeugs im ersten Jahr.
Der Fehler besteht darin, Werkzeug als Kapital und Ineffizienz als Betriebsrauschen zu behandeln. Das eine wird einmal genehmigt. Das andere erneuert sich bei jedem Auftrag.
Fragen Sie also direkt: Über 12 Monate kaufen wir $7.500 Stahl, oder zahlen wir $5.774 pro Jahr an Ausschusssteuer? Wenn sich der Auftrag zweimal wiederholt, sind das $11.548 weg. Jetzt ist das “teure” Werkzeug 35% günstiger als flexibel zu bleiben.
Wenn jährliche Ineffizienzkosten × erwartete Jahre ≥ Werkzeug + Engineeringkosten, dann gewinnt Sonderanfertigung – selbst bei 500 Teilen.
Führungskräfte lieben Laufzeitprozentsätze. “Bremsenauslastung ging von 68% auf 74%.” Das klingt wie ein Gewinn im Wert von vielleicht $2.000 im Beitrag. Das ist abstrakt.
Sagen Sie ihnen, dass Sie 500 Schweißpunkte zu je $6 vollständig belastet eliminiert haben – das sind $3.000. Fügen Sie 6 Stunden Schweißschleifen zu $38/Stunde hinzu – $228. Fügen Sie 3 Stunden QC-Nachprüfung zu $45/Stunde hinzu – $135. Das sind $3.363, die aus der Gehaltsbelastung bei einem 500-Teile-Lauf entfernt wurden.
Stapeln Sie das jetzt gegen die Bremsenzeit: 3,75 Stunden gespart zu $85/Stunde sind $318,75. Maschinenzeit ist 9% der finanziellen Geschichte. Der Rest ist Arbeit, die Sie nie einplanen.
Hier verlieren Werkstätten Glaubwürdigkeit: Sie präsentieren “schnelleres Biegen” statt “eliminierte Schweißpersonalstellen”. Die Führung streicht Arbeitspositionen, bevor sie Maschinengeschwindigkeit feiert.
Wenn eliminierte Arbeitskosten stromabwärts > reine Bremsenstundeneinsparung, dann führen Sie mit der Streichung von Arbeit – nicht mit Laufzeit.
Gehen Sie nicht hinein und fragen nach $7.500.
Gehen Sie hinein und zeigen, dass ein 500-Teile-Auftrag derzeit $11,36 versteckte Kosten pro Teil zwischen Ausschuss, Schweißen, Handhabung und Prüfung trägt. Das sind $5.680 pro Lauf. Wenn das Werkzeug davon $8 pro Teil eliminiert, holen Sie $4.000 beim ersten 500er-Lauf zurück und die verbleibenden $1.680 beim zweiten Lauf. Danach ist jeder Lauf 100% Margenrückgewinnung.
Jetzt verschiebt sich das Gespräch von “Können wir uns das leisten?” zu “Warum entscheiden wir uns, weiterhin 8% bei dieser SKU zu bluten?”
Und das ist der nicht offensichtliche Teil: Der 500-Teile-Auslöser hat nichts mit Volumen zu tun. Es geht um Konzentration von Verschwendung. Ein schlampiges Teil mit 12% eingebetteten Sekundärkosten rechtfertigt Sonderstahl schneller als ein sauberes 2.000-Teile-Produkt mit strenger Prozesskontrolle. Volumen ist laut. Verschwendungsdichte ist entscheidend.
Also ist der Rahmen einfach, und er funktioniert gut im Vorstand:
Wenn (gelöschte Kosten pro Teil × Jahresvolumen × Stabilitätsfaktor) ≥ Gesamtes Werkzeugrisiko, dann genehmigen Sie das Werkzeug. Wenn nicht, spekulieren Sie.
Sie argumentieren nicht für Geschwindigkeit. Sie verschließen eine undichte Leitung, die bei jedem Zyklus 6%–12% Marge verliert.
Wenn Lohninflation % > Werkzeugkosteninflation %, dann muss Ihr Volumenschwellenwert sinken oder Ihre Marge blutet.


















