

Geçen salı, 600 parçalık bir braketin “sorunsuz çalıştığını” izledim. Standart bir V-kalıpta sekiz büküm. Sonra iki operatör, her biri $32/saat oranında 3,5 saat boyunca genişlemeyi azaltmak ve bozulmayı düzeltmek için çalıştı. Pres freni döngüsünü durdurduktan sonra bu $224 işçilik demek.
Kimse “ikincil işlemler”i seyahat belgesine yazmadı. O sadece orada sessizce duruyordu, kimsenin sıkmaya zahmet etmediği 3%’lik bir kâr kaçağı gibi.
600 parçada, bu parça başına $0.37 saf temizlik maliyeti demek. İş yalnızca $1.10 brüt kâr taşıyorsa, bunun 34%“sini eğe ve tokmakla yaktınız. Ve hâlâ özel takım yapımını yalnızca 10.000 parça için ”lüks” olarak mı adlandırıyorsunuz?
Bir atölyenin, koşu “yalnızca” 800 parça olduğu için $4,800 değerindeki özel bir zımba takımını reddettiğini gördüm. Aynı atölye, yeniden işleme, denetim gecikmeleri ve yavaşlamalarda parça başına $0.40 harcamaktan gayet memnun—bu partiye $320, sonraki partiye $320, her yeniden siparişte $320—sanki görünmez para gibi.
$0.40’ı hissetmezsiniz. $4,800’ü hissedersiniz.
Ama matematik duygularla ilgilenmez. Eğer özel bir takım, parça başına $0.40’lık ikincil işçilik ve hata düzeltmesini ortadan kaldırıyorsa, başa baş noktası bu oranda 12.000 parçadır. Şimdi eski $18/saat işçiliği bugün $32/saat’e yükseltin ve o sessizce $0.70 olur. Başa baş noktası 7.000’in altına düşer. $12’lik bir parçada 2% hata azaltımı—$0.24 tasarruf—ekleyin ve 5.000 parçanın altına inersiniz.
Ve bu, kurulumlardan bahsetmeden önce.
Eğer parça başına gizli maliyet × hacim ≥ takım maliyeti ise, o zaman özel olan bir lüks değil—aritmetiktir.
Peki hâlâ neden hurda kutusu vergisini ödüyoruz?

Standart bir hava bükümünden sonra kenar kıvırma, düzleştirme ve kozmetik düzeltme gerektiren bir parçaya bakın. Her dokunuş 20 saniye. Üç dokunuş bir dakika eder. $32/saat oranında bu, parça başına $0.53 işçilik maliyetidir.
500 parça çalıştırın. “Esnek olduğunuzu” sanarak $265 harcadınız.”
Bir seferde şekillendirme ve kenar kıvırmayı yapan uygun tasarımlı özel bir kalıp, kurulumu 15% artırabilir—$32/saat oranında 30 ek dakika diyelim, yani $16. Ama parça başına $0.53’ü ortadan kaldırırsa, ilk 500’de $265 geri kazanırsınız. Net kazanç: $249. Bu, $1,600’lük bir işte 15%’lük kâr artışı demektir.
Evet, özel tasarım risk getirebilir—geri esneme sürprizleri, tonaj sınırları. Ama standart kalıp bunları ortadan kaldırmaz. Yalnızca düzeltmeyi $32/saat ücretle insan eline bırakır. Eğer parça başına ikincil işçilik × 500, ek kurulum + takım amortismanını aşıyorsa, o zaman esnekliği zararla kiralıyorsunuz demektir.
Peki bu 10.000 parça batıl inancı nereden geldi?
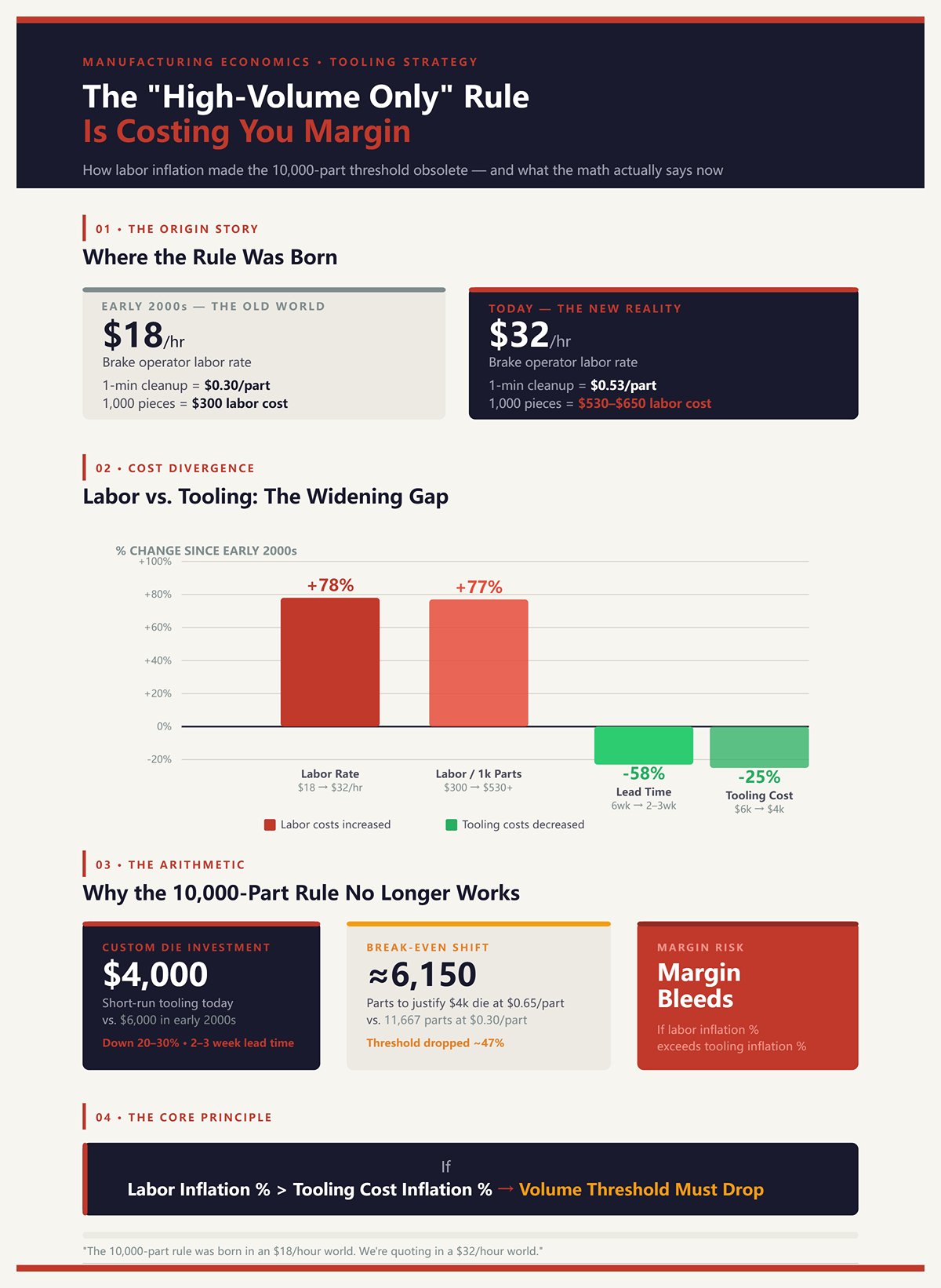
2000’lerin başında fren operatörlerine $18/saat ödüyordum. Bir dakikalık temizlik parça başına $0.30’a mal oluyordu. 1.000 parçada $300 yapıyordu. Buna karşı $3,500’lük özel bir kalıbı haklı çıkarmak zordu.
Hızlı ileri saralım. Aynı dakika şimdi $0.53’e mal oluyor. Aynı 1.000 parça $530 tutuyor. Bordro yükünü ekleyin ve $650’ye yaklaşıyorsunuz. İşçilik kalemi ikiye katlandı; zihinsel kural kitabı değişmedi.
Bu arada, CAD ve tel erozyon (EDM) kısa süreli takım yapımını daha ucuz ve daha hızlı hale getirdi. Eskiden 6 hafta ve $6,000 süren şey şimdi karmaşıklığa bağlı olarak 2–3 hafta ve $4,000 olabiliyor. Maliyet eğrisi 20–30% aşağı indi. İşçilik 70–80% yukarı çıktı.
10.000 parça kuralı, $18/saat’lik bir dünyada doğdu. Biz artık $32/saat’lik bir dünyada fiyat veriyoruz. Eğer işçilik enflasyonu % > takım maliyeti enflasyonu % ise, hacim eşiğiniz düşmeli yoksa kâr marjınız erir.
Peki eski sayı neden hâlâ “güvenli” hissi veriyor?

Çünkü acı yayılmış durumda.
$5.000“lik bir takım, satın alma emrine bir kez yansır. Gürültülüdür. Sermaye incelemesinde görünür. Parça başı $0,50”lik ikincil işçilik ise üretimin içinde gizlenir. “Normal saatler” gibi görünür. Kırmızı bayrak yoktur. Her çevrimde %2–3 daha az marj, tıpkı her döngüde %2 basınç kaybeden bir hidrolik hat gibi.
Ve özel takım kullanımı taahhüt ister. Çizimleri kilitlemeniz gerekir. Tonajı onaylamanız gerekir. Parça değişirse, kalıbın revizyon gerektirebileceğini kabul etmeniz gerekir. Bu, 500 parçalık bir siparişte riskli hissedilir. Ama hiçbir karar almak istemediği için her iş tekrarlandığında $300–$400 kaybetmek de aynı derecede risklidir.
Konfor gelir tablosunda görünmez. İşçilik görünür.
Eğer tekrarlanan hacim × parça başı gizli işçilik iki çevrim içinde takım maliyetini aşıyorsa, o zaman “biz hep böyle yaptık” bir strateji değildir — verimsizliğe verilen bir sübvansiyondur.
Artık asıl soru özel takımların bir lüks olup olmadığı değil. Asıl soru, bu gizli verginin mevcut iş akışınızda tam olarak nerede durduğudur.
Geçen ay 500 parçalık paslanmaz muhafaza kenarı yaptık. Kağıt üzerinde zararsız görünüyordu: dört büküm, bir kıvırma, 14 numara 304 kalite. Standart V-kalıp, hava bükümü, çevir, ikinci geçişte kıvır. Pres süresi? Toplam 2,8 saat.
Yönlendirme çizelgesinde görünmeyen şey: kıvırma hattında oluşan mikro çatlakları almak için çapak alma istasyonunda 1,5 saat, açı sapmasını yakalamak için kontrolde 45 dakika, kıvırma düz oturmadığı için nokta kaynağı rötuşunda 30 dakika. $32/saat üzerinden, şekillendirmeye ek olarak $144“lük düzeltme ve temizleme süresi demek. $900 brüt marj taşıyan bir işte, bu kayıp demek — hurda değil, fazla mesai değil — sadece ”normal akışta.”
Teklifte bunu görmezsiniz. “Destek” etiketli işçilik kalemlerine gömülüdür.”
Ama matematik duygulara aldırmaz.
İkincil elleçlemede parça başı $0,29 ($144 ÷ 500) ile, 500 parçalık çalışmanız aslında $4.000“lik mütevazı bir özel şekillendirme kalıbının %3–5”ini peşin ödüyor. Yılda iki kez çalıştırın ve “esnek” kalma ayrıcalığı için yılda $288 kaybedersiniz. Bu, hurdalık vergisidir — göz ardı edilecek kadar küçük, hissettirecek kadar düzenli.
Eğer parça başına gizli işçilik × yıllık hacim ≥ takım maliyetinin ’si ise, siz verimsizliği taksitli olarak finanse ediyorsunuz demektir.
Peki sizin atölyenizde nerede gizleniyor?
Bir ofsetli kanal düşünün. Standart takım, ayakları şekillendirmek için ilk vuruş, ofseti oluşturmak için yeniden takım değiştirme, ikinci vuruş demektir. İki kurulum, iki konumlandırma, 0,5° hata şansı iki kat.
500 parçalık bir partide bu sadece 500 ekstra vuruş değildir. 500 boşaltma, 500 palete taşıma, 500 yeniden konumlandırma demektir. Her elleçleme döngüsü 25 saniye olsa, bu 3,5 işçilik saati — $32/saat’te $112 — ve buna ikinci kurulum için 20 dakika, yani $11 daha eklenir. Sırf geometriniz mevcut kalıp setine uymadığı için $123 kaybettiniz.
Ve işte sessiz katil: her yeniden ölçülendirme bir varyasyon oluşturur. Diyelim ki $18“lik bir parçada elleçleme hatasından dolayı hurdanız 2% artıyor. On hurda parça, malzeme ve genel gider olarak $180 eder. Şimdi ”ikinci darbe“ maliyetiniz 500 parçada $303 — parça başına $0.61 — kimse ”hata” etiketiyle bir çek yazmadan.”
İşte böylece ikinci bir büküm ikinci bir makineye, ikinci bir kuyruğa ve asla kalem kalem gösterilmeyen ikinci bir faturaya dönüşür.
Eğer (ek elleçleme işçiliği + yeniden elleçlemeden doğan hurda) parça başına × 500 ≥ işlem başına takım amortismanı ise, o zaman tek vuruşluk özel çözüm kazanır — düşük hacimde bile.
Peki neden malzeme ile savaşmak yerine onu bir kez şekillendirip devam etmiyoruz?
980 MPa yüksek mukavemetli çeliği standart bir V-kalıpta çalıştırın ve ne olduğunu izleyin. 90° elde etmek için 88° programlıyorsunuz. İlk beş parça 89.5°'ye iniyor. Operatör 87.5°'ye çekiyor. Şimdi 90.8°'desiniz. Geri alın. Tekrar yakalayın.
$12 olan on test parçası, stabil hale gelmeden önce $120 malzeme eder. Ayar yapmak için 40 dakika operatör süresi ekleyin — $21. Parça #11 sevk edilmeden önce $141 yakılmış olur. 500 parçalık bir siparişte, bu yalnızca ayar maliyeti olarak parça başına $0.28 anlamına gelir.
Standart takım, geri esnemeyi hava durumu gibi görür — etrafında ayar yapılacak bir şey. Özel takım ise geometrisini değiştirir: daha sıkı zımba yarıçapı, kontrollü bastırma, bükümü sabitlemek için belki bir boşaltılmış omuz. 15% daha yüksek ön tasarım maliyetini, 50% daha az açı sapması ve neredeyse sıfır test hurdasıyla değiş tokuş edersiniz.
Evet, parçayı yeniden tasarlayabilirsiniz — yarıçapı artırın, 6061 yerine 5052’ye geçin, spesifikasyonu yumuşatın. Bazen bu akıllıcadır. Ancak çizim kilitliyse ve alaşım yük durumuna göre belirlenmişse, kalıp fiziğe uymadığı için ayar işçiliğine parça başına $0.25–$0.40 ödemek durumunda kalırsınız.
Eğer geri esneme ayar süresi + test hurdası, iki sipariş içinde takım maliyetinin 5%’sini aşarsa, o zaman geometri düzeltmesi program ayarını yener.
Bu da bizi denetimin sürekli tartıştığı bir sonraki sızıntıya getiriyor.
Her parça çevirdiğinizde, sıfırı sıfırlarsınız.
İki ayrı kurulumda şekillendirilen dört bükümlü bir kutu alın. Her kurulum ±0.5° açısal varyasyon taşır. Dört büküm boyunca bunu toplarsanız, uzak flanşta ±1.5 mm görebilirsiniz. Denetim, parçaların 8%“sini ”sınırda” olarak işaretler. Operatörler tokmakla elle düzeltmeye başlar.
500 parçalık bir seride, 40 parça 90’ar saniyelik manuel düzeltme gerektirir. Bu bir saat işçilik — $32. Felaket değil. Ama denetçinin 45 dakikalık ayıklama süresini de ekleyin — $24 — toplamda $56 veya parça başına $0.11 eder, sadece toleransı yeniden yerine oturtmak için.
Şimdi fırsat maliyetini ekleyin: pres, denetim sonucu beklerken 30 dakika boş kaldı. Saatlik yüklenmiş makine oranı $85 ise, bu da faturalandıramadığınız $42 kapasite anlamına gelir.
Yani tolerans “yönetimi”niz size $98 — $900 marjının 11%’si — kadar mal oldu, çünkü varyasyon yukarı akışta üretildi ve aşağı akışta çelik yerine insanlar tarafından çözüldü.
Tüm dört bükümü tek konumda ölçülendirilmiş olarak şekillendiren özel sahne takımı, iki çevirme ve iki tolerans sıfırlamasını ortadan kaldırır. Daha az birikim. Daha az tartışma. Kovalanmayacak kadar küçük görünen $0.11’lik sızıntılardan daha azı.
Eğer aşağı akıştaki düzeltme işçiliği + denetim süresi işlem başına ≥ şekillendirme süresinin 10%’sine eşitse, süreç parça üretmiyor, takımı telafi ediyor demektir.
Ve bu bizi herkesin umursamadığı maliyete getiriyor.
Bunu sürekli duyuyorum: “Standart kurulumlar sadece 20–30 dakika sürer.”
Pekâlâ. Dakika başına $32 üzerinden 25 dakikaya $13 diyelim. Alet arama ve hazırlama için 10 dakika ekleyin — bir $5 daha. İlk parçadan önce $18 harcamış oluyorsunuz.
Bu işi üç kez yapın çünkü işin üç farklı takım konfigürasyonu gerekiyor ve bir parti için $54’e ulaştınız. 500 parçada bu, parça başına $0.11 eder. Zararsız gibi görünüyor.
Ta ki iş yılda dört kez tekrarlanana kadar. Şimdi yalnızca tekrarlanan kurulum sürtünmesi için yılda $216 harcadınız — aynı $900 kâr marjınızın 24%’si — ve süreçte kimse bir milim gelişme göstermedi.
Özel birleşik takım, ilk kurulum için fazladan 40 dakika ekleyebilir — $21 ekstra — ancak parti başına iki sonraki kurulumu ortadan kaldırır. Dört çalıştırmada 200 dakika fren zamanı tasarrufu sağlarsınız — $107 — ve $1,200 gelir değerinde başka bir iş için kapasite açarsınız.
Kurulum süresi bir sıkıntı değil. Faizdir. Eğer dokunulmadan yinelenmesine izin verirseniz, bir yıl içinde sessizce kârın 10%–25%’si kadar bileşik hale gelir.
Eğer (her çalıştırmada kurtarılan kurulum dakikaları × yıllık çalışma sayısı × işçilik oranı) ≥ iki yıl içindeki ek takım maliyetiyse, o zaman standart takımlar sizden kira alıyor demektir.
Ve kira, çözümü kendinize ait yapmadığınızda ödediğiniz şeydir.
Geçen çeyrekte yürüttüğümüz 500 parçalık paslanmaz muhafaza işinde, çizim aynı kenarda bir geri dönüş flanşı ve bir katlama istiyordu. Standart segmentlerle bu, ön bükey, çevir, katlamayı kapat, ardından ayrı bir düzleştirme geçişi anlamına geliyordu. Üç vuruş. İki kurulum. Katlama mükemmel düz kapanmadığı için aşağı akışta bir kaynak fikstürü gerekiyordu. Geri dönüşü ve katlamayı tek kontrollü darbede şekillendiren özel kademeli bir zımba için $2,400 harcadık. Aynı pres. Aynı operatör. Tek vuruş.
Fark teorik değildi. Çevrim süresi 55 saniyeden 28 saniyeye düştü — 27 saniye kazanç × 500 parça = 3,75 işçilik saati, $120 ($32/saat). Ek olarak 30 dakikalık ikincil kurulumu ortadan kaldırdık — $16. Parça başına ortalama 45 saniyelik kaynak düzeltmesini de kaldırdık — 6,25 saat, $200. Bu, ilk 500 parça için doğrudan işçilikte $336 eder, ayrıca 20 ft² alan işgal eden ve $1,100 yapım maliyeti olan bir fikstürü iptal ettik. İkinci çalıştırmada, takım fiyatının 28%’ini çoktan geri kazandı ve kaynak hücresi yeniden işte %’lik kâr kaybını durdurdu.
İşte karar böyle verilir. “Bu yüksek hacimli mi?” diye sormazsınız. “Aynı anda şekillendirirsem, bununla savaşmak yerine kaç maliyet merkezi ortadan kalkar?” diye sorarsınız. Eğer parça başına kaldırılan operasyonlar × işçilik oranı × 500 ≥ takım amortismanıysa, özel takım bir lüks olmaktan çıkar, sızıntılı hattı onaran bir anahtar haline gelir.
Raflarda ne varsa onu kullanmak zorunda oldukları için “standart V-kalıpta sekiz büküm” yapan operatörlere tanık oldum. Bük, kaydır, yeniden hizala, tekrar bük. Her yeniden konumlandırma, operatör iyiyse 6–8 saniye sürer. 7 saniye × 7 ek hareket = 49 saniye saf elleçleme diyelim. $32/saatte bu, parça başına yalnızca taşıma süresinde $0.44 eder. 500 parçada, açı kontrolü veya hurda saymadan önce $220 harcamış olursunuz.
Tek vuruşluk bir kademeli takım, bu sekiz özelliği tek bir referans noktası üzerinden işler. 18 saniyede tek darbe. Böylece 49 saniyelik elleçlemeyi ve 20 saniyelik ek çevrim süresini ortadan kaldırırsınız — toplam yaklaşık 69 saniye. 500 parçada 9,6 işçilik saati, yani $307 tasarruf. Ve çoğu kişinin fark etmediği kısım: yanlış ölçüm için yedi olasılığı da ortadan kaldırırsınız. Eğer hurda oranınız 3%’ten 1%’e düşerse ve parça $18 değerindeyse, çöp kutusundan 10 parça kurtarılmış olur — $180 geri kazanım.
Sadece zaman kazanmadınız. Değişkenliği ortadan kaldırdınız. Eğer (ek darbeler − 1) × elleçleme saniyeleri × işçilik oranı × 500 + hurda farkı ≥ özel takım maliyeti ise, o zaman tek vuruşlu takım daha ucuz çeliktir.
Peki her özel takım aynı sorunu mu çözer?
0.125″ zımba yarıçapında çatlayan 980 MPa yüksek mukavemetli braketler yaptık. Standart katalog takımı. Ucuz. 12 parça sonra, büküm hattında saç teli çatlaklar — 4% hurda, parça başına $22. İlk 50 parçada $44 kayıp ve bunu sürdürürseniz 500 parçada $440’a tırmanıyor.
Çözüm “daha fazla beceri” değildi. Geometriydi. Alt temasını kontrol etmek için rahatlatılmış omuzlu 0.250″ yarıçaplı bir zımba sipariş ettik. Takım maliyeti: $1.800. Hatalı parça oranı %4%’ten %1%’in altına düştü. 500 parçada bu, 15 parça tasarrufu — $330 malzeme kazancı — ayrıca her çalışmada yaylanmayı ayarlamak için 30 dakika harcamayı bıraktık, bu da $16. Geri dönüş büyü değildi; fizikti.
Bu, geometri odaklı özelleştirmedir: Şekli çizime uydurursunuz.
Bir de malzeme odaklı özelleştirme var. Parlatılmış 304 paslanmaz paneller, 32 Rc soğuk işlenmiş kalıplardan çıkarken yüzeyde sürtünme izleriyle geliyordu. Kozmetik red oranı %6%’e ulaştı, $28’lik bir panelde — her 100 parçada $168, 500 parçada $840. 50+ Rc sertliğinde, iz bırakmayan sertleştirilmiş uçlara geçtik. Takım maliyeti $2.200. Red oranı %1%’e düştü. İlk 500 parçada $700 hurda kurtarımı yaptık ve her partide 2 saatlik parlatma işçiliğini — $64 — ortadan kaldırdık.
Farklı problemler. Aynı matematik. Eğer malzeme davranışı veya yüzey gereksinimi %3%’ten fazla hurda veya çalışmada 30 dakikadan fazla ayar süresi yaratıyorsa, takım geometrisi değişmek zorunda ya da kâr kaybolur.
Ama büküm doğru olsa bile, çeliği değiştirirken presiniz ne yapıyor?
| Kategori | Geometri Odaklı Özelleştirme | Malzeme Odaklı Özelleştirme |
|---|---|---|
| Temel Fikir | Takım şeklini çizime uydur | Takım malzemesini, malzeme davranışı veya yüzey gereksinimine göre seç |
| Problem Örneği | 980 MPa yüksek dayanımlı bağlantı parçaları, 0.125″ zımba yarıçapında çatlama yapıyor | 32 Rc kalıplardan gelen sürtünme izli parlatılmış 304 paslanmaz paneller |
| Başlangıç Takımı | Standart katalog takımı (ucuz) | 32 Rc soğuk işlenmiş kalıplar |
| Hata Sonucu | 12 parça sonra %4% hurda; büküm hattında kılcal çatlaklar | %6% kozmetik red oranı |
| Maliyet Etkisi (500 ad.) | ~$440 tahmini hurda kaybı | $840 hurda kaybı |
| Çözüm | Tabanı kontrol etmek için gevşetilmiş omuzlu 0,250″ yarıçaplı zımba | 50+ Rc sertliğinde, iz bırakmayan sertleştirilmiş ek parçalar |
| Takım Maliyeti | $1,800 | $2,200 |
| Düzeltme Sonrası Hurda | 4%’ten 1%’nin altına düşürüldü | 6%’ten 1%’ye düşürüldü |
| Malzeme Tasarrufu (500 adet) | 15 parça kurtarıldı = $330 | Hurda olarak $700 geri kazanıldı |
| İşçilik Tasarrufu | Çalışma başına 30 dakika yaylanma ayarı tasarrufu (~$16) | Parti başına 2 saat parlatma işçiliği tasarrufu (~$64) |
| Geri Ödeme Mantığı | Fizik temelli geometrik düzeltme | Malzeme uyumluluğu ve yüzey koruması |
| Karar Kuralı | Hurda >3% veya ayar >30 dk/çalışma ise geometriyi değiştir | Eğer hurda >3% veya ayar süresi >30 dk/çalışma ise, takım malzemesini değiştirin |
Geçen ay bir işi zamanladım. Üç takım değişimi. Her değişim: segmentleri sökmek, yatağı temizlemek, yenilerini hazırlamak, hizalama için ayar yapmak — 12 dakika sürdü. Toplamda 36 dakikalık kesim dışı zaman. Makine saati yükümlü oranı $85 olduğunda, bu her parti için $51 eder. Yılda dört tekrar olduğunda $204 kayıp — $900’lük marjın 22%’si — sadece anahtar çevirme süresi yüzünden.
Özel birleştirilmiş takım, bu üç konfigürasyonu tek bir 20 dakikalık kurulum haline getirdi. Başta 8 dakika eklersiniz, evet — $11. Ama her çalışmada 24 dakikayı silersiniz. Dört çalışmada bu, 96 dakika geri kazanç — satılabilir $136 makine kapasitesi. Yani yıl içinde “esneklik” hurda vergisinden geri alınan yarım günlük bir kazanç.”
Evet, özel takımlar daha karmaşık. Evet, programcınız aşamalı bükümleri yapamıyorsa hata ayıklama süresi ödersiniz. Kötü dizilim yüzünden 45 dakika — $24 işçilik — kaybolduğunu gördüm, çünkü çevrimdışı program boşlukları hesaba katmamıştı. Ama bir kez kilitlendiğinde, kurulum tekrarlanabilir hale gelir. Standart bölünmüş takımlar, kesilip karıştırıldığında hizalama doğruluğunu kaybeder ve 4 fit boyunca 0.030″ sapmaya başlar. Hassas takımlar ise fit başına 0.0004″ doğrulukta kalır. Bu broşür sözü değil; bu, kamalama ile sevkiyat arasındaki farktır.
Eğer (yıllık ortadan kaldırılan kurulum dakikaları × makine oranı) − eklenen programlama süresi ≥ yıllıklandırılmış takım maliyeti ise, o zaman bölünmüş “esneklik” sadece kiralanmış verimsizliktir.
Ve ilk 20 parçadan sonra ne olur, denetim baş göstermeye başladığında?
4 fitlik bir panelde, soğuk işlenmiş bölünmüş takım uzunlukları karıştığında fit başına yaklaşık 0.0015″ sapmaya başlamıştı. Bu, toplamda yaklaşık 0.006″ demektir. Montajın ±0.010″ toplam tolerans gerektirdiğini düşünürseniz, pek küçük sayılmaz. 500 parça başına 1 saat denetim sıralamasında — $32 — ve bir saat de ayar ve yeniden bükmede kaybediyorduk — bir $32 daha. Takım istifinin doğruluğu koruyamamasından ötürü parti başına $64 kayıp.
Tam uzunlukta hassas taşlanmış takım setine geçtik. Tekrarlanabilirlik fit başına yaklaşık 0.0004″’e sıkılaştı. Sıralama süresi 15 dakikaya düştü — $8. Yeniden bükme neredeyse yok oldu. 500 parçada $50 tasarruf edildiyse öyle diyelim. Manşet manşet parası değil. Ama bunu $300 tek vuruşta şekillendirmeden ve $136 kurulum azaltmasından eklerseniz, aynı partide $486’nın üzerine çıkarsınız.
Tutarlılık aynı zamanda operatör bağımlılığını da azaltır. Süreç kararlı olduğunda, A oyuncunuz da B oyuncunuz da iyi parçalar üretir. Eğer açı sapması, parçaların 8%’sinde manuel düzeltme gerektiriyorsa ve her biri 60 saniye sürüyorsa, bu 500 parçada 6,7 işçilik saatidir — $214. Geometriyi çelikte sabitleyin, düzeltmeyi 2%’ye düşürün ve $160 geri kazanırsınız. Ama matematik duygularla ilgilenmez — dakika × oran × parça ile ilgilenir.
Her teklifte kırmızıyla altını çizdiğim atölye kuralı şudur: Eğer (yeniden işleme dakikaları + denetim dakikaları + hurda maliyeti) parça başına × 500 ≥ özel takım fiyatının 25%’si ise, o halde zaten takımı finanse ediyorsunuzdur — sadece çelik yerine israf yoluyla.
Peki bir iş ne zaman çizgiyi geçer? 500 parçada silebileceğiniz işlemler, takım için vereceğiniz çekten fazla tuttuğunda. Sonraki adım, her iki sütunu yan yana koymak ve rakamların kendi tartışmasını yapmasına izin vermektir.
Geçen çeyrekte masamda 500 parçalık bir muhafaza vardı. Standart bölünmüş takımlar iki vuruş ve hızlı bir çapak alma adımı gerektiriyordu. İkincil düzeltme parça başına bize $10“a mal oldu, gayet basit. Tek vuruşluk özel bir zımba için $5.000 teklif geldi. Soru ”500 yüksek hacim mi?” değildi. Soru şuydu: $5.000 ne zaman korkutucu olmaktan çıkıp ucuz hale gelir?
500 parça boyunca bir $10 işlemi sildiğinizde tam olarak $5.000“ı ortadan kaldırırsınız. 501 parçada $10 öndesiniz. İşte bu dönüm noktası — 5.000 parça değil, ”otomotiv hacmi” değil. Beş yüz. Ama matematik duygularla ilgilenmez.
O halde her iki sütunu yan yana koyalım ve kanamanın gerçekten nerede başladığını görelim.
Gerçekçi bir varsayım alalım. Manuel veya temel CNC abkant, saat başı $70 yükümlü. Standart bölünmüş kalıplarla beş dakikalık çevrim. Bu, ($5 dk / 60) × $70 = parça başına makine ve işçilikte $5.83 eder. $0.20 çapak alma ekleyin ve hurda öncesi parça başına $6.03 olursunuz. 500 parçada bu, $3.015 doğrudan işlem maliyetidir.
Şimdi tekliflerde kimsenin kalın yazmadığı şeyleri ekleyin: 45 saniyelik tutuş ve yeniden konumlandırmada ek bir vuruş. Bu, 0.75 dakika × $70/saat = parça başına $0.88. 500 parçada $440 daha. Gerçek toplamınız $3.455 — ve henüz hurda veya denetime değinmedik.
Özel takım versiyonu: tek vuruş döngüsü 4 dakikaya düşüyor. ($4 / 60) × $70 = parça başına $4.67. Pürüz alma yok. Ekstra elleçleme yok. 500 parçada, bu $2,335 işlem artı $5,000 takım maliyeti = ilk çalıştırmada toplam $7,335.
Standart, ilk bakışta daha ucuz görünüyor: $3,455’e karşı $7,335. Bunun nedeni, tekrarlanan çalışmaları, hurda farkını veya birazdan ortadan kaldıracağımız ikincil operasyonu dikkate almamış olmanız. Karşılaştırmanız yalnızca ilk parti işlemedeyse, manuel presle yaklaşık 1.000 parçaya kadar standart kazanır. Hesabı orada bırakırsanız, verimsizliği kiralıyorsunuz demektir.
Eğer (standart parça başı maliyet − özel parça başı maliyet) × hacim ≥ takım maliyeti ise, o zaman özel çelik daha ucuz çeliktir.
Peki, sildiğiniz tek şey bir ikincil operasyon olursa ne olur?
Bunu izole edelim. Diyelim ki standart süreciniz, pres veya zımpara makinesinde eğim sonrası kaynak pimi düzleştirmeyi gerektiriyor. Saatte $50’lik karma işçilikle 6 dakika sürüyor. Bu da parça başına $5 eder. 500 parçada, $2,500 ortadan kalkmış olur.
Ya da daha net bir örnek kullanalım: parça başına $10’luk ikincil operasyon — kaynak, taşlama, donanım montajı. 500 parçada $5,000. Bu, $5,000 özel takım maliyetine bire bir denk gelir. Tam denge noktası 500 parçadır. Yıl içinde 750 parça çalıştırırsanız, $2,500 geri kazanılmış marj üretmiş olursunuz — yani o takım için ilk yılda 50% getiri.
Parça fiyatı ($6.03 taban + $10 ikincil) = $16.03’ten, vuruşu birleştirdiğinizde yaklaşık $4.67 işleme seviyesine düşer. Bu, parça başına $11.36 fark ya da 500 parçada $5,680 demektir. $5,000 takım maliyetini karşıladıktan sonra bile, ilk partide $680 artıdasınız.
İşte burada biri çıkar ve der ki, “Evet ama hurda ne olacak?” Güzel. Hurda kutusu vergisinden bahsedelim.
Eğer ikincil operasyon maliyeti × hacim ≥ takım fiyatıysa, o zaman 500 parça düşük hacim değildir — bu, dönüm noktasıdır.
$25’lik sac kullanın. Standart bölmeli takım %4% kozmetik veya açı hurda üretir. Bu, 500’de 20 hatalı parça demektir. 20 × $25 = yalnızca malzemede $500. Her yeniden yapım için 4 dakika × $70/saat — $93 daha. Toplam hurda etkisi: 500 parçada yaklaşık $593 veya gönderilen parça başına $1.19.
Hurdayı denetimli geometriden 1%’e düşürün. Şimdi 5 parça kaybediyorsunuz, $125 malzeme ve $23 yeniden büküm süresiyle birlikte. Toplamda $148 diyelim. Süreçler arasındaki fark: 500 parçada $445.
Bu $445, $5,000’lık bir takımın %8.9%’sidir. Buna parça başına silinmiş $5’lik ikincil işlemi ($2,500) ekleyin ve kurulumdan bile bahsetmeden takım maliyetinin zaten %’sini gerekçelendirmiş olursunuz.
İşte net eşik hesabı: Hurda farkı % × malzeme maliyeti × hacim = takım gerekçesi payı.
Eğer hurda iyileşmesi ≥ (takım maliyeti ÷ (malzeme maliyeti × hacim)) ise, standart takım bir sorumluluktur. $5,000 takım, $25 sac ve 500 parça ile kırılma noktası hurda farkı %’tür. Bu yüksek geliyor — ama unutmayın, sadece hurdaya değil, işçilik ve kurulumla birlikte değerlendiriyoruz.
Hurda tek başına nadiren takımın bedelini karşılar. Hurda artı bir silinmiş operasyon genelde karşılar.
Peki bu parça tek seferlik bir iş değilse ne olur?
Çoğu atölye 500 parçayı görür ve “kısa seri” der. Ben ise bu çeyrekte 500, gelecek yıl 500 ve aynı büküm profiline sahip üç kardeş parça görüyorum. Artık o $5,000’lık takım tek bir siparişte durmuyor — iki yıl boyunca 1,500 parça arasında yayılmış durumda.
1.500 parçada, takım amortismanınız parça başına $3.33’tür. İkincil işçilikte silinen parça başına $5 ve malzeme taşıma sırasında $0.89 tasarruf ediyorsanız, bu parça başına $5.89 geri kazanım demektir. Net kazanç: parça başına $2.56 × 1.500 = aracın bedeli ödendikten sonra $3.840 pozitif. Bu, takım ömrü boyunca 76% getiri anlamına gelir ve işçilik enflasyonunu henüz hesaba katmadık.
İşte otomasyon şüphecilerinin kaçırdığı nokta burada. $95.000’lik bir CNC abkant, yalnızca hacim onu besleyecek kadar yüksekse kendini öder. Ancak parça başına $5 tasarruf sağlayan $5.000’lik özel bir delme kalıbı, 500 parçada bile, $35.000’lik bir NC abkantta bile kendini amorti eder. Makine sınıfı eğimi değiştirir, matematiği değil.
Eğer işçilik enflasyonu % > takım maliyeti enflasyonu % ise, o zaman hacim eşiğiniz düşmelidir yoksa kâr marjınız erir.
Beş yüz parça sihirli bir sayı değildir. Bu sadece silinen bir $10 alışkanlığının bir $5.000’lik çelik parçasına denk geldiği noktadır. 501 tane üretin, kâr ediyorsunuz. Gelecek yıl tekrar çalıştırın ve o sızdıran hidrolik hattındaki anahtar sıkı kalır.
Ama işte şüphecilerin sormak üzere olduğu sınır sorusu: Bu matematik ne zaman işe yaramaz?
500 parçada matematik şu durumda bozulur: Bugün gerekçelendirdiğiniz parçanın, son birimi sevk etmeden önce değişme olasılığı 30% ise. $5.000’i özel çeliğe yatırıp mühendislik, ilk talaştan önce 40 saat boyunca saatte $85 (yaklaşık $3.400) harcıyorsa, toplam $8.400 taahhüdünüz vardır. Eğer flanş uzunluğu gelecek çeyrekte 0.125″ değişirse ve takım hurdaya çıkarsa, bu 0% kayıp demektir — % kâr değil.
Özel takımlar % marj kaybını durdurur. Ancak eğer geometriyi sabitlemek yerine tahmin yapıyorsanız, % oranında sermaye kanaması da yaratabilir.
Bu korku ile ilgili değildir. Bu maruziyetle ilgilidir.
Eğer tasarım değişikliği olasılığı × (takım maliyeti + mühendislik maliyeti) ≥ ortadan kaldırılan operasyon tasarrufuna eşitse, o zaman standart takımlar kazanır — çevrim süresi ne kadar güzel görünürse görünsün.
Prototipler yalan söyler.
Size 4 dakikalık tek vuruşta bir büküm gösterir ve sahadan gelen testlerden sonra müşterinin kenarı genişletme veya büküm hattına boncuk ekleme olasılığını % gizler. Artık $5.000’lik kademeli zımbanız uymaz ve yeniden işleme süreciniz 6–10 hafta daha artı $3.000–$4.000 ekstra mühendislik süresidir. Parça başına $11.36 öngörülen tasarrufu olan 500 parçalık bir işte (toplam $5.680), tek bir geometri değişikliği beklenen kazancınızın 8%’sini siler.
Standart segmentli takımlar parça başına $6.03 artı $10 ikincil operasyonla daha yavaş görünür. Ancak çizim değiştiğinde segmentleri kaydırır, arkalık ölçüsünü ayarlar ve sevkiyata devam edersiniz. Hurdaya çıkan çelik yok. Takvim paniği yok. Bedeli çevrim süresinde ödersiniz, sermayede değil.
Eğer geometri dalgalanması 500 birim gönderilmeden önce %’in üzerindeyse, o halde özel takımlama strateji değil — spekülasyondur.
Nakit akışı ölü haftalardan nefret eder.
Özel takım yalnızca $5.000’e mal olmaz — zamana da mal olur. Standart takımlar ertesi gün başlayabilecekken, işinizin 6–10 hafta boyunca belirsizlikte beklemesi demektir. Bu gecikme $150.000 değerinde aşağı akış montajlarını etkilerse ve o WIP üzerinde %1.5% aylık genel gider taşıyorsanız, bu aylık $2.250 taşıma maliyetidir. Çelik beklerken geçen iki ay $4.500 harcadı — neredeyse tüm takım fiyatı kadar.
Peki ya müşteri ilk örnekleri üç hafta içinde isterse? Ya takımı % hızlandırma farkıyla ($5.000 takım için $1.000 ek) üretirsiniz ya da yine standart takıma dönüp kaçınmaya çalıştığınız kurulum verimsizliğini çekersiniz.
Özel takım, 500 parça boyunca parça başına $5 tasarruf sağlar. Ama çevrim başlamadan önce zaman cezası $4.500 ise, başa baş noktanız 900–1.000 parçaya çıkmış demektir.
Eğer teslim süresi gecikme maliyeti ≥ ilk çalıştırma tasarrufu ise, hız zarafeti yener.
Standart takım da kırılır. Fark, stok derinliğindedir.
Standart bir 1″ V-kalıbı kırarsınız ve raftan başka bir tane alırsınız. Belki $70/saat hızında 2 saat kaybedersiniz — $140. 4 haftalık yenileme süresi olan özel bir kesit zımbayı kırarsanız 500 parçalık çalışmanız durur. Freniniz $120/saat katkı marjı sağlıyorsa ve bir hafta boyunca 40 saat boşta kalırsa, bu $4,800 fırsat maliyetidir — acil nakliye ve yeniden yapım ücretlerinden önce.
Artık $5,000 değerindeki takımınız gizli bir sigorta primi taşıyor.
Bir yedeğini sipariş ederek bu riski hedge edebilirsiniz. Tebrikler — takım maliyetiniz artık ikiye katlanarak $10,000 oldu ve 500 parçalık hesabınız buharlaştı.
Eğer tek noktalı takım arızası riski × duruş maliyeti > kopyalanmış ikincil işlem tasarrufundan fazlaysa, o zaman standart takım daha güvenli kâr seçeneğidir.
Bu biraz acıtıyor.
Bir atölyenin gerçekten kötü taç ayarı ve tutarsız malzeme kalınlığından kaynaklı 6% hurda oranını “düzeltmek” için karmaşık bir form takımı için $7,000 harcadığını gördüm. Hurda, 500 parça başına $593’a mal oluyordu. Sorunun 1,180% kadarını eğitimi atlayarak mühendislikle çözmeye çalıştılar.
Özel takım hidrolik hattı sıkılaştırır. Ancak operatörleriniz standart işte ±0.5° açı toleransını koruyamıyorsa, bu dengesizlik başka bir yerde kendini gösterecektir — çatlamış köşeler, aşırı tonaj vuruşları, erken takım aşınması. $1,000’lık bir eğitim açığını $5,000’lık çelikle kapatamazsınız ve buna akıllıca diyemezsiniz.
Standart takım disiplin zorlar. Süreç kaymasını $1.19 hurda/ parça oranında açığa çıkarır, amortismanlı sermaye içine gömülmesini engeller.
Eğer süreç istikrarsızlık maliyeti < özel takım primi ise, takımı değil süreci düzeltin.
500 parçada özel takım sihir değil, matematik gerektirir. Geometri sabitse, planlamalar öngörülebilir, tedarikçiler güvenilir ve operatörleriniz zaten temiz parçalar üretebiliyorsa işe yarar. Bunlardan birini kaçırın, “sızdıran hatta anahtar” çok pahalı bir tahmine dönüşür.
Asıl soru “500 parça özel tasarımı haklı çıkarabilir mi?” değildir.”
Soru şudur: varsayımlar değişirse, işlerinizin $8,000’lık bir yanılgıya dayanabilme gücü var mı?
500 parçada nesnel bir tetikleyici mi istiyorsunuz? Parçalar hakkında tartışmayı bırakın. Zaten sızdırdığınız paralar hakkında tartışmaya başlayın.
500 parçalık bir muhafaza üzerinde, aşamalı bir takımla parça başına 27 saniye tasarruf ettik. Bu mühendislik övünmesi gibi gelebilir. Ama 27 saniye × 500 parça = 13.500 saniye, yani 3,75 fren saati eder. Gerçek bir atölye oranı olan $85/saat ile bu $318.75 fren maliyetidir. Kimse $7,500’lık bir satın alma emrini $318.75 tasarruf için imzalamaz. Bu, takım maliyetinin yalnızca 4.2%’idir. Bu sadece gürültüdür.
Ama matematik duygulara aldırmaz.
Aynı “27 saniye” 500 el transferini, 500 yeniden mengene sıkmayı ve 14 ölçü paslanmazda $42 hurda vuruşu ihtimalini ortadan kaldırdı. Hurda oranı 4%’den 1%’ye düştü. 500 parça ve $42 malzeme değeriyle bu 15 parça kurtarıldı, yani $630. Şimdi $948.75’teyiz. Hâlâ $7,500 değil. O halde bu neden bazen işe yarıyor?
Çünkü çevrim süresi sadece görünür sızıntıdır. Asıl para, aşağı akışta durur.
Silinen saniyeleriniz sadece makine süresini etkiliyorsa, o zaman özel takımlar bir lükstür. Ama o saniyeler hurdayı, elleçlemeyi ve kontrolde harcananı azaltıyorsa, aslında kâr marjınızı geri satın alıyorsunuz.
Yönetim $7.500’lük bir alet görüyor. Ama her çevrimdeki 2%’lik hidrolik sızıntıyı görmüyorlar.
Standart takım “ödenmiş” gibi görünür. Ama 500 parçada $10 ikincil kaynak yapmaya zorluyorsa, bu yılda tek işte $5.000 eder. Daha önce gördüğümüz gibi $144 temizlik işçiliği ekleyin, artı $630 hurda farkı, ve artık yılda $5.774’lük verimsizliğe bakıyorsunuz. Bu da özel takım fiyatının ’sidir, hem de ilk yılda.
Hata, takımı sermaye olarak, verimsizliği ise işletme gürültüsü olarak görmektir. Birine bir kere onay verilir. Diğeri her işte yenilenir.
O zaman açık açık sorun: 12 ayda $7.500“lük çelik mi alıyoruz, yoksa yılda $5.774 hurda vergisi mi ödüyoruz? İş iki kez tekrarlanırsa, $11.548 gider. Şimdi ”pahalı” takım, esnek kalmaktan daha ucuzdur.
Yıllık verimsizlik maliyeti × beklenen yıl ≥ takım + mühendislik maliyeti ise, özel takım kazanır — 500 parçada bile.
Yöneticiler çalışma süresi yüzdelerine bayılır. “Pres kullanımı ”den ’e çıktı.” Bu kulağa $2.000 katkı değerinde bir kazanç gibi gelir. Soyuttur.
Onlara 500 kaynak noktası ortadan kaldırdığınızı söyleyin, tanesi $6 tam yüklü — bu $3.000 eder. Üstüne $38/saat’ten 6 saat kaynak taşlama ekleyin — $228. Ayrıca $45/saat’ten 3 saat kalite kontrol tekrar kontrolü — $135. Yani 500 parçalık bir işte bordro riskinden $3.363 düşürülmüş olur.
Şimdi bunu pres süresiyle karşılaştırın: $85/saat’ten 3,75 saat tasarruf $318,75 eder. Makine zamanı finansal hikâyenin sadece %9’udur. Geri kalanı, planlamadığınız işçiliktir.
İşte atölyelerin güvenilirlik kaybettiği nokta: “daha hızlı büküm” yerine “ortadan kalkmış kaynak iş gücü” satarlar. Yönetim, makine hızını kutlamadan önce işçilik kalemlerini keser.
Eğer kaldırılan aşağı akış işçilik maliyeti > saf pres saati tasarrufuysa, o zaman liderlik esnasında çalışma süresini değil, işçilik azaltımını öne çıkarın.
İçeri girip $7.500 istemeyin.
İçeri girip, 500 parçalık bir işin hurda, kaynak, elleçleme ve kontrol arasında parça başı gizli $11,36 maliyet taşıdığını gösterin. Bu da çalıştırma başına $5.680 eder. Eğer takım bunun parça başı $8’ini ortadan kaldırıyorsa, ilk 500 parçada $4.000, ikinci çalıştırmada kalan $1.680 geri kazanırsınız. Bundan sonra her çalıştırma, 0 marj geri kazanımıdır.
Şimdi konuşma “Bunu karşılayabilir miyiz?”den “Neden bu SKU’da kan kaybetmeye devam ediyoruz?”a döner.”
Ve işin görünmeyen kısmı şu: 500 parça eşik hacimle ilgili değil, atık yoğunluğuyla ilgilidir. gömülü ikincil maliyeti olan dağınık bir parça, sıkı süreç kontrolüne sahip temiz bir 2.000 parça serisinden çok daha hızlı özel takımı haklı çıkarır. Hacim seslidir. Atık yoğunluğu belirleyicidir.
Yani çerçeve basit ve yönetim odasında da iyi çalışır:
Eğer (Silinen parça başına maliyet × yıllık hacim × stabilite faktörü) ≥ toplam kalıp riski ise, kalıbı onaylayın. Değilse, spekülasyon yapıyorsunuz demektir.
Hız sunmuyorsunuz. Her çevrimde 6%–12% kâr marjı kaybettiren sızdıran bir hattı sıkılaştırıyorsunuz.
Eğer işçilik enflasyonu % > takım maliyeti enflasyonu % ise, o zaman hacim eşiğiniz düşmelidir yoksa kâr marjınız erir.


















