

В прошлый вторник я наблюдал, как партия из 600 кронштейнов прошла “гладко”. Восемь гибов на стандартной V-матрице. Затем два оператора потратили 3,5 часа на устранение наплывов и выравнивание деформаций со скоростью $32 в час каждый. Это $224 затрат на труд после того, как пресс-станок перестал работать.
Никто не написал “вторичные операции” в маршрутном листе. Оно просто было там, тихо, как утечка маржи 3%, которую никто не удосуживается устранить.
При 600 деталях это $0,37 на деталь чисто за доработку. Если в заказе было всего $1,10 валовой маржи, вы только что сожгли 34 % из неё напильником и молотком. И вы всё ещё считаете, что специализированный инструмент — это “роскошь” только для серий в 10 000 деталей?
Я видел цеха, отказывавшиеся от спецпуансонов за $4 800 потому, что партия была “всего” 800 деталей. Тот же цех спокойно тратит по $0,40 на деталь на доработку, задержки при инспекции и замедления — $320 на эту партию, $320 на следующую, $320 при каждом повторном заказе — как будто это невидимые деньги.
Вы не ощущаете $0,40. Вы ощущаете $4 800.
Но математике всё равно на чувства. Если специнструмент убирает $0,40 на деталь на вторичные операции и устранение брака, то окупаемость при таком раскладе — 12 000 деталей. Теперь поднимем цену труда со старых $18/час до сегодняшних $32/час, и эти $0,40 тихо превращаются в $0,70. Окупаемость падает ниже 7 000. Добавьте даже сокращение брака на 2% для детали по $12 — экономия $0,24 — и вы уже ниже 5 000 деталей.
И это ещё до того, как мы заговорим о наладках.
Если скрытая стоимость на деталь × объём ≥ стоимость инструмента, то это уже не роскошь, а арифметика.
Так почему же мы всё ещё платим налог на мусорный бак?

Посмотрите на деталь, которая после обычного воздушного гиба требует подгиба, выравнивания и косметической доработки. Каждая операция — 20 секунд. Три операции — одна минута. При $32/час это $0,53 на деталь в виде труда.
Запустите 500 деталей. Вы только что потратили $265, притворяясь, что вы “гибкие”.”
Правильно спроектированная спецматрица, которая формует и подгибает за один ход, может добавить на 15 % больше времени на наладку — скажем, на 30 минут по $32/час, то есть $16. Но если она убирает те самые $0,53 на деталь, то вы отобьёте $265 уже на первых 500. Чистая прибыль: $249. Это рост маржи на 15 % для заказа на $1 600.
Да, специнструмент может ввести риски — неожиданное упругое восстановление, ограничения по нагрузке. Но стандартный инструмент их не устраняет. Он просто переносит исправления в руки людей за $32/час. Если ваши трудозатраты на деталь × 500 превышают сумму дополнительной наладки и амортизации инструмента, значит, вы арендуете «гибкость» в убыток.
Так откуда же взялось это суеверие про 10 000 деталей?
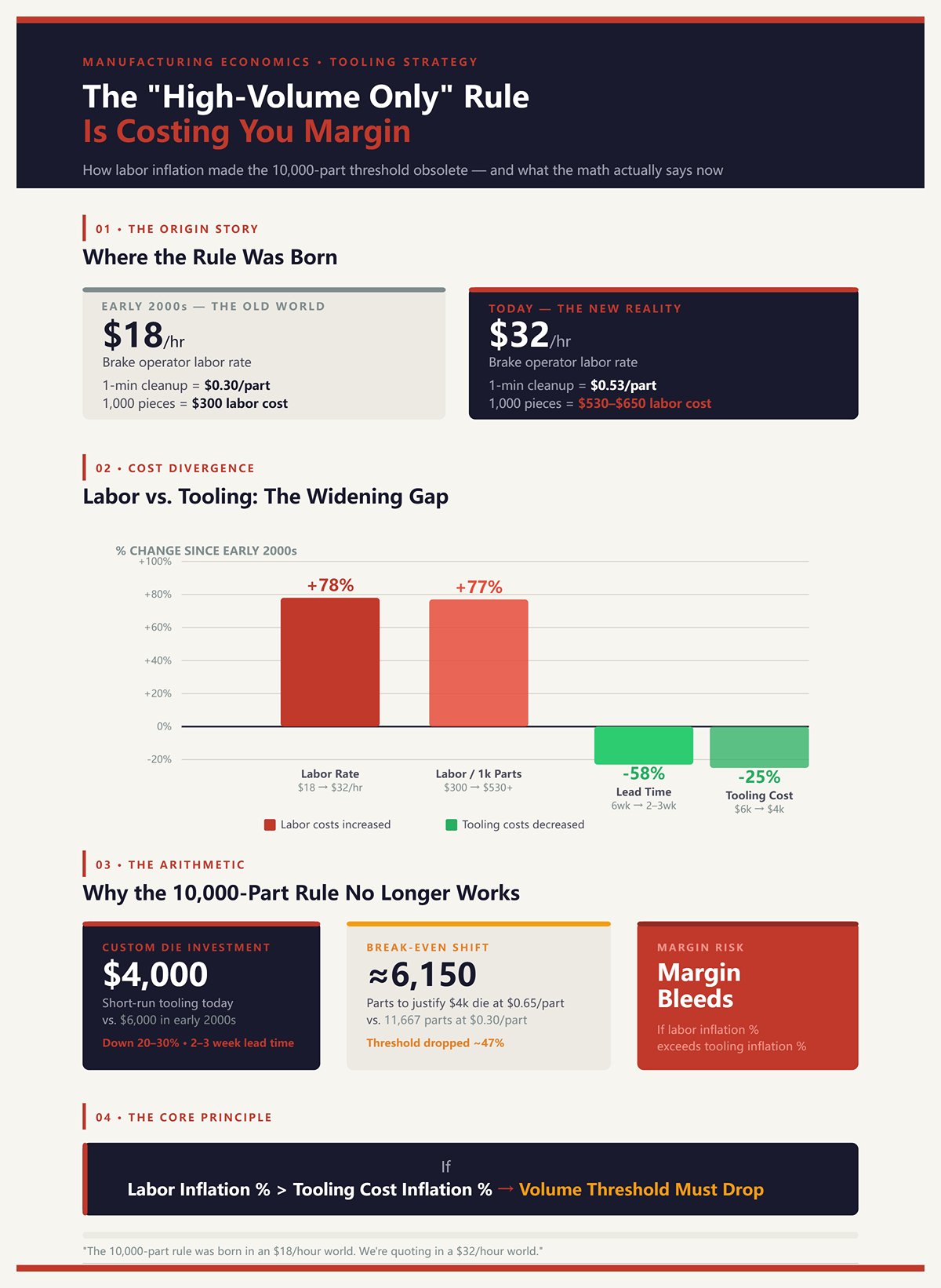
В начале 2000‑х я платил $18/час операторам пресса. Одноминутная доработка стоила $0,30 на деталь. На тысяче деталей это $300. Сложно было оправдать спецматрицу за $3 500 при таких вводных.
Перенесёмся в настоящее. Та же минута стоит $0,53. Те же 1 000 деталей стоят $530. С учётом накладных на зарплату вы подходите к $650. Статья расходов на труд удвоилась; ментальное правило — нет.
Тем временем САПР и электроэрозионная резка сделали производство мелкосерийного инструмента дешевле и быстрее. То, что раньше занимало 6 недель и стоило $6 000, теперь может быть 2–3 недели и $4 000 в зависимости от сложности. Кривая стоимости снизилась на 20–30 %. Труд заметно вырос на 70–80 %.
Правило 10 000 деталей родилось в мире с производительностью $18/час. Сейчас мы даём цены в мире с производительностью $32/час. Если рост затрат на труд % > рост затрат на оснастку %, то ваш порог объёма должен снижаться, иначе ваша маржа «кровоточит».
Так почему же старое число всё ещё кажется “безопасным”?

Потому что боль распределена.
Инструмент за $5 000 попадает в заказ один раз. Это громко. Это отображается в капитальном обзоре. Вторичный труд по $0,50 за деталь прячется внутри производства. Это выглядит как “нормальные часы”. Никаких тревожных сигналов. Просто 2–3% меньше маржи при каждом запуске, как гидролиния, теряющая 2% давления при каждом цикле.
А специальная оснастка требует обязательств. Нужно зафиксировать чертежи. Подтвердить усилие пресса. Смириться с тем, что если деталь изменится на 10%, штамп, возможно, придётся модифицировать. Это кажется рискованным при заказе на 500 штук. Но так же рискованно терять по $300–$400 каждый раз, когда задание повторяется, потому что никто не хотел взять на себя решение.
Комфорт не отражается в отчёте о доходах. Труд — да.
Если повторяющийся объём × скрытый труд на деталь превышает стоимость инструмента в течение двух циклов, то “мы всегда так делали” — это не стратегия, а субсидия неэффективности.
Теперь реальный вопрос не в том, роскошь ли специальные инструменты. А в том, где именно этот скрытый налог сидит в вашем текущем рабочем процессе.
В прошлом месяце мы запускали боковую панель из нержавейки, партия 500 штук. На бумаге выглядело безобидно: четыре гиба, один подворот, сталь 14 gauge, 304. Стандартная V-матрица, гиб воздухом, переворот, подворот вторым проходом. Время на гибочном прессе? Всего 2,8 часа.
Чего маршрутная карта не показывала: 1,5 часа на участке зачистки, устраняя микро-трещины на подвороте; 45 минут на контроле, устраняя дрейф угла; и 30 минут точечной подварки, потому что подворот лёг неровно. При $32/час — это $144 на доработку и исправления сверх формовки. При партии с валовой маржой $900 — это 16% потерь — не в браке, не в переработках — а в “нормальном процессе”.”
Вы этого не увидите в калькуляции. Это закопано в статьях труда под названием “поддержка”.”
Но математике всё равно на чувства.
При $0,29 за деталь во вторичных операциях ($144 ÷ 500) ваша партия из 500 штук только что предварительно оплатила 3%–5% от скромного специнструмента за $4 000. Выполняйте два раза в год, и вы будете терять по $288 ежегодно за “привилегию” оставаться «гибким». Это налог на мусорный бак — слишком мал, чтобы замечать, достаточно стабилен, чтобы вредить.
Если скрытый труд на деталь × годовой объём ≥ 20% стоимости инструмента, значит, вы финансируете неэффективность в рассрочку.
Так где он прячется в вашем цехе?
Представьте П-образный профиль с уступами. Стандартная оснастка означает первый удар для гиба полок, переналадку, второй удар для создания уступа. Две наладки, два цикла выверки, два шанса промахнуться на 0,5°.
В партии 500 штук это не только 500 лишних ударов. Это 500 выгрузок, 500 переносов на поддон, 500 переустановок. Даже если каждый цикл обработки детали занимает 25 секунд, это 3,5 часа труда — $112 при $32/час — до того, как вы посчитаете вторую наладку в 20 минут, ещё $11. Итого $123 только потому, что геометрия не подошла к вашему комплекту штампов.
А вот и тихий убийца: каждое повторное измерение вносит вариацию. Допустим, ваш лом вырос на 2% из-за ошибки при обращении с деталью стоимостью $18. Десять забракованных деталей — это $180 на материалы и накладные расходы. Теперь ваша “вторая потеря” составляет $303 на 500 деталей — $0.61 на деталь — без единого чека с подписью “ошибка”.”
Так второй изгиб превращается во вторую машину, вторую очередь и второй счёт, который вы никогда не детализируете.
Если (дополнительный труд на обработку + лом при переработке) на деталь × 500 ≥ амортизация инструмента за проход, тогда однопроходной вариант с индивидуальной оснасткой побеждает — даже при малом объёме.
Так почему мы боремся с материалом, вместо того чтобы придать ему форму один раз и двигаться дальше?
Пустите сталь с прочностью 980 МПа через стандартную V-матрицу и посмотрите, что произойдёт. Вы программируете 88°, чтобы получить 90°. Первые пять деталей выходят на 89,5°. Оператор снижает до 87,5°. Теперь у вас 90,8°. Снова ослабляете угол. И снова догоняете.
Десять испытательных деталей по $12 каждая — это $120 материалов, прежде чем процесс стабилизируется. Добавьте 40 минут операторского времени на настройку — $21. Итого $141 потрачено до отправки детали #11. На заказе из 500 деталей это составляет $0.28 на деталь только за настройку.
Стандартная оснастка рассматривает упругое восстановление как погодное явление — нечто, к чему нужно приспосабливаться. Индивидуальная оснастка меняет геометрию: меньший радиус пуансона, контролируемое дожатие, возможно, снятое плечо для фиксации изгиба. Вы платите на 15% больше за проектирование инструмента заранее, но получаете на 50% меньше отклонения угла и почти нулевой лом при настройке.
Да, можно перепроектировать деталь — увеличить радиус, заменить 6061 на 5052, смягчить требования. Иногда это разумно. Но когда чертёж зафиксирован, а сплав определён нагрузкой, вы платите $0.25–$0.40 на деталь за регулировку, потому что матрица не соответствует физике.
Если время регулировки упругого восстановления + лом на тестах за проход превышают 5% стоимости инструмента в пределах двух заказов, тогда корректировка геометрии выгоднее, чем корректировка программы.
И это подводит нас к следующей утечке — той, о которой постоянно спорит отдел контроля.
Каждый раз, когда вы переворачиваете деталь, вы сбрасываете ноль.
Возьмите четырёхгранную коробку, сформированную за два отдельных прохода. Каждый проход даёт угловое отклонение ±0,5°. Суммируя четыре изгиба, можно получить ±1,5 мм на дальнем фланце. Контроль отмечает 8% деталей как “пограничные”. Операторы начинают вручную подправлять молотком.
На партии в 500 деталей 40 штук проходят ручную корректировку по 90 секунд каждая. Это один час труда — $32. Не катастрофа. Но добавьте 45 минут инспектора на сортировку — $24 — и получится $56, то есть $0.11 на деталь только за восстановление допусков.
Теперь добавьте упущенную выгоду: пресс-пресс простаивал 30 минут в ожидании решения по инспекции. При себестоимости машины, скажем, $85 в час, это ещё $42 непроданной мощности.
Так “управление” допуском только что стоило вам $98 — 11% от маржи в $900 — потому что вариация возникла на старте и устранялась в конце людьми, а не сталью.
Индивидуальная поэтапная оснастка, формирующая все четыре изгиба за один фиксированный цикл, устраняет два переворота и два сброса допуска. Меньше накоплений. Меньше споров. Меньше утечек по $0.11, которые кажутся слишком мелкими, чтобы за ними гнаться.
Если труд на исправление внизу потока + время инспекции за проход ≥ 10% времени формовки, значит, процесс компенсирует инструмент, а не производит детали.
И это приводит к той статье затрат, к которой все относятся с равнодушием.
Я слышу это постоянно: “Стандартные переналадки занимают всего 20–30 минут.”
Хорошо. Давайте возьмём 25 минут при ставке $32/час — $13. Добавим 10 минут на поиск и подготовку инструмента — ещё $5. Итого вы уже потратили $18 до первой контрольной детали.
Повторите это трижды, потому что работа требует трёх конфигураций инструмента — и вы получаете $54 на партию. На 500 деталей это $0,11 за штуку. Звучит безобидно.
Пока эта работа не повторится четыре раза в год. Теперь вы тратите $216 ежегодно только на повторяющееся трение при установке — это 24% от той же самой маржи в $900 — и при этом никто не улучшил процесс ни на дюйм.
Индивидуальные объединённые приспособления могут добавить 40 минут к первой переналадке — ещё $21 — но устранить две будущие переналадки на каждую партию. За четыре запуска вы экономите 200 минут простоя пресса — $107 — и освобождаете мощности для выполнения ещё одной работы стоимостью $1,200 в выручке.
Время на переналадку — это не досада. Это проценты. Оно тихо накапливается на 10%–25% маржи за год, если позволить ему повторяться без изменений.
Если (минуты переналадки, сэкономленные за один запуск × запусков в год × ставка труда) ≥ дополнительная стоимость инструмента за два года, значит стандартный инструмент берёт с вас аренду.
А аренду вы платите тогда, когда не владеете решением.
На корпусе из нержавейки в количестве 500 штук, который мы запускали в прошлом квартале, чертёж требовал отбортовку и загиб кромки на одном и том же ребре. С обычными сегментами это означало предварительный загиб, переворот детали, закрытие загиба, а затем отдельный проход на выравнивание. Три удара. Две переналадки. Одна сварочная оснастка далее по процессу, потому что загиб никогда не закрывался идеально прямо. Мы потратили $2,400 на индивидуальный ступенчатый пуансон, который формировал отбортовку и загиб в одном контролируемом ходе. Та же гибочная машина. Тот же оператор. Один удар.
Разница была не теоретической. Цикл сократился с 55 секунд до 28 секунд — экономия 27 секунд × 500 деталей даёт 3,75 часа труда, $120 при $32/час. Мы исключили 30-минутную вторичную переналадку — $16. Мы убрали сварочную доработку, занимавшую в среднем 45 секунд на деталь — ещё 6,25 часа, $200. Итого $336 в прямых трудозатратах на первых 500 деталях, плюс мы убрали приспособление, занимавшее 20 квадратных футов площади и стоившее $1,100 в изготовлении. Ко второму запуску инструмент уже окупился на 28% своей цены, а сварочный участок перестал терять 12% маржи на переделке.
Вот так нужно решать. Не спрашивайте “Это большой объём?” Спрашивайте: “Сколько статей затрат исчезнет, если я сформирую это один раз вместо того, чтобы бороться с ним трижды?” Если (удалённые операции на деталь × ставка труда × 500) ≥ амортизация инструмента, то индивидуальный инструмент перестаёт быть роскошью и становится ключом, затягивающим протекающую трубу.
Я видел, как операторы выполняют “восемь изгибов на стандартной V-матрице” только потому, что она была в стойке. Загиб, сдвиг, повторная установка, снова загиб. Каждое перемещение — 6–8 секунд, если рабочий расторопен. Пусть будет 7 секунд × 7 лишних перемещений = 49 секунд чистого перемещения. При $32/час это $0,44 за штуку только на перемещениях. На 500 деталях это уже $220, и это ещё без учёта проверок углов или брака.
Инструмент для «одного удара» объединяет все восемь элементов, опираясь на одну позицию установки. Один ход за 18 секунд. Вы только что убрали 49 секунд перемещений и 20 секунд лишнего цикла — примерно 69 секунд всего. Это 9,6 часа труда на 500 штук, или $307. И вот что многие упускают: вы также убираете семь возможностей ошибиться при установке. Если брак снизится с 3% до 1% на детали стоимостью $18, это минус 10 деталей в корзине брака — возврат $180.
Вы сэкономили не только время. Вы устранили вариативность. Если (дополнительные удары − 1) × секунды перемещений × ставка труда × 500 + разница по браку ≥ стоимость индивидуального инструмента, то инструмент «одного удара» — это более дешёвая сталь.
Но решает ли каждый индивидуальный инструмент одну и ту же проблему?
Мы изготавливали кронштейны из высокопрочной стали 980 МПа, которые трескались на радиусе пуансона 0,125″. Стандартный инструмент из каталога. Дешёвый. После 12 деталей возникли микротрещины по линии сгиба — 4% брака на заготовке стоимостью $22. Это $44 потерь на первых 50 деталях и прогнозируемо до $440 на 500, если пустить на самотёк.
Исправление было не в “большем мастерстве”. Это была геометрия. Мы заказали пуансон с радиусом 0,250″ и облегчённым плечом для контроля прижима. Стоимость инструмента: $1 800. Брак снизился с 4% до менее чем 1%. На 500 деталей это 15 сохранённых деталей — $330 на материале — плюс мы перестали тратить 30 минут на серию, подстраивая упругий отскок, ещё $16. Окупаемость была не волшебством, а физикой.
Это настраиваемая геометрия: вы изменяете форму, чтобы она соответствовала чертежу.
А вот настройка, обусловленная материалом. Полированные панели из нержавеющей стали 304 выходили из листогиба с задиром от штампов твёрдостью 32 Rc. Уровень косметического брака достигал 6% при стоимости панели $28 — это $168 на каждые 100 деталей, $840 на 500. Мы перешли на закалённые, не оставляющие следов вставки с твёрдостью более 50 Rc. Стоимость оснастки — $2 200. Брак упал до 1%. Вы возвращаете $700 за счёт уменьшенного отхода за первые 500 и перестаёте тратить 2 часа на полировку — $64 — каждую партию.
Разные проблемы. Та же математика. Если поведение материала или требования к поверхности стоят >3% отхода или >30 минут настройки на партию, значит, геометрия инструмента должна измениться, иначе падает маржа.
Но даже если изгиб идеален, что делает ваш листогиб, пока вы меняете сталь?
| Категория | Настройка по геометрии | Настройка по материалу |
|---|---|---|
| Ключевая идея | Изменить форму инструмента, чтобы она соответствовала чертежу | Изменить материал инструмента в соответствии с поведением материала или требованиями к поверхности |
| Пример проблемы | Кронштейны из высокопрочной стали 980 МПа трещат при радиусе пуансона 0,125″ | Полированные панели из нержавеющей стали 304 с задиром от штампов твёрдостью 32 Rc |
| Исходная оснастка | Стандартный инструмент из каталога (дешёвый) | Холодноплоские штампы твёрдостью 32 Rc |
| Результат отказа | 4% брака после 12 деталей; микротрещины по линии сгиба | 6% уровень косметического брака |
| Влияние на стоимость (500 шт.) | ~$440 прогнозируемые потери на брак | $840 потери на брак |
| Решение | Пуансон с радиусом 0,250″ с облегчённым буртом для контроля упора | Закалённые, не оставляющие следов вставки с твёрдостью более 50 Rc |
| Стоимость оснащения | $1,800 | $2,200 |
| Брак после устранения проблемы | Снижен с 4% до менее 1% | Снижен с 6% до 1% |
| Экономия материала (500 шт.) | Сохранено 15 деталей = $330 | $700 возвращено за счёт брака |
| Экономия труда | Сэкономлено 30 минут регулировки возвратного деформационного пружинения на цикл (~$16) | Сэкономлено 2 часа работы по полировке на партию (~$64) |
| Логика окупаемости | Коррекция геометрии, основанная на физических принципах | Совместимость материалов и защита поверхности |
| Правило принятия решения | Если брак >3% или настройка >30 мин/цикл, изменить геометрию | Если отходы >3% или наладка >30 мин/проход, смените материал инструмента |
В прошлом месяце я засек работу. Три смены инструмента. Каждая смена: 12 минут на снятие сегментов, очистку базы, установку новых, подстройку для выравнивания. Это 36 минут времени без резки. При загрузке станка по тарифу $85/час — это $51 за партию. При четырех повторах в год — $204 вылетает — 22% из $900 маржи — только на время с ключом.
Индивидуальный объединённый инструмент превратил эти три конфигурации в одну настройку на 20 минут. Вы добавляете 8 минут в начале — $11. Но убираете 24 минуты на проход. За четыре прохода — это 96 минут обратно — $136 машинного времени, которое можно продать. Это полдня за год, возвращенные из “налога на гибкость” в виде отходов.”
Да, индивидуальные инструменты сложнее. Да, если ваш программист не умеет работать с поэтапными сгибами, вы заплатите временем на отладку. Я видел, как терялось 45 минут из-за неверной последовательности — $24 рабочей силы — потому что оффлайн программа не учитывала зазоры. Но после фиксации настройка становится повторяемой. Стандартные сегментированные инструменты после резки и смешивания теряют точность выравнивания и начинают ловить 0,030″ на 4 фута. Прецизионные инструменты держат 0,0004″ на фут. Это не рекламная болтовня; это разница между подкладыванием и отправкой.
Если (минуты настройки, устраненные за год × ставка станка) − добавленное время программирования ≥ годовая стоимость инструмента, то сегментированная “гибкость” — это просто арендуемая неэффективность.
А что происходит после первых 20 деталей, когда инспекция начинает зависать рядом?
На 4-футовой панели холодно обработанный сегментированный инструмент отклонялся примерно на 0,0015″ на фут, когда мы смешивали длины. Это примерно 0,006″ по всей ширине. Кажется немного, пока сборка не требует ±0,010″ всего. Мы тратили 1 час на партию 500 штук на сортировку при инспекции — $32 — и ещё час на корректировку и повторный изгиб — ещё $32. Итого $64 за партию, потому что набор инструментов не мог держать линию.
Мы перешли на полный набор прецизионно отшлифованных инструментов. Повторяемость ужалась примерно до 0,0004″ на фут. Время сортировки упало до 15 минут — $8. Повторный изгиб почти исчез. Можно сказать, что мы экономили $50 на 500 деталей. Не сенсационные деньги. Но добавьте это к $300 от одноударного формования и $136 от сокращения настройки, и вы получаете более $486 на той же партии.
Стабильность также уменьшает зависимость от оператора. Когда процесс стабилен, ваш лучший и средний сотрудник делают качественные детали. Если отклонение угла требует ручной корректировки у 8% деталей по 60 секунд каждая, это 6,7 часов труда на 500 — $214. Закрепите геометрию в стали, уменьшите корректировку до 2%, и вы вернёте $160. Но математика не заботится о чувствах — она заботится о минут × ставка × количество.
Вот правило мастерской, которое я выделяю красным в каждом расчёте: Если (минуты переделки + минуты инспекции + стоимость отходов) на деталь × 500 ≥ 25% от цены индивидуального инструмента, значит, вы уже финансируете инструмент — только через отходы вместо стали.
Так когда задание переходит черту? Когда операции, которые можно удалить при 500 деталях, суммарно превышают сумму, которую вы бы заплатили за инструмент. Следующий шаг — поставить обе колонки рядом и дать цифрам спорить.
У меня в прошлом квартале был заказ на 500 корпусов. Стандартный сегментированный инструмент требовал двух ударов и быстрой проходки для удаления заусенцев. Вторичная доработка стоила нам $10 на деталь, легко и просто. Индивидуальный одноударный пуансон был оценен в $5,000. Вопрос был не “Является ли 500 большим объёмом?” Вопрос был: когда $5,000 перестает пугать и начинает казаться дешёвым?
Удалите одну операцию по $10 на 500 деталей — и вы уберёте ровно $5,000. На 501 детали вы уже на $10 в плюсе. Это переломный момент — не 5,000 деталей, не “автомобильный объём”. Пятьсот. Но математика не заботится о чувствах.
Так давайте поставим обе колонки рядом и посмотрим, где начинается утечка.
Возьмём реалистичный гипотетический пример. Ручной или базовый ЧПУ-гибочный пресс с нагрузкой $70/час. Пятиминутный цикл при использовании стандартных сегментированных штампов. Это ($5 мин / 60) × $70 = $5.83 на деталь по станку и труду. Добавьте $0.20 на удаление заусенцев — и вы получите $6.03 на деталь до отходов. На 500 деталей — это $3,015 прямых затрат на обработку.
Теперь добавьте то, что никто не выделяет жирным в расчёте: один дополнительный удар при 45 сек на обработку и перестановку. Это 0.75 минуты × $70/час = $0.88 на деталь. Ещё $440 на 500 деталей. Ваш реальный итог — $3,455 — и мы ещё не коснулись отходов или инспекции.
Пользовательская версия инструмента: цикл «one-hit» сокращается до 4 минут. ($4 / 60) × $70 = $4.67 на деталь. Без заусенцев. Без дополнительной обработки. На партии из 500 штук это $2,335 на обработку плюс $5,000 на инструмент = $7,335 всего за первый запуск.
Стандартный вариант выглядит дешевле с первого взгляда: $3,455 против $7,335. Это потому, что вы не учли повторные запуски, разницу в браке или вторичную операцию, которую мы вот-вот удалим. Если сравнивать только обработку первой партии, стандарт выигрывает при объёме примерно до 1,000 деталей на ручном прессе. Если остановить расчёт на этом, вы арендуете неэффективность.
Если (стоимость стандартной детали − стоимость пользовательской) × объём ≥ стоимость инструмента, то пользовательская сталь обходится дешевле.
А что, если удалить только одну вторичную операцию?
Изолируем пример. Пусть ваш стандартный процесс требует выравнивания сварочного язычка после гибки на прессе или шлифовальной ленте. Это 6 минут при $50/час совмещённой рабочей ставке. Получается $5 на деталь. На 500 штук — исчезает $2,500.
Или возьмём более простой пример: вторичная операция $10 на деталь — сварка, шлифовка, установка крепежа. На 500 деталях — $5,000. Это соответствует стоимости пользовательского инструмента $5,000 доллар за доллар. Точка безубыточности — ровно 500 деталей. Выполните 750 деталей за год — и вы получите $2,500 восстановленной маржи, то есть окупаемость инструмента 50% за первый год.
Цена детали падает с (база $6.03 + $10 вторичная) = $16.03 до примерно $4.67 обработки при объединении операции. Это изменение на $11.36 на деталь, или $5,680 на 500 деталей. Даже с учётом расхода $5,000 на инструмент, вы получаете плюс $680 на первой партии.
Вот тут обычно говорят: “Да, но как насчёт брака?” Отлично. Давайте поговорим о налоге на контейнер брака.
Если стоимость вторичной операции × объём ≥ цена инструмента, то 500 деталей — это не малый объём, а точка перелома.
Возьмём заготовку $25. Стандартные сегментированные инструменты дают 4% брака по внешнему виду или углам. Это 20 плохих деталей из 500. 20 × $25 = $500 только на материал. Добавьте 4 минуты на переделку при ставке $70/час — ещё $93. Общий эффект брака: примерно $593 на 500 штук, или $1.19 на отгруженную деталь.
Снизьте брак до 1% при контролируемой геометрии. Теперь вы теряете 5 деталей, $125 на материал плюс $23 на повторную гибку. Итого $148. Разница между процессами: $445 на 500 деталей.
Эти $445 составляют 8.9% стоимости инструмента $5,000. Добавьте исключённую вторичную операцию $5 на деталь ($2,500), и вы уже оправдали 59% стоимости инструмента, даже не учитывая наладку.
Чистая пороговая формула: разница в уровне брака % × стоимость материала × объём = доля обоснования инструмента.
Если улучшение по браку ≥ (стоимость инструмента ÷ (стоимость материала × объём)), то стандартный инструмент становится убытком. При инструменте $5,000, заготовках $25 и объёме 500 деталей точка безубыточности по браку — 40%. Звучит много — пока не вспомните, что мы складываем брак с трудом и наладкой, а не полагаемся только на брак.
Сам по себе брак редко окупает инструмент. Брак плюс одна удалённая операция — часто окупают.
Что происходит, когда эта деталь — не одноразовая работа?
Большинство цехов видят 500 деталей и думают “короткий цикл”. Я вижу 500 в этом квартале, 500 в следующем году и три родственные детали с тем же профилем гиба. Теперь инструмент за $5,000 не привязан к одному заказу — он распределён по 1,500 деталям за два года.
При объёме 1 500 деталей амортизация инструмента составляет $3,33 за деталь. Если вы экономите $5 за деталь на устранённом вторичном труде и $0,89 на переработке, то это $5,89 возврата за деталь. Чистая прибыль: $2,56 за деталь × 1 500 = $3 840 положительного баланса после оплаты инструмента. Это 76% доходности за срок службы инструмента, и мы ещё не учитывали инфляцию заработной платы.
И вот здесь скептики автоматизации ошибаются. CNC гибочный пресс за $95 000 окупается только при достаточно большом объёме, чтобы его загрузить. Но индивидуальный штамп за $5 000, который экономит $5 за деталь, окупается при объёме всего 500 деталей, даже на NC прессе за $35 000. Класс машины меняет наклон графика, а не саму математику.
Если инфляция заработной платы % > инфляция стоимости инструмента %, то порог объёма должен снизиться, иначе вы теряете маржу.
Пятьсот деталей — это не магия. Это просто точка, в которой устранение одной привычной операции за $10 равно одному куску стали за $5 000. Сделайте 501 деталь — и вы уже зарабатываете. Повторите в следующем году — и гаечный ключ останется на месте, закрепляя ту протекающую гидролинию.
А вот вопрос, который скептики собираются задать: когда эта математика перестаёт работать?
Здесь математика при объёме 500 деталей ломается: когда деталь, которую вы оправдываете сегодня, имеет 30% шанс изменения до того, как вы отправите последнюю единицу. Если вы потратите $5 000 на индивидуальную сталь и инженеры потратят 6–10 недель по ставке, скажем, $85/час за 40 часов ($3 400) до первой стружки, вы уже вложили $8 400. Если длина фланца изменится на 0,125″ в следующем квартале и инструмент станет бесполезным, это 100% списаний — а не 12% выгоды.
Индивидуальный инструмент останавливает утечку маржи на 10%. Но он также может вызвать капиталовое кровотечение на 15%, если вы гадаете вместо того, чтобы фиксировать геометрию.
Это не о страхе. Это об уровне риска.
Если вероятность изменения конструкции × (стоимость инструмента + стоимость инженерных работ) ≥ экономия от устранения операции, то стандартный инструмент выигрывает — независимо от того, как красиво выглядит время цикла.
Прототипы обманчивы.
Они показывают вам 4-минутный единичный изгиб и скрывают 25% вероятность того, что заказчик расширит подгиб или добавит ребро после испытаний в поле. Теперь ваш staged штамп за $5 000 не подходит, а путь переработки — это ещё 6–10 недель плюс ещё $3 000–$4 000 на проектирование. На заказе из 500 деталей с прогнозируемой экономией $11,36 за деталь (всего $5 680), одно изменение геометрии стирает 148% ожидаемой прибыли.
Стандартный сегментированный инструмент выглядит медленнее при $6,03 за деталь плюс $10 за вторичную операцию. Но когда чертёж меняется, вы просто переставляете сегменты, регулируете задний упор и продолжаете отгрузку. Нет утраченной стали. Нет паники по срокам. Вы платите временем цикла, а не капиталом.
Если нестабильность геометрии > 20% до отправки 500 единиц, то индивидуальный инструмент — это не стратегия, а спекуляция.
Денежный поток ненавидит мёртвые недели.
Индивидуальный инструмент стоит не только $5 000 — он стоит времени. Шесть-десять недель, в течение которых ваш заказ висит в ожидании, в то время как стандартный инструмент мог начать работу завтра. Если эта задержка тормозит $150 000 сборок нижестоящих процессов и вы несёте 1,5% ежемесячных накладных на этот незавершённый продукт, это $2 250 в месяц затрат на хранение. Два месяца ожидания стали сожгли $4 500 — почти всю цену инструмента.
И что, если заказчик хочет первые образцы через три недели? Либо вы ускоряете изготовление инструмента с 20% надбавкой (дополнительно $1 000 к инструменту за $5 000), либо возвращаетесь к стандартному и терпите ту неэффективность наладки, которую хотели избежать.
Индивидуальный инструмент экономит $5 за деталь при объёме 500. Но если штраф за задержку составляет $4 500 ещё до начала цикла, ваша точка безубыточности удваивается до 900–1 000 деталей.
Если стоимость задержки по срокам поставки ≥ экономии при первом запуске, тогда скорость побеждает изящество.
Стандартный инструмент тоже ломается. Разница — в глубине запасов.
Если сломать стандартную V-матрицу 1″, можно просто взять другую с полки. Возможно, вы потеряете 2 часа при $70 в час — $140. А если треснет специальный секционный пуансон с четырёхнедельным сроком замены, ваша партия в 500 деталей остановится. Если ваш пресс приносит маржинальный доход $120 в час и простаивает 40 часов за неделю, это $4 800 упущенной выгоды — ещё до оплаты срочной доставки и переделки.
Теперь ваш инструмент за $5 000 несёт невидимую страховую надбавку.
Можно подстраховаться, заказав дубликат. Поздравляем — стоимость оснастки только что удвоилась до $10 000, и вся ваша экономика на 500 деталей испарилась.
Если риск отказа одного инструмента × стоимость простоя > экономии от дублируемой вторичной операции, тогда стандартная оснастка — более безопасный вариант для прибыли.
Это больно признавать.
Я видел цеха, которые тратили $7 000 на сложный формующий инструмент, чтобы “исправить” 6% отходов, вызванных на самом деле плохой настройкой прижима и нестабильной толщиной материала. Отходы стоили $593 на 500 деталей. Они потратили 1 180% от проблемы, пытаясь решить её инженерными способами вместо обучения персонала.
Индивидуальная оснастка ужесточает «гидролинию» процесса. Но если операторы не могут удерживать угол в пределах ±0,5° на стандартных операциях, эта нестабильность проявится где-то ещё — треснутые углы, перегрузки по тоннажу, преждевременный износ инструмента. Нельзя устранить пробел в обучении на $1 000 с помощью стали за $5 000 и считать это разумным решением.
Стандартная оснастка требует дисциплины. Она выявляет дрейф процесса при $1,19 отходов на деталь, вместо того чтобы прятать это в амортизированном капитале.
Если стоимость нестабильности процесса < надбавки за индивидуальный инструмент, исправляйте процесс — а не инструмент.
Индивидуальная оснастка при 500 деталях — это математика, а не магия. Она работает, когда геометрия стабильна, графики предсказуемы, поставщики надёжны, а операторы уже умеют делать чистые детали. Стоит нарушить одно из этих условий — и “ключ на протекающей линии” превращается в очень дорогую догадку.
Так что настоящий вопрос не в том, “можно ли оправдать индивидуальный инструмент при 500 деталях?”
А в этом: сможет ли ваш бизнес перенести ошибку на $8 000, если исходные предположения изменятся?
Хотите объективный триггер при 500 деталях? Перестаньте спорить о деталях. Начните спорить о долларах, которые вы уже теряете.
На одном корпусе из 500 деталей мы сэкономили 27 секунд на деталь благодаря ступенчатому инструменту. Звучит как инженерное бахвальство. Но 27 секунд × 500 деталей = 13 500 секунд, или 3,75 часа прессовой работы. При реальной ставке $85/час это $318,75 на прессе. Никто не подпишет заказ на $7 500, чтобы сэкономить $318,75. Это 4,2% стоимости инструмента. Это шум.
Но математике всё равно на чувства.
Те же “27 секунд” убрали 500 ручных перекладок, 500 повторных зажимов и 500 шансов получить $42 отходов на нержавейке 14 калибра. Отходы снизились с 4% до 1%. На 500 деталей при стоимости материала $42 это 15 деталей, или $630 экономии. Теперь мы на уровне $948,75. Всё ещё не $7 500. Так почему же это вообще работает?
Потому что время цикла — это всего лишь заметная утечка. Настоящие деньги находятся дальше по потоку.
Если ваши удалённые секунды влияют только на время работы машины, то индивидуальный инструмент — это роскошь. Если эти секунды сокращают отходы, обработку и инспекцию, то вы фактически возвращаете себе маржу.
Руководство видит инструмент за $7,500. Они не видят 2% гидравлической утечки в каждом цикле.
Стандартный инструмент выглядит как “оплаченный”. Но если он требует вторичной сварки $10 на 500 деталях, то это $5,000 в год на одном заказе. Добавьте $144 на уборку, как мы видели раньше, плюс $630 на разницу в браке, и теперь вы смотрите на $5,774 ежегодной неэффективности. Это составляет 77% от цены индивидуального инструмента в первый год.
Ошибка — рассматривать инструмент как капитал, а неэффективность как операционный шум. Одобряются только капитальные траты, а неэффективность повторяется в каждом заказе.
Так что задайте прямой вопрос: за 12 месяцев мы покупаем инструмент за $7,500, или мы платим $5,774 в год в виде “налога” на отходы? Если заказ повторится дважды, это уже $11,548 потерянных. Теперь «дорогой» инструмент оказывается на 35% дешевле, чем оставаться гибким.
Если ежегодная стоимость неэффективности × ожидаемые годы ≥ стоимость инструмента + инженерные расходы, то индивидуальный вариант побеждает — даже на 500 деталях.
Руководители любят проценты времени работы. “Использование пресса выросло с 68% до 74%.” Звучит как победа с вкладом примерно в $2,000. Это абстрактно.
Скажите им, что вы устранили 500 точек сварки по $6 каждая с полной нагрузкой — это $3,000. Добавьте 6 часов шлифовки сварки по $38/час — $228. Добавьте 3 часа повторной проверки QC по $45/час — $135. Всего $3,363 снято с фонда оплаты труда на партии из 500 деталей.
Теперь сравните это с временем пресса: 3.75 часа, сэкономленных по $85/час, — это $318.75. Время работы машины — это 9% финансовой истории. Остальное — это труд, который вы вообще не планируете.
Вот где цеха теряют доверие: они продвигают “более быстрое гибкое” вместо “сокращения численности сварщиков”. Руководство сокращает расходы на труд раньше, чем радуется скорости машины.
Если сокращённые downstream-расходы на труд > экономии чисто по часам работы пресса, то начинайте с сокращения труда — а не с процента времени работы.
Не заходите с просьбой о $7,500.
Представьте, что заказ на 500 деталей сейчас несёт скрытую стоимость $11.36 за деталь между отходами, сваркой, обработкой и инспекцией. Это $5,680 за цикл. Если инструмент устранит $8 за деталь из этого, вы вернёте $4,000 на первой партии из 500 деталей и оставшиеся $1,680 на второй. После этого каждый цикл — это 100% восстановленной маржи.
Теперь разговор меняется с “Можем ли мы это позволить?” на “Почему мы выбираем продолжать терять 8% на этом артикуле?”
И вот неочевидная часть: порог в 500 деталей — это не про объём. Это про концентрацию потерь. Плохая деталь с 12% встроенной вторичной стоимостью оправдывает индивидуальный инструмент быстрее, чем чистая партия из 2,000 деталей с строгим контролем процесса. Объём заметен, плотность потерь решает.
Так что структура проста и отлично работает в зале заседаний:
Если (удалённая стоимость на деталь × годовой объём × коэффициент стабильности) ≥ полный риск по оснастке, тогда одобряйте инструмент. Если нет — вы спекулируете.
Вы не продаёте скорость. Вы устраняете течь в линии, которая сливает 6%–12% маржи в каждом цикле.
Если инфляция заработной платы % > инфляция стоимости инструмента %, то порог объёма должен снизиться, иначе вы теряете маржу.


















