

Selasa lalu saya menyaksikan sebuah braket 600 bagian berjalan “lancar.” Delapan tekukan pada V-die standar. Lalu dua operator menghabiskan 3,5 jam untuk mengurangi pelebaran dan meratakan distorsi dengan tarif $32/jam masing-masing. Itu berarti $224 dalam biaya tenaga kerja setelah mesin press brake berhenti beroperasi.
Tidak ada yang menulis “operasi sekunder” pada lembar perjalanan. Itu hanya ada di sana, diam, seperti kebocoran margin 3% yang tidak ada yang peduli untuk dikencangkan.
Pada 600 bagian, itu berarti $0,37 per bagian hanya untuk pekerjaan pembersihan. Jika pekerjaan itu hanya memiliki margin kotor $1,10, Anda baru saja membakar 34%-nya hanya dengan berkas dan palu. Dan Anda masih menyebut perkakas khusus sebagai “kemewahan” yang hanya pantas untuk 10.000 bagian?
Saya pernah melihat bengkel menolak pukulan khusus senilai $4.800 karena prosesnya “hanya” 800 bagian. Bengkel yang sama dengan senang hati menghabiskan $0,40 per bagian untuk pekerjaan ulang, keterlambatan inspeksi, dan perlambatan—$320 pada batch ini, $320 pada batch berikutnya, $320 di setiap pemesanan ulang—seolah itu uang tak terlihat.
Anda tidak merasakan $0,40. Anda merasakan $4,800.
Tapi matematika tidak peduli pada perasaan. Jika perkakas khusus menghilangkan $0,40 per bagian dari tenaga kerja sekunder dan penanganan cacat, titik impasnya adalah 12.000 bagian pada tingkat tersebut. Sekarang naikkan upah tenaga kerja dari $18/jam dahulu menjadi $32/jam saat ini, dan angka $0,40 itu diam-diam berubah menjadi $0,70. Titik impas turun di bawah 7.000. Tambahkan bahkan pengurangan cacat 2% pada bagian senilai $12—hemat $0,24—dan Anda sudah di bawah 5.000 bagian.
Dan itu sebelum kita membicarakan pengaturan awal.
Jika biaya tersembunyi per bagian × volume ≥ biaya perkakas, maka perkakas khusus bukan kemewahan—itu aritmetika.
Jadi mengapa kita masih membayar pajak tempat sampah skrap?

Lihatlah suatu bagian yang membutuhkan pelipatan, perataan, dan perbaikan kosmetik setelah pembengkokan udara standar. Setiap sentuhan membutuhkan 20 detik. Tiga sentuhan adalah satu menit. Pada $32/jam, itu berarti $0,53 per bagian dalam tenaga kerja.
Jalankan 500 bagian. Anda baru saja menghabiskan $265 sambil berpura-pura Anda “fleksibel.”
Sebuah die khusus yang dirancang dengan baik yang dapat membentuk dan melipat dalam satu langkah mungkin menambah waktu penyiapan 15% lebih lama—anggap saja 30 menit tambahan pada $32/jam, jadi $16. Tetapi jika itu menghilangkan $0,53 per bagian, Anda mendapatkan kembali $265 pada 500 bagian pertama. Keuntungan bersih: $249. Itu peningkatan margin 15% pada pekerjaan senilai $1.600.
Ya, perkakas khusus bisa membawa risiko—kejutan springback, batas tonase. Tapi perkakas standar tidak menghilangkan risiko tersebut. Ia hanya memindahkan koreksi ke tangan manusia dengan tarif $32/jam. Jika tenaga kerja sekunder per bagian × 500 melebihi waktu penyiapan tambahan + amortisasi alat, maka Anda sedang menyewa fleksibilitas dengan kerugian.
Jadi dari mana asal takhayul 10.000 bagian ini?
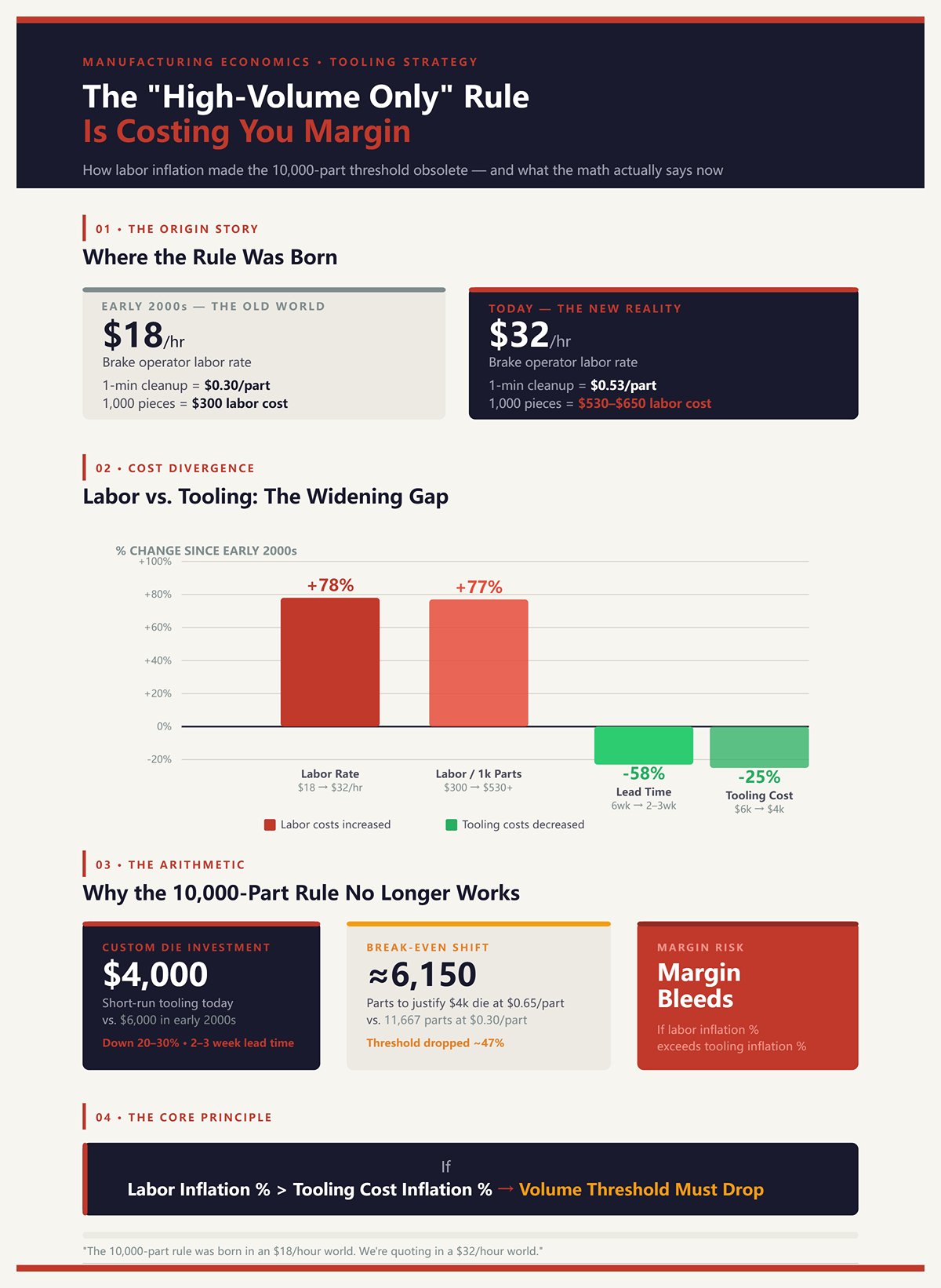
Pada awal tahun 2000-an, saya membayar $18/jam untuk operator brake. Pekerjaan pembersihan satu menit menelan biaya $0,30 per bagian. Pada 1.000 bagian, itu berarti $300. Sulit membenarkan die khusus senilai $3.500 dengan kondisi seperti itu.
Maju cepat ke sekarang. Menit yang sama menelan biaya $0,53. 1.000 bagian yang sama biayanya $530. Tambahkan beban penggajian dan Anda hampir mencapai $650. Biaya tenaga kerja meningkat dua kali lipat; buku aturan mentalnya tidak berubah.
Sementara itu, CAD dan wire EDM membuat pembuatan perkakas jangka pendek menjadi lebih murah dan cepat. Yang dulunya membutuhkan 6 minggu dan $6.000 kini bisa hanya 2–3 minggu dan $4.000, tergantung pada kompleksitasnya. Kurva biaya turun 20–30%. Biaya tenaga kerja naik 70–80%.
Aturan 10.000-bagian lahir di dunia $18/jam. Kami membuat penawaran di dunia $32/jam. Jika inflasi tenaga kerja % > inflasi biaya perkakas %, maka ambang volume Anda harus turun atau margin Anda akan terkikis.
Jadi mengapa angka lama itu masih terasa “aman”?

Karena rasa sakitnya tersebar.
Sebuah perkakas $5.000 mengenai PO sekali. Itu terasa besar. Muncul dalam tinjauan modal. Tenaga kerja sekunder sebesar $0,50 per bagian tersembunyi di dalam produksi. Itu tampak seperti “jam kerja normal.” Tidak ada tanda bahaya. Hanya margin berkurang 2–3% setiap kali produksi berjalan, seperti saluran hidrolik yang kehilangan tekanan 2% di setiap siklus.
Dan perkakas khusus menuntut komitmen. Anda harus mengunci gambar. Mengonfirmasi tonase. Menerima bahwa jika bagian berubah 10%, cetakan mungkin perlu dimodifikasi. Itu terasa berisiko pada pesanan 500 buah. Tapi sama berisikonya kehilangan $300–$400 setiap kali pekerjaan diulang karena tidak ada yang mau mengambil keputusan.
Kenyamanan tidak muncul di laporan laba rugi. Tenaga kerja muncul.
Jika volume berulang × tenaga kerja tersembunyi per bagian melebihi biaya perkakas dalam dua siklus, maka “kami selalu melakukannya seperti ini” bukanlah strategi—itu subsidi bagi ketidakefisienan.
Sekarang pertanyaan sesungguhnya bukan apakah perkakas khusus adalah kemewahan. Tapi di mana, tepatnya, pajak tersembunyi itu berada dalam alur kerja Anda saat ini.
Bulan lalu kami mengerjakan sisi penutup stainless sebanyak 500 buah. Tampak tidak berbahaya di atas kertas: empat lekukan, satu lipatan, 14-gauge 304. V-die standar, penekukan udara, dibalik, dilipat dalam lintasan kedua. Waktu pengereman? Total 2,8 jam.
Apa yang tidak terlihat pada routing: 1,5 jam di stasiun poles untuk menghaluskan retak mikro di sepanjang lipatan, 45 menit di inspeksi mengejar pergeseran sudut, dan 30 menit perbaikan titik las karena lipatan tidak rata. Pada tarif $32/jam, itu berarti $144 untuk pembersihan dan koreksi di luar pembentukan. Pada pekerjaan yang membawa margin kotor $900, itu berarti 16% hilang — bukan dalam limbah, bukan lembur — hanya dalam “aliran normal.”
Anda tidak akan melihatnya di penawaran. Itu terkubur dalam kategori tenaga kerja bernama “dukungan.”
Tapi matematika tidak peduli pada perasaan.
Dengan $0,29 per bagian dalam penanganan sekunder ($144 ÷ 500), produksi 500 bagian Anda baru saja membayar di muka 3%–5% dari perkakas bentuk khusus sebesar $4.000. Jalankan dua kali setahun dan Anda telah kehilangan $288 per tahun demi hak istimewa untuk tetap “fleksibel.” Itulah pajak kotak limbah — cukup kecil untuk diabaikan, cukup stabil untuk menyakitkan.
Jika tenaga kerja tersembunyi per bagian × volume tahunan ≥ 20% dari biaya perkakas, maka Anda sedang membiayai ketidakefisienan secara cicilan.
Jadi di mana pajak itu bersembunyi di bengkel Anda?
Bayangkan sebuah kanal dengan offset. Perkakas standar berarti pukulan pertama untuk membentuk kaki, ganti alat, pukulan kedua untuk membuat offset. Dua setelan, dua peristiwa pengukuran, dua peluang untuk meleset sebesar 0,5°.
Dalam batch 500 bagian, itu bukan hanya 500 pukulan tambahan. Itu berarti 500 kali bongkar, 500 kali berjalan ke palet, 500 kali pengukuran ulang. Bahkan jika setiap siklus penanganan membutuhkan 25 detik, itu berarti 3,5 jam tenaga kerja — $112 pada $32/jam — sebelum Anda menghitung setelan kedua selama 20 menit, tambahan $11. Anda sudah menghabiskan $123 hanya karena geometri tidak sesuai dengan set perkakas Anda.
Dan inilah pembunuh yang senyap: setiap kali pengukuran ulang memperkenalkan variasi. Misalnya, limbah Anda naik 2% karena kesalahan penanganan pada bagian $18. Sepuluh bagian yang dibuang bernilai $180 dalam material dan biaya overhead. Sekarang biaya “pukulan kedua” Anda adalah $303 pada 500 bagian — $0.61 per bagian — tanpa ada yang menulis cek dengan label “kesalahan.”
Begitulah cara tekukan kedua menjadi mesin kedua, antrean kedua, dan faktur kedua yang tidak pernah Anda rincikan.
Jika (tenaga kerja penanganan tambahan + limbah dari penanganan ulang) per bagian × 500 ≥ amortisasi alat per siklus, maka opsi kustom satu langkah menang — bahkan pada volume rendah.
Jadi kenapa kita melawan material alih-alih membentuknya sekali dan melanjutkan?
Jalankan baja berkekuatan tinggi 980 MPa pada V-die umum dan lihat apa yang terjadi. Anda memprogram 88° untuk mendapatkan 90°. Lima bagian pertama mencapai 89,5°. Operator menaikkan ke 87,5°. Sekarang Anda di 90,8°. Turunkan lagi. Kejar ulang.
Sepuluh bagian uji pada $12 masing-masing adalah $120 dalam material sebelum stabil. Tambahkan 40 menit waktu operator untuk menyetel — $21. Itu berarti $141 habis sebelum bagian #11 dikirim. Pada pesanan 500 bagian, itu adalah $0.28 per bagian hanya untuk biaya penyetelan.
Peralatan standar memperlakukan springback seperti cuaca — sesuatu yang harus disesuaikan. Peralatan kustom mengubah geometri: radius punch yang lebih rapat, pembentukan dasar yang terkontrol, mungkin bahu yang dilonggarkan untuk mengunci tekukan. Anda menukar biaya desain alat lebih awal sebesar 15% untuk mengurangi pergeseran sudut sebesar 50% dan hampir tanpa limbah uji.
Ya, Anda bisa mendesain ulang bagian itu — menambah radius, beralih ke 5052 alih-alih 6061, melunakkan spesifikasi. Kadang itu langkah cerdas. Tapi ketika gambar terkunci dan paduan ditentukan oleh beban kerja, Anda akan membayar $0.25–$0.40 per bagian dalam tenaga kerja penyetelan karena die tidak sesuai dengan fisika.
Jika waktu penyetelan springback + limbah uji per siklus melebihi 5% dari biaya alat dalam dua pesanan, maka koreksi geometri lebih unggul daripada penyetelan program.
Yang membawa kita ke kebocoran berikutnya — yang selalu diperdebatkan oleh tim inspeksi.
Setiap kali Anda membalik bagian, Anda mereset titik nol.
Ambil kotak empat tekukan yang dibentuk dalam dua setelan terpisah. Setiap setelan membawa variasi sudut ±0,5°. Tumpuk itu di empat tekukan dan Anda bisa melihat ±1,5 mm di tepi jauh. Inspeksi menandai 8% dari bagian sebagai “batas.” Operator mulai mengetuk secara manual dengan palu.
Dalam produksi 500 bagian, 40 bagian mendapat koreksi manual selama 90 detik masing-masing. Itu satu jam tenaga kerja — $32. Tidak fatal. Tapi tambahkan waktu 45 menit inspektur untuk memilah — $24 — dan Anda mendapat total $56, atau $0.11 per bagian, hanya untuk mengembalikan toleransi ke tempatnya.
Sekarang tambahkan biaya peluang: mesin press rem itu diam selama 30 menit menunggu hasil inspeksi. Pada tarif mesin yang dibebankan, katakanlah $85/jam, itu berarti $42 kapasitas yang tidak bisa Anda tagihkan.
Jadi “manajemen” toleransi Anda baru saja menghabiskan $98 — 11% dari margin $900 — karena variasi diperkenalkan di hulu dan diselesaikan di hilir oleh manusia, bukan baja.
Peralatan tahap kustom yang membentuk keempat tekukan dalam satu posisi ukur menghapus dua kali pembalikan dan dua kali reset toleransi. Lebih sedikit penumpukan. Lebih sedikit perdebatan. Lebih sedikit kebocoran $0.11 yang terasa terlalu kecil untuk dikejar.
Jika tenaga kerja koreksi hilir + waktu inspeksi per siklus ≥ 10% dari waktu pembentukan, maka prosesnya sedang mengkompensasi peralatan, bukan menghasilkan bagian.
Dan itu mengarah pada biaya yang selalu diabaikan semua orang.
Saya sering mendengar ini: “Setup standar hanya 20–30 menit.”
Baiklah. Kita sebut saja 25 menit pada $32/jam — $13. Tambahkan 10 menit untuk mencari alat dan persiapan — tambahan $5. Anda sudah menghabiskan $18 sebelum artikel pertama.
Lakukan itu tiga kali karena pekerjaan membutuhkan tiga konfigurasi alat, dan Anda berada pada $54 per batch. Pada 500 potong, itu $0,11 per bagian. Terlihat tidak berbahaya.
Sampai pekerjaan itu terulang empat kali setahun. Sekarang Anda telah menghabiskan $216 per tahun hanya untuk gesekan setup berulang — 24% dari margin $900 yang sama — dan tidak ada satu inci pun proses yang membaik.
Perkakas khusus yang dikonsolidasikan mungkin menambah 40 menit pada setup pertama — tambahan $21 — tetapi menghilangkan dua setup berikutnya per batch. Dalam empat kali produksi, Anda menghemat 200 menit waktu henti — $107 — dan membebaskan kapasitas untuk menjalankan pekerjaan lain senilai $1.200 dalam pendapatan.
Waktu setup bukanlah gangguan. Itu adalah bunga. Ia bertumbuh diam-diam pada 10%–25% dari margin selama setahun jika Anda membiarkannya berulang tanpa perubahan.
Jika (menit setup yang dihemat per run × jumlah run per tahun × tarif tenaga kerja) ≥ biaya alat tambahan selama dua tahun, maka perkakas standar sedang menagih Anda sewa.
Dan sewa adalah apa yang Anda bayar ketika Anda tidak memiliki solusinya.
Pada penutup baja tahan karat 500 potong yang kami kerjakan kuartal lalu, gambar meminta flensa balik dan hem pada tepi yang sama. Dengan segmen standar, itu berarti pra-tekuk, balik, tutup hem, lalu jalur perataan terpisah. Tiga pukulan. Dua setup. Satu jig pengelasan di hilir karena hem tidak pernah tertutup sepenuhnya lurus. Kami menghabiskan $2.400 untuk punch bertahap kustom yang membentuk flensa dan hem dalam satu gerakan terkendali. Rem yang sama. Operator yang sama. Satu pukulan.
Perbedaannya bukan teori. Waktu siklus turun dari 55 detik menjadi 28 detik — 27 detik dihemat × 500 bagian adalah 3,75 jam kerja, $120 pada $32/jam. Kami menghilangkan setup sekunder 30 menit — $16. Kami menghilangkan perbaikan las yang rata-rata 45 detik per bagian — 6,25 jam lagi, $200. Itu $336 dalam tenaga kerja langsung pada 500 potong pertama, ditambah kami menghapus jig yang memakan 20 kaki persegi area lantai dan $1.100 biaya pembuatan. Pada run kedua, alat tersebut sudah mengembalikan 28% dari harganya, dan sel pengelasan berhenti kehilangan 12% margin akibat pengerjaan ulang.
Begitulah cara Anda memutuskan. Anda tidak bertanya “Apakah ini volume tinggi?” Anda bertanya, “Berapa banyak pusat biaya yang hilang jika saya membentuknya sekali alih-alih melawannya tiga kali?” Jika operasi yang dihapus per bagian × tarif tenaga kerja × 500 ≥ amortisasi alat, maka alat kustom berhenti menjadi kemewahan dan mulai menjadi kunci pas pada jalur yang bocor.
Saya telah melihat operator menjalankan “Delapan tekukan pada V-die standar” karena itu yang tersedia di rak. Tekuk, geser, ukur ulang, tekuk lagi. Setiap reposisi memakan waktu 6–8 detik jika operatornya cekatan. Katakanlah 7 detik × 7 gerakan tambahan = 49 detik murni untuk penanganan. Pada $32/jam, itu $0,44 per bagian hanya untuk waktu memindahkan benda. Pada 500 potong, Anda telah membakar $220 sebelum menghitung pemeriksaan sudut atau cacat.
Alat bertahap satu pukulan mengambil delapan fitur tersebut dan menyelaraskannya dari satu posisi ukur. Satu langkah pada 18 detik. Anda baru saja memangkas 49 detik penanganan dan 20 detik siklus tambahan — sekitar 69 detik total. Itu 9,6 jam tenaga kerja dihemat per 500 bagian, atau $307. Dan inilah bagian yang sering terlewat: Anda juga menghilangkan tujuh kemungkinan salah ukur. Jika tingkat cacat turun dari 3% menjadi 1% pada bagian $18, itu berarti 10 bagian lebih sedikit di tempat sampah — $180 yang dipulihkan.
Anda tidak hanya menghemat waktu. Anda juga menghapus variabilitas. Jika (pukulan tambahan − 1) × detik penanganan × tarif tenaga kerja × 500 + selisih cacat ≥ biaya alat kustom, maka alat satu pukulan adalah baja yang lebih murah.
Namun apakah setiap alat kustom menyelesaikan masalah yang sama?
Kami menjalankan braket kekuatan tinggi 980 MPa yang retak pada radius punch 0,125″. Alat katalog standar. Murah. Setelah 12 bagian, muncul retakan halus di garis tekuk — 4% cacat pada blanko $22. Itu $44 hilang pada 50 bagian pertama dan meningkat menuju $440 pada 500 jika dibiarkan berlanjut.
Perbaikannya bukanlah “lebih terampil.” Itu adalah geometri. Kami memesan punch radius 0,250″ dengan bahu yang dilonggarkan untuk mengontrol penekanan hingga bawah cetakan. Biaya alat: $1.800. Limbah turun dari 4% menjadi di bawah 1%. Pada 500 bagian, itu berarti 15 bagian terselamatkan — $330 dalam bahan — ditambah kami berhenti menghabiskan 30 menit per proses untuk mengatur kembali pegasan, tambahan $16. Pengembaliannya bukanlah keajaiban; itu adalah fisika.
Itu adalah kustom berbasis geometri: kamu mengubah bentuk untuk menyesuaikan dengan gambar teknik.
Lalu ada kustom berbasis material. Panel stainless 304 yang dipoles keluar dari rem dengan bekas gores akibat dies yang diratakan dingin 32 Rc. Tingkat penolakan kosmetik mencapai 6% pada panel $28 — $168 per 100 bagian, $840 pada 500 bagian. Kami beralih ke sisipan pengeras tanpa bekas dengan kekerasan 50+ Rc. Biaya perkakas $2.200. Penolakan turun menjadi 1%. Kamu menghemat kembali $700 dari limbah pada 500 pertama dan berhenti menghabiskan 2 jam tenaga poles — $64 — setiap batch.
Masalah berbeda. Perhitungan sama. Jika perilaku material atau kebutuhan permukaan menyebabkan >3% limbah atau >30 menit penyetelan per proses, maka geometri alat harus diubah atau margin akan berkurang.
Namun bahkan ketika tekukan sudah benar, apa yang dilakukan rem kamu saat kamu mengganti baja?
| Kategori | Kustom Berbasis Geometri | Kustom Berbasis Material |
|---|---|---|
| Gagasan Inti | Ubah bentuk alat untuk menyesuaikan dengan gambar teknik | Ubah material perkakas untuk menyesuaikan perilaku material atau kebutuhan permukaan |
| Contoh Masalah | Braket kekuatan tinggi 980 MPa retak pada punch radius 0,125″ | Panel stainless 304 yang dipoles dengan bekas gores dari dies 32 Rc |
| Perkakas Awal | Alat dari katalog standar (murah) | Dies diratakan dingin 32 Rc |
| Hasil Kegagalan | 4% limbah setelah 12 bagian; retak rambut di garis tekukan | 6% tingkat penolakan kosmetik |
| Dampak Biaya (500 pcs) | ~$440 kehilangan limbah yang diproyeksikan | $840 kehilangan limbah |
| Solusi | Punch radius 0,250″ dengan bahu dilonggarkan untuk mengontrol dasar | Sisipan keras tanpa penanda pada 50+ Rc |
| Biaya Perkakas | $1,800 | $2,200 |
| Limbah Setelah Perbaikan | Dikurangi dari 4% menjadi di bawah 1% | Dikurangi dari 6% menjadi 1% |
| Penghematan Material (500 pcs) | 15 bagian diselamatkan = $330 | $700 dipulihkan dalam limbah |
| Penghematan Tenaga Kerja | 30 menit penyetelan springback dihemat per siklus (~$16) | 2 jam tenaga poles dihemat per batch (~$64) |
| Logika Pengembalian | Koreksi geometri berbasis fisika | Kompatibilitas material dan perlindungan permukaan |
| Aturan Keputusan | Jika limbah >3% atau penyetelan >30 menit/siklus, ubah geometri | Jika scrap >3% atau penyetelan >30 menit/perjalanan, ganti material perkakas |
Saya mengukur satu pekerjaan bulan lalu. Tiga kali ganti perkakas. Setiap pergantian: 12 menit untuk melepas segmen, membersihkan meja, menyiapkan yang baru, dan menyetel untuk penyelarasan. Itu 36 menit waktu tanpa pemotongan. Dengan tarif mesin terbebani $85/jam, itu setara $51 per batch. Dalam empat pengulangan per tahun, $204 hilang — 22% dari margin $900 — hanya untuk waktu kunci inggris.
Perkakas gabungan khusus mengubah tiga konfigurasi itu menjadi satu setup 20 menit. Anda menambah 8 menit di awal, tentu — $11. Tapi Anda menghapus 24 menit per run. Dalam empat run, itu 96 menit kembali — $136 kapasitas mesin yang bisa Anda jual. Itu setengah hari dalam setahun yang direbut kembali dari “pajak fleksibilitas” tempat membuang scrap.”
Ya, perkakas khusus lebih kompleks. Ya, jika programmer Anda tidak bisa menangani lipatan bertahap, Anda akan membayar dengan waktu debug. Saya pernah melihat 45 menit hilang karena urutan buruk — $24 tenaga kerja — karena program offline tidak memperhitungkan jarak bebas. Tapi setelah terkunci, setup menjadi dapat diulang. Perkakas tersegmentasi standar, setelah dipotong dan dicampur, kehilangan akurasi penyelarasan dan mulai mengejar 0,030″ per 4 kaki. Perkakas presisi menahan 0,0004″ per kaki. Itu bukan bahasa brosur; itu perbedaan antara perlu menyetel ulang dan siap kirim.
Jika (menit setup yang dihapus per tahun × tarif mesin) − waktu pemrograman tambahan ≥ biaya perkakas tahunan, maka “fleksibilitas” tersegmentasi hanyalah inefisiensi sewaan.
Dan apa yang terjadi setelah 20 bagian pertama, saat inspeksi mulai mengintai?
Pada panel 4 kaki, perkakas tersegmentasi dengan permukaan dingin melenceng sekitar 0,0015″ per kaki begitu panjangnya dicampur. Itu kira-kira 0,006″ di seluruh bentang. Tidak terdengar banyak sampai perakitan membutuhkan ±0,010″ total. Kami membuang 1 jam per 500 bagian dalam penyortiran inspeksi — $32 — dan satu jam lagi untuk penyetelan ulang dan pembengkokan ulang — $32 lagi. $64 per batch hanya karena tumpukan perkakas tidak bisa mempertahankan garis.
Kami beralih ke set perkakas tanah presisi sepanjang penuh. Pengulangan mengencang hingga sekitar 0,0004″ per kaki. Waktu penyortiran turun menjadi 15 menit — $8. Pembengkokan ulang hampir hilang. Sebut saja $50 dihemat per 500. Bukan uang besar. Tapi tambahkan itu ke $300 dari pembentukan satu pukulan dan $136 dari pengurangan setup, dan Anda sudah lebih dari $486 pada batch yang sama.
Konsistensi juga mengurangi ketergantungan pada operator. Ketika proses stabil, pemain A dan pemain B Anda sama-sama membuat bagian yang bagus. Jika penyimpangan sudut memaksa koreksi manual pada 8% bagian selama 60 detik masing-masing, itu 6,7 jam kerja per 500 — $214. Kunci geometri di baja, turunkan koreksi ke 2%, dan Anda mendapatkan kembali $160. Tapi matematika tidak peduli perasaan — ia peduli pada menit × tarif × jumlah bagian.
Inilah aturan bengkel yang saya garis merah di setiap penawaran: Jika (menit pengerjaan ulang + menit inspeksi + biaya scrap) per bagian × 500 ≥ 25% dari harga perkakas khusus, maka Anda sebenarnya sudah membiayai perkakas — hanya saja melalui pemborosan, bukan dari baja.
Jadi kapan sebuah pekerjaan melewati batas? Saat operasi yang bisa Anda hapus pada 500 bagian nilainya lebih besar daripada cek yang akan Anda tulis untuk perkakasnya. Langkah berikutnya adalah menempatkan kedua kolom berdampingan dan membiarkan angka-angka berdebat sendiri.
Saya punya pelindung 500 bagian di meja saya kuartal lalu. Perkakas tersegmentasi standar berarti dua pukulan dan sedikit perapihan. Sentuhan sekunder itu menelan biaya $10 per bagian, sederhana dan jelas. Punch satu-pukulan khusus ditawarkan seharga $5.000. Pertanyaannya bukan “Apakah 500 volume tinggi?” Pertanyaannya adalah: kapan $5.000 berhenti terdengar menakutkan dan mulai terasa murah?
Hapus satu operasi $10 pada 500 bagian dan Anda menghapus tepat $5.000. Pada bagian ke-501, Anda sudah unggul $10. Itulah titik baliknya — bukan 5.000 bagian, bukan “volume otomotif.” Lima ratus. Tapi matematika tidak peduli perasaan.
Jadi mari kita letakkan kedua kolom berdampingan dan lihat di mana kebocoran sebenarnya dimulai.
Ambil contoh realistis. Rem manual atau CNC dasar, terbeban pada $70/jam. Siklus lima menit menggunakan dies tersegmentasi standar. Itu berarti ($5 menit / 60) × $70 = $5,83 per bagian dalam mesin dan tenaga kerja. Tambahkan $0,20 deburr dan Anda berada di $6,03 per bagian sebelum scrap. Pada 500 bagian, itu $3.015 dalam pemrosesan langsung.
Sekarang tambahkan hal-hal yang tidak pernah dicetak tebal di penawaran: satu pukulan ekstra pada 45 detik untuk menangani dan reposisi. Itu 0,75 menit × $70/jam = $0,88 per bagian. Tambahan $440 pada 500 bagian. Total sebenarnya adalah $3.455 — dan kami belum menyentuh scrap atau inspeksi.
Versi perkakas khusus: satu siklus pukulan turun menjadi 4 menit. ($4 / 60) × $70 = $4,67 per bagian. Tanpa proses deburr. Tanpa penanganan tambahan. Pada 500 buah, itu berarti $2.335 untuk pemrosesan ditambah biaya perkakas $5.000 = total $7.335 untuk produksi pertama.
Standar terlihat lebih murah pada pandangan pertama: $3.455 vs. $7.335. Itu karena kamu belum memperhitungkan pengulangan proses, selisih scrap, atau operasi sekunder yang akan kita hilangkan. Jika satu-satunya perbandinganmu adalah pemrosesan batch pertama, standar menang untuk sekitar kurang dari 1.000 buah pada rem manual. Jika perhitungannya berhenti di sana, kamu sedang menyewa ketidakefisienan.
Jika (biaya per bagian standar − biaya per bagian khusus) × volume ≥ biaya perkakas, maka baja khusus adalah baja yang lebih murah.
Tapi bagaimana jika satu-satunya hal yang kamu hilangkan adalah satu operasi sekunder?
Mari kita pisahkan. Misalnya, proses standarmu memerlukan perataan tab las pasca tekuk pada mesin press atau belt sander. Waktunya 6 menit dengan tenaga kerja campuran $50/jam. Itu sama dengan $5 per bagian. Pada 500 buah, hilang $2.500.
Atau gunakan contoh yang lebih jelas: $10 per bagian untuk operasi sekunder — pengelasan, penggerindaan, pemasangan perangkat keras. Pada 500 bagian, total $5.000. Itu sama nilai dolar dengan perkakas khusus $5.000. Titik impasmu tepat di 500 buah. Jalankan 750 bagian sepanjang tahun dan kamu menghasilkan $2.500 margin yang kembali — pengembalian 50% atas perkakas itu di tahun pertama.
Harga bagian turun dari (dasar $6,03 + sekunder $10) = $16,03 menjadi sekitar $4,67 untuk pemrosesan setelah siklus dihentikan. Itu perbedaan $11,36 per bagian, atau $5.680 untuk 500 buah. Bahkan setelah mengeluarkan $5.000 untuk perkakas, kamu tetap positif $680 pada batch pertama.
Di sinilah orang akan berkata, “Ya, tapi bagaimana dengan scrap?” Bagus. Mari bahas pajak kotak scrap.
Jika biaya operasi sekunder × volume ≥ harga perkakas, maka 500 buah bukan volume rendah — itu titik kritisnya.
Gunakan blanko $25. Perkakas tersegmentasi standar menghasilkan 4% scrap kosmetik atau sudut. Itu berarti 20 bagian cacat dari 500. 20 × $25 = $500 hanya untuk material. Tambahkan 4 menit untuk perbaikan ulang pada $70/jam — tambahan $93. Total dampak scrap: sekitar $593 per 500, atau $1,19 per bagian terkirim.
Turunkan scrap menjadi 1% dengan geometri terkendali. Sekarang kamu kehilangan 5 bagian, $125 untuk material ditambah $23 untuk waktu tekuk ulang. Sebut saja total $148. Selisih antara proses: $445 per 500 buah.
Nilai $445 itu sebesar 8,9% dari perkakas $5.000. Tambahkan ke operasi sekunder yang dihapus senilai $5 per bagian ($2.500) dan kamu sudah menutupi 59% dari biaya perkakas sebelum kita bahkan membicarakan setup.
Berikut rumus ambang batas sederhana: Selisih scrap % × biaya material × volume = bagian pembenaran perkakas.
Jika peningkatan scrap ≥ (biaya perkakas ÷ (biaya material × volume)), maka perkakas standar menjadi beban. Dengan perkakas $5.000, blanko $25, dan 500 buah, selisih scrap impasnya adalah 40%. Kedengarannya tinggi — sampai kamu ingat kita menggabungkan scrap dengan tenaga kerja dan setup, bukan hanya mengandalkan scrap saja.
Scrap saja jarang membayar harga perkakas. Scrap ditambah satu operasi yang dihapus seringkali bisa.
Jadi apa yang terjadi ketika bagian ini bukan pekerjaan sekali jalan?
Kebanyakan bengkel melihat 500 buah dan berpikir “produksi pendek.” Saya melihat 500 kuartal ini, 500 tahun depan, dan tiga bagian serupa menggunakan profil tekukan yang sama. Sekarang perkakas $5.000 itu tidak hanya pada satu PO — tapi tersebar di 1.500 buah selama dua tahun.
Pada 1.500 buah, amortisasi alat Anda adalah $3,33 per bagian. Jika Anda menghemat $5 per bagian dari penghapusan pekerjaan sekunder dan $0,89 dari penanganan, berarti $5,89 dipulihkan per bagian. Keuntungan bersih: $2,56 per bagian × 1.500 = $3.840 positif setelah membayar alat. Itu adalah pengembalian 76% selama masa pakai alat, dan kita belum memperhitungkan inflasi tenaga kerja.
Dan di sinilah para skeptis terhadap otomatisasi melewatkannya. Rem CNC $95.000 hanya akan menguntungkan jika volumenya cukup tinggi untuk memberinya makan. Tapi punch kustom $5.000 yang menghapus $5 per bagian menghasilkan keuntungan pada 500 buah, bahkan pada rem NC $35.000. Kelas mesin menggeser kemiringan, bukan matematikanya.
Jika inflasi tenaga kerja % > inflasi biaya perkakas %, maka ambang volume Anda harus turun atau margin Anda akan tergerus.
Lima ratus buah bukanlah angka ajaib. Itu hanya titik di mana satu kebiasaan $10 yang dihapus setara dengan sepotong baja senilai $5.000. Jalankan 501, dan Anda menghasilkan uang. Jalankan lagi tahun depan, dan kunci pas Anda tetap menekan kebocoran pada saluran hidrolik itu.
Namun inilah pertanyaan pengaman yang akan segera ditanyakan para skeptis: kapan perhitungan ini tidak berlaku?
Inilah saat perhitungan pada 500 buah menjadi gagal: ketika bagian yang Anda justifikasi hari ini memiliki kemungkinan 30% untuk berubah sebelum Anda mengirimkan unit terakhir. Jika Anda mengeluarkan $5.000 untuk baja kustom dan tim engineering menghabiskan 6–10 minggu dengan tarif, katakanlah, $85/jam selama 40 jam ($3.400) sebelum chip pertama, Anda sudah berkomitmen $8.400. Jika panjang flensa berubah 0,125″ pada kuartal berikutnya dan alat menjadi pemberat kertas, itu adalah penghapusan sebesar 100% — bukan keuntungan margin 12%.
Perkakas kustom menghentikan kebocoran margin sebesar 10%. Namun, hal itu juga dapat menimbulkan pendarahan modal sebesar 15% jika Anda menebak-nebak alih-alih mengunci geometri.
Ini bukan tentang rasa takut. Ini tentang eksposur.
Jika probabilitas perubahan desain × (biaya alat + biaya engineering) ≥ penghematan dari operasi yang dihapus, maka perkakas standar menang — tidak peduli seberapa menarik waktu siklusnya.
Prototipe menipu.
Mereka menunjukkan satu tekukan satu kali selama 4 menit dan menyembunyikan kemungkinan 25% bahwa pelanggan memperlebar lipatan atau menambahkan manik setelah pengujian lapangan. Sekarang punch bertingkat $5.000 Anda tidak lagi sesuai, dan jalur pengerjaan ulang Anda adalah 6–10 minggu lagi ditambah $3.000–$4.000 lagi dalam waktu desain. Pada pekerjaan 500 buah dengan proyeksi penghematan $11,36 per bagian (total $5.680), satu reset geometri menghapus 148% dari keuntungan yang diharapkan.
Perkakas tersegmentasi standar tampak lebih lambat di $6,03 per bagian plus pekerjaan sekunder $10. Namun ketika gambar berubah, Anda cukup menggeser segmen, menyesuaikan backgauge, dan terus mengirimkan. Tidak ada baja yang terbuang. Tidak ada kepanikan jadwal. Anda membayar dalam waktu siklus, bukan modal.
Jika volatilitas geometri > 20% sebelum 500 unit dikirim, maka perkakas kustom bukanlah strategi — melainkan spekulasi.
Arus kas membenci minggu-minggu mati.
Perkakas kustom tidak hanya berharga $5.000 — tetapi juga memerlukan waktu. Enam hingga sepuluh minggu di mana pekerjaan Anda tertunda sementara perkakas standar bisa dimulai besok. Jika keterlambatan itu menunda $150.000 dari perakitan hilir dan Anda menanggung overhead bulanan 1,5% pada WIP tersebut, itu berarti biaya penanganan sebesar $2.250 per bulan. Dua bulan menunggu baja habis membakar $4.500 — hampir seluruh harga alat.
Dan apa yang terjadi jika pelanggan menginginkan contoh pertama dalam tiga minggu? Anda harus mempercepat perkakas dengan premi 20% (tambahan $1.000 pada alat $5.000) atau kembali ke standar dan menanggung ketidakefisienan setup yang ingin Anda hindari.
Perkakas kustom menghemat $5 per bagian untuk 500 buah. Tetapi jika penalti jadwal sebesar $4.500 terjadi sebelum siklus dimulai, titik impas Anda langsung naik dua kali lipat menjadi 900–1.000 buah.
Jika biaya penundaan lead time ≥ penghematan putaran pertama, maka kecepatan mengalahkan keanggunan.
Peralatan standar juga bisa rusak. Perbedaannya terletak pada kedalaman inventori.
Patahkan V-die standar 1″ dan Anda tinggal ambil yang lain dari rak. Mungkin Anda kehilangan 2 jam pada $70/jam — $140. Retakkan punch sectional khusus dengan waktu penggantian 4 minggu dan produksi 500 unit Anda berhenti. Jika press Anda menghasilkan margin kontribusi $120/jam dan menganggur selama 40 jam dalam seminggu, itu berarti biaya peluang sebesar $4.800 — belum termasuk ongkos kirim kilat dan biaya pembuatan ulang.
Sekarang alat $5.000 Anda membawa premi asuransi yang tidak diucapkan.
Anda bisa melakukan lindung nilai dengan memesan duplikatnya. Selamat — biaya perkakas Anda baru saja berlipat menjadi $10.000, dan perhitungan 500 unit Anda lenyap.
Jika risiko kegagalan alat satu titik × biaya waktu henti > penghematan operasi sekunder ganda, maka peralatan standar adalah pilihan keuntungan yang lebih aman.
Yang ini cukup menyakitkan.
Saya pernah melihat bengkel menghabiskan $7.000 untuk alat bentuk kompleks guna “memperbaiki” tingkat scrap 6% yang sebenarnya berasal dari pengaturan crowning yang buruk dan ketebalan material yang tidak konsisten. Scrap itu menelan biaya $593 per 500 unit. Mereka menghabiskan 1,180% dari masalahnya untuk mencoba merekayasa solusi alih-alih pelatihan.
Peralatan kustom memperketat jalur hidrolik. Namun jika operator Anda tidak bisa mempertahankan sudut dalam ±0,5° pada pekerjaan standar, ketidakstabilan itu akan muncul di tempat lain — sudut retak, pukulan berlebih, keausan alat dini. Anda tidak memperbaiki kesenjangan pelatihan $1.000 dengan baja $5.000 lalu menyebutnya cerdas.
Peralatan standar memaksa disiplin. Ia mengungkap penyimpangan proses pada $1,19 per unit dalam scrap, alih-alih menyembunyikannya di dalam modal yang diamortisasi.
Jika biaya ketidakstabilan proses < premi alat khusus, maka perbaikilah prosesnya — bukan peralatannya.
Peralatan kustom pada 500 unit hanyalah matematika, bukan sihir. Ini berhasil ketika geometri stabil, jadwal dapat diprediksi, pemasok dapat diandalkan, dan operator Anda sudah dapat menghasilkan bagian yang bersih. Lewatkan salah satu dari itu, dan “kunci inggris pada pipa bocor” menjadi tebakan yang sangat mahal.
Jadi pertanyaan sebenarnya bukan “Apakah 500 unit bisa membenarkan alat kustom?”
Pertanyaannya adalah: apakah bisnis Anda bisa menoleransi kesalahan sebesar $8.000 jika asumsi berubah?
Anda ingin pemicu objektif pada 500 unit? Hentikan perdebatan tentang bagian. Mulailah memperdebatkan dolar yang sudah Anda bocorkan.
Pada satu penutup 500 unit, kami menghemat 27 detik per unit dengan alat bertahap. Itu terdengar seperti pamer teknik. Tapi 27 detik × 500 unit = 13.500 detik, atau 3,75 jam kerja press. Pada tarif bengkel sebenarnya sebesar $85/jam beban, itu $318,75 di press. Tak seorang pun menandatangani PO $7.500 untuk menghemat $318,75. Itu hanya 4,2% dari biaya alat. Itu kebisingan.
Tapi matematika tidak peduli pada perasaan.
“27 detik” yang sama itu menghapus 500 perpindahan tangan, 500 penjepitan ulang, dan 500 peluang untuk terkena scrap $42 pada stainless 14-gauge. Scrap turun dari 4% menjadi 1%. Pada 500 unit dengan nilai material $42, itu berarti 15 unit terselamatkan, atau $630. Sekarang kita berada di $948,75. Masih bukan $7.500. Jadi mengapa ini bisa berhasil?
Karena waktu siklus hanyalah kebocoran yang terlihat. Uang sebenarnya berada di hilir.
Jika detik yang kamu hapus hanya memengaruhi waktu mesin, maka perkakas khusus hanyalah kemewahan. Jika detik-detik itu mengurangi sisa, penanganan, dan inspeksi, maka kamu sedang membeli kembali margin.
Pimpinan melihat alat $7.500. Mereka tidak melihat kebocoran hidrolik 2% di setiap siklus.
Perkakas standar terlihat “sudah lunas.” Tetapi jika itu memaksa pengelasan sekunder $10 pada 500 bagian, itu berarti $5.000 per tahun untuk satu pekerjaan. Tambahkan $144 biaya tenaga kerja pembersihan seperti yang pernah kita lihat sebelumnya, ditambah $630 selisih limbah, dan sekarang kamu melihat $5.774 dalam ketidakefisienan tahunan. Itu adalah 77% dari harga alat kustom di tahun pertama.
Kesalahannya adalah memperlakukan perkakas sebagai modal dan ketidakefisienan sebagai kebisingan operasional. Yang satu disetujui sekali. Yang lainnya terulang di setiap pekerjaan.
Jadi tanyakan secara langsung: selama 12 bulan, apakah kita membeli baja senilai $7.500, atau kita membayar pajak tempat sampah senilai $5.774 per tahun? Jika pekerjaan diulang dua kali, itu berarti $11.548 hilang. Sekarang alat yang “mahal” itu sebenarnya 35% lebih murah daripada tetap fleksibel.
Jika biaya ketidakefisienan tahunan × tahun yang diharapkan ≥ biaya alat + biaya rekayasa, maka alat khusus menang — bahkan pada 500 bagian.
Eksekutif menyukai persentase waktu aktif. “Pemanfaatan rem naik dari 68% menjadi 74%.” Kedengarannya seperti kemenangan senilai mungkin $2.000 dalam kontribusi. Itu bersifat abstrak.
Katakan pada mereka bahwa kamu menghilangkan 500 titik las seharga $6 masing-masing sepenuhnya dibebankan — itu $3.000. Tambahkan 6 jam penggerindaan las di $38/jam — $228. Tambahkan 3 jam pemeriksaan ulang QC di $45/jam — $135. Itu berarti $3.363 dihapus dari paparan penggajian untuk produksi 500 bagian.
Sekarang bandingkan dengan waktu pengereman: 3,75 jam yang dihemat pada $85/jam adalah $318,75. Waktu mesin adalah 9% dari cerita keuangan. Sisanya adalah tenaga kerja yang tidak pernah kamu jadwalkan.
Inilah tempat bengkel kehilangan kredibilitas: mereka menawarkan “pembengkokan lebih cepat” alih-alih “penghapusan jumlah pekerja pengelasan.” Pimpinan akan mengurangi tenaga kerja sebelum mereka merayakan kecepatan mesin.
Jika dolar tenaga kerja hilir yang dihapus > penghematan jam rem murni, maka tampilkan penghapusan tenaga kerja — bukan waktu aktif.
Jangan datang meminta $7.500.
Datanglah menunjukkan bahwa pekerjaan 500 bagian saat ini membawa biaya tersembunyi $11,36 per bagian antara sisa, pengelasan, penanganan, dan inspeksi. Itu berarti $5.680 per putaran. Jika alat tersebut menghapus $8 per bagian dari itu, kamu memulihkan $4.000 pada 500 bagian pertama dan sisanya $1.680 pada putaran kedua. Setelah itu, setiap putaran adalah pemulihan margin 100%.
Sekarang percakapan bergeser dari “Bisakah kita mampu membelinya?” menjadi “Mengapa kita memilih untuk terus kehilangan 8% pada SKU ini?”
Dan inilah bagian yang tidak terlihat jelas: pemicu 500 bagian bukan tentang volume. Ini tentang konsentrasi limbah. Sebuah komponen yang tidak rapi dengan biaya sekunder tertanam 12% membenarkan baja kustom lebih cepat daripada komponen 2.000 bagian yang bersih dengan kontrol proses yang ketat. Volume memang keras. Kepadatan limbahlah yang menentukan.
Jadi kerangkanya sederhana, dan cocok untuk disampaikan di ruang rapat:
Jika (Biaya yang dihapus per bagian × volume tahunan × faktor stabilitas) ≥ total paparan peralatan, maka setujui alat tersebut. Jika tidak, Anda sedang berspekulasi.
Anda tidak sedang menawarkan kecepatan. Anda sedang mengencangkan saluran bocor yang membuang margin 6%–12% setiap siklus.
Jika inflasi tenaga kerja % > inflasi biaya perkakas %, maka ambang volume Anda harus turun atau margin Anda akan tergerus.


















