

Martedì scorso ho visto una staffa da 600 pezzi eseguire una piegatura “liscia”. Otto pieghe su una V-die standard. Poi due operatori hanno trascorso 3,5 ore a ridurre il flare e ad appiattire le distorsioni a $32/ora ciascuno. Sono $224 di manodopera dopo che la pressa piegatrice ha smesso di ciclarne.
Nessuno ha scritto “operazioni secondarie” sul traveler. Semplicemente era lì, silenzioso, come una perdita di margine da 3% che nessuno si prende la briga di stringere.
Su 600 pezzi, sono $0.37 per pezzo solo in pulizia. Se il lavoro portava solo $1.10 di margine lordo, hai appena bruciato 34% di quello con una lima e un martello. E stai ancora chiamando l’attrezzatura personalizzata un “lusso” riservato a 10.000 pezzi?
Ho visto officine rifiutare un punzone personalizzato da $4,800 perché la commessa era “solo” di 800 pezzi. La stessa officina spende felicemente $0.40 per pezzo in rilavorazioni, ritardi di ispezione e rallentamenti—$320 per questo lotto, $320 per il prossimo, $320 per ogni riordino—come se fossero soldi invisibili.
Non senti $0.40. Senti $4,800.
Ma la matematica non si cura dei sentimenti. Se un utensile personalizzato elimina $0.40 per pezzo di manodopera secondaria e gestione dei difetti, il pareggio è a 12.000 pezzi a quel ritmo. Ora aumenta la manodopera da vecchi $18/ora agli attuali $32/ora, e quel $0.40 diventa silenziosamente $0.70. Il pareggio scende sotto i 7.000. Aggiungi anche una riduzione dei difetti del 2% su un pezzo da $12—$0.24 risparmiati—e sei sotto i 5.000 pezzi.
E questo prima ancora di parlare dei setup.
Se il costo nascosto per pezzo × volume ≥ costo utensile, allora il personalizzato non è un lusso—è aritmetica.
Allora perché stiamo ancora pagando la tassa del bidone degli scarti?

Guarda un pezzo che richiede ribordatura, appiattimento e rifinitura estetica dopo una piegatura standard ad aria. Ogni passaggio dura 20 secondi. Tre passaggi fanno un minuto. A $32/ora, sono $0.53 per pezzo in manodopera.
Esegui 500 pezzi. Hai appena speso $265 fingendo di essere “flessibile.”
Una matrice personalizzata progettata correttamente che forma e riborda in un solo colpo potrebbe aggiungere un 15% di tempo di setup in più—chiamiamolo 30 minuti extra a $32/ora, quindi $16. Ma se elimina quel $0.53 per pezzo, recuperi $265 sui primi 500. Guadagno netto: $249. È un incremento di margine del 15% su un lavoro da $1,600.
Sì, il personalizzato può introdurre rischi—sorprese di ritorno elastico, limiti di tonnellaggio. Ma gli utensili standard non li eliminano. Semplicemente spostano la correzione nelle mani umane a $32/ora. Se la manodopera secondaria per pezzo × 500 supera il setup aggiuntivo + l’ammortamento dell’utensile, allora stai affittando flessibilità in perdita.
Allora da dove è nata questa superstizione dei 10.000 pezzi?
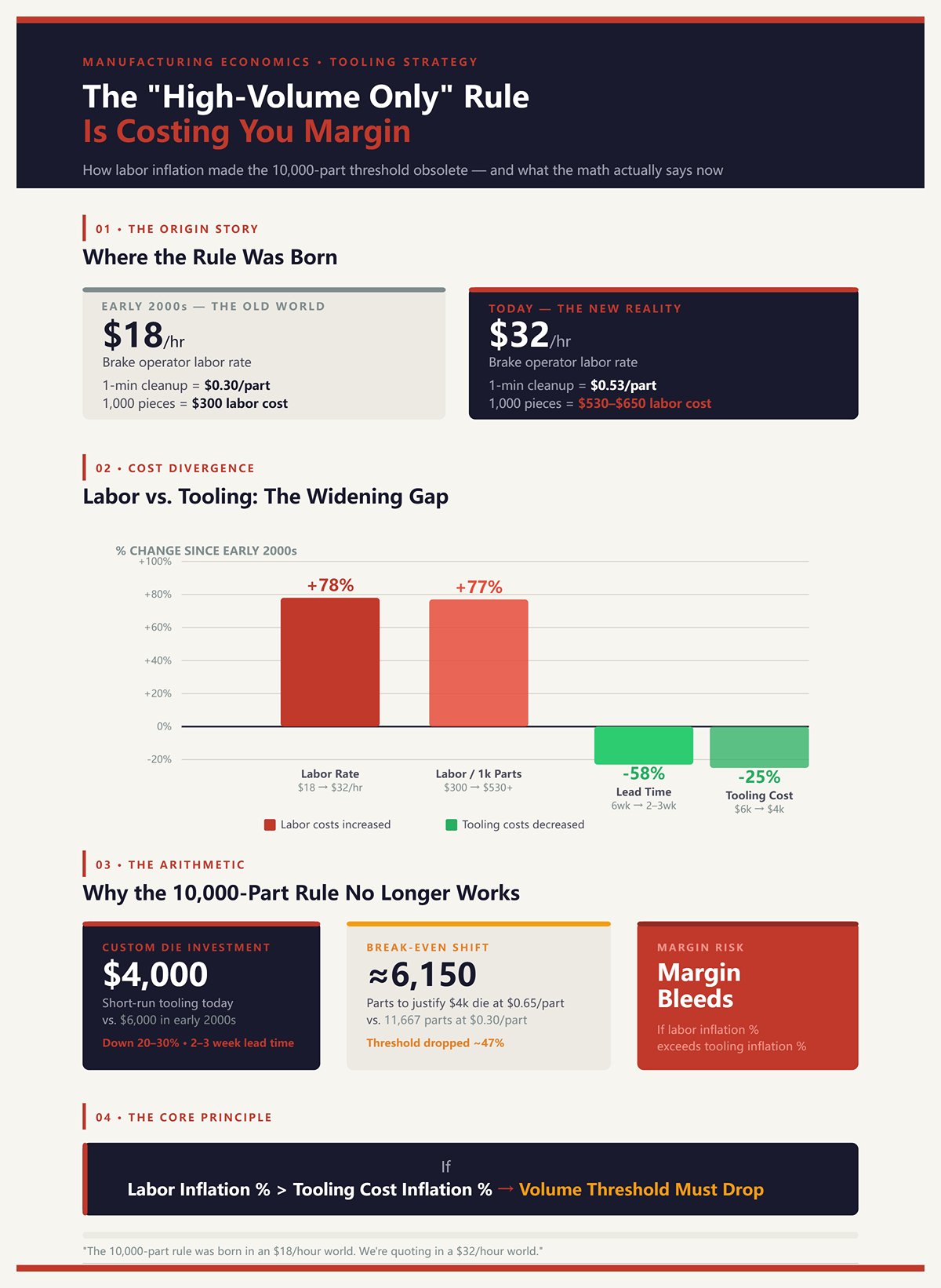
All’inizio degli anni 2000, pagavo $18/ora per gli operatori alla pressa. Una pulizia di un minuto costava $0.30 per pezzo. Su 1.000 pezzi, sono $300. Difficile giustificare un utensile personalizzato da $3,500 in confronto.
Avanti veloce. Lo stesso minuto ora costa $0.53. Gli stessi 1.000 pezzi costano $530. Aggiungi i contributi e sei vicino a $650. La voce manodopera è raddoppiata; il manuale mentale no.
Nel frattempo, CAD e filo EDM hanno reso la costruzione di utensili a breve serie più economica e veloce. Ciò che prima richiedeva 6 settimane e $6,000 ora può essere 2–3 settimane e $4,000, a seconda della complessità. La curva dei costi è scesa di 20–30%. La manodopera è salita del 70–80%.
La regola delle 10.000 parti è nata in un mondo da $18/ora. Stiamo facendo preventivi in un mondo da $32/ora. Se l’inflazione del lavoro % > l’inflazione del costo degli utensili %, allora la tua soglia di volume deve scendere oppure il tuo margine si riduce.
Perché allora il vecchio numero continua a sembrare “sicuro”?

Perché il dolore è distribuito.
Un utensile da $5.000 colpisce l’ordine d’acquisto una volta sola. È rumoroso. Appare nella revisione dei capitali. La manodopera secondaria a $0,50 per pezzo si nasconde all’interno della produzione. Sembra “ore normali”. Nessuna bandiera rossa. Solo 2–3% di margine in meno a ogni ciclo, come una linea idraulica che perde 2% di pressione a ogni giro.
E gli utensili personalizzati richiedono impegno. Devi bloccare i disegni. Confermare il tonnellaggio. Accettare che se il pezzo cambia del 10%, lo stampo potrebbe necessitare di una modifica. Sembra rischioso su un ordine da 500 pezzi. Ma lo è anche perdere $300–$400 ogni volta che il lavoro si ripete solo perché nessuno ha voluto assumersi la responsabilità della decisione.
Il comfort non compare nel conto economico. La manodopera sì.
Se il volume ripetuto × la manodopera nascosta per pezzo supera il costo dell’utensile entro due cicli, allora “abbiamo sempre fatto così” non è una strategia — è un sussidio all’inefficienza.
Ora la vera domanda non è se gli utensili personalizzati siano un lusso. Ma dove, esattamente, si nasconde quella tassa occulta nel tuo flusso di lavoro attuale.
Il mese scorso abbiamo realizzato un lato di un involucro in acciaio inox da 500 pezzi. Sembrava innocuo sulla carta: quattro pieghe, un orlo, spessore 14 di 304. V-die standard, piegatura in aria, ribaltamento, orlatura in una seconda passata. Tempo di piegatura? 2,8 ore totali.
Ciò che l’instradamento non mostrava: 1,5 ore alla stazione di sbavatura per rimuovere microfratture lungo l’orlo, 45 minuti in ispezione per controllare la deriva dell’angolo e 30 minuti di ritocco a punti di saldatura perché l’orlo non si posizionava perfettamente. A $32/ora, sono $144 di pulizia e correzione oltre la formatura. Su un lavoro con un margine lordo di $900, sono 16% persi — non in scarti, non in straordinari — solo nel “flusso normale”.”
Non lo vedrai nel preventivo. È seppellito nelle voci di manodopera etichettate “supporto”.”
Ma la matematica non si cura dei sentimenti.
A $0,29 per pezzo in movimentazioni secondarie ($144 ÷ 500), la tua commessa da 500 pezzi ha appena prepagato il 3%–5% di un modesto utensile di formatura personalizzato da $4.000. Se lo esegui due volte l’anno, hai perso $288 annualmente per il privilegio di restare “flessibile”. È la tassa del cestino degli scarti — troppo piccola per essere notata, abbastanza costante da far male.
Se la manodopera nascosta per pezzo × il volume annuale ≥ 20% del costo dell’utensile, allora stai finanziando l’inefficienza a rate.
Quindi dove si nasconde nella tua officina?
Immagina un canale con offset. L’utensileria standard significa primo colpo per formare le gambe, cambio utensile, secondo colpo per creare l’offset. Due setup, due eventi di misurazione, due possibilità di errore di 0,5°.
Su un lotto da 500 pezzi, non si tratta solo di 500 colpi extra. Sono 500 scarichi, 500 camminate verso un pallet, 500 nuove misurazioni. Anche se ogni ciclo di movimentazione dura 25 secondi, sono 3,5 ore di manodopera — $112 a $32/ora — prima ancora di contare il secondo setup di 20 minuti, altri $11. Sei a $123 solo perché la geometria non si adattava al tuo set di matrici.
Ed ecco il killer silenzioso: ogni ri-calibrazione introduce variazioni. Supponiamo che il tuo scarto aumenti di 2% a causa di un errore di movimentazione su un pezzo $18. Dieci pezzi scartati equivalgono a $180 in materiale e spese generali. Ora il tuo costo del “secondo colpo” è $303 su 500 pezzi — $0.61 per pezzo — senza che nessuno scriva un assegno con etichetta “errore.”
Ecco come una seconda piegatura diventa una seconda macchina, una seconda coda e una seconda fattura che non elenchi mai nei dettagli.
Se (manodopera di movimentazione extra + scarto da ri-manipolazione) per pezzo × 500 ≥ ammortamento utensile per ciclo, allora l’opzione personalizzata a singola corsa vince — anche a basso volume.
Allora perché stiamo combattendo contro il materiale invece di dargli forma una volta e andare avanti?
Esegui acciaio ad alta resistenza da 980 MPa in una matrice a V generica e osserva cosa succede. Programmi 88° per ottenere 90°. I primi cinque pezzi arrivano a 89,5°. L’operatore imposta a 87,5°. Ora sei a 90,8°. Torna indietro. Inseguilo di nuovo.
Dieci pezzi di prova a $12 ciascuno equivalgono a $120 in materiale prima di stabilizzarti. Aggiungi 40 minuti di tempo operatore per le regolazioni — $21. Sono $141 bruciati prima che il pezzo #11 venga spedito. Su un ordine da 500 pezzi, sono $0.28 per pezzo solo in costi di taratura.
Gli utensili standard trattano il ritorno elastico come il meteo — qualcosa da adattare. Gli utensili personalizzati cambiano la geometria: raggio del punzone più stretto, fondo controllato, magari una spalla scaricata per bloccare la piegatura. Scambi 15% di costo di progettazione utensile iniziale per 50% in meno di deriva angolare e scarto di prova quasi nullo.
Sì, potresti ridisegnare il pezzo — aumentare il raggio, passare a 5052 invece di 6061, ammorbidire la specifica. A volte è intelligente. Ma quando il disegno è bloccato e la lega è dettata dal carico, ti ritrovi a pagare $0.25–$0.40 per pezzo in manodopera di regolazione perché la matrice non corrisponde alla fisica.
Se il tempo di taratura del ritorno elastico + lo scarto di prova per ciclo supera 5% del costo dell’utensile entro due ordini, allora la correzione geometrica supera la modifica del programma.
Il che ci porta alla prossima perdita — quella su cui il reparto ispezione continua a discutere.
Ogni volta che capovolgi un pezzo, azzeri il punto zero.
Prendiamo una scatola a quattro pieghe formata in due setup separati. Ogni setup comporta una variazione angolare di ±0,5°. Sommando su quattro pieghe puoi ottenere ±1,5 mm sulla flangia lontana. L’ispezione segnala l“8% dei pezzi come ”al limite.” Gli operatori iniziano a correggere manualmente con un martello.
Su una produzione da 500 pezzi, 40 pezzi ricevono correzione manuale di 90 secondi ciascuno. È un’ora di manodopera — $32. Non catastrofico. Ma aggiungi i 45 minuti dell’ispettore per la selezione — $24 — e arrivi a $56, ovvero $0.11 per pezzo, solo per riportare la tolleranza nei limiti.
Ora aggiungi il costo opportunità: la pressa è rimasta ferma 30 minuti in attesa dell’esito dell’ispezione. Con un tasso macchina gravato di, diciamo, $85/ora, sono altri $42 di capacità che non puoi fatturare.
Quindi la tua “gestione” della tolleranza è appena costata $98 — 11% di un margine di $900 — perché la variazione è stata introdotta a monte e risolta a valle da persone, non dall’acciaio.
L’utensile personalizzato a stadi che forma tutte e quattro le pieghe in un’unica posizione di riferimento elimina due capovolgimenti e due azzeramenti di tolleranza. Meno accumulo. Meno discussioni. Meno perdite da $0.11 che sembrano troppo piccole per inseguirle.
Se la manodopera di correzione a valle + il tempo di ispezione per ciclo ≥ 10% del tempo di formatura, allora il processo sta compensando l’utensile, non producendo pezzi.
E questo porta al costo che tutti scrollano le spalle.
Lo sento dire continuamente: “Gli setup standard durano solo 20–30 minuti.”
Va bene. Chiamiamolo 25 minuti a $32/ora — $13. Aggiungi 10 minuti di ricerca e posizionamento degli utensili — altri $5. Sei già a $18 prima dell’articolo di prova.
Fallo tre volte perché il lavoro richiede tre configurazioni di utensili e arrivi a $54 per lotto. Su 500 pezzi, sono $0.11 per pezzo. Sembra innocuo.
Finché il lavoro si ripete quattro volte l’anno. Ora hai speso $216 annualmente solo per l’attrito dei setup ripetuti — 24% di quello stesso margine di $900 — e nessuno ha migliorato il processo neanche di un centimetro.
Gli utensili personalizzati e consolidati potrebbero aggiungere 40 minuti al primo setup — $21 extra — ma eliminare due futuri setup per lotto. Su quattro esecuzioni, risparmi 200 minuti di tempo macchina — $107 — e liberi capacità per eseguire un altro lavoro dal valore di $1.200 di ricavi.
Il tempo di setup non è un fastidio. È interesse. Si accumula silenziosamente al 10%–25% del margine annuale se lasci che si ripeta senza intervento.
Se (minuti di setup risparmiati per esecuzione × esecuzioni annuali × tariffa oraria) ≥ costo incrementale dell’utensile su due anni, allora gli utensili standard ti stanno addebitando un affitto.
E l’affitto è ciò che paghi quando non possiedi la soluzione.
Su un involucro in acciaio inox da 500 pezzi che abbiamo realizzato il trimestre scorso, il disegno richiedeva una flangia di ritorno e un risvolto sullo stesso bordo. Con segmenti standard, ciò significava pre-piegare, capovolgere, chiudere il risvolto, poi un passaggio di spianatura separato. Tre colpi. Due setup. Un mascheramento di saldatura a valle perché il risvolto non si chiudeva mai perfettamente dritto. Abbiamo speso $2.400 per un punzone personalizzato a stadi che ha formato il ritorno e il risvolto in un solo colpo controllato. Stessa pressa. Stesso operatore. Un solo colpo.
La differenza non era teorica. Il tempo ciclo è passato da 55 secondi a 28 secondi — 27 secondi risparmiati × 500 pezzi equivalgono a 3,75 ore di lavoro, $120 a $32/ora. Abbiamo eliminato un setup secondario di 30 minuti — $16. Abbiamo eliminato la rifinitura di saldatura che impiegava in media 45 secondi per pezzo — altre 6,25 ore, $200. Sono $336 di lavoro diretto sui primi 500 pezzi, più abbiamo eliminato un mascheramento che occupava 20 piedi quadrati di spazio e $1.100 di costi di costruzione. Al secondo ciclo, l’utensile aveva già ripagato 28% del suo prezzo, e la cella di saldatura ha smesso di perdere 12% di margine sul rifacimento.
Ecco come si decide. Non chiedi “È produzione ad alto volume?” Chiedi, “Quanti centri di costo spariscono se lo formo una volta invece di combatterlo tre volte?” Se operazioni eliminate per pezzo × tariffa oraria × 500 ≥ ammortamento dell’utensile, allora il personalizzato smette di essere un lusso e diventa una chiave inglese su una linea che perde.
Ho visto operatori eseguire “Otto pieghe su una matrice standard a V” perché era quella disponibile. Piega, sposta, ri-misura, piega di nuovo. Ogni riposizionamento richiede 6–8 secondi se l’operatore è bravo. Chiamiamolo 7 secondi × 7 movimenti extra = 49 secondi di pura movimentazione. A $32/ora, sono $0.44 per pezzo solo di tempo di spostamento. Su 500 pezzi, hai bruciato $220 prima ancora di conteggiare i controlli d’angolo o gli scarti.
Un utensile a stadi da un colpo prende quelle otto caratteristiche e le riferisce a una sola posizione di misura. Un’unica corsa di 18 secondi. Hai appena tagliato 49 secondi di movimentazione e 20 secondi di ciclo extra — circa 69 secondi in totale. Sono 9,6 ore di lavoro risparmiate su 500 pezzi, cioè $307. E qui c’è la parte che la maggior parte delle persone perde: elimini anche sette possibilità di misurazione errata. Se il tuo scarto scende dal 3% all’1% su un pezzo da $18, sono 10 pezzi in meno nel cassone degli scarti — $180 recuperati.
Non hai solo risparmiato tempo. Hai eliminato variabilità. Se (colpi extra − 1) × secondi di movimentazione × tariffa oraria × 500 + variazione di scarto ≥ costo dell’utensile personalizzato, allora l’utensile da colpo singolo è l’acciaio più economico.
Ma tutti gli utensili personalizzati risolvono lo stesso problema?
Abbiamo lavorato su staffe ad alta resistenza da 980 MPa che si crepavano con un raggio di punzone da 0,125″. Utensile standard da catalogo. Economico. Dopo 12 pezzi, microfratture sulla linea di piega — 4% di scarto su un grezzo da $22. Sono $44 persi nei primi 50 pezzi e in aumento verso $440 su 500 se lasci che continui.
La soluzione non era “più abilità”. Era geometria. Abbiamo ordinato un punzone con raggio di 0,250″ e spalla alleggerita per controllare l’arresto a fondo corsa. Costo utensile: $1.800. Gli scarti sono diminuiti da 4% a meno di 1%. Su 500 pezzi, sono 15 parti salvate — $330 di materiale — più abbiamo smesso di spendere 30 minuti per ciclo regolando il ritorno elastico, altri $16. Il ritorno dell’investimento non era magia; era fisica.
Questo è un personalizzato guidato dalla geometria: si cambia la forma per corrispondere al disegno.
Poi c’è il personalizzato guidato dal materiale. I pannelli in acciaio inossidabile 304 lucidato uscivano dalla pressa con segni di grippaggio dovuti a matrici fresate a freddo 32 Rc. Il tasso di scarti cosmetici ha raggiunto 6% su un pannello $28 — $168 ogni 100 pezzi, $840 su 500. Abbiamo sostituito con inserti temprati e non segnanti a oltre 50 Rc. Costo utensile $2.200. Gli scarti sono scesi a 1%. Si recuperano $700 in materiale già nei primi 500 pezzi e si evita di consumare 2 ore di lucidatura — $64 — a ogni lotto.
Problemi diversi. Stesso calcolo. Se il comportamento del materiale o il requisito della superficie comporta più di 3% di scarto o più di 30 minuti di regolazione per ciclo, allora la geometria dell’utensile deve cambiare o il margine si erode.
Ma anche quando la piega è corretta, cosa sta facendo la tua pressa mentre cambi l’acciaio?
| Categoria | Personalizzazione guidata dalla geometria | Personalizzazione guidata dal materiale |
|---|---|---|
| Idea principale | Modificare la forma dell’utensile per corrispondere al disegno | Modificare il materiale dell’utensile per adattarsi al comportamento del materiale o al requisito della superficie |
| Esempio di problema | Staffaggi ad alta resistenza da 980 MPa che si incrinano su punzone con raggio di 0,125″ | Pannelli in acciaio inox 304 lucidato con segni di grippaggio da matrici 32 Rc |
| Utensili iniziali | Utensile da catalogo standard (economico) | Matrici fresate a freddo 32 Rc |
| Risultato del guasto | 4% di scarti dopo 12 pezzi; microfratture sulla linea di piega | 6% di tasso di scarto cosmetico |
| Impatto sui costi (500 pezzi) | ~$440 perdita di scarto prevista | $840 perdita di scarto |
| Soluzione | Punzone con raggio di 0,250″ con spalla alleggerita per controllare il fine corsa | Inserti temprati, non marcanti, a più di 50 Rc |
| Costo dell’attrezzatura | $1,800 | $2,200 |
| Scarto dopo la correzione | Ridotto da 4% a meno di 1% | Ridotto da 6% a 1% |
| Risparmio di materiale (500 pezzi) | 15 pezzi risparmiati = $330 | $700 recuperato in scarto |
| Risparmio di manodopera | Risparmiati 30 minuti di regolazione del ritorno elastico per ciclo (~$16) | Risparmiate 2 ore di lavoro di lucidatura per lotto (~$64) |
| Logica di recupero | Correzione geometrica basata sulla fisica | Compatibilità del materiale e protezione della superficie |
| Regola decisionale | Se lo scarto >3% o la regolazione >30 min/ciclo, cambiare la geometria | Se lo scarto >3% o la regolazione >30 min/ciclo, cambia il materiale dell’attrezzatura |
Ho cronometrato un lavoro il mese scorso. Tre cambi utensile. Ogni cambio: 12 minuti per rimuovere i segmenti, pulire il piano, predisporre i nuovi, regolare per l’allineamento. Sono 36 minuti di tempo non di taglio. Con una macchina gravata a $85/ora, sono $51 per lotto. Su quattro ripetizioni l’anno, $204 persi — 22% di un margine di $900 — solo in tempo utensile.
L’attrezzatura consolidata personalizzata ha trasformato quelle tre configurazioni in un’unica impostazione da 20 minuti. Certo, aggiungi 8 minuti all’inizio — $11. Ma elimini 24 minuti per ciclo. Su quattro cicli, sono 96 minuti recuperati — $136 di capacità macchina che puoi vendere. È mezzo giorno all’anno recuperato dalla tassa sullo scarto denominata “flessibilità”.”
Sì, gli utensili personalizzati sono più complessi. Sì, se il tuo programmatore non gestisce le piegature in sequenza, pagherai in tempo di debug. Ho visto perdere 45 minuti per una sequenza errata — $24 di manodopera — perché il programma offline non considerava gli spazi di sicurezza. Ma una volta bloccata, la configurazione diventa ripetibile. Gli utensili standard segmentati, una volta tagliati e mescolati, perdono precisione di allineamento e iniziano a inseguire 0,030″ su 4 piedi. Gli utensili di precisione mantengono 0,0004″ per piede. Non è linguaggio da brochure; è la differenza tra dover spessorare e poter spedire.
Se (minuti di configurazione eliminati per anno × tariffa macchina) − tempo di programmazione aggiunto ≥ costo annualizzato dell’utensile, allora la “flessibilità” segmentata è solo inefficienza a noleggio.
E cosa succede dopo i primi 20 pezzi, quando il reparto ispezione inizia a sorvegliare?
Su un pannello da 4 piedi, l’attrezzatura segmentata a piano freddo variava di circa 0.0015″ per piede una volta miscelate le lunghezze. Circa 0.006″ sull’intera larghezza. Non sembra molto finché l’assemblaggio richiede ±0.010″ totali. Stavamo bruciando 1 ora per ciclo da 500 pezzi in cernita dell’ispezione — $32 — e un’altra ora in ritocchi e ripiega — altri $32. $64 per lotto perché la pila di utensili non manteneva la linea.
Siamo passati a un set di utensili di precisione rettificati a lunghezza completa. La ripetibilità si è stretta a circa 0.0004″ per piede. Il tempo di cernita è sceso a 15 minuti — $8. Il ri-piega è quasi scomparso. Chiamiamolo $50 risparmiato ogni 500 pezzi. Non cifre da prima pagina. Ma aggiungi quello a $300 dalla formatura in un colpo solo e $136 dalla riduzione del setup, e sei oltre $486 sullo stesso lotto.
La coerenza riduce anche la dipendenza dagli operatori. Quando il processo tiene, il tuo operatore A e il tuo B producono entrambi buoni pezzi. Se la deriva dell’angolo impone correzioni manuali sull’8% dei pezzi a 60 secondi ciascuno, sono 6,7 ore di manodopera per 500 — $214. Blocca la geometria nell’acciaio, riduci la correzione al 2%, e recuperi $160. Ma la matematica non si cura dei sentimenti — si cura di minuti × tariffa × pezzi.
Ecco la regola d’officina che sottolineo su ogni preventivo: Se (minuti di rilavorazione + minuti di ispezione + costo scarto) per pezzo × 500 ≥ 25% del prezzo dell’utensile personalizzato, allora stai già finanziando l’utensile — solo attraverso lo spreco anziché l’acciaio.
Quindi, quando un lavoro supera la soglia? Quando le operazioni che puoi eliminare su 500 pezzi sommano più del costo che pagheresti per l’utensile. Il passo successivo è mettere entrambe le colonne fianco a fianco e lasciare che i numeri discutano da soli.
Avevo sul tavolo un contenitore da 500 pezzi lo scorso trimestre. L’attrezzatura segmentata standard prevedeva due colpi e una rapida passata di sbavatura. La rifinitura secondaria ci costava $10 per pezzo, chiaro e semplice. Un punzone personalizzato a colpo singolo è stato quotato a $5,000. La domanda non era “500 è alto volume?” La domanda era: quando $5,000 smette di far paura e inizia a sembrare economico?
Elimina un’operazione da $10 su 500 pezzi e cancelli esattamente $5,000. A 501 pezzi, sei avanti di $10. Questo è il punto di equilibrio — non 5.000 pezzi, non “volume automotive”. Cinquecento. Ma la matematica non si cura dei sentimenti.
Quindi mettiamo entrambe le colonne fianco a fianco e vediamo dove inizia effettivamente la perdita.
Prendiamo un’ipotesi realistica. Piegatrice manuale o CNC di base, con costo gravato di $70/ora. Ciclo di cinque minuti con stampi segmentati standard. Questo equivale a ($5 min / 60) × $70 = $5.83 per pezzo tra macchina e manodopera. Aggiungi $0.20 di sbavatura e arrivi a $6.03 per pezzo prima dello scarto. Su 500 pezzi, sono $3,015 di lavorazione diretta.
Ora aggiungi ciò che nessuno evidenzia sul preventivo: un colpo extra con 45 secondi di movimentazione e riposizionamento. Sono 0,75 minuti × $70/ora = $0.88 per pezzo. Altri $440 su 500 pezzi. Il tuo totale reale è $3,455 — e non abbiamo ancora considerato scarti o ispezione.
Versione dell’attrezzo personalizzato: il ciclo “one-hit” scende a 4 minuti. ($4 / 60) × $70 = $4,67 per pezzo. Nessuna sbavatura. Nessuna movimentazione aggiuntiva. Su 500 pezzi, sono $2.335 di lavorazione più $5.000 di costo utensile = $7.335 totale per la prima produzione.
Lo standard sembra più economico a prima vista: $3.455 contro $7.335. Questo perché non hai considerato le produzioni ripetute, la differenza di scarto o l’operazione secondaria che stiamo per eliminare. Se il tuo unico confronto è la lavorazione del primo lotto, lo standard vince sotto circa 1.000 pezzi su una pressa manuale. Se ti fermi a quel punto nel calcolo, stai affittando inefficienza.
Se (costo per pezzo standard − costo per pezzo personalizzato) × volume ≥ costo utensile, allora l’acciaio personalizzato è acciaio più economico.
Ma cosa succede se l’unica cosa che elimini è un’operazione secondaria?
Isoliamo il caso. Diciamo che il processo standard richiede una spianatura della linguetta di saldatura dopo la piegatura, su una pressa o una levigatrice a nastro. Sono 6 minuti a $50/ora di manodopera mista. Questo equivale a $5 per pezzo. Su 500 pezzi, $2.500 eliminati.
Oppure usa l’esempio più pulito: operazione secondaria da $10 per pezzo — saldatura, molatura, installazione ferramenta. Su 500 pezzi, $5.000. Questo corrisponde a un utensile personalizzato da $5.000 dollaro per dollaro. Il punto di pareggio è esattamente 500 pezzi. Produci 750 pezzi in un anno e hai generato $2.500 di margine recuperato — un ritorno del 50% sull’utensile nel primo anno.
Il prezzo del pezzo scende da (base $6,03 + $10 secondaria) = $16,03 a circa $4,67 di lavorazione quando elimini il passaggio. È una variazione di $11,36 per pezzo, ovvero $5.680 su 500 pezzi. Anche dopo aver assorbito il costo utensile di $5.000, resti con $680 di margine positivo sul primo lotto.
Ed è qui che la gente dice: “Sì, ma che succede con lo scarto?” Bene. Parliamo della tassa del cestino dello scarto.
Se costo dell’operazione secondaria × volume ≥ costo dell’utensile, allora 500 pezzi non è un piccolo volume — è il punto di svolta.
Usa un grezzo da $25. L’attrezzatura standard segmentata produce 4% di scarto cosmetico o angolare. Sono 20 pezzi difettosi su 500. 20 × $25 = $500 solo di materiale. Aggiungi 4 minuti per rifare ogni pezzo a $70/ora — altri $93. Impatto totale dello scarto: circa $593 su 500 pezzi, o $1,19 per pezzo spedito.
Riduci lo scarto a 1% con geometria controllata. Ora perdi 5 pezzi, $125 di materiale più $23 di tempo per la ripiegatura. Totale $148. Differenza tra i processi: $445 su 500 pezzi.
Quel $445 è 8,9% di un utensile da $5.000. Aggiungilo a un’operazione secondaria eliminata da $5 per pezzo ($2.500) e hai già giustificato il 59% del costo utensile prima ancora di parlare di setup.
Ecco il calcolo netto della soglia: differenza di scarto % × costo materiale × volume = quota di giustificazione dell’utensile.
Se il miglioramento dello scarto ≥ (costo utensile ÷ (costo materiale × volume)), allora l’attrezzatura standard è una passività. Con un utensile da $5.000, grezzi da $25 e 500 pezzi, la differenza di scarto di pareggio è 40%. Sembra alta — finché ricordi che stiamo combinando scarto con manodopera e setup, non contando solo sullo scarto.
Lo scarto da solo raramente ripaga l’utensile. Lo scarto più un’operazione eliminata spesso sì.
Quindi cosa succede quando questo pezzo non è un lavoro “una tantum”?
La maggior parte delle officine vede 500 pezzi e pensa “produzione breve.” Io vedo 500 questo trimestre, 500 il prossimo anno e tre pezzi correlati con lo stesso profilo di piega. Ora quell’utensile da $5.000 non è più legato a un solo ordine d’acquisto — è distribuito su 1.500 pezzi in due anni.
A 1.500 pezzi, l'ammortamento dell'utensile è di $3,33 per pezzo. Se stai risparmiando $5 per pezzo in manodopera secondaria eliminata e $0,89 nella movimentazione, significa che recuperi $5,89 per pezzo. Guadagno netto: $2,56 per pezzo × 1.500 = $3.840 positivi dopo aver pagato l’utensile. È un ritorno del 76% sul ciclo di vita dell’utensile, e non abbiamo ancora considerato l’inflazione della manodopera.
Ed è qui che gli scettici dell’automazione sbagliano. Una piegatrice CNC da $95.000 si ripaga solo se il volume è abbastanza alto da alimentarla. Ma un punzone personalizzato da $5.000 che elimina $5 per pezzo si ripaga già a 500 pezzi, anche su una piegatrice NC da $35.000. La classe della macchina cambia la pendenza, non la matematica.
Se l’inflazione della manodopera % > l’inflazione dei costi degli utensili %, allora la tua soglia di volume deve diminuire o il tuo margine si riduce.
Cinquecento pezzi non è una cifra magica. È solo il punto in cui un’abitudine eliminata da $10 equivale a un pezzo d’acciaio da $5.000. Fanne 501 e stai guadagnando. Rifallo l’anno prossimo, e la chiave rimane stretta su quella linea idraulica che perdeva.
Ma ecco la domanda di sicurezza che gli scettici stanno per fare: quando questa matematica non funziona?
Ecco dove la matematica a 500 pezzi si rompe: quando il pezzo che stai giustificando oggi ha una probabilità del 30% di cambiare prima che tu spedisca l’ultimo esemplare. Se spendi $5.000 in acciaio personalizzato e l’ingegneria impiega 6–10 settimane a, diciamo, $85/ora per 40 ore ($3.400) prima del primo truciolo, sei impegnato per $8.400. Se la lunghezza della flangia cambia di 0,125″ il trimestre successivo e l’utensile diventa un fermacarte, è una perdita del 100% — non un guadagno di margine del 12%.
L’utensileria personalizzata ferma un’emorragia di margine del 10%. Ma può anche creare un’emorragia di capitale del 15% se stai indovinando invece di bloccare la geometria.
Non si tratta di paura. Si tratta di esposizione.
Se la probabilità di modifica del progetto × (costo utensile + costo ingegneria) ≥ risparmio per operazioni eliminate, allora l’utensileria standard vince — non importa quanto sia bello il tempo ciclo.
I prototipi mentono.
Ti mostrano una piegatura a colpo singolo di 4 minuti e nascondono la probabilità del 25% che il cliente allarghi il bordo o aggiunga una nervatura dopo i test sul campo. Ora il tuo punzone a stadi da $5.000 non si adatta più, e il percorso di rilavorazione è un’altra attesa di 6–10 settimane più altri $3.000–$4.000 di tempo di progettazione. Su un lavoro da 500 pezzi con un risparmio previsto di $11,36 per pezzo ($5.680 totali), un reset geometrico azzera il 148% del guadagno previsto.
Gli utensili segmentati standard sembrano più lenti a $6,03 per pezzo più un $10 secondario. Ma quando il disegno cambia, sposti i segmenti, regoli il riscontro e continui a spedire. Nessun acciaio perso. Nessun panico da calendario. Paghi in tempo ciclo, non in capitale.
Se la volatilità geometrica > 20% prima che vengano spedite 500 unità, allora l’utensileria personalizzata non è strategia — è speculazione.
Il flusso di cassa odia le settimane morte.
L’utensileria personalizzata non costa solo $5.000 — costa tempo. Sei o dieci settimane in cui il tuo lavoro resta in sospeso mentre con utensileria standard potresti iniziare domani. Se quel ritardo blocca $150.000 di assiemi a valle e sostieni un 1,5% di costi mensili generali su quel WIP, sono $2.250 al mese di costi di gestione. Due mesi in attesa dell’acciaio hanno appena bruciato $4.500 — quasi l’intero prezzo dell’utensile.
E cosa succede se il cliente vuole i primi campioni in tre settimane? O acceleri la realizzazione dell’utensile con un premio del 20% ($1.000 extra su un utensile da $5.000) oppure torni comunque all’utensileria standard e subisci l’inefficienza di setup che cercavi di evitare.
L’utensileria personalizzata fa risparmiare $5 per pezzo su 500 pezzi. Ma se la penalità di programmazione è di $4.500 prima ancora di iniziare il ciclo, il tuo punto di pareggio raddoppia a 900–1.000 pezzi.
Se il costo del ritardo nei tempi di consegna ≥ i risparmi del primo ciclo, allora la velocità batte l’eleganza.
Anche gli utensili standard si rompono. La differenza è nella profondità dell’inventario.
Rompi una matrice a V standard da 1″ e ne prendi un’altra dallo scaffale. Magari perdi 2 ore a $70/ora — $140. Spacca un punzone sezionale personalizzato con un tempo di sostituzione di 4 settimane e la tua serie da 500 pezzi si ferma. Se la tua pressa genera un margine di contribuzione di $120/ora e rimane ferma per 40 ore in una settimana, sono $4.800 di costo opportunità — prima delle spese di spedizione urgente e dei costi di rifacimento.
Ora il tuo utensile da $5.000 porta con sé un premio assicurativo non dichiarato.
Puoi proteggerti ordinando un duplicato. Congratulazioni — il costo degli utensili è appena raddoppiato a $10.000, e i tuoi calcoli per 500 pezzi svaniscono.
Se il rischio di guasto di un singolo utensile × il costo di inattività > i risparmi dell’operazione secondaria duplicata, allora l’utensile standard è l’opzione di profitto più sicura.
Questa fa male.
Ho visto officine spendere $7.000 per un utensile di formatura complesso per “risolvere” un tasso di scarto del 6% che in realtà era dovuto a una configurazione di bombatura errata e a uno spessore del materiale incoerente. Gli scarti costavano $593 ogni 500 pezzi. Hanno speso 1.180% del problema cercando di ingegnerizzarlo invece di fare formazione.
Gli utensili personalizzati irrigidiscono la linea idraulica. Ma se i tuoi operatori non riescono a mantenere l’angolo entro ±0,5° nel lavoro standard, quell’instabilità si manifesterà altrove — angoli spaccati, colpi fuori tonnellaggio, usura prematura degli utensili. Non risolvi un gap di formazione da $1.000 con acciaio da $5.000 e la chiami intelligenza.
Gli utensili standard impongono disciplina. Espongono la deriva del processo a $1,19 per pezzo in scarti invece di nasconderla dentro il capitale ammortizzato.
Se il costo dell’instabilità del processo < il premio dell’utensile personalizzato, allora correggi il processo — non l’utensile.
Gli utensili personalizzati a 500 pezzi sono matematica, non magia. Funzionano quando la geometria è stabile, i programmi sono prevedibili, i fornitori sono affidabili e i tuoi operatori sanno già produrre pezzi puliti. Se manca uno di questi elementi, la “chiave inglese su una linea che perde” diventa un’ipotesi molto costosa.
Quindi la vera domanda non è “500 pezzi giustificano un utensile personalizzato?”
È questa: la tua azienda può permettersi di sbagliare di $8.000 se le ipotesi cambiano?
Vuoi un parametro oggettivo a 500 pezzi? Smetti di discutere sui pezzi. Inizia a discutere sui soldi che stai già perdendo.
Su un involucro da 500 pezzi, abbiamo risparmiato 27 secondi per pezzo con un utensile a stadi. Sembra un vanto da ingegneria. Ma 27 secondi × 500 pezzi = 13.500 secondi, ovvero 3,75 ore di pressa. A una tariffa reale di officina di $85/ora con oneri, sono $318,75 sulla pressa. Nessuno firma un ordine da $7.500 per risparmiare $318,75. È il 4,2% del costo dell’utensile. È rumore.
Ma la matematica non si cura dei sentimenti.
Quegli stessi “27 secondi” hanno eliminato 500 trasferimenti manuali, 500 nuovi fissaggi e 500 opportunità di una perdita da $42 per scarto su acciaio inox calibro 14. Gli scarti sono scesi dal 4% all’1%. Su 500 pezzi dal valore di $42 ciascuno, sono 15 pezzi risparmiati, pari a $630. Ora siamo a $948,75. Ancora non $7.500. Allora perché a volte funziona?
Perché il tempo ciclo è solo la perdita visibile. I veri soldi si trovano a valle.
Se i secondi che hai eliminato influenzano solo il tempo macchina, allora l’attrezzatura personalizzata è un lusso. Se quei secondi riducono scarti, movimentazione e ispezione, allora stai ricomprando margine.
La direzione vede un utensile da $7.500. Non vede la perdita idraulica da 2% in ogni ciclo.
L’attrezzatura standard sembra “pagata”. Ma se impone una seconda saldatura da $10 su 500 pezzi, sono $5.000 all’anno su un solo lavoro. Aggiungi $144 in manodopera di pulizia come abbiamo già visto, più un delta di scarto di $630, e ora ti ritrovi davanti a $5.774 di inefficienza annuale. È il 77% del prezzo dell’attrezzatura personalizzata nel primo anno.
L’errore è trattare l’attrezzatura come capitale e l’inefficienza come rumore operativo. Una viene approvata una volta sola. L’altra si rinnova ad ogni lavoro.
Quindi chiedilo chiaramente: in 12 mesi, stiamo comprando $7.500 di acciaio o stiamo pagando $5.774 l’anno in tassa sul rottame? Se il lavoro si ripete due volte, sono $11.548 persi. Ora l’utensile “costoso” è il 35% più economico rispetto a restare flessibili.
Se il costo annuale dell’inefficienza × gli anni previsti ≥ costo dell’attrezzatura + costo di ingegneria, allora l’attrezzatura personalizzata vince — anche su 500 pezzi.
I dirigenti amano le percentuali di operatività. “L’utilizzo della pressa è passato dal 68% al 74%.” Sembra una vittoria che vale forse $2.000 di contributo. È astratto.
Digli che hai eliminato 500 punti di saldatura a $6 ciascuno completamente oneri inclusi — sono $3.000. Aggiungi 6 ore di molatura delle saldature a $38/ora — $228. Aggiungi 3 ore di ricontrollo QC a $45/ora — $135. Sono $3.363 rimossi dall’esposizione salariale per una commessa da 500 pezzi.
Ora confrontalo con il tempo della pressa: 3,75 ore risparmiate a $85/ora equivalgono a $318,75. Il tempo macchina rappresenta il 9% della storia finanziaria. Il resto è lavoro che non programmi mai.
Ecco dove le officine perdono credibilità: vendono “piegatura più veloce” invece di “eliminazione del personale di saldatura”. La direzione taglia le linee di manodopera prima di celebrare la velocità macchina.
Se i dollari di manodopera a valle eliminati > risparmio puro di ore macchina, allora punta sull’eliminazione della manodopera — non sull’operatività.
Non entrare chiedendo $7.500.
Entra mostrando che un lavoro da 500 pezzi attualmente porta con sé $11,36 di costo nascosto per pezzo tra scarto, saldatura, movimentazione e ispezione. Sono $5.680 per commessa. Se l’utensile elimina $8 per pezzo di quel costo, recuperi $4.000 sui primi 500 pezzi e i restanti $1.680 alla seconda commessa. Dopo di ciò, ogni commessa è un recupero di margine del 100%.
Ora la conversazione passa da “Ce lo possiamo permettere?” a “Perché scegliamo di continuare a perdere l”8% su questo SKU?”
E questa è la parte non ovvia: la soglia dei 500 pezzi non riguarda il volume. Riguarda la concentrazione di sprechi. Un pezzo impreciso con il 12% di costi secondari incorporati giustifica un utensile personalizzato più rapidamente di un lotto pulito da 2.000 pezzi con controllo di processo stretto. Il volume è rumoroso. La densità dello spreco è decisiva.
Quindi il modello è semplice, e funziona bene in una sala riunioni:
Se (costo eliminato per pezzo × volume annuale × fattore di stabilità) ≥ esposizione totale agli utensili, allora approva l’attrezzatura. In caso contrario, stai speculando.
Non stai promuovendo la velocità. Stai stringendo una linea che perde e che scarica 6%–12% di margine a ogni ciclo.
Se l’inflazione della manodopera % > l’inflazione dei costi degli utensili %, allora la tua soglia di volume deve diminuire o il tuo margine si riduce.


















