

يوم الثلاثاء الماضي شاهدت تشغيل قطعة تثبيت مكوّنة من 600 جزء تسير “بسلاسة”. ثمانية انحناءات على قالب V قياسي. ثم قضى عاملان 3.5 ساعات في إزالة التوهج وتسوية التشوه بمعدل $32/ساعة لكل منهما. وهذا يعني $224 في العمالة بعد أن توقفت مكابح الضغط عن العمل.
لم يكتب أحد “عمليات ثانوية” على ورقة العمل. إنها موجودة هناك بهدوء، مثل تسرب هامش 3% لا يكلف أحد نفسه عناء شده.
عند 600 قطعة، هذا يعني $0.37 لكل قطعة في التنظيف البحت. إذا كان المشروع يحقق فقط $1.10 هامش إجمالي، فقد أحرقت 34% منه باستخدام مبرد ومطرقة. وما زلت تعتبر الأدوات المخصصة “ترفًا” يُحجز فقط لـ 10,000 قطعة؟
لقد رأيت ورشًا ترفض ثقبًا مخصصًا بتكلفة $4,800 لأن الدفعة كانت “فقط” 800 قطعة. نفس الورشة تنفق بسعادة $0.40 لكل قطعة على إعادة التشغيل، وتأخيرات الفحص، والتباطؤ — أي $320 في هذه الدفعة، و$320 في التالية، و$320 في كل إعادة طلب — وكأنها أموال غير مرئية.
أنت لا تشعر بـ$0.40. أنت تشعر بـ$4,800.
لكن الرياضيات لا تهتم بالمشاعر. إذا كانت أداة مخصصة تقضي على $0.40 لكل قطعة في العمالة الثانوية والتعامل مع العيوب، فإن نقطة التعادل تكون عند 12,000 قطعة بهذا المعدل. الآن ارفع تكلفة العمالة من $18/ساعة القديمة إلى $32/ساعة الحالية، فتتحول $0.40 بهدوء إلى $0.70. تنخفض نقطة التعادل إلى أقل من 7,000. أضف حتى انخفاضًا في العيوب بنسبة 2% على قطعة $12 — توفير $0.24 — وستكون تحت 5,000 قطعة.
وذلك قبل أن نتحدث عن إعدادات التشغيل.
إذا كان تكلفة الجزء الخفية × الحجم ≥ تكلفة الأداة، فإن الأداة المخصصة ليست ترفًا — إنها حساب.
فلماذا ما زلنا ندفع ضريبة سلة الخردة؟

انظر إلى جزء يحتاج إلى طيّ، وتسوية، وتشطيب تجميلي بعد ثني هوائي قياسي. كل لمسة تستغرق 20 ثانية. ثلاث لمسات تساوي دقيقة واحدة. عند $32/ساعة، هذا يعني $0.53 لكل قطعة في العمالة.
شغّل 500 قطعة. لقد أنفقت للتو $265 متظاهرًا بأنك “مرن”.”
قالب مخصص مصمم بشكل صحيح يشكّل ويطوي في ضربة واحدة قد يضيف وقت إعداد بنسبة 15% أكثر — لنقل 30 دقيقة إضافية عند $32/ساعة، أي $16. ولكن إذا قضى على تلك $0.53 لكل قطعة، فستستعيد $265 في أول 500 قطعة. صافي الربح: $249. هذا يعني زيادة هامش بنسبة 15% في مشروع تبلغ قيمته $1,600.
نعم، يمكن أن يقدم التخصيص بعض المخاطر — مفاجآت في الارتداد، حدود التحميل. لكن الأدوات القياسية لا تقضي على هذه الأمور. إنها فقط تنقل التصحيح إلى الأيدي البشرية بتكلفة $32/ساعة. إذا كانت العمالة الثانوية لكل قطعة × 500 تتجاوز وقت الإعداد المضاف + إهلاك الأداة، فأنت تستأجر المرونة بخسارة.
فمن أين جاءت هذه الخرافة المتعلقة بعشرة آلاف قطعة؟
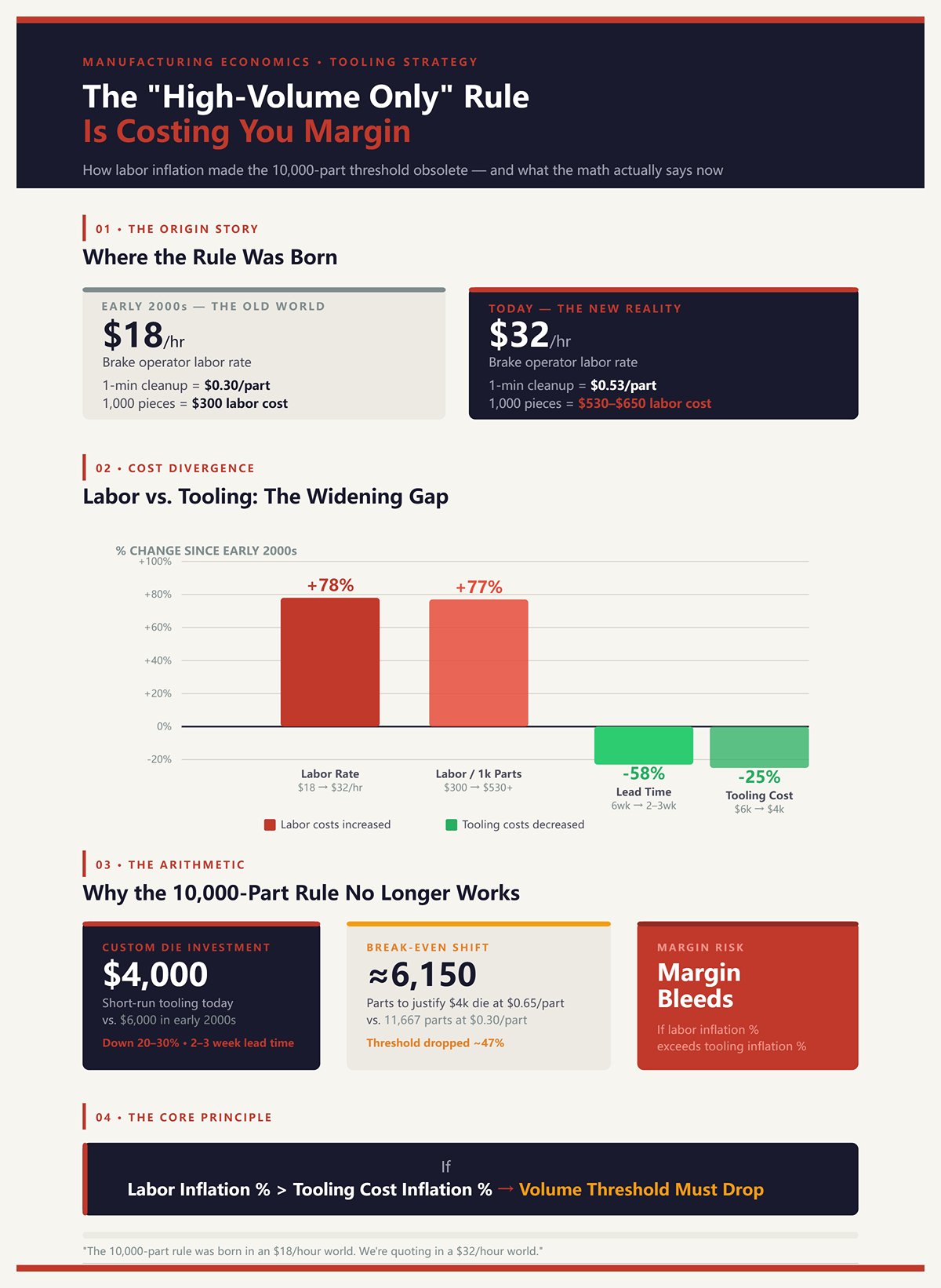
في أوائل العقد الأول من الألفية، كنت أدفع $18/ساعة لمشغلي المكابح. كانت دقيقة تنظيف واحدة تكلف $0.30 لكل قطعة. عند 1,000 قطعة، هذا يعني $300. كان من الصعب تبرير قالب مخصص بقيمة $3,500 مقابل ذلك.
تقدم سريع. نفس الدقيقة تكلف الآن $0.53. نفس 1,000 قطعة تكلف $530. أضف عبء الرواتب وستقترب من $650. تضاعف خط العمالة؛ لكن القاعدة الذهنية لم تتغير.
في هذه الأثناء، جعلت أدوات CAD وقطع الأسلاك EDM تصنيع الأدوات قصيرة المدى أرخص وأسرع. ما كان يستغرق 6 أسابيع ويكلف $6,000 قد يستغرق الآن 2–3 أسابيع و$4,000، حسب التعقيد. انخفض منحنى التكلفة بنسبة 20–30%. وارتفعت العمالة بنسبة 70–80%.
تمت ولادة قاعدة الـ10,000 جزء في عالم إنتاج بمعدل $18/ساعة. نحن نقتبس الآن في عالم إنتاج بمعدل $32/ساعة. إذا كانت نسبة تضخم الأجور % > نسبة تضخم تكلفة الأدوات %، فإنه يجب أن ينخفض حد الحجم أو ستبدأ هوامشك بالنزيف.
فلماذا لا يزال الرقم القديم يبدو “آمنًا”؟

لأن الألم موزع.
الأداة بقيمة $5,000 تضرب أمر الشراء مرة واحدة. إنها صاخبة. وتظهر في مراجعة رأس المال. أما العمل الثانوي بسعر $0.50 لكل قطعة فيختبئ داخل الإنتاج. يبدو كأنه “ساعات طبيعية.” لا إشارة حمراء. فقط 2–3% أقل في الهامش في كل تشغيل، مثل خط هيدروليكي يفقد 2% من الضغط في كل دورة.
والأدوات المخصصة تتطلب التزامًا. عليك أن تثبت الرسومات. تؤكد الحمولة. وتقبل أنه إذا تغير الجزء بنسبة 10%، فقد تحتاج القالب إلى تعديل. هذا يبدو مخاطرة في طلب من 500 قطعة. لكن كذلك هو النزيف بقيمة $300–$400 في كل مرة يتكرر فيها العمل لأن أحدًا لم يرد أن يتحمل القرار.
الراحة لا تظهر في بيان الدخل. العمل يظهر.
إذا كان حجم التكرار × العمل المخفي لكل قطعة يتجاوز تكلفة الأداة خلال دورتين، فإن عبارة “نحن نفعل ذلك دائمًا بهذه الطريقة” ليست استراتيجية — بل هي دعم لعدم الكفاءة.
السؤال الحقيقي الآن ليس ما إذا كانت الأدوات المخصصة رفاهية. بل أين بالتحديد يجلس ذلك الضريبة المخفية في سير عملك الحالي.
في الشهر الماضي، قمنا بتشغيل جانب غلاف من الفولاذ المقاوم للصدأ مكون من 500 قطعة. بدا بريئًا على الورق: أربع انحناءات، حافة واحدة، قياس سماكة 14 من نوع 304. قالب على شكل V قياسي، انحناءة هوائية، قلب، حافة في مرور ثانٍ. وقت الفرملة؟ 2.8 ساعة إجمالاً.
ما لم يظهر في المسار: 1.5 ساعة في محطة إزالة الحواف للقضاء على الشقوق الدقيقة على طول الحافة، و45 دقيقة في الفحص بسبب انحراف الزاوية، و30 دقيقة لإصلاح اللحامات الموضعية لأن الحافة لم تكن مستوية. عند $32/ساعة، يكون ذلك $144 في التنظيف والتصحيح فوق التشكيل. في عمل يحمل هامش إجمالي قدره $900، هذا يعني ضياع 16% — ليس في الهدر، ولا في العمل الإضافي — بل في “التدفق الطبيعي.”
لن ترى ذلك في التسعير. فهو مدفون في صناديق العمل المسماة “دعم”.”
لكن الرياضيات لا تهتم بالمشاعر.
عند $0.29 لكل قطعة في التعامل الثانوي ($144 ÷ 500)، فإن تشغيلك من 500 قطعة قد سبق أن دفع 3%–5% من تكلفة أداة تشكيل مخصصة بقيمة $4,000. إذا شغلتها مرتين في السنة فقد نزفت $288 سنويًا مقابل امتياز البقاء “مرنًا.” تلك هي ضريبة سلة الهدر — صغيرة بما يكفي لتجاهلها، مستقرة بما يكفي لتؤذيك.
إذا كان العمل المخفي لكل قطعة × الحجم السنوي ≥ 20% من تكلفة الأداة، فأنت تموّل عدم الكفاءة بالتقسيط.
فأين تختبئ في ورشتك؟
تخيل قناة مع تعويضات. الأدوات القياسية تعني ضربة أولى لتشكيل الأرجل، إعادة إعداد، ضربة ثانية لإنشاء التعويض. إعدادان، حدثا قياس، وفرصتان للخطأ بمقدار 0.5°.
في دفعة من 500 قطعة، ليست مجرد 500 ضربة إضافية. إنها 500 عملية تفريغ، 500 مشيًا إلى منصة، 500 إعادة قياس. حتى إذا كانت كل دورة معالجة تستغرق 25 ثانية، فهذا يعادل 3.5 ساعات من العمل — $112 عند $32/ساعة — قبل أن تحسب الإعداد الثاني لمدة 20 دقيقة، أي $11 أخرى. أنت بعمق $123 فقط لأن الهندسة لم تناسب مجموعة القوالب الخاصة بك.
وها هو القاتل الصامت: كل إعادة معايرة تُدخل تباينًا. لنفترض أن نسبة الهدر لديك ترتفع بمقدار 2% بسبب خطأ في المناولة في قطعة $18. عشر قطع تالفة تساوي $180 في المواد والتكاليف العامة. الآن أصبحت تكلفة “الضربة الثانية” لديك $303 على 500 قطعة — أي $0.61 لكل قطعة — دون أن يكتب أحد شيكًا بعنوان “خطأ”.”
هكذا تتحول الانحناءة الثانية إلى آلة ثانية، وطابور انتظار ثانٍ، وفاتورة ثانية لا تُفصّلها أبدًا.
إذا كان (عمالة المناولة الإضافية + الهدر الناتج عن إعادة المناولة) لكل قطعة × 500 ≥ إهلاك الأداة لكل تشغيل، فإن خيار الضربة الواحدة المخصص هو الفائز — حتى مع الحجم المنخفض.
فلماذا نحارب المادة بدلًا من تشكيلها مرة واحدة والمضي قدمًا؟
قم بتشغيل فولاذ عالي القوة بقوة 980 ميغاباسكال في قالب V عام وشاهد ما يحدث. تقوم ببرمجة زاوية 88° للحصول على 90°. أول خمس قطع تصل عند 89.5°. يقوم المشغل بتعديلها إلى 87.5°. الآن وصلت إلى 90.8°. أعد الضبط. وطارد النتيجة مجددًا.
عشر قطع اختبار بسعر $12 لكل واحدة تساوي $120 في المواد قبل أن تستقر العملية. أضف 40 دقيقة من وقت المشغل في الضبط — $21. هذا يعني أنك أحرقت $141 قبل أن تُشحن القطعة #11. في طلب من 500 قطعة، هذا يعادل $0.28 لكل قطعة من تكلفة الضبط وحدها.
المعدات القياسية تتعامل مع ارتداد الانحناء كأنه حالة جوية — شيء للتكيف معه. أما المعدات المخصصة فهي تغيّر الهندسة: نصف قطر لكمة أضيق، عملية ضغط محكومة، وربما كتف مفرغ لتثبيت الانحناء. أنت تستبدل تكلفة تصميم الأدوات الأولية الأعلى بمقدار 15% مقابل تقليل انجراف الزاوية بمقدار 50% تقريبًا وهدر اختبار شبه معدوم.
نعم، يمكنك إعادة تصميم القطعة — تعديل نصف القطر، التحويل إلى 5052 بدلًا من 6061، أو تخفيف المواصفات. أحيانًا يكون ذلك ذكيًا. ولكن عندما تكون الرسومات مقفلة والسبيكة محددة وفقًا لحالة التحميل، يبقى أمامك دفع $0.25–$0.40 لكل قطعة كتكلفة ضبط لأن القالب لا يتوافق مع الفيزياء.
إذا تجاوز وقت ضبط ارتداد الانحناء + هدر الاختبار لكل تشغيل نسبة 5% من تكلفة الأداة خلال طلبيتين، فإن تصحيح الهندسة يتفوق على تعديل البرنامج.
وهذا يقودنا إلى التسرب التالي — ذلك الذي يثير جدلاً دائمًا في قسم الفحص.
في كل مرة تقلب فيها قطعة، تعيد ضبط النقطة الصفرية.
خذ صندوقًا مكوّنًا من أربع انحناءات تم تشكيله في إعدادين منفصلين. كل إعداد يحمل تباينًا زاويًا ±0.5°. عند جمع ذلك عبر أربع انحناءات، يمكن أن ترى ±1.5 مم عند الحافة البعيدة. الفحص يشير إلى أن 8% من القطع “على الحدود”. يبدأ المشغلون بالطرق يدويًا بالمطرقة.
في تشغيل من 500 قطعة، يتم تصحيح 40 قطعة يدويًا لمدة 90 ثانية لكل منها. هذا يعادل ساعة من العمل — $32. ليس أمرًا كارثيًا. لكن أضف 45 دقيقة من فرز الفاحص — $24 — وستجد نفسك عند $56، أو $0.11 لكل قطعة، فقط لإعادة السماحات إلى مكانها.
الآن أضف تكلفة الفرصة الضائعة: مكبح الانحناء توقف لمدة 30 دقيقة في انتظار قرار الفحص. بمعدل تشغيل مكبح مثقل يبلغ تقريبًا $85/ساعة، هذا يعني خسارة $42 أخرى من القدرة الإنتاجية غير القابلة للفوترة.
إذًا إدارة السماحات لديك كلفتك $98 — أي 11% من هامش $900 — لأن التباين تم إدخاله في المرحلة الأولى وحل في المرحلة الأخيرة بواسطة أشخاص، وليس بالفولاذ.
أدوات تشكيل مخصصة تُجرى في مرحلة واحدة وتشكل جميع الانحناءات الأربع في موضع معاير واحد تُزيل قلبتين وإعادة ضبطتين للسماحات. تراكب أقل. جدل أقل. وتسرب أقل بقيمة $0.11 تبدو صغيرة جدًا للملاحقة.
إذا كانت تكلفة تصحيح العمل + وقت الفحص لكل تشغيل ≥ 10% من وقت التشكيل، فإن العملية تعوض عن الأدوات، وليست تنتج قطعًا.
وهذا يقودنا إلى التكلفة التي يتجاهلها الجميع بلا مبالاة.
أسمعها طوال الوقت: “الإعدادات القياسية تستغرق فقط 20–30 دقيقة.”
حسنًا. لنقل إنها 25 دقيقة بمعدل $32 في الساعة — $13. أضف 10 دقائق للبحث عن الأدوات والتحضير — $5 أخرى. لقد أنفقت $18 قبل إنتاج أول قطعة.
كرر ذلك ثلاث مرات لأن العمل يحتاج إلى ثلاث تهيئات للأدوات، وستصبح عند $54 لكل دفعة. في 500 قطعة، هذا يعني $0.11 لكل جزء. يبدو غير مؤذٍ.
إلى أن يتكرر العمل أربع مرات في السنة. الآن أنفقت $216 سنويًا فقط على احتكاك الإعداد المتكرر — أي 24% من نفس هامش $900 — ولم يُحسَّن أحد العملية ولو بوصة واحدة.
قد تضيف الأدوات المخصصة الموحدة 40 دقيقة للإعداد الأول — $21 إضافية — لكنها تلغي إعدادين مستقبليين لكل دفعة. عبر أربع دورات، توفر 200 دقيقة من وقت التوقف — $107 — وتحرر طاقة لتشغيل عمل آخر بقيمة $1,200 من الإيرادات.
وقت الإعداد ليس إزعاجًا. إنه فائدة تتراكم بصمت بنسبة 10%–25% من الهامش على مدار السنة إذا تركته يتكرر دون تدخل.
إذا كانت (دقائق الإعداد التي يتم توفيرها في كل تشغيل × عدد التشغيلات في السنة × معدل الأجور) ≥ تكلفة الأداة الإضافية على مدى عامين، فإن الأدوات القياسية تفرض عليك إيجارًا.
والإيجار هو ما تدفعه عندما لا تمتلك الحل.
في علبة من الفولاذ المقاوم للصدأ مكونة من 500 قطعة أجريناها في الربع الماضي، كان الرسم يطلب حافة عائدة وثنية على نفس الحافة. باستخدام القطع القياسية، كان ذلك يعني الانحناء المسبق، ثم التقليب، ثم إغلاق الثنية، ثم تمريرة تسطيح منفصلة. ثلاث ضربات. إعدادان. وتثبيت لحام واحد لاحق لأن الثنية لم تُغلق بشكل مستقيم تمامًا. أنفقنا $2,400 على لكمة مخصصة متعددة المراحل شكّلت الحافة والثنية في ضربة مضبوطة واحدة. نفس المكبح. نفس المشغل. ضربة واحدة.
لم يكن الفرق نظريًا. انخفض وقت الدورة من 55 ثانية إلى 28 ثانية — تم توفير 27 ثانية × 500 جزء تساوي 3.75 ساعة عمل، أي $120 بمعدل $32 في الساعة. ألغينا إعدادًا ثانويًا مدته 30 دقيقة — $16. وألغينا عملية تجميل اللحام التي كانت تستغرق في المتوسط 45 ثانية لكل جزء — أي 6.25 ساعات أخرى، $200. هذا يعني $336 من العمالة المباشرة في أول 500 قطعة، بالإضافة إلى أننا حذفنا أداة تثبيت كانت تشغل 20 قدمًا مربعًا من الأرض و$1,100 تكلفة بناء. بحلول الدورة الثانية، كانت الأداة قد استردت بالفعل 28% من سعرها، وتوقف قسم اللحام عن فقدان هامش 12% في إعادة العمل.
هكذا تقرر. لا تسأل “هل هذا إنتاج عالي؟” بل تسأل “كم عدد مراكز التكلفة التي تختفي إذا شكّلتها مرة واحدة بدلًا من محاربتها ثلاث مرات؟” إذا كانت العمليات المحذوفة لكل جزء × معدل الأجور × 500 ≥ إهلاك الأداة، فإن الأداة المخصصة تتوقف عن كونها رفاهية وتتحول إلى مفتاح إصلاح خط متسرب.
شاهدت مشغلين ينفذون “ثماني انحناءات على قالب قياسي على شكل V” لأن هذا ما كان في الرف. انحناء، انزلاق، إعادة ضبط القياس، ثم انحناء آخر. كل إعادة تموضع تستغرق 6–8 ثوان إذا كان العامل ماهرًا. لنقل 7 ثوان × 7 حركات إضافية = 49 ثانية من التعامل البحت. بمعدل $32 في الساعة، هذا يساوي $0.44 لكل جزء فقط في وقت المناولة. على 500 قطعة، تكون قد أحرقت $220 قبل أن تحسب فحص الزوايا أو الفاقد.
أداة مخصصة بضربة واحدة تجعل تلك المزايا الثمانية تستند إلى موضع معايرة واحد. ضربة واحدة في 18 ثانية. لقد قللت للتو من 49 ثانية من المناولة و20 ثانية من التشغيل الإضافي — أي ما يقارب 69 ثانية إجمالًا. هذا يعني 9.6 ساعة عمل موفّرة في 500 قطعة، أو $307. وإليك الجزء الذي يفوته معظم الناس: لقد ألغيت أيضًا سبع فرص للقياس الخاطئ. إذا انخفض الخردة من 3% إلى 1% في جزء قيمته $18، فذلك يعني 10 أجزاء أقل في سلة الخردة — أي $180 مستعادة.
لم توفر الوقت فقط. بل ألغيت التفاوت. إذا كانت (الضربات الإضافية − 1) × ثواني المناولة × معدل الأجور × 500 + فرق الخردة ≥ تكلفة الأداة المخصصة، فإن أداة الضربة الواحدة هي الفولاذ الأرخص.
لكن هل كل أداة مخصصة تحل نفس المشكلة؟
قمنا بتشغيل حوامل عالية القوة بصلابة 980 ميغا باسكال وكانت تتشقق عند نصف قطر لكمة 0.125 بوصة. أداة من الكتالوج القياسي. رخيصة. بعد 12 قطعة، ظهرت شقوق دقيقة على خط الانحناء — 4% خردة في قطعة قيمتها $22. هذا يعني خسارة $44 في أول 50 قطعة ويتصاعد إلى $440 في 500 إذا تركته يستمر.
الإصلاح لم يكن “مهارة أكبر”. كان هندسة. طلبنا أداة تثقيب بنصف قطر 0.250″ مع كتف مفرغ للتحكم في الإغلاق. تكلفة الأداة: $1,800. انخفضت نسبة الفاقد من 4% إلى أقل من 1%. في 500 قطعة، هذا يعني توفير 15 قطعة — $330 في المواد — بالإضافة إلى أننا توقفنا عن قضاء 30 دقيقة في كل تشغيل لضبط الارتداد، أي $16 أخرى. العائد لم يكن سحراً؛ كان فيزياء.
هذا هو التخصيص المعتمد على الهندسة: تقوم بتغيير الشكل ليتوافق مع المخطط.
ثم هناك التخصيص المعتمد على المادة. كانت ألواح الفولاذ المقاوم للصدأ المصقولة 304 تخرج من المكبح بعلامات احتكاك من القوالب المخططة بالبرودة بدرجة صلابة 32 Rc. بلغت نسبة الرفض التجميلي 6% في لوحة $28 — أي $168 لكل 100 قطعة، و$840 في 500. قمنا بالتحول إلى إدخالات صلبة غير واصمة بدرجة صلابة أكثر من 50 Rc. تكلفة الأدوات $2,200. انخفضت الرفضات إلى 1%. تستعيد $700 من الفاقد في أول 500 قطعة وتتوقف عن خسارة ساعتين من عمل التلميع — أي $64 — في كل دفعة.
مشكلات مختلفة. نفس الحساب. إذا كان سلوك المادة أو متطلبات السطح يتسبب في فاقد يزيد على 3% أو أكثر من 30 دقيقة لضبط كل تشغيل، عندها يجب تغيير هندسة الأداة أو يبدأ الهامش بالنزف.
ولكن حتى عندما يكون الانحناء صحيحًا، ماذا يفعل مكبحك أثناء تبديل الفولاذ؟
| الفئة | تخصيص مدفوع بالهندسة | تخصيص مدفوع بالمادة |
|---|---|---|
| الفكرة الأساسية | غيّر شكل الأداة ليتوافق مع المخطط | غيّر مادة الأدوات لتتناسب مع سلوك المادة أو متطلبات السطح |
| مثال على المشكلة | تمزق حوامل عالية القوة بقدرة 980 ميجا باسكال عند نصف قطر تثقيب 0.125″ | ألواح فولاذ مقاوم للصدأ مصقولة 304 عليها علامات احتكاك من قوالب بدرجة 32 Rc |
| الأدوات الأولية | أداة قياسية من الكتالوج (رخيصة) | قوالب مخططة بالبرودة بدرجة 32 Rc |
| نتيجة الفشل | 4% فاقد بعد 12 قطعة؛ تشققات شعرية على خط الانحناء | 6% معدل رفض تجميلي |
| تأثير التكلفة (500 قطعة) | خسارة الخردة المتوقعة ~$440 | خسارة خردة $840 |
| الحل | ثقب نصف قطره 0.250″ مع كتف مفرغ للتحكم في الحد السفلي | إدخالات مقسّاة وغير قابلة للوسم عند 50+ Rc |
| تكلفة الأدوات | $1,800 | $2,200 |
| الخردة بعد الإصلاح | تم تقليلها من 4% إلى أقل من 1% | تم تقليلها من 6% إلى 1% |
| توفير في المواد (500 قطعة) | تم توفير 15 جزء = $330 | تم استعادة $700 من الخردة |
| توفير في العمالة | تم توفير 30 دقيقة من ضبط الارتداد لكل تشغيل (~$16) | تم توفير ساعتين من عمل التلميع لكل دفعة (~$64) |
| منطق الاسترداد | تصحيح هندسي مدفوع بالفيزياء | التوافق المادي وحماية السطح |
| قاعدة القرار | إذا كانت الخردة >3% أو الضبط >30 دقيقة/تشغيل، غيّر الهندسة | إذا كانت المخلفات >3% أو الضبط >30 دقيقة/تشغيل، غيّر مادة الأداة |
قمتُ بتوقيت عمل الشهر الماضي. ثلاث تغييرات للأداة. كل تغيير: 12 دقيقة لسحب المقاطع وتنظيف السرير وتجهيز الجديدة وضبط المحاذاة. هذا يعني 36 دقيقة من الوقت غير المخصص للقطع. بمعدل تشغيل آلة محمّل يبلغ $85/ساعة، فإن هذا يعادل $51 لكل دفعة. في أربع تكرارات سنويًا، يضيع $204 — أي 22% من هامش $900 — فقط في وقت استخدام المفاتيح.
الأدوات المخصصة المدمجة جعلت هذه التكوينات الثلاثة في إعداد واحد يستغرق 20 دقيقة. أنت تضيف 8 دقائق في البداية، صحيح — $11. لكنك تمحو 24 دقيقة في كل تشغيل. على مدار أربع تشغيلات، تستعيد 96 دقيقة — أي $136 من سعة الماكينة التي يمكنك بيعها. هذا نصف يوم مستعاد خلال السنة من “ضريبة المرونة” في سلة الخردة.”
نعم، الأدوات المخصصة أكثر تعقيدًا. نعم، إذا لم يستطع المبرمج لديك التعامل مع الانحناءات المتدرجة، ستدفع وقت تصحيح إضافي. لقد رأيت 45 دقيقة ضائعة بسبب تسلسل سيئ — $24 عمل يدوي — لأن البرنامج الخارجي لم يأخذ في الاعتبار الخلوصات. ولكن بمجرد تثبيته، يصبح الإعداد قابلاً للتكرار. الأدوات القياسية المجزأة، بمجرد قصها وخلطها، تفقد دقة المحاذاة وتبدأ في الانحراف 0.030″ عبر 4 أقدام. الأدوات الدقيقة تحافظ على 0.0004″ لكل قدم. هذا ليس كلام كتيبات؛ إنه الفرق بين التوليف والشحن.
إذا كان (دقائق الإعداد التي أُلغيت سنويًا × معدل الماكينة) − وقت البرمجة المضاف ≥ تكلفة الأداة السنوية، فإن “مرونة” الأدوات المجزأة ليست سوى عدم كفاءة مستأجرة.
وماذا يحدث بعد أول 20 قطعة، عندما يبدأ قسم الفحص بالتحليق حولك؟
في لوحة بطول 4 أقدام، كانت الأدوات المجزأة المبردة تنحرف حوالي 0.0015″ لكل قدم بمجرد أن خلطنا الأطوال. أي ما يعادل تقريبًا 0.006″ على كامل الامتداد. لا يبدو كثيرًا حتى يحتاج التجميع ±0.010″ كليًا. كنا نهدر ساعة لكل تشغيل مكون من 500 قطعة في فرز الفحص — $32 — وساعة أخرى في التعديل وإعادة الثني — $32 إضافية. أي $64 لكل دفعة لأن تكديس الأداة لا يمكنه حفظ الخط.
انتقلنا إلى مجموعة أدوات مشغولة بدقة بكامل الطول. ضاق التكرار إلى نحو 0.0004″ لكل قدم. انخفض وقت الفرز إلى 15 دقيقة — $8. إعادة الثني اختفت تقريبًا. لنقل $50 تم توفيرها لكل 500 قطعة. ليست أموالًا ضخمة، لكن أضف ذلك إلى $300 الناتجة من تشكيل الضربة الواحدة و$136 من تقليل الإعداد، وستكون قد تجاوزت $486 في نفس الدفعة.
الاتساق يقلل أيضًا من الاعتماد على المشغل. عندما تكون العملية مستقرة، ينتج العامل الممتاز والعامل المتوسط نفس الجودة. إذا كان انحراف الزاوية يفرض تصحيحًا يدويًا على 8% من القطع بمعدل 60 ثانية لكل منها، فهذا يعني 6.7 ساعات عمل لكل 500 — $214. ثبّت الشكل في الفولاذ، وقلل التصحيح إلى 2%، وستستعيد $160. ولكن الرياضيات لا تهتم بالمشاعر — إنها تهتم بالدقائق × المعدل × القطع.
إليك القاعدة التي أضعها بخط أحمر على كل عرض سعر: إذا كان (دقائق إعادة العمل + دقائق الفحص + تكلفة الخردة) لكل قطعة × 500 ≥ 25% من سعر الأداة المخصصة، فأنت تموّل الأداة بالفعل — فقط من خلال الهدر بدلًا من الفولاذ.
فمتى يتجاوز العمل الحد الفاصل؟ عندما تتجمع العمليات التي يمكنك حذفها في 500 قطعة لتتجاوز المبلغ الذي ستدفعه مقابل الأداة. الخطوة التالية هي وضع كلا العمودين جنبًا إلى جنب وترك الأرقام تحسم الجدل.
كان لديّ غلاف مكون من 500 قطعة على مكتبي في الربع الأخير. كانت الأدوات المعيارية المجزأة تعني ضربة مزدوجة وتمرير إزالة حواف سريع. تكلفة اللمسة الثانوية كانت $10 لكل قطعة، بسيطة وواضحة. أما ضربة واحدة باستخدام أداة مخصصة فتم تسعيرها بـ$5,000. السؤال لم يكن “هل 500 تمثل حجم إنتاج عالٍ؟” بل: متى يتوقف مبلغ $5,000 عن كونه مخيفًا ويصبح صفقة رخيصة؟
احذف عملية واحدة بتكلفة $10 عبر 500 قطعة وستمحُو بالضبط $5,000. عند القطعة 501، ستكون متقدمًا بـ$10. هذه هي نقطة التحول — ليست 5,000 قطعة، ولا “حجم إنتاج سيارات”. خمسمائة فقط. لكن الرياضيات لا تهتم بالمشاعر.
لنضع كلا العمودين جنبًا إلى جنب ونرى أين يبدأ النزف فعليًا.
خذ مثالًا واقعيًا. مكبح يدوي أو CNC أساسي بتكلفة تشغيل $70/ساعة. دورة مدتها خمس دقائق باستخدام قوالب مجزأة قياسية. أي ($5 دقيقة / 60) × $70 = $5.83 لكل قطعة في الماكينة والعمالة. أضف $0.20 لإزالة الحواف ووصلت إلى $6.03 لكل قطعة قبل الخردة. في 500 قطعة، هذا يعادل $3,015 في المعالجة المباشرة.
الآن أضف الأشياء التي لا يضعها أحد بخط عريض في عرض السعر: ضربة إضافية واحدة تستغرق 45 ثانية في المعالجة وإعادة التمركز. هذا يعني 0.75 دقيقة × $70/ساعة = $0.88 لكل قطعة. أي $440 إضافية على 500 قطعة. مجموعك الحقيقي هو $3,455 — ولم ن لمس بعد الخردة أو الفحص.
إصدار الأداة المخصصة: دورة الضربة الواحدة تنخفض إلى 4 دقائق. ($4 / 60) × $70 = $4.67 لكل قطعة. لا يوجد إزالة زوايا، ولا معالجة إضافية. بالنسبة إلى 500 قطعة، هذا يعني $2,335 في المعالجة بالإضافة إلى $5,000 تكلفة الأداة = $7,335 في أول تشغيل إجمالي.
يبدو المعيار أرخص للوهلة الأولى: $3,455 مقابل $7,335. ذلك لأنك لم تأخذ في الاعتبار عمليات التكرار، فرق الهدر، أو العملية الثانوية التي نحن على وشك حذفها. إذا كانت المقارنة الوحيدة لديك هي معالجة الدفعة الأولى، يفوز المعيار في حدود ألف قطعة تقريبًا على مكبح يدوي. إذا أوقفت الحساب عند هذا الحد، فأنت تستأجر عدم الكفاءة.
إذا كان (تكلفة المعيار لكل قطعة − تكلفة المخصص لكل قطعة) × الحجم ≥ تكلفة الأداة، فحينها يكون الفولاذ المخصص هو الفولاذ الأرخص.
لكن ماذا لو الشيء الوحيد الذي تحذفه هو عملية ثانوية واحدة؟
لنحددها. لنفترض أن عمليتك القياسية تتطلب تسوية لسان اللحام بعد الثني على مكبس أو جهاز صنفرة بالحزام. تستغرق 6 دقائق عند $50/ساعة أجور مختلطة. هذا يعني $5 لكل قطعة. في 500 قطعة، يزول $2,500.
أو استخدم المثال الأوضح: عملية ثانوية $10 لكل قطعة — لحام، جَرش، أو تركيب قطع معدنية. في 500 قطعة، $5,000. ذلك يعادل تكلفة أداة مخصصة $5,000 دولار بمقدار دولار مقابل دولار. نقطة التعادل لديك هي 500 قطعة بالضبط. شغّل 750 قطعة خلال السنة وستُنتج $2,500 هوامش مُستردة — عائد 50% على تلك الأداة في السنة الأولى.
سعر القطعة ينخفض من (الأساس $6.03 + العملية الثانوية $10) = $16.03 إلى حوالي $4.67 في المعالجة بمجرد دمج الضربة. هذا تقلب بمقدار $11.36 لكل قطعة، أو $5,680 عبر 500 قطعة. حتى بعد احتساب تكلفة الأداة $5,000، تكون مربحًا $680 في الدفعة الأولى.
هنا يقول البعض، “نعم، ولكن ماذا عن الهدر؟” جيد، دعنا نتحدث عن ضريبة صندوق الخردة.
إذا كانت تكلفة العملية الثانوية × الحجم ≥ سعر الأداة، فإن 500 قطعة ليست حجمًا منخفضًا — بل هي نقطة التحول.
استخدم خامة $25. الأدوات القياسية المجزأة تُنتج 4% خسائر تجميليّة أو زاويّة. أي 20 قطعة سيئة من أصل 500. 20 × $25 = $500 في المادة فقط. أضف 4 دقائق لكل إعادة تصنيع عند $70/ساعة — أي $93 إضافية. التأثير الإجمالي للهدر: حوالي $593 لكل 500، أو $1.19 لكل قطعة مشحونة.
انخفض الهدر إلى 1% مع هندسة مضبوطة. الآن تخسر 5 قطع، $125 في المادة بالإضافة إلى $23 في وقت إعادة الثني. لنسمه $148 إجماليًا. الفرق بين العمليتين: $445 لكل 500 قطعة.
ذلك $445 يمثل 8.9% من أداة $5,000. أضف إليه عملية ثانوية ملغاة بقيمة $5 لكل قطعة ($2,500) وستكون قد بررت بالفعل 59% من تكلفة الأداة قبل حتى أن نتحدث عن الإعداد.
إليك حساب العتبة بشكل واضح: فرق الهدر % × تكلفة المادة × الحجم = جزء تبرير الأداة.
إذا كان تحسين الهدر ≥ (تكلفة الأداة ÷ (تكلفة المادة × الحجم))، حينها تكون الأدوات القياسية عبئًا. مع أداة $5,000، خامات $25، و500 قطعة، نقطة التعادل لفرق الهدر هي 40%. يبدو ذلك مرتفعًا — حتى تتذكر أننا نجمع الهدر مع العمل والإعداد، ولسنا نعتمد على الهدر وحده.
نادرًا ما يُغطي الهدر بمفرده تكلفة الأداة. الهدر زائد عملية واحدة محذوفة غالبًا ما يفعل ذلك.
فماذا يحدث عندما لا تكون هذه القطعة عملًا لمرة واحدة؟
ترى معظم الورش 500 قطعة وتفكر “تشغيل قصير.” أما أنا فأرى 500 هذا الربع، و500 العام القادم، وثلاث قطع شقيقة تستخدم نفس ملف الثني. الآن تلك الأداة $5,000 لم تعد على أمر شراء واحد — بل موزعة على 1,500 قطعة على مدى عامين.
عند إنتاج 1,500 قطعة، تكون تكلفة استهلاك الأداة $3.33 لكل قطعة. إذا كنت توفر $5 لكل قطعة من خلال حذف العمل الثانوي و$0.89 في المناولة، فهذا يعني أنك تستعيد $5.89 لكل قطعة. صافي الربح: $2.56 لكل قطعة × 1,500 = $3,840 مكسب إيجابي بعد سداد تكلفة الأداة. هذا يعادل عائدًا بنسبة 76% على مدى عمر الأداة، ولم نأخذ بعد في الاعتبار تضخم الأجور.
وهنا يخطئ المتشككون في الأتمتة. مكبح CNC بقيمة $95,000 لا يحقق العائد إلا إذا كان حجم الإنتاج مرتفعًا بما يكفي لتغذيته. لكن أداة ثقب مخصصة بقيمة $5,000 توفر $5 لكل قطعة تحقق العائد عند 500 قطعة فقط، حتى على مكبح NC بقيمة $35,000. ففئة الماكينة تغير الميل، وليس الحسابات.
إذا كان تضخم الأجور % > تضخم تكلفة الأدوات %، فعندها يجب أن ينخفض الحد الأدنى للإنتاج أو ستنخفض هامشك.
خمس مئة قطعة ليست رقمًا سحريًا. إنها فقط النقطة التي يتساوى فيها التخلص من عادة بقيمة $10 مع قطعة فولاذ بقيمة $5,000. قم بتشغيل 501 قطعة، وستبدأ في تحقيق الربح. أعد التشغيل العام القادم، وستظل الأداة المحكمة تثبت ذاك الخط الهيدروليكي المتسرب.
لكن إليك السؤال الحاسم الذي سيطرحه المتشككون: متى لا تعمل هذه الحسابات؟
هنا يفشل الحساب عند 500 قطعة: عندما يكون هناك احتمال بنسبة 30% أن يتغير الجزء الذي تبرر تكلفته اليوم قبل شحن آخر وحدة. إذا أنفقت $5,000 على فولاذ مخصص وأحرق فريق الهندسة من 6 إلى 10 أسابيع بتكلفة $85 للساعة الواحدة لمدة 40 ساعة (أي $3,400) قبل أول عملية قطع، فأنت ملتزم بـ $8,400. إذا تغير طول الحافة بمقدار 0.125 بوصة في الربع القادم وأصبحت الأداة غير صالحة، فذلك خسارة 100% — وليس مكسب هامش بنسبة 12%.
الأدوات المخصصة توقف نزيف الهامش بنسبة 10%. لكنها يمكن أن تسبب نزيفًا في رأس المال بنسبة 15% إذا كنت تعتمد على التخمين بدلاً من تثبيت الأبعاد.
الأمر لا يتعلق بالخوف، بل بالتعرّض للمخاطر.
إذا كانت احتمالية تغير التصميم × (تكلفة الأداة + تكلفة الهندسة) ≥ وفورات العمليات المحذوفة، فإن الأدوات القياسية هي الرابحة — بغض النظر عن مدى جاذبية زمن الدورة.
النماذج الأولية مضللة.
إنها تُظهر لك ثنية واحدة تستغرق 4 دقائق وتخفي احتمالًا بنسبة 25% أن يقوم العميل بتوسيع الحافة أو إضافة حافة بعد الاختبارات الميدانية. حينها أداة الثقب المرحلية بقيمة $5,000 لن تناسب الشكل، ومسار إعادة العمل سيكون 6–10 أسابيع أخرى بالإضافة إلى $3,000–$4,000 إضافية من وقت التصميم. في عمل مكون من 500 قطعة مع توفير متوقع قدره $11.36 لكل قطعة (أي $5,680 إجمالًا)، فإن إعادة ضبط الشكل تمحو 148% من مكسبك المتوقع.
تبدو الأدوات القياسية المجزأة أبطأ بتكلفة $6.03 لكل قطعة بالإضافة إلى $10 للعمل الثانوي. لكن عندما يتغير التصميم، يمكنك تحريك المقاطع، وضبط مقياس الإرجاع، والاستمرار في الشحن. لا فولاذ غارق. لا ذعر في الجدول الزمني. أنت تدفع في وقت الدورة، وليس في رأس المال.
إذا تجاوز تقلب الأبعاد 20% قبل شحن 500 وحدة، فالأدوات المخصصة ليست إستراتيجية — بل مضاربة.
التدفق النقدي يكره الأسابيع الميتة.
الأدوات المخصصة لا تكلف فقط $5,000 — بل تكلف وقتًا أيضًا. ستة إلى عشرة أسابيع يبقى فيها مشروعك معلقًا بينما يمكن أن تبدأ الأدوات القياسية في اليوم التالي. إذا أدى هذا التأخير إلى إيقاف تجميعات بقيمة $150,000 وكنت تتحمل 1.5% من التكاليف الشهرية العامة على هذا العمل تحت التنفيذ، فهذه تكلفة حمل قدرها $2,250 شهريًا. شهران من الانتظار على الفولاذ أحرقت $4,500 — أي ما يقارب سعر الأداة كاملًا.
وماذا يحدث إذا أراد العميل النماذج الأولية خلال ثلاثة أسابيع؟ إما أن تسرّع تصنيع الأدوات بعلاوة قدرها 20% (أي $1,000 إضافية على أداة بقيمة $5,000) أو أنك تعود إلى الأدوات القياسية على أي حال وتتحمل عدم كفاءة الإعداد التي كنت تحاول تجنبها.
توفر الأدوات المخصصة $5 لكل قطعة على مدى 500 قطعة. ولكن إذا كانت عقوبة الجدول الزمني هي $4,500 قبل أن تبدأ الدورة حتى، فإن نقطة التعادل تتضاعف إلى 900–1,000 قطعة.
إذا كانت تكلفة تأخير وقت التنفيذ ≥ وفورات التشغيل الأول، فإن السرعة تتفوق على الأناقة.
الأدوات القياسية تنكسر أيضًا. الفرق هو عمق المخزون.
اكسر قالب V قياسي مقاس 1 بوصة وستسحب آخر من الرف. ربما تخسر ساعتين بمعدل $70/ساعة — أي $140. أما إذا تصدعت لك ضربة تقسيم مخصصة بفترة استبدال 4 أسابيع، فإن تشغيلك المكوّن من 500 قطعة سيتوقف. إذا كان مكبحك يحقق هامش مساهمة $120/ساعة وظل خاملاً لمدة 40 ساعة خلال أسبوع، فهذا يعني تكلفة فرصة مقدارها $4,800 — قبل تكاليف الشحن العاجل ورسوم إعادة التصنيع.
الآن أصبحت أداتك البالغة $5,000 تحمل قسط تأمين غير معلن.
يمكنك التحوط بطلب نسخة احتياطية. تهانينا — لقد تضاعفت تكلفة أدواتك إلى $10,000، وذهبت حساباتك لـ500 قطعة أدراج الرياح.
إذا كان خطر فشل الأداة الواحدة × تكلفة التوقف > وفورات العملية الثانوية المكررة، فإن الأدوات القياسية هي الخيار الأكثر أمانًا للربح.
هذا مؤلم.
لقد رأيت ورشًا تنفق $7,000 على أداة تشكيل معقدة لـ“إصلاح” معدل خردة 6% كان سببه إعداد تتويج سيئ وتفاوت في سماكة المواد. كانت الخردة تكلفهم $593 لكل 500 قطعة. لقد أنفقوا 1,180% من حجم المشكلة في محاولة لمعالجتها هندسيًا بدلًا من التدريب.
الأدوات المخصصة تُحكم خط الهيدروليك. ولكن إذا لم يتمكن مشغلوك من الحفاظ على الزاوية ضمن ±0.5° في العمل القياسي، فسيظهر هذا الاضطراب في مكان آخر — زوايا متشققة، ضربات زائدة، أو تآكل مبكر للأداة. لا يمكنك إصلاح فجوة تدريب قيمتها $1,000 باستخدام فولاذ قيمته $5,000 وتسمي ذلك ذكاءً.
الأدوات القياسية تفرض الانضباط. إنها تكشف عن انحراف العملية عند $1.19 لكل قطعة في الخردة بدلاً من دفن ذلك داخل رأس المال المستهلك.
إذا كانت تكلفة عدم استقرار العملية < علاوة الأداة المخصصة، فحينها أصلح العملية — وليس الأداة.
الأدوات المخصصة عند 500 قطعة هي حساب رياضي، وليست سحرًا. تعمل عندما يكون الشكل الهندسي مستقرًا، والجداول الزمنية يمكن التنبؤ بها، والموردون موثوقين، والمشغلون لديك قادرون بالفعل على إنتاج قطع نظيفة. إذا فات أحد هذه العناصر، فإن “المفتاح على الخط المتسرب” يصبح تخمينًا مكلفًا جدًا.
إذن السؤال الحقيقي ليس “هل يمكن لـ500 قطعة تبرير الأداة المخصصة؟”
بل هذا: هل يمكن لعملك تحمل خطأ بقيمة $8,000 إذا تغيرت الافتراضات؟
هل تريد نقطة تحفيز موضوعية عند 500 قطعة؟ توقف عن الجدال حول القطع. ابدأ بالجدال حول الأموال التي تتسرب بالفعل.
في أحد صناديق التغطية المكوّنة من 500 قطعة، وفرنا 27 ثانية لكل قطعة باستخدام أداة متدرجة. يبدو ذلك كتبرير هندسي متفاخر. لكن 27 ثانية × 500 قطعة = 13,500 ثانية، أو 3.75 ساعة مكبح. عند معدل فعلي في الورشة قدره $85/ساعة مثقلة، أي $318.75 على المكبح. لا أحد يوقّع على أمر شراء بقيمة $7,500 لتوفير $318.75. هذا يمثل 4.2% من تكلفة الأداة. تلك مجرد ضوضاء.
لكن الرياضيات لا تهتم بالمشاعر.
نفس “27 ثانية” ألغت 500 عملية نقل يدوي، و500 إعادة تثبيت، و500 فرصة لخسارة $42 في الخردة على الفولاذ المقاوم للصدأ قياس 14. انخفضت الخردة من 4% إلى 1%. في 500 قطعة بقيمة مادة $42، فهذا يعني 15 قطعة تم إنقاذها، أو $630. الآن نحن عند $948.75. ما زال ليس $7,500. إذًا لماذا ينجح هذا أحيانًا؟
لأن زمن الدورة هو مجرد التسريب المرئي. المال الحقيقي يكمن في المراحل التالية.
إذا كانت الثواني التي حذفتها تؤثر فقط على وقت الماكينة، فإن الأدوات المخصصة تُعد رفاهية. أما إذا كانت تلك الثواني تقلل الهدر، والمناولة، والفحص، فأنت بذلك تشتري هامش الربح من جديد.
الإدارة ترى أداة بقيمة $7,500. لكنها لا ترى تسرباً هيدروليكياً بقيمة 2% في كل دورة.
الأدوات القياسية تبدو “مدفوعة الثمن”. ولكن إن كانت تجبرك على لحام ثانوي بقيمة $10 على 500 قطعة، فذلك يعني $5,000 سنوياً في وظيفة واحدة. أضف $144 من تكاليف التنظيف كما رأينا سابقاً، بالإضافة إلى فرق هدر بقيمة $630، والنتيجة أنك تواجه $5,774 من عدم الكفاءة السنوية. أي ما يعادل 77% من سعر الأداة المخصصة في السنة الأولى.
الخطأ يكمن في اعتبار الأدوات أصولاً رأسمالية وعدم الكفاءة ضوضاء تشغيلية. فالأولى تُوافق مرة واحدة، بينما الثانية تتجدد مع كل وظيفة.
إذن اسأل بصراحة: خلال 12 شهراً، هل نشتري $7,500 من الفولاذ، أم ندفع $5,774 سنوياً كضريبة هدر في سلة الخردة؟ إذا تكرر العمل مرتين، فذلك يعني $11,548 مفقودة. الآن تصبح الأداة “المكلفة” أرخص بنسبة 35% من الاستمرار بالمرونة.
إذا كانت تكلفة عدم الكفاءة السنوية × عدد السنوات المتوقعة ≥ تكلفة الأداة + تكلفة الهندسة، فالأداة المخصصة هي الرابحة — حتى مع 500 قطعة فقط.
يحب المديرون التنفيذيون نسب وقت التشغيل. “استغلال المكابح ارتفع من 68% إلى 74%.” يبدو ذلك فوزاً بقيمة ربما $2,000 في المساهمة. إنه أمر تجريدي.
أخبرهم أنك ألغيت 500 نقطة لحام بتكلفة $6 لكل منها محملة بالكامل — أي $3,000. أضف 6 ساعات من طحن اللحامات بسعر $38 لكل ساعة — $228. أضف 3 ساعات من إعادة الفحص في مراقبة الجودة بسعر $45 لكل ساعة — $135. المجموع $3,363 أُزيلت من التعرض لقائمة الرواتب في تشغيل يضم 500 قطعة.
الآن قارن ذلك بوقت المكبح: 3.75 ساعات تم توفيرها بسعر $85 للساعة تعادل $318.75. وقت الماكينة يمثل 9% من القصة المالية. الباقي هو عمل يدوي لم تعد تحتاج إلى جدولته.
هنا تفقد الورش مصداقيتها: فهي تطرح فكرة “الانحناء الأسرع” بدلاً من “تقليص عدد عمال اللحام”. الإدارة تُقلِّص تكاليف العمالة قبل أن تحتفل بسرعة الماكينة.
إذا كانت قيمة العمالة المحذوفة في المراحل اللاحقة > التوفير الناتج عن ساعات تشغيل المكبح فقط، فابدأ بعرض تقليص العمالة — لا وقت التشغيل.
لا تدخل الاجتماع طالباً $7,500.
ادخل وأنت تُظهر أن مهمة من 500 قطعة تتحمل حالياً تكلفة خفية قدرها $11.36 لكل قطعة بسبب الهدر، واللحام، والمناولة، والفحص. أي $5,680 لكل تشغيل. إذا كانت الأداة تلغي $8 من تلك التكلفة لكل قطعة، فإنك تستعيد $4,000 في أول 500 قطعة و$1,680 في التشغيل الثاني. بعد ذلك، كل تشغيل يعني استرداد هامش بنسبة 100%.
الآن يتحول النقاش من “هل يمكننا تحمّل ذلك؟” إلى “لماذا نختار الاستمرار في النزيف بنسبة 8% على هذا المنتج؟”
وهنا النقطة غير الواضحة: حد الـ 500 قطعة ليس متعلقاً بالحجم، بل بتركيز الهدر. الجزء غير المتقن مع 12% من تكاليف العمليات الثانوية المضمّنة يبرر أداة مخصصة أسرع من جزء نظيف من 2,000 قطعة مع تحكم دقيق في العملية. الحجم واضح، أما كثافة الهدر فهي الحاسمة.
لذا الإطار بسيط، وينتقل بسهولة إلى قاعة الاجتماعات:
إذا كان (تكلفة القطعة المحذوفة × الحجم السنوي × عامل الاستقرار) ≥ إجمالي التعرض للأدوات، فقم بالموافقة على الأداة. إذا لم يكن كذلك، فأنت مضارب.
أنت لا تروج للسرعة، بل تشد خطاً يتسرب ويهدر من 6% إلى 12% من الهامش في كل دورة.
إذا كان تضخم الأجور % > تضخم تكلفة الأدوات %، فعندها يجب أن ينخفض الحد الأدنى للإنتاج أو ستنخفض هامشك.


















