

Last Tuesday I watched a 600-piece bracket run “go smooth.” Eight bends on a standard V-die. Then two operators spent 3.5 hours knocking down flare and flattening distortion at $32/hour each. That’s $224 in labor after the press brake stopped cycling.
Nobody wrote “secondary ops” on the traveler. It just lived there, quiet, like a 3% margin leak no one bothers to tighten.
At 600 parts, that’s $0.37 per piece in pure cleanup. If the job only carried $1.10 in gross margin, you just burned 34% of it with a file and a mallet. And you’re still calling custom tooling a “luxury” reserved for 10,000 pieces?
I’ve seen shops turn down a $4,800 custom punch because the run was “only” 800 parts. Same shop happily spends $0.40 per part on rework, inspection delays, and slowdowns—$320 this batch, $320 next batch, $320 every reorder—like it’s invisible money.
You don’t feel $0.40. You feel $4,800.
But math doesn’t care about feelings. If a custom tool eliminates $0.40 per part in secondary labor and defect handling, break-even is 12,000 pieces at that rate. Now raise labor from the old $18/hour to today’s $32/hour, and that $0.40 quietly becomes $0.70. Break-even drops under 7,000. Add even a 2% defect reduction on a $12 part—$0.24 saved—and you’re under 5,000 pieces.
And that’s before we talk about setups.
If hidden cost per part × volume ≥ tool cost, then custom isn’t luxury—it’s arithmetic.
So why are we still paying the scrap bin tax?

Look at a part that needs hemming, flattening, and cosmetic touch-up after a standard air bend. Each touch is 20 seconds. Three touches is one minute. At $32/hour, that’s $0.53 per part in labor.
Run 500 pieces. You just spent $265 pretending you were “flexible.”
A properly designed custom die that forms and hems in one stroke might add 15% more setup time—call it 30 extra minutes at $32/hour, so $16. But if it kills that $0.53 per part, you recover $265 on the first 500. Net gain: $249. That’s a 15% margin bump on a $1,600 job.
Yes, custom can introduce risk—springback surprises, tonnage limits. But standard tooling doesn’t eliminate those. It just shifts correction into human hands at $32/hour. If your secondary labor per part × 500 exceeds added setup + tool amortization, then you are renting flexibility at a loss.
So where did this 10,000-piece superstition come from?
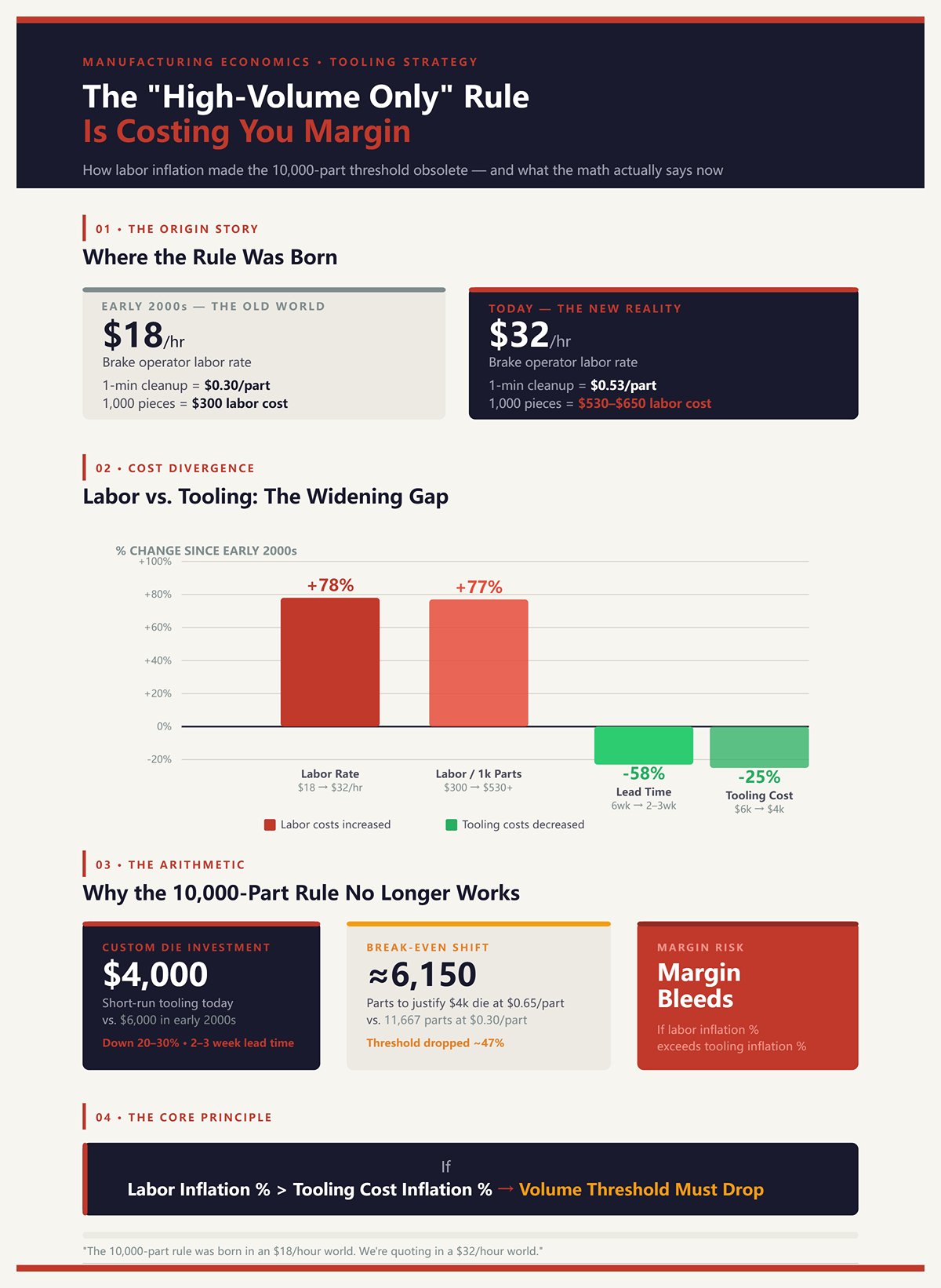
In the early 2000s, I was paying $18/hour for brake operators. A one-minute cleanup cost $0.30 per part. On 1,000 pieces, that’s $300. Hard to justify a $3,500 custom die against that.
Fast forward. Same minute costs $0.53. Same 1,000 pieces cost $530. Add payroll burden and you’re flirting with $650. The labor line doubled; the mental rulebook didn’t.
Meanwhile, CAD and wire EDM made short-run tooling cheaper and faster to build. What used to take 6 weeks and $6,000 might now be 2–3 weeks and $4,000, depending on complexity. The cost curve moved down 20–30%. Labor moved up 70–80%.
The 10,000-part rule was born in an $18/hour world. We’re quoting in a $32/hour world. If labor inflation % > tooling cost inflation %, then your volume threshold must drop or your margin bleeds.
So why does the old number still feel “safe”?

Because the pain is spread out.
A $5,000 tool hits the PO once. It’s loud. It shows up in capital review. Secondary labor at $0.50 per part hides inside production. It looks like “normal hours.” No red flag. Just 2–3% less margin every run, like a hydraulic line losing 2% pressure each cycle.
And custom tooling demands commitment. You have to lock drawings. Confirm tonnage. Accept that if the part changes 10%, the die might need modification. That feels risky on a 500-piece order. But so is bleeding $300–$400 every time the job repeats because no one wanted to own the decision.
Comfort doesn’t show up on the income statement. Labor does.
If repeat volume × hidden labor per part exceeds tool cost within two cycles, then “we’ve always done it” is not a strategy—it’s a subsidy to inefficiency.
Now the real question isn’t whether custom tools are a luxury. It’s where, exactly, that hidden tax is sitting in your current workflow.
Last month we ran a 500-piece stainless enclosure side. Looked harmless on paper: four bends, one hem, 14-gauge 304. Standard V-die, air bend, flip, hem in a second pass. Brake time? 2.8 hours total.
What the routing didn’t show: 1.5 hours at the deburr station knocking down micro-cracks along the hem, 45 minutes in inspection chasing angle drift, and 30 minutes of spot-weld touch-up because the hem didn’t sit flat. At $32/hour, that’s $144 in cleanup and correction on top of forming. On a job carrying $900 in gross margin, that’s 16% gone — not in scrap, not in overtime — just in “normal flow.”
You won’t see it on the quote. It’s buried in labor buckets labeled “support.”
But math doesn’t care about feelings.
At $0.29 per part in secondary handling ($144 ÷ 500), your 500-piece run just prepaid 3%–5% of a modest $4,000 custom form tool. Run it twice a year and you’ve bled $288 annually for the privilege of staying “flexible.” That’s the scrap bin tax — small enough to ignore, steady enough to hurt.
If hidden labor per part × annual volume ≥ 20% of tool cost, then you are financing inefficiency on installments.
So where is it hiding in your shop?
Picture a channel with offsets. Standard tooling means first hit to form the legs, retool, second hit to create the offset. Two setups, two gauging events, two chances to miss by 0.5°.
On a 500-piece batch, that’s not just 500 extra hits. It’s 500 unloads, 500 walks to a pallet, 500 re-gauges. Even if each handling cycle is 25 seconds, that’s 3.5 labor hours — $112 at $32/hour — before you count the second setup at 20 minutes, another $11. You’re $123 deep just because the geometry didn’t fit your die set.
And here’s the quiet killer: every regauge introduces variation. Let’s say your scrap ticks up 2% from handling error on a $18 part. Ten scrapped pieces is $180 in material and overhead. Now your “second hit” cost is $303 on 500 pieces — $0.61 per part — without anyone writing a check labeled “mistake.”
That’s how a second bend becomes a second machine, a second queue, and a second invoice you never itemize.
If (extra handling labor + scrap from rehandling) per part × 500 ≥ tool amortization per run, then the single-stroke custom option wins — even at low volume.
So why are we fighting the material instead of shaping it once and moving on?
Run 980 MPa high-strength steel in a generic V-die and watch what happens. You program 88° to get 90°. First five parts land at 89.5°. Operator bumps to 87.5°. Now you’re at 90.8°. Back it off. Chase it again.
Ten test parts at $12 each is $120 in material before you stabilize. Add 40 minutes of operator time dialing in — $21. That’s $141 burned before part #11 ships. On a 500-piece order, that’s $0.28 per part in tuning cost alone.
Standard tooling treats springback like weather — something to adjust around. Custom tooling changes the geometry: tighter punch radius, controlled bottoming, maybe a relieved shoulder to lock the bend. You trade 15% more upfront tool design cost for 50% less angle drift and near-zero test scrap.
Yes, you could redesign the part — bump the radius, switch to 5052 instead of 6061, soften the spec. Sometimes that’s smart. But when the print is locked and the alloy is dictated by load case, you’re left paying $0.25–$0.40 per part in adjustment labor because the die doesn’t match the physics.
If springback tuning time + test scrap per run exceeds 5% of tool cost within two orders, then geometry correction beats program tweaking.
Which brings up the next leak — the one inspection keeps arguing about.
Every time you flip a part, you reset zero.
Take a four-bend box formed in two separate setups. Each setup carries ±0.5° angular variation. Stack that across four bends and you can see ±1.5 mm at the far flange. Inspection flags 8% of parts as “borderline.” Operators start hand-bumping with a mallet.
On a 500-piece run, 40 parts get manual correction at 90 seconds each. That’s one hour of labor — $32. Not catastrophic. But add the inspector’s 45 minutes sorting — $24 — and you’re at $56, or $0.11 per part, just to massage tolerance back into place.
Now add the opportunity cost: that brake sat idle 30 minutes waiting for inspection disposition. At a burdened machine rate of, say, $85/hour, that’s another $42 of capacity you can’t bill.
So your tolerance “management” just cost $98 — 11% of a $900 margin — because variation was introduced upstream and solved downstream by people, not steel.
Custom stage tooling that forms all four bends in one gauged position removes two flips and two tolerance resets. Less stack-up. Less arguing. Less $0.11 leaks that feel too small to chase.
If downstream correction labor + inspection time per run ≥ 10% of forming time, then the process is compensating for tooling, not producing parts.
And that leads to the cost everyone shrugs at.
I hear it all the time: “Standard setups are only 20–30 minutes.”
Fine. Let’s call it 25 minutes at $32/hour — $13. Add 10 minutes of tool hunting and staging — another $5. You’re $18 in before first article.
Do that three times because the job needs three tool configurations and you’re at $54 per batch. On 500 pieces, that’s $0.11 per part. Sounds harmless.
Until the job repeats four times a year. Now you’ve spent $216 annually just on repeated setup friction — 24% of that same $900 margin — and nobody has improved the process one inch.
Custom consolidated tooling might add 40 minutes to the first setup — $21 extra — but eliminate two future setups per batch. Across four runs, you save 200 minutes of brake time — $107 — and free capacity to run another job worth $1,200 in revenue.
Setup time isn’t a nuisance. It’s interest. It compounds quietly at 10%–25% of margin over a year if you let it repeat untouched.
If (setup minutes saved per run × runs per year × labor rate) ≥ incremental tool cost over two years, then standard tooling is charging you rent.
And rent is what you pay when you don’t own the fix.
On a 500-piece stainless enclosure we ran last quarter, the print called for a return flange and a hem on the same edge. With standard segments, that meant pre-bend, flip, close the hem, then a separate flattening pass. Three hits. Two setups. One weld fixture downstream because the hem never closed perfectly straight. We spent $2,400 on a custom staged punch that formed the return and hem in one controlled stroke. Same brake. Same operator. One hit.
The difference wasn’t theoretical. Cycle time dropped from 55 seconds to 28 seconds — 27 seconds saved × 500 parts is 3.75 labor hours, $120 at $32/hour. We eliminated a 30-minute secondary setup — $16. We killed the weld touch-up that averaged 45 seconds per part — another 6.25 hours, $200. That’s $336 in direct labor on the first 500 pieces, plus we deleted a fixture that tied up 20 square feet of floor and $1,100 in build cost. By the second run, the tool had already paid back 28% of its price, and the weld cell stopped bleeding 12% margin on rework.
That’s how you decide. You don’t ask “Is this high volume?” You ask, “How many cost centers disappear if I shape it once instead of fighting it three times?” If deleted operations per part × labor rate × 500 ≥ tool amortization, then custom stops being a luxury and starts being a wrench on a leaking line.
I’ve watched operators run “ Eight bends on a standard V-die” because that’s what was in the rack. Bend, slide, re-gauge, bend again. Each reposition is 6–8 seconds if the guy’s sharp. Call it 7 seconds × 7 extra moves = 49 seconds of pure handling. At $32/hour, that’s $0.44 per part just in shuffle time. On 500 pieces, you’ve burned $220 before you count angle checks or scrap.
A one-hit stage tool takes those eight features and references them off one gauged position. One stroke at 18 seconds. You just cut 49 seconds of handling and 20 seconds of extra cycling — roughly 69 seconds total. That’s 9.6 labor hours saved per 500, or $307. And here’s the part most people miss: you also eliminate seven chances to mis-gauge. If your scrap drops from 3% to 1% on a $18 part, that’s 10 fewer parts in the scrap bin — $180 recovered.
You didn’t just save time. You deleted variability. If (extra hits − 1) × handling seconds × labor rate × 500 + scrap delta ≥ custom tool cost, then the one-hit tool is the cheaper steel.
But does every custom tool solve the same problem?
We ran 980 MPa high-strength brackets that cracked on a 0.125″ punch radius. Standard catalog tool. Cheap. After 12 pieces, hairline fractures at the bend line — 4% scrap on a $22 blank. That’s $44 gone in the first 50 parts and climbing toward $440 on 500 if you let it ride.
The fix wasn’t “more skill.” It was geometry. We ordered a 0.250″ radius punch with a relieved shoulder to control bottoming. Tool cost: $1,800. Scrap dropped from 4% to under 1%. On 500 pieces, that’s 15 parts saved — $330 in material — plus we stopped spending 30 minutes per run dialing springback, another $16. The payback wasn’t magic; it was physics.
That’s geometry-driven custom: you change the shape to match the print.
Then there’s material-driven custom. Polished 304 stainless panels were coming off the brake with gall marks from 32 Rc cold-planed dies. Cosmetic reject rate hit 6% on a $28 panel — $168 per 100 parts, $840 on 500. We switched to hardened, non-marking inserts at 50+ Rc. Tooling cost $2,200. Rejects dropped to 1%. You recover $700 in scrap on the first 500 and stop eating 2 hours of buffing labor — $64 — every batch.
Different problems. Same math. If material behavior or surface requirement is costing >3% scrap or >30 minutes tuning per run, then the tool geometry must change or the margin bleeds.
But even when the bend is right, what’s your brake doing while you’re swapping steel?
| Category | Geometry-Driven Custom | Material-Driven Custom |
|---|---|---|
| Core Idea | Change tool shape to match the print | Change tooling material to match material behavior or surface requirement |
| Problem Example | 980 MPa high-strength brackets cracking on 0.125″ punch radius | Polished 304 stainless panels with gall marks from 32 Rc dies |
| Initial Tooling | Standard catalog tool (cheap) | 32 Rc cold-planed dies |
| Failure Result | 4% scrap after 12 pieces; hairline fractures at bend line | 6% cosmetic reject rate |
| Cost Impact (500 pcs) | ~$440 projected scrap loss | $840 scrap loss |
| Solution | 0.250″ radius punch with relieved shoulder to control bottoming | Hardened, non-marking inserts at 50+ Rc |
| Tooling Cost | $1,800 | $2,200 |
| Scrap After Fix | Reduced from 4% to under 1% | Reduced from 6% to 1% |
| Material Savings (500 pcs) | 15 parts saved = $330 | $700 recovered in scrap |
| Labor Savings | 30 minutes springback tuning saved per run (~$16) | 2 hours buffing labor saved per batch (~$64) |
| Payback Logic | Physics-driven geometry correction | Material compatibility and surface protection |
| Decision Rule | If scrap >3% or tuning >30 min/run, change geometry | If scrap >3% or tuning >30 min/run, change tooling material |
I timed a job last month. Three tool changes. Each change: 12 minutes to pull segments, clean the bed, stage new ones, bump for alignment. That’s 36 minutes of non-cutting time. At an $85/hour burdened machine rate, that’s $51 per batch. On four repeats a year, $204 gone — 22% of a $900 margin — just in wrench time.
Custom consolidated tooling turned those three configurations into one 20-minute setup. You add 8 minutes up front, sure — $11. But you erase 24 minutes per run. Over four runs, that’s 96 minutes back — $136 of machine capacity you can sell. That’s a half-day over a year reclaimed from the scrap bin tax of “flexibility.”
Yes, custom tools are more complex. Yes, if your programmer can’t handle staged bends, you’ll pay in debug time. I’ve seen 45 minutes lost to bad sequencing — $24 labor — because the offline program didn’t account for clearances. But once locked, the setup becomes repeatable. Standard segmented tools, once cut and mixed, lose alignment accuracy and start chasing 0.030″ over 4 feet. Precision tools hold 0.0004″ per foot. That’s not brochure talk; that’s the difference between shimming and shipping.
If (setup minutes eliminated per year × machine rate) − added programming time ≥ annualized tool cost, then segmented “flexibility” is just rented inefficiency.
And what happens after the first 20 parts, when inspection starts hovering?
On a 4-foot panel, cold-planed segmented tooling was drifting about 0.0015″ per foot once we mixed lengths. That’s roughly 0.006″ across the span. Doesn’t sound like much until assembly needs ±0.010″ total. We were burning 1 hour per 500-piece run in inspection sorting — $32 — and another hour in tweak-and-rebend — $32 more. $64 per batch because the tool stack couldn’t hold line.
We switched to a full-length precision ground tool set. Repeatability tightened to roughly 0.0004″ per foot. Sorting time dropped to 15 minutes — $8. Re-bend almost disappeared. Call it $50 saved per 500. Not headline money. But add that to the $300 from one-hit forming and $136 from setup reduction, and you’re north of $486 on the same batch.
Consistency also cuts operator dependence. When the process holds, your A-player and your B-player both make good parts. If angle drift forces manual correction on 8% of parts at 60 seconds each, that’s 6.7 labor hours per 500 — $214. Lock the geometry in steel, drop correction to 2%, and you recover $160. But math doesn’t care about feelings — it cares about minutes × rate × pieces.
Here’s the shop rule I redline on every quote: If (rework minutes + inspection minutes + scrap cost) per part × 500 ≥ 25% of custom tool price, then you’re already financing the tool — just through waste instead of steel.
So when does a job cross the line? When the operations you can delete at 500 pieces add up to more than the check you’d write for the tool. The next step is putting both columns side by side and letting the numbers argue it out.
I had a 500-piece enclosure on my desk last quarter. Standard segmented tooling meant two hits and a quick deburr pass. Secondary touch-up cost us $10 per part, clean and simple. A one-hit custom punch was quoted at $5,000. The question wasn’t “Is 500 high volume?” The question was: when does $5,000 stop being scary and start being cheap?
Delete one $10 operation across 500 parts and you erase exactly $5,000. At 501 parts, you’re $10 ahead. That’s the tipping point — not 5,000 pieces, not “automotive volume.” Five hundred. But math doesn’t care about feelings.
So let’s put both columns side by side and see where the bleed actually starts.
Take a realistic hypothetical. Manual or basic CNC brake, burdened at $70/hour. Five-minute cycle using standard segmented dies. That’s ($5 min / 60) × $70 = $5.83 per part in machine and labor. Add $0.20 deburr and you’re at $6.03 per part before scrap. On 500 pieces, that’s $3,015 in direct processing.
Now add the stuff nobody puts in bold on the quote: one extra hit at 45 seconds handling and repositioning. That’s 0.75 minutes × $70/hour = $0.88 per part. Another $440 on 500 pieces. Your real total is $3,455 — and we haven’t touched scrap or inspection.
Custom tool version: one-hit cycle drops to 4 minutes. ($4 / 60) × $70 = $4.67 per part. No deburr. No extra handling. On 500 pieces, that’s $2,335 in processing plus $5,000 tool cost = $7,335 total first run.
Standard looks cheaper at first glance: $3,455 vs. $7,335. That’s because you haven’t accounted for repeat runs, scrap delta, or the secondary op we’re about to erase. If your only comparison is first-batch processing, standard wins under roughly 1,000 pieces on a manual brake. If you stop the math there, you’re renting inefficiency.
If (standard per-part cost − custom per-part cost) × volume ≥ tool cost, then custom steel is cheaper steel.
But what if the only thing you delete is one secondary operation?
Let’s isolate it. Say your standard process requires a post-bend weld tab flattening on a press or belt sander. It’s 6 minutes at $50/hour blended labor. That’s $5 per part. On 500 pieces, $2,500 gone.
Or use the cleaner example: $10 per part secondary op — welding, grinding, hardware install. On 500 parts, $5,000. That matches a $5,000 custom tool dollar for dollar. Your break-even is exactly 500 pieces. Run 750 parts over the year and you’ve generated $2,500 in recovered margin — 50% return on that tool in year one.
The part price drops from (base $6.03 + $10 secondary) = $16.03 to roughly $4.67 processing once you collapse the hit. That’s a $11.36 swing per part, or $5,680 across 500 pieces. Even after eating the $5,000 tool, you’re $680 positive on the first batch.
This is where guys say, “Yeah, but what about scrap?” Good. Let’s talk about the scrap bin tax.
If secondary op cost × volume ≥ tool price, then 500 pieces is not low volume — it’s the tipping point.
Use a $25 blank. Standard segmented tooling produces 4% cosmetic or angle scrap. That’s 20 bad parts in 500. 20 × $25 = $500 in material alone. Add 4 minutes per remake at $70/hour — another $93. Total scrap impact: about $593 per 500, or $1.19 per shipped part.
Drop scrap to 1% with controlled geometry. Now you lose 5 parts, $125 in material plus $23 in re-bend time. Call it $148 total. Delta between processes: $445 per 500 pieces.
That $445 is 8.9% of a $5,000 tool. Add it to a deleted $5 per part secondary op ($2,500) and you’ve already justified 59% of the tool cost before we even talk about setup.
Here’s the clean threshold math: Scrap delta % × material cost × volume = tool justification slice.
If scrap improvement ≥ (tool cost ÷ (material cost × volume)), then standard tooling is a liability. With a $5,000 tool, $25 blanks, and 500 pieces, the break-even scrap delta is 40%. That sounds high — until you remember we’re stacking scrap with labor and setup, not relying on scrap alone.
Scrap by itself rarely pays for the tool. Scrap plus one deleted operation often does.
So what happens when this part isn’t a one-and-done job?
Most shops see 500 pieces and think “short run.” I see 500 this quarter, 500 next year, and three sister parts using the same bend profile. Now that $5,000 tool isn’t sitting on one PO — it’s spread across 1,500 pieces over two years.
At 1,500 pieces, your tool amortization is $3.33 per part. If you’re saving $5 per part in deleted secondary labor and $0.89 in handling, that’s $5.89 recovered per part. Net gain: $2.56 per part × 1,500 = $3,840 positive after paying for the tool. That’s a 76% return over the tool life, and we haven’t factored labor inflation.
And here’s where automation skeptics miss it. A $95,000 CNC brake only pays if volume is high enough to feed it. But a $5,000 custom punch that deletes $5 per part pays at 500 pieces, even on a $35,000 NC brake. The machine class shifts the slope, not the math.
If labor inflation % > tooling cost inflation %, then your volume threshold must drop or your margin bleeds.
Five hundred pieces isn’t magic. It’s just the point where one deleted $10 habit equals one $5,000 piece of steel. Run 501, and you’re making money. Run it again next year, and the wrench stays tight on that leaking hydraulic line.
But here’s the guardrail question the skeptics are about to ask: when does this math not work?
Here’s where the math at 500 pieces breaks: when the part you’re justifying today has a 30% chance of changing before you ship the last unit. If you drop $5,000 on custom steel and engineering burns 6–10 weeks at, say, $85/hour for 40 hours ($3,400) before first chip, you’re $8,400 committed. If the flange length moves 0.125″ next quarter and the tool becomes a paperweight, that’s a 100% write-off — not a 12% margin gain.
Custom tooling stops a 10% margin bleed. But it can also create a 15% capital hemorrhage if you’re guessing instead of locking geometry.
This isn’t about fear. It’s about exposure.
If design change probability × (tool cost + engineering cost) ≥ deleted-operation savings, then standard tooling wins — no matter how pretty the cycle time looks.
Prototypes lie.
They show you a 4-minute one-hit bend and hide the 25% chance the customer widens the hem or adds a bead after field testing. Now your $5,000 staged punch doesn’t fit, and your rework path is another 6–10 weeks plus another $3,000–$4,000 in design time. On a 500-piece job with $11.36 per-part projected savings ($5,680 total), one geometry reset wipes out 148% of your expected gain.
Standard segmented tooling looks slower at $6.03 per part plus a $10 secondary. But when the print shifts, you slide segments, tweak backgauge, and keep shipping. No sunk steel. No calendar panic. You pay in cycle time, not capital.
If geometry volatility > 20% before 500 units ship, then custom tooling isn’t strategy — it’s speculation.
Cash flow hates dead weeks.
Custom tooling doesn’t just cost $5,000 — it costs time. Six to ten weeks where your job sits in limbo while standard tooling could have started tomorrow. If that delay pushes $150,000 of downstream assemblies and you’re carrying 1.5% monthly overhead on that WIP, that’s $2,250 per month in carrying cost. Two months waiting on steel just burned $4,500 — almost the entire tool price.
And what happens if the customer wants first articles in three weeks? You either expedite tooling at a 20% premium ($1,000 extra on a $5,000 tool) or you revert to standard anyway and eat the setup inefficiency you were trying to avoid.
Custom tooling saves $5 per part over 500 pieces. But if the schedule penalty is $4,500 before you even hit cycle start, your break-even just doubled to 900–1,000 pieces.
If lead time delay cost ≥ first-run savings, then speed beats elegance.
Standard tooling breaks too. The difference is inventory depth.
Snap a standard 1″ V-die and you pull another from the rack. Maybe you lose 2 hours at $70/hour — $140. Crack a custom sectional punch with a 4-week replacement window and your 500-piece run stalls. If your brake generates $120/hour contribution margin and sits idle for 40 hours over a week, that’s $4,800 in opportunity cost — before rush freight and remake fees.
Now your $5,000 tool carries an unspoken insurance premium.
You can hedge by ordering a duplicate. Congratulations — your tooling cost just doubled to $10,000, and your 500-piece math evaporates.
If single-point tool failure risk × downtime cost > duplicated secondary-op savings, then standard tooling is the safer profit play.
This one stings.
I’ve seen shops throw $7,000 at a complex form tool to “fix” a 6% scrap rate that was really bad crowning setup and inconsistent material thickness. Scrap was costing $593 per 500 pieces. They spent 1,180% of the problem trying to engineer around training.
Custom tooling tightens the hydraulic line. But if your operators can’t hold angle within ±0.5° on standard work, that instability will show up somewhere else — cracked corners, over-tonnage hits, premature tool wear. You don’t fix a $1,000 training gap with $5,000 steel and call it smart.
Standard tooling forces discipline. It exposes process drift at $1.19 per part in scrap instead of burying it inside amortized capital.
If process instability cost < custom tool premium, then fix the process — not the tooling.
Custom tooling at 500 pieces is math, not magic. It works when geometry is stable, schedules are predictable, suppliers are reliable, and your operators can already run clean parts. Miss one of those, and the “wrench on a leaking line” becomes a very expensive guess.
So the real question isn’t “Can 500 pieces justify custom?”
It’s this: can your business tolerate being wrong by $8,000 if the assumptions shift?
You want an objective trigger at 500 pieces? Stop arguing about parts. Start arguing about dollars you’re already leaking.
On one 500-piece enclosure, we saved 27 seconds per part with a staged tool. That sounds like engineering chest-thumping. But 27 seconds × 500 parts = 13,500 seconds, or 3.75 brake hours. At a real shop rate of $85/hour burdened, that’s $318.75 on the brake. Nobody signs a $7,500 PO to save $318.75. That’s 4.2% of the tool cost. That’s noise.
But math doesn’t care about feelings.
That same “27 seconds” deleted 500 hand transfers, 500 re-clamps, and 500 opportunities for a $42 scrap hit on 14-gauge stainless. Scrap dropped from 4% to 1%. On 500 pieces at $42 material value, that’s 15 parts saved, or $630. Now we’re at $948.75. Still not $7,500. So why does this ever work?
Because cycle time is just the visible leak. The real money sits downstream.
If your deleted seconds only affect machine time, then custom tooling is a luxury. If those seconds collapse scrap, handling, and inspection, then you’re buying back margin.
Leadership sees a $7,500 tool. They don’t see the 2% hydraulic leak in every cycle.
Standard tooling looks “paid for.” But if it forces a $10 secondary weld on 500 parts, that’s $5,000 a year on one job. Add $144 in cleanup labor like we’ve seen before, plus $630 scrap delta, and now you’re staring at $5,774 in annual inefficiency. That’s 77% of the custom tool price in year one.
The mistake is treating tooling as capital and inefficiency as operating noise. One is approved once. The other renews every job.
So ask it straight: over 12 months, are we buying $7,500 of steel, or are we paying $5,774 per year in scrap-bin tax? If the job repeats twice, that’s $11,548 gone. Now the “expensive” tool is 35% cheaper than staying flexible.
If annual inefficiency cost × expected years ≥ tool + engineering cost, then custom wins — even at 500 pieces.
Executives love uptime percentages. “Brake utilization went from 68% to 74%.” That sounds like a win worth maybe $2,000 in contribution. It’s abstract.
Tell them you eliminated 500 weld tacks at $6 each fully burdened — that’s $3,000. Add 6 hours of weld grinding at $38/hour — $228. Add 3 hours of QC re-check at $45/hour — $135. That’s $3,363 removed from payroll exposure on a 500-piece run.
Now stack that against the brake time: 3.75 hours saved at $85/hour is $318.75. Machine time is 9% of the financial story. The rest is labor you never schedule.
Here’s where shops lose credibility: they pitch “faster bending” instead of “deleted welding headcount.” Leadership cuts labor lines before they celebrate machine speed.
If eliminated downstream labor dollars > pure brake-hour savings, then lead with labor deletion — not uptime.
Don’t walk in asking for $7,500.
Walk in showing a 500-piece job currently carries $11.36 per-part hidden cost between scrap, welding, handling, and inspection. That’s $5,680 per run. If the tool deletes $8 per part of that, you recover $4,000 on the first 500 pieces and the remaining $1,680 on the second run. After that, every run is 100% margin recovery.
Now the conversation shifts from “Can we afford this?” to “Why are we choosing to keep bleeding 8% on this SKU?”
And this is the non-obvious part: the 500-piece trigger isn’t about volume. It’s about concentration of waste. A sloppy part with 12% embedded secondary cost justifies custom steel faster than a clean 2,000-piece runner with tight process control. Volume is loud. Waste density is decisive.
So the framework is simple, and it travels well in a boardroom:
If (Deleted cost per part × annual volume × stability factor) ≥ total tooling exposure, then approve the tool. If not, you’re speculating.
You’re not pitching speed. You’re tightening a leaking line that’s dumping 6%–12% of margin every cycle.
If labor inflation % > tooling cost inflation %, then your volume threshold must drop or your margin bleeds.


















