

Thứ Ba tuần trước tôi xem một bộ gá 600 chi tiết hoạt động “trơn tru”. Tám lần uốn trên khuôn chữ V tiêu chuẩn. Sau đó hai công nhân mất 3,5 giờ để loại bỏ phần loe mép và làm phẳng biến dạng với chi phí $32/giờ mỗi người. Tức là $224 công lao động sau khi máy chấn dừng chu trình.
Không ai ghi “gia công phụ” trên phiếu hành trình. Nó cứ tồn tại ở đó, im lặng, như một chỗ rò rỉ lợi nhuận 3% mà chẳng ai buồn siết chặt lại.
Với 600 chi tiết, đó là $0.37 mỗi chi tiết chỉ cho công đoạn dọn dẹp. Nếu công việc chỉ có $1.10 lợi nhuận gộp, bạn vừa đốt mất 34% lợi nhuận đó bằng giũa và búa. Và bạn vẫn cho rằng khuôn tùy chỉnh là “xa xỉ phẩm” chỉ dành cho đơn hàng 10.000 chi tiết?
Tôi đã thấy các xưởng từ chối một đột tùy chỉnh giá $4.800 vì lô hàng “chỉ” có 800 chi tiết. Cũng chính xưởng đó vui vẻ chi $0.40 mỗi chi tiết cho tái gia công, trì hoãn kiểm tra và chậm tiến độ—$320 cho lô này, $320 cho lô kế tiếp, $320 cho mỗi lần đặt hàng lại—như thể đó là khoản tiền vô hình.
Bạn không cảm nhận được $0.40. Bạn chỉ cảm thấy $4.800.
Nhưng toán học không quan tâm đến cảm xúc. Nếu một dụng cụ tùy chỉnh loại bỏ được $0.40 mỗi chi tiết trong lao động phụ và xử lý khuyết tật, thì điểm hòa vốn là 12.000 chi tiết ở mức đó. Giờ tăng chi phí nhân công từ $18/giờ cũ lên $32/giờ hiện nay, thì $0.40 yên lặng biến thành $0.70. Điểm hòa vốn giảm xuống dưới 7.000. Thêm giảm khuyết tật 2% trên chi tiết $12—tiết kiệm $0.24—bạn còn dưới 5.000 chi tiết.
Và đó là trước khi chúng ta nói về thiết lập máy.
Nếu chi phí ẩn trên mỗi chi tiết × sản lượng ≥ chi phí dụng cụ, thì tùy chỉnh không phải xa xỉ—nó chỉ là phép tính số học.
Vậy tại sao chúng ta vẫn nộp thuế cho thùng phế liệu?

Nhìn vào một chi tiết cần gập mép, làm phẳng và xử lý bề mặt sau khi uốn không chạm tiêu chuẩn. Mỗi thao tác tốn 20 giây. Ba thao tác là một phút. Với $32/giờ, đó là $0.53 mỗi chi tiết tiền công.
Chạy 500 chi tiết. Bạn vừa tiêu $265 trong khi giả vờ rằng mình “linh hoạt”.”
Một khuôn tùy chỉnh được thiết kế đúng có thể tạo hình và gập mép trong một lần chấn có thể làm tăng thời gian thiết lập thêm 15%—gọi là thêm 30 phút ở $32/giờ, tức $16. Nhưng nếu nó loại bỏ được $0.53 mỗi chi tiết, bạn thu hồi $265 ngay trong 500 chi tiết đầu tiên. Lợi nhuận ròng: $249. Đó là tăng biên lợi nhuận 15% trên đơn hàng $1,600.
Đúng, dụng cụ tùy chỉnh có thể mang đến rủi ro—độ hồi phục không lường, giới hạn lực nén. Nhưng dụng cụ tiêu chuẩn không loại bỏ những điều đó. Nó chỉ chuyển việc chỉnh sửa sang tay con người ở mức $32/giờ. Nếu chi phí lao động phụ mỗi chi tiết × 500 vượt quá phần thiết lập thêm + khấu hao dụng cụ, thì bạn đang thuê sự linh hoạt với giá lỗ.
Vậy mê tín 10.000 chi tiết này đến từ đâu?
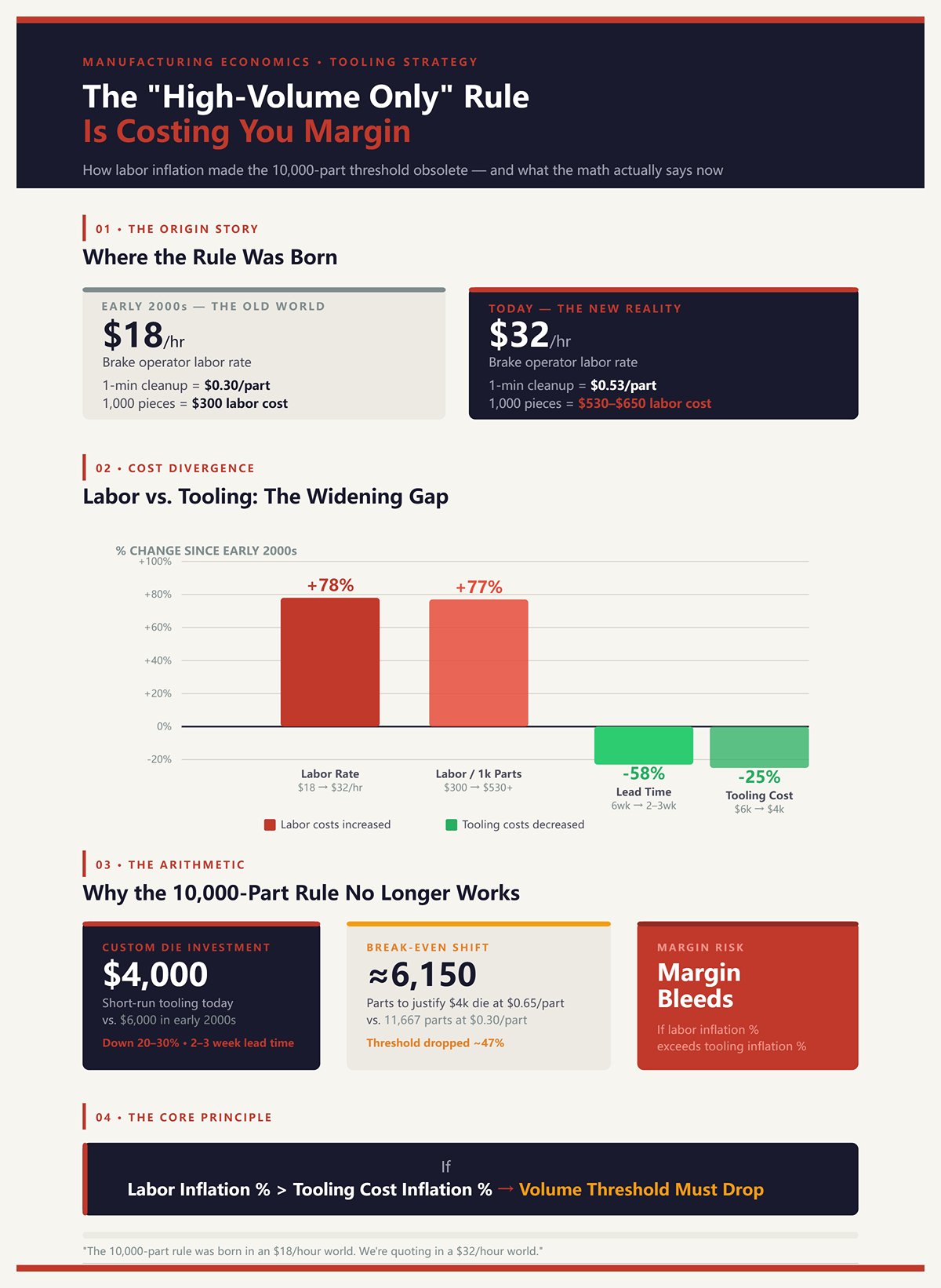
Đầu những năm 2000, tôi trả $18/giờ cho thợ vận hành máy chấn. Một phút dọn dẹp tốn $0.30 mỗi chi tiết. Với 1.000 chi tiết, đó là $300. Thật khó để biện minh cho khuôn tùy chỉnh giá $3,500.
Tua nhanh đến hiện tại. Cùng một phút đó giờ tốn $0.53. Cùng 1.000 chi tiết giờ tốn $530. Cộng thêm chi phí nhân công phụ thì xấp xỉ $650. Dòng chi phí lao động đã tăng gấp đôi; nhưng quy tắc trong đầu thì không đổi.
Trong khi đó, CAD và cắt dây EDM đã khiến việc chế tạo dụng cụ ngắn hạn rẻ hơn và nhanh hơn. Những gì từng mất 6 tuần và $6,000 giờ chỉ tốn 2–3 tuần và $4,000, tùy độ phức tạp. Đường chi phí đã hạ 20–30%. Lao động thì tăng 70–80%.
Quy tắc 10.000 chi tiết ra đời trong thế giới $18/giờ. Chúng ta đang báo giá trong thế giới $32/giờ. Nếu lạm phát chi phí lao động % > lạm phát chi phí dụng cụ %, thì ngưỡng sản lượng của bạn phải giảm xuống, nếu không biên lợi nhuận của bạn sẽ bị hao hụt.
Vậy tại sao con số cũ vẫn khiến người ta cảm thấy “an toàn”?

Bởi vì nỗi đau được phân tán ra.
Một dụng cụ $5.000 chỉ xuất hiện một lần trên đơn đặt hàng. Nó gây chú ý, xuất hiện trong buổi xem xét vốn đầu tư. Lao động phụ trợ ở mức $0,50 mỗi chi tiết thì lại ẩn trong sản xuất. Nó trông như “giờ làm bình thường”. Không có cờ đỏ báo hiệu. Chỉ mất 2–3% biên lợi nhuận mỗi lần chạy, giống như một đường ống thủy lực mất 2% áp suất mỗi chu kỳ.
Và dụng cụ tùy chỉnh đòi hỏi sự cam kết. Bạn phải khóa bản vẽ. Xác nhận lực ép. Chấp nhận rằng nếu chi tiết thay đổi 10%, khuôn có thể cần được sửa đổi. Điều đó nghe có vẻ rủi ro với đơn hàng 500 chi tiết. Nhưng cũng chẳng khác gì việc mất $300–$400 mỗi khi công việc lặp lại chỉ vì không ai muốn chịu trách nhiệm cho quyết định đó.
Sự thoải mái không xuất hiện trên báo cáo thu nhập. Lao động thì có.
Nếu sản lượng lặp lại × lao động ẩn trên mỗi chi tiết vượt quá chi phí dụng cụ trong hai chu kỳ, thì “chúng ta vẫn luôn làm như vậy” không phải là một chiến lược — mà là một khoản trợ cấp cho sự kém hiệu quả.
Giờ câu hỏi thực sự không phải là liệu dụng cụ tùy chỉnh có phải là hàng xa xỉ hay không. Mà là chính xác thì thứ thuế ẩn đó đang nằm ở đâu trong quy trình làm việc hiện tại của bạn.
Tháng trước chúng tôi chạy một chi tiết vỏ bọc thép không gỉ 500 chiếc. Trông vô hại trên giấy tờ: bốn chỗ gấp, một mép cuộn, tấm 304 dày 14 gauge. Dùng khuôn V tiêu chuẩn, uốn khí, lật lại, rồi cuộn mép ở lần ép thứ hai. Thời gian ép? Tổng cộng 2,8 giờ.
Những gì lộ trình sản xuất không thể hiện: 1,5 giờ ở trạm mài để đánh bóng vết nứt siêu nhỏ dọc mép cuộn, 45 phút ở khâu kiểm tra để chỉnh góc bị sai lệch, và 30 phút hàn chấm để chỉnh lại phần mép không nằm phẳng. Với chi phí $32/giờ, tổng cộng là $144 cho phần dọn dẹp và chỉnh sửa ngoài phần tạo hình. Với đơn hàng có lợi nhuận gộp $900, đó là mất đi 16% — không phải do phế phẩm, cũng không phải do tăng ca — mà chỉ trong “quy trình bình thường”.”
Bạn sẽ không thấy điều đó trong bảng báo giá. Nó được chôn trong các hạng mục lao động mang tên “hỗ trợ”.”
Nhưng toán học thì không quan tâm đến cảm xúc.
Với $0,29 mỗi chi tiết cho công việc phụ trợ ($144 ÷ 500), lô 500 chi tiết của bạn vừa trả trước 3%–5% cho một dụng cụ tùy chỉnh trị giá $4.000. Chạy hai lần một năm và bạn đã mất $288 mỗi năm chỉ để giữ “tính linh hoạt”. Đó là loại thuế từ thùng phế liệu — nhỏ đến mức dễ bị bỏ qua, nhưng đều đặn và gây thiệt hại.
Nếu lao động ẩn trên mỗi chi tiết × sản lượng hàng năm ≥ 20% chi phí dụng cụ, thì bạn đang âm thầm tài trợ cho sự kém hiệu quả theo hình thức trả góp.
Vậy nó đang ẩn ở đâu trong xưởng của bạn?
Hãy hình dung một thanh định hình có bậc lệch. Dụng cụ tiêu chuẩn đồng nghĩa với việc lần ép đầu để tạo chân, thay đổi khuôn, lần ép thứ hai để tạo phần bậc. Hai lần thiết lập, hai lần căn chỉnh, hai khả năng sai lệch 0,5°.
Với một lô 500 chi tiết, đó không chỉ là thêm 500 lần ép. Mà còn là 500 lần dỡ, 500 lần di chuyển đến pallet, 500 lần căn chỉnh lại. Dù mỗi chu kỳ thao tác chỉ 25 giây, thì cũng là 3,5 giờ lao động — $112 với mức $32/giờ — chưa kể lần thiết lập thứ hai tốn 20 phút, thêm $11 nữa. Bạn đã mất $123 chỉ vì hình dạng chi tiết không vừa với bộ khuôn sẵn có.
Và đây là “kẻ giết người thầm lặng”: mỗi lần điều chỉnh thước đo đều tạo ra sai lệch. Giả sử phế liệu của bạn tăng thêm 2% do lỗi thao tác trên một chi tiết $18. Mười chi tiết bị loại bỏ tương đương $180 cho vật liệu và chi phí chung. Giờ thì chi phí “đánh thứ hai” của bạn là $303 trên 500 chi tiết — tức $0.61 mỗi chi tiết — mà không ai viết tấm séc nào mang nhãn “lỗi.”
Đó là cách mà một lần uốn thứ hai trở thành một máy thứ hai, một hàng đợi thứ hai và một hóa đơn thứ hai mà bạn không bao giờ liệt kê chi tiết.
Nếu (lao động xử lý thêm + phế liệu do xử lý lại) trên mỗi chi tiết × 500 ≥ khấu hao dụng cụ trên mỗi lượt chạy, thì phương án tùy chỉnh một lần uốn thắng — ngay cả ở sản lượng thấp.
Vậy tại sao chúng ta lại đang chống lại vật liệu thay vì định hình nó một lần rồi tiếp tục?
Chạy thép cường độ cao 980 MPa trong khuôn V tiêu chuẩn và xem điều gì xảy ra. Bạn lập trình 88° để đạt 90°. Năm chi tiết đầu tiên đạt 89,5°. Người vận hành điều chỉnh lên 87,5°. Giờ bạn đạt 90,8°. Lại giảm xuống. Rồi lại đuổi theo.
Mười chi tiết thử nghiệm giá $12 mỗi cái là $120 vật liệu trước khi bạn ổn định. Thêm 40 phút thời gian vận hành để điều chỉnh — $21. Tổng cộng $141 bị đốt cháy trước khi chi tiết #11 được chuyển đi. Với đơn hàng 500 chi tiết, đó là $0.28 mỗi chi tiết chỉ riêng cho chi phí tinh chỉnh.
Dụng cụ tiêu chuẩn coi độ hồi lò xo như thời tiết — thứ mà ta chỉ điều chỉnh quanh nó. Dụng cụ tùy chỉnh thì thay đổi hình học: bán kính chày chặt hơn, ép lún được kiểm soát, có thể vai được cắt nhẹ để khóa góc uốn. Bạn đánh đổi chi phí thiết kế dụng cụ ban đầu cao hơn 15% để giảm 50% sai lệch góc và gần như bằng không phế liệu thử nghiệm.
Đúng, bạn có thể thiết kế lại chi tiết — tăng bán kính, chuyển sang 5052 thay vì 6061, nới lỏng tiêu chuẩn. Đôi khi đó là lựa chọn thông minh. Nhưng khi bản vẽ đã cố định và hợp kim được quy định bởi tải trọng, bạn phải trả thêm $0.25–$0.40 mỗi chi tiết cho lao động tinh chỉnh vì khuôn không khớp với vật lý.
Nếu thời gian tinh chỉnh hồi lò xo + phế liệu thử nghiệm mỗi lượt chạy vượt quá 5% chi phí dụng cụ trong hai đơn hàng, thì việc sửa hình học tốt hơn là tinh chỉnh chương trình.
Điều đó dẫn đến chỗ rò rỉ tiếp theo — thứ mà bộ phận kiểm tra luôn tranh luận.
Mỗi lần bạn lật chi tiết, bạn đặt lại điểm gốc.
Lấy một hộp bốn lần uốn được tạo thành trong hai lần gá riêng biệt. Mỗi lần gá có sai lệch góc ±0,5°. Cộng dồn qua bốn lần uốn, bạn có thể thấy lệch ±1,5 mm ở mép xa. Bộ phận kiểm tra gắn cờ 8% chi tiết là “cận giới hạn.” Công nhân bắt đầu chỉnh tay bằng búa cao su.
Với loạt 500 chi tiết, 40 chi tiết được chỉnh thủ công mất 90 giây mỗi cái. Đó là một giờ lao động — $32. Không quá nghiêm trọng. Nhưng cộng thêm 45 phút của người kiểm tra để phân loại — $24 — là bạn đã tốn $56, tức $0.11 mỗi chi tiết, chỉ để “xoa dịu” dung sai trở lại giới hạn.
Giờ cộng thêm chi phí cơ hội: máy ép đó nằm chờ 30 phút đợi kết quả kiểm tra. Với mức chi phí máy cộng thêm khoảng $85/giờ, đó là $42 công suất mà bạn không thể tính tiền.
Vậy là việc “quản lý” dung sai của bạn vừa tiêu tốn $98 — tức 11% của biên lợi nhuận $900 — vì sai lệch được tạo ra từ trước và xử lý về sau bằng sức người, không phải bằng thép.
Dụng cụ tạo hình theo giai đoạn tùy chỉnh, uốn cả bốn góc trong cùng một lần định vị duy nhất, loại bỏ hai lần lật và hai lần đặt lại dung sai. Ít chồng dung sai hơn. Ít tranh cãi hơn. Ít những khoản rò rỉ $0.11 tưởng nhỏ nhưng đáng kể hơn.
Nếu lao động chỉnh sửa sau sản xuất + thời gian kiểm tra mỗi lượt ≥ 10% thời gian tạo hình, thì quy trình đó đang bù trừ cho dụng cụ chứ không phải đang tạo ra sản phẩm.
Và điều đó dẫn đến khoản chi phí mà ai cũng nhún vai bỏ qua.
Tôi nghe điều đó suốt: “Thiết lập tiêu chuẩn chỉ mất 20–30 phút.”
Được thôi. Gọi là 25 phút với mức $32/giờ — $13. Thêm 10 phút để tìm và sắp xếp dụng cụ — thêm $5 nữa. Bạn đã tốn $18 trước khi tạo mẫu đầu tiên.
Làm như vậy ba lần vì công việc cần ba cấu hình dụng cụ, bạn đạt $54 cho mỗi lô. Với 500 chi tiết, đó là $0.11 mỗi chi tiết. Có vẻ vô hại.
Cho đến khi công việc lặp lại bốn lần một năm. Giờ bạn đã tốn $216 mỗi năm chỉ vì ma sát thiết lập lặp lại — 24% trong cùng biên lợi nhuận $900 đó — và chưa ai cải thiện quy trình dù chỉ một chút.
Dụng cụ tùy chỉnh hợp nhất có thể thêm 40 phút vào lần thiết lập đầu tiên — $21 bổ sung — nhưng loại bỏ hai lần thiết lập tiếp theo cho mỗi lô. Qua bốn lần chạy, bạn tiết kiệm được 200 phút thời gian máy đứng — $107 — và giải phóng công suất để chạy một công việc khác trị giá doanh thu $1,200.
Thời gian thiết lập không phải là phiền toái. Đó là lãi suất. Nó tích lũy âm thầm ở mức 10%–25% của biên lợi nhuận trong một năm nếu bạn để nó lặp lại mà không xử lý.
Nếu (phút thiết lập tiết kiệm mỗi lần × số lần chạy mỗi năm × chi phí lao động) ≥ chi phí dụng cụ tăng thêm trong hai năm, thì dụng cụ tiêu chuẩn đang tính tiền thuê bạn.
Và tiền thuê là thứ bạn trả khi bạn chưa sở hữu giải pháp.
Trên một vỏ thép không gỉ 500 chi tiết mà chúng tôi chạy quý trước, bản vẽ yêu cầu có gờ trả và mép gấp trên cùng một cạnh. Với các đoạn tiêu chuẩn, điều đó có nghĩa là: uốn trước, lật, đóng mép, rồi một lần ép phẳng riêng. Ba lần uốn. Hai lần thiết lập. Một đồ gá hàn ở công đoạn sau vì mép gấp không bao giờ khép thẳng hoàn toàn. Chúng tôi đã chi $2,400 cho một dụng cụ dập theo giai đoạn tùy chỉnh có thể tạo cả gờ và mép trong một lần ép được kiểm soát. Cùng máy uốn. Cùng thợ vận hành. Một lần ép.
Khác biệt đó không mang tính lý thuyết. Chu kỳ giảm từ 55 giây xuống còn 28 giây — tiết kiệm 27 giây × 500 chi tiết là 3,75 giờ lao động, $120 ở mức $32/giờ. Chúng tôi loại bỏ một lần thiết lập phụ dài 30 phút — $16. Chúng tôi cũng loại bỏ việc chỉnh sửa mối hàn vốn mất trung bình 45 giây mỗi chi tiết — thêm 6,25 giờ, $200. Tổng cộng $336 chi phí lao động trực tiếp trên 500 chi tiết đầu tiên, cộng thêm việc loại bỏ đồ gá chiếm 20 ft² diện tích sàn và chi phí chế tạo $1,100. Tới lần chạy thứ hai, dụng cụ đã hoàn vốn 28% giá mua của nó, và khu hàn ngừng mất 12% biên lợi nhuận vì tái công.
Đó là cách bạn ra quyết định. Bạn không hỏi “Khối lượng này có cao không?” Bạn hỏi, “Có bao nhiêu trung tâm chi phí biến mất nếu tôi tạo hình một lần thay vì vật lộn ba lần?” Nếu số thao tác bị loại bỏ trên mỗi chi tiết × chi phí lao động × 500 ≥ khấu hao dụng cụ, thì dụng cụ tùy chỉnh không còn là hàng xa xỉ mà trở thành công cụ siết chặt đường rò chi phí.
Tôi đã thấy thợ vận hành làm “Tám lần uốn bằng khuôn chữ V tiêu chuẩn” vì đó là cái có sẵn trên giá. Uốn, trượt, đo lại, rồi lại uốn. Mỗi lần định vị lại mất 6–8 giây nếu người đó nhanh tay. Gọi là 7 giây × 7 lần di chuyển thêm = 49 giây chỉ để xử lý thao tác. Với $32/giờ, đó là $0.44 cho mỗi chi tiết chỉ tính thời gian di chuyển. Với 500 chi tiết, bạn đã đốt $220 trước khi tính kiểm tra góc hay phế phẩm.
Một dụng cụ uốn giai đoạn một lần lấy tám đặc tính đó và định vị từ một vị trí chuẩn duy nhất. Một lần ép mất 18 giây. Bạn vừa cắt giảm 49 giây xử lý và 20 giây chu kỳ phụ — tổng cộng khoảng 69 giây. Đó là 9,6 giờ lao động tiết kiệm cho 500 chi tiết, tương đương $307. Và đây là điều hầu hết mọi người bỏ lỡ: bạn cũng loại bỏ bảy cơ hội định vị sai. Nếu tỷ lệ phế giảm từ 3% xuống 1% trên chi tiết giá $18, đó là 10 chi tiết ít hơn trong thùng phế liệu — thu hồi $180.
Bạn không chỉ tiết kiệm thời gian. Bạn đã loại bỏ sự biến động. Nếu (số lần ép thêm − 1) × giây thao tác × chi phí lao động × 500 + chênh lệch phế phẩm ≥ chi phí dụng cụ tùy chỉnh, thì dụng cụ một lần ép là lựa chọn thép rẻ hơn.
Nhưng có phải mọi dụng cụ tùy chỉnh đều giải quyết cùng một vấn đề không?
Chúng tôi đã chạy các giá đỡ cường độ cao 980 MPa bị nứt tại bán kính chày 0,125″. Dụng cụ theo danh mục tiêu chuẩn. Rẻ. Sau 12 chi tiết, xuất hiện vết nứt nhỏ tại đường uốn — 4% phế trên phôi $22. Đó là $44 mất trong 50 chi tiết đầu tiên và leo lên $440 trên 500 nếu bạn cứ để mặc.
Cách khắc phục không phải là “nhiều kỹ năng hơn.” Đó là hình học. Chúng tôi đã đặt một chày bán kính 0,250″ với vai được giảm để kiểm soát điểm chạm đáy. Chi phí dụng cụ: $1.800. Phế liệu giảm từ 4% xuống dưới 1%. Với 500 chi tiết, đó là 15 chi tiết được cứu — $330 tiền vật liệu — cộng với việc chúng tôi ngừng tốn 30 phút mỗi lần chạy để điều chỉnh độ đàn hồi, tiết kiệm thêm $16. Khoản hoàn vốn không phải là phép màu; đó là vật lý.
Đó là tùy chỉnh theo hình học: bạn thay đổi hình dạng để khớp với bản vẽ.
Sau đó là tùy chỉnh theo vật liệu. Các tấm thép không gỉ 304 được đánh bóng bị xước do ma sát khi uốn bằng khuôn phẳng nguội độ cứng 32 Rc. Tỷ lệ lỗi ngoại quan đạt 6% trên một tấm $28 — tức $168 trên 100 sản phẩm, $840 trên 500 sản phẩm. Chúng tôi chuyển sang dùng chèn cứng, không để lại vết, có độ cứng 50+ Rc. Dụng cụ tốn $2.200. Tỷ lệ lỗi giảm xuống 1%. Bạn thu hồi được $700 tiền phế liệu trong 500 sản phẩm đầu tiên và ngừng mất 2 giờ lao động đánh bóng — $64 — mỗi lô.
Vấn đề khác nhau. Cùng một phép tính. Nếu hành vi của vật liệu hoặc yêu cầu bề mặt gây tốn >3% phế liệu hoặc >30 phút điều chỉnh mỗi lần chạy, thì hình học của dụng cụ phải thay đổi, nếu không lợi nhuận sẽ hao mòn.
Nhưng ngay cả khi góc uốn đã đúng, máy uốn của bạn đang làm gì trong khi bạn thay thép?
| Danh mục | Tùy chỉnh theo hình học | Tùy chỉnh theo vật liệu |
|---|---|---|
| Ý tưởng cốt lõi | Thay đổi hình dạng dụng cụ để khớp với bản vẽ | Thay đổi vật liệu dụng cụ để phù hợp với hành vi hoặc yêu cầu bề mặt của vật liệu |
| Ví dụ vấn đề | Giá đỡ cường độ cao 980 MPa bị nứt ở bán kính chày 0,125″ | Tấm thép không gỉ 304 được đánh bóng bị xước do khuôn 32 Rc |
| Dụng cụ ban đầu | Dụng cụ danh mục tiêu chuẩn (rẻ) | Khuôn phẳng nguội 32 Rc |
| Kết quả thất bại | 4% phế liệu sau 12 sản phẩm; vết nứt nhỏ tại đường uốn | Tỷ lệ lỗi ngoại quan 6% |
| Tác động chi phí (500 sản phẩm) | Tổn thất phế liệu dự kiến ~$440 | Tổn thất phế liệu $840 |
| Giải pháp | Chốt đột bán kính 0,250″ với vai được gia công giảm để kiểm soát khi chạm đáy | Chèn cứng, không để lại vết, ở độ cứng trên 50 Rc |
| Chi phí dụng cụ | $1,800 | $2,200 |
| Phế liệu sau khi khắc phục | Giảm từ 4% xuống dưới 1% | Giảm từ 6% xuống 1% |
| Tiết kiệm vật liệu (500 chi tiết) | Tiết kiệm 15 chi tiết = $330 | Thu hồi $700 từ phế liệu |
| Tiết kiệm nhân công | Tiết kiệm 30 phút hiệu chỉnh độ đàn hồi cho mỗi lần chạy (~$16) | Tiết kiệm 2 giờ đánh bóng cho mỗi lô (~$64) |
| Logic hoàn vốn | Hiệu chỉnh hình học dựa trên nguyên lý vật lý | Tương thích vật liệu và bảo vệ bề mặt |
| Quy tắc quyết định | Nếu phế liệu >3% hoặc hiệu chỉnh >30 phút/lần chạy, thay đổi hình học | Nếu phế phẩm >3% hoặc hiệu chỉnh >30 phút/chạy, hãy thay đổi vật liệu dụng cụ |
Tôi đã đo thời gian một công việc tháng trước. Ba lần thay dụng cụ. Mỗi lần: 12 phút để tháo segment, làm sạch bàn, sắp xếp bộ mới, căn chỉnh. Tổng cộng 36 phút không cắt. Với mức chi phí máy đã tính đủ $85/giờ, đó là $51 mỗi lô. Bốn lần lặp một năm, mất $204 — 22% của lợi nhuận $900 — chỉ vì thời gian dùng cờ lê.
Bộ dụng cụ tùy chỉnh hợp nhất đã biến ba cấu hình thành một thiết lập 20 phút. Bạn thêm 8 phút ban đầu, đúng — $11. Nhưng bạn xóa được 24 phút mỗi lần chạy. Trong 4 lần chạy, bạn lấy lại 96 phút — tương đương $136 năng suất máy có thể bán. Tức là nửa ngày trong năm được thu hồi khỏi “thuế” linh hoạt của thùng phế liệu.”
Đúng, dụng cụ tùy chỉnh phức tạp hơn. Đúng, nếu lập trình viên của bạn không xử lý được uốn phân đoạn, bạn sẽ mất thêm thời gian gỡ lỗi. Tôi từng thấy 45 phút bị mất do trình tự sai — $24 chi phí nhân công — vì chương trình ngoại tuyến không tính tới khe hở. Nhưng một khi đã cố định, thiết lập sẽ trở nên lặp lại được. Dụng cụ phân đoạn tiêu chuẩn, sau khi cắt và trộn, mất độ chính xác căn chỉnh và bắt đầu sai lệch 0.030″ trên 4 feet. Dụng cụ chính xác giữ được 0.0004″ mỗi foot. Đó không phải là quảng cáo; đó là khác biệt giữa phải chêm và có thể giao hàng.
Nếu (số phút thiết lập loại bỏ được mỗi năm × chi phí máy) − thời gian lập trình tăng thêm ≥ chi phí dụng cụ hàng năm, thì “tính linh hoạt” của phân đoạn chỉ là sự kém hiệu quả được thuê lại.
Và điều gì xảy ra sau 20 chi tiết đầu tiên, khi kiểm tra bắt đầu theo dõi sát sao?
Trên một tấm dài 4 foot, dụng cụ phân đoạn phẳng nguội bị trôi khoảng 0.0015″ mỗi foot khi trộn chiều dài. Tổng cộng khoảng 0.006″ trên toàn chiều dài. Không nghe có vẻ lớn cho đến khi lắp ráp cần sai số tổng ±0.010″. Chúng tôi tốn 1 giờ cho mỗi lô 500 chi tiết để phân loại kiểm tra — $32 — và thêm 1 giờ để chỉnh và uốn lại — thêm $32. Tổng $64 cho mỗi lô chỉ vì bộ dụng cụ không giữ đúng đường.
Chúng tôi chuyển sang bộ dụng cụ mài chính xác toàn chiều dài. Độ lặp lại thu hẹp còn khoảng 0.0004″ mỗi foot. Thời gian phân loại giảm xuống 15 phút — $8. Uốn lại gần như biến mất. Tính ra tiết kiệm $50 cho mỗi 500 chi tiết. Không phải con số đáng viết tiêu đề. Nhưng cộng với $300 từ uốn một nhát và $136 từ giảm thiết lập, bạn đã vượt $486 cho cùng một lô.
Tính nhất quán cũng làm giảm phụ thuộc vào người vận hành. Khi quy trình ổn định, cả người giỏi và người bình thường đều làm ra chi tiết tốt. Nếu góc uốn lệch buộc phải chỉnh thủ công trên 8% chi tiết, mỗi cái 60 giây, tức là 6.7 giờ lao động cho mỗi 500 — $214. Cố định hình học bằng thép, giảm lỗi xuống còn 2%, bạn lấy lại $160. Nhưng toán học không quan tâm đến cảm xúc — nó quan tâm đến phút × chi phí × số chi tiết.
Đây là quy tắc trong xưởng mà tôi gạch đỏ trên mọi báo giá: Nếu (thời gian làm lại + thời gian kiểm tra + chi phí phế phẩm) trên mỗi chi tiết × 500 ≥ 25% giá của dụng cụ tùy chỉnh, thì bạn đã tự tài trợ cho dụng cụ rồi — chỉ là thông qua lãng phí chứ không phải thép.
Vậy khi nào một công việc vượt giới hạn? Khi các công đoạn bạn có thể xóa ở mức 500 chi tiết cộng lại nhiều hơn tấm séc bạn sẽ viết để mua dụng cụ. Bước tiếp theo là đặt hai cột cạnh nhau và để con số tự tranh luận.
Tôi có một vỏ hộp 500 chi tiết trên bàn quý trước. Dụng cụ phân đoạn tiêu chuẩn cần hai lần uốn và một lượt mài nhẹ. Bước hoàn thiện thứ cấp tốn $10 mỗi chi tiết, rõ ràng và đơn giản. Một cú đột tùy chỉnh một lần được báo giá $5,000. Câu hỏi không phải là “500 có phải sản lượng lớn không?” mà là: Khi nào $5,000 thôi không đáng sợ và bắt đầu trở nên rẻ?
Xóa một công đoạn trị giá $10 trên tổng 500 chi tiết là bạn xóa chính xác $5,000. Tới chi tiết thứ 501, bạn đã lời $10. Đó là điểm chuyển giao — không phải 5,000 chi tiết, không phải “sản lượng ô tô.” Chỉ 500 thôi. Nhưng toán học không quan tâm đến cảm xúc.
Vậy hãy đặt hai cột cạnh nhau và xem chính xác chỗ bắt đầu rò rỉ chi phí ở đâu.
Lấy một ví dụ thực tế. Máy ép tay hoặc CNC cơ bản, chi phí đầy đủ $70/giờ. Chu kỳ 5 phút bằng dụng cụ phân đoạn tiêu chuẩn. Tính ra ($5 phút / 60) × $70 = $5.83 mỗi chi tiết cho máy và nhân công. Thêm $0.20 mài cạnh, tổng $6.03 mỗi chi tiết trước khi tính phế phẩm. Với 500 chi tiết, tổng là $3,015 chi phí trực tiếp.
Giờ thêm phần không ai in đậm trong báo giá: một bước uốn thêm mất 45 giây thao tác và định vị lại. Đó là 0.75 phút × $70/giờ = $0.88 mỗi chi tiết. Thêm $440 cho 500 chi tiết. Tổng thực tế là $3,455 — và chúng ta vẫn chưa tính đến phế phẩm hoặc kiểm tra.
Phiên bản dụng cụ tùy chỉnh: chu kỳ một lần giảm xuống còn 4 phút. ($4 / 60) × $70 = $4.67 cho mỗi chi tiết. Không cần tẩy ba via. Không cần thao tác thêm. Với 500 chi tiết, tổng thời gian gia công là $2,335 cộng với chi phí dụng cụ $5,000 = tổng cộng $7,335 cho lần chạy đầu tiên.
Thoạt nhìn, tiêu chuẩn trông rẻ hơn: $3,455 so với $7,335. Đó là vì bạn chưa tính đến các lần chạy lặp lại, sự chênh lệch phế phẩm hoặc công đoạn phụ chúng ta sắp loại bỏ. Nếu bạn chỉ so sánh quy trình xử lý lô đầu tiên, loại tiêu chuẩn thắng khi dưới khoảng 1,000 chi tiết trên máy gấp tay. Nếu bạn dừng phép tính ở đó, bạn đang thuê sự kém hiệu quả.
Nếu (chi phí mỗi chi tiết tiêu chuẩn − chi phí mỗi chi tiết tùy chỉnh) × sản lượng ≥ chi phí dụng cụ, thì thép tùy chỉnh là thép rẻ hơn.
Nhưng nếu điều duy nhất bạn loại bỏ là một công đoạn phụ thì sao?
Hãy tách nó ra. Giả sử quy trình tiêu chuẩn của bạn yêu cầu làm phẳng tai hàn sau khi gấp, bằng máy ép hoặc máy mài đai. Mất 6 phút với nhân công pha trộn $50/giờ. Tức là $5 cho mỗi chi tiết. Với 500 chi tiết, tiết kiệm $2,500.
Hoặc dùng ví dụ rõ ràng hơn: công đoạn phụ $10 mỗi chi tiết — hàn, mài, lắp phần cứng. Với 500 chi tiết, tổng cộng $5,000. Điều đó tương đương với dụng cụ tùy chỉnh $5,000. Điểm hòa vốn của bạn chính xác là 500 chi tiết. Chạy 750 chi tiết trong năm và bạn tạo ra $2,500 lợi nhuận biên thu hồi — lợi tức 50% trên dụng cụ đó trong năm đầu tiên.
Giá chi tiết giảm từ (cơ bản $6.03 + $10 công đoạn phụ) = $16.03 xuống khoảng $4.67 chi phí gia công khi bạn rút gọn thao tác. Đó là chênh lệch $11.36 cho mỗi chi tiết, hay $5,680 trên 500 chi tiết. Ngay cả sau khi trừ $5,000 dụng cụ, bạn vẫn lời $680 ở lô đầu.
Đây là lúc nhiều người nói, “Vâng, nhưng còn phế phẩm thì sao?” Tốt thôi. Hãy nói về “thuế thùng phế liệu”.
Nếu chi phí công đoạn phụ × sản lượng ≥ giá dụng cụ, thì 500 chi tiết không phải sản lượng thấp — đó là điểm chuyển đổi.
Giả sử tấm phôi $25. Dụng cụ phân đoạn tiêu chuẩn tạo ra 4% phế phẩm thẩm mỹ hoặc sai góc. Tức 20 chi tiết lỗi trong 500. 20 × $25 = $500 tiền vật liệu. Thêm 4 phút mỗi chi tiết làm lại với $70/giờ — thêm $93 nữa. Tổng tác động phế phẩm: khoảng $593 cho 500 chiếc, hoặc $1.19 trên mỗi chi tiết giao.
Giảm phế phẩm xuống 1% nhờ hình dạng kiểm soát. Giờ bạn mất 5 chi tiết, $125 vật liệu cộng thêm $23 thời gian gấp lại. Gọi chung $148. Chênh lệch giữa các quy trình: $445 cho 500 chi tiết.
Khoản $445 đó tương đương 8.9% của dụng cụ $5,000. Cộng thêm công đoạn phụ bị loại bỏ $5 mỗi chi tiết ($2,500), bạn đã bù được 59% chi phí dụng cụ trước khi nói đến thiết lập.
Đây là phép tính ngưỡng rõ ràng: Chênh lệch phế phẩm % × chi phí vật liệu × sản lượng = phần bù chi phí dụng cụ.
Nếu cải thiện phế phẩm ≥ (chi phí dụng cụ ÷ (chi phí vật liệu × sản lượng)), thì dụng cụ tiêu chuẩn là gánh nặng. Với dụng cụ $5,000, phôi $25 và 500 chi tiết, điểm hòa vốn chênh lệch phế phẩm là 40%. Nghe có vẻ cao — cho đến khi bạn nhớ rằng chúng ta đang cộng dồn phế phẩm với nhân công và thiết lập, chứ không chỉ dựa vào phế phẩm.
Chỉ riêng phế phẩm hiếm khi bù đủ chi phí dụng cụ. Phế phẩm cộng một công đoạn bị loại bỏ thì thường đủ.
Vậy điều gì xảy ra khi chi tiết này không phải là đơn hàng một lần?
Hầu hết các xưởng thấy 500 chi tiết và nghĩ “chạy ngắn hạn.” Tôi thì thấy 500 quý này, 500 năm sau, và ba chi tiết cùng họ sử dụng cùng biên dạng gấp. Giờ thì dụng cụ $5,000 đó không nằm trong một đơn hàng — mà được phân bổ trên 1,500 chi tiết trong hai năm.
Với 1.500 chi tiết, khấu hao dụng cụ của bạn là $3.33 cho mỗi chi tiết. Nếu bạn tiết kiệm được $5 cho mỗi chi tiết nhờ loại bỏ công đoạn phụ và $0.89 trong việc xử lý, tổng cộng là $5.89 thu hồi được trên mỗi chi tiết. Lợi nhuận ròng: $2.56 mỗi chi tiết × 1.500 = $3.840 lợi nhuận dương sau khi trả tiền dụng cụ. Đó là lợi nhuận 76% trong suốt vòng đời của dụng cụ, và chúng ta chưa tính đến lạm phát nhân công.
Và đây là chỗ mà những người hoài nghi về tự động hóa thường bỏ lỡ. Một máy ép CNC trị giá $95.000 chỉ sinh lời nếu sản lượng đủ cao để vận hành liên tục. Nhưng một bộ khuôn đột tùy chỉnh trị giá $5.000 giúp loại bỏ $5 mỗi chi tiết sẽ hoàn vốn sau 500 chi tiết, ngay cả khi làm việc với một máy ép NC trị giá $35.000. Cấp độ máy chỉ làm thay đổi độ dốc, chứ không thay đổi toán học.
Nếu lạm phát lao động % > lạm phát chi phí dụng cụ %, thì ngưỡng sản lượng của bạn phải giảm hoặc biên lợi nhuận sẽ bị hao mòn.
Năm trăm chi tiết không phải là con số kỳ diệu. Đó chỉ là điểm mà việc loại bỏ một thói quen tốn $10 tương đương với một thanh thép trị giá $5.000. Chạy 501 chi tiết, bạn bắt đầu có lãi. Làm lại năm sau, và chiếc cờ lê vẫn giữ chặt trên đường ống thủy lực rò rỉ đó.
Nhưng đây là câu hỏi rào chắn mà những người hoài nghi sắp hỏi: khi nào phép tính này không còn hiệu quả?
Đây là điểm mà phép tính ở 500 chi tiết bị phá vỡ: khi chi tiết bạn đang tính toán hôm nay có khả năng 30% thay đổi trước khi bạn giao chiếc cuối cùng. Nếu bạn bỏ ra $5.000 cho thép tùy chỉnh và bộ phận kỹ thuật mất 6–10 tuần ở mức, giả sử, $85/giờ trong 40 giờ ($3.400) trước khi bắt đầu cắt gọt đầu tiên, thì bạn đã cam kết $8.400. Nếu chiều dài mặt bích thay đổi 0.125" vào quý sau và dụng cụ trở thành đồ bỏ đi, thì đó là khoản loại bỏ 100% — chứ không phải là khoản tăng lợi nhuận 12%.
Dụng cụ tùy chỉnh có thể ngăn chặn hao hụt biên lợi nhuận 10%. Nhưng nó cũng có thể tạo ra một sự mất vốn 15% nếu bạn chỉ đang đoán thay vì cố định hình học.
Đây không phải là nói về sự sợ hãi. Mà là về mức độ rủi ro.
Nếu xác suất thay đổi thiết kế × (chi phí dụng cụ + chi phí kỹ thuật) ≥ tiết kiệm từ việc loại bỏ công đoạn, thì dụng cụ tiêu chuẩn thắng — bất kể thời gian chu kỳ hấp dẫn đến đâu.
Nguyên mẫu có thể đánh lừa bạn.
Chúng cho bạn thấy một thao tác uốn một lần trong 4 phút và che giấu khả năng 25% rằng khách hàng sẽ mở rộng mép gấp hoặc thêm gân sau khi thử nghiệm thực tế. Lúc đó, khuôn đột $5.000 được bố trí công đoạn của bạn không còn khớp, và lộ trình làm lại sẽ tốn thêm 6–10 tuần cộng với $3.000–$4.000 nữa cho thời gian thiết kế. Với một đơn hàng 500 chi tiết có mức tiết kiệm dự kiến $11.36 mỗi chi tiết (tổng $5.680), việc phải làm lại hình học sẽ xóa sạch 148% của khoản lợi nhuận mong đợi.
Dụng cụ phân đoạn tiêu chuẩn nhìn có vẻ chậm hơn với $6.03 mỗi chi tiết cộng thêm $10 cho công đoạn phụ. Nhưng khi bản vẽ thay đổi, bạn chỉ cần điều chỉnh các đoạn, chỉnh lại thước chặn và tiếp tục giao hàng. Không thép lãng phí. Không lo lắng về tiến độ. Bạn trả giá bằng thời gian chu kỳ, không phải bằng vốn.
Nếu biến động hình học > 20% trước khi giao được 500 chi tiết, thì dụng cụ tùy chỉnh không phải là chiến lược — mà là canh bạc.
Dòng tiền luôn ghét các tuần chết.
Dụng cụ tùy chỉnh không chỉ tốn $5.000 — nó còn tốn thời gian. Sáu đến mười tuần mà công việc của bạn bị treo trong khi dụng cụ tiêu chuẩn có thể bắt đầu ngay ngày mai. Nếu sự chậm trễ đó làm trì hoãn $150.000 giá trị các bộ phận lắp ráp kế tiếp và bạn đang gánh 1.5% chi phí duy trì hàng tháng cho sản phẩm dở dang, thì đó là $2.250 mỗi tháng chi phí lưu kho. Hai tháng chờ thép là đã đốt $4.500 — gần bằng toàn bộ giá dụng cụ.
Và điều gì xảy ra nếu khách hàng muốn sản phẩm mẫu đầu tiên trong ba tuần? Bạn sẽ phải gấp rút chế tạo dụng cụ với mức phụ phí 20% (tức thêm $1.000 cho bộ dụng cụ $5.000) hoặc quay lại dùng dụng cụ tiêu chuẩn và chấp nhận sự kém hiệu quả trong thiết lập mà bạn cố tránh trước đó.
Dụng cụ tùy chỉnh tiết kiệm $5 cho mỗi chi tiết trong 500 chi tiết. Nhưng nếu hình phạt về tiến độ là $4.500 trước khi bạn kịp bắt đầu chu kỳ, thì điểm hòa vốn của bạn vừa tăng gấp đôi lên 900–1.000 chi tiết.
Nếu chi phí trễ thời gian giao hàng ≥ khoản tiết kiệm khi chạy đầu tiên, thì tốc độ vượt trội hơn sự tinh tế.
Công cụ tiêu chuẩn cũng có thể hỏng. Sự khác biệt nằm ở độ sâu của hàng tồn kho.
Làm gãy một khuôn V tiêu chuẩn 1″, bạn chỉ cần lấy cái khác từ giá đỡ. Có thể bạn mất 2 giờ ở mức $70/giờ — $140. Làm nứt một chày đột chia đoạn tùy chỉnh với thời gian thay thế 4 tuần và lô 500 chi tiết của bạn bị đình trệ. Nếu máy uốn của bạn tạo ra biên lợi nhuận đóng góp $120/giờ và ngừng hoạt động 40 giờ trong một tuần, thì đó là $4,800 chi phí cơ hội — chưa tính vận chuyển gấp và phí làm lại.
Giờ đây, dụng cụ $5,000 của bạn mang theo một khoản bảo hiểm ngầm định.
Bạn có thể phòng ngừa bằng cách đặt hàng trùng lặp. Chúc mừng — chi phí dụng cụ của bạn vừa tăng gấp đôi lên $10,000, và bài toán 500 chi tiết của bạn tan biến.
Nếu rủi ro hỏng dụng cụ đơn điểm × chi phí ngừng máy > khoản tiết kiệm từ công đoạn phụ được nhân đôi, thì công cụ tiêu chuẩn là lựa chọn lợi nhuận an toàn hơn.
Câu này thật đau.
Tôi đã thấy các xưởng chi $7,000 cho một dụng cụ định hình phức tạp để “sửa” tỷ lệ phế phẩm 6% thực ra là do căn chỉnh độ cong kém và độ dày vật liệu không đồng nhất. Phế phẩm tốn $593 cho mỗi 500 chi tiết. Họ đã tiêu tốn 1,180% cho vấn đề mà đáng lẽ chỉ cần đào tạo lại.
Dụng cụ tùy chỉnh làm chặt đường thủy lực. Nhưng nếu người vận hành của bạn không thể giữ góc trong ±0,5° trong công việc tiêu chuẩn, thì sự bất ổn đó sẽ xuất hiện ở nơi khác — góc bị nứt, va đập quá tải, mòn dụng cụ sớm. Bạn không thể sửa một lỗ hổng đào tạo trị giá $1,000 bằng thép $5,000 mà gọi đó là thông minh được.
Dụng cụ tiêu chuẩn buộc phải có kỷ luật. Nó làm lộ sự lệch quy trình ở mức phế phẩm $1.19 mỗi chi tiết thay vì chôn giấu trong vốn khấu hao.
Nếu chi phí bất ổn quy trình < phần chênh lệch công cụ tùy chỉnh, thì hãy sửa quy trình — không phải dụng cụ.
Dụng cụ tùy chỉnh cho 500 chi tiết là bài toán, không phải phép màu. Nó chỉ hiệu quả khi hình dạng ổn định, lịch trình dự đoán được, nhà cung cấp đáng tin cậy và người vận hành của bạn đã có thể chạy chi tiết sạch. Thiếu một trong số đó, và “cái cờ lê trên đường ống rò” trở thành một canh bạc đắt đỏ.
Vậy câu hỏi thực sự không phải là “500 chi tiết có đáng để làm dụng cụ tùy chỉnh không?”
Mà là: doanh nghiệp của bạn có chịu đựng nổi thiệt hại $8,000 nếu giả định thay đổi không?
Bạn muốn một ngưỡng kích hoạt khách quan ở 500 chi tiết ư? Đừng tranh luận về chi tiết nữa. Hãy bắt đầu tranh luận về số tiền bạn đang để thất thoát.
Trong một vỏ hộp 500 chi tiết, chúng tôi đã tiết kiệm được 27 giây mỗi chi tiết với dụng cụ nhiều giai đoạn. Nghe có vẻ như lời khoe khoang kỹ thuật. Nhưng 27 giây × 500 chi tiết = 13.500 giây, hay 3,75 giờ máy uốn. Ở mức chi phí thực tế là $85/giờ, đó là $318.75 cho máy uốn. Không ai ký PO $7,500 để tiết kiệm $318.75 cả. Đó là 4.2% chi phí dụng cụ. Chỉ là tiếng ồn.
Nhưng toán học thì không quan tâm đến cảm xúc.
Cùng “27 giây” đó loại bỏ 500 lần chuyển tay, 500 lần kẹp lại và 500 cơ hội gây phế phẩm trị giá $42 trên thép không gỉ dày 14-gauge. Tỷ lệ phế phẩm giảm từ 4% xuống 1%. Với 500 chi tiết ở giá trị vật liệu $42, đó là 15 chi tiết tiết kiệm, tương đương $630. Giờ chúng ta ở mức $948.75. Vẫn chưa tới $7,500. Vậy tại sao điều này vẫn có hiệu quả?
Bởi vì thời gian chu kỳ chỉ là phần rò rỉ có thể nhìn thấy. Tiền thật nằm ở phía hạ nguồn.
Nếu những giây bị cắt giảm của bạn chỉ ảnh hưởng đến thời gian máy, thì dụng cụ tùy chỉnh là một sự xa xỉ. Nhưng nếu những giây đó làm giảm phế phẩm, thao tác và kiểm tra, thì bạn đang mua lại biên lợi nhuận.
Ban lãnh đạo thấy một dụng cụ $7.500. Họ không thấy chỗ rò rỉ thủy lực 2% trong mỗi chu kỳ.
Dụng cụ tiêu chuẩn có vẻ như đã “được trả xong”. Nhưng nếu nó buộc phải có một mối hàn phụ $10 trên 500 chi tiết, thì đó là $5.000 mỗi năm cho một công việc. Thêm $144 chi phí lao động dọn dẹp như chúng ta từng thấy trước đây, cộng với $630 chênh lệch phế phẩm, và giờ bạn đang đối mặt với $5.774 chi phí kém hiệu quả hằng năm. Đó là 77% giá của dụng cụ tùy chỉnh trong năm đầu tiên.
Sai lầm là coi dụng cụ là vốn đầu tư và coi sự kém hiệu quả là tiếng ồn vận hành. Một lần được phê duyệt. Còn cái kia lặp lại ở mọi công việc.
Vì vậy hãy hỏi thẳng: trong 12 tháng, chúng ta đang mua $7.500 bằng thép, hay đang trả $5.774 mỗi năm cho “thuế thùng phế liệu”? Nếu công việc lặp lại hai lần, đó là $11.548 bị mất. Giờ cái “dụng cụ đắt tiền” lại rẻ hơn 35% so với việc tiếp tục linh hoạt.
Nếu chi phí kém hiệu quả hằng năm × số năm dự kiến ≥ chi phí dụng cụ + chi phí kỹ thuật, thì dụng cụ tùy chỉnh thắng — ngay cả ở mức 500 chi tiết.
Các giám đốc điều hành thích tỉ lệ phần trăm thời gian hoạt động. “Hiệu suất sử dụng máy uốn từ 68% lên 74%.” Nghe có vẻ là một chiến thắng trị giá khoảng $2.000. Nhưng đó là điều trừu tượng.
Hãy nói với họ rằng bạn đã loại bỏ 500 mối hàn giá $6 mỗi mối (tính đủ chi phí) — đó là $3.000. Thêm 6 giờ mài mối hàn với giá $38/giờ — $228. Thêm 3 giờ kiểm tra QC lại với giá $45/giờ — $135. Tổng cộng là $3.363 được loại khỏi chi phí lương trong một lô 500 chi tiết.
Giờ hãy so sánh với thời gian uốn: tiết kiệm 3,75 giờ ở mức $85/giờ là $318,75. Thời gian máy chỉ chiếm 9% của câu chuyện tài chính. Phần còn lại là lao động mà bạn không bao giờ cần lên lịch nữa.
Đây là nơi các xưởng mất uy tín: họ nói về “uốn nhanh hơn” thay vì “loại bỏ nhân công hàn.” Ban lãnh đạo cắt giảm chi phí nhân công trước khi họ ăn mừng tốc độ máy.
Nếu số tiền tiết kiệm từ việc loại bỏ lao động hạ nguồn > tiết kiệm từ giờ máy uốn thuần túy, thì hãy dẫn đầu bằng lợi ích từ việc loại bỏ lao động — không phải thời gian hoạt động.
Đừng bước vào và hỏi xin $7.500.
Hãy bước vào và trình bày rằng một công việc 500 chi tiết hiện đang gánh chi phí ẩn $11,36 mỗi chi tiết giữa phế phẩm, hàn, xử lý và kiểm tra. Tổng cộng là $5.680 mỗi đợt. Nếu dụng cụ loại bỏ được $8 mỗi chi tiết trong số đó, bạn thu hồi $4.000 ở lô đầu tiên và $1.680 ở lô thứ hai. Sau đó, mọi lô đều là 100% phục hồi biên lợi nhuận.
Giờ cuộc trò chuyện chuyển từ “Chúng ta có đủ khả năng không?” sang “Tại sao chúng ta vẫn chọn chảy máu 8% trên mã hàng này?”
Và đây là phần không hiển nhiên: ngưỡng 500 chi tiết không liên quan đến số lượng. Nó liên quan đến mật độ lãng phí. Một chi tiết cẩu thả có 12% chi phí phụ ẩn chứa biện minh cho việc dùng dụng cụ thép tùy chỉnh nhanh hơn so với một chi tiết 2.000 cái sạch sẽ, có quy trình kiểm soát chặt chẽ. Khối lượng gây ồn ào. Mật độ lãng phí mới là yếu tố quyết định.
Vì vậy khung tư duy rất đơn giản và dễ truyền đạt trong phòng họp:
Nếu (Chi phí đã loại bỏ trên mỗi chi tiết × sản lượng hàng năm × hệ số ổn định) ≥ tổng mức rủi ro dụng cụ, thì phê duyệt dụng cụ. Nếu không, bạn đang suy đoán.
Bạn không đang thúc đẩy tốc độ. Bạn đang siết chặt một dây chuyền bị rò rỉ đang làm thất thoát 6%–12% lợi nhuận mỗi chu kỳ.
Nếu lạm phát lao động % > lạm phát chi phí dụng cụ %, thì ngưỡng sản lượng của bạn phải giảm hoặc biên lợi nhuận sẽ bị hao mòn.


















