

Ein 5×10-Blech aus Edelstahl der Stärke 10 wirkt nicht “schwer”, bis man selbst das hintere Ende hält, während 120 Tonnen Stempelkraft nach unten kommen.
Ich habe zugesehen, wie erwachsene Männer ihr Körpergewicht in ein durchhängendes Blech während des Zyklus stemmen, die Stiefel rutschen über Beton, während sie versuchen, die Biegelinie gerade zu halten, und die Abkantpresse sich weiterbewegt, als würde sie sich nicht darum kümmern. Das Teil kommt mit einer leichten Verdrehung heraus. Alle geben dem Timing die Schuld. Oder mangelnder Erfahrung.
Aber was wäre, wenn Maschine und Unterstützung von Anfang an gegeneinander gearbeitet hätten?
Ein 3-Meter-Blech aus Weichstahl, 6 mm dick, das auf zwei statischen Stützarmen liegt, sieht im Ruhezustand stabil aus. Zyklus starten, und die Schwerkraft übernimmt, bevor der Stempel überhaupt Kontakt erreicht. Das freie Ende senkt sich um einige Millimeter. Der Bediener gleicht aus, indem er anhebt. Die Presse fährt mit der programmierten Geschwindigkeit weiter nach unten.
Jetzt wirken drei Kräfte gleichzeitig: die Schwerkraft zieht nach unten, der Bediener drückt nach oben, und der Stempel fährt durch die Neutralachse der Biegung.
Das ist kein Biegen. Das ist ein Tauziehen.
Ausschussbehälter: Ich habe einmal während einer Schicht zwölf Aluminiumplatten à 8 Fuß verschrottet, weil sie alle entlang der Flanschkante eine Abweichung von 1,5 Grad hatten. Gleiches Programm. Gleicher Werkzeugsatz. Die einzige Variable waren zwei Bediener, die versuchten, einer statischen Unterstützung bei einem 90-Tonnen-Zyklus “zu helfen”. Für diese Bleche haben wir doppelt bezahlt – einmal fürs Material, einmal für die Nacharbeitszeit.
Die Steuer zeigt sich nicht am ersten Teil. Sie tritt auf in Ermüdung, Mikroanpassungen und diesem schleichenden Toleranzdrift, den man nicht richtig erklären kann.
Verformt sich das Blech also wirklich – oder verliert der Bediener einfach das Rennen gegen die Maschine?
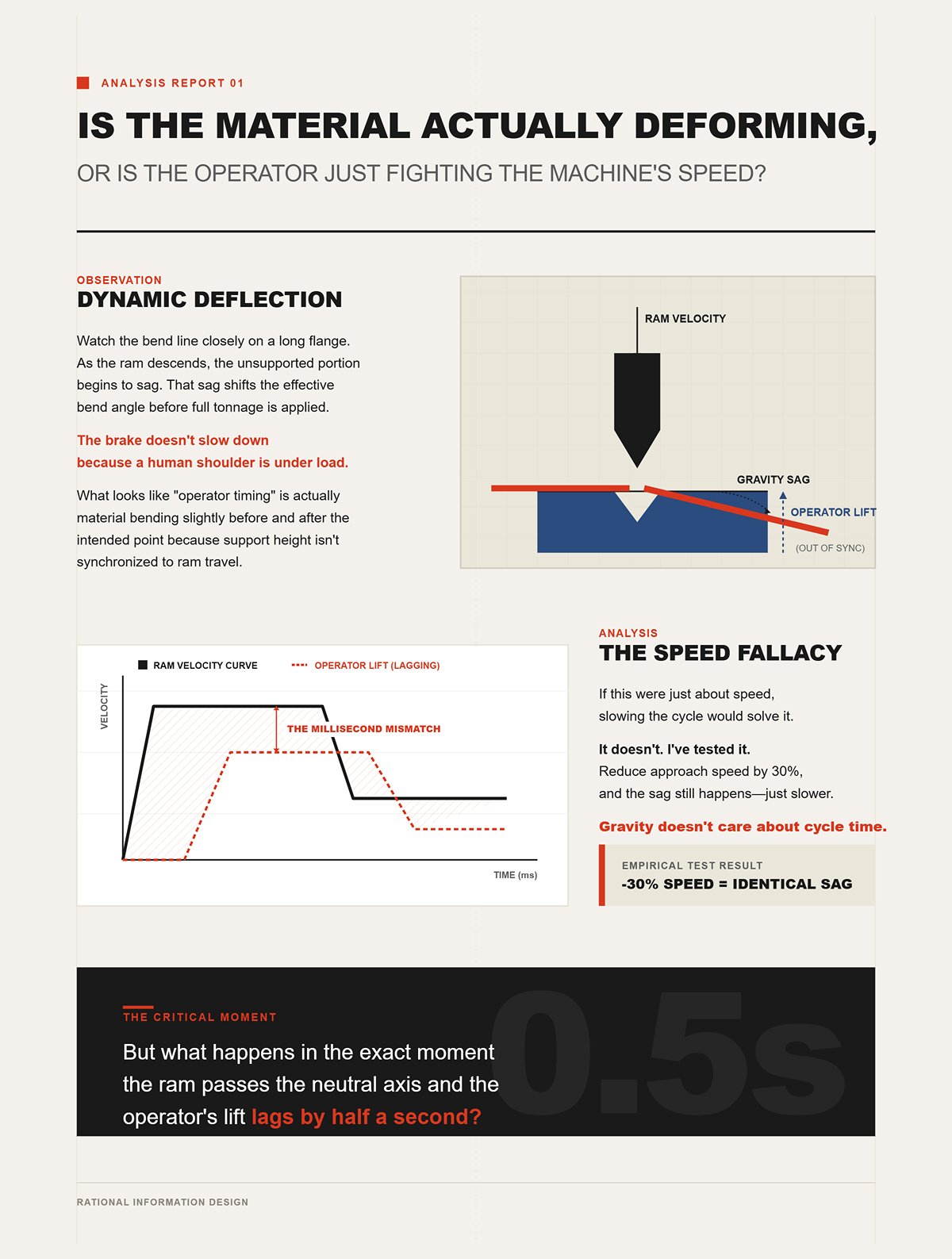
Beobachte die Biegelinie genau an einem langen Flansch. Wenn der Stempel abwärts fährt, beginnt der nicht gestützte Abschnitt durchzusacken. Dieses Durchhängen verändert den effektiven Biegewinkel, bevor die volle Tonnage aufgebracht wird. Der Bediener hebt an, um gegenzusteuern, aber er kann die Geschwindigkeitskurve des Stempels nicht millisekundengenau nachbilden.
Die Presse wird nicht langsamer, nur weil eine menschliche Schulter unter Last steht.
Was wie “Bediener-Timing” aussieht, ist in Wirklichkeit dynamische Durchbiegung – das Material biegt sich leicht vor und nach dem beabsichtigten Punkt, weil die Stützhöhe nicht mit der Stempelbewegung synchronisiert ist.
Wenn es nur um Geschwindigkeit ginge, würde eine Zyklusverlangsamung das Problem lösen. Tut sie aber nicht. Ich habe es getestet. Verringert man die Annäherungsgeschwindigkeit um 30%, passiert das Durchhängen trotzdem – nur langsamer. Die Schwerkraft interessiert sich nicht für Zykluszeiten.
Hier hört das Denken in den meisten Werkstätten auf. Sie nennen es ein Schulungsproblem.
Aber was passiert genau in dem Moment, wenn der Stempel die Neutralachse passiert und die Hebebewegung des Bedieners um eine halbe Sekunde hinterherhinkt?
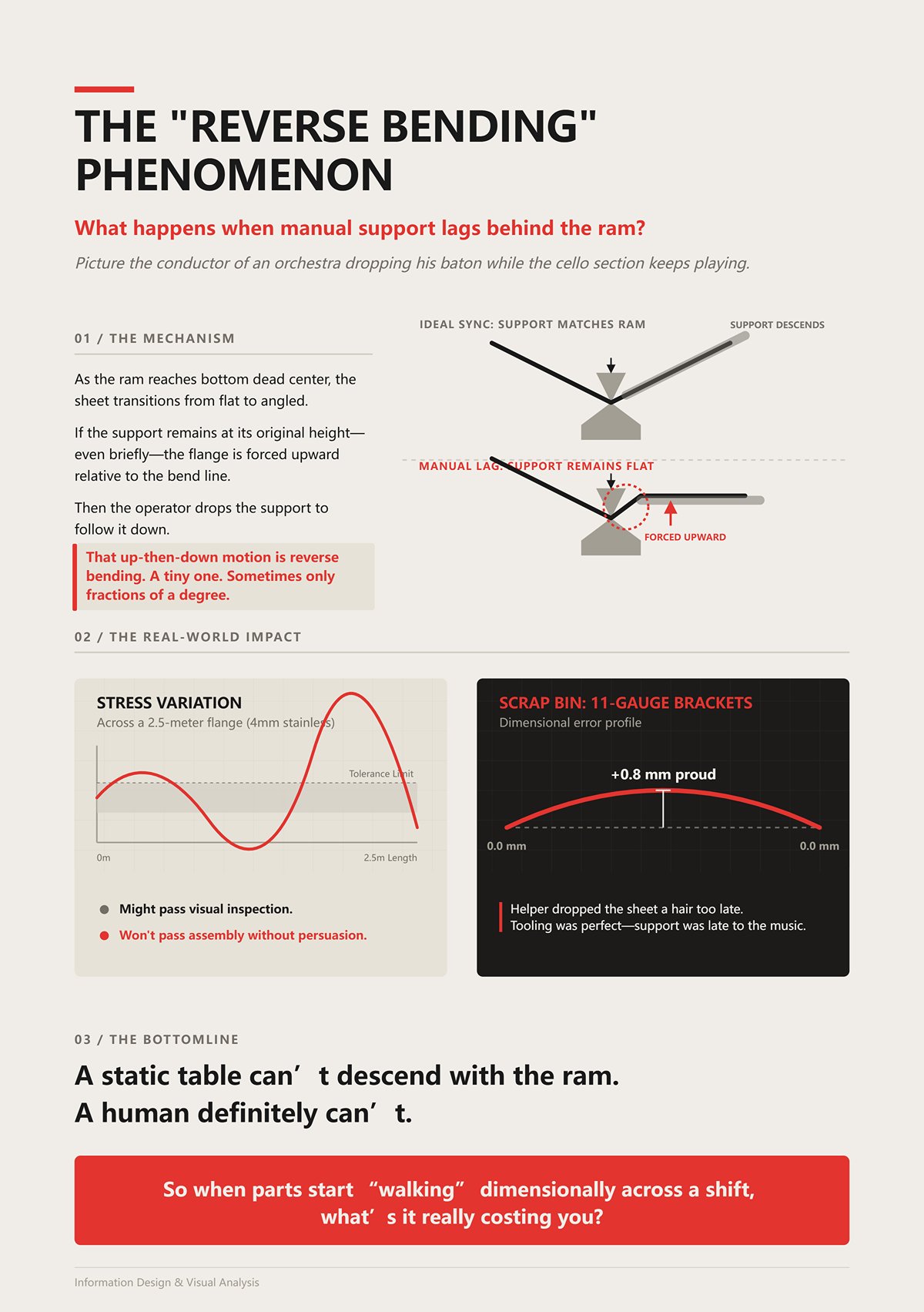
Stell dir den Dirigenten eines Orchesters vor, der seinen Taktstock fallen lässt, während das Cello weiterspielt. Das ist das Nachhinken der manuellen Unterstützung.
Wenn der Stößel den unteren Totpunkt erreicht, wechselt das Blech von flach zu schräg. Bleibt die Auflage auch nur kurz auf ihrer ursprünglichen Höhe, wird der Flansch relativ zur Biegelinie nach oben gedrückt. Dann senkt der Bediener die Auflage ab, um ihr zu folgen.
Diese Bewegung hoch–runter ist ein Rückwärtsbiegen. Ein winziges. Manchmal nur Bruchteile eines Grades.
Mach das über einen 2,5 Meter langen Flansch in 4 mm Edelstahl und du erzeugst Spannungsunterschiede entlang der Länge. Es könnte die Sichtprüfung bestehen. Die Montage wird es ohne Überzeugungsarbeit nicht bestehen.
Ausschussbehälter: Ich habe Halterungen aus 11-Gauge-Kohlenstoffstahl gesehen, die an den Enden perfekt gemessen wurden und in der Mitte um 0,8 mm hervorstanden, weil der Helfer das Blech einen Hauch zu spät abgesenkt hat. Wir haben sie herausgebrannt und von vorne begonnen. Nicht, weil das Werkzeug falsch war – sondern weil die Auflage zu spät im Takt war.
Ein statischer Tisch kann nicht mit dem Stößel hinabfahren. Ein Mensch definitiv auch nicht.
Also wenn Teile im Verlauf einer Schicht dimensional “wandern”, was kostet dich das wirklich?
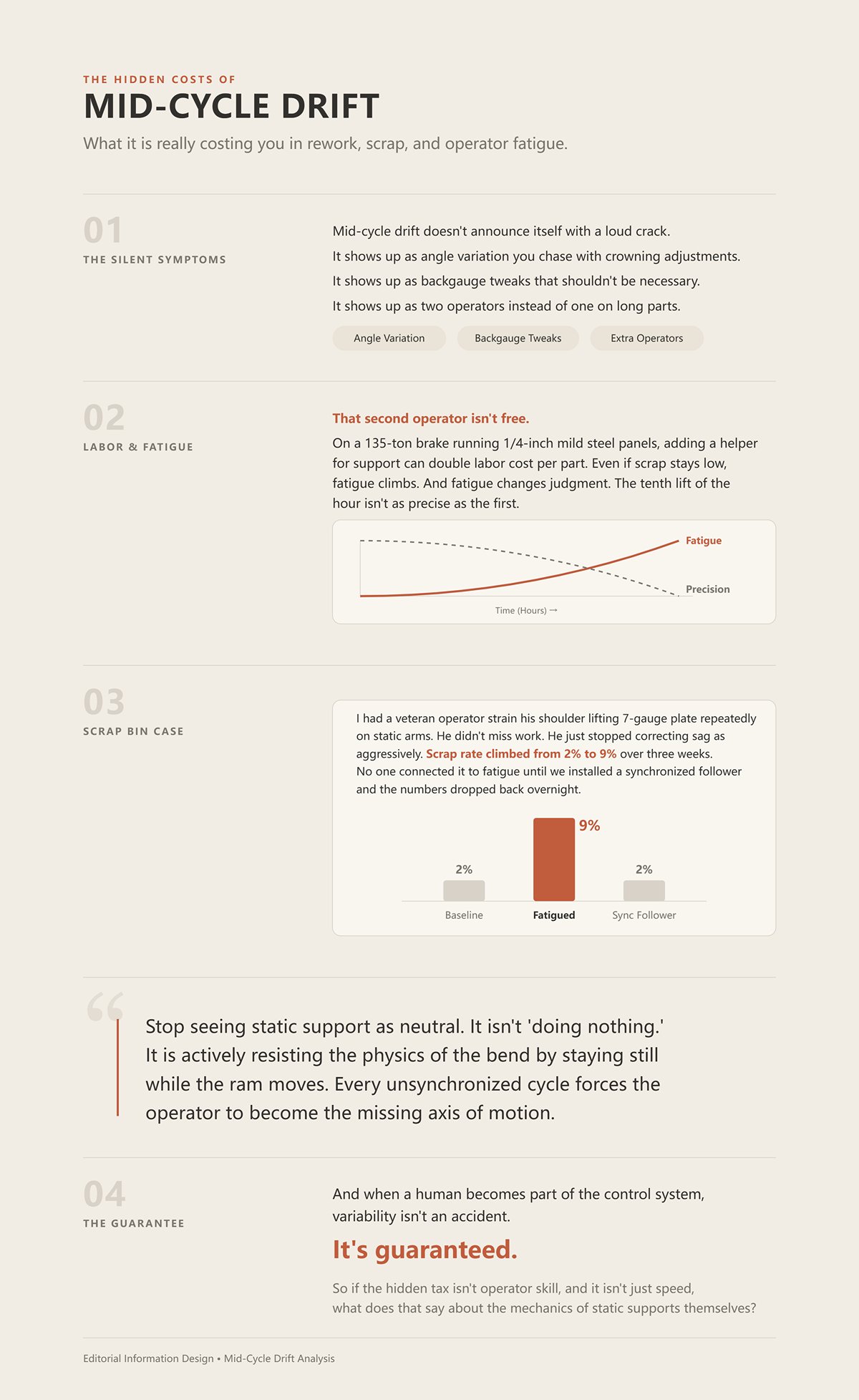
Das Abdriften während des Zyklus kündigt sich nicht mit einem lauten Knall an. Es zeigt sich als Winkelabweichung, die du mit Bombierungsanpassungen verfolgst. Es zeigt sich als Hinteranschlag-Justierungen, die eigentlich nicht nötig sein sollten. Es zeigt sich als zwei Bediener statt einem bei langen Teilen.
Dieser zweite Bediener ist nicht kostenlos.
Bei einer 135-Tonnen-Biegemaschine, die 1/4-Zoll-Weichstahlplatten biegt, kann die Hinzunahme eines Helfers zur Unterstützung die Arbeitskosten pro Teil verdoppeln. Selbst wenn der Ausschuss niedrig bleibt, steigt die Müdigkeit. Und Müdigkeit verändert das Urteilsvermögen. Der zehnte Hub in der Stunde ist nicht so präzise wie der erste.
Ausschussbehälter: Ich hatte einen erfahrenen Bediener, der sich seine Schulter durch wiederholtes Heben von 7-Gauge-Platten auf statischen Armen überlastete. Er fehlte nicht bei der Arbeit. Er hörte einfach auf, Durchbiegung so energisch zu korrigieren. Die Ausschussrate stieg von 2% auf 9% innerhalb von drei Wochen. Niemand brachte es mit Müdigkeit in Verbindung, bis wir einen synchronisierten Mitläufer installierten und die Zahlen über Nacht zurückgingen.
Hier ist der kognitive Wechsel, den ich möchte, dass du vollziehst:
Hör auf, statische Unterstützung als neutral zu betrachten.
Sie tut nicht “nichts”. Sie widersetzt sich aktiv der Physik des Biegens, indem sie stillsteht, während sich der Stößel bewegt. Jeder nicht synchronisierte Zyklus zwingt den Bediener, die fehlende Bewegungsachse zu sein.
Und wenn ein Mensch Teil des Steuersystems wird, ist Variabilität kein Zufall.
Sie ist garantiert.
Wenn also die versteckte Steuer nicht die Bedienerfertigkeit ist und nicht nur die Geschwindigkeit, was sagt das über die Mechanik statischer Unterstützungen selbst?
Bei einer 135-Tonnen-Hydraulikbiegemaschine, die ein 3 Meter langes Blech aus 4 mm Edelstahl biegt, beobachte die ersten 50 Millimeter des Stößelwegs. Der Stempel hat noch nicht vollständig eingegriffen. Das Blech ist noch größtenteils flach. Die statischen Frontarme sind auf einer festen Höhe. Die Schwerkraft zieht das freie Ende bereits nach unten.
Die Hände des Bedieners gehen hoch, bevor die Tonnage steigt.
Das ist der offensichtliche Konstruktionsfehler: Eine statische Stütze hat nur einen Freiheitsgrad – nach oben oder unten, wenn man sie manuell einstellt. Der Stößel hat eine programmierte Geschwindigkeitskurve, Positionsrückmeldung und Wiederholgenauigkeit im Hundertstelmillimeterbereich. Sobald der Zyklus startet, bewegt sich nur eines der beiden Systeme gezielt.
Das Teil kommt mit einer subtilen Verdrehung heraus.
Schrottbehälter: Ich habe vor Jahren einen Lauf mit 10-Gauge-Kohlenstoffstahl gemacht – 2,4-Meter-Flansche – auf festen Armen. Wir haben die Annäherung verlangsamt, die Tonnage-Rampe reduziert, sogar die Bombierung angepasst. Die ersten fünf Teile waren einwandfrei. Bei Teil fünfzehn driftete der Winkel um 0,6 Grad am einen Ende nach oben. Im Programm änderte sich nichts. Geändert hatte sich, wie energisch der Bediener hob, als die Ermüdung einsetzte. Das “Stützsystem” war eine menschliche Wirbelsäule.
Ein statischer Arm hilft nicht nur nicht; er zwingt den Bediener dazu, einen Regelkreis zu schließen, von dem die CNC glaubt, dass sie ihn bereits kontrolliert. Nun greifen zwei Regler auf ein und dasselbe Blech zu: die Bremse, die die Biegelinie nach unten treibt, und der Bediener, der das freie Ende nach oben drückt. Sie sind nicht synchronisiert, und sie werden es nie sein.
Aber was wäre, wenn Maschine und Unterstützung von Anfang an gegeneinander gearbeitet hätten?
Wenn die Bremse in der Mittelhubphase beschleunigt, verschiebt sich der Schwerpunkt des Blechs, während der Flansch zu entstehen beginnt. Die Belastung der Stütze ändert sich dynamisch. Ein statischer Arm kann diese Verschiebung nicht vorhersehen. Eine aktive Nachführung, selbst eine einfache pneumatische Einheit mit einer Nennlast von 380 kg, ist so gebaut, dass sie mit der Stößelposition auf- und absteigt. Sie beseitigt den Gegenbogen nicht. Sie reduziert die menschliche Schätzarbeit, die ihn verursacht.
Wenn ein System positionsgesteuert und das andere muskelgesteuert ist – welches gewinnt Ihrer Meinung nach bei 20 mm pro Sekunde?
Nehmen wir eine gängige Einrichtung: 6 mm Baustahl, 48 mm V-Matrizenöffnung – genau nach der 8-fachen-Blechdickenregel, die die meisten Werkstätten befolgen. Wenn der Stempel in das V eintaucht, dreht sich das Blech nicht um eine imaginäre Linie im Raum. Es dreht sich um die Kontaktpunkte an den Schultern der Matrize. Diese Drehpunktlage wird durch die Matrizen-Geometrie festgelegt.
Betrachten Sie nun eine typische statische Frontstütze. Der Arm dreht sich über eine Halterung, die am Maschinenrahmen befestigt ist, oft 300 bis 600 mm vor der Matrizenlinie. Sein Bewegungsbogen – falls er überhaupt einen hat – hat nichts mit der Geometrie der V-Öffnung zu tun.
Diese beiden Bögen sind nicht konzentrisch. Sie teilen nicht einmal denselben Mittelpunkt.
Schrottbehälter: Wir haben eine Aluminium-Riffelplatte von 1/4 Zoll über eine Länge von 2,5 Metern mit einer 60 mm V-Matrize gebogen. Statischer Tisch zu Beginn bündig eingestellt. Als sich der Flansch ausbildete, wollte die natürliche Drehung des Blechs den Matrizen-Schultern folgen. Der im Raum fixierte Tisch zwang den Flansch zunächst leicht nach oben, bevor er absank. Das Ergebnis war ein 1,2 mm Bogen über die Flanschlänge. Wir gaben dem Materialgedächtnis die Schuld. Es war ein Geometriekonflikt.
Wenn der effektive Drehpunkt der Stütze nicht der Drehlinie der Matrize folgt, biegen Sie das Blech zweimal – einmal um die Matrize wie vorgesehen und einmal gegen die Stütze, die sich dieser Drehung widersetzt. Diese zweite Biegung ist klein. Bruchteile von Grad. Über 3 Meter werden Bruchteile zu Millimetern.
Aktive Nachführungen sind so konstruiert, dass sie sich vertikal in Abstimmung mit dem Stößelhub bewegen und den Kontakt nahe der sich ändernden Tangente des Blechs halten, während es sich um die Matrize dreht. Sie richten nicht jede geometrische Variable – Matrizenbreite, Blechbreite, Flanschlänge – magisch aus, aber sie entfernen den festen, widersprüchlichen Bewegungsbogen, den statische Arme erzwingen.
Werkstatturteil: Wenn sich die Drehgeometrie Ihrer Stütze nicht mit der Drehgeometrie der Matrize bewegt, bauen Sie bei jedem langen Flansch Umkehrspannungen ein.
Selbst wenn die Geometrie den Doppelbiegeeffekt erklärt, was passiert, wenn das Timing ins Spiel kommt?
Betrachten Sie eine mechanische Abkantpresse, die in der Mittelhubphase schneller läuft als beim Annähern – üblich bei älteren schwungradgetriebenen Maschinen. Der Stößel könnte die letzten 20 mm vor dem unteren Totpunkt in einem Bruchteil einer Sekunde zurücklegen. Diese Geschwindigkeitskurve ist vorhersehbar. Wiederholbar.
Eine statische Stütze hat kein Geschwindigkeitsprofil. Sie bleibt unbeweglich, bis ein Mensch reagiert.
Aber was passiert genau in dem Moment, wenn der Stempel die Neutralachse passiert und die Hebebewegung des Bedieners um eine halbe Sekunde hinterherhinkt?
In diesem halben Sekundenbruchteil stirbt die CNC-Präzision.
Das Blech wechselt von elastischer Verformung zu plastischem Fließen um die neutrale Achse – die Schicht innerhalb der Dicke, die sich weder dehnt noch staucht. Wenn dieser Punkt erreicht wird, ändert sich der Flanschwinkel schnell. Wenn die Stützhöhe nicht synchron absinkt, wird der Flansch kurzzeitig zu stark angehoben. Wenn der Bediener seine Hände senkt, federt das Material ungleichmäßig über die Länge zurück.
Ausschussbehälter: Auf einer 90-Tonnen-Abkantpresse beim Biegen von 7-Gauge-Platten versuchten wir, das Durchhängen zu kompensieren, indem wir das freie Ende höher als waagerecht vorhoben. Es “funktionierte” bei kurzen Flanschen. Bei 2,8 Meter langen Teilen traf die Mitte wegen geringfügiger Materialdickenvariation Millisekunden nach den Enden die neutrale Achse. Die Stützkorrektur war bereits falsch getimt. Wir jagten eine Unregelmäßigkeit von 0,9 Grad über 40 Teile hinweg, bevor wir zugaben, dass das Problem nicht die Tonnage war – es war die Verzögerung.
Man kann die Maschine langsamer laufen lassen. Die Schwerkraft wirkt trotzdem. Man kann den Bediener schulen. Die Reaktionszeit variiert trotzdem – typischerweise 200 bis 300 Millisekunden für eine visuell-motorische Reaktion unter Last. Die Presse interessiert das nicht.
Ein synchronisierter Mitläufer – ob pneumatisch oder servoangetrieben – koppelt seine vertikale Bewegung an die Position des Stößels, nicht an die menschliche Wahrnehmung. Ja, er erfordert immer noch eine Einrichtung. Ja, die Verbindung muss mit dem LED-Kontaktanzeiger, den einige Systeme verwenden, überprüft werden. Präsenz ist nicht dasselbe wie Kontakt. Aber einmal verbunden, entspricht seine Geschwindigkeit der durch die Maschine vorgegebenen Bewegung.
Bei einer CNC-Abkantpresse mit einer Wiederholgenauigkeit des Stößels von ±0,01 mm ist das Vertrauen auf einen statischen Arm mit ±menschlichem Timing keine Sparsamkeit. Es ist Sabotage.
Urteil der Werkhalle: Wenn Ihre Stütze nicht die Position und Geschwindigkeit des Stößels ausgleichen kann, endet Ihre CNC-Genauigkeit an der Matrize – und alles darüber hinaus wird zum Ratespiel.
Vor ein paar Monaten habe ich auf einer modernen CNC-Abkantpresse eine 3/16-Zoll-Aluminiumbiegung gemessen. Vom Anfahren bis zum unteren Totpunkt benötigte die letzten 18 mm des Stößelwegs 0,6 Sekunden. Nicht langsam. Nicht gewaltsam. Nur schnell genug, dass das Blech es sofort „spürt“, wenn der Mitläufer zögert.
Das ist die Messlatte. Wenn ein Mitläufer diesen 0,6-Sekunden-Abstieg nicht ohne Überschwingen oder Verzögerung nachverfolgen kann, ist er keine Unterstützung – sondern verzögertes Eingreifen.
Statische Arme haben diesen Kampf bereits verloren, weil sie sich nicht bewegen. Jetzt ist die eigentliche Frage subtiler: Wenn der Stößel in Echtzeit beschleunigt, abbremst und korrigiert, welche Antriebsart kann im Takt bleiben, ohne eigene Timing-Probleme zu erzeugen?
Betrachten Sie den Stößel als Dirigenten. Der Mitläufer hat nur eine Aufgabe – im perfekten Takt zu spielen. Sowohl pneumatische als auch Servosysteme behaupten, sie könnten es. Nur eines tut es, ohne zu raten.
Stellen Sie sich eine 4 Fuß breite Platte aus Edelstahl 10-Gauge, kurze 25 mm Flansche, enge V-Matrize vor. Niedriger Schwerpunkt. Minimale Rotation. In diesem engen Fall könnte ein feststehender, exakt waagerecht eingestellter Arm funktionieren.
Aber nun verlängern Sie das Teil auf 2,5 Meter und vergrößern den Flansch auf 120 mm. Die Masse des Teils schwingt beim Biegen nach außen. Die Rotation beschleunigt im Bereich der neutralen Achse. Die Stütze muss sich in einem kontrollierten Bogen relativ zum Matrizen-Kontakt absenken. Ein fester Arm senkt sich gar nicht.
Ausschussbehälter: Wir fertigten Halterungen aus kaltgewalztem Stahl, 11-Gauge, 300 mm breit. Der statische Arm funktionierte gut bei den ersten 20 Teilen. Dann änderte sich der Auftrag – gleiche Dicke, aber 1,8 Meter Länge. Bei Teil acht hatten wir eine 1,4 mm Verwindung an der freien Ecke. An Tonnage oder Werkzeug änderte sich nichts. Nur die Länge. Der Arm versagte nicht, weil er schwach war. Er versagte, weil sich Geometrie und Timing veränderten, während er unverändert blieb.
Ein mechanischer Arm ist keine “einfache Automatisierung”. Er ist null Automatisierung. Er setzt voraus, dass Biegeschwindigkeit, Blechgewicht und Flanschlänge in einem engen Bereich bleiben. Serienfertigung – insbesondere in Betrieben mit vielen Varianten – hält sich selten lange in diesem Bereich.
Urteil der Werkhalle: Eine feste Stütze kann kurze, wiederholbare Teile bewältigen; sie kann das Material jedoch nicht mehr schützen, sobald Länge, Geschwindigkeit und Rotation variieren.
Jetzt fügen wir Bewegung hinzu. Ein pneumatischer Mitläufer verwendet Druckluft, die einen Zylinder antreibt, um den Supporttisch anzuheben und abzusenken. Theoretisch: Wenn man das Ventilsignal an die Stößelposition koppelt, erhält man Synchronisation.
In der Praxis komprimiert sich Luft.
Das ist wichtig. Wenn der Stößel in der Mitte des Hubs beschleunigt, öffnet das Steuerventil, um die Luft aus dem Zylinder abzulassen, sodass der Tisch absinkt. Aber die Luft im Inneren entweicht nicht sofort. Schlauchdurchmesser, Reglerdurchflussrate und sogar Schwankungen des Betriebsdrucks – von 95 psi am Morgen bis 82 psi, wenn drei Laser anlaufen – verändern die Reaktionszeit.
Man sieht keine dramatische Verzögerung. Man spürt eine sanfte. Ein Polster von 0,1 Sekunden, in dem der Tisch einen Moment widersteht, bevor er nachgibt.
Ausschussbehälter: Wir installierten einen pneumatischen Mitläufer, ausgelegt für 380 kg unter einer 1/4‑Zoll‑Aluminiumplatte, 3 Meter lang. Der Lauf am Morgen war sauber. Nach dem Mittagessen nahm das Kompressorschalten zu, der Leitungsdruck fiel um 10 psi. Der Mitläufer fuhr einen Hauch langsamer ab. Ergebnis: eine gleichmäßige Überbiegung von 0,6 Grad in der Mitte im Vergleich zu den Enden. Gleiches Programm. Gleicher Bediener. Unterschiedliches Luftverhalten.
Druckluft ist verzeihend und mechanisch einfach. Weniger Elektronik. Geringere Anfangskosten. Und in Werkstätten ohne aufgerüstete Stromversorgung vermeidet sie den Spitzenstrom, den manche vollelektrischen Systeme erfordern. Aber Druckluft bringt eine lebendige Variable mit sich – die Druckstabilität –, die Ihr CNC‑Stößel nicht teilt.
Aber was, wenn Maschine und Unterstützung von Anfang an gegeneinander gearbeitet haben? Bei Pneumatik kann die Befehlsausgabe übereinstimmen, aber die Reaktionszeit abweichen.
Werkstatturteil: Pneumatische Mitläufer sind ein massives Upgrade gegenüber statischen Armen, aber ihre Geschwindigkeit ist nur so stabil wie Ihre Luftversorgung.
Ein servogesteuerter Mitläufer ersetzt komprimierte Luft durch einen Motor und eine Kugelgewindespindel oder Riemenantrieb. Die Positionsrückmeldung kommt von einem Encoder. Wenn sich der Stößel um 0,01 mm bewegt, kann der Mitläufer angewiesen werden, sich um 0,01 mm zu bewegen. Keine Federwirkung. Kein Druckabfall.
Bei einer 90‑Tonnen‑Abkantpresse, die 5 mm Baustahl über einem 40 mm‑V‑Gesenk biegt, haben wir die Geschwindigkeitskurve des Stößels aufgezeichnet – langsamer Anlauf, schnelle Mittelphase, kontrollierte Verzögerung bis zum unteren Umkehrpunkt. Der Servomitläufer spiegelte diese Kurve innerhalb messbarer Encoder‑Toleranz wider. Die Abweichung des Winkelmaßes über 30 Teile hinweg blieb zwischen den Enden innerhalb von 0,2 Grad.
Diese Art von Wiederholgenauigkeit ist entscheidend, wenn die Ebenheit der Flansche den nachgelagerten Schweißprozess beeinflusst oder wenn Sie vorbeschichteten Edelstahl der Stärke 14 Gauge biegen, der nachträglich nicht mehr “nachgebessert” werden kann.
Nun zur Kostenseite. Servosysteme erfordern saubere Stromversorgung und qualifiziertere Fehlerbehebung. Ich habe hybride Servo‑Hydraulikpressen gesehen, die durch proprietäre Antriebsfehler mit Reparaturkosten von 8.500 € stillgelegt wurden. Wenn die Elektronik ausfällt, schlagen Sie nicht einfach mit einem Schraubenschlüssel dagegen und machen weiter.
Wann ist es also gerechtfertigt?
Wenn Ausschusskosten das Reparaturrisiko übersteigen. Wenn Teile so lang sind, dass ein Fehler von 0,5 Grad zu einer sichtbaren Krümmung führt. Wenn das Material teuer ist – etwa 3/16‑Zoll‑5052‑Aluminium zu heutigen Preisen – und Nacharbeit keine Option ist.
Werkstatturteil: Wenn Ihre Toleranzkette oder Materialkosten selbst kleine Timingfehler bestrafen, amortisiert sich die Servowiederholgenauigkeit durch eingesparten Ausschuss.
Ein 3‑Meter‑Blech aus 6 mm Baustahl wiegt etwa 140 kg. Addiert man die dynamische Last beim Schwenken hinzu, überschreitet man kurzzeitig das statische Gewicht. Viele pneumatische Mitläufer geben eine Kapazität von 300 bis 400 kg an. Auf dem Papier scheint das ausreichend.
Aber die Nennkapazität setzt idealen Druck und vertikale Last voraus. Während des Biegens verlagert sich der Schwerpunkt des Blechs nach außen und erzeugt Hebelwirkung. Der Zylinder hebt also nicht nur Gewicht, er widersteht auch dem Drehmoment.
Wenn der Stößel den unteren Totpunkt erreicht, wechselt die Belastung schnell. Befindet sich der Zylinder nahe seiner oberen Kraftgrenze, komprimiert sich die Luft leicht, bevor sie zurückdrückt. Diese Mikrokompression zeigt sich als Durchhang des Mitläufers.
Ausschussbehälter: Wir bogen 8 mm‑Platten, 2,4 Meter lang, mit einem Mitläufer, der für 400 kg ausgelegt war. Nach statischer Berechnung waren wir im sicheren Bereich. In Bewegung senkte sich der Tisch während des Biegens um 3 mm ab. Der Flanschwinkel in der Mitte schloss sich um 0,8 Grad stärker als an den Enden. Der Zylinder war laut Katalog nicht unterdimensioniert – aber für die dynamische Realität doch.
Servosysteme hingegen halten die Position durch Motordrehmoment und mechanischen Antrieb, nicht durch eingeschlossene Luft. Sie verlieren keine Höhe, weil der Druck schwankt. Aber sie ziehen bei hohen Lasten kurzfristig mehr Strom, und ältere Werkstätten mit begrenzter Stromversorgung spüren diesen Anstieg.
Also besteht die Falle nicht nur in der Hebekapazität. Es geht um dynamische Kontrolle unter wechselnder Last.
Urteil aus der Werkhalle: Wenn Ihre Teile lang, dick oder drehmomentstark sind, entspricht eine pneumatische Bewertung auf dem Papier möglicherweise nicht einer stabilen Unterstützung in Bewegung.
Die Antriebsfrage hat nichts mit Luxus zu tun. Es geht um das Tempo. Ein Mitläufer, der der Geschwindigkeit des Stößels – insbesondere dem 0,6‑Sekunden‑Abstieg bei 3/16‑Zoll‑Aluminium – nicht folgen kann, löst das Synchronisationsproblem nicht. Er verändert es.
Und sobald Sie beginnen, Materialien zu wechseln – weiches Aluminium, federnder Edelstahl, hochfesten Stahl – deckt das Blech selbst jedes Schwächen dieser Antriebsentscheidung auf.
Ein 3‑Meter‑Blech aus 20‑Gauge‑5052‑Aluminium wiegt weniger als 18 kg. Ein 3‑Meter‑Blech aus 1/4‑Zoll‑A36‑Platte überschreitet 180 kg. Legen Sie beide auf dieselbe Abkantpresse mit demselben Mitläufer und behaupten Sie, die Physik sei identisch.
Sie befinden sich nicht einmal im selben Argument.
Aluminium gibt früh nach und federt mäßig zurück. Edelstahl widersetzt sich, speichert Energie und schnellt stärker zurück. Hochfester Stahl hält bis zum letzten Millimeter des Hubs stand und gibt dann Drehmoment wie eine gespannte Feder in das Werkzeug ab. Der Mitläufer hält nicht nur Gewicht; er reagiert darauf, wie sich dieses Blech während des Biegens dreht, beschleunigt und entlädt.
Wenn der Antrieb nachhinkt, verdeckt weiches Material das. Wenn der Antrieb unter Rückfederung zögert, deckt hochfester Stahl es auf. Und wenn der Mitläufer überdimensioniert, aber langsam ist, verwandelt dünnes Blech ihn in eine Abschussvorrichtung.
Hier machen die meisten Werkstätten den Fehler. Sie bemessen Mitläufer nach Kilogramm und vergessen das Verhalten.
Aber was passiert, wenn das Material selbst zum Verstärker wird?
Stellen Sie sich 22‑Gauge‑304‑Edelstahl vor, 2,5 Meter lang, gebogen zu einer 40‑mm‑Flansch. Das Blech wiegt kaum 12 kg, aber sein Verhältnis von Steifigkeit zu Masse ist hoch. Wenn der Stößel absinkt, verschiebt sich die neutrale Achse zur Innenradiusseite, das freie Bein beginnt sich zu drehen, und die Trägheit übernimmt.
Aber was passiert genau in dem Moment, wenn der Stempel die Neutralachse passiert und die Hebebewegung des Bedieners um eine halbe Sekunde hinterherhinkt?
Mit einem statischen Arm, der 5 mm zu tief steht, fällt das rotierende Bein ab, berührt den Arm und prallt zurück. Das Teil kommt mit einer leichten Verdrehung heraus. Nicht dramatisch. Gerade genug, dass der Flansch auf dem Prüftisch schwankt.
Das ist kein Gewichtsproblem. Das ist ein Timingproblem.
Ein pneumatischer Mitläufer mit einem Reaktionspuffer von 0,1 Sekunden kann bei Dünnblech trotzdem überschießen, da so wenig Masse vorhanden ist, um Bewegung zu dämpfen. Das Blech beschleunigt schneller, als die Luft stabilisieren kann. Ein Servomitläufer, der angewiesen ist, die Höhe des Unterwerkzeugs innerhalb der Auflösung des Encoders zu verfolgen, bewegt sich im Tempo des Stößels. Das Blech fällt nie frei, also prallt es nie zurück.
Ausschussbehälter: Wir haben 20‑Gauge‑verzinktes Blech, 3 Meter lang, auf manuellen Gleitarmen gefahren, die für 500 kg mit Polyethylenauflagen ausgelegt waren. Nach 40 Teilen wiesen 6 Teile durchgehend eine Flanschhöhenabweichung von 1,2 mm in der Mitte auf. Die Arme waren nicht schwach. Sie waren zu spät. Wir wechselten zu einem synchronisierten Mitläufer, und die Abweichung fiel unter messbare Klebebandtoleranz.
Leichte Bleche bestrafen Verzögerung mehr als sie Stärke belohnen.
Urteil aus der Werkhalle: Bei Dünnblech verhindern Geschwindigkeit und Synchronisation das Peitschen; reine Hebekapazität bewirkt nichts.
Wenn also dünnes Material Beweglichkeit erfordert, was passiert, wenn das Blech zehnmal mehr wiegt?
Nehmen wir 1/4‑Zoll A36, 3 Meter lang. Ungefähr 185 kg. Jetzt biegen wir einen 60‑mm‑Flansch auf einer 120‑Tonnen‑Abkantpresse mit einer 40‑mm‑V‑Matrize. In der mittleren Hubphase verlagert sich der Schwerpunkt der Platte nach außen und erzeugt einen Dreharm von etwa der halben Flanschlänge.
Rechnet man das durch, stützt man nicht mehr 185 kg vertikal ab. Man widersteht einem Biegemoment, das versucht, den Mitläufer nach unten zu drücken.
Standard‑Schiebearme mit 500‑kg‑Nennlast gehen von einer nahezu vertikalen Belastung aus. Bei einem Dreharm von 60 mm erfährt die Linearführung eine Seitenlast, für die sie nie ausgelegt war. Ich habe während der dynamischen Rotation bei dicken Platten eine Durchbiegung von 2–3 mm an der Armspitze gemessen. Diese Durchbiegung schließt den Winkel in der Mitte, bevor die Enden es tun.
Schrottkiste: Wir haben 10‑mm‑Weichstahl, 2,4 Meter lang, mit verlängerten manuellen Armen mit Kugelrollen gebogen. Laut statischer Bewertung sicher. Unter Last entwickelte ein Arm am Befestigungsblock eine bleibende Senkung von 1 mm. Die nächsten 25 Teile zeigten in der Mitte einen um 0,7 Grad engeren Winkel. Der Arm bog sich, bevor der Stahl es tat.
Servo‑ oder Hydraulikmitläufer, die für den Einbau in den Pressentisch ausgelegt sind, leiten die Last direkt in den Rahmen der Presse ein, nicht über weit auskragende Arme. Die Struktur zählt hier mehr als der Motor. Hochfeste Stähle – etwa 6 mm S700 – verstärken das Problem, weil ihre höhere Streckgrenze plastische Verformung verzögert; dadurch drückt mehr elastische Energie während der Rotation in die Stütze zurück.
Man kann Bauteile umkonstruieren – kürzere Flansche, größere Radien – um die Belastung zu mindern. Clevere Betriebe tun das. Aber wenn die Geometrie feststeht und die Tonnage steigt, wird die Struktur zur Überlebensfrage.
Boden‑Fazit: Bei mittlerer bis hoher Plattendicke werden auskragende Stützarme selbst zu Biegeträgern; integrierte Mitläufer, die mit dem Rahmen verbunden sind, übertragen das Drehmoment ohne Durchbiegung.
Und selbst wenn Gewicht und Drehmoment gelöst sind, wartet noch eine weitere Variable darauf, den Tag zu verderben.
Wechseln wir nun zu 14‑Gauge vorbehandeltem Edelstahl mit No. 4‑Schliffoberfläche. Gewicht handhabbar – etwa 40 kg bei 3 Metern. Der Kunde lehnt Teile wegen eines einzigen 30‑mm‑Kratzerstreifens ab.
Manuelle Stützarme verwenden oft Polyethylen‑ oder Bürsteneinsätze. Gut zum statischen Gleiten. Doch während eines synchronisierten Biegevorgangs gleitet das Blech nicht nur, es beschreibt einen Bogen. Wenn die Oberfläche des Mitläufers hohe Reibung hat, schleift die Platte mikroskopisch beim Rotieren, besonders nahe dem unteren Totpunkt, wo der Druck seinen Höchstwert erreicht.
Ich habe Werkstätten gesehen, die den Bediener für Kratzer verantwortlich machten, die reine Tribologie waren – Reibung unter Last.
Schrottkiste: Bei 14‑Gauge‑#4‑Edelstahl, 2 Meter lang, betrieben wir einen pneumatischen Mitläufer mit Stahlrollen. Nach 60 Teilen zeigten sich feine lineare Spuren parallel zur Biegekante. Die Rollen waren sauber. Das Problem war Mikroschlupf, als sich das Blech drehte und der Mitläufer zögerte. Der Wechsel zu beschichteten, nicht‑markierenden Rollen und eine straffere Synchronisation beseitigten die Spuren, ohne das Programm zu ändern.
Hierarchisch gesehen gilt: Wenn der Hub falsch getaktet ist, verkratzt selbst die weichste Bürstenplatte, weil das Blech kurzzeitig ungestützt ist und aufschlägt. Ist der Hub präzise, aber die Kontaktoberfläche falsch, bleibt der Winkel erhalten, doch die Oberfläche leidet.
Die Materialempfindlichkeit bestimmt, welcher Fehler zuerst sichtbar wird. Aluminium verzeiht Kratzer, zeigt aber Winkelfehler. Edelstahl kaschiert kleine Winkelabweichungen, bestraft jedoch Reibung. Hochfester lackierter Stahl kann beides zugleich.
Boden‑Fazit: Oberflächenschutzkomponenten sind wichtig – aber erst, nachdem die Hubarchitektur synchronisiert ist; Taktfehler beschädigen Teile, noch bevor die Materialwahl mitreden darf.
Passe den Mitläufer an das Verhalten des Blechs an – seine Masse, Steifigkeit, Rückfederung und Oberfläche – und das System spielt im Takt mit dem Biegestempel. Ignoriere das, und du sparst kein Geld mit statischen Stützen. Du zwingst Maschine und Material, vor jedem Kunden miteinander zu streiten.
Das führt zum nächsten Problem: Selbst wenn der Mitläufer perfekt zum Material passt, wie kommuniziert er ausreichend gut mit der Abkantpresse, um im gleichen Takt zu bleiben?
Ein 3‑Meter‑Blech aus 12‑Gauge‑Weichstahl kümmert sich nicht darum, wie teuer dein Blechfolger aussieht. Es interessiert sich nur dafür, ob dieser Folger weiß, dass der Stößel in den nächsten 0,2 Sekunden von einer Annäherungsgeschwindigkeit von 40 mm/s auf eine Formgeschwindigkeit von 8 mm/s beschleunigen wird.
Ich stand schon hinter einer Abkantpresse, bei der der Stößel 150 mm in 0,6 Sekunden fiel, und der Folger hob sich wunderschön – nur zu spät. Das Teil kam mit einer leichten Verdrehung heraus. Nicht, weil die Hebung schwach war. Sondern weil sie geraten hatte.
Das ist die Trennlinie: Reagiert dein Folger auf eine Bewegung, die er erst nachträglich wahrnimmt, oder bewegt er sich, weil die Steuerung ihm sagt, was gleich passieren wird?
Aber was wäre, wenn Maschine und Unterstützung von Anfang an gegeneinander gearbeitet hätten?
Stell dir eine 135‑Tonnen‑CNC‑Presse vor, die eine 5‑Biegesequenz auf 10‑Gauge‑Edelstahl, 2,5 Meter lang, ausführt. Die Stößelposition wird durch Lineargeber bis auf Hundertstelmillimeter genau erfasst. Die Steuerung kennt bereits den Biegeausgleich, die Werkzeughöhe, die Materialrückfederungskompensation und den genauen Moment, in dem sie vor dem unteren Totpunkt abbremsen wird.
Jetzt montiere einen eigenständigen Folger, der die Stößelposition über einen Näherungssensor liest und über seine eigene SPS gesteuert wird.
Er kann sehen, wo sich der Stößel befindet. Er kann nicht sehen, wohin der Stößel sich bewegt.
Dieser Unterschied ist entscheidend.
In einem vollständig vernetzten System erhält der Folger denselben Positionsbefehl wie der Stößel. Wenn die Steuerung vom Schnellhub zur Formgeschwindigkeit wechselt, ändert der Servoantrieb des Folgers im selben Regelkreis seine Bewegung – geschlossen bedeutet, dass beide Achsen kontinuierlich anhand der Gebersignale korrigieren. Sie teilen sich nicht nur die Position, sondern die Absicht.
In einem eigenständigen Nachrüstsystem wartet der Folger auf Bewegung und reagiert dann. Selbst eine Verzögerung von 100–150 Millisekunden reicht aus, damit ein 3‑Meter‑Blech während des Abbremsens in der Mitte um 4–6 mm durchbiegt. Bei dünnem 16‑Gauge‑Aluminium federt diese Durchbiegung zurück, wenn der Stößel langsamer wird. Bei einer 8‑mm‑Platte überträgt sie Drehmoment in die Biegekante und zieht den Winkel in der Mitte enger.
Ausschussbehälter: Wir haben 3 mm 304‑Edelstahl, 3 Meter lang, auf einem Nachrüst‑Folger gefahren, der nur über ein Signal vom Linearmaßstab an die Stößelbewegung gekoppelt war. Die Winkel an den Enden hielten sich bei ±0,3 Grad. In der Mitte driftete er über 30 Teile um 0,8 Grad enger. Der Folger war nicht schwach. Er war bei jedem Geschwindigkeitswechsel zu spät.
Wenn dein Folger nicht weiß, was der Stößel als Nächstes tun wird, reagiert er immer nur – und Reaktion ist der Grund, warum Teile abweichen.
Fazit aus der Werkstatt: Wenn das Timing zählt – und das tut es immer –, muss der Folger denselben CNC‑Befehlskreis teilen, nicht ihm hinterherlaufen.
Was ist nun mit älteren hydraulischen Pressen, die nie für diese Art von Kommunikation ausgelegt waren?
Nehmen wir eine hydraulische Presse von 1998 mit einer einfachen NC‑Steuerung – ohne offenes Kommunikationsprotokoll, ohne Servobus, nur mit einem Stößel‑Tiefenanschlag und einer Hinteranschlagspositionierung. Du kannst einen eigenständigen Folger mit eigener Steuerung montieren und Positionen pro Biegeschritt speichern.
Für Prototypenläufe – zehn Teile, eine einzelne Biegung – funktioniert das gut. Der Folger hebt sich auf eine voreingestellte Höhe, hält und senkt sich dann wieder. Die Genauigkeit kann vergleichbar sein, da das Bewegungsprofil einfach ist.
Jetzt führe ein 4‑Stationen‑Setup mit unterschiedlichen Matrizenhöhen und variablen Flanschlängen auf 11‑Gauge‑Warmstahl, 2,8 Meter lang, aus.
Ohne Live‑Biegedaten – also Echtzeit‑Stößelgeschwindigkeit, Werkzeughöhen‑Offsets, dynamische Winkelkorrektur – muss der Bediener die Folgerhöhe manuell an jeder Station neu einstellen oder sich auf gespeicherte Werte verlassen, die identische Annäherungs‑ und Formgeschwindigkeiten voraussetzen. Jede Änderung der Tonnage oder des Materialloses verschiebt das Zeitfenster.
Was passiert genau in dem Moment, in dem der Stößel die neutrale Achse passiert und die Hebung des Bedieners um eine halbe Sekunde nachhängt?
Bei älteren Hydraulikanlagen kann die Kolbengeschwindigkeit je nach Öltemperatur und Last variieren. Ein eigenständiger Mitläufer, der eine Umformgeschwindigkeit von 12 mm/s erwartet, kann an einem kalten Morgen nur 9 mm/s erreichen. Diese Differenz von 3 mm/s über einen Hub von 80 mm reicht aus, um die Unterstützung während der kritischsten Rotationsphase zu desynchronisieren.
Ausschussbehälter: Wir rüsteten eine 160‑Tonnen‑Hydraulikpresse, die 6 mm A36 über 2,4 Meter biegt, mit einem Mitläufer nach. Die Teile der Frühschicht waren gleichmäßig. Nach dem Mittag, als das Öl wärmer und die Kolbengeschwindigkeit etwas höher war, öffneten sich die mittleren Winkel um 0,6 Grad. Im Programm wurde nichts geändert. Das Zeitfenster des Mitläufers jedoch schon.
Kann eine eigenständige Einheit mithalten? Ja – wenn der Auftrag einfach, das Volumen gering und die Toleranz großzügig ist.
Aber sobald Biegenreihenfolgen aufeinander aufbauen, Werkzeughöhen wechseln und die Tonnage variiert, werden gespeicherte Positionen zu Annahmen. Annahmen sind teuer im Stahlbau.
Fazit aus der Werkstatt: Eigenständige Nachrüstungen bewähren sich bei vorhersehbaren, einfachen Arbeiten; komplexe Mehrfachbiegeaufträge decken ihre blinden Flecken schnell auf.
Und diese blinden Flecken betreffen nicht nur das Timing.
Treten Sie an eine Abkantpresse mit vier Matrizenstationen über 3 Meter – 20 mm V, 40 mm V, Bördelmatrize und am Ende ein hoher Schwanenhals‑Stempel. So arbeiten echte Werkstätten mit gemischten Teilen, ohne ständig umzurüsten.
Nun fügen Sie einen Mitläufer hinzu, der im Ruhezustand 400 mm hinter der Unterwerkzeuglinie parkt.
Wenn er nicht mit der CNC über die Stationsposition kommuniziert, hat er nur eine sichere Standardoption: tief bleiben und aus dem Weg gehen. Das bedeutet, zwischen den Biegungen muss er sich vollständig zurückziehen und dann wieder auf eine voreingestellte Höhe anheben. Jeder Zyklus fügt Bewegungszeit hinzu und erhöht das Risiko eines fehlzeitigen Wiedereinstiegs.
Voll vernetzte Systeme koppeln die Position des Mitläufers direkt an das Biegeprogramm. Wählt der Bediener Station drei, kennt die Steuerung bereits die Werkzeughöhe und fährt den Mitläufer auf eine synchronisierte Warteposition – frei von Werkzeugen, aber innerhalb von 10–15 mm der Eingriffshöhe. Kein Rätselraten. Keine Neustarts über den gesamten Hub.
Ausschussbehälter: In einer eigenständigen Einrichtung führten wir abwechselnde Biegungen zwischen einer 30 mm V‑Matrize und einer Bördelmatrize auf 14‑Gauge lackiertem Stahl aus. Der Mitläufer musste sich zwischen den Stationen vollständig absenken, um Kollisionen mit den Werkzeugen zu vermeiden. Die Zykluszeit verdoppelte sich nahezu. Schlimmer noch: Ein fehlzeitiges Anheben streifte die Matrizenschulter und beschädigte den Mitläuferarm.
Wenn der Mitläufer nicht in die Stationslogik integriert ist, wird er zu einem beweglichen Hindernis. Bediener vermeiden dann Mehrstationsaufbauten, nur um den Mitläufer beherrschbar zu halten. Damit wird die Effizienz zunichtegemacht, die die Nachrüstung eigentlich bringen sollte.
Fazit aus der Werkstatt: Wenn der Mitläufer deine Werkzeugkarte nicht kennt, wird er entweder deinen Zyklus verlangsamen oder mit ihm kollidieren.
Integration ist jedoch nicht nur Software. Es geht darum, wie Energie und Bewegung miteinander gekoppelt sind.
Ich habe zwei gängige Nachrüstarchitekturen gesehen.
Erstens: ein elektrisch angetriebener Servomitläufer, der am Gestell der Presse befestigt ist, separat mit Strom versorgt wird und die Kolbenbewegung über ein abgegriffenes Signal oder eine externe Skala erfasst.
Zweitens: ein hydraulischer Mitläufer, der sich in den Hydraulikkreis der Presse einklinkt und über Proportionalventile gesteuert wird.
Der elektrische Servoantrieb hat auf dem Papier Präzision – Encoderauflösung, programmierbare Geschwindigkeiten. Ist er jedoch nicht mit dem Hauptsteuerbus der Presse verbunden, läuft er parallel, nicht gemeinsam. Zwei Steuerungen, zwei Regelkreise. Wenn die Belastung ansteigt – etwa beim Biegen einer 8 mm Platte nahe voller Tonnage – kann die Presse die Kolbenposition zur Winkelregelung feinjustieren, während der Mitläufer seiner geplanten Bahn folgt. Diese Abweichung zeigt sich als Winkelvariation über die Mittellinie hinweg.
Hydraulische Piggybacks wirken “natürlich synchronisiert”, weil sie Öl gemeinsam nutzen. Aber wenn der Durchfluss nicht elektronisch gesteuert und über die CNC koordiniert wird, verändern Druckschwankungen in den Hauptzylindern den verfügbaren Durchfluss zum Nachfolger. Bei hoher Tonnage kann die Hebegeschwindigkeit des Nachfolgers genau dann abfallen, wenn die Unterstützungsanforderung am höchsten ist.
Schrottbehälter: Ein hydraulischer Nachfolger eines Drittanbieters, der an eine 200‑Tonnen‑Abkantpresse gekoppelt war, funktionierte bei 3‑mm‑Aluminium einwandfrei. Beim Wechsel auf 10‑mm‑S355 nahe der Kapazitätsgrenze verlangsamte sich der Anstieg des Nachfolgers während des Formens. Die Mitte eines 2,5‑Meter‑Teils sackte um 5 mm ab, bevor er nachholte. Die Winkel variierten über die Länge um 0,7 Grad. Die Ölleitung war gemeinsam. Das Timing nicht.
Wo versagen sie? Im Moment der höchsten Belastung und der schnellsten Entscheidungsfindung – wenn der Stößel nachjustiert, verlangsamt oder ausgleicht.
Ein vollständig vernetztes System macht den Nachfolger zu einer weiteren gesteuerten Achse innerhalb derselben Architektur. Ein Dirigent. Ein Tempo. Wenn der Stößel seine Geschwindigkeit ändert, ändert sich der Nachfolger, weil er denselben Befehl erhält.
Urteil aus der Werkstatt: Elektrisch oder hydraulisch entscheidet nicht über den Erfolg – gemeinsame Steuerungslogik tut es; ohne sie betreiben Sie zwei Maschinen auf einem Blech.
Die Frage lautet jetzt also nicht, ob ein Nachfolger „nett zu haben“ ist. Sondern, ob das Materialverhalten und die Maschinenarchitektur echte Integration erfordern – oder ob Sie mit Reaktion davonkommen.
| Abschnitt | Inhalt |
|---|---|
| Thema | Elektrische vs. hydraulische Integration: Wo scheitern Nachrüstungen von Drittanbietern normalerweise? |
| Typische Nachrüstungsarchitektur 1 | Elektrisch betriebener Servonachfolger, montiert am Pressenrahmen, separat mit Strom versorgt, der Stößelbewegung über ein abgegriffenes Signal oder eine externe Messleiste auslesend. |
| Typische Nachrüstungsarchitektur 2 | Hydraulischer Nachfolger, der über proportionale Ventile an den Hydraulikkreislauf der Presse angekoppelt ist. |
| Elektrischer Servoantrieb – Stärke | Hohe theoretische Präzision (Encoderauflösung, programmierbare Geschwindigkeiten). |
| Elektrischer Servoantrieb – Schwäche | Wenn er nicht in den Hauptsteuerungsbus integriert ist, arbeitet er parallel mit separaten Steuerungen und Regelkreisen. Unter hoher Belastung (z. B. 8‑mm‑Platte nahe Volltonnage) können Mikroanpassungen der Presse zu einer Fehlanpassung führen, was zu einer Winkelabweichung in der Mitte führt. |
| Hydraulisches Piggyback – Stärke | Wirkt natürlich synchronisiert durch das gemeinsame hydraulische Ölsystem. |
| Hydraulisches Piggyback – Schwäche | Ohne elektronisch gesteuerte Durchflussregulierung über die CNC beeinflussen Druckschwankungen in den Hauptzylindern den Durchfluss zum Nachfolger. Bei hoher Tonnage kann die Hebegeschwindigkeit sinken, wenn der Unterstützungsbedarf am größten ist. |
| Schrottbehälter-Fall | Der hydraulische Fremdfolger an der 200‑Tonnen‑Abkantpresse funktionierte gut bei 3 mm Aluminium. Beim Wechsel auf 10 mm S355 nahe der Kapazitätsgrenze verlangsamte sich der Folgehub während des Umformens. Ein 2,5‑Meter‑Teil sackte um 5 mm ab, bevor es sich zurückbildete; die Winkelabweichung erreichte 0,7°. Gemeinsame Ölleitung, aber keine koordinierte Taktung. |
| Fehlerpunkt | Fehler treten bei höchster Belastung und in den Momenten der schnellsten Entscheidungen auf – wenn der Stößel sich anpasst, abbremst oder kompensiert. |
| Vollständig vernetztes System | Integriert den Folger als gesteuerte Achse innerhalb derselben Architektur. Ein Steuerungssystem, synchronisierte Befehle. Änderungen der Stößelgeschwindigkeit und die Reaktion des Folgers erfolgen gleichzeitig. |
| Fazit aus der Werkstatt | Der Erfolg hängt von der gemeinsamen Steuerungslogik ab – nicht davon, ob das System elektrisch oder hydraulisch ist. Ohne Integration sind es im Grunde zwei Maschinen, die ein Blech gemeinsam handhaben. |
| Kernfrage | Es geht nicht darum, ob ein Folger optional ist, sondern ob das Materialverhalten und die Maschinenarchitektur echte Integration erfordern – oder reaktiven Betrieb tolerieren können. |
Man entscheidet sich nicht für einen vollständig integrierten Folger, weil er beeindruckend ist.
Man entscheidet sich, weil Material, Maschine und Produktionsmix keine andere stabile Option lassen.
Der nicht offensichtliche Teil ist folgender: Der Kipppunkt hängt nicht allein vom Gewicht ab. Er ist erreicht, wenn Blechmasse, Durchbiegung und Biegreihenfolge das übersteigen, was ein Mensch und eine reaktive Stütze in Echtzeit korrigieren können. Wenn das passiert, ist Synchronisation kein Upgrade mehr, sondern Grundausstattung.
Wo liegt diese Grenze in Ihrer Werkstatt?
Nehmen Sie ein 3,0‑Meter‑Blech aus 10‑Gauge A36. Etwa 38 kg pro Quadratmeter. Bei 1,5 Metern Breite halten Sie mehr als 170 kg, noch bevor der erste Biegevorgang beginnt. Dieses Blech wiegt nicht nur mehr – es speichert beim Drehen auch Energie.
Wenn der Stößel über die neutrale Achse hinausfährt, will die Mitte absinken. Nicht, weil Ihr Bediener schwach ist. Sondern, weil die Schwerkraft konstant ist und Stahl ein Gedächtnis hat.
Eine statische Frontstütze, ausgelegt für 380 kg auf Linearführungen, kann diese Last tragen. Sie kann mit LED‑Kontaktanzeigen leuchten. Sie kann sanft gleiten. Aber sie kann keine Rotation voraussehen. Sie wartet, bis sich das Blech bewegt, bevor sie reagiert.
Ausschussbehälter: Wir haben 8‑Gauge S355 bei 2,8 Metern Länge auf einer Abkantpresse mit Schwerlast‑Stützen gefahren, die weit über der Blechmasse ausgelegt waren. Die Kapazität war nicht das Problem. Während des Biegens sackte die Mitte um 6 mm ab, bevor Bediener und Stütze korrigierten. Die Endwinkel waren eng. Die mittleren Winkel öffneten sich um 0,9 Grad. Wir haben die Stütze nicht überlastet. Wir haben sie überholt.
Jetzt wechseln Sie auf 2 mm 304 Edelstahl bei 1,2 Metern. Unter 25 kg Gesamtgewicht. An einer elektrischen Abkantpresse mit präziser Winkelsteuerung ist die Durchbiegung minimal. Die Rotation ist zahm. Der Bediener kann sie mit den Fingerspitzen führen.
Dieselbe Werkstatt. Zwei völlig unterschiedliche physikalische Probleme.
Werkstatt-Urteil: Wenn Blechmasse und Flexibilität eine Rotation in der Biegung erzeugen, die ein Mensch nicht sofort ausgleichen kann, dimensionieren Sie für Synchronisation, nicht für Hubkapazität.
Aber Material arbeitet nicht allein. Es biegt sich innerhalb einer Maschine mit eigenen Grenzen.
Eine mechanische Abkantpresse, die Hochgeschwindigkeitsteile mit einem einzigen Schlag bei fester Hubtiefe fertigt, ist vorhersehbar. Die Hubzeit ändert sich selten. Wenn Sie den ganzen Tag 3 mm Aluminiumwinkel fertigen, kann ein eigenständiger Servofollower, der an die Position des Stößels gekoppelt ist, ausreichend mithalten.
Aber setzen Sie denselben Follower in eine moderne Hydraulik mit dynamischem Crowning und Echtzeit-Winkelkorrektur, und die Dinge verändern sich. Der Stößel passt die Geschwindigkeit während des Hubs an. Er kompensiert das Rückfedern. Er korrigiert die Tiefe in Mikroschritten.
Wenn der Follower nicht in denselben Regelkreis eingebunden ist, rät er nur.
Schrottkiste: Wir haben einen Servofollower auf eine 220-Tonnen-Hydraulik mit 6 mm 304 Edelstahl und aktivierter Winkelkorrektur nachgerüstet. Bei schweren Biegungen verlangsamte die CNC den Stößel nahe dem unteren Totpunkt, um den Zielwinkel zu erreichen. Der Follower, der ein verzögertes Analogsignal auswertete, setzte seinen programmierten Aufstieg fort. Das Teil hob sich von der Matritzenauflage ab und setzte sich dann wieder. Endabweichung: 0,7 Grad über 2,5 Meter. Der Follower war präzise. Er war nur nicht in das Gespräch eingeladen.
Betrachten Sie nun eine hochpräzise elektrische Abkantpresse, die 1,5 mm verzinktes Blech biegt. Elektrische Antriebe liefern reproduzierbare Hubbewegungen und enge Positionskontrolle. Aber die Lasten sind gering und die Flexibilität minimal. Hier kann Integration Kosten verursachen, ohne ein echtes Problem zu lösen.
Werkstatt-Urteil: Je mehr Ihre Presse sich unter Last in Echtzeit anpasst, desto mehr muss Ihr Follower ihre Steuerungsarchitektur teilen oder riskieren, gegen sie zu arbeiten.
Aber Maschinen und Materialien beantworten immer noch nicht die finanzielle Frage. Der Produktionsmix tut dies.
Fertigen Sie lange Chargen identischer Teile oder 40-teilige Aufträge, die jede Stunde die Werkzeuge wechseln?
Ein eigenständiges Retrofit lebt von Wiederholung. Eine Werkzeughöhe. Eine Biegreihenfolge. Minimale Stationswechsel.
Fügen Sie nun vier Stationen über 3 Meter hinzu: 20 mm V, 40 mm V, Bördelwerkzeug, hoher Schwanenhals-Stempel. Fügen Sie gemischte Materialien hinzu: 4 mm Baustahl am Morgen, 10-Gauge Edelstahl nach dem Mittagessen. Fügen Sie Schichtwechsel zwischen Bedienern hinzu.
Jede Änderung zwingt den Follower, Positionen zurückzusetzen, Werkzeuge freizumachen und wieder einzukuppeln.
Schrottkiste: Bei einem Auftragsmix aus 12-Gauge lackierten Stahlplatten, die zwischen zwei Werkzeugstationen wechseln, musste unser eigenständiger Follower zwischen den Biegungen vollständig 300 mm zurückfahren, um Kollisionen zu vermeiden. Die Zykluszeit verlängerte sich von 42 Sekunden auf 71. Eine falsch getimte Rückfahrt verkratzte eine fertige Oberfläche. Wir verloren nicht, weil der Follower schwach war. Wir verloren, weil er nicht kontextsensitiv war.
Zukünftiges Wachstum verschärft das. Wenn Ihre Angebots-Pipeline längere Teile, dickere Platten, engere Toleranzen oder mehr Mehrfachbiege-Baugruppen zeigt, stapeln Sie Variablen, die Verzögerung bestrafen.
Werkstatt-Urteil: Wenn Ihr Zeitplan Flexibilität und Mehrstations-Effizienz belohnt, schützt nur ein Follower, der in das Biegeprogramm integriert ist, sowohl die Zykluszeit als auch die Teilequalität.
Also, wann überschreitet all dies die Grenze?
Hier ist die Linse, die ich jetzt als Auditor verwende.
Wenn ein Bediener bei der anspruchsvollsten Biegung physisch und dauerhaft die Blechdrehung nicht ausgleichen kann – ohne zu hetzen, sich abzustützen oder zu raten – ist die menschliche Bandbreite überschritten. Das ist die erste Schwelle.
Wenn Ihre Abkantpresse die Hubbewegung in Reaktion auf Last- oder Winkelrückmeldung anpasst, und Ihr Follower denselben Befehlsdatensatz nicht im gleichen Zyklus erhält, haben Sie einen architektonischen Konflikt. Das ist die zweite Schwelle.
Wenn Ihr Produktionsmix Mehrstationen-Einrichtungen erfordert, bei denen Rückzugs- und Rücksetzbewegungen messbare Zykluszeit oder Kollisionsrisiko hinzufügen, haben Sie betriebliche Reibung. Das ist die dritte.
Überschreiten Sie eine Schwelle, könnte ein Retrofit überleben. Überschreiten Sie zwei, werden Sie Winkelabweichungen, Oberflächenschäden oder schleichende Zykluszeiten feststellen. Überschreiten Sie alle drei, ist es, einen synchronisierten Follower als “Luxus” zu bezeichnen, so, als würde man Hinteranschläge für optional halten.
Ausschussbehälter: Eine Werkstatt, die 10‑Gauge-Edelstahl über 3 Meter auf einer 320‑Tonnen‑Hydraulikpresse biegt, fügte nach Jahren des Kampfes gegen Mittellinien-Winkelabweichungen von etwa 0,8 Grad einen integrierten, vernetzten Follower hinzu. Gleiches Material. Gleiches Werkzeug. Die Abweichung sank auf unter 0,2 Grad, und aus der Zwei-Personen-Bedienung wurde eine Ein-Personen-Bedienung. Die Arbeitskraft wurde auf den nächsten Prozessschritt verlagert. Der Follower fügte keine zusätzliche Fähigkeit hinzu. Er beseitigte einen Konflikt.
Die nicht offensichtliche Erkenntnis ist diese: Man rechtfertigt einen vernetzten Follower nicht durch das maximale Blechgewicht. Man rechtfertigt ihn, wenn Materialverhalten, Maschinenintelligenz und Produktionskomplexität über das hinaus zusammenkommen, was reaktive Unterstützung in Echtzeit noch ausgleichen kann.
Urteil aus der Werkhalle: Wenn Blechmasse, dynamische Hubsteuerung und Mehrstations-Workflows zusammenfallen, hört ein vollständig integrierter Follower auf, optional zu sein, und wird zu einem strukturellen Bestandteil des Biegeprozesses selbst.
Betrachten Sie Ihren schwersten, längsten und komplexesten Auftrag, der in diesem Quartal geplant ist.
Fragen Sie sich nun: Arbeitet Ihre aktuelle Unterstützung mit dem Hub zusammen – oder reagiert sie nur auf ihn?


















