

Лист из нержавеющей стали 10-го калибра размером 5×10 не кажется тяжёлым, пока не держишь его с хвостовой стороны, когда вниз опускается 120 тонн давления ползуна.
Я видел, как взрослые мужчины наваливаются всем весом на прогибающийся лист во время цикла, ботинки скользят по бетону, пытаясь удержать линию сгиба ровной, пока листогиб движется, будто ему всё равно. Деталь выходит с лёгким перекосом. Все винят тайминг. Или неопытность.
А что, если с самого начала машина и поддержка просто боролись друг с другом?
Панель из мягкой стали длиной 3 метра и толщиной 6 мм, лежащая на двух статичных опорах, кажется устойчивой в покое. Нажимаешь «цикл» — и сила тяжести вступает в игру ещё до того, как ползун касается металла. Свободный конец прогибается на несколько миллиметров. Оператор компенсирует, поднимая лист. Листогиб продолжает движение вниз с заданной скоростью.
Теперь действуют три силы: гравитация тянет вниз, оператор толкает вверх, а ползун проходит через нейтральную ось сгиба.
Это не гибка. Это перетягивание каната.
Корзина для брака: Однажды я забраковал двенадцать алюминиевых панелей длиной 8 футов за одну смену — все имели отклонение фланца на 1,5 градуса. Та же программа. Те же инструменты. Единственной переменной были два оператора, пытавшиеся “помочь” статичной опоре поспевать за 90-тонным циклом. Мы заплатили за эти листы дважды — за материал и за переделку.
Этот налог не заметен на первой детали. Он проявляется в усталости, микрокорректировках и постепенном дрейфе допусков, причину которого трудно объяснить.
Так лист действительно деформируется — или оператор просто проигрывает гонку машине?
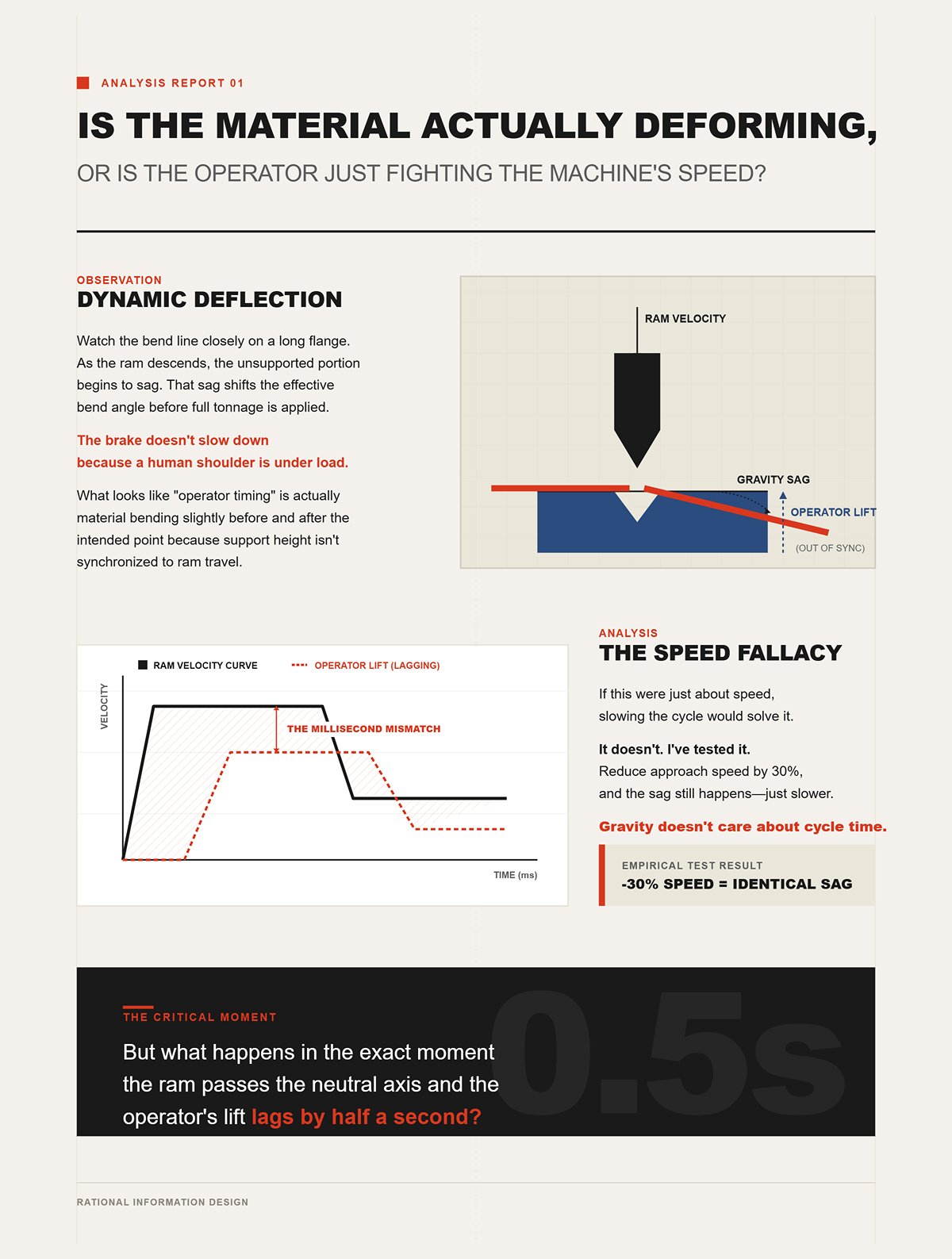
Присмотритесь к линии сгиба на длинном фланце. Когда ползун опускается, не поддерживаемая часть начинает провисать. Этот провис смещает фактический угол сгиба ещё до того, как приложена полная сила. Оператор поднимает, чтобы компенсировать, но он не может точно повторять кривую скорости ползуна миллисекунда за миллисекундой.
Листогиб не замедляется из-за того, что человеческое плечо находится под нагрузкой.
То, что кажется “таймингом оператора”, на самом деле динамическое прогибание — материал гнётся немного до и после предполагаемой точки, потому что высота поддержки не синхронизирована с ходом ползуна.
Если бы дело было только в скорости, замедление цикла решило бы проблему. Но нет. Я это проверял. Уменьшите скорость подхода на 30%, и провис всё равно происходит — просто медленнее. Гравитации всё равно на цикл.
На этом большинство цехов перестаёт думать. Они называют это вопросом обучения.
А что происходит в тот самый момент, когда ползун проходит нейтральную ось, а подъём оператора запаздывает на полсекунды?
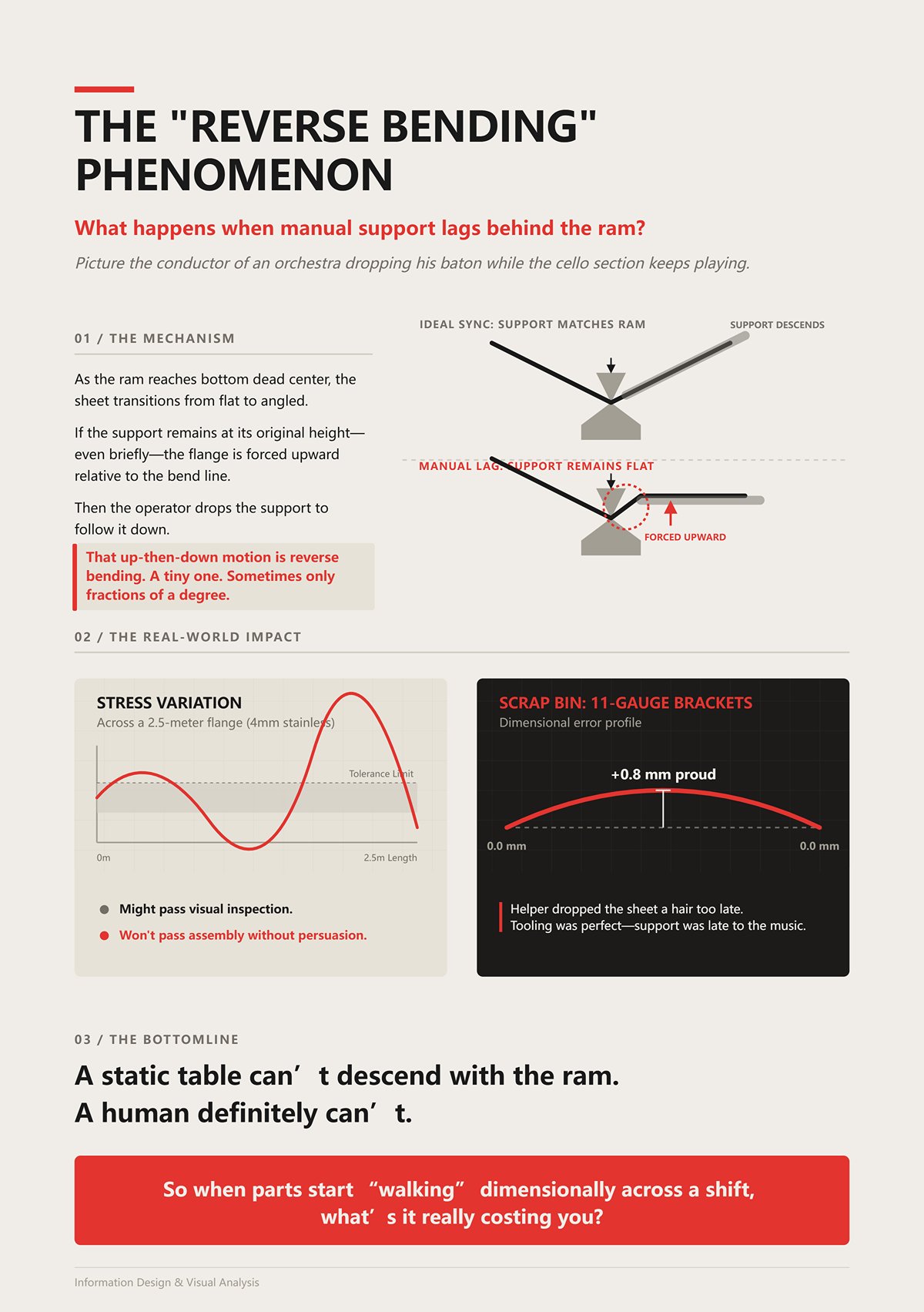
Представьте дирижёра оркестра, роняющего палочку, пока секция виолончелей продолжает играть. Это и есть запаздывание ручной поддержки.
Когда ползун достигает нижней мёртвой точки, лист переходит из плоского состояния в наклонное. Если опора остаётся на своей исходной высоте — даже на короткое время — то фланец поднимается вверх относительно линии сгиба. Затем оператор опускает опору, чтобы следовать за движением вниз.
Это движение вверх-вниз называется обратным гибом. Очень маленьким. Иногда всего лишь доли градуса.
Сделайте это по фланцу длиной 2,5 метра из нержавейки толщиной 4 мм — и вы получите изменение напряжений вдоль всей длины. Визуальный контроль он, может быть, и пройдёт. А вот сборку — только с «убеждением».
Корзина для брака: Я видел кронштейны из углеродистой стали толщиной 11 калибра, которые были идеальны на концах, но выступали на 0,8 мм посередине, потому что помощник опустил лист чуть позже, чем нужно. Мы выжгли их и начали заново. Не потому, что оснастка была неисправна, а потому что опора опоздала «в такт».
Статический стол не может опускаться вместе с ползуном. Человек — тем более.
Так что когда детали начинают “гулять” по размерам в течение смены — во что это вам на самом деле обходится?
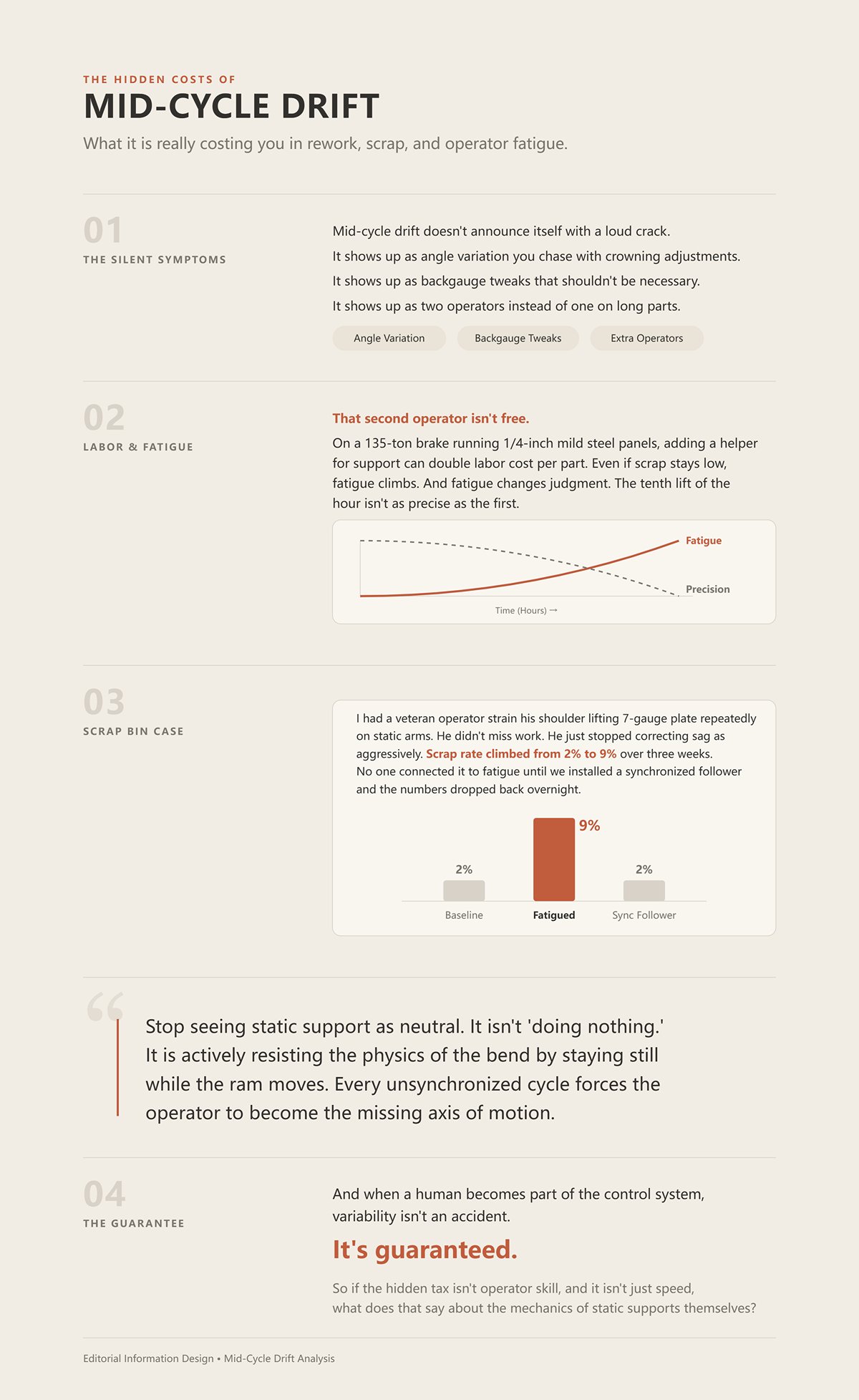
Смещение в середине цикла не сопровождается громким треском. Оно проявляется как отклонение угла, с которым вы боретесь, регулируя прогиб. Оно проявляется как подстройки заднего упора, которые не должны потребоваться. Оно проявляется как необходимость второго оператора для длинных деталей.
А второй оператор — не бесплатный.
На гибочном прессе мощностью 135 тонн, обрабатывающем панели из мягкой стали толщиной 1/4 дюйма, добавление помощника для поддержки может удвоить трудозатраты на деталь. Даже если уровень брака невысок, усталость растёт. А усталость влияет на точность суждений. Десятый подъём за час уже не такой точный, как первый.
Корзина для брака: У меня был опытный оператор, который надорвал плечо, многократно поднимая лист 7-го калибра на статических рычагах. Он не ушёл с работы. Он просто перестал так тщательно компенсировать прогиб. Уровень брака вырос с 2% до 9% за три недели. Никто не связал это с усталостью, пока мы не установили синхронизированный толкатель — показатели вернулись к прежним за одну ночь.
Вот сдвиг в мышлении, которого я хочу, чтобы вы достигли:
Перестаньте считать статическую опору нейтральной.
Она не “ничего не делает”. Она активно сопротивляется физике гиба, оставаясь неподвижной, пока ползун движется. Каждый несинхронизированный цикл заставляет оператора становиться недостающей осью движения.
А когда человек становится частью системы управления, изменчивость — не случайность.
Она гарантирована.
Так если скрытая плата — это не квалификация оператора и не только скорость, то что это говорит о механике самих статических опор?
На гидравлическом прессе мощностью 135 тонн, гнущем лист из нержавейки толщиной 4 мм и длиной 3 метра, посмотрите на первые 50 миллиметров хода ползуна. Пуансон ещё не полностью вошёл в контакт. Лист всё ещё в основном плоский. Статические передние рычаги зафиксированы на одной высоте. Сила тяжести уже тянет свободный конец вниз.
Руки оператора поднимаются раньше, чем появляется тоннаж.
Вот тот самый конструктивный просчёт, очевидный на поверхности: статическая опора имеет одну степень свободы — вверх или вниз, когда вы устанавливаете её вручную. Ползун имеет запрограммированную кривую скорости, обратную связь по положению и повторяемость, измеряемую в сотых миллиметра. После начала цикла только один из них движется с намерением.
Деталь выходит с лёгким перекосом.
Корзина брака: Я когда-то гнул партию из углеродистой стали толщиной 10 калибра — фланцы 2,4 метра — на фиксированных опорах. Мы снизили скорость подхода, уменьшили нарастание тоннажа, даже подстроили компенсацию прогиба. Первые пять деталей были идеальны. К пятнадцатой детали угол ушёл вверх на 0,6 градуса с одного конца. В программе ничего не менялось. Изменилось то, как энергично оператор поднимал лист по мере усталости. Система поддержки была — человеческий позвоночник.
Статическая опора не просто не помогает; она заставляет оператора замыкать контур управления, который ЧПУ считает своим. Теперь у вас два контроллера, действующих на один лист: пресс-гиб, опускающий линию гиба вниз, и оператор, поднимающий свободный конец вверх. Они не синхронизированы и никогда не будут.
А что, если с самого начала машина и поддержка просто боролись друг с другом?
Когда пресс разгоняется через середину хода, центр тяжести листа смещается по мере формирования фланца. Нагрузка на опору меняется динамически. Статическая опора не может предугадать это смещение. Активный податчик, даже простой пневматический блок с расчетом на 380 кг, построен так, чтобы подниматься и опускаться вместе с положением ползуна. Он не устраняет противогиб полностью. Он снижает долю человеческих догадок, которые его вызывают.
Если одна система управляется по положению, а другая — мышцами, как вы думаете, кто выигрывает этот спор при скорости 20 мм в секунду?
Возьмём стандартную установку: мягкая сталь 6 мм, раскрытие V-матрицы 48 мм — как раз по правилу «восемь толщин», которого придерживается большинство цехов. Когда пуансон опускается в V, лист не вращается вокруг какой-то воображаемой линии в пространстве. Он поворачивается вокруг точек контакта на кромках матрицы. Это положение поворота определяется геометрией матрицы.
Теперь взгляните на типичную статическую переднюю опору. Рычаг поворачивается от кронштейна, закреплённого к раме станка, часто в 300–600 мм перед линией матрицы. Его дуга движения — если она вообще есть — не имеет ничего общего с геометрией раскрытия V.
Эти две дуги не концентричны. У них даже нет общего центра.
Корзина брака: Мы гнули алюминиевый рифлёный лист толщиной 1/4 дюйма длиной 2,5 метра, используя матрицу с раскрытием 60 мм. Статический стол был выставлен заподлицо на старте. По мере формирования фланца лист естественным образом стремился вращаться вокруг кромок матрицы. Стол, закреплённый в пространстве, заставлял фланец слегка приподняться, прежде чем опуститься. В результате получился прогиб 1,2 мм вдоль длины фланца. Мы винили «память материала». На деле это был конфликт геометрии.
Если эффективная точка поворота опоры не совпадает с линией поворота матрицы, вы гнёте лист дважды — один раз, как задумано, вокруг матрицы, и ещё раз, когда опора сопротивляется этому вращению. Этот второй изгиб мал — доли градуса. На длине 3 метра доли превращаются в миллиметры.
Активные податчики спроектированы так, чтобы перемещаться вертикально в координации с ходом ползуна, поддерживая контакт в области изменяющейся касательной по мере вращения листа вокруг матрицы. Они не волшебным образом устраняют все геометрические переменные — ширину матрицы, ширину листа, длину фланца, — но устраняют фиксированную, конфликтующую дугу, которую навязывают статические опоры.
Вердикт производственного цеха: если геометрия поворота вашей опоры не движется вместе с геометрией поворота матрицы, вы создаёте обратные напряжения в каждом длинном фланце.
Итак, даже если геометрия объясняет эффект двойного изгиба, что происходит, когда в дело вступает фактор времени?
Рассмотрим механический пресс-гиб, который идёт быстрее на середине хода, чем на подходе — типично для старых станков с маховиком. Ползун может пройти последние 20 мм до нижней мёртвой точки за долю секунды. Эта кривая скорости предсказуема. Повторяема.
Статическая опора не имеет никакого профиля скорости. Она неподвижна, пока человек не среагирует.
А что происходит в тот самый момент, когда ползун проходит нейтральную ось, а подъём оператора запаздывает на полсекунды?
Именно в эту полсекунды умирает точность ЧПУ.
Лист переходит от упругой деформации к пластическому течению вокруг нейтральной оси — слоя внутри толщины, который ни не растягивается, ни не сжимается. При прохождении этой точки угол отбортовки меняется быстро. Если высота поддержки не опускается синхронно, фланец на мгновение поднимается выше нормы. Когда оператор опускает руки, материал пружинит обратно неравномерно по длине.
Корзина брака: На 90-тонном листогибе при гибке листа толщиной 7 калибров мы пытались компенсировать прогиб, предварительно подняв свободный конец выше уровня. Это “сработало” на коротких фланцах. На деталях длиной 2,8 метра центр достиг нейтральной оси на миллисекунды позже концов из-за небольших вариаций толщины материала. Коррекция поддержки уже была несвоевременной. Мы гонялись за непостоянством в 0,9 градуса по 40 деталям, прежде чем признали, что проблема была не в тоннаже — она была в задержке.
Можно замедлить машину. Гравитация всё равно действует. Можно обучить оператора. Время реакции всё равно меняется — обычно 200–300 миллисекунд для зрительно-моторного ответа под нагрузкой. Листогибу всё равно.
Синхронный фолловер — будь то пневматический или сервопривод — связывает своё вертикальное движение с положением ползуна, а не с человеческим восприятием. Да, он всё ещё требует настройки. Да, нужно проверить зацепление с помощью того светодиодного индикатора контакта, который используют некоторые системы. Присутствие — это не то же самое, что контакт. Но после зацепления его скорость соответствует командному движению машины.
На ЧПУ-листогибе, способном к повторяемости положения ползуна ±0,01 мм, полагаться на статическую руку с ±человеческим временем — это не экономия. Это саботаж.
Вердикт цеха: Если ваша поддержка не может соответствовать положению и скорости ползуна, точность вашего ЧПУ заканчивается на линии матрицы — и всё, что дальше, становится гаданием.
Несколько месяцев назад я замерил гибку алюминия толщиной 3/16 дюйма на современном ЧПУ-листогибе. От подхода до упора последние 18 мм хода ползуна заняли 0,6 секунды. Не медленно. Не жестко. Просто достаточно быстро, чтобы если фолловер замешкается, лист почувствует это сразу.
Это контрольный показатель. Если фолловер не может отследить этот спуск за 0,6 секунды без переразгона или задержки, это не поддержка — это отложенное вмешательство.
Статические руки уже проиграли эту борьбу, потому что они не двигаются. Теперь реальный вопрос более тонкий: когда ползун ускоряется, замедляется и корректируется в режиме реального времени, какой привод может оставаться в темпе, не создавая собственных проблем с временем?
Представьте ползун как дирижёра. У фолловера одна задача — играть в идеальном темпе. Пневматические и сервоприводы оба утверждают, что могут. Только один делает это без догадок.
Представьте заготовку из нержавейки толщиной 10 калибров, шириной 4 фута, короткие фланцы 25 мм, узкий V-штамп. Низкий центр тяжести. Минимальное вращение. В этом узком случае фиксированная рука, установленная строго по уровню, может себя оправдать.
А теперь растяните эту деталь до 2,5 метров и вытяните фланец до 120 мм. Масса детали раскачивается наружу по мере формирования гиба. Вращение ускоряется около нейтральной оси. Поддержка должна опускаться по контролируемой дуге относительно контакта с матрицей. Фиксированная рука вообще не опускается.
Корзина брака: Мы гнули кронштейны из холоднокатаной стали толщиной 11 калибров, шириной 300 мм. Статическая рука работала нормально для первых 20 деталей. Затем работа изменилась — та же толщина, но длина 1,8 метра. К восьмой детали мы получили перекос 1,4 мм на свободном углу. Ничего не изменилось в тоннаже или инструменте. Только длина. Рука не сломалась, потому что была слабой. Она сломалась, потому что геометрия и время масштабировались, а она осталась неподвижной.
Механическая рука — это не “простая автоматизация”. Это нулевая автоматизация. Она предполагает, что скорость гиба, вес листа и длина фланца остаются в узком диапазоне. Серийное производство — особенно на участках с большим ассортиментом — редко остаётся в этом диапазоне надолго.
Вердикт цеха: фиксированная поддержка может пережить короткие повторяемые детали; она не может защитить материал, когда меняются длина, скорость и вращение.
Теперь мы добавляем движение. Пневматический фолловер использует сжатый воздух, который толкает цилиндр, чтобы поднимать и опускать опорный стол. В теории, привяжите сигнал клапана к положению ползуна — и у вас есть синхронизация.
На практике воздух сжимается.
Это имеет значение. Когда ползун ускоряется в середине хода, управляющий клапан открывается, чтобы выпускать воздух из цилиндра, и стол опускается. Но воздух внутри не выходит мгновенно. Диаметр шланга, расход регулятора и даже колебания давления в цехе — от 95 psi утром до 82 psi, когда включаются три лазера — меняют время отклика.
Вы не увидите драматическую задержку. Вы увидите мягкую. Подушка в 0,1 секунды, когда стол сопротивляется, прежде чем поддаться.
Корзина для брака: Мы установили пневматический поддерживающий элемент с нагрузкой до 380 кг под листом алюминия толщиной 1/4 дюйма и длиной 3 метра. Утренний запуск был чистым. После обеда цикл работы компрессора увеличился, давление в линии упало на 10 psi. Поддержка опустилась чуть медленнее. Результат: постоянный перегиб на 0,6 градуса в центре по сравнению с краями. Та же программа. Тот же оператор. Разное поведение воздуха.
Сжатый воздух прощает ошибки и механически прост. Меньше электроники. Ниже начальная стоимость. И в цехах без модернизированного электроснабжения он избегает пикового потребления тока, которое требуют некоторые полностью электрические системы. Но сжатый воздух вводит переменную — стабильность давления — которой ваш ЧПУ-ползун не имеет.
А что, если машина и поддержка изначально мешали друг другу? С пневматикой они могут совпадать по команде, но расходиться во времени отклика.
Вердикт цеха: Пневматические поддерживающие устройства — значительное улучшение по сравнению со статическими рычагами, но их скорость столь же стабильна, как и ваше воздушное снабжение.
Сервоприводная поддержка заменяет сжимаемый воздух на мотор с шариковым винтом или ременным приводом. Обратная связь о положении поступает от энкодера. Когда ползун перемещается на 0,01 мм, поддержка может быть скомандована на перемещение на 0,01 мм. Без упругости. Без падения давления.
На 90-тонном прессовом тормозе, гнущем 5 мм углеродистую сталь через V-матрицу 40 мм, мы профилировали кривую скорости ползуна — медленный подход, быстрое движение в середине хода, контролируемое замедление до низа. Серво-поддержка зеркально повторила эту кривую в пределах измеримой точности энкодера. Вариация угла детали на протяжении 30 изделий осталась в пределах 0,2 градуса от края до края.
Такая повторяемость имеет значение, когда плоскостность фланца влияет на последующую сварку или когда вы гнёте предварительно отделанную нержавейку толщиной 14-gauge, которую нельзя “уговорить” после факта.
Теперь о стоимости. Серво-системы требуют более чистого питания и более квалифицированного устранения неисправностей. Я видел, как гибридные сервогидравлические тормоза простаивали из-за специфических неисправностей приводов с ремонтными счетами на $8 500. Когда электроника выходит из строя, вы не ударите её ключом и не продолжите работу.
Так когда же это оправдано?
Когда стоимость брака превышает риск ремонта. Когда детали достаточно длинные, чтобы ошибка в 0,5 градуса превращалась в заметный изгиб. Когда материал дорог — например, алюминий 5052 толщиной 3/16 дюйма по сегодняшним ценам — и переделка невозможна.
Вердикт цеха: Если ваш допуск или стоимость материала наказывают даже небольшие ошибки по времени, сервоприводная повторяемость окупается за счёт экономии на браке.
Лист углеродистой стали толщиной 6 мм и длиной 3 метра весит примерно 140 кг. Добавьте динамическую нагрузку при вращении, и вы на мгновение превысите статический вес. Многие пневматические поддерживающие устройства заявляют о нагрузке от 300 до 400 кг. На бумаге это кажется комфортным.
Но указанная нагрузка предполагает идеальное давление и вертикальную нагрузку. Во время гибки центр тяжести листа смещается наружу, создавая рычаг. Цилиндр не просто поднимает вес — он сопротивляется крутящему моменту.
Когда ползун приближается к нижней мёртвой точке, нагрузка быстро меняется. Если цилиндр близок к верхнему пределу своей силы, воздух слегка сжимается перед тем, как толкнуть обратно. Это микро-сжатие проявляется как провисание поддержки.
Корзина для брака: Мы гнули пластину толщиной 8 мм и длиной 2,4 метра на поддержке, рассчитанной на 400 кг. Статический расчёт говорил, что мы в безопасности. В движении стол просел на 3 мм в середине гиба. Угол фланца в центре закрылся на 0,8 градуса больше, чем на концах. Цилиндр не был занижен по каталогу — он был занижен для динамической реальности.
Серво-системы, напротив, удерживают положение за счёт крутящего момента мотора и механического привода, а не за счёт удерживаемого воздуха. Они не теряют высоту из-за колебаний давления. Но они будут потреблять больший мгновенный ток при больших нагрузках, и старые цеха с ограниченным электроснабжением ощутят этот скачок.
Так что ловушка — это не только грузоподъёмность. Это динамическое управление при изменяющейся нагрузке.
Вердикт с производственного цеха: если ваши детали длинные, толстые или с высоким крутящим моментом, пневматическая характеристика на бумаге может не означать стабильную поддержку в движении.
Вопрос привода — это не про роскошь. Это про темп. Поддержка, которая не совпадает с кривой скорости хода пуансона — особенно с тем самым спуском за 0,6 секунды на алюминии толщиной 3/16 дюйма — не решает проблему синхронизации. Она её перекраивает.
И как только вы начинаете менять материалы — мягкий алюминий, упругая нержавейка, высокопрочная сталь — сам лист начинает вскрывать каждую слабость в выборе привода.
Лист алюминия 5052 толщиной 20‑го калибра длиной 3 метра весит меньше 18 кг. Лист стали A36 толщиной 1/4 дюйма длиной 3 метра весит более 180 кг. Поставьте оба на один и тот же листогиб с одним и тем же устройством поддержки, и скажите мне, что физика идентична.
Они даже не в одном споре.
Алюминий начинает деформироваться рано и отскакивает умеренно. Нержавейка сопротивляется, накапливает энергию и отскакивает сильнее. Высокопрочная сталь держится до последнего миллиметра хода, а затем высвобождает крутящий момент в инструмент, как сжатая пружина. Поддержка не просто удерживает вес; она реагирует на то, как лист вращается, ускоряется и разгружается во время гиба.
Когда привод отстаёт, мягкий материал это скрывает. Когда привод колеблется при упругом возврате, высокопрочная сталь это выявляет. А когда устройство поддержки переизбыточно, но медлительно, тонкий лист превращает его в механизм запуска.
Вот здесь большинство цехов ошибается. Они рассчитывают поддержку по килограммам и забывают про поведение.
Но что случается, когда сам материал становится усилителем?
Представьте нержавейку 304 калибра 22, длиной 2,5 метра, загнутую в фланец 40 мм. Лист едва весит 12 кг, но его отношение жёсткости к массе высокое. Когда пуансон опускается, нейтральная ось смещается к внутреннему радиусу, свободная полка начинает вращаться, и берёт вверх инерция.
А что происходит в тот самый момент, когда ползун проходит нейтральную ось, а подъём оператора запаздывает на полсекунды?
При статическом рычаге, установленном на 5 мм ниже, вращающаяся полка опускается, соприкасается с рычагом и отскакивает обратно. Деталь выходит с лёгким скручиванием. Не драматично. Просто настолько, что фланец покачивается на столе проверки.
Это не проблема веса. Это проблема времени.
Пневматическая поддержка с подушкой отклика 0,1 секунды может всё равно ошибиться на тонком листе, потому что масса слишком мала для демпфирования движения. Лист ускоряется быстрее, чем воздух успевает стабилизировать. Серво-поддержка, настроенная на отслеживание высоты нижнего инструмента с точностью энкодера, движется в темпе с пуансоном. Лист никогда не падает свободно, и значит — не отскакивает.
Корзина брака: мы гнули оцинкованную сталь калибра 20 длиной 3 метра на ручных скользящих опорах, рассчитанных на 500 кг, с полиэтиленовыми покрытиями. После 40 деталей, 6 имели стабильное отклонение высоты фланца на 1,2 мм в середине. Опоры не были слабыми. Они были поздними. Мы заменили их на синхронизированную поддержку, и отклонение упало ниже измеримого допуска по рулетке.
Лёгкие листы наказывают задержку сильнее, чем вознаграждают прочность.
Вердикт с производственного цеха: для тонкого листа скорость и синхронизация предотвращают хлёст; простая грузоподъёмность ни на что не влияет.
Так если тонкий материал требует гибкости, что случится, когда лист весит в десять раз больше?
Возьмите A36 толщиной 1/4 дюйма, длиной 3 метра. Примерно 185 кг. Теперь согните фланец 60 мм на пресс‑гибочном станке мощностью 120 тонн, используя V‑матрицу 40 мм. В середине хода центр тяжести этой пластины смещается наружу, создавая рычаг примерно половины длины фланца.
Сделайте расчёт — и вы больше не поддерживаете 185 кг вертикально. Вы сопротивляетесь изгибающему моменту, который пытается опустить подающий механизм вниз.
Стандартные скользящие поддерживающие рычаги, рассчитанные на 500 кг, предполагают почти вертикальную нагрузку. Добавьте 60 мм вращающегося рычага, и линейный направляющий механизм получает боковую нагрузку, для которой он не был рассчитан. Я измерял прогиб 2–3 мм на конце рычага во время динамического вращения толстой пластины. Этот прогиб закрывает центральный угол раньше, чем края.
Отходы: Мы гнули мягкую сталь толщиной 10 мм, длиной 2,4 м, на удлинённых ручных рычагах с шариковыми опорами. Статическая нагрузка считалась безопасной. Под нагрузкой один рычаг получил постоянный прогиб 1 мм в месте крепления. Следующие 25 деталей показали угол в центре на 0,7 градуса меньше. Рычаг согнулся раньше, чем сталь.
Сервоприводные или гидравлические подающие механизмы, рассчитанные на установку в стол, передают нагрузку непосредственно в раму станка, а не через длинные консольные рычаги. Здесь конструкция важнее мотора. Высокопрочные стали — например 6 мм S700 — усугубляют проблему, потому что их более высокий предел текучести откладывает пластическую деформацию, а значит, больше упругой энергии возвращается в опору во время вращения.
Вы можете изменить дизайн деталей — сделать более короткие фланцы, увеличить радиусы — чтобы облегчить нагрузку. Умные цеха так и делают. Но когда геометрия фиксирована и тоннаж растёт, конструкция становится вопросом выживания.
Вердикт цеха: при большой толщине пластины консольные поддерживающие рычаги сами становятся изгибающими элементами; интегрированные подающие устройства, закреплённые на раме, передают крутящий момент без прогиба.
И даже если вы решите проблемы веса и крутящего момента, ещё одна переменная ждёт, чтобы испортить ваш день.
Теперь переключитесь на нержавеющую сталь толщиной 14‑го калибра с предваренной обработкой и поверхностью с № 4 шлифовкой. Вес управляемый — около 40 кг при длине 3 метра. Заказчик отклоняет детали даже за одну царапину 30 мм.
Ручные поддерживающие рычаги часто используют вставки из полиэтилена или щётки. Хорошо для статического скольжения. Но во время синхронного изгиба лист не просто скользит; он движется по дуге. Если поверхность подающего механизма имеет высокий коэффициент трения, лист микроскопически тянется при вращении, особенно вблизи нижней мёртвой точки, где давление максимальное.
Я видел, как цеха обвиняли оператора в царапинах, которые были чистой трибологией — поверхностное трение под нагрузкой.
Отходы: На нержавеющей стали 14‑го калибра #4 длиной 2 метра мы использовали пневматический подающий механизм со стальными роликами. После 60 деталей появились лёгкие линейные следы, параллельные изгибу. Ролики были чистыми. Проблема заключалась в микроскольжении при вращении листа, когда подающий механизм запаздывал. Замена на ролики с немаркой покрытием и ужесточение синхронизации устранила следы без изменения программы.
Вот иерархия: если подъём не синхронен, даже самая мягкая щётка оставит следы, потому что лист на мгновение остаётся без поддержки и падает в контакт. Если подъём точный, но поверхность контакта неправильная, вы сохраните угол, но испортите отделку.
Чувствительность материала определяет, какая ошибка проявится первой. Алюминий прощает царапины, но выявляет отклонение угла. Нержавейка скрывает небольшую разницу угла, но наказывает за трение. Высокопрочная окрашенная сталь делает и то, и другое.
Вердикт цеха: компоненты защиты поверхности имеют значение — но только после синхронизации архитектуры подъёма; ошибки в тайминге повреждают детали раньше, чем выбор материала успеет повлиять.
Подберите подающий механизм под поведение листа — его массу, жёсткость, упругий возврат и поверхность — и система будет работать в темпе с ползуном. Игнорируйте это — и вы не экономите деньги с помощью статических опор. Вы заставляете станок и материал спорить прямо перед каждым заказчиком.
Это поднимает следующую проблему: даже если подающий механизм идеально подходит под материал, как он может взаимодействовать с пресс‑гибочным станком так, чтобы оставаться в этом темпе?
Лист из мягкой стали толщиной 12‑го калибра длиной 3 метра совершенно безразличен к тому, насколько дорого выглядит ваш поддерживающий механизм. Ему важно, знает ли этот механизм, что ползун вот-вот ускорится с скорости подхода 40 мм/с до скорости формовки 8 мм/с в течение следующих 0,2 секунды.
Я стоял за гибочным прессом, где ползун опускался на 150 мм за 0,6 секунды, а поддерживающий механизм поднимался великолепно — только с опозданием. Деталь выходит с едва заметным скручиванием. Не потому, что подъем был слабым. А потому, что он угадывал.
Вот в чем разница: ваш механизм реагирует на движение после того, как оно произошло, или он движется потому, что контроллер сообщил ему, что сейчас произойдет?
А что, если с самого начала машина и поддержка просто боролись друг с другом?
Представьте себе ЧПУ‑пресс мощностью 135 тонн, выполняющий последовательность из пяти гибов на нержавеющей стали толщиной 10‑го калибра, длиной 2,5 метра. Положение ползуна отслеживается линейными энкодерами с точностью до сотых миллиметра. Контроллер уже знает допуск на гиб, высоту инструмента, компенсацию упругого возврата материала и точный момент, когда он будет замедляться перед нижней мертвой точкой.
Теперь прикрепите автономный поддерживающий механизм, считывающий положение ползуна через датчик приближения и работающий на своем собственном ПЛК.
Он видит, где находится ползун. Он не видит, куда ползун направляется.
Эта разница — решающая.
В полностью сетевой системе поддерживающий механизм получает ту же команду по положению, что и ползун. Когда контроллер переключается с быстрого подхода на скорость формовки, сервопривод поддерживающего механизма меняет режим в том же контуре управления — с замкнутым циклом, означающим, что обе оси постоянно корректируются на основе обратной связи с энкодеров. Они разделяют намерение, а не просто положение.
В автономном варианте модернизации поддерживающий механизм ждет движения, а затем откликается. Даже задержка в 100–150 миллисекунд достаточна, чтобы лист длиной 3 метра прогнулся на 4–6 мм в середине во время замедления. На тонком алюминии 16‑го калибра этот прогиб восстанавливается, когда ползун замедляется. На плите толщиной 8 мм он передает крутящий момент в линию гиба и делает центральный угол более острым.
Корзина для брака: мы гнули нержавеющую сталь 304 толщиной 3 мм, длиной 3 метра, с модернизированным поддерживающим механизмом, подключенным только к движению ползуна через линейный датчик. Углы на концах держались в пределах ±0,3 градуса. Центр изменялся на 0,8 градуса в сторону усиления на протяжении 30 деталей. Механизм был не слабым. Он запаздывал при каждой смене скорости.
Если ваш поддерживающий механизм не знает, что собирается делать ползун, он всегда реагирует — а реакция и есть причина отклонения параметров деталей.
Заключение с производственного пола: если важна синхронизация — а она всегда важна — поддерживающий механизм должен участвовать в контуре команд ЧПУ, а не догонять его сзади.
А как насчет старых гидравлических прессов, которые изначально не предназначались для такой синхронизации?
Возьмите гидравлический пресс 1998 года с базовым NC‑контролем — без открытого протокола связи, без шины сервоприводов, только с ограничителем глубины ползуна и позиционированием заднего упора. Можно установить автономный поддерживающий механизм с собственным контроллером и сохранять положения для каждого этапа гибки.
Для опытных партий — десять деталей, один гиб — это работает отлично. Поддерживающий механизм поднимается на заданную высоту, удерживает, затем опускается. Точность может быть сопоставимой, потому что профиль движения прост.
Теперь запустите установку из четырех станций с разной высотой матриц и переменными длинами отбортовки на горячекатаном листе толщиной 11‑го калибра, длиной 2,8 метра.
Без актуальных данных гибки — скорости движения ползуна в реальном времени, корректировок высоты инструмента, динамической коррекции угла — оператор должен вручную перенастраивать высоту подъема механизма для каждой станции или полагаться на сохраненные значения, предполагающие одинаковые скорости подхода и формовки. Любое изменение усилия или партии материала смещает окно синхронизации.
Что происходит в тот самый момент, когда ползун проходит нейтральную ось, а подъем оператора запаздывает на полсекунды?
На старых гидравлических системах скорость хода штока может изменяться в зависимости от температуры масла и нагрузки. Самостоятельный вспомогательный механизм, рассчитанный на скорость формирования 12 мм/сек, может показать лишь 9 мм/сек в холодное утро. Разница в 3 мм/сек на ходе 80 мм достаточно велика, чтобы нарушить синхронность поддержки в самый критический момент вращения.
Корзина брака: мы модернизировали систему, установив вспомогательный механизм на 160-тонный гидравлический пресс для гибки стали A36 толщиной 6 мм на длине 2,4 метра. Детали утренней смены были стабильными. После обеда, когда масло нагрелось и скорость хода штока немного увеличилась, центральные углы раскрылись на 0,6 градуса. В программе ничего не менялось. Изменилась временная зона вспомогательного механизма.
Может ли автономный блок справиться? Да — если работа простая, малосерийная и допускает погрешности.
Но как только последовательность гибов усложняется, высота инструмента меняется, а тоннаж варьируется, сохранённые позиции превращаются в предположения. А предположения дорого обходятся, когда речь идёт о стали.
Вердикт с производственного цеха: автономные модернизации выживают только на предсказуемых, простых задачах; сложные многократные гибы быстро выявляют их слабые места.
И эти слабые места касаются не только синхронизации.
Подойдите к прессу, где установлены четыре станции штампов на 3 метра: V 20 мм, V 40 мм, инструмент для подгиба, и высокий «гусиный» пуансон на дальнем конце. Именно так реальные цеха обрабатывают смешанные детали без постоянных переналадок.
Теперь добавьте вспомогательный механизм, который в нерабочем положении паркуется в 400 мм позади нижнего штампа.
Если он не обменивается данными с ЧПУ о позиции станции, у него есть единственная безопасная настройка: оставаться низко и вне зоны работы. Это означает, что между гибами он должен полностью втягиваться, а затем вновь подниматься на заданную высоту. Каждый цикл добавляет время движения и риск несвоевременного возвращения.
Полностью сетевые системы связывают положение вспомогательного механизма с самой программой гиба. Когда оператор выбирает третью станцию, контроллер уже знает высоту штампа и направляет механизм в синхронизированное ожидание — вне зоны инструмента, но в пределах 10–15 мм от высоты взаимодействия. Никаких догадок. Никаких полных возвратных ходов.
Корзина брака: на автономной установке мы выполняли чередующиеся гибы между штампами V 30 мм и подгибочным инструментом на окрашенной стали толщиной 14 калибра. Вспомогательный механизм вынужден был полностью опускаться между станциями, чтобы избежать столкновения с инструментом. Время цикла почти удвоилось. Хуже того, при одном несвоевременном подъёме он задел плечо штампа и поцарапал руку механизма.
Когда вспомогательный механизм не интегрирован в логику станций, он превращается в движущуюся преграду. Операторы начинают избегать многопозиционных настроек, лишь бы проще управлять механизмом. Это убивает ту самую эффективность, ради которой проводилась модернизация.
Вердикт с производственного цеха: если вспомогательный механизм не знает карту ваших инструментов, он либо замедлит цикл, либо врежется в них.
Интеграция — это не только программное обеспечение. Это то, как связаны питание и движение.
Мне доводилось видеть две распространённые архитектуры модернизаций.
Первая: электроприводной сервомеханизм, прикреплённый к раме пресса, с отдельным питанием, считывающий движение штока через отведённый сигнал или внешнюю шкалу.
Вторая: гидравлический вспомогательный механизм, подключённый к гидросистеме пресса через пропорциональные клапаны.
Электрический сервопривод выглядит точным на бумаге — разрешение энкодера, программируемые скорости. Но если он не связан с основной шиной управления пресса, он работает параллельно, а не совместно. Два контроллера, два контура обратной связи. Когда нагрузка возрастает — например, при гибке листа 8 мм на полной мощности — пресс может слегка скорректировать положение штока для контроля угла, пока вспомогательный механизм движется по запланированной траектории. Это несоответствие проявляется как изменение угла на середине детали.
Гидравлические “пиггибэки” кажутся «естественно синхронизированными», потому что они используют одно и то же масло. Но если поток не контролируется и не координируется электронно через систему ЧПУ, изменения давления в основных цилиндрах изменяют доступный поток к ведомому. При высокой нагрузке скорость подъема ведомого может падать именно тогда, когда потребность в поддержке достигает пика.
Корзина брака: сторонний гидравлический ведомый, подключённый к пресс-гибу на 200 тонн, работал безупречно на алюминии толщиной 3 мм. При переходе на сталь S355 толщиной 10 мм и почти полной нагрузке подъём ведомого замедлился во время формовки. Центр детали длиной 2,5 метра прогнулся на 5 мм до восстановления. Углы отличались на 0,7 градуса по всей длине. Масляная линия была общей. Синхронизации не было.
Где они дают сбой? В момент наибольшей нагрузки и самой быстрой реакции — когда ползун корректируется, замедляется или компенсирует движение.
Полностью объединённая система превращает ведомый в ещё одну управляемую ось внутри той же архитектуры. Один дирижёр. Один темп. Когда ползун меняет скорость, ведомый делает то же, потому что получает ту же команду.
Вердикт цеха: электрическая или гидравлическая система не определяет успех — решает общая логика управления; без неё вы фактически работаете на двух разных машинах с одним листом.
Теперь вопрос не в том, нужен ли ведомый. Вопрос в том, требуют ли поведение вашего материала и архитектура станка настоящей интеграции — или позволяют ограничиться реакцией.
| Раздел | Содержание |
|---|---|
| Тема | Электрическая vs. гидравлическая интеграция: где чаще всего терпят неудачу сторонние модернизации? |
| Типовая архитектура модернизации 1 | Электроприводной серво-ведомый, установленный на раме пресса, питается отдельно, считывает движение ползуна через ответственный сигнал или внешнюю шкалу. |
| Типовая архитектура модернизации 2 | Гидравлический ведомый, подключённый к гидравлическому контуру пресса с использованием пропорциональных клапанов. |
| Электрический серво – сильные стороны | Высокая теоретическая точность (разрешение энкодера, программируемые скорости). |
| Электрический серво – слабые стороны | Если он не интегрирован в основную шину управления, работает параллельно с отдельными контроллерами и контурами обратной связи. При высокой нагрузке (например, лист 8 мм близко к полной мощности) микрокоррекции пресса могут вызвать несоответствие, приводящее к изменению угла на средней части детали. |
| Гидравлический пиггибэк – сильные стороны | Кажется естественно синхронизированным благодаря общей системе гидравлического масла. |
| Гидравлический пиггибэк – слабые стороны | Без электронного управления потоком, координируемого через ЧПУ, изменения давления в основных цилиндрах влияют на поток ведомого. При высокой нагрузке скорость подъёма может снизиться, когда потребность в поддержке достигает максимума. |
| Пример из корзины брака | Сторонний гидравлический податчик на 200-тонном прессе хорошо справился с 3 мм алюминием. При переходе на 10 мм S355, близко к пределу возможностей, подъем податчика замедлился во время формовки. Деталь длиной 2,5 метра прогнулась на 5 мм до восстановления; вариация угла достигла 0,7°. Общая масляная линия, но несогласованное время работы. |
| Точка отказа | Отказы происходят в моменты наибольшей нагрузки и быстрейшего принятия решений — когда ползун регулируется, замедляется или компенсирует. |
| Полностью сетевой комплекс | Интегрирует податчик как управляемую ось в пределах одной архитектуры. Одна система управления, синхронизированные команды. Изменение скорости ползуна и реакция податчика происходят одновременно. |
| Вердикт производственного цеха | Успех зависит от общей логики управления — а не от того, электрическая или гидравлическая система. Без интеграции это фактически две машины, работающие с одним листом. |
| Основной вопрос | Вопрос не в том, является ли податчик опциональным, а в том, требуют ли поведение материала и архитектура машины настоящей интеграции — или могут терпеть реактивную работу. |
Вы не выбираете полностью интегрированный податчик, потому что он впечатляет.
Вы выбираете его, потому что ваш материал, ваша машина и ваш производственный микс не оставляют вам другого стабильного варианта.
Неочевидная часть в том, что переломный момент — это не только вес. Это когда масса листа, его гибкость и последовательность гибов превышают то, что человек и реактивная поддержка могут скорректировать в реальном времени. Когда это происходит, синхронизация перестает быть улучшением и становится базовым инструментом.
Итак, где находится эта граница в вашем цехе?
Возьмите заготовку 3,0 метра из стали A36 толщиной 10 калибров. Примерно 38 кг на квадратный метр. При ширине 1,5 метра вы держите более 170 кг до первого гиба. Этот лист не просто тяжелее — он накапливает энергию при вращении.
Когда ползун проходит нейтральную ось, центр стремится опуститься. Не потому, что ваш оператор слаб. А потому, что сила тяжести постоянна, а сталь обладает памятью.
Статическая передняя опора, рассчитанная на 380 кг и установлена на линейных направляющих, может выдержать эту нагрузку. Она может светиться светодиодными индикаторами контакта. Она может плавно скользить. Но она не может предугадать вращение. Она ждет, пока лист начнет двигаться, прежде чем реагировать.
Корзина обрезков: мы гнули 8‑калибр S355 длиной 2,8 метра на прессе с тяжелыми статическими опорами, рассчитанными значительно выше массы листа. Проблемой была не нагрузка. Во время гиба центр прогибался на 6 мм прежде, чем оператор и опора корректировали положение. Конечные углы были точными. Центральные углы открылись на 0,9 градуса. Мы не перегрузили опору. Мы обогнали её.
Теперь перейдите на 2 мм нержавеющую сталь 304 шириной 1,2 метра. Общая масса менее 25 кг. На электрическом листогибе с точным контролем угла гибкость минимальна. Вращение спокойное. Оператор может направлять лист кончиками пальцев.
Тот же цех. Две совершенно разные физические задачи.
Вердикт производственного цеха: Когда масса листа и его гибкость создают вращение на середине сгиба, которое человек не может мгновенно компенсировать, вы подбираете параметры для синхронизации, а не для грузоподъёмности.
Но материал не действует сам по себе. Он гнётся внутри машины, которая имеет собственные ограничения.
Механический листогиб, работающий с высокоскоростными одноударными деталями при фиксированной глубине хода, предсказуем. Время хода редко меняется. Если вы весь день гнёте алюминиевые кронштейны толщиной 3 мм, отдельный сервопривод с привязкой к положению ползуна может работать достаточно эффективно.
Но установите этот же привод на современный гидравлический листогиб с динамическим кронением и корректировкой угла в реальном времени — и всё изменится. Ползун регулирует скорость в середине хода. Он компенсирует пружинение. Он микрокорректирует глубину.
Если привод не находится в том же контуре управления, он просто угадывает.
Корзина брака: Мы модернизировали гидравлический листогиб на 220 тонн с сервоприводом, гнущим нержавеющую сталь 304 толщиной 6 мм при активной коррекции угла. Во время тяжёлых сгибов CNC замедлял ползун возле нижней мёртвой точки, чтобы достичь целевого угла. Привод, считывая задержанный аналоговый сигнал, продолжал своё запрограммированное поднятие. Деталь поднялась с плеча штампа, затем вернулась обратно. Итоговое отклонение: 0,7 градуса на длине 2,5 метра. Привод был точен. Он просто не был включён в диалог.
Теперь рассмотрим высокоточный электрический листогиб, гнущий оцинкованную сталь толщиной 1,5 мм. Электроприводы обеспечивают повторяемый ход и точное позиционное управление. Но нагрузки низкие, и изгиб минимален. Здесь интеграция может добавить стоимость без решения реальной проблемы.
Вердикт производственного цеха: Чем больше ваш листогиб корректирует работу в реальном времени под нагрузкой, тем больше ваш привод должен быть частью его архитектуры управления, чтобы не противодействовать ему.
Но машины и материалы всё ещё не отвечают на финансовый вопрос. Производственная программа отвечает.
Вы выполняете длинные партии одинаковых деталей или работы по 40 деталей с заменой инструмента каждый час?
Отдельная модернизация держится на повторяемости. Одна высота штампа. Одна последовательность гибов. Минимум смен станций.
Теперь добавьте четыре станции на длине 3 м: V-образный 20 мм, V-образный 40 мм, штамповка с загибом кромки, высокий штамповый пуансон. Добавьте разные материалы: 4 мм конструкционная сталь утром, нержавейка 10‑гауза после обеда. Добавьте операторов, меняющихся сменами.
Каждое изменение заставляет привод сбрасывать позиции, освобождать оснастку и снова подключаться.
Корзина брака: При производстве панелей из окрашенной стали 12‑гауза, чередующихся между двумя станциями штампов, наш отдельный привод должен был полностью отводиться на 300 мм между гибами, чтобы избежать столкновения. Время цикла увеличилось с 42 секунд до 71. Одно несвоевременное возвращение поцарапало готовую поверхность. Мы проиграли не потому, что привод был слабым. Мы проиграли, потому что он не был “осведомлён о контексте”.
Будущий рост делает эту проблему острее. Если ваш поток заказов обещает более длинные детали, более толстый лист, жёсткие допуски или больше сложных многоэтапных сгибов, вы накапливаете переменные, которые усиливают лаг.
Вердикт производственного цеха: Если ваш график ориентирован на гибкость и эффективность работы с несколькими станциями, только привод, интегрированный в программу гиба, сохранит и время цикла, и качество детали.
Так когда всё это пересекает черту?
Вот линза, которую я сейчас использую как аудитор.
Если один оператор физически и стабильно не может компенсировать вращение листа во время самого сложного изгиба — без спешки, упора или угадывания — вы превысили человеческую пропускную способность. Это первый порог.
Если ваш пресс изменяет движение ползуна в ответ на нагрузку или обратную связь по углу, а ваш поддерживающий механизм не получает те же командные данные в том же цикле, у вас архитектурный конфликт. Это второй порог.
Если ваш производственный ассортимент требует настройки на нескольких станциях, где движение с отводом и повторной установкой добавляет измеряемое время цикла или риск столкновения, у вас операционное трение. Это третий.
Пересечение одного порога — и модернизация может выжить. Пересечение двух — и вы начнете замечать дрейф угла, повреждения поверхности или ползущий цикл по времени. Пересечение всех трех — и называть синхронизированный поддерживающий механизм “роскошью” всё равно, что называть задние упоры необязательными.
Корзина брака: цех, гнувший нержавеющую сталь толщиной 10‑го калибра на длину 3 метра на 320‑тонном гидравлическом прессе, добавил интегрированный сетевой поддерживающий механизм после лет борьбы с вариацией угла в центре около 0,8 градуса. Тот же материал. Та же оснастка. Вариация снизилась до менее чем 0,2 градуса, и двухоператорная работа стала одной. Труд был перераспределен на следующую операцию. Поддерживающий механизм не добавил возможностей. Он устранил конфликт.
Неочевидный вывод таков: вы не обосновываете сетевой поддерживающий механизм пиковым весом листа. Вы обосновываете его, когда поведение материала, интеллектуальные функции машины и сложность производства сходятся за рамками того, что реактивная поддержка может исправить в режиме реального времени.
Вердикт с производственного пола: когда масса листа, динамическое управление ползуном и многопостовые рабочие процессы пересекаются, полностью интегрированный поддерживающий механизм перестает быть необязательным и становится структурным элементом самого процесса гибки.
Посмотрите на вашу самую тяжелую, длинную и сложную работу, запланированную на этот квартал.
Теперь спросите: ваша текущая поддержка сотрудничает с ползуном — или реагирует на него?


















