

Un foglio di acciaio inox calibro 10 da 5×10 non “sembra” pesante finché non sei tu a tenerne l’estremità mentre 120 tonnellate di forza della slitta scendono.
Ho visto uomini adulti spingere con tutto il loro peso contro un foglio che si flette a metà ciclo, con gli stivali che scivolano sul cemento, cercando di mantenere la linea di piega diritta mentre la piegatrice continua a muoversi come se non gliene importasse. Il pezzo esce con una leggera torsione. Tutti danno la colpa al tempismo. O all’inesperienza.
Ma se la macchina e il supporto si stessero contrastando fin dall’inizio?
Un pannello in acciaio dolce da 3 metri, spesso 6 mm, appoggiato su due bracci di supporto statici sembra stabile a riposo. Avvia il ciclo, e la gravità prende il sopravvento prima che la slitta raggiunga il contatto. L’estremità libera scende di alcuni millimetri. L’operatore compensa sollevando. La pressa continua a scendere alla velocità programmata.
Ora hai tre forze in gioco: la gravità che tira verso il basso, l’operatore che spinge verso l’alto e la slitta che agisce attraverso l’asse neutro della piega.
Questa non è piegatura. È una lotta di forza.
Cestino degli scarti: Una volta ho scartato dodici pannelli di alluminio da 8 piedi in un solo turno perché tutti avevano una variazione di 1,5 gradi lungo il bordo. Stesso programma. Stesso set di utensili. L’unica variabile erano due operatori che cercavano di “aiutare” un supporto statico a stare al passo con un ciclo da 90 tonnellate. Abbiamo pagato quei fogli due volte—una per il materiale, una per la manodopera di rilavorazione.
La tassa non è evidente sul primo pezzo. Si manifesta con la fatica, le micro-regolazioni e quella deriva di tolleranza crescente che non riesci del tutto a spiegare.
Quindi il foglio si sta davvero deformando—o è solo l’operatore che sta perdendo la gara contro la macchina?
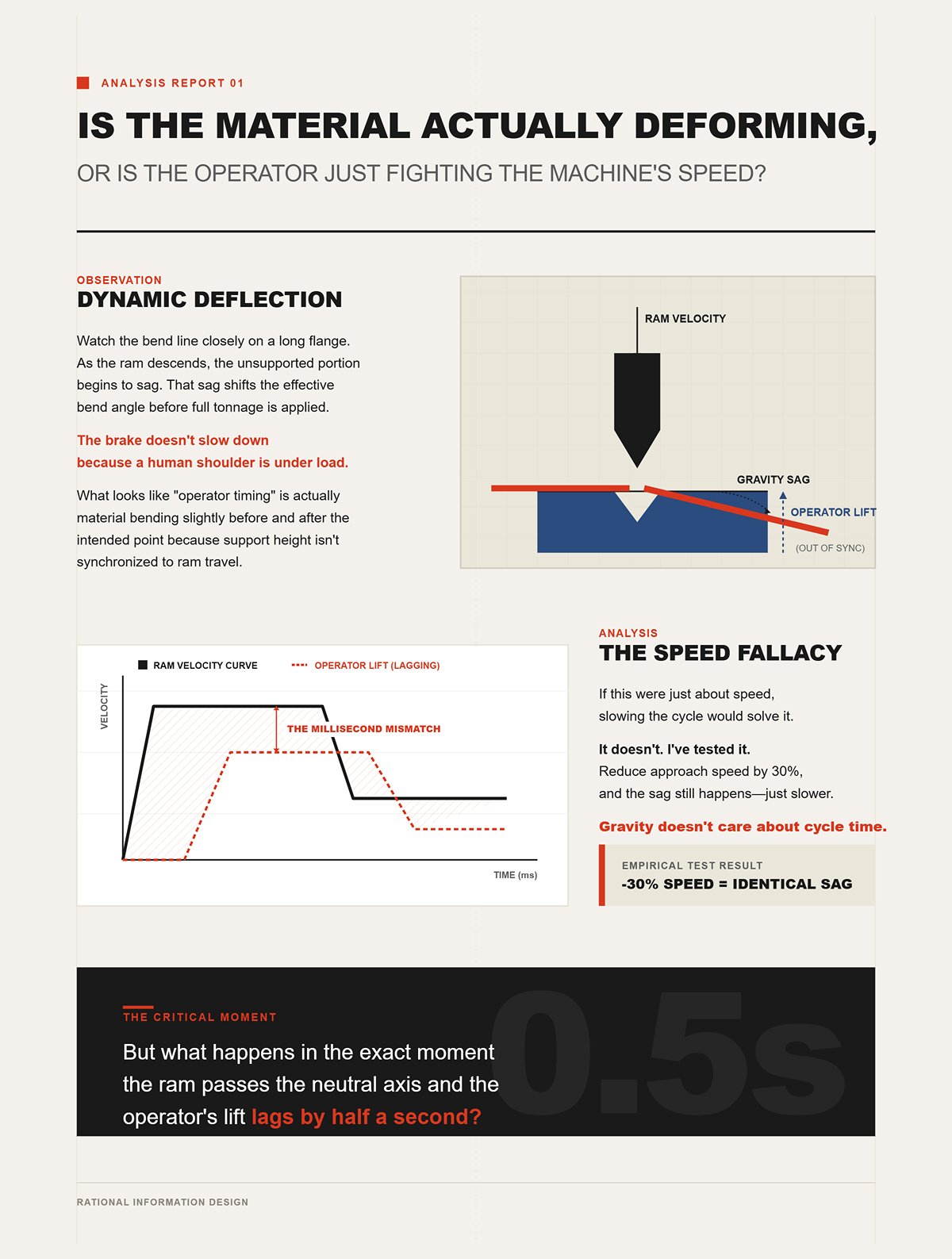
Osserva attentamente la linea di piega su una flangia lunga. Quando la slitta scende, la parte non sostenuta inizia ad afflosciarsi. Quell’afflosciamento sposta l’angolo di piega effettivo prima che venga applicata la piena tonnellanza. L’operatore solleva per contrastarlo, ma non può eguagliare la curva di velocità della slitta millisecondo per millisecondo.
La pressa non rallenta solo perché una spalla umana è sotto sforzo.
Ciò che sembra “tempismo dell’operatore” è in realtà una flessione dinamica—il materiale che si piega leggermente prima e dopo il punto previsto perché l’altezza del supporto non è sincronizzata con il movimento della slitta.
Se fosse solo una questione di velocità, rallentare il ciclo risolverebbe il problema. Ma non lo fa. L’ho testato. Riduci la velocità di avvicinamento del 30%, e l’afflosciamento si verifica comunque—solo più lentamente. La gravità non si cura del tempo ciclo.
È qui che la maggior parte delle officine smette di riflettere. Lo chiamano problema di formazione.
Ma cosa succede nel momento esatto in cui la slitta passa l’asse neutro e il sollevamento dell’operatore ritarda di mezzo secondo?
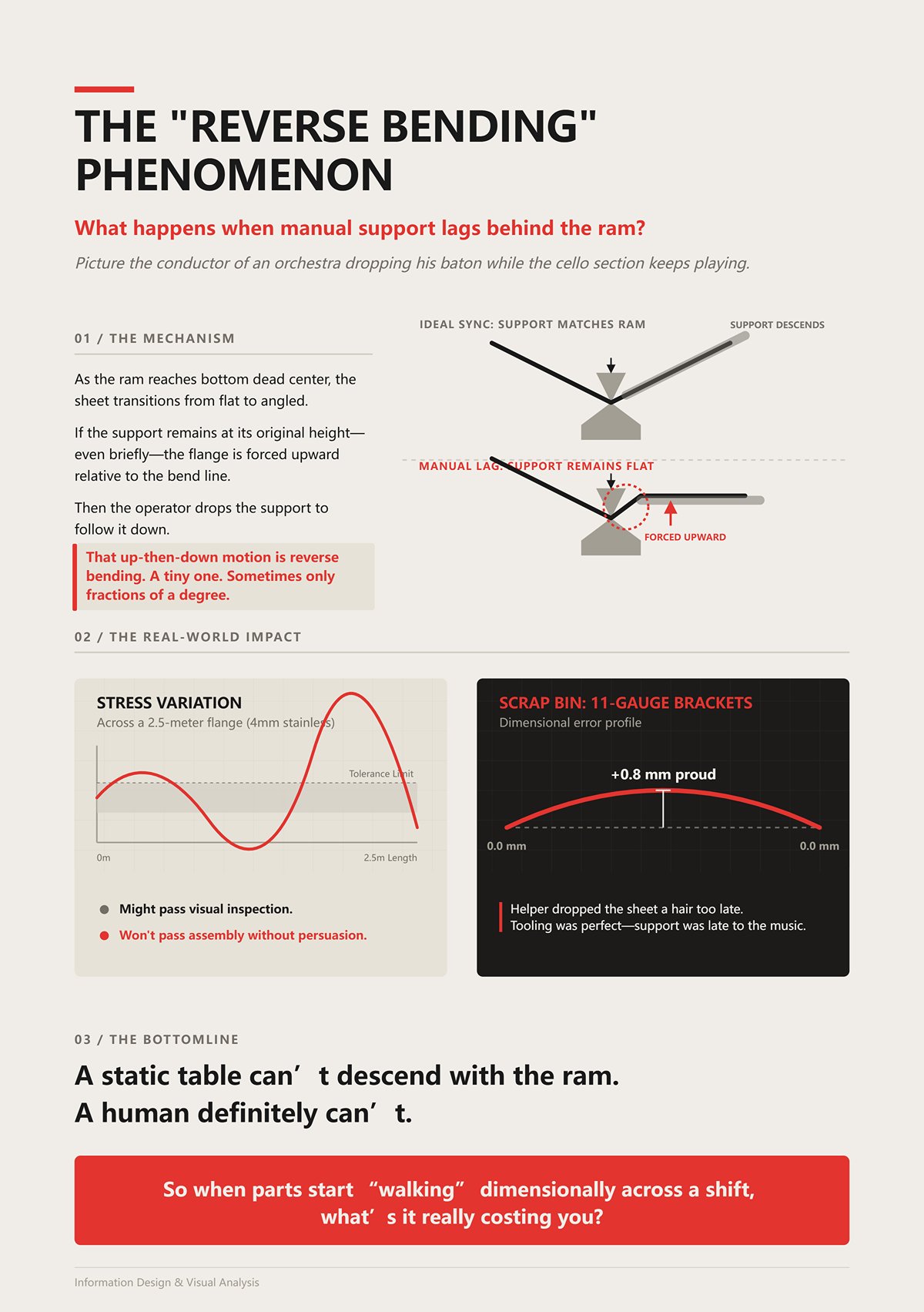
Immagina il direttore di un'orchestra che lascia cadere la bacchetta mentre la sezione dei violoncelli continua a suonare. Questo è il ritardo del supporto manuale.
Quando il pistone raggiunge il punto morto inferiore, il foglio passa da piatto a inclinato. Se il supporto rimane alla sua altezza originale—anche solo per un momento—la flangia viene spinta verso l'alto rispetto alla linea di piega. Poi l’operatore abbassa il supporto per seguirlo verso il basso.
Questo movimento su-giù è una piega inversa. Minuscola. A volte solo frazioni di grado.
Far questo su una flangia di 2,5 metri in acciaio inox da 4 mm introduce una variazione di stress lungo la lunghezza. Potrebbe superare l’ispezione visiva. Non passerà l’assemblaggio senza persuasione.
Cestino degli scarti: Ho visto staffe in acciaio al carbonio calibro 11 perfette alle estremità e sporgenti di 0,8 mm al centro perché il assistente ha abbassato il foglio un attimo troppo tardi. Le abbiamo tagliate con la torcia e ricominciato da capo. Non perché l’attrezzatura fosse sbagliata—ma perché il supporto è arrivato tardi alla musica.
Un tavolo statico non può scendere con il pistone. Un umano certamente no.
Quindi, quando i pezzi iniziano a “camminare” dimensionalmente durante un turno, quanto ti sta realmente costando?
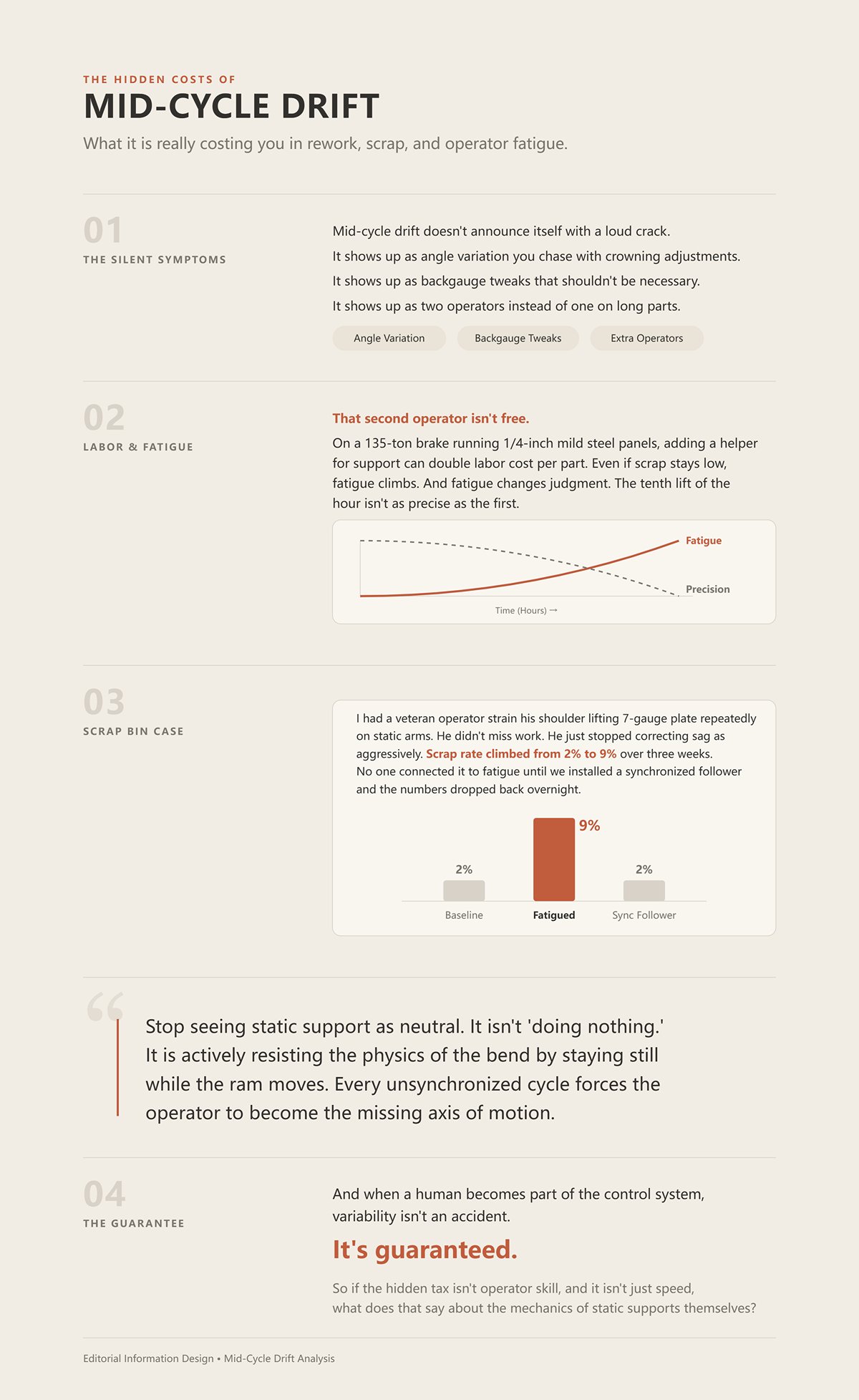
Il drift a metà ciclo non si annuncia con un forte crac. Si manifesta come variazioni di angolo che rincorri con regolazioni di bombatura. Si manifesta come aggiustamenti del controfermo che non dovrebbero essere necessari. Si manifesta come due operatori invece di uno sui pezzi lunghi.
Quel secondo operatore non è gratis.
Su una pressa da 135 tonnellate che lavora pannelli in acciaio dolce da 1/4 di pollice, aggiungere un assistente per il supporto può raddoppiare il costo del lavoro per pezzo. Anche se lo scarto rimane basso, la fatica aumenta. E la fatica cambia il giudizio. Il decimo sollevamento dell’ora non è preciso come il primo.
Cestino degli scarti: Ho avuto un operatore veterano che si è stirato la spalla sollevando ripetutamente una lamiera calibro 7 su bracci statici. Non ha perso giorni di lavoro. Ha semplicemente smesso di correggere l’abbassamento con la stessa aggressività. Il tasso di scarto è salito dal 2% al 9% in tre settimane. Nessuno lo ha collegato alla fatica finché non abbiamo installato un follower sincronizzato e i numeri sono calati immediatamente.
Ecco il cambiamento cognitivo che voglio che tu faccia:
Smetti di considerare il supporto statico come neutrale.
Non sta “facendo nulla”. Sta attivamente resistendo alla fisica della piega restando fermo mentre il pistone si muove. Ogni ciclo non sincronizzato costringe l’operatore a diventare l’asse di movimento mancante.
E quando un umano diventa parte del sistema di controllo, la variabilità non è un incidente.
È garantita.
Quindi se la tassa nascosta non è la capacità dell’operatore, e non è solo la velocità, cosa dice questo sulla meccanica dei supporti statici stessi?
Su una pressa piegatrice idraulica da 135 tonnellate che piega una lamiera di 3 metri in acciaio inox da 4 mm, osserva i primi 50 millimetri di corsa del pestone. Il punzone non si è ancora impegnato completamente. La lamiera è ancora per lo più piatta. I bracci anteriori statici sono fissi a un’altezza. La gravità sta già tirando verso il basso l’estremità libera.
Le mani dell’operatore si alzano prima che aumenti la tonnellata.
Questo è il difetto di progettazione davanti agli occhi: un supporto statico ha solo un grado di libertà — su o giù, quando lo si regola manualmente. Il pestone ha una curva di velocità programmata, un feedback di posizione e una ripetibilità misurata in centesimi di millimetro. Una volta avviato il ciclo, solo uno dei due si muove con intenzione.
Il pezzo esce con una leggera torsione.
Cestino degli scarti: ho eseguito una lavorazione in acciaio al carbonio di calibro 10 — flange da 2,4 metri — su bracci fissi, anni fa. Abbiamo rallentato l’avvicinamento, ridotto la rampa di tonnellaggio, persino regolato il bombamento. I primi cinque pezzi erano perfetti. Al quindicesimo pezzo, l’angolo stava deviando di 0,6 gradi in eccesso a un’estremità. Nulla era cambiato nel programma. Ciò che era cambiato era quanto energicamente l’operatore sollevava a mano a mano che subentrava la fatica. Il “sistema di supporto” era una colonna vertebrale umana.
Un braccio statico non solo non aiuta; costringe l’operatore a chiudere un anello di controllo che la CNC pensa di possedere già. Ora ci sono due controller che agiscono sulla stessa lamiera: la pressa che spinge verso il basso la linea di piega e l’operatore che solleva l’estremità libera verso l’alto. Non sono sincronizzati, e non lo saranno mai.
Ma se la macchina e il supporto si stessero contrastando fin dall’inizio?
Quando la pressa accelera a metà corsa, il baricentro della lamiera si sposta mentre la flangia comincia a formarsi. Il carico sul supporto cambia dinamicamente. Un braccio statico non può anticipare quel cambiamento. Un seguifilo attivo, anche un’unità pneumatica base con capacità di 380 kg, è progettato per salire e scendere con la posizione del pestone. Non elimina la contro-piega. Riduce l’improvvisazione umana che la provoca.
Se un sistema è controllato in posizione e l’altro è controllato a forza muscolare, chi pensi che vinca la discussione a 20 mm al secondo?
Prendiamo una configurazione comune: acciaio dolce da 6 mm, apertura della matrice a V da 48 mm — proprio in quella regola dell’otto volte lo spessore che seguono la maggior parte delle officine. Quando il punzone scende nella V, la lamiera non ruota attorno a una linea immaginaria nello spazio. Ruota attorno ai punti di contatto delle spalle della matrice. Quel punto di rotazione è fissato dalla geometria della matrice.
Ora guarda un tipico supporto anteriore statico. Il braccio ruota da una staffa imbullonata al telaio della macchina, spesso 300–600 mm davanti alla linea della matrice. Il suo arco di movimento — se ne ha uno — non ha nulla a che vedere con la geometria della apertura a V.
Quei due archi non sono concentrici. Non condividono nemmeno lo stesso centro.
Cestino degli scarti: abbiamo piegato una lamiera zigrinata in alluminio da 1/4 di pollice su una lunghezza di 2,5 metri usando una matrice a V da 60 mm. Tavolo statico impostato a filo all’avvio. Durante la formazione della flangia, la rotazione naturale della lamiera tendeva a seguire le spalle della matrice. Il tavolo, fisso nello spazio, costringeva la flangia a sollevarsi leggermente prima di abbassarsi. Il risultato fu una curvatura di 1,2 mm lungo la lunghezza della flangia. Incolpammo la “memoria del materiale”. Era un conflitto geometrico.
Se il punto di rotazione effettivo del supporto non segue la linea di rotazione della matrice, stai piegando la lamiera due volte — una attorno alla matrice come previsto e una contro il supporto mentre resiste a quella rotazione. Quella seconda piega è minima. Frazioni di grado. Su 3 metri, le frazioni diventano millimetri.
I seguifilo attivi sono progettati per traslare verticalmente in coordinamento con la corsa del pestone, mantenendo il contatto vicino alla tangente variabile della lamiera mentre ruota attorno alla matrice. Non allineano magicamente ogni variabile geometrica — larghezza della matrice, larghezza della lamiera, lunghezza della flangia — ma eliminano l’arco fisso e conflittuale imposto dai bracci statici.
Verdetto sul pavimento dell’officina: se la geometria di rotazione del tuo supporto non si muove insieme a quella della matrice, stai costruendo una tensione inversa in ogni flangia lunga.
Quindi, anche se la geometria spiega l’effetto della doppia piega, cosa succede quando entra in gioco il fattore tempo?
Considera una pressa piegatrice meccanica che corre più velocemente a metà corsa che in avvicinamento — comune nelle vecchie macchine a volano. Il pestone potrebbe coprire gli ultimi 20 mm prima del punto morto inferiore in una frazione di secondo. Quella curva di velocità è prevedibile. Ripetibile.
Un supporto statico non ha alcun profilo di velocità. Rimane fermo finché un essere umano non reagisce.
Ma cosa succede nel momento esatto in cui la slitta passa l’asse neutro e il sollevamento dell’operatore ritarda di mezzo secondo?
Quel mezzo secondo è il momento in cui la precisione CNC muore.
Il foglio passa dalla deformazione elastica al flusso plastico attorno all’asse neutro—lo strato all’interno dello spessore che né si allunga né si comprime. Quando passa quel punto, l’angolo della flangia cambia rapidamente. Se l’altezza del supporto non scende in sincronia, la flangia viene momentaneamente sollevata troppo. Quando l’operatore abbassa le mani, il materiale ritorna in modo irregolare lungo tutta la lunghezza.
Cestino degli scarti: Su una pressa piegatrice da 90 tonnellate che piegava lamiera da 7 gauge, abbiamo provato a compensare l’abbassamento sollevando in anticipo l’estremità libera più in alto del livello. Ha “funzionato” su flange corte. Su pezzi da 2,8 metri, il centro ha raggiunto l’asse neutro millisecondi dopo le estremità a causa di piccole variazioni nello spessore del materiale. La correzione del supporto era già fuori tempo. Abbiamo inseguito un’incoerenza di 0,9 gradi su 40 pezzi prima di ammettere che il problema non era la tonnellata—era il ritardo.
Puoi rallentare la macchina. La gravità agisce comunque. Puoi addestrare l’operatore. Il tempo di reazione varia comunque—tipicamente da 200 a 300 millisecondi per la risposta visivo-motoria sotto carico. La pressa non se ne cura.
Un follower sincronizzato—sia pneumatico che servo—lega il suo movimento verticale alla posizione del martello, non alla percezione umana. Sì, richiede comunque impostazione. Sì, l’ingaggio deve essere verificato con quell’indicatore LED di contatto che alcuni sistemi utilizzano. La presenza non è la stessa cosa del contatto. Ma una volta ingaggiato, la sua velocità corrisponde al movimento comandato della macchina.
Su una pressa CNC capace di ripetibilità del martello di ±0,01 mm, affidarsi a un braccio statico con ±tempismo umano non è parsimonia. È sabotaggio.
Verdetto del pavimento officina: Se il tuo supporto non può corrispondere alla posizione e alla velocità del martello, la tua precisione CNC si ferma alla linea della matrice—e tutto ciò che va oltre diventa un’ipotesi.
Qualche mese fa ho cronometrato una piega su alluminio da 3/16 di pollice su una moderna pressa CNC. Dall’approccio al fondo, gli ultimi 18 mm di corsa del martello hanno richiesto 0,6 secondi. Non lento. Non violento. Solo abbastanza veloce che se il follower esita, il foglio lo percepisce immediatamente.
Quello è il punto di riferimento. Se un follower non riesce a seguire quella discesa di 0,6 secondi senza superare o restare indietro, non è supporto—è interferenza ritardata.
I bracci statici hanno già perso questa battaglia perché non si muovono. Ora la vera domanda è più sottile: quando il martello accelera, decelera e corregge in tempo reale, quale tipo di azionamento può restare a tempo senza inventarsi problemi di tempismo propri?
Pensa al martello come al direttore d’orchestra. Il follower ha un solo compito—suonare a tempo perfetto. Sia i sistemi pneumatici che quelli a servo affermano di poterlo fare. Solo uno ci riesce senza indovinare.
Immagina un foglio largo 4 piedi di acciaio inox da 10 gauge, flange corte da 25 mm, matrice a V stretta. Basso centro di gravità. Rotazione minima. In quel caso ristretto, un braccio fisso impostato perfettamente in piano potrebbe comportarsi bene.
Ma ora allunga il pezzo a 2,5 metri e porta la flangia a 120 mm. La massa del pezzo oscilla verso l’esterno mentre si forma la piega. La rotazione accelera vicino all’asse neutro. Il supporto deve scendere in un arco controllato rispetto al contatto con la matrice. Un braccio fisso non scende affatto.
Cestino degli scarti: Abbiamo prodotto staffe in acciaio laminato a freddo da 11 gauge, larghe 300 mm. Il braccio statico ha funzionato bene per i primi 20 pezzi. Poi il lavoro è cambiato—stesso spessore, ma lunghezza di 1,8 metri. Al pezzo otto, avevamo una torsione di 1,4 mm all’angolo libero. Non è cambiato nulla nella tonnellata o negli utensili. Solo la lunghezza. Il braccio non ha fallito perché era debole. Ha fallito perché geometria e tempismo sono aumentati mentre lui è rimasto immobile.
Un braccio meccanico non è “automazione semplice”. È zero automazione. Presume che la velocità di piega, il peso del foglio e la lunghezza della flangia rimangano in una finestra ristretta. Il lavoro di produzione—soprattutto nelle officine ad alta varietà—raramente resta in quella finestra a lungo.
Verdetto del pavimento officina: Un supporto fisso può sopravvivere a pezzi corti e ripetibili; non può proteggere il materiale una volta che lunghezza, velocità e rotazione variano.
Ora aggiungiamo movimento. Un follower pneumatico utilizza aria compressa che spinge un cilindro per alzare e abbassare il tavolo di supporto. In teoria, collega il segnale della valvola alla posizione del martello e avrai sincronizzazione.
In pratica, l’aria si comprime.
E questo conta. Quando il punzone accelera a metà corsa, la valvola di controllo si apre per scaricare l’aria dal cilindro così che il tavolo scenda. Ma l’aria all’interno non si evacua istantaneamente. Il diametro del tubo, la portata del regolatore e persino le oscillazioni della pressione dell’aria in officina—da 95 psi al mattino a 82 psi quando si accendono tre laser—cambiano il tempo di risposta.
Non si nota un ritardo drammatico. Se ne percepisce uno morbido. Un cuscinetto di 0,1 secondi in cui il tavolo oppone resistenza prima di cedere.
Cestino degli scarti: abbiamo installato un follower pneumatico con portata nominale di 380 kg sotto una lamiera di alluminio da 1/4 di pollice, lunga 3 metri. La corsa mattutina è stata pulita. Dopo pranzo, il ciclo del compressore è aumentato, la pressione di linea è scesa di 10 psi. Il follower è sceso leggermente più lentamente. Risultato: una sovrapiegatura costante di 0,6 gradi al centro rispetto alle estremità. Stesso programma. Stesso operatore. Differente comportamento dell’aria.
L’aria compressa è indulgente e meccanicamente semplice. Meno elettronica. Costo iniziale più basso. E nelle officine senza impianti elettrici potenziati, evita il picco di assorbimento elettrico che alcuni sistemi completamente elettrici richiedono. Ma l’aria compressa introduce una variabile viva—la stabilità della pressione—che il tuo punzone CNC non condivide.
Ma se la macchina e il supporto si stessero ostacolando a vicenda fin dall’inizio? Con i sistemi pneumatici, possono essere d’accordo nei comandi ma in disaccordo nei tempi di risposta.
Verdetto dell’officina: i follower pneumatici sono un enorme miglioramento rispetto ai bracci statici, ma la loro velocità è stabile solo quanto lo è il tuo approvvigionamento d’aria.
Un follower servoassistito sostituisce l’aria comprimibile con un motore e una vite a ricircolo di sfere o una trasmissione a cinghia. Il feedback di posizione proviene da un encoder. Quando il punzone si muove di 0,01 mm, il follower può essere comandato a muoversi di 0,01 mm. Nessuna elasticità. Nessun decadimento di pressione.
Su una pressa da 90 tonnellate che piega acciaio dolce da 5 mm su una matrice a V da 40 mm, abbiamo profilato la curva di velocità del punzone—avvicinamento lento, accelerazione rapida a metà corsa, decelerazione controllata in fondo. Il follower servoassistito ha rispecchiato quella curva entro la tolleranza misurabile dell’encoder. La variazione dell’angolo del pezzo su 30 esemplari è rimasta entro 0,2 gradi da un’estremità all’altra.
Quel tipo di ripetibilità è importante quando la planarità della flangia influisce sulla saldatura a valle o quando si piega acciaio inox prefinito da 14 gauge che non può essere “convinto” dopo il fatto.
Ora il lato dei costi. I sistemi servo richiedono alimentazione più pulita e una capacità di diagnosi più esperta. Ho visto presse piegatrici servo-idrauliche ibride fermate da guasti nel drive proprietario con riparazioni da $8.500. Quando l’elettronica fallisce, non basta darle colpi di chiave per farla ripartire.
Quindi, quando è giustificato?
Quando i costi di scarto superano il rischio di riparazione. Quando i pezzi sono abbastanza lunghi che un errore di 0,5 gradi si traduce in una curvatura visibile. Quando il materiale è costoso—per esempio, alluminio 5052 da 3/16 di pollice ai prezzi odierni—e il rilavoro non è un’opzione.
Verdetto dell’officina: se la tua catena di tolleranze o il costo del materiale penalizzano anche piccoli errori di sincronizzazione, la ripetibilità del servo si ripaga da sola grazie agli scarti evitati.
Una lamiera di acciaio dolce da 6 mm lunga 3 metri pesa circa 140 kg. Aggiungi il carico dinamico mentre ruota e superi momentaneamente il peso statico. Molti follower pneumatici dichiarano capacità da 300 a 400 kg. Sulla carta, sembra comodo.
Ma la capacità nominale presuppone pressione ideale e carico verticale. Durante una piegatura, il baricentro della lamiera si sposta verso l’esterno, creando leva. Il cilindro non sta solo sollevando il peso—sta contrastando una coppia.
Quando il punzone si avvicina al punto morto inferiore, il carico cambia rapidamente. Se il cilindro è vicino al suo limite di forza superiore, l’aria si comprime leggermente prima di spingere indietro. Quella micro-compressione si manifesta come abbassamento del follower.
Cestino degli scarti: abbiamo piegato una lamiera da 8 mm lunga 2,4 metri su un follower con portata nominale di 400 kg. Secondo i calcoli statici eravamo al sicuro. In movimento, il tavolo si è abbassato di 3 mm a metà piega. L’angolo della flangia al centro si è chiuso di 0,8 gradi più delle estremità. Il cilindro non era sottodimensionato secondo il catalogo—era sottodimensionato rispetto alla realtà dinamica.
I sistemi servo, al contrario, mantengono la posizione attraverso la coppia del motore e la trasmissione meccanica, non tramite aria intrappolata. Non perdono altezza perché la pressione fluttua. Ma assorbiranno una corrente istantanea più elevata sotto carichi pesanti, e le officine più vecchie con alimentazione elettrica limitata percepiscono quel picco.
Quindi la trappola non è solo la capacità di sollevamento. È il controllo dinamico sotto carico variabile.
Verdetto dell’officina: se i tuoi pezzi sono lunghi, spessi o richiedono coppia elevata, una valutazione pneumatica su carta può non equivalere a un supporto stabile in movimento.
La questione della trasmissione non riguarda il lusso. Riguarda il ritmo. Un follower che non riesce a seguire la curva di velocità del pistone—soprattutto quella discesa di 0,6 secondi su alluminio da 3/16 pollici—non risolve il problema di sincronizzazione. Lo riformula.
E una volta che inizi a cambiare materiali—alluminio morbido, acciaio inox elastico, acciaio ad alta resistenza—il foglio stesso comincia a esporre ogni debolezza in quella scelta di trasmissione.
Un foglio di 3 metri di alluminio 5052 da 20 gauge pesa meno di 18 kg. Un foglio di 3 metri di lamiera A36 da 1/4 di pollice supera i 180 kg. Metti entrambi sulla stessa pressa piegatrice con lo stesso follower e dimmi che la fisica è identica.
Non sono nemmeno nello stesso confronto.
L’alluminio snerva presto e ha un ritorno elastico modesto. L’acciaio inossidabile resiste, immagazzina energia e ritorna più energicamente. L’acciaio ad alta resistenza mantiene la tensione fino all’ultimo millimetro di corsa, poi rilascia la coppia negli utensili come una molla compressa. Il follower non sostiene solo il peso; reagisce a come quel foglio ruota, accelera e si scarica durante la piegatura.
Quando la trasmissione è in ritardo, il materiale morbido lo nasconde. Quando la trasmissione esita durante il ritorno elastico, l’acciaio ad alta resistenza lo espone. E quando il follower è sovradimensionato ma lento, il materiale sottile lo trasforma in un meccanismo di lancio.
È qui che la maggior parte delle officine sbaglia. Dimensionano i follower per i chilogrammi e dimenticano il comportamento.
Ma cosa succede quando il materiale stesso diventa l’amplificatore?
Immagina acciaio inox 304 da 22 gauge, lungo 2,5 metri, piegato in una flangia da 40 mm. Il foglio pesa appena 12 kg, ma il suo rapporto rigidità/massa è elevato. Quando il pistone scende, l’asse neutro si sposta verso il raggio interno, la gamba libera inizia a ruotare e l’inerzia prende il sopravvento.
Ma cosa succede nel momento esatto in cui la slitta passa l’asse neutro e il sollevamento dell’operatore ritarda di mezzo secondo?
Con un braccio statico fermo 5 mm più in basso, la gamba in rotazione scende, tocca il braccio e rimbalza. Il pezzo esce con una leggera torsione. Niente di drammatico. Solo abbastanza perché la flangia oscillii sul tavolo di ispezione.
Non è un problema di peso. È un problema di sincronizzazione.
Un follower pneumatico con un tempo di risposta di 0,1 secondi può comunque superare il limite sulla lamiera sottile perché c’è troppo poca massa per smorzare il movimento. Il foglio accelera più velocemente di quanto l’aria possa stabilizzare. Un follower servo, comandato per seguire l’altezza dell’utensile inferiore entro la risoluzione dell’encoder, si muove in sincronia con il pistone. Il foglio non cade mai liberamente, quindi non rimbalza mai.
Cestino degli scarti: abbiamo piegato acciaio zincato da 20 gauge, lungo 3 metri, su bracci manuali scorrevoli con portata di 500 kg e superfici in polietilene. Dopo 40 pezzi, 6 avevano una variazione costante di 1,2 mm nell’altezza della flangia a metà campata. I bracci non erano deboli. Erano in ritardo. Abbiamo sostituito con un follower sincronizzato e la variazione è scesa sotto la tolleranza misurabile con il metro.
Le lamiere leggere puniscono il ritardo più di quanto ricompensino la forza.
Verdetto dell’officina: su lamiera sottile, velocità e sincronizzazione prevengono la frustata; la pura capacità di sollevamento non serve a nulla.
Quindi, se il materiale sottile richiede agilità, cosa succede quando il foglio pesa dieci volte di più?
Prendi A36 da 1/4 di pollice, lungo 3 metri. Circa 185 kg. Ora piega una flangia da 60 mm su una pressa piegatrice da 120 ton usando una matrice a V da 40 mm. A metà corsa, il baricentro di quella lamiera si sposta verso l’esterno, creando un braccio di leva pari a circa metà della lunghezza della flangia.
Fai i calcoli e non stai più sostenendo 185 kg verticalmente. Stai resistendo a un momento flettente che cerca di far scendere il seguace.
I bracci di supporto scorrevoli standard, valutati a 500 kg, assumono un carico quasi verticale. Introduci 60 mm di braccio rotante e la guida lineare subisce un carico laterale per cui non era progettata. Ho misurato una deflessione di 2–3 mm alla punta del braccio durante la rotazione dinamica su lamiera spessa. Quella deflessione chiude l’angolo centrale prima delle estremità.
Cassonetto degli scarti: abbiamo piegato acciaio dolce da 10 mm, lungo 2,4 metri, su bracci manuali estesi con sfere di trasferimento. La valutazione statica diceva sicuro. Sotto carico, un braccio ha sviluppato una deformazione permanente di 1 mm verso il basso al punto di montaggio. I successivi 25 pezzi mostravano un angolo centrale più stretto di 0,7 gradi. Il braccio si è piegato prima dell’acciaio.
I seguaci servo o idraulici progettati per il montaggio in tavola trasferiscono il carico direttamente nel telaio della piegatrice, non attraverso bracci a sbalzo estesi. Qui la struttura conta più del motore. Gli acciai ad alta resistenza—diciamo S700 da 6 mm—amplificano il problema perché il loro maggiore snervamento ritarda la deformazione plastica, il che significa che più energia elastica si spinge indietro nel supporto durante la rotazione.
Puoi ridisegnare i pezzi—flange più corte, raggi più grandi—per alleviare quel carico. Le officine intelligenti lo fanno. Ma quando la geometria è fissa e il tonnellaggio aumenta, la struttura diventa sopravvivenza.
Verdetto dal pavimento dell’officina: sopra uno spessore medio della lamiera, i bracci di supporto a sbalzo diventano essi stessi elementi di flessione; i seguaci integrati collegati al telaio trasportano la coppia senza deflettere.
E anche se risolvi peso e coppia, un’altra variabile aspetta di rovinarti la giornata.
Ora passa all’acciaio inox prefinito calibro 14 con superficie spazzolata No. 4. Peso gestibile—circa 40 kg a 3 metri. Il cliente rifiuta pezzi per un singolo graffio da 30 mm.
I bracci di supporto manuali spesso utilizzano inserti di polietilene o spazzola. Buoni per lo scorrimento statico. Ma durante una piega sincronizzata, il foglio non scorre soltanto; descrive un arco. Se la superficie del seguace ha alta frizione, il foglio trascina microscopicamente mentre ruota, specialmente vicino al punto morto inferiore dove la pressione è massima.
Ho visto officine incolpare l’operatore per graffi che erano pura tribologia—attrito superficiale sotto carico.
Cassonetto degli scarti: su acciaio inox #4 calibro 14, lungo 2 metri, abbiamo usato un seguace pneumatico con rulli in acciaio. Dopo 60 pezzi, sono apparsi lievi segni lineari paralleli alla piega. I rulli erano puliti. Il problema era il micro-slittamento mentre il foglio ruotava e il seguace esitava. Passando a rulli rivestiti antisegno e stringendo la sincronizzazione abbiamo eliminato i segni senza toccare il programma.
Ecco la gerarchia: se il sollevamento è fuori tempo, anche la piastra a spazzola più morbida graffierà perché il foglio è momentaneamente non sostenuto e cade a contatto. Se il sollevamento è preciso ma la superficie di contatto è sbagliata, manterrai l’angolo e rovinerai la finitura.
La sensibilità del materiale decide quale difetto appare per primo. L’alluminio perdona i graffi ma evidenzia la deriva dell’angolo. L’acciaio inox nasconde piccole variazioni di angolo ma punisce la frizione. L’acciaio verniciato ad alta resistenza fa entrambe le cose.
Verdetto dal pavimento dell’officina: i componenti di protezione superficiale contano—ma solo dopo che l’architettura di sollevamento è sincronizzata; gli errori di tempismo danneggiano i pezzi prima che la scelta del materiale abbia voce in capitolo.
Abbina il seguace al comportamento del foglio—massa, rigidità, ritorno elastico e superficie—e il sistema suona in tempo con il punzone. Ignora questo, e non stai risparmiando denaro con supporti statici. Stai costringendo la macchina e il materiale a discutere davanti a ogni cliente.
Il che porta al problema successivo: anche se il seguace si adatta perfettamente al materiale, come comunica con la pressa piegatrice abbastanza bene da restare in quel tempo?
Un foglio da 3 metri di acciaio dolce calibro 12 non si preoccupa di quanto costoso sembri il tuo follower. Si preoccupa se quel follower sa che il martinetto sta per accelerare da una velocità di avvicinamento di 40 mm/sec a una velocità di formatura di 8 mm/sec nei prossimi 0,2 secondi.
Sono stato dietro una pressa piegatrice dove il martinetto è sceso di 150 mm in 0,6 secondi, e il follower si è sollevato magnificamente—solo in ritardo. Il pezzo esce con una leggera torsione. Non perché il sollevamento fosse debole. Perché stava andando a intuito.
Questo è il divario: il tuo follower reagisce al movimento che percepisce dopo il fatto, o si muove perché il controller gli ha detto cosa sta per accadere?
Ma se la macchina e il supporto si stessero contrastando fin dall’inizio?
Immagina una pressa piegatrice CNC da 135 tonnellate che esegue una sequenza di 5 pieghe su acciaio inox calibro 10, lunga 2,5 metri. La posizione del martinetto è tracciata da encoder lineari fino a centesimi di millimetro. Il controller conosce già il fattore di piega, l’altezza dell’utensile, la compensazione del ritorno elastico del materiale, e il momento esatto in cui decelererà prima del punto morto inferiore.
Ora monta un follower standalone che legge la posizione del martinetto attraverso un sensore di prossimità e si muove con il proprio PLC.
Può vedere dove si trova il martinetto. Non può vedere dove sta andando.
Questa differenza è tutto.
In un sistema pienamente interconnesso, il follower riceve lo stesso comando di posizione che riceve il martinetto. Quando il controller passa da un avvicinamento rapido alla velocità di formatura, il servo del follower cambia nello stesso loop di controllo—loop chiuso significa che entrambi gli assi correggono costantemente in base al feedback dell’encoder. Condividono l’intento, non solo la posizione.
In un retrofit standalone, il follower aspetta il movimento, poi risponde. Anche un ritardo di 100–150 millisecondi è sufficiente per far abbassare un foglio di 3 metri di 4–6 mm al centro durante la decelerazione. Su alluminio sottile calibro 16, quell'abbassamento rimbalza quando il martinetto rallenta. Su lamiera da 8 mm, trasferisce coppia nella linea di piega e stringe l’angolo centrale.
Bidone dello scarto: abbiamo lavorato acciaio inox 304 da 3 mm, lungo 3 metri, su un follower retrofit collegato solo al movimento del martinetto tramite una derivazione della scala lineare. Gli angoli alle estremità mantenevano ±0,3 gradi. Il centro si spostava di 0,8 gradi più stretto su 30 pezzi. Il follower non era debole. Era in ritardo a ogni transizione di velocità.
Se il tuo follower non sa cosa sta per fare il martinetto, sta sempre reagendo—e reagire è il modo in cui i pezzi si deformano.
Verdetto da officina: se il tempismo conta—e conta sempre—il follower deve condividere il loop di comando del CNC, non inseguirlo da dietro.
Quindi, che dire delle vecchie presse piegatrici idrauliche che non sono mai state costruite per quel tipo di comunicazione?
Prendiamo una pressa piegatrice idraulica del 1998 con un controllo NC di base—nessun protocollo di comunicazione aperto, nessun bus servo, solo una fermata di profondità del martinetto e il posizionamento del battuta di fondo. Puoi montare un follower standalone con il proprio controller e memorizzare le posizioni per ogni passaggio di piega.
Per le produzioni prototipo—dieci pezzi, singola piega—funziona bene. Il follower si solleva a un’altezza preimpostata, mantiene, poi scende. L’accuratezza può essere comparabile perché il profilo di movimento è semplice.
Ora esegui una configurazione a 4 stazioni con diverse altezze di matrice e lunghezze di flangia variabili su acciaio laminato a caldo calibro 11, lungo 2,8 metri.
Senza dati di piega in tempo reale—velocità del martinetto, offset altezza utensile, correzione dinamica dell’angolo—l’operatore deve reimpostare manualmente l’altezza del follower per ogni stazione o basarsi su valori memorizzati che presumono velocità di avvicinamento e formatura identiche. Qualsiasi variazione di tonnellaggio o lotto di materiale sposta la finestra di tempismo.
Cosa succede esattamente nel momento in cui il pistone passa l’asse neutro e il sollevamento dell’operatore ritarda di mezzo secondo?
Sui sistemi idraulici più datati, la velocità del pistone può variare con la temperatura dell’olio e il carico. Un seguace autonomo che si aspetta una velocità di piegatura di 12 mm/sec può vederne 9 mm/sec in una mattina fredda. Questa differenza di 3 mm/sec su una corsa di 80 mm è sufficiente a desincronizzare il supporto durante la fase di rotazione più critica.
Cestino degli scarti: abbiamo aggiornato una pressa piegatrice idraulica da 160 tonnellate con un seguace, piegando A36 da 6 mm su 2,4 metri. I pezzi del turno mattutino erano coerenti. Dopo pranzo, con l’olio riscaldato e la velocità del pistone leggermente superiore, gli angoli centrali si sono aperti di 0,6 gradi. Nulla era cambiato nel programma. Era cambiata la finestra di temporizzazione del seguace.
Un’unità autonoma può stare al passo? Sì—se il lavoro è semplice, a basso volume e tollerante.
Ma quando le sequenze di piegatura si accumulano, le altezze degli utensili cambiano e il tonnellaggio varia, le posizioni memorizzate diventano supposizioni. Le supposizioni sono costose nell’acciaio.
Verdetto dell’officina: gli aggiornamenti autonomi sopravvivono su lavori prevedibili e semplici; i lavori complessi con piegature multiple ne rivelano rapidamente i punti ciechi.
E quei punti ciechi non riguardano solo la temporizzazione.
Avvicinati a una pressa impostata con quattro stazioni di utensili su 3 metri—V da 20 mm, V da 40 mm, matrice per bordatura e poi un punzone alto a collo d’oca all’estremità. È così che le officine reali gestiscono pezzi misti senza smontaggi continui.
Ora aggiungi un seguace che si parcheggia a 400 mm dietro la matrice inferiore quando non è in uso.
Se non comunica con il CNC riguardo alla posizione della stazione, ha un solo comportamento sicuro di default: restare basso e fuori mano. Ciò significa che tra una piegatura e l’altra deve ritirarsi completamente, poi risalire a un’altezza preimpostata. Ogni ciclo aggiunge tempo di movimento e rischio di reinserimento fuori tempo.
I sistemi completamente connessi collegano la posizione del seguace direttamente al programma di piegatura. Quando l’operatore seleziona la stazione tre, il controllore conosce già l’altezza della matrice e comanda il seguace a una posizione di attesa sincronizzata—libero dagli utensili ma entro 10–15 mm dall’altezza di aggancio. Nessuna supposizione. Nessun reset a corsa completa.
Cestino degli scarti: su un impianto autonomo, abbiamo eseguito piegature alternate tra una V da 30 mm e una matrice per bordatura su acciaio verniciato da 14 gauge. Il seguace doveva abbassarsi completamente tra le stazioni per evitare collisioni con gli utensili. Il tempo ciclo quasi raddoppiato. Peggio ancora, un sollevamento fuori tempo ha urtato la spalla della matrice, rigando il braccio del seguace.
Quando il seguace non è integrato nella logica delle stazioni, diventa un ostacolo mobile. Gli operatori iniziano a evitare le configurazioni multi‑stazione solo per mantenere gestibile il seguace. Ciò elimina proprio l’efficienza che l’aggiornamento avrebbe dovuto aggiungere.
Verdetto dell’officina: se il seguace non conosce la mappa degli utensili, rallenterà il ciclo o ci si scontrerà.
L’integrazione però non è solo software. È il modo in cui potenza e movimento sono collegati.
Ho visto due architetture di retrofit comuni.
Prima: un seguace servo azionato elettricamente, fissato al telaio della pressa, alimentato separatamente e che legge il moto del pistone tramite un segnale derivato o una scala esterna.
Seconda: un seguace idraulico che sfrutta il circuito idraulico della pressa con valvole proporzionali.
Il servo elettrico ha precisione sulla carta—risoluzione dell’encoder, velocità programmabili. Ma se non è collegato al bus di controllo principale della pressa, funziona in parallelo, non insieme. Due controllori, due loop di feedback. Quando il carico aumenta—per esempio piegando una lamiera da 8 mm vicino alla piena capacità—la pressa può micro-regolare la posizione del pistone per il controllo dell’angolo mentre il follower continua il percorso pianificato. Questa mancata corrispondenza si manifesta come variazione dell’angolo a metà campata.
I sistemi idraulici piggyback sembrano “naturalmente sincronizzati” perché condividono l’olio. Ma a meno che il flusso non sia controllato elettronicamente e coordinato tramite il CNC, le variazioni di pressione nei cilindri principali modificano il flusso disponibile per il follower. Sotto alto tonnellaggio, la velocità di sollevamento del follower può calare proprio quando la richiesta di supporto è massima.
Cestino degli scarti: Un follower idraulico di terze parti collegato a una pressa da 200 tonnellate ha funzionato perfettamente su alluminio da 3 mm. Passando a S355 da 10 mm vicino alla capacità, la salita del follower rallentava durante la piegatura. Il centro di un pezzo da 2,5 metri è abbassato di 5 mm prima del recupero. Gli angoli variavano di 0,7 gradi lungo la lunghezza. La linea dell’olio era condivisa. Il tempismo no.
Dove falliscono? Nel momento di maggiore carico e più veloce processo decisionale—quando il pistone si regola, decelera o compensa.
Un sistema completamente interconnesso rende il follower un altro asse controllato all’interno della stessa architettura. Un direttore d'orchestra. Un tempo. Quando il pistone cambia velocità, il follower cambia perché ha ricevuto lo stesso comando.
Verdetto del reparto: Elettrico o idraulico non determinano il successo—lo fa la logica di controllo condivisa; senza di essa, stai facendo funzionare due macchine su un solo foglio.
Quindi ora la domanda non è se un follower sia un optional piacevole. È se il comportamento del materiale e l’architettura della macchina richiedano una vera integrazione—oppure ti permettano di cavartela con la reazione.
| Sezione | Contenuto |
|---|---|
| Argomento | Integrazione elettrica vs. idraulica: Dove falliscono di solito i retrofit di terze parti? |
| Architettura comune di retrofit 1 | Follower servo elettrico montato sul telaio della pressa, alimentato separatamente, che legge il movimento del pistone tramite segnale derivato o scala esterna. |
| Architettura comune di retrofit 2 | Follower idraulico che affianca il circuito idraulico della pressa usando valvole proporzionali. |
| Servo elettrico – Punto di forza | Alta precisione teorica (risoluzione dell’encoder, velocità programmabili). |
| Servo elettrico – Punto debole | Se non integrato nel bus di controllo principale, opera in parallelo con controllori e loop di feedback separati. Sotto alto carico (ad es. lamiera da 8 mm vicino alla piena capacità), le micro‑regolazioni della pressa possono causare disallineamenti, generando variazioni dell’angolo a metà campata. |
| Piggyback idraulico – Punto di forza | Sembra naturalmente sincronizzato grazie al sistema idraulico d’olio condiviso. |
| Piggyback idraulico – Punto debole | Senza controllo elettronico del flusso coordinato tramite CNC, le variazioni di pressione nei cilindri principali influenzano il flusso del follower. Sotto alto tonnellaggio, la velocità di sollevamento può calare proprio quando la richiesta di supporto è massima. |
| Caso del Cestino di Scarto | Il seguace idraulico di terze parti su una pressa da 200 tonnellate ha funzionato bene su alluminio da 3 mm. Passando a S355 da 10 mm vicino alla capacità, il sollevamento del seguace si è rallentato durante la formatura. Un pezzo da 2,5 metri si è incurvato di 5 mm prima di recuperare; la variazione dell’angolo ha raggiunto 0,7°. Linea dell’olio condivisa, ma tempi non coordinati. |
| Punto di Guasto | I guasti si verificano nei momenti di massima sollecitazione e decisione più rapida—quando il martinetto si regola, decelera o compensa. |
| Sistema Completamente Connesso | Integra il seguace come asse controllato all’interno della stessa architettura. Un unico sistema di controllo, comandi sincronizzati. Le variazioni di velocità del martinetto e la risposta del seguace avvengono simultaneamente. |
| Verdetto dell’Officina | Il successo dipende dalla logica di controllo condivisa—non dal fatto che il sistema sia elettrico o idraulico. Senza integrazione, è a tutti gli effetti come se due macchine gestissero un unico foglio. |
| Domanda centrale | Non si tratta di stabilire se un seguace sia opzionale, ma se il comportamento del materiale e l’architettura della macchina richiedano una vera integrazione—o possano tollerare un funzionamento reattivo. |
Non si sceglie un seguace completamente integrato perché fa impressione.
Lo si sceglie perché il tuo materiale, la tua macchina e la tua combinazione produttiva non ti lasciano altra opzione stabile.
La parte non ovvia è questa: il punto critico non è solo il peso. È quando la massa del foglio, la flessione e la sequenza di piegatura superano ciò che un operatore umano e un supporto reattivo possono correggere in tempo reale. Quando succede, la sincronizzazione smette di essere un miglioramento e diventa utensileria di base.
Quindi, dove si trova quella linea nella tua officina?
Prendi un foglio da 3,0 metri di A36 da 10 gauge. Circa 38 kg per metro quadrato. Lungo 1,5 metri, stai gestendo più di 170 kg prima della prima piegatura. Quel foglio non solo pesa di più — immagazzina energia mentre ruota.
Quando il martinetto supera l’asse neutro, il centro tende a cadere. Non perché l’operatore sia debole. Ma perché la gravità è costante e l’acciaio ha memoria.
Un supporto frontale statico con portata di 380 kg su guide lineari può sostenere quel carico. Può illuminarsi con indicatori LED di contatto. Può scorrere con fluidità. Ma non può anticipare la rotazione. Aspetta che il foglio si muova prima di reagire.
Cestino di Scarto: abbiamo lavorato S355 da 8 gauge a 2,8 metri su una pressa con supporti statici pesanti con capacità ben superiore al peso del foglio. La capacità non era il problema. A metà piega, il centro si è incurvato di 6 mm prima che operatore e supporto correggessero. Gli angoli alle estremità risultavano stretti. Gli angoli al centro si sono aperti di 0,9 gradi. Non abbiamo sovraccaricato il supporto. Lo abbiamo superato.
Ora passa all’acciaio inox 304 da 2 mm a 1,2 metri. Meno di 25 kg totali. Su una pressa elettrica con controllo preciso dell’angolo, la flessione è minima. La rotazione è docile. L’operatore può guidarlo con la punta delle dita.
Stesso laboratorio. Due problemi di fisica completamente diversi.
Verdetto da officina: quando la massa e la flessione della lamiera creano una rotazione a metà piega che un essere umano non può contrastare istantaneamente, stai dimensionando per la sincronizzazione, non per la capacità di sollevamento.
Ma il materiale non agisce da solo. Si piega all’interno di una macchina con i suoi limiti.
Una pressa piegatrice meccanica che lavora pezzi a colpo singolo ad alta velocità con profondità di corsa fissa è prevedibile. La temporizzazione della corsa cambia raramente. Se pieghi staffe in alluminio da 3 mm tutto il giorno, un servoseguace autonomo collegato alla posizione del martinetto può tenere il passo abbastanza bene.
Ma installa quello stesso servoseguace su una moderna idraulica con compensazione dinamica e correzione dell’angolo in tempo reale, e le cose cambiano. Il martinetto regola la velocità a metà corsa. Compensa il ritorno elastico. Corregge in modo microscopico la profondità.
Se il servoseguace non è all’interno dello stesso anello di controllo, sta solo indovinando.
Cestino degli scarti: abbiamo adattato un servoseguace su una piegatrice idraulica da 220 tonnellate che piegava acciaio inox 304 da 6 mm con correzione dell’angolo attiva. Durante le pieghe pesanti, il CNC rallentava il martinetto vicino al punto morto inferiore per raggiungere l’angolo target. Il servoseguace, leggendo un segnale analogico ritardato, continuava la sua salita programmata. Il pezzo si sollevava dalla spalla della matrice, poi si riassestava. Variazione finale: 0,7 gradi su 2,5 metri. Il servoseguace era preciso. Semplicemente non era invitato alla conversazione.
Ora considera una piegatrice elettrica ad alta precisione che lavora acciaio zincato da 1,5 mm. I motori elettrici offrono corsa ripetibile e controllo di posizione molto preciso. Ma i carichi sono bassi e la flessione minima. Qui, l’integrazione può aggiungere costo senza risolvere un problema reale.
Verdetto da officina: più la tua piegatrice si regola in tempo reale sotto carico, più il tuo servoseguace deve condividere la sua architettura di controllo, oppure rischia di contrastarla.
Ma le macchine e i materiali ancora non rispondono alla domanda economica. Lo fa il mix produttivo.
Stai producendo lunghe serie di pezzi identici, o lavori da 40 pezzi che cambiano utensili ogni ora?
Un retrofit autonomo sopravvive grazie alla ripetizione. Un’altezza di matrice. Una sequenza di piega. Cambi di stazione minimi.
Ora aggiungi quattro stazioni su 3 metri: V da 20 mm, V da 40 mm, matrice per ribordatura, punzone alto a collo d’oca. Aggiungi materiali misti: acciaio dolce da 4 mm al mattino, acciaio inox da 10 gauge dopo pranzo. Aggiungi operatori che ruotano i turni.
Ogni cambio costringe il servoseguace a reimpostare le posizioni, liberare gli utensili e riagganciarsi.
Cestino degli scarti: su un mix di pannelli in acciaio verniciato da 12 gauge alternati tra due stazioni di matrice, il nostro servoseguace autonomo doveva ritirarsi completamente di 300 mm tra le pieghe per evitare collisioni. Il tempo ciclo si è allungato da 42 secondi a 71. Un ritorno mal sincronizzato ha graffiato una superficie finita. Non abbiamo perso perché il servoseguace fosse debole. Abbiamo perso perché non era consapevole del contesto.
La crescita futura rende tutto più evidente. Se il tuo flusso di preventivi mostra pezzi più lunghi, lamiere più spesse, tolleranze più strette o più assiemi con pieghe multiple, stai accumulando variabili che penalizzano il ritardo.
Verdetto da officina: se il tuo programma premia la flessibilità e l’efficienza multi‑stazione, solo un servoseguace integrato nel programma di piega protegge sia il tempo ciclo che la qualità del pezzo.
Quindi, quando tutto questo supera il limite?
Ecco la lente che uso ora come revisore.
Se un operatore non può fisicamente e costantemente contrastare la rotazione della lamiera durante la piega più impegnativa — senza accelerare, puntellarsi o andare a intuito — avete superato la capacità umana. Questa è la prima soglia.
Se la vostra pressa freno modifica il movimento del punzone in risposta al carico o al feedback dell’angolo, e il vostro follower non riceve gli stessi dati di comando nello stesso ciclo, avete un conflitto architetturale. Questa è la seconda soglia.
Se il vostro mix produttivo richiede configurazioni multi-stazione in cui il movimento di retrazione e reset aggiunge un tempo ciclo misurabile o un rischio di collisione, avete attrito operativo. Questa è la terza.
Superate una soglia, e un retrofit potrebbe funzionare. Superate due, e inizierete a vedere deriva dell’angolo, danni superficiali, o aumento progressivo del tempo ciclo. Superate tutte e tre, e chiamare un follower sincronizzato un “lusso” è come chiamare gli arresti di profondità opzionali.
Ritiro di scarti: Un’officina che piegava acciaio inox da 10 gauge a 3 metri su una idraulica da 320 tonnellate ha aggiunto un follower integrato e collegato in rete dopo anni di lotta contro la variazione dell’angolo centrale di circa 0,8 gradi. Stesso materiale. Stessa attrezzatura. La variazione è scesa sotto 0,2 gradi, e la movimentazione a due persone è diventata a una sola. Il lavoro si è spostato alla fase successiva. Il follower non ha aggiunto capacità. Ha rimosso il conflitto.
La conclusione non ovvia è questa: non si giustifica un follower in rete per il peso massimo della lamiera. Lo si giustifica quando il comportamento del materiale, l’intelligenza della macchina e la complessità produttiva convergono oltre ciò che il supporto reattivo può correggere in tempo reale.
Verdetto sul pavimento dell’officina: Quando massa della lamiera, controllo dinamico del punzone e flussi di lavoro multi-stazione si sovrappongono, un follower completamente integrato smette di essere opzionale e diventa strutturale al processo di piegatura stesso.
Guardate il vostro lavoro più pesante, più lungo e più complesso programmato per questo trimestre.
Ora chiedetevi: il vostro supporto attuale sta cooperando con il punzone — o sta reagendo ad esso?


















