

Une tôle de 5×10 en acier inoxydable de calibre 10 ne paraît pas lourde jusqu’à ce que vous soyez celui qui tient l’extrémité pendant que 120 tonnes de force de vérin descendent.
J’ai vu des hommes adultes s’appuyer de tout leur poids sur une tôle affaissée en plein cycle, les bottes glissant sur le béton, essayant de maintenir la ligne de pliage droite pendant que la presse plieuse continue à descendre comme si rien ne l’arrêtait. La pièce sort avec une légère torsion. Tout le monde accuse le timing. Ou le manque d’expérience.
Mais que se passerait-il si la machine et le support se combattaient depuis le début ?
Un panneau de tôle douce de 3 mètres, épais de 6 mm, posé sur deux bras de support statiques semble stable au repos. Lancez le cycle, et la gravité prend le dessus avant même que le vérin n’entre en contact. L’extrémité libre descend de quelques millimètres. L’opérateur compense en soulevant. La presse continue sa descente à la vitesse programmée.
Vous avez maintenant trois forces en jeu : la gravité qui tire vers le bas, l’opérateur qui pousse vers le haut, et le vérin qui traverse l’axe neutre du pli.
Ce n’est pas du pliage. C’est un tir à la corde.
Benne à rebuts : J’ai déjà mis au rebut douze panneaux d’aluminium de 8 pieds en un seul quart parce qu’ils présentaient tous une variation de 1,5 degré le long du bord. Même programme. Même outillage. La seule variable, c’était deux opérateurs essayant d“” aider » un support statique à suivre un cycle de 90 tonnes. Nous avons payé ces tôles deux fois — une fois en matière, une fois en main-d’œuvre de reprise.
La taxe n’est pas évidente sur la première pièce. Elle apparaît dans la fatigue, les micro-ajustements, et cette dérive progressive des tolérances que vous n’arrivez pas vraiment à expliquer.
Alors, est-ce que la tôle se déforme vraiment — ou est-ce que l’opérateur perd simplement la course contre la machine ?
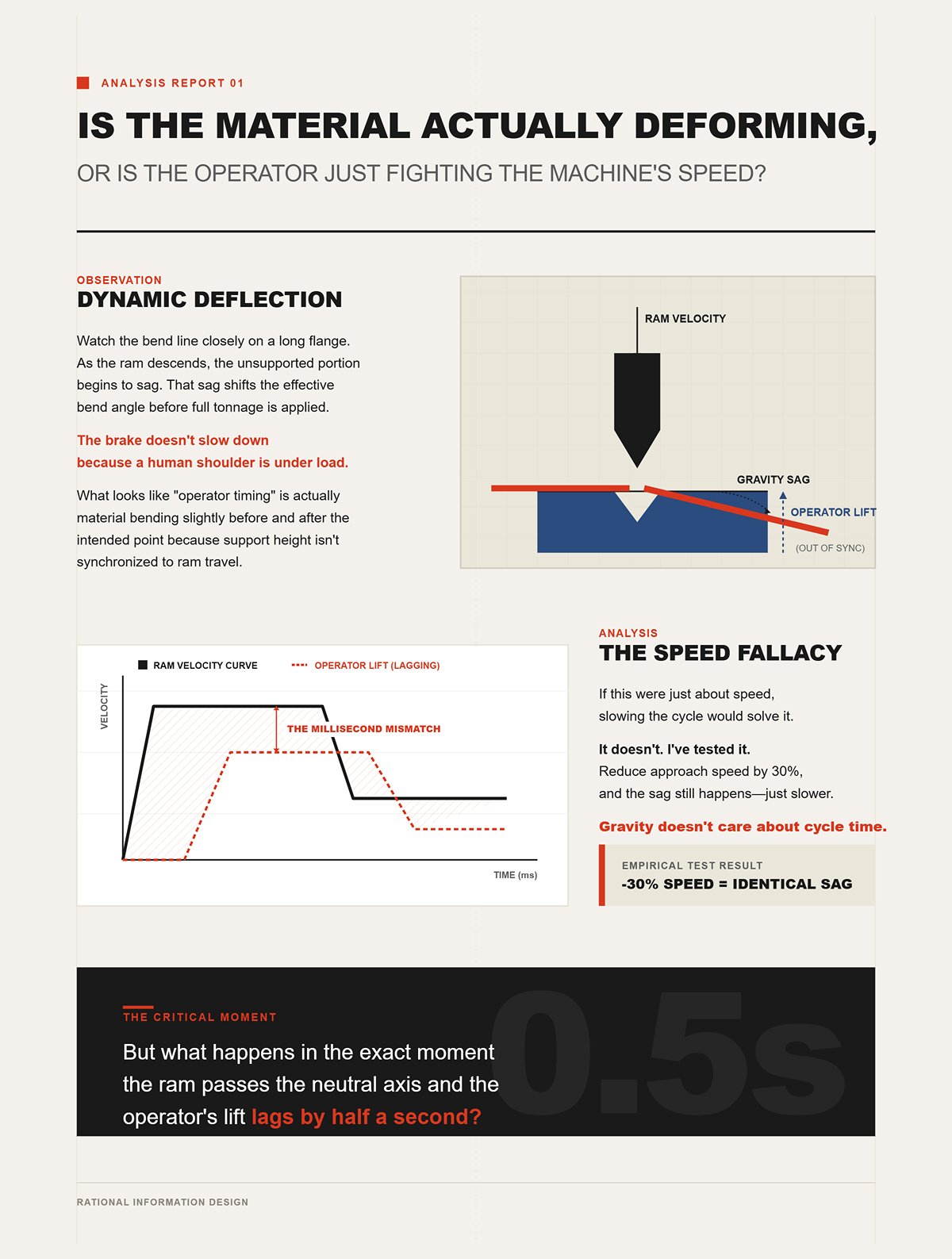
Observez attentivement la ligne de pliage sur une longue bride. Lorsque le vérin descend, la partie non soutenue commence à s’affaisser. Cet affaissement modifie l’angle de pliage effectif avant que la pleine tonnage ne soit appliquée. L’opérateur soulève pour le compenser, mais il ne peut pas suivre la courbe de vitesse du vérin milliseconde par milliseconde.
La presse ne ralentit pas parce qu’une épaule humaine est sous charge.
Ce qui semble être un “ problème de timing de l’opérateur ” est en réalité une déflexion dynamique — le matériau se pliant légèrement avant et après le point prévu parce que la hauteur du support n’est pas synchronisée avec le mouvement du vérin.
Si ce n’était qu’une question de vitesse, ralentir le cycle résoudrait le problème. Ce n’est pas le cas. Je l’ai testé. Réduisez la vitesse d’approche de 30 %, et l’affaissement se produit toujours — simplement plus lentement. La gravité se moque du temps de cycle.
C’est là que la plupart des ateliers cessent de réfléchir. Ils appellent cela un problème de formation.
Mais que se passe-t-il au moment précis où le vérin passe l’axe neutre et que le soulèvement de l’opérateur accuse un retard d’une demi-seconde ?
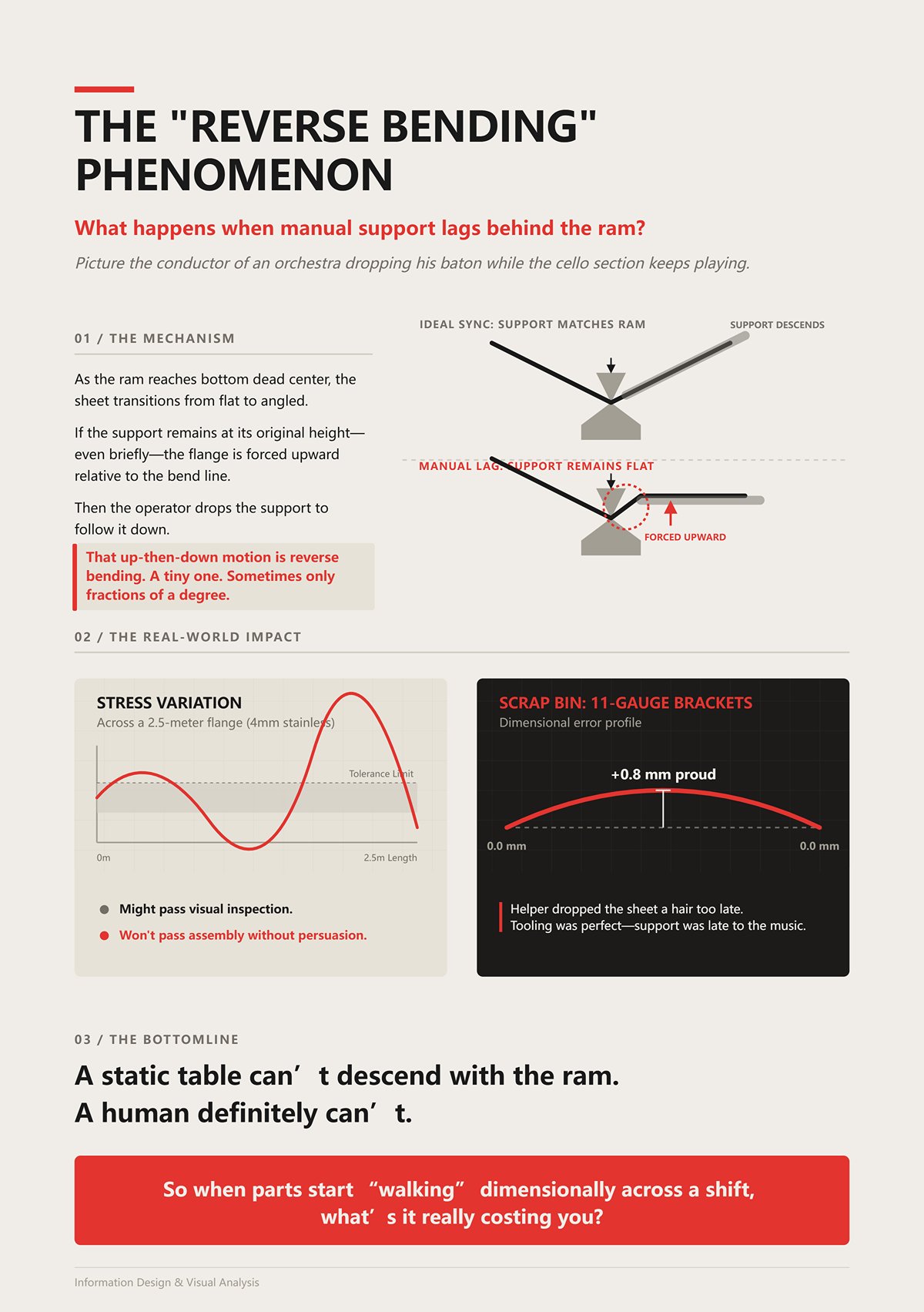
Imaginez le chef d’orchestre laisser tomber sa baguette pendant que la section des violoncelles continue à jouer. C’est le décalage du support manuel.
Alors que le vérin atteint le point mort bas, la tôle passe de plate à inclinée. Si le support reste à sa hauteur d’origine—ne serait-ce qu’un instant—la bride est forcée vers le haut par rapport à la ligne de pliage. Puis l’opérateur abaisse le support pour la suivre vers le bas.
Ce mouvement vers le haut, puis vers le bas, c’est un pliage inversé. Minuscule. Parfois juste quelques fractions de degré.
Faites cela sur une bride de 2,5 mètres en inox de 4 mm, et vous introduisez une variation de contrainte sur toute la longueur. Cela peut passer l’inspection visuelle. Mais cela ne passera pas l’assemblage sans persuasion.
Benne à rebuts : J’ai vu des équerres en acier carbone de calibre 11 qui semblaient parfaites aux extrémités mais dépassaient de 0,8 mm au centre, simplement parce que l’assistant avait lâché la tôle une fraction de seconde trop tard. Nous les avons découpées au chalumeau et avons recommencé. Non pas parce que l’outillage était en cause—mais parce que le support était “en retard sur la musique”.
Une table statique ne peut pas descendre avec le vérin. Un humain, certainement pas.
Alors quand les pièces commencent à “se déplacer” dimensionnellement au fil d’un poste, combien cela vous coûte-t-il réellement ?
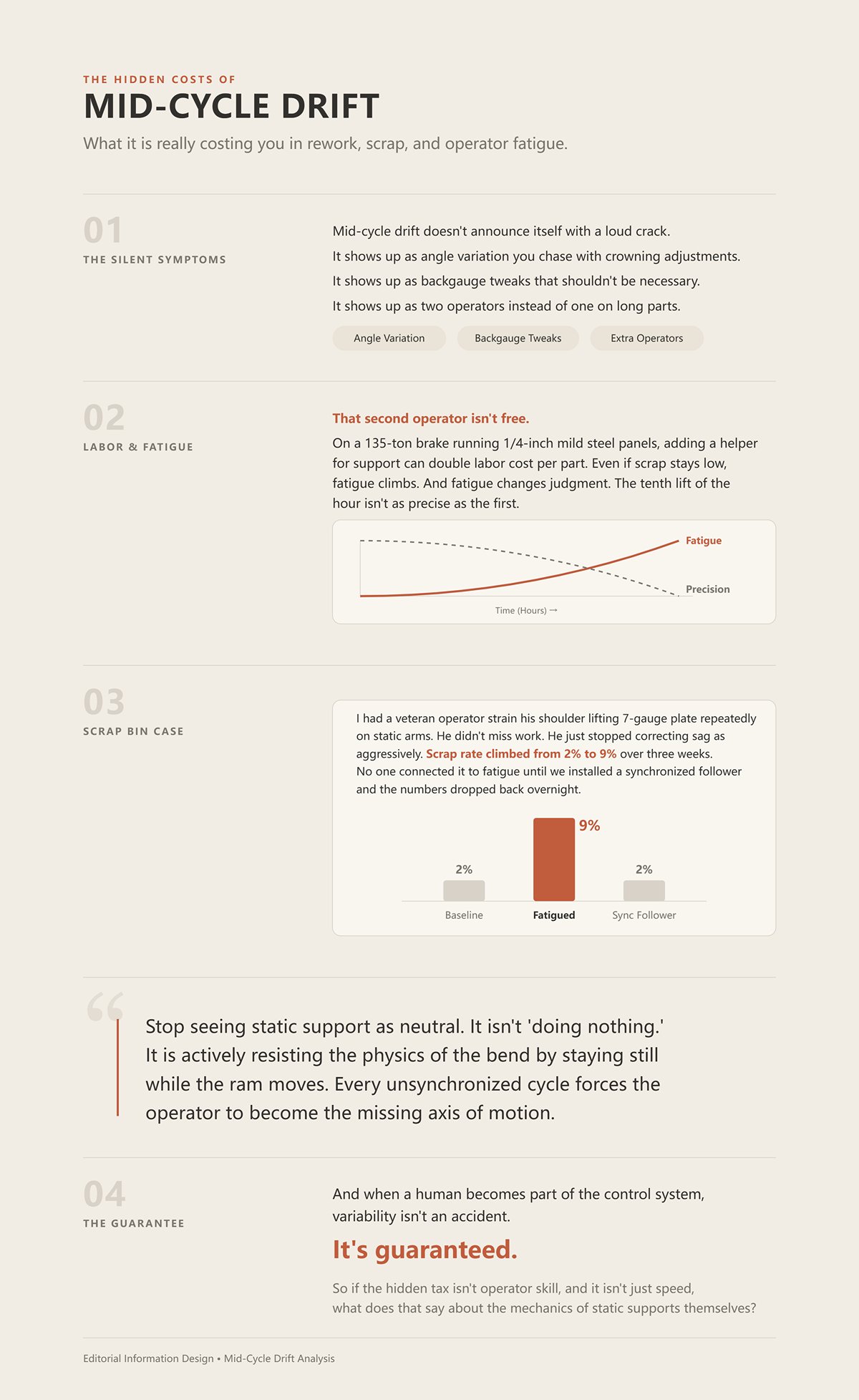
La dérive en cours de cycle ne se manifeste pas par un grand craquement. Elle apparaît sous forme de variations d’angle que vous compensez avec des réglages de bombage. Elle se manifeste par des ajustements de butée arrière qui ne devraient pas être nécessaires. Elle se manifeste par deux opérateurs au lieu d’un sur les pièces longues.
Ce second opérateur n’est pas gratuit.
Sur une presse plieuse de 135 tonnes pliant des panneaux en acier doux de 1/4 de pouce, ajouter un assistant pour le support peut doubler le coût de main-d’œuvre par pièce. Même si le rebut reste faible, la fatigue augmente. Et la fatigue altère le jugement. Le dixième levage de l’heure n’est pas aussi précis que le premier.
Benne à rebuts : J’ai eu un opérateur expérimenté qui s’est blessé à l’épaule en soulevant à répétition des tôles de calibre 7 sur des bras statiques. Il n’a pas manqué le travail. Il a simplement cessé de corriger l’affaissement aussi vigoureusement. Le taux de rebut est passé de 2% à 9% en trois semaines. Personne ne l’a relié à la fatigue jusqu’à ce que nous installions un suiveur synchronisé et que les chiffres redescendent du jour au lendemain.
Voici le changement de perception que je veux que vous fassiez :
Cessez de voir le support statique comme neutre.
Il ne “fait rien”. Il s’oppose activement à la physique de la pliure en restant immobile tandis que le vérin bouge. Chaque cycle non synchronisé force l’opérateur à devenir l’axe de mouvement manquant.
Et quand un humain devient une partie du système de commande, la variabilité n’est pas un accident.
C’est garanti.
Alors si la taxe cachée n’est pas la compétence de l’opérateur, ni simplement la vitesse, qu’est-ce que cela révèle sur la mécanique des supports statiques eux-mêmes ?
Sur une presse plieuse hydraulique de 135 tonnes pliant une tôle de 3 mètres en inox de 4 mm, observez les 50 premiers millimètres du déplacement du vérin. Le poinçon n’a pas encore pleinement engagé. La tôle est encore principalement plate. Les bras avant statiques sont fixés à une seule hauteur. La gravité tire déjà l’extrémité libre vers le bas.
Les mains de l’opérateur se lèvent avant que le tonnage ne monte.
C’est le défaut de conception à la vue de tous : un support statique n’a qu’un degré de liberté — vers le haut ou vers le bas selon le réglage manuel. Le vérin a une courbe de vitesse programmée, un retour de position et une répétabilité mesurée au centième de millimètre. Une fois le cycle lancé, un seul des deux bouge avec intention.
La pièce sort avec une légère torsion.
Benne à ferraille : J’ai effectué une série en acier carbone de 10-gauge — brides de 2,4 mètres — avec des bras fixes il y a des années. Nous avons ralenti l’approche, réduit la rampe de tonnage, et même ajusté le bombage. Les cinq premières pièces étaient parfaites. À la quinzième, l’angle dérivait de 0,6 degré plus haut à une extrémité. Rien n’avait changé dans le programme. Ce qui avait changé, c’était la manière dont l’opérateur soulevait, plus vivement, à mesure que la fatigue s’installait. Le “système de soutien” était une colonne vertébrale humaine.
Un bras statique ne se contente pas de ne pas aider ; il oblige l’opérateur à fermer une boucle de contrôle que la CNC pense déjà posséder. Vous avez maintenant deux contrôleurs agissant sur une même tôle : le frein presse la ligne de pliage vers le bas, et l’opérateur pousse l’extrémité libre vers le haut. Ils ne sont pas synchronisés, et ils ne le seront jamais.
Mais que se passerait-il si la machine et le support se combattaient depuis le début ?
Quand le frein accélère à mi-course, le centre de gravité de la tôle se déplace tandis que la bride commence à se former. La charge sur le support change dynamiquement. Un bras statique ne peut anticiper ce déplacement. Un suiveur actif, même une unité pneumatique basique évaluée à 380 kg, est conçu pour monter et descendre selon la position du vérin. Il n’élimine pas le contre-pli. Il réduit les approximations humaines qui en sont la cause.
Si un système est commandé en position et l’autre par la force musculaire, lequel pensez-vous l’emporte à 20 mm par seconde ?
Prenez une configuration courante : acier doux de 6 mm, ouverture de matrice en V de 48 mm — conforme à la règle du huit fois l’épaisseur suivie par la plupart des ateliers. Lorsque le poinçon descend dans le V, la tôle ne tourne pas autour d’une ligne imaginaire dans l’espace. Elle pivote autour des points de contact sur les épaules de la matrice. Ce point de pivot est fixé par la géométrie de la matrice.
Regardez maintenant un support avant statique typique. Le bras pivote depuis un support fixé au châssis de la machine, souvent à 300 à 600 mm devant la ligne de matrice. Son arc de mouvement — s’il en a un — n’a rien à voir avec la géométrie de l’ouverture en V.
Ces deux arcs ne sont pas concentriques. Ils ne partagent même pas un centre.
Benne à ferraille : Nous avons plié une plaque d’aluminium striée de 1/4 de pouce sur 2,5 mètres de longueur avec une matrice en V de 60 mm. Table statique réglée à ras au départ. Pendant la formation de la bride, la rotation naturelle de la tôle voulait suivre les épaules de la matrice. La table, fixe dans l’espace, a forcé la bride à remonter légèrement avant de retomber. Le résultat fut une flèche de 1,2 mm sur la longueur de la bride. Nous avons blâmé la mémoire du matériau. C’était un conflit géométrique.
Si le point de pivot effectif du support ne suit pas la ligne de pivot de la matrice, vous pliez la tôle deux fois — une fois autour de la matrice comme prévu, et une fois contre le support qui résiste à cette rotation. Ce second pli est minime. Des fractions de degré. Sur 3 mètres, les fractions deviennent des millimètres.
Les suiveurs actifs sont conçus pour se déplacer verticalement en coordination avec le mouvement du vérin, maintenant le contact près de la tangente de la tôle en rotation autour de la matrice. Ils n’alignent pas magiquement toutes les variables géométriques — largeur de matrice, largeur de tôle, longueur de bride — mais ils éliminent l’arc fixe et conflictuel imposé par les bras statiques.
Verdict atelier : Si la géométrie du pivot de votre support ne bouge pas avec celle du pivot de la matrice, vous intégrez une contrainte inverse dans chaque bride longue.
Donc même si la géométrie explique l’effet de double pliage, que se passe-t-il quand le facteur temps entre en jeu ?
Considérons un frein mécanique fonctionnant plus vite à mi-course qu’à l’approche — courant sur les anciennes machines à volant d’inertie. Le vérin peut couvrir les derniers 20 mm avant le point mort bas en une fraction de seconde. Cette courbe de vitesse est prévisible. Répétable.
Un support statique n’a aucun profil de vitesse. Il reste immobile jusqu’à ce qu’un humain réagisse.
Mais que se passe-t-il au moment précis où le vérin passe l’axe neutre et que le soulèvement de l’opérateur accuse un retard d’une demi-seconde ?
C’est dans cette demi-seconde que meurt la précision CNC.
La tôle passe d’une déformation élastique à un écoulement plastique autour de la fibre neutre — la couche, dans l’épaisseur, qui ne s’étire ni ne se comprime. En franchissant ce point, l’angle du rebord change rapidement. Si la hauteur du support ne descend pas en synchronisation, le rebord est momentanément trop soulevé. Lorsque l’opérateur relâche ses mains, le matériau reprend de manière inégale le long de la pièce.
Benne à rebuts : Sur une presse plieuse de 90 tonnes pliant une tôle de 7 gauge, nous avons essayé de compenser l’affaissement en prélevant l’extrémité libre au-dessus du niveau. Cela “fonctionnait” pour de courts rebords. Sur des pièces de 2,8 mètres, le centre atteignait la fibre neutre quelques millisecondes après les extrémités à cause de légères variations d’épaisseur du matériau. La correction du support était déjà décalée dans le temps. Nous avons poursuivi une incohérence de 0,9 degré sur 40 pièces avant d’admettre que le problème n’était pas la tonnage — c’était le décalage.
Vous pouvez ralentir la machine. La gravité agit toujours. Vous pouvez former l’opérateur. Le temps de réaction varie toujours — typiquement de 200 à 300 millisecondes pour une réponse visuo-motrice sous charge. La presse, elle, s’en moque.
Un suiveur synchronisé — qu’il soit pneumatique ou servo — lie son mouvement vertical à la position du vérin, et non à la perception humaine. Oui, il nécessite toujours une mise en place. Oui, l’engagement doit être vérifié avec ce témoin LED de contact que certains systèmes utilisent. La présence n’est pas le contact. Mais une fois engagé, sa vitesse suit exactement le mouvement commandé de la machine.
Sur une presse plieuse CNC capable d’une répétabilité de vérin de ±0,01 mm, se fier à un bras statique avec un chronométrage ±humain n’est pas de l’économie. C’est du sabotage.
Verdict de l’atelier : Si votre support ne peut pas suivre la position et la vitesse du vérin, la précision de votre CNC s’arrête à la ligne de matrice — et tout ce qui dépasse devient une estimation.
Il y a quelques mois, j’ai chronométré un pliage d’aluminium de 3/16 de pouce sur une presse plieuse CNC moderne. De l’approche au fond de course, les 18 derniers millimètres de course du vérin ont pris 0,6 seconde. Ni lent. Ni violent. Juste assez rapide pour que si le suiveur hésite, la tôle le ressente immédiatement.
Voilà la référence. Si un suiveur ne peut pas suivre cette descente de 0,6 seconde sans dépasser ni traîner, ce n’est pas un support — c’est une interférence différée.
Les bras statiques ont déjà perdu cette bataille parce qu’ils ne bougent pas. La vraie question est maintenant plus subtile : quand le vérin accélère, décélère et se corrige en temps réel, quel type d’entraînement peut rester en tempo sans créer ses propres problèmes de synchronisation ?
Considérez le vérin comme le chef d’orchestre. Le suiveur n’a qu’un rôle — jouer en parfaite synchronisation. Les systèmes pneumatiques et servo prétendent tous deux pouvoir le faire. Un seul y parvient sans deviner.
Imaginez une tôle inox de 10 gauge large de 4 pieds, rebords courts de 25 mm, matrice en V étroite. Centre de gravité bas. Rotation minimale. Dans ce cas précis, un bras fixe parfaitement de niveau pourrait convenir.
Mais allongez maintenant la pièce à 2,5 mètres et poussez le rebord à 120 mm. La masse de la pièce bascule vers l’extérieur à mesure que le pli se forme. La rotation s’accélère près de la fibre neutre. Le support doit descendre selon un arc contrôlé par rapport au contact avec la matrice. Un bras fixe, lui, ne descend pas du tout.
Benne à rebuts : Nous avons produit des équerres en acier laminé à froid de 11 gauge, 300 mm de large. Le bras statique a bien fonctionné pour les 20 premières pièces. Puis le travail a changé — même épaisseur, mais longueur de 1,8 mètre. À la huitième pièce, nous avions un vrillage de 1,4 mm à l’extrémité libre. Rien n’avait changé en tonnage ni en outillage. Seulement la longueur. Le bras n’a pas échoué par faiblesse. Il a échoué parce que la géométrie et le rythme ont évolué tandis qu’il restait figé.
Un bras mécanique n’est pas une “automatisation simple”. C’est une absence totale d’automatisation. Il suppose que la vitesse de pliage, le poids de la tôle et la longueur du rebord restent dans une plage étroite. Le travail en production — surtout dans les ateliers à forte diversité de pièces — reste rarement dans cette plage bien longtemps.
Verdict de l’atelier : Un support fixe peut convenir pour des pièces courtes et répétables ; il ne peut pas protéger le matériau lorsque longueur, vitesse et rotation varient.
Nous ajoutons maintenant le mouvement. Un suiveur pneumatique utilise de l’air comprimé poussant un vérin pour monter et descendre la table de support. En théorie, il suffit de relier le signal de la valve à la position du vérin et vous obtenez une synchronisation.
En pratique, l’air se comprime.
Cela compte. Lorsque le vérin accélère en milieu de course, le distributeur s’ouvre pour évacuer l’air du cylindre afin que la table descende. Mais l’air à l’intérieur ne s’évacue pas instantanément. Le diamètre du tuyau, le débit du régulateur et même les fluctuations de la pression d’air de l’atelier — de 95 psi le matin à 82 psi quand trois lasers se mettent en marche — modifient le temps de réponse.
Vous ne voyez pas un décalage spectaculaire. Vous en voyez un doux. Un coussin de 0,1 seconde pendant lequel la table résiste avant de céder.
Bac à rebut : Nous avons installé un suiveur pneumatique prévu pour 380 kg sous une tôle d’aluminium de 1/4 pouce, longue de 3 mètres. Le passage du matin était impeccable. Après le déjeuner, le cycle du compresseur s’est intensifié, la pression de ligne a chuté de 10 psi. Le suiveur est descendu un peu plus lentement. Résultat : un sur-cintrage constant de 0,6 degré au centre par rapport aux extrémités. Même programme. Même opérateur. Comportement de l’air différent.
L’air comprimé est indulgent et mécaniquement simple. Moins d’électronique. Coût initial plus bas. Et dans les ateliers sans alimentation électrique renforcée, il évite le pic de courant que certains systèmes tout électriques exigent. Mais l’air comprimé introduit une variable vivante — la stabilité de la pression — que votre vérin CNC ne partage pas.
Mais si la machine et le support se battaient l’un contre l’autre dès le départ ? Avec la pneumatique, ils peuvent être d’accord sur la commande mais en désaccord sur le temps de réponse.
Verdict de l’atelier : Les suiveurs pneumatiques sont une énorme amélioration par rapport aux bras statiques, mais leur vitesse n’est aussi stable que votre alimentation en air.
Un suiveur à servocommande remplace l’air compressible par un moteur et une vis à billes ou une courroie. Le retour de position vient d’un encodeur. Lorsque le vérin se déplace de 0,01 mm, le suiveur peut être commandé pour se déplacer de 0,01 mm. Pas de ressort, pas de perte de pression.
Sur une presse plieuse de 90 tonnes cintrant de l’acier doux de 5 mm sur une matrice en V de 40 mm, nous avons profilé la courbe de vitesse du vérin — approche lente, accélération rapide en milieu de course, décélération contrôlée jusqu’en bas. Le suiveur à servocommande a reproduit cette courbe dans la tolérance mesurable de l’encodeur. La variation d’angle de la pièce sur 30 pièces est restée inférieure à 0,2 degré d’un bout à l’autre.
Ce type de répétabilité est important lorsque la planéité du bord affecte le soudage en aval ou lorsque vous pliez de l’acier inox préfinis de calibre 14 qui ne peut pas être “ corrigé ” après coup.
Voici maintenant le côté coût. Les systèmes à servocommande exigent une alimentation plus propre et un dépannage plus qualifié. J’ai vu des presses hybrides servo-hydrauliques arrêtées à cause de pannes de variateurs propriétaires avec des factures de réparation à $8,500. Quand l’électronique tombe en panne, on ne la remet pas en route avec une clé à molette.
Alors, quand est-ce justifié ?
Quand le coût du rebut dépasse le risque de réparation. Quand les pièces sont assez longues pour qu’une erreur de 0,5 degré se traduise par une courbure visible. Quand le matériau est cher — disons, de l’aluminium 5052 de 3/16 pouce aux prix actuels — et que la retouche n’est pas une option.
Verdict de l’atelier : Si votre accumulation de tolérances ou le coût du matériau punissent même de petites erreurs de synchronisation, la répétabilité servocommandée s’amortit en rebuts économisés.
Une tôle de 3 mètres en acier doux de 6 mm pèse environ 140 kg. Ajoutez la charge dynamique lorsqu’elle pivote et vous dépassez momentanément le poids statique. De nombreux suiveurs pneumatiques annoncent une capacité de 300 à 400 kg. Sur le papier, cela semble confortable.
Mais la capacité nominale suppose une pression idéale et une charge verticale. Pendant un pliage, le centre de gravité de la tôle se déplace vers l’extérieur, créant un bras de levier. Le vérin ne soulève pas seulement un poids — il résiste à un couple.
Lorsque le vérin approche du point mort bas, la charge change rapidement. Si le vérin est proche de sa limite de force supérieure, l’air se comprime légèrement avant de repousser. Cette micro-compression se traduit par un affaissement du suiveur.
Bac à rebut : Nous avons plié une plaque de 8 mm, longue de 2,4 mètres, sur un suiveur nominalement de 400 kg. Le calcul statique disait que nous étions dans la zone de sécurité. En mouvement, la table s’est affaissée de 3 mm en milieu de pliage. L’angle du bord au centre s’est fermé de 0,8 degré de plus que les extrémités. Le vérin n’était pas sous-dimensionné selon le catalogue — il l’était selon la réalité dynamique.
Les systèmes à servocommande, en revanche, maintiennent la position grâce au couple moteur et à la transmission mécanique, et non à l’air emprisonné. Ils ne perdent pas de hauteur à cause de fluctuations de pression. Mais ils tirent un courant instantané plus élevé sous des charges importantes, et les ateliers plus anciens avec un service électrique limité ressentent cette surcharge.
Le piège ne réside pas seulement dans la capacité de levage. C’est le contrôle dynamique sous charge variable.
Verdict de l’atelier : si vos pièces sont longues, épaisses ou soumises à un couple important, une capacité pneumatique sur le papier ne garantit pas un soutien stable en mouvement.
La question de l’entraînement ne concerne pas le luxe. Elle concerne le tempo. Un suiveur incapable d’égaler la courbe de vitesse du vérin—surtout cette descente de 0,6 seconde sur de l’aluminium de 3/16 de pouce—ne résout pas le problème de synchronisation. Il le redéfinit.
Et dès que vous commencez à changer de matériaux—aluminium doux, inox élastique, acier à haute résistance—la tôle elle-même révèle chaque faiblesse de ce choix d’entraînement.
Une tôle de 3 mètres en aluminium 5052 de calibre 20 pèse moins de 18 kg. Une tôle de 3 mètres de plaque A36 de 1/4 de pouce dépasse 180 kg. Mettez les deux sur la même plieuse avec le même suiveur et dites-moi que la physique est identique.
Elles ne jouent même pas dans la même catégorie.
L’aluminium se déforme tôt et rebondit modérément. L’inox résiste, emmagasine de l’énergie et revient plus fort. L’acier à haute résistance tient jusqu’au dernier millimètre de course, puis libère le couple dans l’outillage comme un ressort comprimé. Le suiveur ne soutient pas seulement le poids ; il réagit à la façon dont la tôle pivote, accélère et se décharge pendant le pliage.
Quand l’entraînement retarde, le matériau tendre le masque. Quand il hésite pendant le retour élastique, l’acier à haute résistance le révèle. Et quand le suiveur est surdimensionné mais lent, la tôle fine le transforme en catapulte.
C’est là que la plupart des ateliers se trompent. Ils dimensionnent les suiveurs en kilogrammes et oublient le comportement.
Mais que se passe-t-il lorsque le matériau lui-même devient l’amplificateur ?
Imaginez de l’inox 304 de calibre 22, long de 2,5 mètres, plié en un retour de 40 mm. La tôle pèse à peine 12 kg, mais son rapport rigidité/masse est élevé. À la descente du vérin, l’axe neutre se déplace vers le rayon intérieur, la jambe libre commence à pivoter, et l’inertie prend le relais.
Mais que se passe-t-il au moment précis où le vérin passe l’axe neutre et que le soulèvement de l’opérateur accuse un retard d’une demi-seconde ?
Avec un bras statique positionné 5 mm trop bas, la jambe en rotation descend, touche le bras et rebondit. La pièce ressort avec une torsion subtile. Rien de dramatique. Juste assez pour que le retour oscille sur la table d’inspection.
Ce n’est pas un problème de poids. C’est un problème de synchronisation.
Un suiveur pneumatique avec un amortissement de réponse de 0,1 seconde peut encore dépasser la consigne sur une tôle fine, car il y a trop peu de masse pour amortir le mouvement. La tôle accélère plus vite que l’air ne peut stabiliser. Un suiveur servo, commandé pour suivre la hauteur de l’outil inférieur à la résolution de l’encodeur, se déplace en phase avec le vérin. La tôle ne tombe jamais librement, donc elle ne rebondit jamais.
Benne de rebut : Nous avons plié du galvanisé de calibre 20, 3 mètres de long, sur des bras coulissants manuels homologués pour 500 kg avec embouts en polyéthylène. Après 40 pièces, 6 présentaient une variation constante de hauteur de retour de 1,2 mm au milieu. Les bras n’étaient pas faibles. Ils étaient en retard. Nous sommes passés à un suiveur synchronisé, et la variation est tombée en dessous de la tolérance mesurable au ruban.
Les tôles légères punissent le retard plus qu’elles ne récompensent la robustesse.
Verdict de l’atelier : sur du fin, la vitesse et la synchronisation préviennent le fouettement ; la simple capacité de levage ne change rien.
Donc si le matériau fin exige de l’agilité, que se passe-t-il quand la tôle pèse dix fois plus ?
Prenez de l’A36 de 1/4 pouce, long de 3 mètres. Environ 185 kg. Maintenant, pliez une bride de 60 mm sur une presse plieuse de 120 tonnes en utilisant un vé de 40 mm. À mi-course, le centre de gravité de la plaque se déplace vers l’extérieur, créant un bras de levier d’environ la moitié de la longueur de la bride.
Faites le calcul et vous ne soutenez plus 185 kg verticalement. Vous résistez à un moment de flexion qui tente de tirer vers le bas le suiveur.
Les bras de support coulissants standard, conçus pour 500 kg, supposent une charge quasi verticale. Ajoutez 60 mm de bras de levier rotatif, et la glissière linéaire subit une charge latérale pour laquelle elle n’a jamais été conçue. J’ai mesuré une flèche de 2 à 3 mm à l’extrémité du bras pendant la rotation dynamique sur une plaque épaisse. Cette flèche ferme l’angle central avant les extrémités.
Benne à ferraille : nous avons plié de l’acier doux de 10 mm d’épaisseur, long de 2,4 mètres, sur des bras manuels rallongés avec billes porteuses. Le calcul statique indiquait « sûr ». Sous charge, un bras a pris une déformation permanente de 1 mm vers le bas au niveau du bloc de fixation. Les 25 pièces suivantes ont montré un angle plus serré de 0,7 degré au centre. Le bras s’est plié avant l’acier.
Les suiveurs servo ou hydrauliques conçus pour être montés dans la table transfèrent la charge directement dans le châssis de la presse, et non à travers des bras en porte-à-faux prolongés. Ici, la structure compte plus que le moteur. Les aciers à haute résistance — disons de l’S700 de 6 mm — amplifient le problème car leur limite élastique plus élevée retarde la déformation plastique, ce qui signifie que plus d’énergie élastique revient dans le support pendant la rotation.
Vous pouvez revoir la conception des pièces — brides plus courtes, rayons plus grands — pour alléger cette charge. Les ateliers intelligents le font. Mais quand la géométrie est fixe et que le tonnage augmente, la structure devient une question de survie.
Verdict de l’atelier : au-delà d’une épaisseur de tôle modérée, les bras de support en porte-à-faux deviennent eux-mêmes des éléments de flexion ; les suiveurs intégrés reliés au châssis absorbent le couple sans se déformer.
Et même si vous résolvez le poids et le couple, une autre variable attend de gâcher votre journée.
Passez maintenant à de l’inox préfinition de calibre 14 avec une surface brossée No. 4. Le poids est gérable — environ 40 kg sur 3 mètres. Le client rejette les pièces pour une seule rayure de 30 mm.
Les bras de support manuels utilisent souvent des inserts en polyéthylène ou en brosse. Bien pour le glissement statique. Mais pendant un pliage synchronisé, la tôle ne fait pas que glisser ; elle décrit un arc. Si la surface du suiveur présente une forte friction, la tôle frotte microscopiquement pendant la rotation, surtout près du point mort bas où la pression atteint son maximum.
J’ai vu des ateliers blâmer l’opérateur pour des rayures qui relevaient uniquement de la tribologie — friction de surface sous charge.
Benne à ferraille : sur de l’inox #4 de calibre 14, long de 2 mètres, nous avons utilisé un suiveur pneumatique avec rouleaux en acier. Après 60 pièces, de légères marques linéaires sont apparues parallèles au pli. Les rouleaux étaient propres. Le problème provenait du micro‑glissement au moment où la tôle tournait et que le suiveur hésitait. Le passage à des rouleaux revêtus non marquants et le resserrement de la synchronisation ont supprimé les marques sans toucher au programme.
Voici la hiérarchie : si le levage est mal synchronisé, même la plaque à brosse la plus douce rayera, car la tôle se retrouve momentanément non soutenue et retombe en contact. Si le levage est précis mais la surface de contact incorrecte, vous préserverez l’angle mais ruinerez la finition.
La sensibilité du matériau détermine quel défaut apparaît en premier. L’aluminium tolère les rayures mais révèle les dérives d’angle. L’inox masque les petites variations d’angle mais punit la friction. L’acier peint à haute résistance cumule les deux.
Verdict de l’atelier : les composants de protection de surface comptent — mais seulement après que l’architecture de levage soit synchronisée ; les erreurs de timing endommagent les pièces avant que le choix des matériaux ait son mot à dire.
Adaptez le suiveur au comportement de la tôle — sa masse, sa rigidité, son retour élastique et sa surface — et le système jouera en rythme avec le vérin. Ignorez cela, et vous ne faites pas d’économies avec des supports statiques. Vous forcez la machine et le matériau à se disputer devant chaque client.
Ce qui soulève le problème suivant : même si le suiveur s’adapte parfaitement au matériau, comment communique‑t‑il assez bien avec la presse plieuse pour rester dans ce rythme ?
Une tôle de 3 mètres en acier doux de calibre 12 ne se soucie pas de savoir à quel point votre suiveur a l’air coûteux. Elle se soucie de savoir si ce suiveur sait que le vérin est sur le point d’accélérer d’une vitesse d’approche de 40 mm/s à une vitesse de formage de 8 mm/s dans les 0,2 secondes à venir.
Je me suis déjà tenu derrière une presse plieuse où le vérin est descendu de 150 mm en 0,6 seconde, et le suiveur s’est levé magnifiquement—juste trop tard. La pièce sort avec une légère torsion. Pas parce que le levage était faible, mais parce qu’il devinait.
Voilà la différence : votre suiveur réagit-il à un mouvement qu’il détecte après coup, ou agit-il parce que le contrôleur lui a dit ce qui allait arriver ?
Mais que se passerait-il si la machine et le support se combattaient depuis le début ?
Imaginez une presse plieuse CNC de 135 tonnes effectuant une séquence de 5 plis sur de l’acier inoxydable de calibre 10, long de 2,5 mètres. La position du vérin est suivie par des encodeurs linéaires à la centième de millimètre près. Le contrôleur connaît déjà le développé, la hauteur des outils, la compensation du retour élastique du matériau et le moment exact où il ralentira avant le point mort bas.
Fixez maintenant un suiveur indépendant qui lit la position du vérin à l’aide d’un capteur de proximité et se déplace sur son propre automate programmable (PLC).
Il peut voir où se trouve le vérin. Il ne peut pas voir où le vérin va.
Cette différence fait toute la différence.
Dans un système entièrement en réseau, le suiveur reçoit la même commande de position que le vérin. Lorsque le contrôleur passe de la vitesse d’approche rapide à la vitesse de formage, le servomoteur du suiveur change dans la même boucle de commande—la boucle fermée signifiant que les deux axes corrigent constamment en fonction du retour des encodeurs. Ils partagent une intention, pas seulement une position.
Dans un système de rétrofit indépendant, le suiveur attend le mouvement, puis réagit. Même un décalage de 100 à 150 millisecondes suffit pour qu’une tôle de 3 mètres fléchisse de 4 à 6 mm au milieu pendant la décélération. Sur de l’aluminium de calibre 16, cette flexion se redresse à mesure que le vérin ralentit. Sur une tôle de 8 mm, elle transfère un couple dans la ligne de pliage et resserre l’angle central.
Bac à rebuts : Nous avons plié de l’inox 304 de 3 mm d’épaisseur, 3 mètres de long, avec un suiveur rétrofité relié uniquement au mouvement du vérin via une sortie d’échelle linéaire. Les angles aux extrémités se sont maintenus à ±0,3 degrés. Le centre a dérivé de 0,8 degré plus serré sur 30 pièces. Le suiveur n’était pas faible. Il était simplement en retard à chaque transition de vitesse.
Si votre suiveur ne sait pas ce que le vérin est sur le point de faire, il réagit toujours—et la réaction, c’est la cause du dérèglement des pièces.
Verdict de l’atelier : Si le synchronisme compte—et c’est toujours le cas—le suiveur doit partager la boucle de commande de la CNC, et non la poursuivre à distance.
Alors qu’en est-il des anciennes presses hydrauliques qui n’ont jamais été conçues pour ce type de communication ?
Prenons une presse hydraulique de 1998 avec un contrôle NC basique—aucun protocole de communication ouvert, aucun bus servo, juste une butée de profondeur du vérin et le positionnement du butoir arrière. Vous pouvez y monter un suiveur autonome avec son propre contrôleur et enregistrer les positions pour chaque étape de pliage.
Pour des séries prototypes—dix pièces, un seul pli—cela fonctionne très bien. Le suiveur se lève à une hauteur préréglée, maintient, puis redescend. La précision peut être comparable car le profil de mouvement est simple.
Faites maintenant une configuration à 4 stations avec différentes hauteurs de matrices et des longueurs de brides variables sur de l’acier laminé à chaud de calibre 11, long de 2,8 mètres.
Sans données de pli en direct—vitesse du vérin en temps réel, corrections de hauteur d’outil, correction d’angle dynamique—l’opérateur doit réinitialiser manuellement la hauteur du suiveur à chaque station ou se fier à des valeurs enregistrées supposant des vitesses d’approche et de formage identiques. Tout changement de tonnage ou de lot de matériau modifie la fenêtre de synchronisation.
Que se passe-t-il au moment exact où le vérin passe l’axe neutre et que le levage de l’opérateur accuse un retard d’une demi-seconde ?
Sur les systèmes hydrauliques plus anciens, la vitesse du vérin peut varier selon la température de l’huile et la charge. Un suiveur autonome qui s’attend à une vitesse de formage de 12 mm/s peut n’en voir que 9 mm/s un matin froid. Cette différence de 3 mm/s sur une course de 80 mm suffit à désynchroniser le support pendant la phase de rotation la plus critique.
Bac à rebuts : Nous avons adapté un suiveur sur une presse plieuse hydraulique de 160 tonnes pliant de l’A36 de 6 mm sur 2,4 mètres. Les pièces du quart du matin étaient cohérentes. Après le déjeuner, avec l’huile réchauffée et une légère augmentation de la vitesse du vérin, les angles centraux se sont ouverts de 0,6 degré. Rien n’avait changé dans le programme. La fenêtre de synchronisation du suiveur, elle, oui.
Un module autonome peut-il suivre le rythme ? Oui—si le travail est simple, à faible volume et tolérant.
Mais dès que les séquences de pliage se multiplient, que les hauteurs d’outils changent et que le tonnage varie, les positions enregistrées deviennent des suppositions. Les suppositions coûtent cher dans l’acier.
Verdict de l’atelier : Les adaptations autonomes survivent sur des travaux prévisibles et simples ; les pièces complexes à plis multiples révèlent vite leurs angles morts.
Et ces angles morts ne concernent pas uniquement la synchronisation.
Approchez d’une presse équipée de quatre stations de matrices sur 3 mètres—V de 20 mm, V de 40 mm, matrice pour ourlet, puis un poinçon grand col-de-cygne à l’extrémité. C’est ainsi que les vrais ateliers produisent des pièces variées sans démontage constant.
Ajoutez maintenant un suiveur qui se stationne à 400 mm derrière la matrice inférieure lorsqu’il n’est pas utilisé.
S’il ne communique pas avec la CNC sur la position des stations, il n’a qu’un seul mode sûr par défaut : rester bas et hors du chemin. Cela signifie qu’entre les plis, il doit se rétracter complètement, puis remonter à une hauteur prédéfinie. Chaque cycle ajoute du temps de mouvement et le risque d’une remontée mal synchronisée.
Les systèmes entièrement connectés lient la position du suiveur au programme de pliage lui-même. Quand l’opérateur sélectionne la station trois, le contrôleur connaît déjà la hauteur de la matrice et commande le suiveur à une position d’attente synchronisée—dégagée des outils mais à 10–15 mm de la hauteur d’engagement. Aucun tâtonnement. Aucune remise à zéro complète de la course.
Bac à rebuts : Sur une configuration autonome, nous avons alterné des plis entre une matrice de 30 mm V et une matrice d’ourlet sur de l’acier peint de 14 calibres. Le suiveur devait descendre complètement entre les stations pour éviter la collision des outils. Le temps de cycle a presque doublé. Pire, une remontée mal synchronisée a heurté l’épaulement de la matrice et éraflé le bras du suiveur.
Lorsque le suiveur n’est pas intégré à la logique des stations, il devient un obstacle mobile. Les opérateurs commencent à éviter les configurations multi-stations juste pour rendre le suiveur gérable. Cela détruit l’efficacité même que le dispositif devait apporter.
Verdict de l’atelier : Si le suiveur ne connaît pas la configuration de vos outils, il ralentira soit votre cycle, soit il s’y écrasera.
L’intégration ne se limite pas au logiciel. Elle concerne aussi la façon dont la puissance et le mouvement sont liés.
J’ai observé deux architectures de rétrofit courantes.
Première : un suiveur à servo électrique fixé au châssis de la presse, alimenté séparément, lisant le mouvement du vérin via un signal dérivé ou une règle externe.
Deuxième : un suiveur hydraulique utilisant le circuit hydraulique de la presse avec des valves proportionnelles.
Le servo électrique offre une précision théorique—résolution de l’encodeur, vitesses programmables. Mais s’il n’est pas connecté au bus de contrôle principal de la presse, il fonctionne en parallèle, et non en coordination. Deux contrôleurs, deux boucles de rétroaction. Lorsqu’une charge augmente—par exemple, le pliage d’une tôle de 8 mm à proximité du tonnage maximal—la presse peut micro-ajuster la position du vérin pour le contrôle d’angle pendant que le suiveur poursuit sa trajectoire prévue. Ce décalage se traduit par une variation d’angle au milieu de la pièce.
Les systèmes hydrauliques “ piggybacks ” semblent « naturellement synchronisés » parce qu’ils partagent l’huile. Mais à moins que le débit ne soit contrôlé et coordonné électroniquement via la CNC, les variations de pression dans les cylindres principaux modifient le débit disponible pour le suiveur. Sous forte pression, la vitesse de levée du suiveur peut diminuer précisément lorsque la demande de soutien atteint son maximum.
Bac à rebuts : Un suiveur hydraulique tiers relié à une presse plieuse de 200 tonnes a fonctionné parfaitement sur de l’aluminium de 3 mm. En passant à du S355 de 10 mm, proche de la capacité maximale, la montée du suiveur a ralenti pendant le formage. Le centre d’une pièce de 2,5 mètres s’est affaissé de 5 mm avant rattrapage. Les angles variaient de 0,7 degré sur toute la longueur. La conduite d’huile était partagée. Le synchronisme, non.
Où échouent-ils ? Au moment de la charge maximale et de la prise de décision la plus rapide — lorsque le vérin ajuste, ralentit ou compense.
Un système entièrement en réseau fait du suiveur un autre axe contrôlé à l’intérieur de la même architecture. Un seul conducteur. Un seul tempo. Quand le vérin change de vitesse, le suiveur change aussi parce qu’il a reçu la même commande.
Verdict de l’atelier : Électrique ou hydraulique ne détermine pas le succès — c’est la logique de commande partagée ; sans elle, vous faites fonctionner deux machines sur une seule tôle.
La question n’est donc plus de savoir si un suiveur est pratique. C’est de savoir si le comportement de votre matériau et l’architecture de votre machine exigent une intégration véritable — ou vous permettent de vous contenter de la réaction.
| Section | Contenu |
|---|---|
| Sujet | Intégration électrique vs hydraulique : où les modernisations tierces échouent-elles généralement ? |
| Architecture de modernisation courante 1 | Suiveur servoélectrique monté sur le bâti de la presse plieuse, alimenté séparément, lisant le mouvement du vérin via un signal prélevé ou une règle externe. |
| Architecture de modernisation courante 2 | Suiveur hydraulique raccordé au circuit hydraulique de la presse au moyen de valves proportionnelles. |
| Servoélectrique – Point fort | Précision théorique élevée (résolution de l’encodeur, vitesses programmables). |
| Servoélectrique – Point faible | S’il n’est pas intégré au bus de commande principal, il fonctionne en parallèle avec des contrôleurs et boucles de rétroaction séparés. Sous forte charge (par exemple, tôle de 8 mm proche du tonnage maximal), les micro-ajustements de la presse peuvent provoquer un décalage entraînant une variation de l’angle au milieu de la pièce. |
| Hydraulique piggyback – Point fort | Semble naturellement synchronisé grâce au système hydraulique partagé. |
| Hydraulique piggyback – Point faible | Sans contrôle électronique du flux coordonné par la CNC, les variations de pression dans les cylindres principaux affectent le débit du suiveur. Sous forte pression, la vitesse de levée peut diminuer lorsque la demande de soutien est maximale. |
| Cas de bac à rebuts | Suiveur hydraulique tiers sur une presse plieuse de 200 tonnes ayant bien fonctionné sur de l’aluminium de 3 mm. Lors du passage à de l’acier S355 de 10 mm proche de la capacité maximale, la montée du suiveur a ralenti pendant le formage. Une pièce de 2,5 m a fléchi de 5 mm avant de se redresser ; la variation d’angle a atteint 0,7°. Ligne d’huile partagée, mais synchronisation non coordonnée. |
| Point de défaillance | Les défaillances se produisent aux charges les plus élevées et aux moments de prise de décision les plus rapides — lorsque le coulisseau ajuste, ralentit ou compense. |
| Système entièrement connecté en réseau | Intègre le suiveur comme un axe commandé au sein de la même architecture. Un seul système de contrôle, des commandes synchronisées. Les changements de vitesse du coulisseau et la réponse du suiveur se produisent simultanément. |
| Verdict de l’atelier | Le succès dépend de la logique de contrôle partagée — et non du fait que le système soit électrique ou hydraulique. Sans intégration, ce sont en pratique deux machines qui manipulent une seule tôle. |
| Question centrale | La question n’est pas de savoir si un suiveur est optionnel, mais si le comportement du matériau et l’architecture de la machine exigent une véritable intégration — ou peuvent tolérer un fonctionnement réactif. |
On ne choisit pas un suiveur entièrement intégré parce qu’il impressionne.
On le choisit parce que le matériau, la machine et le mélange de production ne laissent aucune autre option stable.
La partie non évidente est celle-ci : le point de bascule n’est pas seulement le poids. C’est lorsque la masse de la tôle, sa flexion et la séquence de pliage dépassent ce qu’un opérateur et un support réactif peuvent corriger en temps réel. Quand cela se produit, la synchronisation cesse d’être une amélioration et devient un outillage fondamental.
Alors, où se situe cette limite dans votre atelier ?
Prenez une tôle de 3,0 m de long en A36 calibrée à 10 gauge. Environ 38 kg par mètre carré. À 1,5 m de large, vous manipulez plus de 170 kg avant le premier pli. Cette tôle ne fait pas que peser — elle emmagasine de l’énergie en pivotant.
Lorsque le coulisseau passe au‑delà de l’axe neutre, le centre tend à tomber. Non pas parce que votre opérateur est faible. Parce que la gravité est constante et que l’acier a une mémoire.
Un support avant statique, évalué à 380 kg sur des guidages linéaires, peut supporter cette charge. Il peut s’allumer avec des indicateurs de contact à LED. Il peut coulisser sans à‑coups. Mais il ne peut pas anticiper la rotation. Il attend que la tôle bouge avant de réagir.
Bac à rebuts : Nous avons plié du S355 de 8 gauge à 2,8 m sur une presse équipée de supports statiques robustes, bien au‑delà du poids de la tôle. La capacité n’était pas le problème. En plein pliage, le centre s’est affaissé de 6 mm avant que l’opérateur et le support ne corrigent. Les angles d’extrémité étaient serrés. Les angles centraux se sont ouverts de 0,9 degré. Nous n’avons pas surchargé le support. Nous l’avons dépassé.
Passez maintenant à de l’inox 304 de 2 mm à 1,2 m. Moins de 25 kg au total. Sur une presse plieuse électrique à contrôle d’angle précis, la flexion est minimale. La rotation est douce. L’opérateur peut la guider du bout des doigts.
Même atelier. Deux problèmes physiques totalement différents.
Verdict de l’atelier : Lorsque la masse et la flexibilité de la tôle créent une rotation en cours de pliage qu’un opérateur ne peut pas contrer instantanément, vous dimensionnez pour la synchronisation, pas pour la capacité de levage.
Mais le matériau ne travaille pas seul. Il se plie à l’intérieur d’une machine qui a ses propres limites.
Une presse plieuse mécanique exécutant des pièces à grande vitesse en un seul coup avec une course fixe est prévisible. Le timing de la course change rarement. Si vous pliez des équerres en aluminium de 3 mm toute la journée, un suiveur servo autonome raccordé à la position du coulisseau peut suivre suffisamment bien.
Mais placez ce même suiveur sur une hydraulique moderne avec bombage dynamique et correction d’angle en temps réel, et les choses changent. Le coulisseau ajuste sa vitesse en cours de course. Il compense le retour élastique. Il corrige la profondeur avec précision.
Si le suiveur n’est pas intégré dans la même boucle de contrôle, il devine.
Benne à rebuts : Nous avons adapté un suiveur servo sur une presse hydraulique de 220 tonnes pliant de l’inox 304 de 6 mm avec correction d’angle active. Pendant les pliages lourds, la CNC ralentissait le coulisseau près du point mort inférieur pour atteindre l’angle cible. Le suiveur, lisant un signal analogique retardé, poursuivait sa montée programmée. La pièce se soulevait de l’épaule de la matrice, puis se reposait. Variation finale : 0,7 degré sur 2,5 mètres. Le suiveur était précis. Il n’était tout simplement pas inclus dans la conversation.
Considérons maintenant une presse plieuse électrique de haute précision pliant du galvanisé de 1,5 mm. Les entraînements électriques offrent une course répétable et un contrôle de position serré. Mais les charges sont faibles et la flexibilité minimale. Ici, l’intégration peut augmenter les coûts sans résoudre un problème réel.
Verdict de l’atelier : Plus votre presse ajuste ses mouvements en temps réel sous charge, plus votre suiveur doit partager son architecture de contrôle, sous peine de la contrarier.
Mais les machines et les matériaux ne répondent toujours pas à la question financière. C’est le mix de production qui le fait.
Faites-vous fonctionner de longues séries de pièces identiques, ou des lots de 40 pièces qui changent d’outillage chaque heure ?
Un rétrofit autonome survit grâce à la répétition. Une hauteur de matrice. Une séquence de pliage. Peu de changements de station.
Ajoutez maintenant quatre stations sur 3 mètres : V 20 mm, V 40 mm, matrice de bordage, poinçon col de cygne haut. Ajoutez des matériaux mixtes : acier doux de 4 mm le matin, inox calibre 10 après le déjeuner. Ajoutez des opérateurs alternant les équipes.
Chaque changement oblige le suiveur à réinitialiser les positions, dégager les outils et se réengager.
Benne à rebuts : Sur un mix de production de panneaux en acier peint calibre 12 alternant entre deux stations de matrice, notre suiveur autonome devait se rétracter complètement de 300 mm entre les pliages pour éviter une collision. Le temps de cycle est passé de 42 secondes à 71. Un retour mal synchronisé a rayé une face finie. Nous n’avons pas perdu parce que le suiveur était faible. Nous avons perdu parce qu’il manquait de conscience du contexte.
La croissance future accentue cela. Si votre pipeline de devis indique des pièces plus longues, des tôles plus épaisses, des tolérances plus serrées ou davantage d’assemblages multi‑pliages, vous empilez des variables qui punissent le retard.
Verdict de l’atelier : Si votre planning récompense la flexibilité et l’efficacité multi‑station, seul un suiveur intégré au programme de pliage protège à la fois le temps de cycle et la qualité des pièces.
Alors, quand tout cela franchit-il la ligne ?
Voici l’objectif que j’utilise maintenant en tant qu’auditeur.
Si un opérateur ne peut pas, physiquement et de manière constante, contrer la rotation de la tôle lors du pli le plus exigeant — sans se précipiter, se raidir ou deviner — vous avez dépassé la bande passante humaine. C’est le premier seuil.
Si votre presse modifie le mouvement du coulisseau en réponse à la charge ou au retour d’angle, et que votre suiveur ne reçoit pas les mêmes données de commande dans le même cycle, vous avez un conflit d’architecture. C’est le deuxième seuil.
Si votre mélange de production nécessite des configurations multi-stations où le mouvement de retrait et de réinitialisation ajoute un temps de cycle mesurable ou un risque de collision, vous avez une friction opérationnelle. C’est le troisième.
Franchissez un seuil, et une modernisation pourrait tenir le coup. Franchissez-en deux, et vous commencerez à voir des dérives d’angle, des dommages de surface ou un allongement du temps de cycle. Franchissez les trois, et appeler un suiveur synchronisé un “ luxe ” revient à considérer les butées arrière comme optionnelles.
Benne à ferraille : un atelier pliant de l’inox de calibre 10 sur 3 mètres avec une hydraulique de 320 tonnes a ajouté un suiveur intégré et connecté après des années à lutter contre une variation de l’angle central d’environ 0,8 degré. Même matériau. Même outillage. La variation est tombée sous 0,2 degré, et la manipulation à deux personnes est devenue celle d’une seule. La main-d’œuvre s’est déplacée vers l’opération suivante. Le suiveur n’a pas ajouté de capacité. Il a supprimé le conflit.
La leçon non évidente est celle-ci : on ne justifie pas un suiveur connecté par le poids maximal de la tôle. On le justifie lorsque le comportement du matériau, l’intelligence de la machine et la complexité de la production convergent au-delà de ce que le soutien réactif peut corriger en temps réel.
Verdict de l’atelier : lorsque la masse de la tôle, le contrôle dynamique du coulisseau et les flux de travail multi-stations se recoupent, un suiveur entièrement intégré cesse d’être optionnel et devient structurel au processus de pliage lui-même.
Regardez votre travail le plus lourd, le plus long et le plus complexe prévu ce trimestre.
Demandez maintenant : votre soutien actuel coopère-t-il avec le coulisseau — ou réagit-il à celui-ci ?


















